

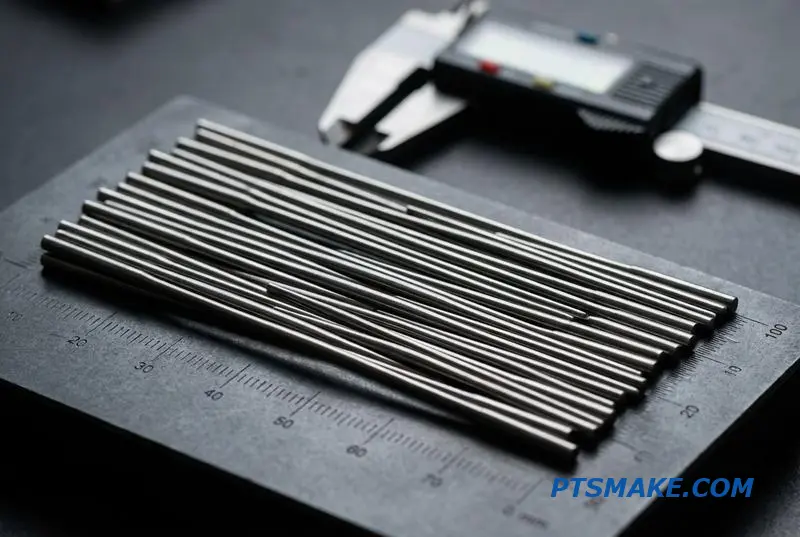
Need a 4mm shaft held to tight tolerance, fast? Standard lathe shops push back, quote long lead times, or deliver parts that deflect, chatter, and miss spec. Your prototype slips weeks. Your launch date slips with it.
Swiss turning solves small precision part sourcing by using a sliding headstock and guide bushing to support slender parts close to the cutting tool. This setup holds ±0.005mm tolerance, runs prototypes in 2-5 days, and scales to production on the same machine without re-qualification.

I built this guide from real questions I get every week. You will see why Swiss turning works for one part or one thousand, which geometries demand it, and how to design parts that move from prototype to production without a single tolerance fight. Let’s dig in.
Why Your Small Precision Parts Are Hard to Source — and How Swiss Turning Changes That
Sourcing small, intricate parts is a common challenge. You need precision and speed, but traditional turning methods often fall short. This gap can lead to frustrating project delays and parts that fail to meet critical specifications, impacting your entire production timeline.
I recall a robotics startup facing an eight-week delay. Their supplier’s conventional lathe couldn’t hold tolerance on a slender 4mm shaft. The parts repeatedly failed inspection, halting their prototype build. This is a classic example of using the wrong tool for the job.
The Conventional Lathe Problem
On a standard lathe, long, thin parts bend under tool pressure, ruining accuracy. Complex features also require multiple setups, which adds time and introduces potential for error with each new clamping operation. This makes sourcing difficult and unreliable for precision components.
The Swiss Turning Advantage
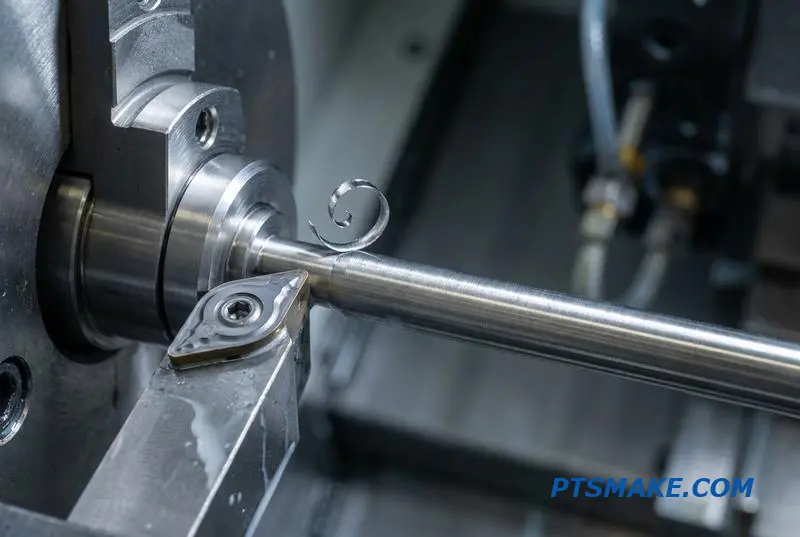
Swiss CNC turning provides a superior solution. Its unique sliding headstock design supports the material right at the cutting point, solving the core issues of deflection and rigidity. This method is purpose-built for the challenges that conventional machines cannot handle effectively.

The Physics Behind Machining Failures
The core issue with conventional turning for small parts is physical instability. When a part’s length is many times its diameter, the force from the cutting tool causes it to bend away from the tool. This phenomenon is known as Workpiece deflection1.
This tiny bend, often invisible to the eye, is enough to ruin tight tolerances. It results in tapering, poor surface finishes, and ultimately, components that do not function as intended. The longer and thinner the part, the more severe this problem becomes.
