

Potrebujete 4 mm hriadeľ s tesnou toleranciou, rýchlo? Štandardné sústružnícke dielne odmietajú, uvádzajú dlhé dodacie lehoty alebo dodávajú diely, ktoré sa ohýbajú, vibrujú a nespĺňajú špecifikácie. Váš prototyp sa oneskorí o týždne. S ním sa oneskorí aj dátum uvedenia na trh.
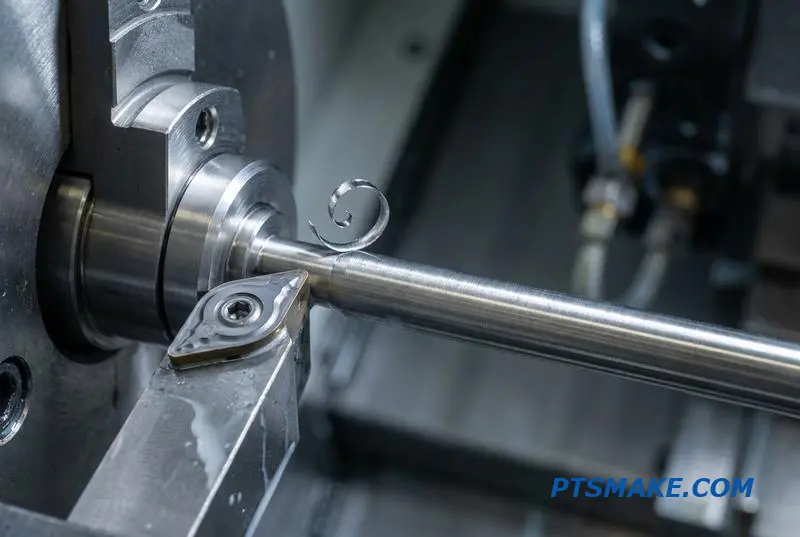
Švajčiarske sústruženie rieši získavanie malých presných dielov pomocou posuvného koníka a vodiacich puzdier na podporu štíhlych dielov v blízkosti rezného nástroja. Toto nastavenie udržuje toleranciu ±0,005 mm, vyrába prototypy za 2-5 dní a škáluje sa na výrobu na tom istom stroji bez opätovnej kvalifikácie.

Tento návod som zostavil na základe skutočných otázok, ktoré dostávam každý týždeň. Dozviete sa, prečo švajčiarske sústruženie funguje pre jeden diel alebo tisíc, ktoré geometrie si ho vyžadujú a ako navrhovať diely, ktoré prechádzajú z prototypu do výroby bez jedinej hádky o toleranciu. Poďme sa do toho pustiť.
Prečo je získavanie vašich malých presných dielov náročné – a ako to mení švajčiarske sústruženie
Získavanie malých, zložitých dielov je bežnou výzvou. Potrebujete presnosť a rýchlosť, ale tradičné metódy sústruženia často zlyhávajú. Táto medzera môže viesť k frustrujúcim oneskoreniam projektu a k dielam, ktoré nespĺňajú kritické špecifikácie, čo ovplyvňuje celý váš výrobný harmonogram.
Spomínam si na startup v oblasti robotiky, ktorý čelil osemtýždňovému oneskoreniu. Konvenčný sústruh ich dodávateľa nedokázal udržať toleranciu na štíhlom hriadeli s priemerom 4 mm. Diely opakovane neprešli kontrolou, čo zastavilo ich prototypovú výrobu. Toto je klasický príklad použitia nesprávneho nástroja na danú prácu.
Problém konvenčného sústruhu
Na štandardnom sústruhu sa dlhé, tenké diely ohýbajú pod tlakom nástroja, čo ničí presnosť. Zložité prvky tiež vyžadujú viacero upnutí, čo pridáva čas a zavádza potenciál pre chyby s každou novou operáciou upnutia. To robí získavanie presných komponentov náročným a nespoľahlivým.
Výhoda švajčiarskeho sústruženia
CNC švajčiarske sústruženie poskytuje vynikajúce riešenie. Jeho jedinečný dizajn posuvného vretenníka podporuje materiál priamo v mieste rezu, čím rieši základné problémy priehybu a tuhosti. Táto metóda je účelovo navrhnutá pre výzvy, ktoré konvenčné stroje nedokážu efektívne zvládnuť.

Fyzika za zlyhaniami obrábania
Základným problémom konvenčného sústruženia malých dielov je fyzická nestabilita. Keď je dĺžka dielu mnohonásobne väčšia ako jeho priemer, sila rezného nástroja spôsobí, že sa diel od nástroja ohne. Tento jav je známy ako Priehyb obrobku1.
Tento drobný ohyb, často neviditeľný voľným okom, stačí na zničenie tesných tolerancií. Výsledkom je zúženie, zlé povrchové úpravy a nakoniec komponenty, ktoré nefungujú podľa zamýšľaného účelu. Čím dlhší a tenší je diel, tým vážnejší je tento problém.
Ekonomické a logistické prekážky
Okrem fyziky prinášajú konvenčné metódy logistické náklady. Zakaždým, keď sa zložitý diel odstráni a znovu upne pre novú operáciu, pridáva to čas práce a zvyšuje riziko chyby. Táto neefektívnosť priamo ovplyvňuje vašu jednotkovú cenu a výrazne predlžuje dodacie lehoty.
Nasledujúca tabuľka porovnáva kľúčové rozdiely v efektivite procesu medzi týmito dvoma metódami.
| Funkcia | Konvenčné sústruženie | Švajčiarske CNC sústruženie |
|---|---|---|
| Podpora obrobku | Pri skľučovadle, ďaleko od nástroja | Pri vodiacom puzdre, vedľa nástroja |
| Štíhle diely | Vysoké riziko priehybu | Minimálna výchylka |
| Komplexné prvky | Vyžaduje sa viacero nastavení | Často dokončené v jednom upnutí |
| Ideálna aplikácia | Kratšie diely s väčším priemerom | Dlhé, štíhle, komplexné diely |
Služby švajčiarskeho sústruženia eliminujú tieto problémy. Obrábaním blízko vodiacemu puzdru je proces stabilný, presný a vysoko efektívny pre komplexné geometrie, čím sa znižuje miera odpadu a potreba viacerých nastavení stroja. V spoločnosti PTSMAKE využívame túto technológiu na dosiahnutie konzistentných výsledkov.
Získavanie malých dielov je náročné, pretože konvenčné sústruhy spôsobujú priehyb dielu a vyžadujú viacero nastavení. Švajčiarske CNC sústruženie to rieši podoprením obrobku priamo pri nástroji, čím zaisťuje vysokú presnosť a efektivitu pre komplexné, štíhle komponenty, čím šetrí čas aj peniaze.
Prototypovanie na švajčiarskom sústruhu – rýchlejšie, než si myslíte
Mnohí inžinieri spájajú švajčiarske sústruhy s vysokým objemom výroby, ale sú prekvapivo účinné pre rýchle prototypovanie. Hlavnou výhodou je dokončenie komplexných dielov v jednom upnutí. Táto schopnosť výrazne skracuje dodacie lehoty a zjednodušuje výrobný proces.
Výhoda jedného nastavenia
Živé nástroje umožňujú frézovanie, vŕtanie a závitovanie na tom istom stroji. Tým sa eliminuje potreba sekundárnych nastavení, čo šetrí čas a znižuje riziko chýb v znášanlivosti medzi operáciami.
