

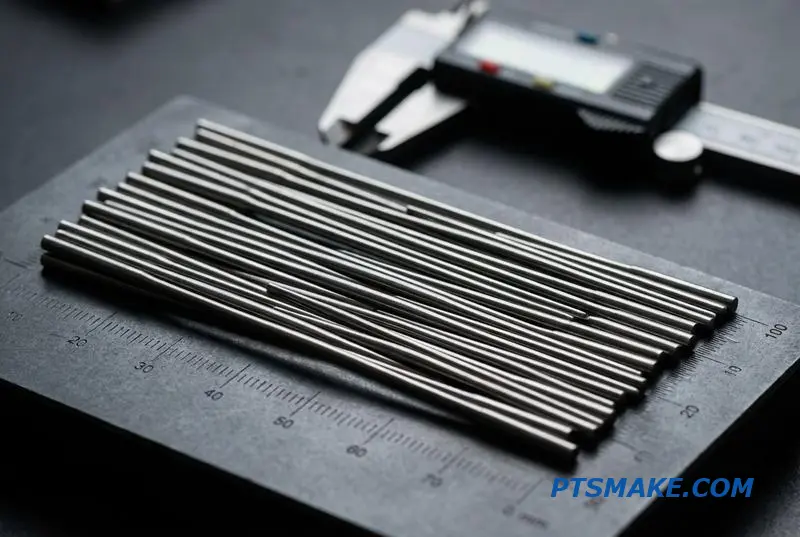
Potrzebujesz szybkiego wału o średnicy 4 mm utrzymywanego z zachowaniem ścisłej tolerancji? Standardowe tokarnie odrzucają, podają długie terminy realizacji lub dostarczają części, które uginają się, wibrują i nie spełniają specyfikacji. Twój prototyp opóźnia się o tygodnie. Twoja data premiery również się opóźnia.
Tokarki typu Swiss rozwiązują problem pozyskiwania małych precyzyjnych części, wykorzystując przesuwną głowicę i prowadnicę do podtrzymywania smukłych części blisko narzędzia tnącego. Ten zestaw utrzymuje tolerancję ±0,005 mm, realizuje prototypy w ciągu 2-5 dni i skaluje się do produkcji na tej samej maszynie bez ponownej kwalifikacji.

Stworzyłem ten przewodnik na podstawie rzeczywistych pytań, które otrzymuję co tydzień. Zobaczysz, dlaczego tokarki typu Swiss sprawdzają się dla jednej części lub tysiąca, jakie geometrie tego wymagają i jak projektować części, które przechodzą od prototypu do produkcji bez ani jednej walki o tolerancję. Zacznijmy.
Dlaczego pozyskiwanie małych precyzyjnych części jest trudne — i jak tokarki typu Swiss to zmieniają
Pozyskiwanie małych, skomplikowanych części jest częstym wyzwaniem. Potrzebujesz precyzji i szybkości, ale tradycyjne metody toczenia często zawodzą. Ta luka może prowadzić do frustrujących opóźnień w projektach i części, które nie spełniają krytycznych specyfikacji, wpływając na cały harmonogram produkcji.
Pamiętam startup zajmujący się robotyką, który borykał się z ośmiotygodniowym opóźnieniem. Konwencjonalna tokarka ich dostawcy nie była w stanie utrzymać tolerancji na smukłym wałku o średnicy 4 mm. Części wielokrotnie nie przechodziły kontroli, co zatrzymało ich budowę prototypu. To klasyczny przykład użycia niewłaściwego narzędzia do pracy.
Problem konwencjonalnej tokarki
Na standardowej tokarce długie, cienkie części uginają się pod naciskiem narzędzia, niszcząc dokładność. Skomplikowane cechy wymagają również wielokrotnych ustawień, co dodaje czasu i wprowadza potencjalne błędy przy każdej nowej operacji mocowania. To sprawia, że pozyskiwanie precyzyjnych komponentów jest trudne i zawodne.