Economic and Logistical Hurdles
Beyond physics, conventional methods introduce logistical costs. Each time a complex part is removed and re-clamped for a new operation, it adds labor time and increases the risk of error. This inefficiency directly impacts your unit cost and extends lead times significantly.
The table below contrasts the key differences in process efficiency between these two methods.
| Feature | Conventional Turning | Swiss CNC Turning |
|---|---|---|
| Workpiece Support | At chuck, far from tool | At guide bushing, next to tool |
| Slender Parts | High risk of deflection | Minimal deflection |
| Complex Features | Multiple setups required | Often completed in one setup |
| Ideal Application | Shorter, larger-diameter parts | Long, slender, complex parts |
Swiss turning services eliminate these issues. By machining close to the guide bushing, the process is stable, precise, and highly efficient for complex geometries, reducing both scrap rates and the need for multiple machine setups. At PTSMAKE, we leverage this technology to deliver consistent results.
Sourcing small parts is hard because conventional lathes cause part deflection and require multiple setups. Swiss CNC turning solves this by supporting the workpiece right at the tool, ensuring high precision and efficiency for complex, slender components, saving both time and money.
Prototyping on a Swiss Lathe — Faster Than You Think
Many engineers associate Swiss lathes with high-volume production, but they are surprisingly effective for rapid prototyping. The main advantage is completing complex parts in a single setup. This capability significantly reduces lead times and simplifies the manufacturing process.
The Single-Setup Advantage
Live tooling allows milling, drilling, and threading operations on the same machine. This eliminates the need for secondary setups, which saves time and reduces the risk of tolerance stacking errors between operations.
Efficiency in Small Batches
Modern CNC controls and quick-change collet systems have drastically cut down changeover times. This makes running just a few parts economically viable, challenging the old belief that Swiss machines are only for large runs.
| Feature | Impact on Prototyping |
|---|---|
| Live Tooling | Eliminates secondary operations |
| Guide Bushing Support | Higher precision on slender parts |
| Fast Changeover | Lowers cost for small quantities |
| Sub-Spindle | Completes back-work in one cycle |

The perception that Swiss machines are too complex for prototyping is outdated. While the technology is advanced, modern controls simplify programming for single-piece or low-volume runs. At PTSMAKE, we leverage this for efficient Swiss CNC prototyping, turning designs into parts faster than many expect.
Turnaround Time Comparison
For quantities of 1-50 pieces, the difference is clear. A complex part might take multiple setups on conventional machines, extending the timeline. With swiss cnc turning, we often complete these parts in a single, continuous operation. This process reduces handling and potential for error.
| Quantity | Conventional Turning | Swiss Turning |
|---|---|---|
| 1-10 pcs | 5-10 days | 3-7 days |
| 11-50 pcs | 10-15 days | 7-12 days |
A Real-World Case
We recently worked with a medical device client on a new connector. Using our Swiss lathe, we produced three design iterations in just ten days. This speed allowed their engineering team to test and validate their design much faster than they had anticipated. The precise control over part geometry also involves understanding factors like tribology2 at the tool-workpiece interface.
Swiss turning offers a rapid, precise, and surprisingly cost-effective solution for prototyping. Its ability to produce complex parts in a single setup makes it ideal for quick-turn iterations, challenging the outdated view that it is only for mass production.
What Makes Swiss Turning Different for Low-Volume Runs
Many believe Swiss turning is only for massive production runs. However, its unique design makes it highly efficient for low-volume projects as well. The key is its ability to machine parts with extreme precision and complexity in a single setup.
The Advantage of Stability
Swiss-type lathes feed stock through a guide bushing, supporting the material right next to the cutting tool. This design minimizes workpiece deflection, which is critical for long, slender parts that require tight tolerances. It is a fundamental difference from conventional turning.
Single-Setup Efficiency
These machines often feature live tooling and sub-spindles. This allows milling, drilling, and tapping operations to occur alongside turning. Finishing a complex part in one go saves significant time and reduces handling errors.
| Feature | Swiss CNC Turning | Conventional CNC Turning |
|---|---|---|
| Workpiece Support | Guide bushing supports stock near the tool | Chuck holds one end of the stock |
| Best For | Long, slender, complex parts | Shorter, larger-diameter parts |
| Secondary Ops | Often eliminated via live tooling | Frequently required for complex features |
| Precision | Extremely high, tight tolerances | Good, but limited on slender parts |
This integrated approach makes swiss cnc turning a strong contender even for smaller batches where precision is paramount.
The argument against Swiss machines for low-volume CNC turning often centers on setup time. While setups can be more involved, this view overlooks crucial cost-saving factors that shift the economic balance significantly, especially for runs between 50 and 1,000 pieces.
Overcoming Material Deflection
The guide bushing is the defining feature. By supporting the raw material just millimeters from the cutting tool, it practically eliminates deflection. This allows us to hold tolerances on long, thin components that would be impossible on a conventional lathe without multiple setups and custom fixtures.
