

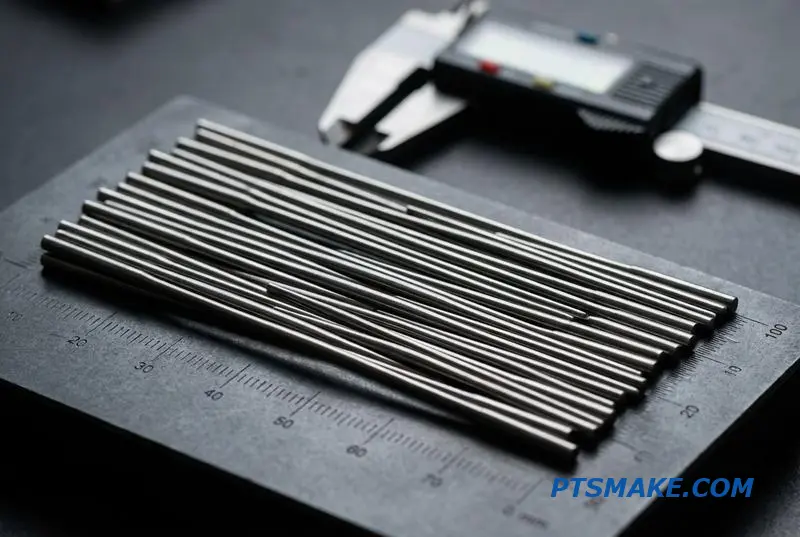
Har brug for en 4 mm aksel, der skal holdes med snæver tolerance, hurtigt? Standard drejebænksværksteder trækker sig, giver lange leveringstider eller leverer dele, der bøjer, vibrerer og afviger fra specifikationen. Din prototype forsinkes uger. Din lanceringsdato forsinkes med den.
Swiss-drejning løser sourcing af små præcisionsdele ved at bruge et glidende spindelhus og en styrebøsning til at understøtte slanke dele tæt på skæreværktøjet. Denne opsætning holder en tolerance på ±0,005 mm, producerer prototyper på 2-5 dage og skalerer til produktion på samme maskine uden re-kvalificering.

Jeg har bygget denne guide ud fra reelle spørgsmål, jeg får hver uge. Du vil se, hvorfor Swiss-drejning virker til én del eller tusind, hvilke geometrier der kræver det, og hvordan man designer dele, der bevæger sig fra prototype til produktion uden en eneste tolerancekamp. Lad os dykke ned.
Hvorfor dine små præcisionsdele er svære at skaffe — og hvordan Swiss-drejning ændrer det
At anskaffe små, indviklede dele er en almindelig udfordring. Du har brug for præcision og hastighed, men traditionelle drejemetoder kommer ofte til kort. Dette hul kan føre til frustrerende projektforsinkelser og dele, der ikke lever op til kritiske specifikationer, hvilket påvirker hele din produktionsplan.
Jeg husker en robotik-startup, der stod over for en otte ugers forsinkelse. Deres leverandørs konventionelle drejebænk kunne ikke holde tolerancen på en slank 4 mm aksel. Delene fejlede gentagne gange inspektion, hvilket stoppede deres prototypebyggeri. Dette er et klassisk eksempel på at bruge det forkerte værktøj til jobbet.
Problemet med konventionelle drejebænke
På en standard drejebænk bøjer lange, tynde dele sig under værktøjets tryk, hvilket ødelægger nøjagtigheden. Komplekse funktioner kræver også flere opsætninger, hvilket tilføjer tid og introducerer potentiale for fejl med hver ny spændingsoperation. Dette gør anskaffelse vanskelig og upålidelig for præcisionskomponenter.
Fordelen ved schweizisk drejning
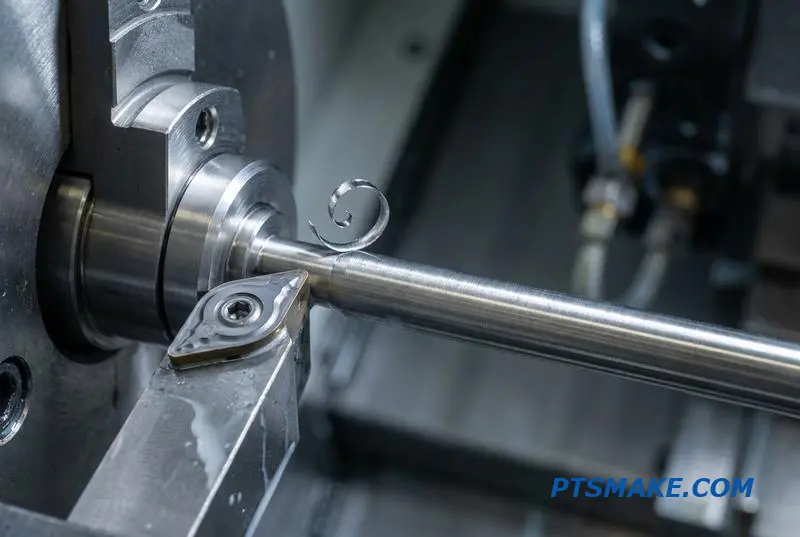
Schweizisk CNC-drejning giver en overlegen løsning. Dens unikke glidende spindelhusdesign understøtter materialet lige ved skæringspunktet, hvilket løser de centrale problemer med afbøjning og stivhed. Denne metode er specialbygget til de udfordringer, som konventionelle maskiner ikke kan håndtere effektivt.

Fysikken bag bearbejdningsfejl
Det centrale problem med konventionel drejning af små dele er fysisk ustabilitet. Når en dels længde er mange gange dens diameter, forårsager kraften fra skæreværktøjet, at den bøjer væk fra værktøjet. Dette fænomen er kendt som Emneafbøjning1.
Denne lille bøjning, ofte usynlig for øjet, er nok til at ødelægge snævre tolerancer. Det resulterer i tilspidsning, dårlig overfladefinish og i sidste ende komponenter, der ikke fungerer som tilsigtet. Jo længere og tyndere delen er, jo mere alvorligt bliver dette problem.
Økonomiske og logistiske hurdler
Ud over fysikken introducerer konventionelle metoder logistiske omkostninger. Hver gang en kompleks del fjernes og genfastspændes til en ny operation, tilføjer det arbejdstid og øger risikoen for fejl. Denne ineffektivitet påvirker direkte din enhedspris og forlænger leveringstiderne betydeligt.
Tabellen nedenfor kontrasterer de vigtigste forskelle i proceseffektivitet mellem disse to metoder.
| Funktion | Konventionel drejning | Schweizisk CNC-drejning |
|---|---|---|
| Støtte til arbejdsemnet | Ved chuck, langt fra værktøjet | Ved styrebøsningen, ved siden af værktøjet |
| Slanke emner | Høj risiko for afbøjning | Minimal afbøjning |
| Komplekse funktioner | Flere opsætninger påkrævet | Ofte færdiggjort i én opsætning |
| Ideel anvendelse | Kortere emner med større diameter | Lange, slanke, komplekse emner |
Swiss-drejning eliminerer disse problemer. Ved at bearbejde tæt på styrebøsningen er processen stabil, præcis og yderst effektiv til komplekse geometrier, hvilket reducerer både spild og behovet for flere maskinopsætninger. Hos PTSMAKE udnytter vi denne teknologi til at levere konsekvente resultater.