Przewaga toczenia szwajcarskiego
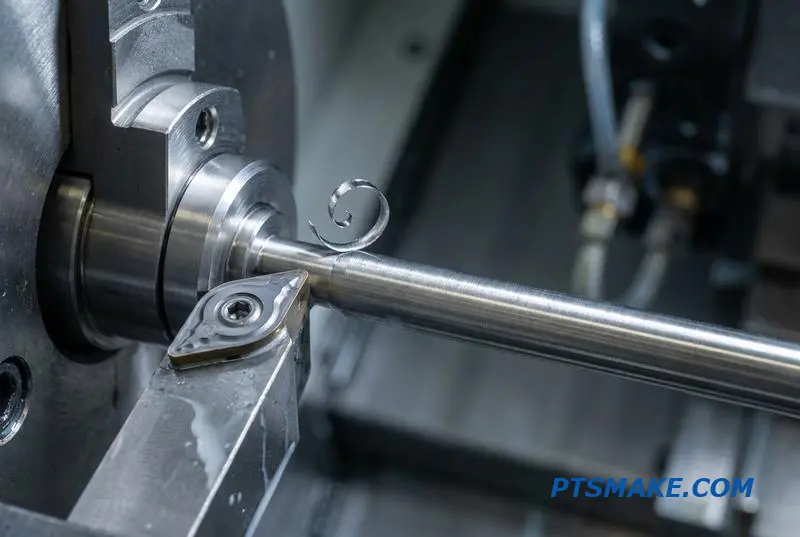
Toczenie CNC w technologii szwajcarskiej zapewnia lepsze rozwiązanie. Jego unikalna konstrukcja z ruchomą głowicą suportu podtrzymuje materiał bezpośrednio w punkcie cięcia, rozwiązując podstawowe problemy ugięcia i sztywności. Ta metoda jest specjalnie zaprojektowana do radzenia sobie z wyzwaniami, z którymi maszyny konwencjonalne nie mogą sobie skutecznie poradzić.

Fizyka awarii obróbki
Podstawowym problemem w przypadku konwencjonalnego toczenia małych części jest niestabilność fizyczna. Gdy długość części jest wielokrotnie większa od jej średnicy, siła działająca ze strony narzędzia tnącego powoduje jej ugięcie od narzędzia. Zjawisko to znane jest jako Ugięcie przedmiotu obrabianego1.
To maleńkie ugięcie, często niewidoczne gołym okiem, wystarcza do zrujnowania ścisłych tolerancji. Skutkuje stożkowatością, słabą jakością powierzchni i ostatecznie komponentami, które nie działają zgodnie z przeznaczeniem. Im dłuższa i cieńsza część, tym poważniejszy staje się ten problem.
Przeszkody ekonomiczne i logistyczne
Poza fizyką, metody konwencjonalne wprowadzają koszty logistyczne. Za każdym razem, gdy skomplikowana część jest usuwana i ponownie mocowana do nowej operacji, dodaje to czas pracy i zwiększa ryzyko błędu. Ta nieefektywność bezpośrednio wpływa na koszt jednostkowy i znacznie wydłuża czas realizacji.
Poniższa tabela przedstawia kluczowe różnice w efektywności procesu między tymi dwiema metodami.
| Cecha | Konwencjonalne toczenie | Szwajcarskie toczenie CNC |
|---|---|---|
| Podpora przedmiotu obrabianego | Przy uchwycie, z dala od narzędzia | Przy tulei prowadzącej, obok narzędzia |
| Smukłe części | Wysokie ryzyko ugięcia | Minimalne ugięcie |
| Złożone cechy | Wymaganych jest wiele konfiguracji | Często wykonywane w jednym ustawieniu |
| Idealne zastosowanie | Krótsze części o większej średnicy | Długie, smukłe, złożone części |
Usługi toczenia typu Swiss eliminują te problemy. Obrabiając blisko tulei prowadzącej, proces jest stabilny, precyzyjny i wysoce wydajny dla złożonych geometrii, zmniejszając zarówno wskaźniki złomu, jak i potrzebę wielokrotnych ustawień maszyny. W PTSMAKE wykorzystujemy tę technologię do dostarczania spójnych wyników.