Eliminating Secondary Operations
Modern Swiss machines are equipped with multi-axis capabilities and live tooling. This means we can perform milling, cross-drilling, and tapping on the part before it’s even cut off. At PTSMAKE, we produce parts that come off the machine completely finished, bypassing the need for a separate milling step. This multi-function kinematics3 is a huge cost-saver.
Cost Savings Analysis
Let’s break down how these technical advantages translate into economic benefits on a hypothetical 500-piece run. The initial setup cost may be higher, but the total cost per part drops.
| Cost Factor | Conventional Lathe + Mill | Swiss CNC Turning |
|---|---|---|
| Setup Cost | Lower (per machine) | Higher (single machine) |
| Scrap Rate | ~5-10% | ~1-2% |
| Secondary Ops Cost | Added labor & machine time | $0 |
| Total Cost Per Part | Higher | Lower |
As the table shows, savings from reduced scrap and the complete elimination of secondary operation costs more than offset the longer initial setup time, making Swiss turning a smarter choice.
Swiss turning’s precision and single-setup capabilities make it surprisingly cost-effective for low-volume runs. By eliminating secondary operations and reducing scrap, it offers a lower total cost per part for complex components, debunking the myth that it is only for high-volume production.
Five Part Geometries That Demand Swiss Turning in Prototype Phase
When prototyping complex parts, certain geometries push conventional CNC turning beyond its limits. For these specific designs, Swiss CNC turning isn’t just a better option; it’s often the only viable path to success. The core challenge with traditional methods is workpiece rigidity, especially for long or delicate parts.
The Inherent Flaw of Conventional Turning
In a standard lathe, the workpiece is held at one or both ends and rotates. The tool moves along its length. For long, thin parts, the cutting force causes the middle of the part to bend or vibrate. This deflection leads to dimensional inaccuracies and poor surface finishes.
Why Swiss Turning Excels
Swiss turning solves this by moving the workpiece itself through a guide bushing. The cutting tool engages the material right at the point of support, eliminating deflection. This method is ideal for producing intricate, slender, and high-precision Swiss turned prototypes.
| Feature | Conventional Turning | Swiss CNC Turning |
|---|---|---|
| Workpiece Support | Clamped at ends | Guide bushing near tool |
| L/D Ratio Limit | Typically < 5:1 | Can exceed 20:1 |
| Deflection Risk | High | Minimal |
| Ideal For | Shorter, rigid parts | Long, slender components |

Certain geometries are simply not feasible for prototyping without the unique capabilities of a Swiss-type lathe. The support provided by the guide bushing is the game-changer, turning impossible-to-machine parts into production realities. Here are five geometries where I consistently see this principle in action.
1. Long, Slender Shafts
Any part with a length-to-diameter ratio greater than 5:1 is a prime candidate. Conventional turning causes severe tool chatter and deflection. A medical device client needed a 1.5mm diameter probe, 40mm long. On a standard lathe, it was impossible to hold tolerance. With Swiss turning, we held ±0.005mm easily.
2. Thin-Walled Tubular Components
Machining thin-walled tubes is challenging because they deform under pressure. The guide bushing on a Swiss machine provides 360-degree support, preventing collapse. This is critical for parts like hydraulic sleeves or sensor housings, where wall integrity is key. It eliminates the concentricity and runout4 issues seen with multi-op setups.
3. Parts with Eccentric Features
Components needing off-center holes or milled flats often require multiple setups on a mill and lathe, introducing error. Swiss machines with live tooling and a C-axis can drill, mill, and turn these features in a single operation, ensuring perfect alignment and saving significant setup time.
| Geometry Challenge | Conventional Failure Mode | Swiss Turning Solution |
|---|---|---|
| Long/Slender Shafts | Deflection, Chatter | Guide Bushing Support |
| Thin-Walled Tubes | Deformation, Collapse | Continuous Part Support |
| Eccentric Features | Stacked Tolerances | Single Setup Machining |
For these challenging geometries, Swiss turning is the definitive choice for prototyping. It mitigates common failures like deflection and runout by supporting the workpiece right at the cutting point, ensuring the prototype accurately reflects the final design intent and functionality.
Material Selection for Swiss Turning Prototypes and Short Runs
Choosing the right material for Swiss turning is crucial, especially for prototypes and short runs. The decision directly impacts machining speed, surface finish, and final part performance. It is a balance between a material’s properties and the project’s specific requirements.
Key Factors in Prototyping
For prototypes, speed and machinability often take priority. Aluminum 6061 is a popular choice because it allows for very fast cycle times and produces an excellent surface finish with minimal effort. This helps us get functional parts into your hands quickly for testing.