Efektivita v malých sériách
Moderné CNC riadiace systémy a systémy rýchlovýmenných klieštin drasticky skrátili časy prestavenia. Vďaka tomu je ekonomicky výhodné vyrábať aj len niekoľko kusov, čo spochybňuje starú vieru, že švajčiarske stroje sú len pre veľké série.
| Funkcia | Vplyv na prototypovanie |
|---|---|
| Živé nástroje | Eliminácia sekundárnych operácií |
| Podpora vodícího pouzdra | Vyšší přesnost na štíhlých dílech |
| Rychlá přestavba | Snižuje náklady na malé série |
| Podvŕtacie vreteno | Dokončuje zadní práce v jednom cyklu |

Představa, že švýcarské stroje jsou pro prototypování příliš složité, je zastaralá. Ačkoli je technologie pokročilá, moderní řídicí systémy zjednodušují programování pro jednodílné nebo nízkosériové zakázky. V PTSMAKE tuto skutečnost využíváme pro efektivní prototypování na CNC soustruzích typu Swiss, čímž přeměňujeme návrhy na díly rychleji, než mnozí očekávají.
Porovnání dodacích lhůt
Pro množství 1-50 kusů je rozdíl jasný. Složitý díl může na konvenčních strojích vyžadovat více nastavení, což prodlužuje časový plán. S přesným CNC soustružením často dokončujeme tyto díly v jedné, nepřetržité operaci. Tento proces snižuje manipulaci a potenciál pro chyby.
| Množstvo | Konvenčné sústruženie | Švajčiarske sústruženie |
|---|---|---|
| 1-10 ks | 5-10 dní | 3-7 dní |
| 11-50 ks | 10-15 dní | 7-12 dní |
Případ z praxe
Nedávno jsme spolupracovali s klientem z oblasti lékařských přístrojů na novém konektoru. Pomocí našeho švýcarského soustruhu jsme vyrobili tři designové iterace za pouhých deset dní. Tato rychlost umožnila jejich inženýrskému týmu testovat a validovat jejich návrh mnohem rychleji, než očekávali. Přesné řízení geometrie dílu také zahrnuje pochopení faktorů, jako je tribológia2 na rozhraní nástroje a obrobku.
Švajčiarske sústruženie ponúka rýchle, presné a prekvapivo cenovo výhodné riešenie pre prototypovanie. Jeho schopnosť vyrábať zložité diely v jednom upnutí ho robí ideálnym pre rýchle iterácie, čím spochybňuje zastaraný názor, že je určené len pre hromadnú výrobu.
Čo robí švajčiarske sústruženie iným pre malé série
Mnohí sa domnievajú, že švajčiarske sústruženie je určené len pre masovú výrobu. Jeho jedinečný dizajn ho však robí vysoko efektívnym aj pre nízkoobjemové projekty. Kľúčom je jeho schopnosť obrábať diely s extrémnou presnosťou a zložitosťou v jednom upnutí.
Výhoda stability
Sústruhy typu Swiss posúvajú materiál cez vodiacu objímku, čím podporujú materiál priamo pri reznom nástroji. Tento dizajn minimalizuje priehyb obrobku, čo je kľúčové pre dlhé, tenké diely, ktoré vyžadujú tesné tolerancie. Je to zásadný rozdiel oproti konvenčnému sústruženiu.
Efektivita jedného upnutia
Tieto stroje často disponujú poháňanými nástrojmi a sekundárnymi vretenami. To umožňuje vykonávať frézovanie, vŕtanie a závitovanie súbežne so sústružením. Dokončenie zložitého dielu naraz šetrí značný čas a znižuje chyby pri manipulácii.
| Funkcia | Švajčiarske CNC sústruženie | Konvenčné CNC sústruženie |
|---|---|---|
| Podpora obrobku | Vodiace puzdro podopiera zásobu v blízkosti nástroja | Sklíčidlo drží jeden koniec tyče |
| Najlepšie pre | Dlhé, štíhle, komplexné diely | Kratšie diely s väčším priemerom |
| Sekundárne operácie | Často eliminované pomocou poháňaných nástrojov | Často potrebné pre zložité prvky |
| Presnosť | Extrémne vysoké, tesné tolerancie | Dobré, ale obmedzené na tenkých dieloch |
Tento integrovaný prístup robí CNC sústruženie typu Swiss silným kandidátom aj pre menšie série, kde je presnosť prvoradá.
Argument proti švajčiarskym strojom pre nízkoobjemové CNC sústruženie sa často zameriava na čas nastavenia. Hoci nastavenia môžu byť zložitejšie, tento pohľad prehliada kľúčové faktory úspory nákladov, ktoré výrazne posúvajú ekonomickú rovnováhu, najmä pri sériách od 50 do 1 000 kusov.
Prekonanie priehybu materiálu
Vodiaca objímka je určujúcou vlastnosťou. Podoprením suroviny len niekoľko milimetrov od rezného nástroja prakticky eliminuje priehyb. To nám umožňuje dodržať tolerancie na dlhých, tenkých komponentoch, ktoré by boli na konvenčnom sústruhu nemožné bez viacerých nastavení a vlastných prípravkov.
Odstránenie sekundárnych operácií
Moderné švajčiarske stroje sú vybavené viacosými schopnosťami a poháňanými nástrojmi. To znamená, že môžeme vykonávať frézovanie, priečne vŕtanie a závitovanie na dielci ešte predtým, ako je odrezaný. V spoločnosti PTSMAKE vyrábame diely, ktoré vychádzajú zo stroja úplne hotové, čím obchádzame potrebu samostatného kroku frézovania. Toto viacfunkčné kinematika3 je obrovským šetričom nákladov.
Analýza úspor nákladov
Rozoberme si, ako sa tieto technické výhody premietajú do ekonomických výhod pri hypotetickom behu 500 kusov. Počiatočné náklady na nastavenie môžu byť vyššie, ale celkové náklady na kus klesajú.
| Faktor nákladov | Konvenčný sústruh + frézka | Švajčiarske CNC sústruženie |
|---|---|---|
| Náklady na nastavenie | Nižšie (na stroj) | Vyššie (jeden stroj) |
| Miera šrotu | ~5-10% | ~1-2% |
| Náklady na sekundárne operácie | Pridaná práca a čas stroja | $0 |
| Celkové náklady na jeden diel | Vyššie | Nižšie |
Ako ukazuje tabuľka, úspory zo zníženého odpadu a úplné odstránenie nákladov na sekundárne operácie viac než kompenzujú dlhší počiatočný čas nastavenia, čím sa švajčiarske sústruženie stáva inteligentnejšou voľbou.
Presnosť a schopnosť jedného nastavenia švajčiarskeho sústruženia ho robia prekvapivo nákladovo efektívnym aj pre malé série. Odstránením sekundárnych operácií a znížením odpadu ponúka nižšie celkové náklady na kus pre komplexné komponenty, čím vyvracia mýtus, že je určené len pre veľkoobjemovú výrobu.
Päť geometrií dielov, ktoré si vyžadujú švajčiarske sústruženie vo fáze prototypu
Pri prototypovaní komplexných dielov určité geometrie posúvajú konvenčné CNC sústruženie za jeho limity. Pre tieto špecifické návrhy nie je švajčiarske CNC sústruženie len lepšou voľbou; často je to jediná životaschopná cesta k úspechu. Hlavnou výzvou pri tradičných metódach je tuhosť obrobku, najmä pri dlhých alebo jemných dieloch.
