

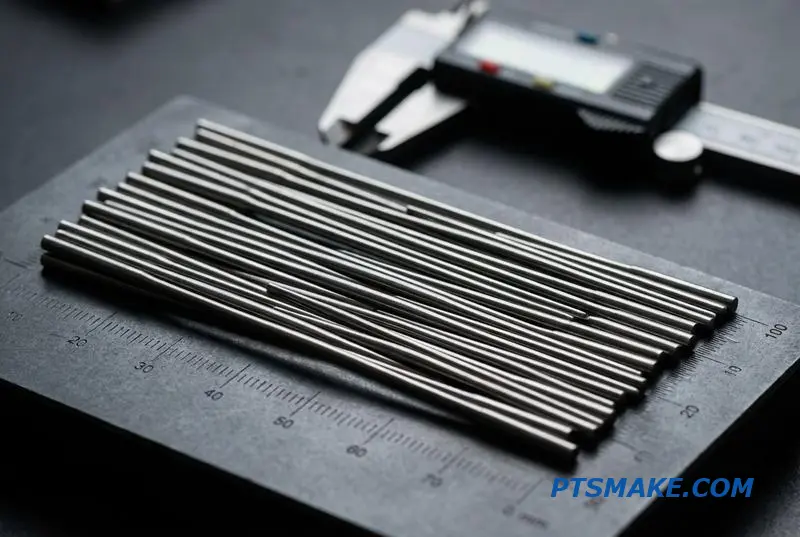
Benötigen Sie eine 4-mm-Welle mit enger Toleranz und schnell? Standard-Drehereien wehren sich, bieten lange Lieferzeiten an oder liefern Teile, die sich verziehen, vibrieren und die Spezifikationen verfehlen. Ihr Prototyp verzögert sich um Wochen. Ihr Startdatum verschiebt sich mit.
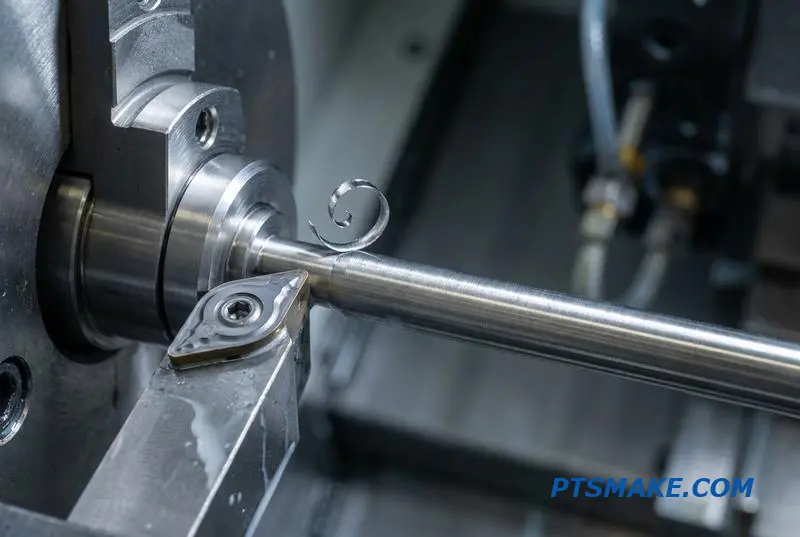
Schweizer Drehen löst die Beschaffung kleiner Präzisionsteile, indem es einen verschiebbarenreitstock und eine Führungsbuchse verwendet, um schlanke Teile nahe am Schneidwerkzeug zu unterstützen. Diese Einrichtung hält eine Toleranz von ±0,005 mm, fertigt Prototypen in 2-5 Tagen und skaliert auf demselben Maschinentyp ohne erneute Qualifizierung auf die Produktion.

Diesen Leitfaden habe ich aus echten Fragen erstellt, die ich jede Woche erhalte. Sie werden sehen, warum Schweizer Drehen für ein Teil oder tausend Teile funktioniert, welche Geometrien es erfordern und wie Sie Teile entwerfen, die ohne einen einzigen Toleranzkampf vom Prototyp zur Produktion übergehen. Tauchen wir ein.
Warum die Beschaffung Ihrer kleinen Präzisionsteile schwierig ist – und wie Schweizer Drehen das ändert
Die Beschaffung kleiner, filigraner Teile ist eine häufige Herausforderung. Sie benötigen Präzision und Geschwindigkeit, aber herkömmliche Drehverfahren stoßen oft an ihre Grenzen. Diese Lücke kann zu frustrierenden Projektverzögerungen und Teilen führen, die kritische Spezifikationen nicht erfüllen und Ihre gesamte Produktionszeitplanung beeinträchtigen.
Ich erinnere mich an ein Robotik-Startup, das mit einer achtwöchigen Verzögerung konfrontiert war. Die konventionelle Drehmaschine ihres Lieferanten konnte die Toleranz bei einer schlanken 4-mm-Welle nicht einhalten. Die Teile fielen wiederholt bei der Inspektion durch, was den Bau ihres Prototyps stoppte. Dies ist ein klassisches Beispiel für die Verwendung des falschen Werkzeugs für die jeweilige Aufgabe.
Das Problem der konventionellen Drehmaschine
Auf einer Standard-Drehmaschine biegen sich lange, dünne Teile unter dem Werkzeugdruck, was die Genauigkeit beeinträchtigt. Komplexe Merkmale erfordern auch mehrere Aufspannungen, was Zeit kostet und bei jedem neuen Spannvorgang potenzielle Fehlerquellen mit sich bringt. Dies macht die Beschaffung von Präzisionskomponenten schwierig und unzuverlässig.
Der Vorteil des Schweizer Drehens
Das Schweizer CNC-Drehen bietet eine überlegene Lösung. Sein einzigartiges Schiebehubsdesign stützt das Material direkt am Schneidpunkt und löst die Kernprobleme von Durchbiegung und Steifigkeit. Diese Methode ist speziell für die Herausforderungen konzipiert, die herkömmliche Maschinen nicht effektiv bewältigen können.

Die Physik hinter Bearbeitungsfehlern
Das Kernproblem beim herkömmlichen Drehen kleiner Teile ist die physikalische Instabilität. Wenn die Länge eines Teils ein Vielfaches seines Durchmessers beträgt, verursacht die Kraft des Schneidwerkzeugs, dass es sich vom Werkzeug weg biegt. Dieses Phänomen ist bekannt als Werkstückdurchbiegung1.
Diese winzige Biegung, oft für das Auge unsichtbar, reicht aus, um enge Toleranzen zu ruinieren. Sie führt zu Verjüngungen, schlechten Oberflächengüten und letztendlich zu Komponenten, die nicht wie beabsichtigt funktionieren. Je länger und dünner das Teil ist, desto schwerwiegender wird dieses Problem.
Wirtschaftliche und logistische Hürden
Über die Physik hinaus verursachen herkömmliche Methoden logistische Kosten. Jedes Mal, wenn ein komplexes Teil für einen neuen Vorgang entfernt und neu eingespannt wird, erhöht sich der Arbeitsaufwand und das Fehlerrisiko. Diese Ineffizienz wirkt sich direkt auf Ihre Stückkosten aus und verlängert die Lieferzeiten erheblich.
Die folgende Tabelle vergleicht die wichtigsten Unterschiede in der Prozesseffizienz zwischen diesen beiden Methoden.
| Merkmal | Konventionelles Drehen | Schweizer CNC-Drehen |
|---|---|---|
| Werkstückauflage | Am Spannfutter, weit vom Werkzeug entfernt | An der Führungsbuchse, neben dem Werkzeug |
| Schlanke Teile | Hohes Risiko von Durchbiegung | Minimale Ablenkung |
| Komplexe Merkmale | Mehrere Einrichtungsgegenstände erforderlich | Oft in einer Aufspannung fertiggestellt |
| Ideale Anwendung | Kürzere Teile mit größerem Durchmesser | Lange, schlanke, komplexe Teile |
Swiss-Drehdienstleistungen eliminieren diese Probleme. Durch die Bearbeitung nahe der Führungsbuchse ist der Prozess stabil, präzise und hocheffizient für komplexe Geometrien, wodurch sowohl Ausschussraten als auch die Notwendigkeit mehrerer Maschinenaufspannungen reduziert werden. Bei PTSMAKE nutzen wir diese Technologie, um konsistente Ergebnisse zu liefern.