Common Material Trade-offs
When durability is needed, we often look at stainless steel. However, the trade-off is longer cycle times and increased tool wear compared to softer metals. Here’s a quick comparison based on our internal machining tests.
| Material | Machining Speed | Corrosion Resistance | Relative Cost |
|---|---|---|---|
| Aluminum 6061 | Very Fast | Good | Low |
| Stainless Steel 303 | Moderate | Excellent | Medium |

When selecting Swiss turning materials, we must look beyond the most common options. Each material presents unique challenges and advantages that influence both the manufacturing process and the final part’s suitability for its intended application.
Expanding the Material Palette
Metals for Specific Needs
Brass C360 is arguably the easiest metal to machine, making it ideal for components like electrical connectors where high-speed production is key. For high-strength, lightweight applications, Titanium Grade 5 is unmatched, though it requires slower feeds and specialized tooling.
Machining Advanced Plastics
Plastics like PEEK and Delrin are great for Swiss-turned parts but demand different chip management strategies. Unlike metals, their chips can become stringy and wrap around tooling, so we adjust parameters to ensure clean cuts. These materials also require careful handling to avoid Anisotropy5 affecting dimensional stability.
Material Sourcing and Lead Times
For short runs, material availability is a practical concern. Standard stock sizes of aluminum or brass are readily available, minimizing lead times. In contrast, small quantities of specialized titanium or PEEK may need to be custom ordered, adding time to the project schedule.
| Application | Recommended Material | Key Benefit |
|---|---|---|
| Aerospace | Titanium Grade 5 | High strength-to-weight ratio |
| Medical | Stainless Steel 304, PEEK | Biocompatibility, corrosion resistance |
| Automotive | Aluminum 6061 | Lightweight, excellent machinability |
| Robotics | Delrin, Aluminum 6061 | Low friction, structural integrity |
The right material selection for Swiss turning prototypes balances machinability, performance requirements, and lead time. This choice is fundamental to achieving cost-effective, high-quality parts that meet project specifications from the very first run.
Tolerance Expectations for Prototype Swiss Turned Parts
Engineers often ask me what tolerance they can realistically expect on a first prototype. With swiss cnc turning, the answer is often better than they think. The machine’s design allows us to achieve production-level precision right from the start.
Standard Prototype Tolerances
For most geometries, a standard tolerance of ±0.01mm (0.0004in) is readily achievable. For parts longer than 100mm, this might open up slightly to ±0.02-0.05mm due to material factors. However, these are conservative figures for a first run.
Achieving Higher Precision
When a project demands it, we can dial in the process to hold ±0.005mm (0.0002in) on critical diameters. This requires careful material selection and process control.
| Feature Type | Standard Prototype Tolerance | High-Precision Tolerance |
|---|---|---|
| Diameters | ±0.01mm (0.0004in) | ±0.005mm (0.0002in) |
| Lengths (>100mm) | ±0.02mm – ±0.05mm | ±0.01mm (process dependent) |
| Concentricity | 0.01mm (0.0004in) | 0.005mm (0.0002in) |

The primary reason prototype tolerances can match production specs is the fundamental design of a Swiss lathe. The material is supported by a guide bushing right next to the cutting tool. This setup virtually eliminates deflection and vibration, which are major sources of inaccuracy in conventional turning.
Factors Influencing Real-World Results
Even with advanced equipment, several factors affect the final Swiss turning tolerance. Understanding these helps set realistic expectations and improve design for manufacturability. Material stability is crucial; internal stresses in raw stock can cause parts to warp slightly after machining.
Material and Tooling Considerations
Tool wear, even during a short prototype run, can cause slight dimensional drift. We mitigate this by using premium, coated tooling. The material’s Ductility6 also plays a role. Softer materials can be more challenging to machine to a fine finish and tight tolerance.
| Factor | Impact on Tolerance | Our Mitigation Strategy at PTSMAKE |
|---|---|---|
| Material Stability | Internal stresses can cause warping post-machining. | We recommend and source stress-relieved materials. |
| Tool Wear | Dimensions can drift as the cutting edge dulls. | We use high-quality coated tools and monitor wear. |
| Thermal Expansion | Temperature changes in the shop affect machine and part size. | Our facility is climate-controlled for stability. |
Swiss turning prototypes can meet production tolerances because the process is inherently stable. The absence of re-fixturing and the support from the guide bushing ensure consistency from the first part to the last, making it ideal for validating designs with precision.
Surface Finish Capabilities in Swiss Turning Short Runs
In short-run production, achieving a superior surface finish is critical. Swiss turning inherently excels here, largely due to its guide bushing system which supports the workpiece right at the cutting tool. This minimizes vibration and deflection, leading to a consistently smoother finish.
Standard Operational Finishes
For most prototypes and low-volume parts, a standard finish is sufficient. With proper tooling and coolant management, we consistently achieve excellent results within a typical operational range. This baseline meets the requirements for a wide variety of applications.