Vrodená chyba konvenčného sústruženia
Na štandardnom sústruhu je obrobok držený na jednom alebo oboch koncoch a otáča sa. Nástroj sa pohybuje po jeho dĺžke. Pri dlhých, tenkých dieloch rezné sily spôsobujú, že sa stred dielu ohýba alebo vibruje. Tento priehyb vedie k rozmerovým nepresnostiam a zlej povrchovej úprave.
Prečo švajčiarske sústruženie vyniká
Švajčiarske sústruženie to rieši pohybom obrobku cez vodiacu objímku. Rezací nástroj sa dotýka materiálu priamo v mieste podopretia, čím sa eliminuje priehyb. Táto metóda je ideálna na výrobu zložitých, štíhlych a vysoko presných Prototypy vyrobené švajčiarskym sústružením.
| Funkcia | Konvenčné sústruženie | Švajčiarske CNC sústruženie |
|---|---|---|
| Podpora obrobku | Upnuté na koncoch | Vodiaca objímka blízko nástroja |
| Limit pomeru dĺžky k priemeru | Typicky < 5:1 | Môže prekročiť 20:1 |
| Riziko vychýlenia | Vysoká | Minimálne |
| Ideálne pre | Kratšie, pevné diely | Dlhé, štíhle komponenty |

Niektoré geometrie sú jednoducho neuskutočniteľné pre prototypovanie bez jedinečných schopností švajčiarskeho sústruhu. Podpora poskytovaná vodiacou objímkou je rozhodujúcim faktorom, ktorý mení nedosiahnuteľné diely na výrobné reality. Tu je päť geometrií, kde tento princíp dôsledne vidím v praxi.
1. Dlhé, štíhle hriadele
Akýkoľvek diel s pomerom dĺžky k priemeru väčším ako 5:1 je primárnym kandidátom. Konvenčné sústruženie spôsobuje silné vibrácie nástroja a priehyb. Klient pre lekárske zariadenia potreboval sondu s priemerom 1,5 mm a dĺžkou 40 mm. Na štandardnom sústruhu bolo nemožné dodržať toleranciu. So švajčiarskym sústružením sme ľahko dodržali ±0,005 mm.
2. Tenkostenné rúrkové komponenty
Sústruženie tenkostenných rúrok je náročné, pretože sa deformujú pod tlakom. Vodiaca objímka na švajčiarskom stroji poskytuje 360-stupňovú podporu, čím zabraňuje zrúteniu. To je kľúčové pre diely ako hydraulické objímky alebo kryty senzorov, kde je integrita steny rozhodujúca. Eliminuje to sústrednosť a vybiehanie4 problémy pozorované pri viacnásobných nastaveniach.
3. Diely s excentrickými prvkami
Súčiastky vyžadujúce mimo-stredové otvory alebo frézované plochy často vyžadujú viacero nastavení na fréze a sústruhu, čo zavádza chyby. Švajčiarske stroje s poháňanými nástrojmi a osou C dokážu vŕtať, frézovať a sústružiť tieto prvky v jednej operácii, čím zabezpečujú dokonalé zarovnanie a šetria značný čas nastavenia.
| Geometrická výzva | Konvenčný režim zlyhania | Riešenie švajčiarskym sústružením |
|---|---|---|
| Dlhé/tenké hriadele | Ohyb, vibrácie | Podpora vodícího pouzdra |
| Tenkostenné rúrky | Deformácia, kolaps | Nepretržitá podpora dielca |
| Excentrické prvky | Kumulované tolerancie | Obrábanie v jednom nastavení |
Pre tieto náročné geometrie je švajčiarske sústruženie definitívnou voľbou pre prototypovanie. Zmierňuje bežné zlyhania, ako je ohyb a hádzavosť, tým, že podporuje obrobok priamo v mieste rezu, čím zabezpečuje, že prototyp presne odráža zámer a funkčnosť konečného dizajnu.
Výber materiálu pre prototypy a krátke série švajčiarskeho sústruženia
Výber správneho materiálu pre švajčiarske sústruženie je kľúčový, najmä pre prototypy a krátke série. Rozhodnutie priamo ovplyvňuje rýchlosť obrábania, povrchovú úpravu a výkon konečného dielu. Je to rovnováha medzi vlastnosťami materiálu a špecifickými požiadavkami projektu.
Kľúčové faktory pri prototypovaní
Pre prototypy majú často prednosť rýchlosť a obrobiteľnosť. Hliník 6061 je populárnou voľbou, pretože umožňuje veľmi rýchle cykly a produkuje vynikajúcu povrchovú úpravu s minimálnym úsilím. To nám pomáha rýchlo vám dodať funkčné diely na testovanie.
Bežné kompromisy materiálov
Keď je potrebná odolnosť, často sa pozeráme na nehrdzavejúcu oceľ. Kompromisom sú však dlhšie cykly a zvýšené opotrebenie nástrojov v porovnaní s mäkšími kovmi. Tu je rýchle porovnanie založené na našich interných testoch obrábania.
| Materiál | Rýchlosť obrábania | Odolnosť proti korózii | Relatívne náklady |
|---|---|---|---|
| Hliník 6061 | Veľmi rýchlo | Dobrý | Nízka |
| Nerezová oceľ 303 | Mierne | Vynikajúce | Stredné |

Pri výbere materiálov pre švajčiarske sústruženie sa musíme pozerať za najbežnejšie možnosti. Každý materiál predstavuje jedinečné výzvy a výhody, ktoré ovplyvňujú výrobný proces aj vhodnosť konečného dielu pre zamýšľané použitie.
Rozšírenie palety materiálov
Kovy pre špecifické potreby
Mosadz C360 je pravdepodobne najľahšie obrábateľný kov, čo ju robí ideálnou pre komponenty, ako sú elektrické konektory, kde je kľúčová vysokorýchlostná výroba. Pre vysokopevnostné, ľahké aplikácie je titán triedy 5 bezkonkurenčný, hoci vyžaduje pomalšie posuvy a špecializované nástroje.
Obrábanie pokročilých plastov
Plasty ako PEEK a Delrin sú skvelé pre diely sústružené na švajčiarskych strojoch, ale vyžadujú rôzne stratégie riadenia triesok. Na rozdiel od kovov sa ich triesky môžu stať vláknitými a omotať sa okolo nástrojov, takže upravujeme parametre, aby sme zabezpečili čisté rezy. Tieto materiály si tiež vyžadujú starostlivé zaobchádzanie, aby sa zabránilo Anizotropia5 ovplyvneniu rozmerovej stability.
Získavanie materiálu a dodacie lehoty
Pri krátkych sériách je praktickým problémom dostupnosť materiálu. Štandardné skladové rozmery hliníka alebo mosadze sú ľahko dostupné, čím sa minimalizujú dodacie lehoty. Naopak, malé množstvá špecializovaného titánu alebo PEEK môže byť potrebné objednať na zákazku, čo predĺži časový harmonogram projektu.
| Aplikácia | Odporúčaný materiál | Kľúčový prínos |
|---|---|---|
| Letecký priemysel | Titán triedy 5 | Vysoký pomer pevnosti k hmotnosti |
| Lekárske | Nerezová oceľ 304, PEEK | Biokompatibilita, odolnosť proti korózii |
| Automobilový priemysel | Hliník 6061 | Nízka hmotnosť, vynikajúca obrobiteľnosť |
| Robotika | Delrin, hliník 6061 | Nízke trenie, štrukturálna integrita |
Správny výber materiálu pre prototypy na švajčiarskych sústruhoch vyvažuje obrobiteľnosť, požiadavky na výkon a dodaciu lehotu. Táto voľba je základom pre dosiahnutie nákladovo efektívnych, vysoko kvalitných dielov, ktoré spĺňajú špecifikácie projektu už od prvého spustenia.