Indkøb af små emner er svært, fordi konventionelle drejebænke forårsager afbøjning af emnet og kræver flere opsætninger. Swiss CNC-drejning løser dette ved at understøtte emnet lige ved værktøjet, hvilket sikrer høj præcision og effektivitet for komplekse, slanke komponenter, hvilket sparer både tid og penge.
Prototyping på en Swiss-drejebænk — Hurtigere end du tror
Mange ingeniører forbinder Swiss-drejebænke med masseproduktion, men de er overraskende effektive til hurtig prototyping. Den største fordel er færdiggørelsen af komplekse emner i én opsætning. Denne evne reducerer leveringstiderne markant og forenkler fremstillingsprocessen.
Fordelen ved en enkelt opsætning
Live-værktøjer muliggør fræse-, bore- og gevindskæringsoperationer på samme maskine. Dette eliminerer behovet for sekundære opsætninger, hvilket sparer tid og reducerer risikoen for tolerancestakningsfejl mellem operationer.
Effektivitet i små serier
Moderne CNC-styringer og hurtigskiftende spændepatronsystemer har drastisk reduceret omstillingstiderne. Dette gør det økonomisk rentabelt at køre blot få emner, hvilket udfordrer den gamle overbevisning om, at Swiss-maskiner kun er til store serier.
| Funktion | Indvirkning på prototyping |
|---|---|
| Levende værktøj | Eliminerer sekundære operationer |
| Styrebøsningsstøtte | Højere præcision på slanke dele |
| Hurtig omstilling | Sænker omkostningerne for små mængder |
| Underspindel | Fuldfører bagbearbejdning i én cyklus |

Opfattelsen af, at schweiziske maskiner er for komplekse til prototyping, er forældet. Selvom teknologien er avanceret, forenkler moderne styringer programmering til enkeltstykke- eller lavvolumenkørsler. Hos PTSMAKE udnytter vi dette til effektiv schweizisk CNC-prototyping, og omdanner designs til dele hurtigere end mange forventer.
Sammenligning af leveringstid
For mængder på 1-50 stk. er forskellen klar. En kompleks del kan tage flere opsætninger på konventionelle maskiner, hvilket forlænger tidsplanen. Med schweizisk CNC-drejning fuldfører vi ofte disse dele i én enkelt, kontinuerlig operation. Denne proces reducerer håndtering og potentiale for fejl.
| Mængde | Konventionel drejning | Schweizisk drejning |
|---|---|---|
| 1-10 stk. | 5-10 dage | 3-7 dage |
| 11-50 stk. | 10-15 dage | 7-12 dage |
En reel sag
Vi arbejdede for nylig med en kunde inden for medicinsk udstyr på et nyt stik. Ved hjælp af vores schweiziske drejebænk producerede vi tre designiterationer på kun ti dage. Denne hastighed gjorde det muligt for deres ingeniørteam at teste og validere deres design meget hurtigere, end de havde forventet. Den præcise kontrol over delgeometrien indebærer også forståelse af faktorer som tribologi2 ved værktøj-emne-grænsefladen.
Schweizisk drejning tilbyder en hurtig, præcis og overraskende omkostningseffektiv løsning til prototyping. Dens evne til at producere komplekse dele i en enkelt opsætning gør den ideel til hurtige iterationer og udfordrer det forældede synspunkt, at den kun er til masseproduktion.
Hvad gør Swiss-drejning anderledes for små serier
Mange mener, at schweizisk drejning kun er til massive produktionskørsler. Dens unikke design gør den dog også yderst effektiv til projekter med lav volumen. Nøglen er dens evne til at bearbejde dele med ekstrem præcision og kompleksitet i en enkelt opsætning.
Fordelen ved stabilitet
Schweiziske drejebænke fører emnet gennem en styrebøsning, der understøtter materialet lige ved siden af skæreværktøjet. Dette design minimerer emneafbøjning, hvilket er kritisk for lange, slanke dele, der kræver snævre tolerancer. Det er en fundamental forskel fra konventionel drejning.
Effektivitet med én opsætning
Disse maskiner har ofte live-værktøjer og sub-spindler. Dette gør det muligt at udføre fræse-, bore- og tappefunktioner sideløbende med drejning. Afslutning af en kompleks del i én omgang sparer betydelig tid og reducerer håndteringsfejl.
| Funktion | Schweizisk CNC-drejning | Konventionel CNC-drejning |
|---|---|---|
| Støtte til arbejdsemnet | Føringsbøsningen støtter lageret nær værktøjet | Patron holder den ene ende af emnet |
| Bedst til | Lange, slanke, komplekse emner | Kortere emner med større diameter |
| Sekundære operationer | Ofte elimineret via live-værktøjer | Ofte nødvendigt for komplekse funktioner |
| Præcision | Ekstremt høje, snævre tolerancer | God, men begrænset på slanke dele |
Denne integrerede tilgang gør schweizisk CNC-drejning til en stærk konkurrent, selv for mindre serier, hvor præcision er altafgørende.
Argumentet mod schweiziske maskiner til CNC-drejning med lav volumen centrerer sig ofte om opsætningstid. Selvom opsætninger kan være mere involverede, overser dette synspunkt afgørende omkostningsbesparende faktorer, der markant ændrer den økonomiske balance, især for serier mellem 50 og 1.000 styk.
Overvindelse af materialeaflastning
Styrebøsningen er den definerende funktion. Ved at understøtte råmaterialet kun få millimeter fra skæreværktøjet, eliminerer den praktisk talt aflastning. Dette giver os mulighed for at overholde tolerancer på lange, tynde komponenter, som ville være umulige på en konventionel drejebænk uden flere opsætninger og specialarmaturer.
Eliminering af sekundære operationer
Moderne schweiziske maskiner er udstyret med multi-akse-kapacitet og live-værktøj. Det betyder, at vi kan udføre fræsning, krydsboring og gevindskæring på emnet, før det overhovedet er skåret af. Hos PTSMAKE producerer vi emner, der kommer færdige fra maskinen, hvilket eliminerer behovet for et separat fræsetrin. Denne multifunktionelle kinematik3 er en enorm omkostningsbesparelse.