Pozyskiwanie małych części jest trudne, ponieważ konwencjonalne tokarki powodują ugięcie części i wymagają wielokrotnych ustawień. Toczenie CNC typu Swiss rozwiązuje ten problem, podpierając obrabiany przedmiot bezpośrednio przy narzędziu, zapewniając wysoką precyzję i wydajność dla złożonych, smukłych elementów, oszczędzając zarówno czas, jak i pieniądze.
Prototypowanie na tokarkach typu Swiss — szybciej niż myślisz
Wielu inżynierów kojarzy tokarki typu Swiss z produkcją wielkoseryjną, ale są one zaskakująco skuteczne w szybkim prototypowaniu. Główną zaletą jest możliwość wykonania złożonych części w jednym ustawieniu. Ta możliwość znacznie skraca czas realizacji i upraszcza proces produkcyjny.
Zaleta pojedynczej konfiguracji
Narzędzia obrotowe umożliwiają frezowanie, wiercenie i gwintowanie na tej samej maszynie. Eliminuje to potrzebę dodatkowych ustawień, co oszczędza czas i zmniejsza ryzyko błędów w stosowaniu tolerancji między operacjami.
Wydajność w małych partiach
Nowoczesne sterowanie CNC i systemy szybkozmiennych tulei zaciskowych drastycznie skróciły czas przezbrojenia. Dzięki temu uruchamianie nawet kilku części jest ekonomicznie opłacalne, co podważa stare przekonanie, że maszyny typu Swiss są przeznaczone tylko do dużych serii.
| Cecha | Wpływ na prototypowanie |
|---|---|
| Narzędzia na żywo | Eliminuje operacje wtórne |
| Prowadnica tulei prowadzącej | Wyższa precyzja na smukłych częściach |
| Szybka zmiana | Obniża koszty dla małych ilości |
| Wrzeciono pomocnicze | Ukończenie pracy z tyłu w jednym cyklu |

Postrzeganie, że maszyny szwajcarskie są zbyt skomplikowane do prototypowania, jest przestarzałe. Chociaż technologia jest zaawansowana, nowoczesne sterowanie upraszcza programowanie dla pojedynczych sztuk lub małych serii. W PTSMAKE wykorzystujemy to do wydajnego prototypowania CNC w stylu szwajcarskim, przekształcając projekty w części szybciej, niż wielu się spodziewa.
Porównanie czasu realizacji
Dla ilości 1-50 sztuk różnica jest oczywista. Złożona część może wymagać wielu przezbrojeń na konwencjonalnych maszynach, co wydłuża czas. Dzięki toczeniu CNC w stylu szwajcarskim często wykonujemy te części w jednej, ciągłej operacji. Proces ten zmniejsza obsługę i potencjalne błędy.
| Ilość | Konwencjonalne toczenie | Swiss Turning |
|---|---|---|
| 1-10 szt. | 5-10 dni | 3-7 dni |
| 11-50 szt. | 10-15 dni | 7-12 dni |
Prawdziwy przypadek z życia
Niedawno współpracowaliśmy z klientem z branży urządzeń medycznych nad nowym złączem. Używając naszego tokarki szwajcarskiej, wyprodukowaliśmy trzy iteracje projektu w zaledwie dziesięć dni. Ta szybkość pozwoliła ich zespołowi inżynierskiemu na testowanie i walidację ich projektu znacznie szybciej, niż przewidywali. Precyzyjna kontrola nad geometrią części obejmuje również zrozumienie czynników takich jak trybologia2 na styku narzędzia i przedmiotu obrabianego.