Očakávania tolerancií pre prototypové diely švajčiarskeho sústruženia
Inžinieri sa ma často pýtajú, akú toleranciu môžu reálne očakávať pri prvom prototype. Pri CNC sústružení na švajčiarskych strojoch je odpoveď často lepšia, ako si myslia. Konštrukcia stroja nám umožňuje dosiahnuť presnosť na úrovni výroby hneď od začiatku.
Štandardné tolerancie prototypov
Pre väčšinu geometrických tvarov je bežne dosiahnuteľná štandardná tolerancia ±0,01 mm (0,0004 palca). Pre diely dlhšie ako 100 mm sa táto tolerancia môže mierne zvýšiť na ±0,02 – 0,05 mm z dôvodu faktorov súvisiacich s materiálom. Toto sú však konzervatívne hodnoty pre prvý beh.
Dosiahnutie vyššej presnosti
Keď si to projekt vyžaduje, môžeme proces nastaviť tak, aby sme na kritických priemeroch udržali ±0,005 mm (0,0002 palca). To si vyžaduje starostlivý výber materiálu a kontrolu procesu.
| Typ funkcie | Štandardná tolerancia prototypov | Vysoko presná tolerancia |
|---|---|---|
| Priemery | ±0,01 mm (0,0004 palca) | ±0,005 mm (0,0002 palca) |
| Dĺžky (>100 mm) | ±0,02 mm – ±0,05 mm | ±0,01 mm (v závislosti od procesu) |
| Koncentrácia | 0,01 mm (0,0004 palca) | 0,005 mm (0,0002 palca) |

Hlavným dôvodom, prečo tolerancie prototypov môžu zodpovedať výrobným špecifikáciám, je základný dizajn švajčiarskeho sústruhu. Materiál je podopretý vodiacim puzdrom hneď vedľa rezného nástroja. Toto usporiadanie prakticky eliminuje priehyb a vibrácie, ktoré sú hlavnými zdrojmi nepresnosti pri konvenčnom sústružení.
Faktory ovplyvňujúce reálne výsledky
Aj s pokročilým vybavením ovplyvňuje konečnú toleranciu švajčiarskeho sústruženia niekoľko faktorov. Pochopenie týchto faktorov pomáha stanoviť realistické očakávania a zlepšiť dizajn pre vyrobiteľnosť. Stabilita materiálu je kľúčová; vnútorné napätia v surovom materiáli môžu spôsobiť mierne skrivenie dielov po obrábaní.
Materiálové a nástrojové aspekty
Opotrebenie nástroja, dokonca aj počas krátkej prototypovej výroby, môže spôsobiť mierny posun rozmerov. Toto zmierňujeme používaním prémiových, potiahnutých nástrojov. Materiál Ťažnosť6 tiež hrá úlohu. Mäkšie materiály môžu byť náročnejšie na obrábanie s jemným povrchom a tesnou toleranciou.
| Faktor | Vplyv na toleranciu | Naša stratégia zmierňovania v PTSMAKE |
|---|---|---|
| Stabilita materiálu | Vnútorné napätia môžu spôsobiť skrivenie po obrábaní. | Odporúčame a získavame materiály zbavené napätia. |
| Opotrebovanie nástrojov | Rozmery sa môžu posúvať, keď sa ostrie otupuje. | Používame vysokokvalitné potiahnuté nástroje a monitorujeme opotrebenie. |
| Tepelná rozťažnosť | Zmeny teploty v dielni ovplyvňujú veľkosť stroja a dielca. | Naše zariadenie je klimatizované pre stabilitu. |
Prototypy švajčiarskeho sústruženia môžu spĺňať výrobné tolerancie, pretože proces je inherentne stabilný. Absencia opätovného upínania a podpora vodiacim puzdrom zaisťujú konzistenciu od prvého dielu po posledný, čo ho robí ideálnym na overenie návrhov s presnosťou.
Možnosti povrchovej úpravy pri krátkych sériách švajčiarskeho sústruženia
Pri výrobe krátkych sérií je dosiahnutie vynikajúcej povrchovej úpravy kľúčové. Švajčiarske sústruženie je v tomto ohľade inherentne vynikajúce, a to najmä vďaka svojmu systému vodiacich puzdier, ktorý podopiera obrobok priamo pri reznom nástroji. To minimalizuje vibrácie a priehyb, čo vedie k neustále hladšiemu povrchu.
Štandardné prevádzkové povrchové úpravy
Pre väčšinu prototypov a nízkoobjemových dielov je štandardná povrchová úprava dostatočná. S vhodnými nástrojmi a riadením chladenia konzistentne dosahujeme vynikajúce výsledky v rámci typického prevádzkového rozsahu. Táto základná úroveň spĺňa požiadavky širokej škály aplikácií.
Vysoko presné povrchové úpravy
Keď si projekt vyžaduje ešte jemnejší povrch, sústruženie typu Swiss to dokáže zabezpečiť. Špecializované nástroje, ako sú stieracie doštičky, alebo sekundárne procesy, ako je leštenie, môžu vytvoriť výnimočne hladké povrchy. Nižšie je uvedený prehľad toho, čo môžete očakávať.
| Úroveň povrchovej úpravy | Hodnota Ra (μm) | Metóda | Spoločná aplikácia |
|---|---|---|---|
| Štandard | 0.4 - 0.8 | Štandardné nástroje a chladenie | Všeobecné mechanické komponenty, nekozmetické diely |
| Jemné | 0.2 - 0.4 | Optimalizované nástroje a rýchlosti | Tesniace povrchy, viditeľné kozmetické diely, ložiskové uloženia |
| Zrkadlové | < 0.2 | Stieracie doštičky / Sekundárny proces | Komponenty pre vysoko výkonné optické alebo lekárske zariadenia |
Stroje typu Swiss poskytujú výraznú výhodu pre kvalitu povrchu. Podpora vodiacich puzdier priamo pri nástroji je kľúčová. Toto usporiadanie výrazne tlmí vibrácie, ktoré sú hlavnou príčinou zlých povrchových úprav pri konvenčnom sústružení, najmä na dlhých, štíhlych dieloch.
Riešenie problémov pri krátkych sériách
Krátke série často predstavujú jedinečné problémy. Pri prvom zábere nástroja do materiálu sa môžu objaviť značky od vstupu nástroja. Na dieloch s prvkami, ako sú drážky na kľúč alebo priečne otvory, môžu prerušované rezy spôsobiť chvenie. Pevnosť a presné riadenie stroja typu Swiss pomáhajú tieto problémy efektívne riešiť.
Špecifikácia povrchových úprav na výkresoch
Bežným problémom, ktorý vidím, je nadmerné špecifikovanie Drsnosť povrchu7. Požadovanie zrkadlového povrchu tam, kde postačuje štandardný, zvyšuje náklady a dodacie lehoty bez pridania funkčnej hodnoty. Pre prototypy je najlepšie špecifikovať povrchovú úpravu iba na kritických plochách.