Omkostningsbesparelsesanalyse
Lad os se på, hvordan disse tekniske fordele omsættes til økonomiske fordele på en hypotetisk produktion på 500 stk. De indledende opsætningsomkostninger kan være højere, men de samlede omkostninger pr. emne falder.
| Omkostningsfaktor | Konventionel drejebænk + fræser | Schweizisk CNC-drejning |
|---|---|---|
| Opsætningsomkostninger | Lavere (pr. maskine) | Højere (enkelt maskine) |
| Skrotprocent | ~5-10% | ~1-2% |
| Omkostninger til sekundære operationer | Tilføjet arbejdskraft og maskintid | $0 |
| Samlede omkostninger pr. del | Højere | Lavere |
Som tabellen viser, opvejer besparelser fra reduceret spild og fuldstændig eliminering af omkostninger til sekundære operationer den længere indledende opsætningstid, hvilket gør schweizisk drejning til et smartere valg.
Schwezisk drejnings præcision og enkelt-opsætningskapacitet gør den overraskende omkostningseffektiv til små serier. Ved at eliminere sekundære operationer og reducere spild tilbyder den en lavere samlet pris pr. emne for komplekse komponenter, hvilket afliver myten om, at den kun er til storproduktion.
Fem delgeometrier, der kræver Swiss-drejning i prototypefasen
Ved prototypefremstilling af komplekse emner presser visse geometrier konventionel CNC-drejning ud over dens grænser. For disse specifikke designs er schweizisk CNC-drejning ikke bare en bedre mulighed; det er ofte den eneste levedygtige vej til succes. Den centrale udfordring med traditionelle metoder er emnets stivhed, især for lange eller sarte emner.
Den iboende fejl ved konventionel drejning
I en standard drejebænk holdes emnet i den ene eller begge ender og roterer. Værktøjet bevæger sig langs dets længde. For lange, tynde emner forårsager skærekraften, at midten af emnet bøjer eller vibrerer. Denne afbøjning fører til dimensionelle unøjagtigheder og dårlig overfladefinish.
Hvorfor schweizisk drejning excellerer
Schwezisk drejning løser dette ved at bevæge selve emnet gennem en styrebøsning. Skæreværktøjet griber materialet lige ved støttepunktet, hvilket eliminerer afbøjning. Denne metode er ideel til at producere indviklede, slanke og højpræcisions- Schweizisk drejede prototyper.
| Funktion | Konventionel drejning | Schweizisk CNC-drejning |
|---|---|---|
| Støtte til arbejdsemnet | Fastspændt i enderne | Styrebøsning nær værktøj |
| L/D Forhold Grænse | Typisk < 5:1 | Kan overstige 20:1 |
| Risiko for afbøjning | Høj | Minimal |
| Ideel til | Kortere, stive dele | Lange, slanke komponenter |

Visse geometrier er simpelthen ikke mulige at prototype uden de unikke muligheder i en schweizisk drejebænk. Den støtte, der ydes af styrebøsningen, er den afgørende faktor, der forvandler umulige dele til produktionsrealiteter. Her er fem geometrier, hvor jeg konsekvent ser dette princip i aktion.
1. Lange, slanke aksler
Enhver del med et længde-til-diameter-forhold større end 5:1 er en oplagt kandidat. Konventionel drejning forårsager alvorlig værktøjsvibration og afbøjning. En kunde med medicinsk udstyr havde brug for en sonde med en diameter på 1,5 mm og en længde på 40 mm. På en standard drejebænk var det umuligt at holde tolerancen. Med schweizisk drejning holdt vi nemt ±0,005 mm.
2. Tyndvæggede rørformede komponenter
Bearbejdning af tyndvæggede rør er udfordrende, fordi de deformeres under tryk. Styrebøsningen på en schweizisk maskine giver 360-graders støtte og forhindrer kollaps. Dette er kritisk for dele som hydrauliske bøsninger eller sensorhuse, hvor væggens integritet er afgørende. Det eliminerer koncentriske og udløb4 problemer set med multi-op opsætninger.
3. Dele med excentriske træk
Komponenter, der kræver off-center huller eller fræsede flader, kræver ofte flere opsætninger på en fræser og drejebænk, hvilket introducerer fejl. Schweiziske maskiner med levende værktøj og en C-akse kan bore, fræse og dreje disse træk i en enkelt operation, hvilket sikrer perfekt justering og sparer betydelig opsætningstid.
| Geometriudfordring | Konventionel Fejltilstand | Swiss Turning Løsning |
|---|---|---|
| Lange/Slanke Aksler | Afbøjning, Vibrationer | Styrebøsningsstøtte |
| Tyndvæggede Rør | Deformation, Kollaps | Kontinuerlig Delunderstøttelse |
| Excentriske Funktioner | Stablede Tolerancer | Bearbejdning i Ét Opsæt |
Til disse udfordrende geometrier er Swiss turning det definitive valg til prototyping. Det afbøder almindelige fejl som afbøjning og løb ved at understøtte emnet lige ved skæringspunktet, hvilket sikrer, at prototypen nøjagtigt afspejler den endelige designintention og funktionalitet.
Materialevalg til Swiss-drejningsprototyper og korte serier
Valget af det rigtige materiale til Swiss turning er afgørende, især for prototyper og korte serier. Beslutningen påvirker direkte bearbejdningshastighed, overfladefinish og den endelige delydelse. Det er en balance mellem et materials egenskaber og projektets specifikke krav.
Nøglefaktorer i Prototyping
For prototyper har hastighed og bearbejdelighed ofte prioritet. Aluminium 6061 er et populært valg, fordi det muliggør meget hurtige cyklustider og producerer en fremragende overfladefinish med minimal indsats. Dette hjælper os med hurtigt at få funktionelle dele i dine hænder til test.
Almindelige Materialeafvejninger
Når der er behov for holdbarhed, ser vi ofte på rustfrit stål. Ulempen er dog længere cyklustider og øget værktøjsslid sammenlignet med blødere metaller. Her er en hurtig sammenligning baseret på vores interne bearbejdningstests.
| Materiale | Bearbejdningshastighed | Modstandsdygtighed over for korrosion | Relative omkostninger |
|---|---|---|---|
| Aluminium 6061 | Meget hurtig | God | Lav |
| Rustfrit stål 303 | Moderat | Fremragende | Medium |

Når vi vælger materialer til Swiss-turning, skal vi se ud over de mest almindelige muligheder. Hvert materiale præsenterer unikke udfordringer og fordele, der påvirker både fremstillingsprocessen og den endelige dels egnethed til dens tilsigtede anvendelse.
Udvidelse af materialepaletten
Metaller til specifikke behov
Messing C360 er uden tvivl det letteste metal at bearbejde, hvilket gør det ideelt til komponenter som elektriske stik, hvor produktion med høj hastighed er afgørende. Til høj-styrke, lette applikationer er Titanium Grade 5 uovertruffen, selvom det kræver langsommere fremføring og specialværktøj.
Bearbejdning af avancerede plastmaterialer
Plastmaterialer som PEEK og Delrin er gode til Swiss-drejede dele, men kræver forskellige strategier for spånstyring. I modsætning til metaller kan deres spåner blive trådede og vikle sig omkring værktøjet, så vi justerer parametrene for at sikre rene snit. Disse materialer kræver også omhyggelig håndtering for at undgå Anisotropi5 at påvirke den dimensionelle stabilitet.