High-Precision Finishes
When a project demands an even finer surface, Swiss turning can deliver. Specialized tooling, such as wiper inserts, or secondary processes like polishing can produce exceptionally smooth surfaces. Below is a breakdown of what you can expect.
| Finish Level | Ra Value (μm) | Method | Common Application |
|---|---|---|---|
| Standard | 0.4 – 0.8 | Standard Tooling & Coolant | General mechanical components, non-cosmetic parts |
| Fine | 0.2 – 0.4 | Optimized Tooling & Speeds | Sealing surfaces, visible cosmetic parts, bearing fits |
| Mirror-like | < 0.2 | Wiper Inserts / Secondary Process | High-performance optical or medical device components |
Swiss machines provide a distinct advantage for surface quality. The guide bushing’s support right next to the tool is the key. This setup significantly damps vibration, which is a primary cause of poor finishes in conventional turning, especially on long, slender parts.
Managing Short-Run Challenges
Short runs often present unique issues. Tool entry marks can appear as the cutter first engages the material. On parts with features like keyways or cross-holes, interrupted cuts can cause chatter. A Swiss machine’s rigidity and precise control help manage these problems effectively.
Specifying Finishes on Drawings
A common issue I see is over-specifying the Surface Roughness7. Requesting a mirror finish where a standard one will do increases costs and lead times without adding functional value. For prototypes, it’s best to specify the finish only on critical surfaces.
This table provides a simple guide for specifying finishes on prototype drawings.
| Requirement | Recommended Specification | Rationale |
|---|---|---|
| Non-critical surface | Leave unspecified or note "As-machined" | Avoids unnecessary costs for non-functional areas. |
| Mating or sealing surface | Specify required Ra, e.g., "Ra 0.8" | Ensures proper function without over-processing. |
| High-wear area | Specify Ra and possibly a secondary process | Guarantees durability where it matters most. |
| Cosmetic appearance | Specify Ra, e.g., "Ra 0.4 on all visible surfaces" | Clearly communicates aesthetic requirements. |
Swiss turning offers exceptional surface finishes for short runs due to its inherent stability. Proper specification is crucial for balancing quality and cost. Clearly defining requirements on critical surfaces ensures functional performance without unnecessary expense, a key factor in prototyping and low-volume production.
One Setup, One Part — How Swiss Milling Integration Simplifies Prototyping
The core advantage of Swiss CNC turning for prototypes is its integrated live tooling. This feature transforms a lathe into a multi-functional machining center, handling complex parts in a single operation. This capability is crucial for rapid and accurate prototyping.
Streamlining Complex Geometries
Swiss machines with live tooling can perform turning, milling, drilling, and tapping without removing the part. This eliminates multiple setups, which saves significant time and reduces the risk of errors between operations.
From Prototype to Production
This single-setup approach ensures that the process used for the prototype is the exact same one used for production. This seamless transition is a major benefit for scaling up.
| Feature | Conventional Machining | Swiss Milling Integration |
|---|---|---|
| Setups for Complex Part | 3-5 Setups | 1 Setup |
| Lead Time | Weeks | Days |
| Tolerance Consistency | Lower | Higher |
| Labor Cost | High | Low |

The real power of Swiss machines lies in their multi-axis capabilities. A basic 3-axis live tooling setup can drill holes or mill flats on the face or diameter of a part. However, a 5-axis Swiss machine adds another layer of complexity and efficiency.
3-Axis vs. 5-Axis Live Tooling
With 5-axis capability, the machine can create angled features and complex contours without a secondary setup. Imagine a medical device component with off-axis holes and angled slots. On conventional machines, this might require four distinct setups, increasing both time and cost.
At PTSMAKE, we handle these parts in a single run. This consolidation is about more than just speed. Each time a part is moved and re-clamped, you risk losing the precision of your Datum8. By keeping the part in one machine, we eliminate tolerance stack-up from multiple fixtures.
This process directly impacts your development cycle. Instead of waiting weeks for a prototype that has passed through multiple vendors for secondary operations, you get a finished part faster. Faster parts mean faster testing, faster design iterations, and a quicker path to market. This is the essence of efficient Swiss milling.
Integrated Swiss milling streamlines prototyping by consolidating multiple machining processes into a single setup. This method minimizes tolerance errors, eliminates the need for secondary vendors, and significantly accelerates iteration cycles, providing a direct path from prototype to production with enhanced precision.
When Not to Use Swiss Turning for Prototypes
Swiss CNC turning is excellent for complex, slender parts. However, for prototyping, it’s not always the best choice. Knowing its limitations saves time and money. I always advise clients to consider the specific needs of their prototype before committing to a process.
Parts with Large Diameters
The core strength of Swiss turning lies in its guide bushing system, which supports slender workpieces. This system is typically limited to smaller bar stock diameters, often under 32mm. For larger prototypes, a conventional CNC lathe is far more efficient and cost-effective.