Die Beschaffung von Kleinteilen ist schwierig, da herkömmliche Drehmaschinen zu Durchbiegung der Teile führen und mehrere Aufspannungen erfordern. Swiss-CNC-Drehen löst dieses Problem, indem es das Werkstück direkt am Werkzeug unterstützt, was hohe Präzision und Effizienz für komplexe, schlanke Komponenten gewährleistet und sowohl Zeit als auch Geld spart.
Prototyping auf einer Schweizer Drehmaschine – schneller als Sie denken
Viele Ingenieure assoziieren Schweizer Drehmaschinen mit der Massenproduktion, aber sie sind überraschend effektiv für die schnelle Prototypenentwicklung. Der Hauptvorteil ist die Fertigstellung komplexer Teile in einer einzigen Aufspannung. Diese Fähigkeit reduziert die Vorlaufzeiten erheblich und vereinfacht den Herstellungsprozess.
Der Vorteil der einmaligen Einrichtung
Angetriebene Werkzeuge ermöglichen Fräs-, Bohr- und Gewindebearbeitungen auf derselben Maschine. Dies eliminiert die Notwendigkeit von Sekundäraufspannungen, was Zeit spart und das Risiko von Toleranzstapelfehlern zwischen den Operationen reduziert.
Effizienz bei Kleinserien
Moderne CNC-Steuerungen und Schnellwechsler-Spannzangensysteme haben die Rüstzeiten drastisch verkürzt. Dies macht die Fertigung von nur wenigen Teilen wirtschaftlich rentabel und stellt die alte Annahme in Frage, dass Schweizer Maschinen nur für Großserien geeignet sind.
| Merkmal | Auswirkungen auf die Prototypenentwicklung |
|---|---|
| Live-Tooling | Eliminiert Sekundäroperationen |
| Führungsbuchsenhalterung | Höhere Präzision bei schlanken Teilen |
| Schneller Wechsel | Senkt Kosten für Kleinserien |
| Unterspindel | Schließt Rückbearbeitung in einem Zyklus ab |

Die Wahrnehmung, dass Schweizer Maschinen für Prototypen zu komplex sind, ist veraltet. Obwohl die Technologie fortschrittlich ist, vereinfachen moderne Steuerungen die Programmierung für Einzelstücke oder Kleinserien. Bei PTSMAKE nutzen wir dies für effiziente Schweizer CNC-Prototypen und verwandeln Designs schneller als viele erwarten in Teile.
Vergleich der Durchlaufzeiten
Bei Stückzahlen von 1-50 ist der Unterschied klar. Ein komplexes Teil kann auf konventionellen Maschinen mehrere Rüstvorgänge erfordern, was den Zeitplan verlängert. Mit Schweizer CNC-Drehen erledigen wir diese Teile oft in einem einzigen, kontinuierlichen Vorgang. Dieser Prozess reduziert Handhabung und Fehleranfälligkeit.
| Menge | Konventionelles Drehen | Schweizer Drechseln |
|---|---|---|
| 1-10 Stück | 5-10 Tage | 3-7 Tage |
| 11-50 Stück | 10-15 Tage | 7-12 Tage |
Ein Fall aus der Praxis
Wir haben kürzlich mit einem Kunden aus dem Bereich Medizintechnik an einem neuen Steckverbinder gearbeitet. Mit unserer Schweizer Drehmaschine produzierten wir in nur zehn Tagen drei Designiterationen. Diese Geschwindigkeit ermöglichte es ihrem Ingenieurteam, ihr Design viel schneller als erwartet zu testen und zu validieren. Die präzise Kontrolle der Teilegeometrie beinhaltet auch das Verständnis von Faktoren wie Tribologie2 an der Werkzeug-Werkstück-Schnittstelle.
Schweizer Drehen bietet eine schnelle, präzise und überraschend kostengünstige Lösung für die Prototypenfertigung. Seine Fähigkeit, komplexe Teile in einer einzigen Aufspannung zu fertigen, macht es ideal für schnelle Iterationen und stellt die veraltete Ansicht in Frage, dass es nur für die Massenproduktion geeignet ist.
Was macht Schweizer Drehen für Kleinserien anders?
Viele glauben, dass Schweizer Drehen nur für massive Produktionsläufe geeignet ist. Sein einzigartiges Design macht es jedoch auch für Kleinserienprojekte sehr effizient. Der Schlüssel liegt in seiner Fähigkeit, Teile mit extremer Präzision und Komplexität in einer einzigen Aufspannung zu bearbeiten.
Der Vorteil der Stabilität
Schweizer Drehmaschinen führen das Material durch eine Führungsbuchse, die das Material direkt neben dem Schneidwerkzeug stützt. Dieses Design minimiert die Werkstückdurchbiegung, was für lange, schlanke Teile, die enge Toleranzen erfordern, entscheidend ist. Dies ist ein grundlegender Unterschied zum konventionellen Drehen.
Effizienz durch eine einzige Aufspannung
Diese Maschinen verfügen oft über angetriebene Werkzeuge und Gegenspindeln. Dies ermöglicht Fräs-, Bohr- und Gewindeschneidarbeiten parallel zum Drehen. Die Fertigstellung eines komplexen Teils in einem Durchgang spart erheblich Zeit und reduziert Handhabungsfehler.
| Merkmal | Schweizer CNC-Drehen | Konventionelles CNC-Drehen |
|---|---|---|
| Werkstückauflage | Führungsbuchse stützt das Material in der Nähe des Werkzeugs | Spannfutter hält ein Ende des Materials |
| Am besten für | Lange, schlanke, komplexe Teile | Kürzere Teile mit größerem Durchmesser |
| Sekundäre Operationen | Oft durch angetriebene Werkzeuge eliminiert | Häufig erforderlich für komplexe Merkmale |
| Präzision | Extrem hohe, enge Toleranzen | Gut, aber bei schlanken Teilen eingeschränkt |
Dieser integrierte Ansatz macht Schweizer CNC-Drehen zu einem starken Kandidaten auch für kleinere Chargen, bei denen Präzision von größter Bedeutung ist.
Das Argument gegen Schweizer Maschinen für die Kleinserien-CNC-Bearbeitung konzentriert sich oft auf die Einrichtungszeit. Obwohl die Einrichtung aufwendiger sein kann, übersieht diese Ansicht entscheidende Kosteneinsparungsfaktoren, die das wirtschaftliche Gleichgewicht erheblich verschieben, insbesondere für Losgrößen zwischen 50 und 1.000 Stück.
Überwindung von Materialdurchbiegung
Die Führungsbuchse ist das entscheidende Merkmal. Indem sie das Rohmaterial nur wenige Millimeter vom Schneidwerkzeug entfernt stützt, eliminiert sie praktisch den Durchhang. Dies ermöglicht es uns, Toleranzen bei langen, dünnen Bauteilen einzuhalten, die auf einer herkömmlichen Drehmaschine ohne mehrere Aufspannungen und spezielle Vorrichtungen unmöglich wären.
Eliminierung von Sekundärvorgängen
Moderne Schweizer Drehmaschinen sind mit Mehrachsenfähigkeiten und angetriebenen Werkzeugen ausgestattet. Das bedeutet, dass wir Fräsen, Querbohren und Gewindeschneiden am Teil durchführen können, bevor es überhaupt abgetrennt wird. Bei PTSMAKE produzieren wir Teile, die fertig aus der Maschine kommen und den Bedarf an einem separaten Frässchritt umgehen. Diese Multifunktionalität Kinematik3 ist ein enormer Kosteneinsparungsfaktor.
Kostenanalyse
Lassen Sie uns aufschlüsseln, wie sich diese technischen Vorteile bei einer hypothetischen 500-teiligen Serie in wirtschaftliche Vorteile umwandeln. Die anfänglichen Einrichtungskosten können höher sein, aber die Gesamtkosten pro Teil sinken.
| Kostenfaktor | Konventionelle Drehmaschine + Fräsmaschine | Schweizer CNC-Drehen |
|---|---|---|
| Kosten der Einrichtung | Niedriger (pro Maschine) | Höher (Einzelmaschine) |
| Ausschußquote | ~5-10% | ~1-2% |
| Kosten für Sekundärbearbeitungen | Zusätzlicher Arbeits- und Maschinenaufwand | $0 |
| Gesamtkosten pro Teil | Höher | Unter |
Wie die Tabelle zeigt, übersteigen die Einsparungen durch reduzierten Ausschuss und die vollständige Eliminierung von Sekundärbearbeitungskosten die längere anfängliche Einrichtungszeit, was das Schweizer Drehen zu einer intelligenteren Wahl macht.