Materialeforsyning og leveringstider
Ved korte serier er materialetilgængelighed en praktisk bekymring. Standardstørrelser af aluminium eller messing er let tilgængelige, hvilket minimerer leveringstiderne. I modsætning hertil kan små mængder af specialiseret titanium eller PEEK kræve specialbestilling, hvilket tilføjer tid til projektplanen.
| Anvendelse | Anbefalet materiale | Vigtige fordele |
|---|---|---|
| Luft- og rumfart | Titanium klasse 5 | Højt forhold mellem styrke og vægt |
| Medicinsk | Rustfrit stål 304, PEEK | Biokompatibilitet, korrosionsbestandighed |
| Biler | Aluminium 6061 | Letvægt, fremragende bearbejdelighed |
| Robotteknologi | Delrin, Aluminium 6061 | Lav friktion, strukturel integritet |
Det rigtige materialevalg til Swiss-turning prototyper balancerer bearbejdelighed, ydeevnekrav og leveringstid. Dette valg er grundlæggende for at opnå omkostningseffektive dele af høj kvalitet, der opfylder projektets specifikationer fra den allerførste produktion.
Toleranceforventninger til prototype Swiss-drejede dele
Ingeniører spørger mig ofte, hvilken tolerancemargin de realistisk kan forvente på en første prototype. Med schweizisk CNC-drejning er svaret ofte bedre, end de tror. Maskinens design giver os mulighed for at opnå produktionspræcision lige fra starten.
Standardprototypetolerancer
For de fleste geometrier er en standardtolerance på ±0,01 mm (0,0004 tommer) let opnåelig. For dele, der er længere end 100 mm, kan dette muligvis udvide sig lidt til ±0,02-0,05 mm på grund af materialefaktorer. Disse er dog konservative tal for en første kørsel.
Opnåelse af højere præcision
Når et projekt kræver det, kan vi finjustere processen til at holde ±0,005 mm (0,0002 tommer) på kritiske diametre. Dette kræver omhyggeligt materialevalg og proceskontrol.
| Funktionstype | Standardprototypetolerance | Højpræcisionstolerance |
|---|---|---|
| Diametre | ±0,01 mm (0,0004 tommer) | ±0,005 mm (0,0002 tommer) |
| Længder (>100 mm) | ±0,02 mm – ±0,05 mm | ±0,01 mm (procesafhængig) |
| Koncentration | 0,01 mm (0,0004 tommer) | 0,005 mm (0,0002 tommer) |

Den primære årsag til, at prototype-tolerancer kan matche produktionsspecifikationer, er det grundlæggende design af en schweizisk drejebænk. Materialet understøttes af en styrebøsning lige ved siden af skæreværktøjet. Denne opsætning eliminerer praktisk talt afbøjning og vibrationer, som er store kilder til unøjagtighed ved konventionel drejning.
Faktorer, der påvirker resultater i den virkelige verden
Selv med avanceret udstyr påvirker flere faktorer den endelige schweiziske drejnings-tolerance. Forståelse af disse hjælper med at sætte realistiske forventninger og forbedre design for fremstillingsvenlighed. Materialestabilitet er afgørende; interne spændinger i råmateriale kan forårsage, at dele vrider sig let efter bearbejdning.
Materiale- og værktøjshensyn
Værktøjsslid, selv under en kort prototypekørsel, kan forårsage en let dimensionsdrift. Vi afbøder dette ved at bruge premium, coatede værktøjer. Materialets Duktilitet6 spiller også en rolle. Blødere materialer kan være mere udfordrende at bearbejde til en fin finish og snæver tolerance.
| Faktor | Indvirkning på tolerance | Vores afbødningsstrategi hos PTSMAKE |
|---|---|---|
| Materialestabilitet | Interne spændinger kan forårsage vridning efter bearbejdning. | Vi anbefaler og indkøber spændingsaflastede materialer. |
| Slid på værktøj | Dimensioner kan drive, efterhånden som skærekanten bliver sløv. | Vi bruger coatede værktøjer af høj kvalitet og overvåger slid. |
| Termisk udvidelse | Temperaturændringer i værkstedet påvirker maskinens og delens størrelse. | Vores facilitet er klimakontrolleret for stabilitet. |
Schweiziske drejeprotoypetyper kan opfylde produktionstolerancer, fordi processen er iboende stabil. Fraværet af genfastgørelse og støtten fra styrebøsningen sikrer konsistens fra den første del til den sidste, hvilket gør den ideel til at validere designs med præcision.
Overfladefinish-kapaciteter i Swiss-drejning af korte serier
Ved kortvarig produktion er det afgørende at opnå en overlegen overfladefinish. Schweizisk drejning excellerer iboende her, primært på grund af dets styrebøsningssystem, der understøtter emnet lige ved skæreværktøjet. Dette minimerer vibrationer og afbøjning, hvilket fører til en konsekvent glattere finish.
Standard operationelle finish
For de fleste prototyper og dele i lavt volumen er en standardfinish tilstrækkelig. Med korrekt værktøj og kølemiddelhåndtering opnår vi konsekvent fremragende resultater inden for et typisk driftsområde. Denne basislinje opfylder kravene til en bred vifte af applikationer.
Højpræcisionsfinisher
Når et projekt kræver en endnu finere overflade, kan Swiss-drejning levere. Specialværktøj, såsom viskerindsatser, eller sekundære processer som polering kan producere exceptionelt glatte overflader. Nedenfor er en oversigt over, hvad du kan forvente.
| Finish Niveau | Ra-værdi (μm) | Metode | Fælles ansøgning |
|---|---|---|---|
| Standard | 0.4 - 0.8 | Standard Værktøj & Kølemiddel | Generelle mekaniske komponenter, ikke-kosmetiske dele |
| Fint | 0.2 - 0.4 | Optimeret Værktøj & Hastigheder | Tætningsflader, synlige kosmetiske dele, lejeovergange |
| Spejl-lignende | < 0.2 | Viskerindsatser / Sekundær Proces | Højtydende optiske eller medicinske enhedskomponenter |
Swiss-maskiner giver en markant fordel for overfladekvalitet. Støtten fra styrebøsningen lige ved siden af værktøjet er nøglen. Denne opsætning dæmper vibrationer betydeligt, hvilket er en primær årsag til dårlige finisher ved konventionel drejning, især på lange, slanke dele.
Håndtering af Udfordringer ved Korte Serier
Korte serier præsenterer ofte unikke problemer. Værktøjsindgangsmærker kan forekomme, når skæret først griber fat i materialet. På dele med funktioner som notspor eller tværgående huller kan afbrudte snit forårsage skrat. En Swiss-maskines stivhed og præcise kontrol hjælper med at håndtere disse problemer effektivt.
Angivelse af Finisher på Tegninger
Et almindeligt problem, jeg ser, er overspecifikation af Overfladens ruhed7. Anmodning om en spejlblank finish, hvor en standardfinish vil være tilstrækkelig, øger omkostninger og leveringstider uden at tilføje funktionel værdi. For prototyper er det bedst kun at specificere finishen på kritiske overflader.