Szwajcarskie toczenie oferuje szybkie, precyzyjne i zaskakująco opłacalne rozwiązanie do prototypowania. Jego zdolność do produkcji złożonych części w jednym ustawieniu sprawia, że idealnie nadaje się do szybkich iteracji, podważając przestarzały pogląd, że jest przeznaczone tylko do masowej produkcji.
Co sprawia, że tokarki typu Swiss są inne dla małych serii produkcyjnych
Wielu uważa, że szwajcarskie toczenie jest przeznaczone tylko do masowej produkcji. Jednak jego unikalna konstrukcja sprawia, że jest bardzo wydajne również w przypadku projektów o niskim nakładzie. Kluczem jest jego zdolność do obróbki części z ekstremalną precyzją i złożonością w jednym ustawieniu.
Zaleta stabilności
Tokarki typu szwajcarskiego podają materiał przez tuleję prowadzącą, podpierając materiał tuż obok narzędzia tnącego. Ta konstrukcja minimalizuje ugięcie przedmiotu obrabianego, co jest kluczowe w przypadku długich, smukłych części wymagających ścisłych tolerancji. Jest to fundamentalna różnica w porównaniu do konwencjonalnego toczenia.
Wydajność jednego ustawienia
Maszyny te często wyposażone są w narzędzia napędzane i wrzeciona pomocnicze. Pozwala to na wykonywanie operacji frezowania, wiercenia i gwintowania obok toczenia. Ukończenie złożonej części za jednym razem oszczędza znaczną ilość czasu i zmniejsza błędy obsługi.
| Cecha | Szwajcarskie toczenie CNC | Konwencjonalne toczenie CNC |
|---|---|---|
| Podpora przedmiotu obrabianego | Tuleja prowadząca podtrzymuje zapas w pobliżu narzędzia | Uchwyt mocuje jeden koniec materiału |
| Najlepsze dla | Długie, smukłe, złożone części | Krótsze części o większej średnicy |
| Operacje wtórne | Często eliminowane dzięki narzędziom napędzanym | Często wymagane dla złożonych cech |
| Precyzja | Niezwykle wysokie, ścisłe tolerancje | Dobre, ale ograniczone w przypadku smukłych części |
To zintegrowane podejście sprawia, że szwajcarskie toczenie CNC jest silnym kandydatem nawet dla mniejszych partii, gdzie precyzja jest najważniejsza.
Argument przeciwko maszynom szwajcarskim do produkcji CNC o niskim nakładzie często koncentruje się na czasie ustawienia. Chociaż ustawienia mogą być bardziej złożone, ten pogląd pomija kluczowe czynniki oszczędności kosztów, które znacząco przesuwają równowagę ekonomiczną, zwłaszcza w przypadku serii od 50 do 1000 sztuk.
Pokonywanie ugięcia materiału
Tuleja prowadząca jest cechą charakterystyczną. Wspierając surowiec zaledwie milimetry od narzędzia tnącego, praktycznie eliminuje ugięcie. Pozwala to na utrzymanie tolerancji na długich, cienkich elementach, które byłyby niemożliwe do osiągnięcia na konwencjonalnej tokarce bez wielokrotnych ustawień i niestandardowych przyrządów.
Eliminacja operacji drugorzędnych
Nowoczesne tokarki typu Swiss są wyposażone w możliwości wieloosiowe i narzędzia napędzane. Oznacza to, że możemy wykonywać frezowanie, wiercenie poprzeczne i gwintowanie na części, zanim zostanie ona odcięta. W PTSMAKE produkujemy części, które wychodzą z maszyny całkowicie wykończone, omijając potrzebę oddzielnego etapu frezowania. Ta wielofunkcyjność kinematyka3 to ogromna oszczędność.