Die Präzision und die Einrichtungsfähigkeiten des Schweizer Drehens machen es auch für Kleinserien überraschend kostengünstig. Durch die Eliminierung von Sekundärbearbeitungen und die Reduzierung von Ausschuss bietet es niedrigere Gesamtkosten pro Teil für komplexe Bauteile und widerlegt den Mythos, dass es nur für die Massenproduktion geeignet ist.
Fünf Teilgeometrien, die Schweizer Drehen in der Prototypenphase erfordern
Beim Prototyping komplexer Teile stoßen bestimmte Geometrien die konventionelle CNC-Bearbeitung an ihre Grenzen. Für diese spezifischen Designs ist das Schweizer CNC-Drehen nicht nur eine bessere Option; es ist oft der einzig gangbare Weg zum Erfolg. Die Kernherausforderung bei herkömmlichen Methoden ist die Steifigkeit des Werkstücks, insbesondere bei langen oder empfindlichen Teilen.
Der inhärente Fehler des konventionellen Drehens
Bei einer Standard-Drehmaschine wird das Werkstück an einem oder beiden Enden eingespannt und dreht sich. Das Werkzeug bewegt sich entlang seiner Länge. Bei langen, dünnen Teilen verursacht die Schnittkraft, dass sich die Mitte des Teils biegt oder vibriert. Dieser Durchhang führt zu Maßungenauigkeiten und schlechten Oberflächengüten.
Warum Schweizer Drehen glänzt
Schweizer Drehen löst dieses Problem, indem das Werkstück selbst durch eine Führungsbuchse bewegt wird. Das Schneidwerkzeug greift das Material direkt am Auflagepunkt an und eliminiert so Durchbiegung. Diese Methode ist ideal für die Herstellung komplexer, schlanker und hochpräziser Teile. Prototypen aus Schweizer Drehteilen.
| Merkmal | Konventionelles Drehen | Schweizer CNC-Drehen |
|---|---|---|
| Werkstückauflage | An den Enden eingespannt | Führungsbuchse nahe am Werkzeug |
| L/D-Verhältnis-Grenze | Typischerweise < 5:1 | Kann 20:1 überschreiten |
| Ablenkungsrisiko | Hoch | Minimal |
| Ideal für | Kürzere, steife Teile | Lange, schlanke Komponenten |

Bestimmte Geometrien sind ohne die einzigartigen Fähigkeiten einer Schweizer Drehmaschine für die Prototypenfertigung einfach nicht machbar. Die Unterstützung durch die Führungsbuchse ist der entscheidende Faktor, der unmöglich zu bearbeitende Teile zu Produktionsrealitäten macht. Hier sind fünf Geometrien, bei denen ich dieses Prinzip konsequent in Aktion sehe.
1. Lange, schlanke Wellen
Jedes Teil mit einem Längen-zu-Durchmesser-Verhältnis von mehr als 5:1 ist ein Hauptkandidat. Konventionelles Drehen verursacht starke Werkzeugvibrationen und Durchbiegung. Ein Kunde aus dem Bereich Medizintechnik benötigte eine Sonde mit 1,5 mm Durchmesser und 40 mm Länge. Auf einer Standard-Drehmaschine war es unmöglich, die Toleranz einzuhalten. Mit Schweizer Drehen hielten wir problemlos ±0,005 mm.
2. Dünnwandige rohrförmige Komponenten
Die Bearbeitung von dünnwandigen Rohren ist schwierig, da sie sich unter Druck verformen. Die Führungsbuchse einer Schweizer Maschine bietet eine 360-Grad-Unterstützung und verhindert ein Kollabieren. Dies ist entscheidend für Teile wie Hydraulikhülsen oder Gehäuse für Sensoren, bei denen die Wandintegrität entscheidend ist. Es eliminiert die Konzentrizitäts- und Auslauf4 Probleme, die bei Mehrfachbearbeitungs-Setups auftreten.
3. Teile mit exzentrischen Merkmalen
Komponenten, die außermittige Bohrungen oder gefräste Flächen benötigen, erfordern oft mehrere Aufspannungen auf einer Fräsmaschine und einer Drehmaschine, was zu Fehlern führt. Drehautomaten mit angetriebenen Werkzeugen und einer C-Achse können diese Merkmale in einem einzigen Arbeitsgang bohren, fräsen und drehen, was eine perfekte Ausrichtung gewährleistet und erhebliche Rüstzeiten spart.
| Geometrische Herausforderung | Konventioneller Ausfallmodus | Drehautomaten-Lösung |
|---|---|---|
| Lange/Schlanke Wellen | Durchbiegung, Rattern | Führungsbuchsenhalterung |
| Dünnwandige Rohre | Verformung, Kollaps | Kontinuierliche Teileunterstützung |
| Exzentrische Merkmale | Gestapelte Toleranzen | Einzelaufspannungsbearbeitung |
Für diese anspruchsvollen Geometrien ist das Drehen auf Drehautomaten die definitive Wahl für Prototypen. Es mildert häufige Fehler wie Durchbiegung und Rundlauf, indem es das Werkstück direkt am Schneidpunkt unterstützt und sicherstellt, dass der Prototyp die endgültige Designabsicht und Funktionalität genau widerspiegelt.
Materialauswahl für Schweizer Drehteile-Prototypen und Kleinserien
Die Wahl des richtigen Materials für das Drehen auf Drehautomaten ist entscheidend, insbesondere für Prototypen und Kleinserien. Die Entscheidung wirkt sich direkt auf die Bearbeitungsgeschwindigkeit, die Oberflächengüte und die endgültige Teileleistung aus. Es ist ein Gleichgewicht zwischen den Eigenschaften eines Materials und den spezifischen Anforderungen des Projekts.
Schlüsselfaktoren bei der Prototypenfertigung
Für Prototypen haben Geschwindigkeit und Bearbeitbarkeit oft Priorität. Aluminium 6061 ist eine beliebte Wahl, da es sehr schnelle Zykluszeiten ermöglicht und mit minimalem Aufwand eine ausgezeichnete Oberflächengüte erzielt. Dies hilft uns, funktionale Teile schnell für Tests in Ihre Hände zu bekommen.
Gängige Materialkompromisse
Wenn Haltbarkeit benötigt wird, schauen wir uns oft Edelstahl an. Der Kompromiss sind jedoch längere Zykluszeiten und erhöhter Werkzeugverschleiß im Vergleich zu weicheren Metallen. Hier ist ein schneller Vergleich basierend auf unseren internen Bearbeitungstests.
| Material | Bearbeitungsgeschwindigkeit | Korrosionsbeständigkeit | Relative Kosten |
|---|---|---|---|
| Aluminium 6061 | Sehr schnell | Gut | Niedrig |
| Rostfreier Stahl 303 | Mäßig | Ausgezeichnet | Mittel |

Bei der Auswahl von Materialien für das Drehen müssen wir über die gängigsten Optionen hinausblicken. Jedes Material birgt einzigartige Herausforderungen und Vorteile, die sowohl den Herstellungsprozess als auch die Eignung des Endteils für seine beabsichtigte Anwendung beeinflussen.
Erweiterung der Materialpalette
Metalle für spezielle Anforderungen
Messing C360 ist wohl das am einfachsten zu bearbeitende Metall und somit ideal für Komponenten wie elektrische Steckverbinder, bei denen eine Hochgeschwindigkeitsproduktion entscheidend ist. Für hochfeste, leichte Anwendungen ist Titan Grad 5 unübertroffen, erfordert jedoch langsamere Vorschübe und spezielle Werkzeuge.
Bearbeitung von fortschrittlichen Kunststoffen
Kunststoffe wie PEEK und Delrin eignen sich hervorragend für Drehteile, erfordern jedoch andere Strategien für die Späneverwaltung. Im Gegensatz zu Metallen können ihre Späne fadenförmig werden und sich um das Werkzeug wickeln, daher passen wir die Parameter an, um saubere Schnitte zu gewährleisten. Diese Materialien erfordern auch eine sorgfältige Handhabung, um Anisotropie5 die Dimensionsstabilität zu beeinträchtigen.