Táto tabuľka poskytuje jednoduchý návod na špecifikovanie povrchových úprav na výkresoch prototypov.
| Požiadavka | Odporúčaná špecifikácia | Odôvodnenie |
|---|---|---|
| Nekritická plocha | Nešpecifikujte alebo uveďte "Ako opracované" | Vyhýba sa zbytočným nákladom na nefunkčné oblasti. |
| Spojovacia alebo tesniaca plocha | Špecifikujte požadované Ra, napr. "Ra 0,8" | Zabezpečuje správnu funkciu bez nadmerného spracovania. |
| Vysoko namáhaná oblasť | Špecifikujte Ra a prípadne sekundárny proces | Zaručuje odolnosť tam, kde je to najdôležitejšie. |
| Kozmetický vzhľad | Špecifikujte Ra, napr. "Ra 0,4 na všetkých viditeľných plochách" | Jasne komunikuje estetické požiadavky. |
Švajčiarske sústruženie ponúka výnimočné povrchové úpravy pre krátke série vďaka svojej inherentnej stabilite. Správna špecifikácia je kľúčová pre vyváženie kvality a nákladov. Jasné definovanie požiadaviek na kritické povrchy zabezpečuje funkčný výkon bez zbytočných nákladov, čo je kľúčový faktor pri prototypovaní a výrobe v malých objemoch.
Jedno upnutie, jeden diel – ako integrácia švajčiarskeho frézovania zjednodušuje prototypovanie
Hlavnou výhodou švajčiarskeho CNC sústruženia pre prototypy je jeho integrované živé nástroje. Táto funkcia premieňa sústruh na multifunkčné obrábacie centrum, ktoré zvládne zložité diely v jednej operácii. Táto schopnosť je kľúčová pre rýchle a presné prototypovanie.
Zefektívnenie zložitých geometrií
Švajčiarske stroje so živými nástrojmi môžu vykonávať sústruženie, frézovanie, vŕtanie a závitovanie bez odstránenia dielu. Tým sa eliminujú viaceré nastavenia, čo šetrí značný čas a znižuje riziko chýb medzi operáciami.
Od prototypu po výrobu
Tento prístup s jedným nastavením zabezpečuje, že proces použitý pre prototyp je presne ten istý, ktorý sa používa pre výrobu. Tento bezproblémový prechod je veľkou výhodou pri škálovaní.
| Funkcia | Konvenčné obrábanie | Integrácia švajčiarskeho frézovania |
|---|---|---|
| Nastavenia pre zložitú časť | 3-5 nastavení | 1 nastavenie |
| Čas realizácie | Týždne | Dni |
| Konzistencia tolerancií | Nižšie | Vyššie |
| Náklady na prácu | Vysoká | Nízka |

Skutočná sila švajčiarskych strojov spočíva v ich viac-osových schopnostiach. Základné 3-osové nastavenie živých nástrojov dokáže vŕtať otvory alebo frézovať plochy na čele alebo priemere dielu. Avšak 5-osový švajčiarsky stroj pridáva ďalšiu úroveň zložitosti a efektivity.
3-osové vs. 5-osové živé nástroje
S 5-osovou schopnosťou dokáže stroj vytvárať šikmé prvky a zložité kontúry bez sekundárneho nastavenia. Predstavte si komponent lekárskeho zariadenia s mimooznými otvormi a šikmými drážkami. Na konvenčných strojoch by to mohlo vyžadovať štyri samostatné nastavenia, čo zvyšuje čas aj náklady.
V spoločnosti PTSMAKE zvládneme tieto diely v jednom cykle. Táto konsolidácia je o viac než len o rýchlosti. Zakaždým, keď sa diel presunie a znovu upne, riskujete stratu presnosti vášho Dátum8. Tým, že diel zostáva v jednom stroji, eliminujeme nárast tolerancií z viacerých upínacích prípravkov.
Tento proces priamo ovplyvňuje váš vývojový cyklus. Namiesto čakania týždne na prototyp, ktorý prešiel cez viacerých dodávateľov na sekundárne operácie, získate hotový diel rýchlejšie. Rýchlejšie diely znamenajú rýchlejšie testovanie, rýchlejšie iterácie dizajnu a rýchlejšiu cestu na trh. Toto je podstata efektívneho švajčiarskeho frézovania.
Integrované švajčiarske frézovanie zefektívňuje prototypovanie konsolidáciou viacerých obrábacích procesov do jedného nastavenia. Táto metóda minimalizuje tolerančné chyby, eliminuje potrebu sekundárnych dodávateľov a výrazne urýchľuje iteračné cykly, čím poskytuje priamu cestu od prototypu k výrobe so zvýšenou presnosťou.
Kedy nepoužívať švajčiarske sústruženie pre prototypy
Švajčiarske CNC sústruženie je vynikajúce pre zložité, štíhle diely. Avšak pre prototypovanie to nie je vždy najlepšia voľba. Poznanie jeho obmedzení šetrí čas a peniaze. Vždy odporúčam klientom zvážiť špecifické potreby ich prototypu pred tým, ako sa rozhodnú pre proces.
Diely s veľkým priemerom
Základná sila švajčiarskeho sústruženia spočíva v jeho systéme vodiacich puzdier, ktorý podporuje štíhle obrobky. Tento systém je zvyčajne obmedzený na menšie priemery tyčového materiálu, často pod 32 mm. Pre väčšie prototypy je konvenčný CNC sústruh oveľa efektívnejší a nákladovo výhodnejší.
Jednoduché geometrie
Ak je váš prototyp jednoduchá hriadeľ alebo má základné prvky, zložitosť nastavenia švajčiarskeho stroja je prehnaná. Konvenčný sústruh dokáže vyrobiť tieto diely rýchlejšie a za nižšiu cenu, čo z neho robí lepšiu voľbu pre priamočiare návrhy.
| Zložitosť funkcie | Odporúčaný postup | Dôvod |
|---|---|---|
| Vysoké (štíhle, zložité) | Švajčiarske CNC sústruženie | Vynikajúca podpora, vysoká presnosť |
| Nízke (jednoduché hriadele, základné rezy) | Konvenčný CNC sústruh | Rýchlejšie nastavenie, nižšia cena |
| Veľký priemer (>32 mm) | Konvenčný CNC sústruh | Obmedzenia kapacity stroja |
Pochopenie obmedzení švajčiarskeho sústruženia je kľúčom k efektívnemu prototypovaniu. Ide o výber správneho nástroja pre danú prácu. Tlačenie stroja nad rámec jeho zamýšľaného použitia vedie ku kompromisom v kvalite, nákladoch a dodacej lehote, čo je obzvlášť kritické počas rýchlej fázy prototypovania.
Zváženie materiálu a množstva
Niektoré materiály nie sú ideálne pre švajčiarske sústruženie. Abrazívne alebo kalené materiály môžu spôsobiť nadmerné opotrebenie vodiacich puzdier, čo vedie k strate presnosti. To môže byť významný problém pre materiály ako kalené ocele alebo keramika, kde náklady na nástroje a prestoje rýchlo narastajú. Ďalším kľúčovým faktorom je čas nastavenia.
Pri veľmi malých množstvách, ako sú jeden až tri kusy, rozsiahle nastavenie švajčiarskeho stroja môže tvoriť veľkú časť celkových nákladov. V týchto scenároch sa náklady na diel stávajú prohibitívne vysokými. Zistili sme, že čas nastavenia často preváži čas obrábania pri takýchto malých prototypových sériách.