Analiza oszczędności kosztów
Rozłóżmy, jak te techniczne zalety przekładają się na korzyści ekonomiczne w hipotetycznej serii 500 sztuk. Początkowy koszt ustawienia może być wyższy, ale całkowity koszt jednostkowy spada.
| Współczynnik kosztów | Tokarka konwencjonalna + Frezarka | Szwajcarskie toczenie CNC |
|---|---|---|
| Koszt konfiguracji | Niższy (na maszynę) | Wyższy (pojedyncza maszyna) |
| Współczynnik złomowania | ~5-10% | ~1-2% |
| Koszt operacji wtórnych | Dodatkowa praca i czas maszyny | $0 |
| Całkowity koszt na część | Wyższy | Niższy |
Jak pokazuje tabela, oszczędności wynikające ze zmniejszenia ilości złomu i całkowite wyeliminowanie kosztów operacji wtórnych bardziej niż rekompensują dłuższy czas początkowego ustawienia, co czyni toczenie typu Swiss mądrzejszym wyborem.
Precyzja toczenia typu Swiss i możliwość wykonania w jednym ustawieniu sprawiają, że jest ono zaskakująco opłacalne nawet przy małych seriach. Eliminując operacje wtórne i redukując ilość złomu, oferuje niższy całkowity koszt jednostkowy dla złożonych elementów, obalając mit, że jest przeznaczone tylko do produkcji wielkoseryjnej.
Pięć geometrii części, które wymagają tokarek typu Swiss w fazie prototypowania
Podczas prototypowania złożonych części, pewne geometrie wypychają konwencjonalne toczenie CNC poza swoje granice. Dla tych specyficznych projektów, toczenie CNC typu Swiss nie jest tylko lepszą opcją; często jest to jedyna wykonalna ścieżka do sukcesu. Kluczowym wyzwaniem w tradycyjnych metodach jest sztywność przedmiotu obrabianego, zwłaszcza w przypadku długich lub delikatnych części.
Wrodzona wada konwencjonalnego toczenia
W standardowej tokarce przedmiot obrabiany jest mocowany na jednym lub obu końcach i obraca się. Narzędzie porusza się wzdłuż jego długości. W przypadku długich, cienkich części siła skrawania powoduje zginanie lub wibracje środkowej części. To ugięcie prowadzi do niedokładności wymiarowych i słabej jakości powierzchni.
Dlaczego toczenie typu Swiss przoduje
Tokarka typu szwajcarskiego rozwiązuje ten problem, przesuwając obrabiany przedmiot przez tuleję prowadzącą. Narzędzie tnące styka się z materiałem bezpośrednio w punkcie podparcia, eliminując ugięcie. Ta metoda jest idealna do produkcji skomplikowanych, smukłych i precyzyjnych Prototypy obrabiane na tokarkach szwajcarskich.
| Cecha | Konwencjonalne toczenie | Szwajcarskie toczenie CNC |
|---|---|---|
| Podpora przedmiotu obrabianego | Zamocowane na końcach | Tuleja prowadząca w pobliżu narzędzia |
| Limit stosunku L/D | Zazwyczaj < 5:1 | Może przekroczyć 20:1 |
| Ryzyko odchylenia | Wysoki | Minimalny |
| Idealny dla | Krótsze, sztywne części | Długie, smukłe elementy |

Niektóre geometrie są po prostu niewykonalne do prototypowania bez unikalnych możliwości tokarki typu szwajcarskiego. Wsparcie zapewniane przez tuleję prowadzącą jest kluczowe, przekształcając niemożliwe do obróbki części w rzeczywistość produkcyjną. Oto pięć geometrii, w których konsekwentnie obserwuję tę zasadę w działaniu.
1. Długie, smukłe wały
Każda część o stosunku długości do średnicy większym niż 5:1 jest doskonałym kandydatem. Konwencjonalna obróbka powoduje silne drgania narzędzia i ugięcie. Klient z branży medycznej potrzebował sondy o średnicy 1,5 mm i długości 40 mm. Na standardowej tokarce utrzymanie tolerancji było niemożliwe. Dzięki obróbce szwajcarskiej z łatwością utrzymaliśmy ±0,005 mm.