Denne tabel giver en simpel vejledning til at specificere finishes på prototype-tegninger.
| Krav | Anbefalet specifikation | Begrundelse |
|---|---|---|
| Ikke-kritisk overflade | Lad være uspecificeret eller noter "Som-bearbejdet" | Undgår unødvendige omkostninger for ikke-funktionelle områder. |
| Sammenføjnings- eller tætningsflade | Specificer krævet Ra, f.eks. "Ra 0.8" | Sikrer korrekt funktion uden over-bearbejdning. |
| Område med høj slitage | Specificer Ra og muligvis en sekundær proces | Garanterer holdbarhed, hvor det er mest vigtigt. |
| Kosmetisk udseende | Specificer Ra, f.eks. "Ra 0.4 på alle synlige overflader" | Kommunikerer tydeligt æstetiske krav. |
Swiss turning tilbyder exceptionelle overfladefinishes til korte serier på grund af sin iboende stabilitet. Korrekt specificering er afgørende for at balancere kvalitet og omkostninger. Tydelig definition af krav på kritiske overflader sikrer funktionel ydeevne uden unødvendige udgifter, en nøglefaktor i prototyping og produktion i små serier.
Én opsætning, én del — Hvordan Swiss-fræsningsintegration forenkler prototyping
Den primære fordel ved Swiss CNC turning til prototyper er dens integrerede live tooling. Denne funktion omdanner en drejebænk til et multifunktionelt bearbejdningscenter, der håndterer komplekse dele i én enkelt operation. Denne kapacitet er afgørende for hurtig og præcis prototyping.
Strømlining af komplekse geometrier
Swiss-maskiner med live-værktøj kan udføre drejning, fræsning, boring og gevindskæring uden at fjerne emnet. Dette eliminerer flere opsætninger, hvilket sparer betydelig tid og reducerer risikoen for fejl mellem operationer.
Fra prototype til produktion
Denne single-setup tilgang sikrer, at den proces, der bruges til prototypen, er nøjagtig den samme som den, der bruges til produktion. Denne problemfri overgang er en stor fordel for opskalering.
| Funktion | Konventionel bearbejdning | Integration af Swiss-fræsning |
|---|---|---|
| Opsætninger til komplekse dele | 3-5 opsætninger | 1 opsætning |
| Gennemløbstid | Uger | Dage |
| Tolerancekonsekvens | Lavere | Højere |
| Arbejdsomkostninger | Høj | Lav |

Den virkelige styrke ved Swiss-maskiner ligger i deres multi-akse-kapacitet. En grundlæggende 3-akse live-værktøjsopsætning kan bore huller eller fræse flader på emnets front eller diameter. En 5-akse Swiss-maskine tilføjer dog et yderligere lag af kompleksitet og effektivitet.
3-akse vs. 5-akse live-værktøj
Med 5-akse-kapacitet kan maskinen skabe vinklede funktioner og komplekse konturer uden en sekundær opsætning. Forestil dig en medicinsk enhedskomponent med off-akse huller og vinklede slidser. På konventionelle maskiner kan dette kræve fire separate opsætninger, hvilket øger både tid og omkostninger.
Hos PTSMAKE håndterer vi disse emner i én enkelt kørsel. Denne konsolidering handler om mere end bare hastighed. Hver gang et emne flyttes og genfastspændes, risikerer du at miste præcisionen af din Dato8. Ved at holde emnet i én maskine eliminerer vi tolerance-stack-up fra flere fiksturer.
Denne proces påvirker direkte din udviklingscyklus. I stedet for at vente uger på en prototype, der er gået gennem flere leverandører til sekundære operationer, får du et færdigt emne hurtigere. Hurtigere emner betyder hurtigere test, hurtigere designiterationer og en hurtigere vej til markedet. Dette er essensen af effektiv Swiss-fræsning.
Integreret Swiss-fræsning strømliner prototyper ved at konsolidere flere bearbejdningsprocesser i en enkelt opsætning. Denne metode minimerer tolerancefejl, eliminerer behovet for sekundære leverandører og accelererer iterationscyklusserne markant, hvilket giver en direkte vej fra prototype til produktion med forbedret præcision.
Hvornår man ikke skal bruge Swiss-drejning til prototyper
Swiss CNC-drejning er fremragende til komplekse, slanke dele. Til prototyping er det dog ikke altid det bedste valg. At kende dets begrænsninger sparer tid og penge. Jeg råder altid kunder til at overveje deres prototypes specifikke behov, før de forpligter sig til en proces.
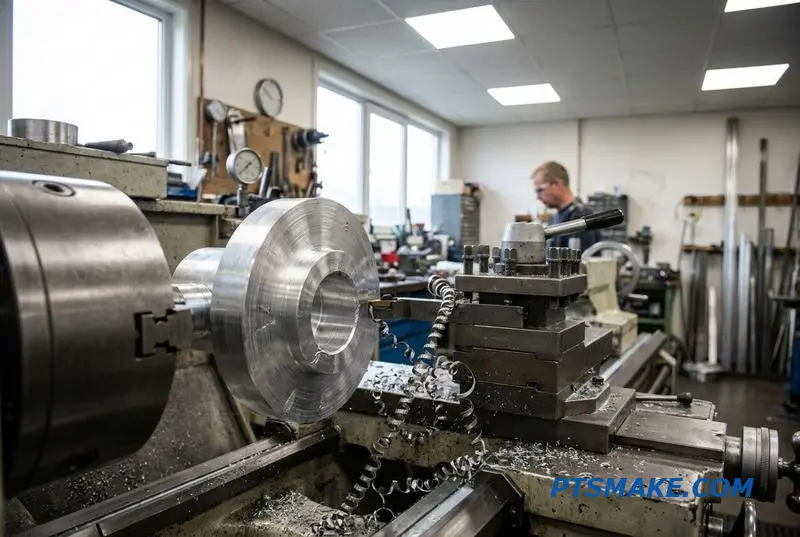
Dele med store diametre
Kernestyrken ved Swiss-drejning ligger i dets styrebøsningssystem, som understøtter slanke emner. Dette system er typisk begrænset til mindre stangdiametre, ofte under 32 mm. Til større prototyper er en konventionel CNC-drejebænk langt mere effektiv og omkostningseffektiv.
Enkle geometrier
Hvis din prototype er en simpel aksel eller har grundlæggende funktioner, er opsætningskompleksiteten af en Swiss-maskine overkill. En konventionel drejebænk kan producere disse dele hurtigere og til en lavere pris, hvilket gør den til et bedre valg til ligetil designs.
| Funktionskompleksitet | Anbefalet proces | Årsag |
|---|---|---|
| Høj (slank, indviklet) | Schweizisk CNC-drejning | Overlegen støtte, høj præcision |
| Lav (simple aksler, grundlæggende snit) | Konventionel CNC-drejebænk | Hurtigere opsætning, lavere pris |
| Stor diameter (>32 mm) | Konventionel CNC-drejebænk | Maskinkapacitetsbegrænsninger |
Forståelse af Swiss-drejningsbegrænsninger er nøglen til effektiv prototyping. Det handler om at vælge det rigtige værktøj til jobbet. At presse en maskine ud over dens tilsigtede brug fører til kompromiser i kvalitet, pris og leveringstid, hvilket er især kritisk under den hurtige prototypefase.