Simple Geometries
If your prototype is a simple shaft or has basic features, the setup complexity of a Swiss machine is overkill. A conventional lathe can produce these parts faster and at a lower cost, making it a better choice for straightforward designs.
| Feature Complexity | Recommended Process | Reason |
|---|---|---|
| High (slender, intricate) | Swiss CNC Turning | Superior support, high precision |
| Low (simple shafts, basic cuts) | Conventional CNC Lathe | Faster setup, lower cost |
| Large Diameter (>32mm) | Conventional CNC Lathe | Machine capacity limitations |
Understanding Swiss turning limitations is key to efficient prototyping. It’s about selecting the right tool for the job. Pushing a machine beyond its intended use leads to compromises in quality, cost, and lead time, which is especially critical during the fast-paced prototype phase.
Material and Quantity Considerations
Certain materials are not ideal for Swiss turning. Abrasive or hardened materials can cause excessive wear on the guide bushing, leading to precision loss. This can be a significant issue for materials like hardened steels or ceramics, where tooling costs and downtime add up quickly. Another key factor is setup time.
For very small quantities, like one to three pieces, the extensive setup for a Swiss machine can make up a large portion of the total cost. In these scenarios, the cost per part becomes prohibitively high. We’ve found that setup time often outweighs the machining time for such small prototype runs.
Hybrid Prototyping Approaches
For initial form and fit tests, consider a hybrid approach. 3D printing a polymer version can be incredibly fast and cheap. If certain features need tight tolerances, a secondary turning operation on the 3D-printed part can be performed. This method provides a functional prototype without the high cost of full CNC machining. Material issues like Galling9 are also avoided entirely.
| Limitation | Alternative Solution | Why It’s Better for Prototypes |
|---|---|---|
| Abrasive Materials | Conventional Turning (no guide bushing) | Avoids excessive tool wear and cost |
| Very Small Quantity (1-3) | Conventional Turning or 3D Printing | Lower setup time and cost per part |
| Complex Face Features | 5-Axis Milling | More efficient for non-turned features |
Swiss turning is precise but not a universal solution for prototypes. Recognizing Swiss turning limitations related to part size, geometry, material, and quantity helps in selecting a more efficient process. This ensures your project stays on schedule and within budget, which is our priority at PTSMAKE.
From Prototype to Production — Seamless Transition on the Same Machine Platform
One of the most significant challenges in hardware development is the gap between prototyping and production. Different suppliers or machines often lead to major headaches. You risk re-qualification, tolerance arguments, and costly fixture redesigns when you switch manufacturing environments. This is a common bottleneck.
The Continuity Advantage
Using the same Swiss machine platform for both stages solves this. It creates a seamless bridge, ensuring what you approve in the prototype is exactly what you get in production. This approach simplifies the entire scaling process significantly.
Eliminating Production Hurdles
This method eliminates many variables that cause delays. Consistency in programming, tooling, and quality checks from the start ensures a smooth transition. This is key for efficient project timelines.

True prototype to production Swiss turning means one seamless flow. This strategy hinges on maintaining consistency across key operational areas. When the same team and technology handle a part from start to finish, the transition becomes a simple matter of scaling quantity, not re-engineering the process.
Case Study: Robotics Joint Component
We recently worked on a complex robotics joint component. The initial prototypes were machined on our Citizen L20 Swiss lathe. After the client approved the design, we scaled production to 500 units per month on the very same machine, using the identical setup.
The Benefit of a Single Platform
| Aspect | Prototype Phase | Production Phase | Benefit |
|---|---|---|---|
| Programmer | John Doe | John Doe | No learning curve |
| CAM Post | Custom L20 | Custom L20 | Identical G-code |
| Tooling | Standardized | Standardized | No new setup costs |
| Quality | CMM Protocol | CMM Protocol | Consistent metrology |
This continuity is where the real value lies. The Process Capability10 established during prototyping directly translates to production. There were zero process changes, no re-negotiation on tolerances, and no surprises for the client. The part that was approved was the part that was delivered in volume.
Using the same machine platform from prototype to production eliminates rework and uncertainty. This approach ensures consistency in programming, tooling, and quality control, saving significant time and costs while guaranteeing that the final parts meet the exact specifications approved during the initial phase.
Design for Swiss Turning — DFM Tips for Prototype Engineers
When designing prototypes for Swiss CNC turning, a few smart choices can significantly cut costs and speed up delivery. Focusing on manufacturability from the start is key. Simple adjustments to your design ensure we can use standard tooling and minimize material waste, which is crucial for prototype runs.
Key DFM Considerations
Thinking about how the part is held and machined is essential. This often comes down to stock material size and feature accessibility. A small change in diameter can make a big difference.
| Consideration | Impact on Prototyping |
|---|---|
| Bar Stock Diameter | Reduces material waste and cycle time |
| Undercuts | Avoids need for costly custom form tools |
| Collet Sizes | Utilizes standard workholding for faster setup |
| Internal Features | Prevents expensive secondary operations |
These factors are fundamental in efficient design for Swiss turning. Getting them right early on prevents delays and redesigns later.

Proper design for Swiss turning goes beyond just basic geometry. It involves a deeper understanding of the machine’s capabilities and limitations. Optimizing your part for the process makes the transition from prototype to production much smoother.