Hybridné prístupy k prototypovaniu
Pre počiatočné testy tvaru a prispôsobenia zvážte hybridný prístup. 3D tlač polymérovej verzie môže byť neuveriteľne rýchla a lacná. Ak niektoré prvky vyžadujú tesné tolerancie, môže sa na 3D tlačenom diele vykonať sekundárna sústružnícka operácia. Táto metóda poskytuje funkčný prototyp bez vysokých nákladov na plné CNC obrábanie. Problémy s materiálom ako Galling9 sú tiež úplne eliminované.
| Obmedzenie | Alternatívne riešenie | Prečo je to lepšie pre prototypy |
|---|---|---|
| Abrazívne materiály | Konvenčné sústruženie (bez vodiacich puzdier) | Vyhýba sa nadmernému opotrebovaniu nástrojov a nákladom |
| Veľmi malé množstvo (1-3) | Konvenčné sústruženie alebo 3D tlač | Nižší čas nastavenia a náklady na diel |
| Komplexné čelné prvky | 5-osé frézovanie | Efektívnejšie pre neotočené prvky |
Švajčiarske sústruženie je presné, ale nie univerzálne riešenie pre prototypy. Pochopenie obmedzení švajčiarskeho sústruženia súvisiacich s veľkosťou dielu, geometriou, materiálom a množstvom pomáha pri výbere efektívnejšieho procesu. To zabezpečí, že váš projekt zostane včas a v rámci rozpočtu, čo je naša priorita v PTSMAKE.
Z prototypu do výroby – plynulý prechod na tej istej platforme stroja
Jednou z najvýznamnejších výziev vo vývoji hardvéru je priepasť medzi prototypovaním a výrobou. Rôzni dodávatelia alebo stroje často vedú k veľkým bolestiam hlavy. Pri zmene výrobných prostredí riskujete opätovnú kvalifikáciu, spory o tolerancie a nákladné prepracovanie upínacích prípravkov. Toto je bežné úzke hrdlo.
Výhoda kontinuity
Použitie rovnakej švajčiarskej strojovej platformy pre obe fázy to rieši. Vytvára to bezproblémový most, ktorý zabezpečuje, že to, čo schválite v prototype, dostanete presne aj vo výrobe. Tento prístup výrazne zjednodušuje celý proces škálovania.
Odstránenie výrobných prekážok
Táto metóda odstraňuje mnoho premenných, ktoré spôsobujú oneskorenia. Konzistencia v programovaní, nástrojoch a kontrolách kvality od začiatku zabezpečuje hladký prechod. Toto je kľúčové pre efektívne časové harmonogramy projektov.

Skutočné švajčiarske sústruženie od prototypu po výrobu znamená jeden bezproblémový tok. Táto stratégia závisí od udržania konzistencie v kľúčových prevádzkových oblastiach. Keď rovnaký tím a technológia spracúvajú diel od začiatku do konca, prechod sa stáva jednoduchou záležitosťou škálovania množstva, nie prepracovania procesu.
Prípadová štúdia: Robotická kĺbová súčiastka
Nedávno sme pracovali na komplexnej robotickej kĺbovej súčiastke. Počiatočné prototypy boli obrobené na našom švajčiarskom sústruhu Citizen L20. Po tom, čo klient schválil dizajn, sme škálovali výrobu na 500 kusov mesačne na tom istom stroji, s použitím identického nastavenia.
Výhoda jednej platformy
| Aspekt | Fáza prototypu | Fáza výroby | Benefit |
|---|---|---|---|
| Programátor | Ján Novák | Ján Novák | Žiadna učebná krivka |
| CAM Post | Vlastné L20 | Vlastné L20 | Identický G-kód |
| Nástroje | Štandardizované | Štandardizované | Žiadne nové náklady na nastavenie |
| Kvalita | Protokol CMM | Protokol CMM | Konzistentná metrológia |
Táto kontinuita je miestom, kde spočíva skutočná hodnota. Schopnosť procesu10 stanovená počas prototypovania sa priamo premieta do výroby. Nedochádzalo k žiadnym zmenám procesu, žiadnemu opätovnému vyjednávaniu o toleranciách a žiadnym prekvapeniam pre klienta. Diel, ktorý bol schválený, bol aj diel, ktorý bol dodaný vo veľkom objeme.
Použitie rovnakej platformy stroja od prototypu po výrobu eliminuje prerábky a neistotu. Tento prístup zabezpečuje konzistentnosť v programovaní, nástrojoch a kontrole kvality, čím šetrí značný čas a náklady a zároveň zaručuje, že finálne diely spĺňajú presné špecifikácie schválené počas počiatočnej fázy.
Dizajn pre švajčiarske sústruženie – tipy DFM pre prototypových inžinierov
Pri navrhovaní prototypov pre sústruženie na CNC strojoch typu Swiss, niekoľko inteligentných rozhodnutí môže výrazne znížiť náklady a urýchliť dodanie. Zameranie sa na vyrobiteľnosť od začiatku je kľúčové. Jednoduché úpravy vášho návrhu zabezpečia, že môžeme použiť štandardné nástroje a minimalizovať odpad materiálu, čo je kľúčové pre prototypové série.
Kľúčové úvahy o DFM
Premýšľanie o tom, ako je diel držený a obrábaný, je nevyhnutné. To sa často týka veľkosti materiálu a prístupnosti funkcií. Malá zmena priemeru môže znamenať veľký rozdiel.
| Úvaha | Vplyv na prototypovanie |
|---|---|
| Priemer tyčového materiálu | Znižuje odpad materiálu a čas cyklu |
| Podrezanie | Vyhýba sa potrebe nákladných vlastných tvarových nástrojov |
| Veľkosti upínacích puzdier | Využíva štandardné upínanie obrobku pre rýchlejšie nastavenie |
| Interné funkcie | Zabraňuje nákladným sekundárnym operáciám |
Tieto faktory sú základné pre efektívny návrh pre sústruženie na strojoch typu Swiss. Ich správne zvládnutie včas zabráni oneskoreniam a prerábkam neskôr.

Správny návrh pre CNC sústruženie typu Swiss-Turn presahuje základnú geometriu. Zahŕňa hlbšie pochopenie schopností a obmedzení stroja. Optimalizácia vašej súčiastky pre tento proces výrazne zjednodušuje prechod z prototypu do výroby.
Veľkosť tyčového materiálu a upínacích puzdier
Vždy sa snažte navrhnúť najväčší vonkajší priemer vašej súčiastky tak, aby bol o niečo menší ako štandardná veľkosť tyčového materiálu. Tým sa minimalizuje množstvo materiálu, ktoré musíme odbrúsiť, čím sa šetrí čas aj peniaze. Zladenie so štandardnými veľkosťami upínacích puzdier tiež zabraňuje potrebe zákazkovej upínacej techniky počas prototypovania.
Vnútorné prvky vs. sekundárne operácie
Mnohé moderné stroje typu Swiss majú poháňané nástroje, ktoré umožňujú frézovanie, vŕtanie a závitovanie mimo os. Navrhovanie vnútorných prvkov, ktoré sa dajú takto obrábať, je oveľa efektívnejšie ako spoliehanie sa na sekundárny proces, ako je Elektroerozívne obrábanie11, čo pridáva značný čas a náklady.