Materiale- og mængdeovervejelser
Visse materialer er ikke ideelle til Swiss-drejning. Slidende eller hærdede materialer kan forårsage overdreven slitage på styrebøsningen, hvilket fører til præcisionstab. Dette kan være et betydeligt problem for materialer som hærdet stål eller keramik, hvor værktøjsomkostninger og nedetid hurtigt løber op. En anden vigtig faktor er opsætningstid.
For meget små mængder, som et til tre stykker, kan den omfattende opsætning af en Swiss-maskine udgøre en stor del af de samlede omkostninger. I disse scenarier bliver prisen pr. del uoverkommelig høj. Vi har fundet ud af, at opsætningstiden ofte opvejer bearbejdningstiden for så små prototypekørsler.
Hybride prototyping-tilgange
Til indledende form- og pasformstest, overvej en hybridtilgang. 3D-print af en polymerversion kan være utroligt hurtig og billig. Hvis visse funktioner kræver snævre tolerancer, kan en sekundær drejeoperation udføres på den 3D-printede del. Denne metode giver en funktionel prototype uden de høje omkostninger ved fuld CNC-bearbejdning. Materialeproblemer som Galopering9 undgås også helt.
| Begrænsning | Alternativ løsning | Hvorfor det er bedre til prototyper |
|---|---|---|
| Slibende materialer | Konventionel drejning (ingen styrebøsning) | Undgår overdreven værktøjsslitage og omkostninger |
| Meget lille mængde (1-3) | Konventionel drejning eller 3D-print | Lavere opsætningstid og omkostninger pr. del |
| Komplekse frontfladefunktioner | 5-akset fræsning | Mere effektiv til ikke-drejede funktioner |
Swiss-drejning er præcis, men ikke en universel løsning til prototyper. At anerkende Swiss-drejningens begrænsninger relateret til delstørrelse, geometri, materiale og mængde hjælper med at vælge en mere effektiv proces. Dette sikrer, at dit projekt holder tidsplanen og budgettet, hvilket er vores prioritet hos PTSMAKE.
Fra prototype til produktion — problemfri overgang på samme maskinplatform
En af de mest betydningsfulde udfordringer i hardwareudvikling er kløften mellem prototyping og produktion. Forskellige leverandører eller maskiner fører ofte til store hovedpiner. Du risikerer re-kvalificering, toleranceargumenter og dyre armatur-redesigns, når du skifter produktionsmiljøer. Dette er en almindelig flaskehals.
Kontinuitetsfordelen
Brug af den samme Swiss-maskinplatform til begge faser løser dette. Det skaber en problemfri bro, der sikrer, at det, du godkender i prototypen, er præcis det, du får i produktionen. Denne tilgang forenkler hele skaleringsprocessen betydeligt.
Eliminering af produktionshindringer
Denne metode eliminerer mange variabler, der forårsager forsinkelser. Konsistens i programmering, værktøjer og kvalitetskontrol fra starten sikrer en problemfri overgang. Dette er nøglen til effektive projektplaner.

Ægte prototype til produktion Swiss-drejning betyder ét problemfrit flow. Denne strategi afhænger af at opretholde konsistens på tværs af centrale operationelle områder. Når det samme team og den samme teknologi håndterer en del fra start til slut, bliver overgangen en simpel sag om at skalere mængden, ikke om at genudvikle processen.
Case Study: Robotledskomponent
Vi arbejdede for nylig på en kompleks robotledskomponent. De indledende prototyper blev bearbejdet på vores Citizen L20 Swiss-drejebænk. Efter at kunden godkendte designet, skalerede vi produktionen til 500 enheder om måneden på den helt samme maskine, ved brug af den identiske opsætning.
Fordelen ved én enkelt platform
| Aspekt | Prototype-fase | Produktionsfasen | Fordel |
|---|---|---|---|
| Programmør | John Doe | John Doe | Ingen indlæringskurve |
| CAM Post | Brugerdefineret L20 | Brugerdefineret L20 | Identisk G-kode |
| Værktøj | Standardiseret | Standardiseret | Ingen nye opsætningsomkostninger |
| Kvalitet | CMM-protokol | CMM-protokol | Konsistent metrologi |
Denne kontinuitet er, hvor den virkelige værdi ligger. Den Proceskapacitet10 etableret under prototyper direkte oversættes til produktion. Der var nul procesændringer, ingen genforhandling af tolerancer og ingen overraskelser for kunden. Den del, der blev godkendt, var den del, der blev leveret i volumen.
Brug af den samme maskinplatform fra prototype til produktion eliminerer omarbejde og usikkerhed. Denne tilgang sikrer konsistens i programmering, værktøj og kvalitetskontrol, hvilket sparer betydelig tid og omkostninger, samtidig med at de endelige dele garanteres at opfylde de nøjagtige specifikationer, der blev godkendt i den indledende fase.
Design til Swiss-drejning — DFM-tips til prototypeingeniører
Når man designer prototyper til Swiss CNC-drejning, kan et par smarte valg markant reducere omkostningerne og fremskynde leveringen. Fokus på fremstillingsmuligheder fra starten er nøglen. Simple justeringer af dit design sikrer, at vi kan bruge standardværktøj og minimere materialespild, hvilket er afgørende for prototypekørsler.
Vigtige DFM-overvejelser
At tænke over, hvordan delen holdes og bearbejdes, er essentielt. Dette kommer ofte ned til lagerstørrelse og adgang til funktioner. En lille ændring i diameteren kan gøre en stor forskel.
| Overvejelser | Indvirkning på prototyping |
|---|---|
| Stangmateriale Diameter | Reducerer materialespild og cyklustid |
| Underskæringer | Undgår behov for dyre specialformede værktøjer |
| Spændehylster Størrelser | Udnytter standard arbejdsfastholdelse for hurtigere opsætning |
| Interne funktioner | Forhindrer dyre sekundære operationer |
Disse faktorer er grundlæggende for effektivt design til Swiss-drejning. At få dem rigtigt tidligt forhindrer forsinkelser og redesign senere.

Korrekt design til Swiss-drejning går ud over blot grundlæggende geometri. Det indebærer en dybere forståelse af maskinens kapaciteter og begrænsninger. Optimering af din del til processen gør overgangen fra prototype til produktion meget glattere.
Stangmateriale og Spændehylster Størrelse
Forsøg altid at designe din dels største ydre diameter til at være lidt mindre end en standard stangmaterialestørrelse. Dette minimerer det materiale, vi skal dreje væk, hvilket sparer både tid og penge. Matchning af standard spændehylster størrelser undgår også behovet for specialfremstillet arbejdsfastholdelse under prototyper.