Bar Stock and Collet Sizing
Always try to design your part’s largest outer diameter to be slightly smaller than a standard bar stock size. This minimizes the material we have to turn away, saving both time and money. Matching standard collet sizes also avoids the need for custom workholding during prototyping.
Internal Features vs. Secondary Operations
Many modern Swiss machines have live tooling, which allows for milling, drilling, and tapping off-center features. Designing internal features that can be machined this way is far more efficient than relying on a secondary process like Electrical Discharge Machining11, which adds significant time and cost.
DFM Checklist for Swiss Turning
Here is a quick checklist I recommend engineers use before finalizing their prototype drawings. Following these guidelines helps us at PTSMAKE deliver your parts faster.
| Checklist Item | Yes / No | Notes |
|---|---|---|
| Is max OD just under a standard bar size? | Check material supplier stock sizes. | |
| Are all undercuts necessary? | Can they be replaced with a straight relief? | |
| Can internal threads be created with a tap? | Avoid features requiring single-point threading. | |
| Is wall thickness greater than 0.5mm? | Thinner walls risk deformation. |
By optimizing your design for Swiss turning, you can achieve faster turnaround times and lower costs for your prototypes. These small considerations in material, tooling, and feature design add up to significant savings and a more efficient manufacturing process for precision parts.
Cost Drivers for Swiss Turning Prototypes and Short Runs
Understanding the True Cost
Many product designers assume swiss cnc turning is too expensive for prototypes or short runs. While setup costs are a factor, this view often overlooks the total cost of manufacturing. The real value emerges when you consider the whole picture.
Key Cost Components
The final price for a Swiss-turned part is mainly influenced by three areas. These are setup time, machining cycle time, and raw material costs. Each element contributes differently depending on the complexity and quantity of the order.
Why It’s Often Cheaper
For complex parts, Swiss turning eliminates the need for secondary operations like milling or grinding. This consolidation reduces handling, logistics, and potential for error, often making it more cost-effective than using multiple vendors for a conventional process.

Setup vs. Cycle Time
Setup costs are fixed. This includes programming the machine and preparing the tooling. For a single prototype, this cost is significant. For short runs, it’s spread across more parts, lowering the per-piece price. This is a key aspect of the Swiss turning cost structure.
The Material Factor
Material costs also play a role, especially with minimum bar stock purchase requirements for specialized alloys. However, the efficiency of swiss cnc turning minimizes scrap, which can offset some of these initial costs compared to processes with more material waste.
A Practical Cost Comparison
Consider a complex medical component. Here’s a typical scenario we see at PTSMAKE for a 50-piece run. The single-setup advantage of swiss cnc turning is clear, reducing both lead time and the number of suppliers you need to manage.
| Feature | Conventional Turning + Milling | Swiss Turning (Single Setup) |
|---|---|---|
| Number of Vendors | 2-3 (Turning, Milling, Finishing) | 1 (PTSMAKE) |
| Total Lead Time | ~2 Weeks | ~3 Days |
| Cost Impact | Higher due to multiple setups & logistics | Lower overall due to efficiency |
| Quality Risk | Increased with part handling | Minimized with single clamping |
Tips for Cost Reduction
To lower your prototyping costs, consolidate different parts that use the same material and diameter into one order. Also, designing with standard tooling in mind avoids custom tool expenses. Finally, providing clear 3D models with precise Geometric Dimensioning and Tolerancing12 reduces programming time and ambiguity.
In short, Swiss turning cost depends on setup, cycle time, and materials. For complex prototypes, it often proves more economical than conventional multi-operation processes by reducing lead times, vendor management, and potential for error, delivering a lower total cost.
Lead Time Expectations for Swiss Turning Prototype Orders
When planning a prototype run, understanding the Swiss turning lead time is critical. It’s not a single number but a range influenced by part complexity. A simple, turned-only component might be ready in just a few days, while a more intricate part requires more time.
Baseline Turnaround Times
For quick reference, I often break down initial estimates based on geometry. This helps set a realistic starting point for project timelines. Remember, these are estimates before considering materials or special finishing, which we will discuss later.
| Part Complexity | Estimated Lead Time | Key Features |
|---|---|---|
| Simple | 2-3 Days | Basic turning, single-axis features. |
| Moderate | 3-5 Days | Includes live milling, cross-drilling. |
| Complex | 5-8 Days | Multi-axis machining, tight tolerances. |
Why Complexity Matters
A part with simple turned diameters is straightforward. However, adding features like off-center holes or milled flats requires live tooling and more programming time. Complex geometries often involve multiple tool changes and slower cycle times, directly impacting the overall schedule for your swiss cnc turning project.

Factors That Extend Lead Times
Beyond the part’s geometry, several other factors can significantly impact the Swiss turning lead time. I always advise clients to consider these variables early in the design process to avoid unexpected delays. These elements often add more time than the machining itself.