2. Cienkościenne elementy rurowe
Obróbka cienkościennych rur jest trudna, ponieważ odkształcają się pod naciskiem. Tuleja prowadząca w maszynie szwajcarskiej zapewnia wsparcie 360 stopni, zapobiegając zapadaniu się. Jest to kluczowe w przypadku części takich jak tuleje hydrauliczne czy obudowy czujników, gdzie integralność ścianki jest najważniejsza. Eliminuje problemy z współosiowością i bicie4 problemy obserwowane w konfiguracjach wielooperacyjnych.
3. Części z mimośrodowymi cechami
Komponenty wymagające otworów poza osią lub frezowanych płaszczyzn często wymagają wielokrotnych ustawień na frezarce i tokarce, co wprowadza błędy. Tokarki typu Swiss z narzędziami obrotowymi i osią C mogą wiercić, frezować i toczyć te cechy w jednej operacji, zapewniając idealne wyrównanie i oszczędzając znaczący czas ustawienia.
| Wyzwanie geometryczne | Konwencjonalny tryb awarii | Rozwiązanie tokarki Swiss |
|---|---|---|
| Długie/smukłe wały | Ugięcie, drgania | Prowadnica tulei prowadzącej |
| Rury cienkościenne | Odkształcenie, zapadanie się | Ciągłe podparcie detalu |
| Cechy mimośrodowe | Tolerancje kumulowane | Obróbka w jednym ustawieniu |
Dla tych trudnych geometrii, toczenie Swiss jest ostatecznym wyborem do prototypowania. Łagodzi typowe awarie, takie jak ugięcie i bicie, poprzez podparcie obrabianego przedmiotu bezpośrednio w punkcie cięcia, zapewniając, że prototyp dokładnie odzwierciedla zamierzone przeznaczenie i funkcjonalność końcowego projektu.
Dobór materiałów do prototypów i krótkich serii na tokarkach typu Swiss
Wybór odpowiedniego materiału do toczenia Swiss jest kluczowy, zwłaszcza w przypadku prototypów i krótkich serii. Decyzja ta bezpośrednio wpływa na prędkość obróbki, jakość powierzchni i ostateczną wydajność części. Jest to równowaga między właściwościami materiału a specyficznymi wymaganiami projektu.
Kluczowe czynniki w prototypowaniu
W przypadku prototypów priorytetem często są szybkość i obrabialność. Aluminium 6061 jest popularnym wyborem, ponieważ pozwala na bardzo szybkie czasy cyklu i zapewnia doskonałą jakość powierzchni przy minimalnym wysiłku. Pomaga to szybko dostarczyć funkcjonalne części do testów.
Powszechne kompromisy materiałowe
Kiedy potrzebna jest trwałość, często sięgamy po stal nierdzewną. Jednak kompromisem są dłuższe czasy cykli i zwiększone zużycie narzędzi w porównaniu do miększych metali. Oto szybkie porównanie oparte na naszych wewnętrznych testach obróbki.
| Materiał | Prędkość obróbki | Odporność na korozję | Koszt względny |
|---|---|---|---|
| Aluminium 6061 | Bardzo szybko | Dobry | Niski |
| Stal nierdzewna 303 | Umiarkowany | Doskonały | Średni |

Wybierając materiały do obróbki na maszynach typu Swiss, musimy wyjść poza najczęstsze opcje. Każdy materiał stawia unikalne wyzwania i oferuje zalety, które wpływają zarówno na proces produkcji, jak i na przydatność gotowej części do zamierzonego zastosowania.