Kontrolný zoznam DFM pre CNC sústruženie typu Swiss-Turn
Tu je rýchly kontrolný zoznam, ktorý odporúčam inžinierom použiť pred finalizáciou ich prototypových výkresov. Dodržiavanie týchto pokynov nám v PTSMAKE pomáha dodať vaše diely rýchlejšie.
| Položka kontrolného zoznamu | Áno / Nie | Poznámky |
|---|---|---|
| Je maximálny vonkajší priemer tesne pod štandardnou veľkosťou tyče? | Skontrolujte veľkosti skladových zásob dodávateľa materiálu. | |
| Sú všetky drážky nevyhnutné? | Dajú sa nahradiť rovným odľahčením? | |
| Dajú sa vnútorné závity vytvoriť závitníkom? | Vyhnite sa funkciám vyžadujúcim jednobodové závitovanie. | |
| Je hrúbka steny väčšia ako 0,5 mm? | Tenšie steny riskujú deformáciu. |
Optimalizáciou vášho dizajnu pre švajčiarske sústruženie môžete dosiahnuť rýchlejšie dodacie lehoty a nižšie náklady na vaše prototypy. Tieto malé úvahy v oblasti materiálu, nástrojov a dizajnu funkcií sa sčítajú do významných úspor a efektívnejšieho výrobného procesu pre presné diely.
Nákladové faktory pre prototypy a krátke série švajčiarskeho sústruženia
Pochopenie skutočných nákladov
Mnohí produktoví dizajnéri predpokladajú, že švajčiarske CNC sústruženie je príliš drahé pre prototypy alebo malé série. Hoci náklady na nastavenie sú faktorom, tento pohľad často prehliada celkové výrobné náklady. Skutočná hodnota sa objaví, keď zvážite celý obraz.
Kľúčové zložky nákladov
Konečnú cenu za švajčiarsky sústružený diel ovplyvňujú hlavne tri oblasti. Sú to čas nastavenia, čas obrábacieho cyklu a náklady na surový materiál. Každý prvok prispieva inak v závislosti od zložitosti a množstva objednávky.
Prečo je to často lacnejšie
Pre zložité diely švajčiarske sústruženie eliminuje potrebu sekundárnych operácií, ako je frézovanie alebo brúsenie. Táto konsolidácia znižuje manipuláciu, logistiku a potenciál pre chyby, čím je často nákladovo efektívnejšia ako použitie viacerých dodávateľov pre konvenčný proces.

Nastavenie vs. Čas cyklu
Náklady na nastavenie sú fixné. To zahŕňa programovanie stroja a prípravu nástrojov. Pre jeden prototyp sú tieto náklady významné. Pre malé série sa rozložia na viac dielov, čím sa zníži cena za kus. Toto je kľúčový aspekt nákladovej štruktúry švajčiarskeho sústruženia.
Faktor materiálu
Náklady na materiál tiež hrajú úlohu, najmä s požiadavkami na minimálny nákup tyčového materiálu pre špecializované zliatiny. Efektivita švajčiarskeho CNC sústruženia však minimalizuje odpad, čo môže kompenzovať niektoré z týchto počiatočných nákladov v porovnaní s procesmi s väčším odpadom materiálu.
Praktické porovnanie nákladov
Zvážte zložitý lekársky komponent. Tu je typický scenár, ktorý vidíme v PTSMAKE pre sériu 50 kusov. Výhoda jedného nastavenia švajčiarskeho CNC sústruženia je zrejmá, čím sa znižuje dodacia lehota aj počet dodávateľov, ktorých musíte spravovať.
| Funkcia | Konvenčné sústruženie + frézovanie | Švajčiarske sústruženie (jedna montáž) |
|---|---|---|
| Počet dodávateľov | 2-3 (sústruženie, frézovanie, dokončovanie) | 1 (PTSMAKE) |
| Celkový čas realizácie | ~2 týždne | ~3 dni |
| Vplyv na náklady | Vyššie kvôli viacerým montážam a logistike | Nižšie celkovo kvôli efektívnosti |
| Riziko kvality | Zvýšené manipuláciou s dielmi | Minimalizované jedným upnutím |
Tipy na zníženie nákladov
Ak chcete znížiť náklady na prototypovanie, skonsolidujte rôzne diely, ktoré používajú rovnaký materiál a priemer, do jednej objednávky. Navrhovanie s ohľadom na štandardné nástroje tiež zabraňuje nákladom na vlastné nástroje. Nakoniec, poskytnutie jasných 3D modelov s presnými Geometrické dimenzovanie a tolerovanie12 znižuje čas programovania a nejednoznačnosť.
Stručne povedané, náklady na švajčiarske sústruženie závisia od montáže, času cyklu a materiálov. Pre zložité prototypy sa často ukazuje ako ekonomickejšie ako konvenčné viacoperatívne procesy, pretože znižuje dodacie lehoty, riadenie dodávateľov a potenciál pre chyby, čím poskytuje nižšie celkové náklady.
Očakávania dodacích lehôt pre prototypové zákazky na švajčiarske sústruženie
Pri plánovaní prototypovej výroby je kľúčové pochopiť dodaciu lehotu pre švajčiarske sústruženie. Nie je to jedno číslo, ale rozsah ovplyvnený zložitosťou dielca. Jednoduchá, iba sústružená súčiastka môže byť hotová za pár dní, zatiaľ čo zložitejší diel si vyžaduje viac času.
Základné dodacie lehoty
Pre rýchlu orientáciu často rozdeľujem počiatočné odhady na základe geometrie. To pomáha stanoviť realistický východiskový bod pre časové harmonogramy projektov. Pamätajte, že ide o odhady pred zohľadnením materiálov alebo špeciálnych povrchových úprav, o ktorých budeme hovoriť neskôr.
| Zložitosť časti | Odhadovaný čas realizácie | Kľúčové vlastnosti |
|---|---|---|
| Jednoduché | 2-3 dni | Základné sústruženie, jednosmerné funkcie. |
| Mierne | 3-5 dní | Zahŕňa frézovanie za chodu, priečne vŕtanie. |
| Komplex | 5-8 dní | Viacosová obrábanie, tesné tolerancie. |
Prečo je zložitosť dôležitá
Diel s jednoduchými sústruženými priemermi je priamočiary. Pridanie funkcií, ako sú mimo-centrické otvory alebo frézované plochy, si však vyžaduje nástroje za chodu a viac programovacieho času. Zložité geometrie často zahŕňajú viacero výmen nástrojov a pomalšie cykly, čo priamo ovplyvňuje celkový harmonogram vášho projektu CNC sústruženia.

Faktory, ktoré predlžujú dodacie lehoty
Okrem geometrie dielca môže dodaciu lehotu pre švajčiarske sústruženie významne ovplyvniť aj niekoľko ďalších faktorov. Vždy odporúčam klientom zvážiť tieto premenné v počiatočnej fáze návrhu, aby sa predišlo neočakávaným oneskoreniam. Tieto prvky často pridávajú viac času ako samotné obrábanie.
Obstarávanie materiálu a nástrojov
Exotické materiály ako titán alebo Inconel nie sú vždy na sklade a môžu mať dlhé dodacie lehoty od dodávateľa. Podobne, ak váš diel vyžaduje vlastné tvarové nástroje alebo neštandardné vrtáky, ich objednanie a dodanie pridáva k harmonogramu pred začatím akéhokoľvek obrábania.
Požiadavky na kontrolu
Úroveň požadovanej kontroly je významným faktorom. Kompletný CMM protokol pre každú funkciu trvá oveľa dlhšie ako jednoduchá kontrola vzorky kritických rozmerov. Detailné Metrológia13 pridáva značný čas, ale zabezpečuje najvyššiu kvalitu pre náročné aplikácie.