Material and Tooling Procurement
Exotic materials like titanium or Inconel are not always in stock and can have long supplier lead times. Similarly, if your part requires custom form tools or non-standard drills, ordering and receiving them adds to the schedule before any machining starts.
Inspection Requirements
The level of required inspection is a major factor. A full CMM report for every feature takes much longer than a simple sample check of critical dimensions. Detailed Metrology13 adds significant time but ensures the highest quality assurance for demanding applications.
Estimating Your Lead Time
At PTSMAKE, we streamline production by using dual-spindle Swiss machines, which complete parts in a single cycle. This technology helps shorten the Swiss turning lead time. To help you estimate, use this simple guide:
| Factor | Added Time | Example |
|---|---|---|
| Exotic Material | + 3-10 Days | Sourcing Inconel 718 |
| Custom Tooling | + 5-15 Days | A specific form tool |
| Full CMM Report | + 1-2 Days | Aerospace or medical component |
By combining the baseline estimate with these factors, you can build a more accurate project timeline. This proactive approach helps manage expectations and ensures smoother project execution.
Managing Swiss turning lead time involves understanding part complexity, material availability, and inspection needs. A clear discussion on these points with your supplier from the beginning is the best way to ensure your prototype orders arrive on schedule and meet specifications.
Quality Control for Short-Run Swiss Turned Parts — What to Expect
Many assume quality control is less rigorous for short runs or prototypes. In my experience, this is a dangerous misconception. At a high-quality shop like PTSMAKE, every prototype is treated with the same seriousness as a full production part. Swiss turning quality control isn’t scaled down for small quantities.
The Prototype-as-Production Mindset
We view a prototype as the first step in a potential long-term partnership. Getting it right from the start is crucial. This means applying a robust quality framework to every single part, regardless of the order size. It builds trust and prevents costly issues later.
Key QC Stages for Short Runs
The process is systematic, ensuring nothing is left to chance. Below is a typical workflow for a short-run Swiss turned part.
| Stage | Purpose |
|---|---|
| First Article Inspection | Verifies the first part off the line matches all drawing specs. |
| In-Process Checks | Monitors dimensions during the machining cycle to catch deviations early. |
| Final Inspection | Confirms all critical features and surface finish requirements are met. |
First-Article Inspection (FAI)
For every new setup, even for a single part, we perform a First-Article Inspection (FAI). This isn’t a quick check; it’s a comprehensive process modeled on AS9102 standards. We meticulously measure every dimension on the print to confirm the setup and tooling are perfect before running the remaining quantity.
In-Process Monitoring and Reporting
Modern Swiss CNC turning machines allow for in-process probing. This automated function checks critical dimensions mid-cycle, providing immediate feedback. For parts with complex geometries, we generate Coordinate Measuring Machine (CMM) reports. This provides precise data on features that are difficult to measure with standard tools.
Documentation and IP Protection
Every part is accompanied by proper documentation. This includes material certifications to guarantee the alloy’s integrity and full Traceability14. We also understand the importance of intellectual property, especially at the prototype stage. We always sign Non-Disclosure Agreements (NDAs) and have strict internal protocols to protect our clients’ designs.
| QC Document | Description |
|---|---|
| FAI Report | A detailed record of the first part’s measurements against the drawing. |
| CMM Report | Provides 3D coordinate data for complex or critical features. |
| Material Certificate | Verifies the raw material’s composition and origin from the mill. |
| Surface Finish Report | Confirms the part meets specified roughness (Ra) requirements. |
Rigorous Swiss turning quality control for short runs is non-negotiable. It involves a production-level FAI, in-process checks, and full documentation. This ensures every prototype meets exact specifications, setting the foundation for successful production and building trust from the very first part.

Understanding this concept helps diagnose machining failures and select the right process for slender components. ↩
Understanding tribology helps optimize cutting fluids and tool life, which is critical for achieving high precision. ↩
Explore machine kinematics to understand how coordinated multi-axis motion enables complex, single-setup manufacturing. ↩
Understanding runout is crucial for assessing the rotational accuracy of high-precision mechanical assemblies. ↩
Understanding this property helps predict material behavior, ensuring higher precision in complex parts. ↩
Understanding this property helps predict a material’s machinability and its ability to hold tight tolerances. ↩
Understanding this metric helps you specify finishes that are both achievable and cost-effective for your part’s function. ↩
Understanding datums is key to appreciating how single-setup machining achieves superior part accuracy and consistency. ↩
Understanding galling helps in material selection to prevent component failure during machining. ↩
Understanding this concept helps ensure your manufacturing process is stable and consistently meets quality requirements at scale. ↩
Understand how this non-contact process machines hard metals and complex shapes traditional tools cannot create. ↩
Learn how this symbolic language communicates precise design intent for manufacturing, ensuring your part’s form, fit, and function. ↩
Understanding metrology helps specify inspection needs, ensuring parts meet exact standards without unnecessary delays. ↩
Discover how this concept ensures material integrity and part history in regulated industries. ↩