Rozszerzanie palety materiałów
Metale do specyficznych potrzeb
Mosiądz C360 jest prawdopodobnie najłatwiejszym w obróbce metalem, co czyni go idealnym do elementów takich jak złącza elektryczne, gdzie kluczowa jest produkcja z dużą prędkością. W przypadku zastosowań wymagających wysokiej wytrzymałości i niskiej wagi, Tytan klasy 5 jest niezrównany, chociaż wymaga wolniejszych posuwów i specjalistycznych narzędzi.
Obróbka zaawansowanych tworzyw sztucznych
Tworzywa sztuczne, takie jak PEEK i Delrin, świetnie nadają się do części obrabianych na maszynach typu Swiss, ale wymagają innych strategii zarządzania wiórami. W przeciwieństwie do metali, ich wióry mogą być nitkowate i owijać się wokół narzędzi, dlatego dostosowujemy parametry, aby zapewnić czyste cięcia. Materiały te wymagają również ostrożnego obchodzenia się, aby uniknąć Anizotropia5 wpływu na stabilność wymiarową.
Pozyskiwanie materiałów i czasy realizacji
W przypadku krótkich serii, dostępność materiału jest praktyczną kwestią. Standardowe rozmiary blach aluminiowych lub mosiężnych są łatwo dostępne, co minimalizuje czasy realizacji. Natomiast małe ilości specjalistycznego tytanu lub PEEK mogą wymagać zamówienia na specjalne zamówienie, co wydłuża harmonogram projektu.
| Zastosowanie | Zalecany materiał | Kluczowe korzyści |
|---|---|---|
| Lotnictwo i kosmonautyka | Tytan klasy 5 | Wysoki stosunek wytrzymałości do wagi |
| Medyczny | Stal nierdzewna 304, PEEK | Biokompatybilność, odporność na korozję |
| Motoryzacja | Aluminium 6061 | Niska waga, doskonała obrabialność |
| Robotyka | Delrin, Aluminium 6061 | Niskie tarcie, integralność strukturalna |
Prawidłowy dobór materiału do prototypów tokarek typu Swiss pozwala zrównoważyć obrabialność, wymagania dotyczące wydajności i czas realizacji. Ten wybór jest fundamentalny dla uzyskania opłacalnych, wysokiej jakości części, które spełniają specyfikacje projektu już od pierwszego uruchomienia.
Oczekiwania dotyczące tolerancji dla prototypowych części obrabianych na tokarkach typu Swiss
Inżynierowie często pytają mnie, jakiej tolerancji mogą realistycznie oczekiwać w pierwszym prototypie. W przypadku toczenia CNC typu Swiss odpowiedź jest często lepsza, niż myślą. Konstrukcja maszyny pozwala nam osiągnąć precyzję na poziomie produkcyjnym od samego początku.
Standardowe tolerancje prototypów
Dla większości geometrii standardowa tolerancja ±0,01 mm (0,0004 cala) jest łatwo osiągalna. W przypadku części dłuższych niż 100 mm może się ona nieznacznie zwiększyć do ±0,02-0,05 mm ze względu na czynniki materiałowe. Są to jednak konserwatywne wartości dla pierwszego uruchomienia.
Osiąganie wyższej precyzji
Kiedy projekt tego wymaga, możemy dostosować proces, aby utrzymać ±0,005 mm (0,0002 cala) na krytycznych średnicach. Wymaga to starannego doboru materiału i kontroli procesu.
| Typ funkcji | Standardowa tolerancja prototypu | Tolerancja wysokiej precyzji |
|---|---|---|
| Średnice | ±0,01 mm (0,0004 cala) | ±0,005 mm (0,0002 cala) |
| Długości (>100 mm) | ±0,02 mm – ±0,05 mm | ±0,01 mm (zależne od procesu) |
| Koncentracja | 0,01 mm (0,0004 cala) | 0,005 mm (0,0002 cala) |

Głównym powodem, dla którego tolerancje prototypów mogą dorównywać specyfikacjom produkcyjnym, jest fundamentalna konstrukcja tokarki typu Swiss. Materiał jest podparty przez tuleję prowadzącą tuż obok narzędzia tnącego. Takie ustawienie praktycznie eliminuje ugięcie i wibracje, które są głównymi źródłami niedokładności w konwencjonalnym toczeniu.