Odhad vášho dodacieho času
V spoločnosti PTSMAKE zefektívňujeme výrobu pomocou dvojvretenových švajčiarskych strojov, ktoré dokončujú diely v jednom cykle. Táto technológia pomáha skrátiť dodací čas švajčiarskeho sústruženia. Na pomoc pri odhade použite tento jednoduchý návod:
| Faktor | Pridaný čas | Príklad |
|---|---|---|
| Exotický materiál | + 3-10 dní | Získavanie Inconel 718 |
| Vlastné nástroje | + 5-15 dní | Špecifický tvarový nástroj |
| Kompletná správa CMM | + 1-2 dni | Letecká alebo lekárska súčiastka |
Kombináciou základného odhadu s týmito faktormi môžete zostaviť presnejší časový harmonogram projektu. Tento proaktívny prístup pomáha riadiť očakávania a zabezpečuje hladšie vykonanie projektu.
Riadenie dodacieho času švajčiarskeho sústruženia zahŕňa pochopenie zložitosti dielov, dostupnosti materiálu a potrieb kontroly. Jasná diskusia o týchto bodoch s vaším dodávateľom od začiatku je najlepší spôsob, ako zabezpečiť, aby vaše prototypové objednávky dorazili včas a spĺňali špecifikácie.
Kontrola kvality pri krátkodobých zákazkách na diely zo švajčiarskeho sústruženia — Čo očakávať
Mnohí predpokladajú, že kontrola kvality je menej prísna pri krátkych sériách alebo prototypoch. Podľa mojich skúseností je to nebezpečný omyl. V kvalitnej dielni, ako je PTSMAKE, sa s každým prototypom zaobchádza s rovnakou vážnosťou ako s plnohodnotným výrobným dielom. Kontrola kvality švajčiarskeho sústruženia sa pri malých množstvách nezmenšuje.
Myslenie prototypu ako výroby
Prototyp považujeme za prvý krok v potenciálnom dlhodobom partnerstve. Správne nastavenie od začiatku je kľúčové. To znamená aplikovať robustný rámec kvality na každú jednotlivú časť, bez ohľadu na veľkosť objednávky. Buduje to dôveru a predchádza nákladným problémom neskôr.
Kľúčové fázy kontroly kvality pre krátke série
Proces je systematický a zabezpečuje, že nič nie je ponechané na náhodu. Nižšie je uvedený typický pracovný postup pre krátku sériu sústružených dielov na švajčiarskom stroji.
| Etapa | Účel |
|---|---|
| Kontrola prvého článku | Overuje, či prvá vyrobená časť zodpovedá všetkým špecifikáciám výkresu. |
| Kontroly v procese | Monitoruje rozmery počas obrábacieho cyklu, aby včas zachytil odchýlky. |
| Záverečná kontrola | Potvrdzuje, že sú splnené všetky kritické prvky a požiadavky na povrchovú úpravu. |
Kontrola prvej vyrobenej vzorky (FAI)
Pre každé nové nastavenie, dokonca aj pre jeden diel, vykonávame kontrolu prvej vyrobenej vzorky (FAI). Toto nie je rýchla kontrola; je to komplexný proces modelovaný podľa štandardov AS9102. Starostlivo meráme každý rozmer na výkrese, aby sme potvrdili, že nastavenie a nástroje sú dokonalé pred výrobou zvyšného množstva.
Monitorovanie a podávanie správ počas procesu
Moderné CNC sústruhy na švajčiarskych strojoch umožňujú sondovanie počas procesu. Táto automatizovaná funkcia kontroluje kritické rozmery v polovici cyklu a poskytuje okamžitú spätnú väzbu. Pre diely so zložitými geometrickými tvarmi generujeme správy z meracieho stroja s dotykovým snímačom (CMM). To poskytuje presné údaje o prvkoch, ktoré je ťažké merať štandardnými nástrojmi.
Dokumentácia a ochrana duševného vlastníctva
Každý diel je sprevádzaný riadnou dokumentáciou. To zahŕňa certifikáty materiálu, ktoré zaručujú integritu zliatiny a plnú Vysledovateľnosť14. Rozumieme tiež dôležitosti duševného vlastníctva, najmä vo fáze prototypu. Vždy podpisujeme dohody o mlčanlivosti (NDA) a máme prísne interné protokoly na ochranu návrhov našich klientov.
| Dokumentácia kontroly kvality | Popis |
|---|---|
| Správa FAI | Podrobný záznam meraní prvej vyrobenej časti oproti výkresu. |
| Správa CMM | Poskytuje 3D súradnicové údaje pre zložité alebo kritické prvky. |
| Certifikát materiálu | Overuje zloženie a pôvod suroviny z valcovne. |
| Správa povrchovej úpravy | Potvrdzuje, že diel spĺňa špecifikované požiadavky na drsnosť (Ra). |
Dôsledná kontrola kvality švajčiarskeho sústruženia pre krátke série je neprípustná. Zahŕňa FAI na úrovni výroby, priebežné kontroly a úplnú dokumentáciu. Tým sa zabezpečí, že každý prototyp spĺňa presné špecifikácie, čím sa položí základ pre úspešnú výrobu a buduje dôvera od prvého dielu.

Pochopenie tohto konceptu pomáha diagnostikovať chyby obrábania a vybrať správny proces pre štíhle komponenty. ↩
Pochopenie tribológie pomáha optimalizovať rezné kvapaliny a životnosť nástrojov, čo je kľúčové pre dosiahnutie vysokej presnosti. ↩
Preskúmajte kinematiku stroja, aby ste pochopili, ako koordinovaný viacosový pohyb umožňuje zložité obrábanie v jednom upnutí. ↩
Pochopenie hádzavosti je kľúčové pre posúdenie rotačnej presnosti vysoko presných mechanických zostáv. ↩
Pochopenie tejto vlastnosti pomáha predpovedať správanie materiálu, čím sa zabezpečuje vyššia presnosť zložitých dielov. ↩
Pochopenie tejto vlastnosti pomáha predpovedať obrobiteľnosť materiálu a jeho schopnosť dodržať úzke tolerancie. ↩
Pochopenie tejto metriky vám pomôže špecifikovať povrchové úpravy, ktoré sú pre funkciu vášho dielu dosiahnuteľné a nákladovo efektívne. ↩
Pochopenie vzťažných bodov je kľúčom k pochopeniu toho, ako obrábanie v jednom upnutí dosahuje vynikajúcu presnosť a konzistenciu dielov. ↩
Pochopenie zváranie pomáha pri výbere materiálu, aby sa zabránilo zlyhaniu komponentu počas obrábania. ↩
Pochopenie tohto konceptu pomáha zabezpečiť, aby váš výrobný proces bol stabilný a konzistentne spĺňal požiadavky na kvalitu vo veľkom meradle. ↩
Pochopte, ako tento bezkontaktný proces obrába tvrdé kovy a zložité tvary, ktoré tradičné nástroje nedokážu vytvoriť. ↩
Naučte sa, ako tento symbolický jazyk komunikuje presný zámer návrhu pre výrobu, čím zabezpečuje tvar, dosadanie a funkciu vašej súčiastky. ↩
Pochopenie metrológie pomáha špecifikovať potreby kontroly, čím sa zabezpečuje, že diely spĺňajú presné normy bez zbytočných zdržaní. ↩
Zistite, ako tento koncept zabezpečuje integritu materiálu a históriu dielov v regulovaných odvetviach. ↩