Materialbeschaffung und Lieferzeiten
Bei Kleinserien ist die Materialverfügbarkeit ein praktisches Anliegen. Standardgrößen von Aluminium oder Messing sind sofort verfügbar und minimieren die Lieferzeiten. Im Gegensatz dazu müssen kleine Mengen von speziellem Titan oder PEEK möglicherweise kundenspezifisch bestellt werden, was die Projektzeitpläne verlängert.
| Anmeldung | Empfohlenes Material | Hauptvorteil |
|---|---|---|
| Luft- und Raumfahrt | Titan Grad 5 | Hohes Verhältnis von Festigkeit zu Gewicht |
| Medizinische | Edelstahl 304, PEEK | Biokompatibilität, Korrosionsbeständigkeit |
| Automobilindustrie | Aluminium 6061 | Geringes Gewicht, ausgezeichnete Bearbeitbarkeit |
| Robotik | Delrin, Aluminium 6061 | Geringe Reibung, strukturelle Integrität |
Die richtige Materialauswahl für Schweizer Drehprototypen gleicht Bearbeitbarkeit, Leistungsanforderungen und Lieferzeit aus. Diese Wahl ist entscheidend, um kostengünstige, qualitativ hochwertige Teile zu erzielen, die vom ersten Lauf an den Projektspezifikationen entsprechen.
Toleranzerwartungen für Prototypen von Schweizer Drehteilen
Ingenieure fragen mich oft, welche Toleranz sie bei einem ersten Prototyp realistischerweise erwarten können. Bei Schweizer CNC-Drehen ist die Antwort oft besser, als sie denken. Das Maschinendesign ermöglicht es uns, von Anfang an eine Präzision auf Produktionsniveau zu erreichen.
Standard-Prototyp-Toleranzen
Für die meisten Geometrien ist eine Standardtoleranz von ±0,01 mm (0,0004 Zoll) leicht erreichbar. Bei Teilen, die länger als 100 mm sind, kann sich dies aufgrund von Materialfaktoren leicht auf ±0,02–0,05 mm erweitern. Dies sind jedoch konservative Werte für einen ersten Lauf.
Höhere Präzision erreichen
Wenn ein Projekt dies erfordert, können wir den Prozess so einstellen, dass wir bei kritischen Durchmessern ±0,005 mm (0,0002 Zoll) einhalten. Dies erfordert eine sorgfältige Materialauswahl und Prozesskontrolle.
| Merkmal Typ | Standard-Prototyp-Toleranz | Hochpräzisions-Toleranz |
|---|---|---|
| Durchmesser | ±0,01 mm (0,0004 Zoll) | ±0,005 mm (0,0002 Zoll) |
| Längen (>100 mm) | ±0,02 mm – ±0,05 mm | ±0,01 mm (prozessabhängig) |
| Konzentrationsfähigkeit | 0,01 mm (0,0004 Zoll) | 0,005 mm (0,0002 Zoll) |

Der Hauptgrund, warum Prototypen-Toleranzen Produktionsspezifikationen entsprechen können, ist das grundlegende Design einer Schweizer Drehmaschine. Das Material wird von einer Führungsbuchse direkt neben dem Schneidwerkzeug gestützt. Diese Konfiguration eliminiert praktisch Verformung und Vibration, die Hauptursachen für Ungenauigkeiten beim konventionellen Drehen sind.
Faktoren, die reale Ergebnisse beeinflussen
Selbst mit fortschrittlicher Ausrüstung beeinflussen mehrere Faktoren die endgültige Toleranz beim Schweizer Drehen. Das Verständnis dieser Faktoren hilft, realistische Erwartungen zu setzen und das Design für die Herstellbarkeit zu verbessern. Materialstabilität ist entscheidend; innere Spannungen im Rohmaterial können dazu führen, dass sich Teile nach der Bearbeitung leicht verziehen.
Material- und Werkzeugüberlegungen
Werkzeugverschleiß kann auch während eines kurzen Prototypenlaufs zu geringfügigen Maßabweichungen führen. Wir mildern dies durch die Verwendung von hochwertigen, beschichteten Werkzeugen. Das Material Duktilität6 spielt ebenfalls eine Rolle. Weichere Materialien können schwieriger zu bearbeiten sein, um eine feine Oberfläche und enge Toleranzen zu erzielen.
| Faktor | Auswirkungen auf die Verträglichkeit | Unsere Minderungsstrategie bei PTSMAKE |
|---|---|---|
| Stabilität des Materials | Innere Spannungen können nach der Bearbeitung zu Verzug führen. | Wir empfehlen und beziehen spannungsarmgeglühte Materialien. |
| Werkzeugverschleiß | Maße können sich mit stumpfer werdender Schneide verschieben. | Wir verwenden hochwertige beschichtete Werkzeuge und überwachen den Verschleiß. |
| Thermische Ausdehnung | Temperaturänderungen in der Werkstatt beeinflussen die Größe der Maschine und des Teils. | Unsere Anlage ist für Stabilität klimatisiert. |
Prototypen im Schweizer Drehen können Produktions-Toleranzen erfüllen, da der Prozess von Natur aus stabil ist. Das Fehlen von Wiederaufspannungen und die Unterstützung durch die Führungsbuchse gewährleisten Konsistenz vom ersten bis zum letzten Teil, was es ideal für die Validierung von Designs mit Präzision macht.
Oberflächengütefähigkeiten bei Schweizer Drehteilen-Kleinserien
Bei Kleinserienfertigung ist die Erzielung einer überlegenen Oberflächengüte entscheidend. Schweizer Drehen ist hier von Natur aus überlegen, hauptsächlich aufgrund seines Führungsbuchsensystems, das das Werkstück direkt am Schneidwerkzeug stützt. Dies minimiert Vibrationen und Verformungen, was zu einer konstant glatteren Oberfläche führt.
Standardmäßige Oberflächenbearbeitung
Für die meisten Prototypen und Kleinserienteile ist eine Standardoberflächenbearbeitung ausreichend. Mit dem richtigen Werkzeug und einer guten Kühlmittelverwaltung erzielen wir konstant hervorragende Ergebnisse im typischen Betriebsbereich. Diese Basis erfüllt die Anforderungen für eine Vielzahl von Anwendungen.
Hochpräzise Oberflächenbearbeitung
Wenn ein Projekt eine noch feinere Oberfläche erfordert, kann das Drehen auf Schweizer Drehmaschinen dies liefern. Spezialwerkzeuge, wie Wischschneiden, oder Sekundärverfahren wie Polieren können außergewöhnlich glatte Oberflächen erzeugen. Nachfolgend finden Sie eine Aufschlüsselung dessen, was Sie erwarten können.
| Oberflächengüte | Ra Wert (μm) | Methode | Gemeinsame Bewerbung |
|---|---|---|---|
| Standard | 0.4 - 0.8 | Standardwerkzeuge & Kühlmittel | Allgemeine mechanische Komponenten, nicht-kosmetische Teile |
| Fein | 0.2 - 0.4 | Optimierte Werkzeuge & Geschwindigkeiten | Dichtflächen, sichtbare kosmetische Teile, Lagerpassungen |
| Spiegelbildlich | < 0.2 | Wischschneiden / Sekundärverfahren | Hochleistungs-Komponenten für optische oder medizinische Geräte |
Schweizer Maschinen bieten einen deutlichen Vorteil für die Oberflächenqualität. Die Unterstützung durch die Führungsbuchse direkt neben dem Werkzeug ist der Schlüssel. Diese Konfiguration dämpft Vibrationen erheblich, die eine Hauptursache für schlechte Oberflächen bei konventionellem Drehen sind, insbesondere bei langen, schlanken Teilen.
Bewältigung von Herausforderungen bei Kleinserien
Kleinserien stellen oft besondere Probleme dar. Werkzeuganschnittspuren können auftreten, wenn der Fräser zuerst in das Material eintritt. Bei Teilen mit Merkmalen wie Nuten oder Querbohrungen können unterbrochene Schnitte zu Rattern führen. Die Steifigkeit und die präzise Steuerung einer Schweizer Maschine helfen, diese Probleme effektiv zu bewältigen.