Interne funktioner vs. sekundære operationer
Mange moderne schweiziske maskiner har live værktøjer, som muliggør fræsning, boring og gevindskæring af excentriske funktioner. Design af interne funktioner, der kan bearbejdes på denne måde, er langt mere effektivt end at stole på en sekundær proces som gnistbearbejdning11, hvilket tilføjer betydelig tid og omkostninger.
DFM-tjekliste for schweizisk drejning
Her er en hurtig tjekliste, jeg anbefaler, at ingeniører bruger, før de færdiggør deres prototype-tegninger. Følgelse af disse retningslinjer hjælper os hos PTSMAKE med at levere dine dele hurtigere.
| Punkt på tjeklisten | Ja / Nej | Noter |
|---|---|---|
| Er den maksimale ydre diameter lige under en standard stangstørrelse? | Tjek materialeleverandørens lagerstørrelser. | |
| Er alle underskæringer nødvendige? | Kan de erstattes med en lige udsparing? | |
| Kan interne gevind skabes med en gevindskærer? | Undgå funktioner, der kræver gevindskæring med enkeltpunkt. | |
| Er vægtykkelsen større end 0,5 mm? | Tyndere vægge risikerer deformation. |
Ved at optimere dit design til schweizisk drejning kan du opnå hurtigere leveringstider og lavere omkostninger for dine prototyper. Disse små overvejelser i materiale, værktøj og funktionsdesign bidrager til betydelige besparelser og en mere effektiv fremstillingsproces for præcisionsdele.
Omkostningsdrivere for Swiss-drejningsprototyper og korte serier
Forståelse af den sande omkostning
Mange produktdesignere antager, at Swiss CNC-drejning er for dyrt til prototyper eller korte serier. Selvom opsætningsomkostninger er en faktor, overser dette synspunkt ofte de samlede produktionsomkostninger. Den reelle værdi opstår, når man betragter hele billedet.
Vigtige omkostningskomponenter
Den endelige pris for en Swiss-drejet del påvirkes primært af tre områder. Disse er opsætningstid, bearbejdningscyklustid og råmaterialomkostninger. Hvert element bidrager forskelligt afhængigt af ordrens kompleksitet og mængde.
Hvorfor det ofte er billigere
For komplekse dele eliminerer Swiss-drejning behovet for sekundære operationer som fræsning eller slibning. Denne konsolidering reducerer håndtering, logistik og potentiale for fejl, hvilket ofte gør det mere omkostningseffektivt end at bruge flere leverandører til en konventionel proces.

Opsætning vs. cyklustid
Opsætningsomkostninger er faste. Dette inkluderer programmering af maskinen og forberedelse af værktøjet. For en enkelt prototype er denne omkostning betydelig. For korte serier spredes den over flere dele, hvilket sænker stykprisen. Dette er et nøgleaspekt af Swiss-drejningens omkostningsstruktur.
Materialefaktoren
Materialomkostninger spiller også en rolle, især med minimumskrav til køb af stangmateriale til speciallegeringer. Effektiviteten af Swiss CNC-drejning minimerer dog spild, hvilket kan opveje nogle af disse indledende omkostninger sammenlignet med processer med mere materialespild.
En praktisk omkostningssammenligning
Overvej en kompleks medicinsk komponent. Her er et typisk scenarie, vi ser hos PTSMAKE for en serie på 50 stk. Fordelen ved enkelt opsætning ved Swiss CNC-drejning er klar, hvilket reducerer både leveringstid og antallet af leverandører, du skal administrere.
| Funktion | Konventionel drejning + fræsning | Swiss-drejning (enkelt opsætning) |
|---|---|---|
| Antal leverandører | 2-3 (drejning, fræsning, efterbehandling) | 1 (PTSMAKE) |
| Samlet gennemløbstid | ~2 Uger | ~3 Dage |
| Indvirkning på omkostninger | Højere på grund af flere opsætninger og logistik | Lavere samlet set på grund af effektivitet |
| Kvalitetsrisiko | Øget med håndtering af dele | Minimeret med enkeltspænding |
Tips til omkostningsreduktion
For at sænke dine prototypeomkostninger, konsolider forskellige dele, der bruger det samme materiale og diameter, i én ordre. Desuden undgår design med standardværktøj omkostninger til specialværktøj. Endelig giver klare 3D-modeller med præcise Geometrisk dimensionering og tolerance12 reducerer programmeringstid og tvetydighed.
Kort sagt afhænger Swiss turning-omkostninger af opsætning, cyklustid og materialer. For komplekse prototyper viser det sig ofte at være mere økonomisk end konventionelle multi-operationsprocesser ved at reducere leveringstider, leverandørstyring og fejlpotentiale, hvilket giver en lavere samlet omkostning.
Forventninger til leveringstid for prototyper til schweizisk drejning
Når du planlægger en prototypekørsel, er det afgørende at forstå Swiss turning-leveringstiden. Det er ikke et enkelt tal, men et interval, der påvirkes af delens kompleksitet. En simpel, kun drejet komponent kan være klar på få dage, mens en mere indviklet del kræver mere tid.
Grundlæggende leveringstider
Til hurtig reference opdeler jeg ofte indledende estimater baseret på geometri. Dette hjælper med at sætte et realistisk udgangspunkt for projektets tidslinjer. Husk, at dette er estimater, før vi overvejer materialer eller speciel efterbehandling, som vi vil diskutere senere.
| Delkompleksitet | Estimeret leveringstid | Vigtige funktioner |
|---|---|---|
| Enkel | 2-3 dage | Grundlæggende drejning, enkeltakse-funktioner. |
| Moderat | 3-5 Dage | Inkluderer live fræsning, tværgående boring. |
| Kompleks | 5-8 dage | Multakse-bearbejdning, snævre tolerancer. |
Hvorfor kompleksitet betyder noget
En del med simple drejede diametre er ligetil. Men tilføjelse af funktioner som excentriske huller eller fræsede flader kræver live værktøj og mere programmeringstid. Komplekse geometrier involverer ofte flere værktøjsskift og langsommere cyklustider, hvilket direkte påvirker den samlede tidsplan for dit Swiss CNC-drejeprojekt.

Faktorer der forlænger leveringstider
Ud over delens geometri kan flere andre faktorer have en betydelig indvirkning på leveringstiden for Swiss-drejning. Jeg råder altid kunder til at overveje disse variabler tidligt i designprocessen for at undgå uventede forsinkelser. Disse elementer tilføjer ofte mere tid end selve bearbejdningen.
Indkøb af materialer og værktøj
Eksotiske materialer som titanium eller Inconel er ikke altid på lager og kan have lange leveringstider fra leverandøren. Ligeledes, hvis din del kræver specialfremstillede formværktøjer eller ikke-standardbor, tilføjer bestilling og modtagelse af dem til tidsplanen, før nogen bearbejdning starter.