Angabe von Oberflächengüten auf Zeichnungen
Ein häufiges Problem, das ich sehe, ist die Über-Spezifikation Oberflächenrauhigkeit7. Eine Spiegeloberfläche zu verlangen, wo eine Standardoberfläche ausreicht, erhöht Kosten und Lieferzeiten, ohne einen funktionalen Mehrwert zu bieten. Für Prototypen ist es am besten, die Oberfläche nur auf kritischen Oberflächen anzugeben.
Diese Tabelle bietet eine einfache Anleitung zur Angabe von Oberflächen auf Prototypenzeichnungen.
| Anforderung | Empfohlene Spezifikation | Begründung |
|---|---|---|
| Nicht-kritische Oberfläche | Unspezifiziert lassen oder "Wie bearbeitet" vermerken" | Vermeidet unnötige Kosten für nicht-funktionale Bereiche. |
| Passende oder Dichtungsfläche | Erforderliche Ra angeben, z. B. "Ra 0,8" | Stellt die ordnungsgemäße Funktion ohne Überbearbeitung sicher. |
| Stark beanspruchter Bereich | Ra und möglicherweise einen Sekundärprozess angeben | Garantiert Haltbarkeit dort, wo es am wichtigsten ist. |
| Kosmetisches Erscheinungsbild | Ra angeben, z. B. "Ra 0,4 auf allen sichtbaren Oberflächen" | Kommuniziert klar ästhetische Anforderungen. |
Schweizer Drehen bietet aufgrund seiner inhärenten Stabilität außergewöhnliche Oberflächengüten für Kleinserien. Die richtige Spezifikation ist entscheidend für die Balance zwischen Qualität und Kosten. Die klare Definition von Anforderungen an kritische Oberflächen gewährleistet die funktionale Leistung ohne unnötige Ausgaben, ein Schlüsselfaktor bei Prototypen und Kleinserienfertigung.
Eine Einrichtung, ein Teil – wie die Integration von Schweizer Fräsen das Prototyping vereinfacht
Der Kernvorteil des Schweizer CNC-Drehens für Prototypen ist seine integrierte angetriebene Werkzeugaufnahme. Diese Funktion verwandelt eine Drehmaschine in ein multifunktionales Bearbeitungszentrum, das komplexe Teile in einem einzigen Arbeitsgang bearbeitet. Diese Fähigkeit ist entscheidend für schnelle und präzise Prototypen.
Komplexe Geometrien optimieren
Schweizer Maschinen mit angetriebener Werkzeugaufnahme können Drehen, Fräsen, Bohren und Gewindeschneiden durchführen, ohne das Teil zu entfernen. Dies eliminiert mehrere Rüstvorgänge, was erhebliche Zeit spart und das Fehlerrisiko zwischen den Arbeitsgängen reduziert.
Vom Prototyp zur Produktion
Dieser Ansatz mit einer einzigen Rüstung stellt sicher, dass der für den Prototyp verwendete Prozess genau derselbe ist wie der für die Produktion verwendete. Dieser nahtlose Übergang ist ein großer Vorteil für die Skalierung.
| Merkmal | Konventionelle Bearbeitung | Integration von Schweizer Fräsen |
|---|---|---|
| Setups für komplexe Teile | 3-5 Rüstvorgänge | 1 Rüstvorgang |
| Vorlaufzeit | Wochen | Tage |
| Toleranzkonsistenz | Unter | Höher |
| Arbeitskosten | Hoch | Niedrig |

Die wahre Stärke von Schweizer Maschinen liegt in ihren Mehrachsenfähigkeiten. Eine einfache 3-Achsen-Angetriebene-Werkzeugaufnahme kann Löcher bohren oder Flächen an der Stirnseite oder dem Durchmesser eines Teils fräsen. Eine 5-Achsen-Schweizer-Maschine fügt jedoch eine weitere Ebene der Komplexität und Effizienz hinzu.
3-Achsen vs. 5-Achsen-Angetriebene-Werkzeugaufnahme
Mit 5-Achsen-Fähigkeit kann die Maschine schräge Merkmale und komplexe Konturen ohne sekundäre Rüstung erstellen. Stellen Sie sich eine Komponente für ein medizinisches Gerät mit außermittigen Löchern und schrägen Schlitzen vor. Auf konventionellen Maschinen könnte dies vier separate Rüstvorgänge erfordern, was sowohl Zeit als auch Kosten erhöht.
Bei PTSMAKE bearbeiten wir diese Teile in einem einzigen Durchgang. Bei dieser Konsolidierung geht es um mehr als nur Geschwindigkeit. Jedes Mal, wenn ein Teil bewegt und neu eingespannt wird, riskieren Sie, die Präzision Ihres Datum8. zu verlieren. Indem wir das Teil in einer Maschine belassen, eliminieren wir die Toleranzüberlagerung durch mehrere Spannvorrichtungen.
Dieser Prozess wirkt sich direkt auf Ihren Entwicklungszyklus aus. Anstatt wochenlang auf einen Prototyp zu warten, der mehrere Zulieferer für Nachbearbeitungen durchlaufen hat, erhalten Sie ein fertiges Teil schneller. Schnellere Teile bedeuten schnelleres Testen, schnellere Designiterationen und einen schnelleren Weg zur Markteinführung. Das ist die Essenz des effizienten Schweizer Fräsens.
Integriertes Schweizer Fräsen optimiert die Prototypenfertigung, indem mehrere Bearbeitungsprozesse in einer einzigen Einrichtung zusammengefasst werden. Diese Methode minimiert Toleranzfehler, eliminiert die Notwendigkeit von Nachlieferanten und beschleunigt die Iterationszyklen erheblich, was einen direkten Weg vom Prototyp zur Produktion mit erhöhter Präzision bietet.
Wann Sie Schweizer Drehen für Prototypen nicht verwenden sollten
Schweizer CNC-Drehen ist hervorragend für komplexe, schlanke Teile geeignet. Für die Prototypenfertigung ist es jedoch nicht immer die beste Wahl. Das Wissen um seine Grenzen spart Zeit und Geld. Ich rate Kunden immer, die spezifischen Bedürfnisse ihres Prototyps zu berücksichtigen, bevor sie sich für ein Verfahren entscheiden.
Teile mit großen Durchmessern
Die Kernstärke des Schweizer Drehens liegt in seinem Führungsbuchsensystem, das schlanke Werkstücke unterstützt. Dieses System ist typischerweise auf kleinere Stangendurchmesser beschränkt, oft unter 32 mm. Für größere Prototypen ist eine konventionelle CNC-Drehmaschine weitaus effizienter und kostengünstiger.
Einfache Geometrien
Wenn Ihr Prototyp eine einfache Welle ist oder grundlegende Merkmale aufweist, ist die Komplexität der Einrichtung einer Schweizer Maschine übertrieben. Eine konventionelle Drehmaschine kann diese Teile schneller und zu geringeren Kosten herstellen, was sie zu einer besseren Wahl für unkomplizierte Designs macht.
| Komplexität der Merkmale | Empfohlener Prozess | Grund |
|---|---|---|
| Hoch (schlank, komplex) | Schweizer CNC-Drehen | Überlegene Unterstützung, hohe Präzision |
| Niedrig (einfache Wellen, einfache Schnitte) | Konventionelle CNC-Drehmaschine | Schnellere Einrichtung, geringere Kosten |
| Großer Durchmesser (>32 mm) | Konventionelle CNC-Drehmaschine | Maschinenkapazitätsbeschränkungen |
Das Verständnis der Grenzen des Schweizer Drehens ist der Schlüssel zur effizienten Prototypenfertigung. Es geht darum, das richtige Werkzeug für die jeweilige Aufgabe auszuwählen. Eine Maschine über ihre vorgesehene Verwendung hinaus zu belasten, führt zu Kompromissen bei Qualität, Kosten und Lieferzeit, was besonders in der schnelllebigen Prototypenphase kritisch ist.
Material- und Mengenüberlegungen
Bestimmte Materialien sind für das Schweizer Drehen nicht ideal. Schleifende oder gehärtete Materialien können zu übermäßigem Verschleiß der Führungsbuchse führen, was zu Präzisionsverlusten führt. Dies kann ein erhebliches Problem für Materialien wie gehärtete Stähle oder Keramiken sein, bei denen Werkzeugkosten und Ausfallzeiten schnell anfallen. Ein weiterer wichtiger Faktor ist die Einrichtungszeit.
Bei sehr kleinen Stückzahlen, wie ein bis drei Teilen, kann der erhebliche Einrichtungsaufwand einer Schweizer Maschine einen großen Teil der Gesamtkosten ausmachen. In diesen Szenarien werden die Kosten pro Teil unerschwinglich hoch. Wir haben festgestellt, dass die Einrichtungszeit bei solch kleinen Prototypenläufen oft die Bearbeitungszeit übersteigt.
Hybride Prototyping-Ansätze
Für erste Form- und Passungstests sollten Sie einen hybriden Ansatz in Betracht ziehen. Das 3D-Drucken einer Polymerversion kann unglaublich schnell und günstig sein. Wenn bestimmte Merkmale enge Toleranzen erfordern, kann eine sekundäre Drehbearbeitung am 3D-gedruckten Teil durchgeführt werden. Diese Methode bietet einen funktionalen Prototyp ohne die hohen Kosten der vollständigen CNC-Bearbeitung. Materialprobleme wie Galling9 werden ebenfalls vollständig vermieden.
| Begrenzung | Alternative Lösung | Warum es besser für Prototypen ist |
|---|---|---|
| Abrasive Materialien | Konventionelles Drehen (ohne Führungsbuchse) | Vermeidet übermäßigen Werkzeugverschleiß und Kosten |
| Sehr kleine Stückzahl (1-3) | Konventionelles Drehen oder 3D-Druck | Geringere Einrichtungszeit und Kosten pro Teil |
| Komplexe Stirnflächen | 5-Achsen-Fräsen | Effizienter für nicht gedrehte Merkmale |
Schweizer Drehen ist präzise, aber keine universelle Lösung für Prototypen. Das Erkennen der Einschränkungen des Schweizer Drehens in Bezug auf Teilegröße, Geometrie, Material und Stückzahl hilft bei der Auswahl eines effizienteren Prozesses. Dies stellt sicher, dass Ihr Projekt im Zeitplan und Budget bleibt, was für uns bei PTSMAKE Priorität hat.
Vom Prototyp zur Produktion – nahtloser Übergang auf derselben Maschinenplattform
Eine der größten Herausforderungen in der Hardwareentwicklung ist die Lücke zwischen Prototyping und Produktion. Unterschiedliche Lieferanten oder Maschinen führen oft zu großen Kopfschmerzen. Sie riskieren eine Neuzulassung, Toleranzdiskussionen und kostspielige Vorrichtungsneukonstruktionen, wenn Sie die Fertigungsumgebung wechseln. Dies ist ein häufiger Engpass.
Der Kontinuitätsvorteil
Die Verwendung derselben Schweizer Maschinenplattform für beide Phasen löst dieses Problem. Sie schafft eine nahtlose Brücke und stellt sicher, dass das, was Sie im Prototyp genehmigen, genau das ist, was Sie in der Produktion erhalten. Dieser Ansatz vereinfacht den gesamten Skalierungsprozess erheblich.
Beseitigung von Produktionshürden
Diese Methode eliminiert viele Variablen, die zu Verzögerungen führen. Konsistenz bei der Programmierung, Werkzeugausstattung und Qualitätskontrolle von Anfang an gewährleistet einen reibungslosen Übergang. Dies ist entscheidend für effiziente Projektzeitpläne.

Echte Prototypen-zu-Produktions-Schweizer-Drehtechnik bedeutet einen nahtlosen Fluss. Diese Strategie beruht auf der Aufrechterhaltung der Konsistenz in wichtigen operativen Bereichen. Wenn dasselbe Team und dieselbe Technologie ein Teil von Anfang bis Ende bearbeiten, wird der Übergang zu einer einfachen Skalierung der Menge und nicht zu einer Neukonstruktion des Prozesses.
Fallstudie: Roboter-Gelenkteil
Wir haben kürzlich an einem komplexen Roboter-Gelenkteil gearbeitet. Die ersten Prototypen wurden auf unserer Citizen L20 Schweizer Drehmaschine gefertigt. Nachdem der Kunde das Design genehmigt hatte, haben wir die Produktion auf 500 Einheiten pro Monat auf derselben Maschine mit identischer Einrichtung skaliert.
Der Vorteil einer einzigen Plattform
| Aspekt | Prototypenphase | Produktionsphase | Nutzen Sie |
|---|---|---|---|
| Programmierer | John Doe | John Doe | Keine Lernkurve |
| CAM Post | Benutzerdefinierte L20 | Benutzerdefinierte L20 | Identischer G-Code |
| Werkzeugbau | Standardisiert | Standardisiert | Keine neuen Einrichtungskosten |
| Qualität | CMM-Protokoll | CMM-Protokoll | Konsistente Messtechnik |
Diese Kontinuität ist der eigentliche Wert. Die Prozessfähigkeit10 die während der Prototypenentwicklung etabliert wurde, überträgt sich direkt auf die Produktion. Es gab keine Prozessänderungen, keine Neuverhandlung von Toleranzen und keine Überraschungen für den Kunden. Das genehmigte Teil war das Teil, das in Serie geliefert wurde.
Die Verwendung derselben Maschinenplattform vom Prototyp bis zur Produktion eliminiert Nacharbeit und Unsicherheit. Dieser Ansatz gewährleistet Konsistenz bei der Programmierung, Werkzeugbestückung und Qualitätskontrolle, spart erhebliche Zeit und Kosten und garantiert gleichzeitig, dass die Endteile die während der Anfangsphase genehmigten genauen Spezifikationen erfüllen.
Design für Schweizer Drehen – DFM-Tipps für Prototyping-Ingenieure
Bei der Konstruktion von Prototypen für das Drehen auf Schweizer CNC-Maschinen können einige clevere Entscheidungen die Kosten erheblich senken und die Lieferzeit verkürzen. Die Konzentration auf die Herstellbarkeit von Anfang an ist entscheidend. Einfache Anpassungen an Ihrem Design stellen sicher, dass wir Standardwerkzeuge verwenden und Materialverschwendung minimieren können, was für Prototypenläufe entscheidend ist.
Wichtige DFM-Erwägungen
Die Überlegungen, wie das Teil gehalten und bearbeitet wird, sind unerlässlich. Dies hängt oft von der Größe des Ausgangsmaterials und der Zugänglichkeit der Merkmale ab. Eine kleine Änderung des Durchmessers kann einen großen Unterschied machen.
| Betrachtung | Auswirkungen auf die Prototypenentwicklung |
|---|---|
| Stangendurchmesser | Reduziert Materialverschwendung und Zykluszeit |
| Unterschneidet | Vermeidet die Notwendigkeit kostspieliger Sonderformwerkzeuge |
| Spannzangengrößen | Nutzt Standard-Spannmittel für schnellere Einrichtung |
| Interne Merkmale | Verhindert teure Sekundärbearbeitungen |
Diese Faktoren sind grundlegend für ein effizientes Design für das Drehen auf Schweizer Maschinen. Wenn diese frühzeitig richtig gemacht werden, werden Verzögerungen und Neukonstruktionen später vermieden.

Ein richtiges Design für Schweizer Drehen geht über die reine Geometrie hinaus. Es erfordert ein tieferes Verständnis der Fähigkeiten und Grenzen der Maschine. Die Optimierung Ihres Teils für den Prozess erleichtert den Übergang vom Prototyp zur Produktion erheblich.
Stangendurchmesser und Spannzangen-Größen
Versuchen Sie immer, den größten Außendurchmesser Ihres Teils etwas kleiner als eine Standard-Stangengröße zu gestalten. Dies minimiert das Material, das wir abdrehen müssen, und spart sowohl Zeit als auch Geld. Die Anpassung an Standard-Spannzangengrößen vermeidet auch die Notwendigkeit von kundenspezifischen Spannmitteln während der Prototypenentwicklung.
Interne Merkmale vs. Sekundäre Operationen
Viele moderne Schweizer Maschinen verfügen über angetriebene Werkzeuge, die das Fräsen, Bohren und Gewindeschneiden von außermittigen Merkmalen ermöglichen. Die Konstruktion interner Merkmale, die auf diese Weise bearbeitet werden können, ist weitaus effizienter als die Abhängigkeit von einem sekundären Prozess wie Funkenerosion11, was erheblichen Zeit- und Kostenaufwand bedeutet.