Krav til inspektion
Niveauet af krævet inspektion er en væsentlig faktor. En fuld CMM-rapport for hver funktion tager meget længere tid end en simpel stikprøvekontrol af kritiske dimensioner. Detaljeret Metrologi13 tilføjer betydelig tid, men sikrer den højeste kvalitetssikring til krævende applikationer.
Estimering af din leveringstid
Hos PTSMAKE strømliner vi produktionen ved at bruge Swiss-maskiner med dobbelt spindel, som færdiggør dele i en enkelt cyklus. Denne teknologi hjælper med at forkorte leveringstiden for Swiss-drejning. For at hjælpe dig med at estimere, brug denne simple guide:
| Faktor | Tilføjet tid | Eksempel |
|---|---|---|
| Eksotisk materiale | + 3-10 dage | Indkøb af Inconel 718 |
| Brugerdefineret værktøj | + 5-15 dage | Et specifikt formværktøj |
| Fuld CMM-rapport | + 1-2 dage | Komponent til luftfart eller medicinsk brug |
Ved at kombinere baseline-estimatet med disse faktorer kan du opbygge en mere præcis projekt tidsplan. Denne proaktive tilgang hjælper med at styre forventninger og sikrer en glattere projektgennemførelse.
Styring af leveringstid for Swiss turning indebærer forståelse af delens kompleksitet, materialetilgængelighed og inspektionsbehov. En klar diskussion om disse punkter med din leverandør fra starten er den bedste måde at sikre, at dine prototypeordrer ankommer til tiden og opfylder specifikationerne.
Kvalitetskontrol for kortserie schweizisk drejede dele — Hvad du kan forvente
Mange antager, at kvalitetskontrollen er mindre streng for korte serier eller prototyper. Efter min erfaring er dette en farlig misforståelse. På et værksted af høj kvalitet som PTSMAKE behandles enhver prototype med samme alvor som en fuld produktionsdel. Swiss turning kvalitetskontrol skalerer ikke ned for små mængder.
Tankegangen om prototype som produktion
Vi ser en prototype som det første skridt i et potentielt langsigtet partnerskab. At få det rigtigt fra starten er afgørende. Dette betyder at anvende et robust kvalitetsrammeværk på enhver enkelt del, uanset ordrestørrelse. Det opbygger tillid og forhindrer dyre problemer senere.
Vigtige QC-stadier for korte serier
Processen er systematisk og sikrer, at intet overlades til tilfældighederne. Nedenfor er en typisk arbejdsgang for en kort serie Swiss turned del.
| Scene | Formål |
|---|---|
| Inspektion af første artikel | Verificerer, at den første del fra linjen matcher alle tegningens specifikationer. |
| Kontroller undervejs | Overvåger dimensioner under bearbejdningscyklussen for at opdage afvigelser tidligt. |
| Endelig inspektion | Bekræfter, at alle kritiske funktioner og overfladefinishkrav er opfyldt. |
Første-artikelinspektion (FAI)
For hver ny opsætning, selv for en enkelt del, udfører vi en Første-artikelinspektion (FAI). Dette er ikke en hurtig kontrol; det er en omfattende proces modelleret efter AS9102-standarder. Vi måler omhyggeligt hver dimension på tegningen for at bekræfte, at opsætningen og værktøjerne er perfekte, før vi producerer den resterende mængde.
Overvågning og rapportering under processen
Moderne schweiziske CNC-drejebænke muliggør in-process-måling. Denne automatiserede funktion kontrollerer kritiske dimensioner midt i cyklussen og giver øjeblikkelig feedback. For dele med komplekse geometrier genererer vi rapporter fra Koordinatmålemaskine (CMM). Dette giver præcise data om funktioner, der er svære at måle med standardværktøjer.
Dokumentation og beskyttelse af intellektuel ejendom
Hver del ledsages af korrekt dokumentation. Dette inkluderer materialecertificeringer for at garantere legeringens integritet og fuld Sporbarhed14. Vi forstår også vigtigheden af intellektuel ejendom, især i prototypefasen. Vi underskriver altid fortrolighedsaftaler (NDA'er) og har strenge interne protokoller til at beskytte vores kunders designs.
| QC-dokument | Beskrivelse |
|---|---|
| FAI-rapport | En detaljeret registrering af den første dels målinger i forhold til tegningen. |
| CMM-rapport | Giver 3D-koordinatdata for komplekse eller kritiske funktioner. |
| Certifikat for materiale | Verificerer råmaterialets sammensætning og oprindelse fra valseværket. |
| Rapport om overfladefinish | Bekræfter, at delen opfylder de specificerede krav til ruhed (Ra). |
Streng kvalitetskontrol af schweizisk drejning til korte serier er uundgåelig. Det involverer en produktionsniveau FAI, in-process kontroller og fuld dokumentation. Dette sikrer, at hver prototype opfylder de nøjagtige specifikationer, hvilket lægger grundlaget for succesfuld produktion og opbygger tillid fra den allerførste del.

Forståelse af dette koncept hjælper med at diagnosticere bearbejdningsfejl og vælge den rigtige proces til slanke komponenter. ↩
Forståelse af tribologi hjælper med at optimere skærevæsker og værktøjslevetid, hvilket er afgørende for at opnå høj præcision. ↩
Udforsk maskinkinetik for at forstå, hvordan koordineret flerakset bevægelse muliggør kompleks fremstilling i én opsætning. ↩
Forståelse af udboring er afgørende for at vurdere rotationsnøjagtigheden af højpræcisionsmekaniske samlinger. ↩
Forståelse af denne egenskab hjælper med at forudsige materialeadfærd og sikrer højere præcision i komplekse dele. ↩
Forståelse af denne egenskab hjælper med at forudsige et materials bearbejdelighed og dets evne til at holde snævre tolerancer. ↩
Forståelse af denne metrik hjælper dig med at specificere overflader, der både er opnåelige og omkostningseffektive for din dels funktion. ↩
Forståelse af datums er nøglen til at værdsætte, hvordan fremstilling i én opsætning opnår overlegen delnøjagtighed og konsistens. ↩
Forståelse af opkradsning hjælper med materialevalg for at forhindre komponentfejl under bearbejdning. ↩
Forståelse af dette koncept hjælper med at sikre, at din fremstillingsproces er stabil og konsekvent opfylder kvalitetskrav i stor skala. ↩
Forstå, hvordan denne berøringsfri proces bearbejder hårde metaller og komplekse former, som traditionelle værktøjer ikke kan skabe. ↩
Lær, hvordan dette symbolske sprog kommunikerer præcis designintention til fremstilling, hvilket sikrer din dels form, pasform og funktion. ↩
Forståelse af metrologi hjælper med at specificere inspektionsbehov og sikrer, at dele opfylder nøjagtige standarder uden unødvendige forsinkelser. ↩
Opdag, hvordan dette koncept sikrer materialets integritet og delhistorik i regulerede industrier. ↩