DFM-Checkliste für Schweizer Drehen
Hier ist eine kurze Checkliste, die ich Ingenieuren empfehle, bevor sie ihre Prototypenzeichnungen finalisieren. Die Einhaltung dieser Richtlinien hilft uns bei PTSMAKE, Ihre Teile schneller zu liefern.
| Punkt der Checkliste | Ja / Nein | Anmerkungen |
|---|---|---|
| Liegt der maximale Außendurchmesser knapp unter einer Standard-Stangengröße? | Prüfen Sie die Lagergrößen der Materiallieferanten. | |
| Sind alle Hinterschnitte notwendig? | Können sie durch eine gerade Rückwand ersetzt werden? | |
| Können Innengewinde mit einem Gewindebohrer erstellt werden? | Vermeiden Sie Funktionen, die ein Einpunktgewinde erfordern. | |
| Ist die Wandstärke größer als 0,5 mm? | Dünnere Wände bergen das Risiko von Verformungen. |
Durch die Optimierung Ihres Designs für das Schweizer Drehen können Sie schnellere Durchlaufzeiten und niedrigere Kosten für Ihre Prototypen erzielen. Diese kleinen Überlegungen bei Material, Werkzeugen und Funktionsdesign summieren sich zu erheblichen Einsparungen und einem effizienteren Fertigungsprozess für Präzisionsteile.
Kostentreiber für Schweizer Drehteile-Prototypen und Kleinserien
Das wahre Kostenverständnis
Viele Produktdesigner gehen davon aus, dass das Schweizer CNC-Drehen für Prototypen oder Kleinserien zu teuer ist. Obwohl die Einrichtungskosten ein Faktor sind, übersieht diese Ansicht oft die Gesamtkosten der Fertigung. Der wirkliche Wert zeigt sich, wenn man das Gesamtbild betrachtet.
Wichtigste Kostenkomponenten
Der Endpreis für ein Schweizer Drehteil wird hauptsächlich von drei Bereichen beeinflusst. Dies sind die Einrichtungszeit, die Bearbeitungszykluszeit und die Rohmaterialkosten. Jedes Element trägt je nach Komplexität und Menge des Auftrags unterschiedlich bei.
Warum es oft günstiger ist
Bei komplexen Teilen eliminiert das Schweizer Drehen die Notwendigkeit von Nachbearbeitungen wie Fräsen oder Schleifen. Diese Konsolidierung reduziert Handhabung, Logistik und Fehleranfälligkeit und macht es oft kostengünstiger als die Verwendung mehrerer Lieferanten für einen herkömmlichen Prozess.

Einrichtung vs. Zykluszeit
Die Einrichtungskosten sind fix. Dazu gehören die Programmierung der Maschine und die Vorbereitung der Werkzeuge. Für einen einzelnen Prototyp sind diese Kosten erheblich. Für Kleinserien verteilen sie sich auf mehr Teile, was den Stückpreis senkt. Dies ist ein wichtiger Aspekt der Kostenstruktur des Schweizer Drehens.
Der Materialfaktor
Auch die Materialkosten spielen eine Rolle, insbesondere bei Mindestabnahmemengen für Stangenmaterial für Speziallegierungen. Die Effizienz des Schweizer CNC-Drehens minimiert jedoch den Ausschuss, was einige dieser Anfangskosten im Vergleich zu Prozessen mit mehr Materialverschwendung ausgleichen kann.
Ein praktischer Kostenvergleich
Betrachten wir ein komplexes medizinisches Bauteil. Hier ist ein typisches Szenario, das wir bei PTSMAKE für eine 50-teilige Auflage sehen. Der Vorteil des Schweizer CNC-Drehens mit einer einzigen Einrichtung ist offensichtlich und reduziert sowohl die Lieferzeit als auch die Anzahl der zu verwaltenden Lieferanten.
| Merkmal | Konventionelles Drehen + Fräsen | Schweizer Drehen (Einzelaufspannung) |
|---|---|---|
| Anzahl der Lieferanten | 2-3 (Drehen, Fräsen, Endbearbeitung) | 1 (PTSMAKE) |
| Gesamtvorlaufzeit | ~2 Wochen | ~3 Tage |
| Auswirkungen auf die Kosten | Höher aufgrund mehrerer Aufspannungen & Logistik | Insgesamt niedriger aufgrund von Effizienz |
| Qualitätsrisiko | Erhöht durch Teilehandhabung | Minimiert durch Einzelspannung |
Tipps zur Kostenreduzierung
Um Ihre Prototypkosten zu senken, fassen Sie verschiedene Teile, die das gleiche Material und den gleichen Durchmesser verwenden, zu einer Bestellung zusammen. Außerdem vermeidet die Konstruktion mit Standardwerkzeugen kundenspezifische Werkzeugkosten. Schließlich die Bereitstellung klarer 3D-Modelle mit präzisen Geometrische Bemaßung und Tolerierung12 reduziert Programmierzeit und Mehrdeutigkeit.
Kurz gesagt, die Kosten für Schweizer Drehen hängen von der Einrichtung, der Zykluszeit und den Materialien ab. Für komplexe Prototypen erweist es sich oft als wirtschaftlicher als herkömmliche mehrstufige Prozesse, da es die Vorlaufzeiten, die Lieferantenverwaltung und das Fehlerrisiko reduziert und somit niedrigere Gesamtkosten liefert.
Erwartete Lieferzeiten für Schweizer Dreh-Prototypen
Bei der Planung eines Prototypenlaufs ist das Verständnis der Vorlaufzeit für Schweizer Drehmaschinen von entscheidender Bedeutung. Es handelt sich nicht um eine einzelne Zahl, sondern um eine Spanne, die von der Komplexität des Teils beeinflusst wird. Eine einfache, nur gedrehte Komponente kann in wenigen Tagen fertig sein, während ein komplexeres Teil mehr Zeit benötigt.
Grundlegende Durchlaufzeiten
Zur schnellen Orientierung unterteile ich erste Schätzungen oft nach Geometrie. Dies hilft, einen realistischen Ausgangspunkt für Projektzeitpläne festzulegen. Denken Sie daran, dass dies Schätzungen sind, bevor Materialien oder spezielle Oberflächenbehandlungen berücksichtigt werden, die wir später besprechen werden.
| Teil Komplexität | Geschätzte Vorlaufzeit | Wesentliche Merkmale |
|---|---|---|
| Einfach | 2-3 Tage | Einfache Dreharbeiten, einachsige Merkmale. |
| Mäßig | 3-5 Tage | Beinhaltet angetriebene Werkzeuge, Querbohrungen. |
| Komplexe | 5-8 Tage | Mehrachsige Bearbeitung, enge Toleranzen. |
Warum Komplexität wichtig ist
Ein Teil mit einfachen gedrehten Durchmessern ist unkompliziert. Das Hinzufügen von Merkmalen wie außermittigen Löchern oder gefrästen Flächen erfordert jedoch angetriebene Werkzeuge und mehr Programmierzeit. Komplexe Geometrien beinhalten oft mehrere Werkzeugwechsel und langsamere Zykluszeiten, was sich direkt auf den Gesamtzeitplan Ihres Schweizer CNC-Drehprojekts auswirkt.

Faktoren, die die Vorlaufzeiten verlängern
Über die Geometrie des Teils hinaus können mehrere andere Faktoren die Vorlaufzeit für Schweizer Drehmaschinen erheblich beeinflussen. Ich rate Kunden immer, diese Variablen frühzeitig im Designprozess zu berücksichtigen, um unerwartete Verzögerungen zu vermeiden. Diese Elemente fügen oft mehr Zeit hinzu als die Bearbeitung selbst.
Material- und Werkzeugbeschaffung
Exotische Materialien wie Titan oder Inconel sind nicht immer auf Lager und können lange Lieferzeiten von Lieferanten haben. Ebenso, wenn Ihr Teil kundenspezifische Formwerkzeuge oder nicht standardmäßige Bohrer erfordert, verlängert die Bestellung und der Erhalt dieser den Zeitplan, bevor die Bearbeitung beginnt.
Anforderungen an die Inspektion
Der erforderliche Prüfumfang ist ein wichtiger Faktor. Ein vollständiger CMM-Bericht für jedes Merkmal dauert viel länger als eine einfache Stichprobenprüfung kritischer Abmessungen. Detaillierte Metrologie13 erhöht die Zeit erheblich, gewährleistet aber die höchste Qualitätssicherung für anspruchsvolle Anwendungen.
Schätzung Ihrer Lieferzeit
Bei PTSMAKE optimieren wir die Produktion durch den Einsatz von Schweizer Drehmaschinen mit zwei Spindeln, die Teile in einem einzigen Zyklus fertigstellen. Diese Technologie hilft, die Lieferzeit für Schweizer Drehteile zu verkürzen. Zur Schätzung können Sie diese einfache Anleitung verwenden:
| Faktor | Zusätzliche Zeit | Beispiel |
|---|---|---|
| Exotisches Material | + 3-10 Tage | Beschaffung von Inconel 718 |
| Kundenspezifische Werkzeuge | + 5-15 Tage | Ein spezielles Formwerkzeug |
| Vollständiger CMM-Bericht | + 1-2 Tage | Luft- und Raumfahrt- oder medizinische Komponente |
Durch die Kombination der Basisabschätzung mit diesen Faktoren können Sie einen genaueren Projektzeitplan erstellen. Dieser proaktive Ansatz hilft, Erwartungen zu managen und eine reibungslosere Projektdurchführung zu gewährleisten.
Die Verwaltung der Lieferzeit für Schweizer Drehteile erfordert ein Verständnis der Teilekomplexität, der Materialverfügbarkeit und der Inspektionsanforderungen. Eine klare Besprechung dieser Punkte mit Ihrem Lieferanten von Anfang an ist der beste Weg, um sicherzustellen, dass Ihre Prototypenbestellungen pünktlich eintreffen und die Spezifikationen erfüllen.
Qualitätskontrolle für Kleinserien von Schweizer Drehteilen – Was Sie erwarten können
Viele gehen davon aus, dass die Qualitätskontrolle bei Kleinserien oder Prototypen weniger streng ist. Meiner Erfahrung nach ist dies eine gefährliche Fehlannahme. In einem Qualitätsbetrieb wie PTSMAKE wird jeder Prototyp mit der gleichen Ernsthaftigkeit behandelt wie ein Teil in der Serienfertigung. Die Qualitätskontrolle beim Schweizer Drehen wird bei kleinen Stückzahlen nicht herabgestuft.
Die Denkweise "Prototyp als Produktion"
Wir betrachten einen Prototyp als den ersten Schritt einer potenziellen langfristigen Partnerschaft. Es ist entscheidend, von Anfang an alles richtig zu machen. Das bedeutet, dass wir einen robusten Qualitätsrahmen auf jeden einzelnen Teil anwenden, unabhängig von der Bestellmenge. Dies schafft Vertrauen und verhindert kostspielige Probleme später.
Wichtige QC-Stufen für Kleinserien
Der Prozess ist systematisch und stellt sicher, dass nichts dem Zufall überlassen wird. Nachfolgend finden Sie einen typischen Arbeitsablauf für ein in Kleinserie gefertigtes Schweizer Drehteil.
| Bühne | Zweck |
|---|---|
| Erste Artikelüberprüfung | Überprüft, ob das erste Teil von der Maschine allen Zeichnungsspezifikationen entspricht. |
| In-Process-Kontrollen | Überwacht die Abmessungen während des Bearbeitungszyklus, um Abweichungen frühzeitig zu erkennen. |
| Abschließende Inspektion | Bestätigt, dass alle kritischen Merkmale und Oberflächenbeschaffenheitsanforderungen erfüllt sind. |
Erststückprüfung (FAI)
Für jede neue Einrichtung, auch für ein einzelnes Teil, führen wir eine Erststückprüfung (FAI) durch. Dies ist keine schnelle Überprüfung, sondern ein umfassender Prozess, der auf AS9102-Standards basiert. Wir messen sorgfältig jede Abmessung auf der Zeichnung, um sicherzustellen, dass die Einrichtung und die Werkzeuge perfekt sind, bevor wir die restliche Menge produzieren.
In-Prozess-Überwachung und Berichterstattung
Moderne Schweizer CNC-Drehmaschinen ermöglichen die In-Prozess-Prüfung. Diese automatisierte Funktion prüft kritische Abmessungen mitten im Zyklus und liefert sofortiges Feedback. Für Teile mit komplexen Geometrien erstellen wir Berichte von Koordinatenmessgeräten (CMM). Dies liefert präzise Daten zu Merkmalen, die mit Standardwerkzeugen schwer zu messen sind.
Dokumentation und IP-Schutz
Jedes Teil wird von der entsprechenden Dokumentation begleitet. Dazu gehören Materialzertifikate, die die Integrität der Legierung garantieren, und vollständige Rückverfolgbarkeit14. Wir verstehen auch die Bedeutung des geistigen Eigentums, insbesondere im Prototypen-Stadium. Wir unterzeichnen immer Vertraulichkeitsvereinbarungen (NDAs) und haben strenge interne Protokolle zum Schutz der Designs unserer Kunden.
| QC-Dokument | Beschreibung |
|---|---|
| FAI-Bericht | Eine detaillierte Aufzeichnung der Messungen des ersten Teils im Vergleich zur Zeichnung. |
| KMG-Bericht | Liefert 3D-Koordinatendaten für komplexe oder kritische Merkmale. |
| Materielles Zertifikat | Überprüft die Zusammensetzung und Herkunft des Rohmaterials vom Walzwerk. |
| Oberflächenrauheitsbericht | Bestätigt, dass das Teil die spezifizierten Rauheitsanforderungen (Ra) erfüllt. |
Strenge Qualitätskontrolle für Schweizer Drehteile bei Kleinserien ist nicht verhandelbar. Sie umfasst eine FAI auf Produktionsebene, In-Prozess-Kontrollen und eine vollständige Dokumentation. Dies stellt sicher, dass jeder Prototyp exakte Spezifikationen erfüllt, legt den Grundstein für eine erfolgreiche Produktion und schafft Vertrauen vom ersten Teil an.

Das Verständnis dieses Konzepts hilft bei der Diagnose von Bearbeitungsfehlern und der Auswahl des richtigen Prozesses für schlanke Komponenten. ↩
Das Verständnis der Tribologie hilft bei der Optimierung von Schneidflüssigkeiten und der Werkzeugstandzeit, was für die Erzielung hoher Präzision entscheidend ist. ↩
Erkunden Sie die Maschinenkinematik, um zu verstehen, wie koordinierte Mehrachsenbewegungen eine komplexe Fertigung in einer einzigen Aufspannung ermöglichen. ↩
Das Verständnis des Rundlaufs ist entscheidend für die Beurteilung der Rotationsgenauigkeit von hochpräzisen mechanischen Baugruppen. ↩
Das Verständnis dieser Eigenschaft hilft bei der Vorhersage des Materialverhaltens und gewährleistet eine höhere Präzision bei komplexen Teilen. ↩
Das Verständnis dieser Eigenschaft hilft bei der Vorhersage der Bearbeitbarkeit eines Materials und seiner Fähigkeit, enge Toleranzen einzuhalten. ↩
Das Verständnis dieser Kennzahl hilft Ihnen, Oberflächen zu spezifizieren, die sowohl erreichbar als auch kostengünstig für die Funktion Ihres Teils sind. ↩
Das Verständnis von Bezugselementen ist der Schlüssel zum Verständnis, wie die einteilige Bearbeitung eine überlegene Teilegenauigkeit und Konsistenz erzielt. ↩
Das Verständnis von Fressverschleiß hilft bei der Materialauswahl, um Bauteilversagen während der Bearbeitung zu verhindern. ↩
Das Verständnis dieses Konzepts trägt dazu bei, dass Ihr Herstellungsprozess stabil ist und die Qualitätsanforderungen im großen Maßstab konsistent erfüllt. ↩
Verstehen Sie, wie dieser berührungslose Prozess harte Metalle und komplexe Formen bearbeitet, die herkömmliche Werkzeuge nicht herstellen können. ↩
Erfahren Sie, wie diese symbolische Sprache eine präzise Designabsicht für die Fertigung kommuniziert und die Form, Passung und Funktion Ihres Teils sicherstellt. ↩
Das Verständnis der Messtechnik hilft bei der Spezifizierung von Inspektionsanforderungen und stellt sicher, dass Teile ohne unnötige Verzögerungen exakte Standards erfüllen. ↩
Entdecken Sie, wie dieses Konzept die Materialintegrität und die Teilehistorie in regulierten Branchen sicherstellt. ↩