Czynniki wpływające na rzeczywiste wyniki
Nawet przy zaawansowanym sprzęcie, kilka czynników wpływa na ostateczną tolerancję toczenia Swiss. Zrozumienie ich pomaga ustalić realistyczne oczekiwania i poprawić projekt pod kątem możliwości produkcyjnych. Stabilność materiału jest kluczowa; naprężenia wewnętrzne w surowcu mogą powodować lekkie wypaczenie części po obróbce.
Materiał i narzędzia
Zużycie narzędzia, nawet podczas krótkiego cyklu produkcyjnego prototypów, może powodować niewielkie dryfowanie wymiarów. Minimalizujemy to, używając wysokiej jakości narzędzi powlekanych. Materiał Plastyczność6 również odgrywa rolę. Miękkie materiały mogą być trudniejsze w obróbce do uzyskania drobnego wykończenia i ścisłej tolerancji.
| Czynnik | Wpływ na tolerancję | Nasza strategia minimalizacji w PTSMAKE |
|---|---|---|
| Stabilność materiału | Naprężenia wewnętrzne mogą powodować wypaczenie po obróbce. | Zalecamy i pozyskujemy materiały odprężone. |
| Zużycie narzędzia | Wymiary mogą dryfować w miarę tępenia krawędzi tnącej. | Używamy wysokiej jakości narzędzi powlekanych i monitorujemy zużycie. |
| Rozszerzalność cieplna | Zmiany temperatury w hali wpływają na rozmiar maszyny i części. | Nasz zakład jest klimatyzowany dla zapewnienia stabilności. |
Prototypy toczenia Swiss mogą spełniać tolerancje produkcyjne, ponieważ proces jest z natury stabilny. Brak ponownego mocowania i podparcie przez tuleję prowadzącą zapewniają spójność od pierwszej do ostatniej części, co czyni go idealnym do walidacji projektów z precyzją.
Możliwości wykończenia powierzchni w krótkich seriach na tokarkach typu Swiss
W produkcji krótkoseryjnej osiągnięcie doskonałego wykończenia powierzchni jest kluczowe. Toczenie Swiss naturalnie się w tym wyróżnia, w dużej mierze dzięki systemowi tulei prowadzących, który podpiera obrabiany przedmiot bezpośrednio przy narzędziu tnącym. Minimalizuje to wibracje i ugięcie, prowadząc do konsekwentnie gładszego wykończenia.
Standardowe wykończenia operacyjne
Dla większości prototypów i części produkowanych w małych seriach standardowe wykończenie jest wystarczające. Dzięki odpowiednim narzędziom i zarządzaniu chłodziwem konsekwentnie osiągamy doskonałe rezultaty w typowym zakresie operacyjnym. Ta bazowa jakość spełnia wymagania szerokiej gamy zastosowań.
Wykończenia precyzyjne
Kiedy projekt wymaga jeszcze gładszej powierzchni, tokarka typu Swiss może to zapewnić. Specjalistyczne narzędzia, takie jak płytki z promieniem wióra, lub procesy wtórne, takie jak polerowanie, mogą zapewnić wyjątkowo gładkie powierzchnie. Poniżej znajduje się zestawienie tego, czego można się spodziewać.
| Poziom wykończenia | Wartość Ra (μm) | Metoda | Wspólna aplikacja |
|---|---|---|---|
| Standard | 0.4 - 0.8 | Standardowe narzędzia i chłodziwo | Ogólne elementy mechaniczne, części niekosmetyczne |
| Dobrze | 0.2 - 0.4 | Zoptymalizowane narzędzia i prędkości | Powierzchnie uszczelniające, widoczne części kosmetyczne, pasowania łożysk |
| Lustrzany | < 0.2 | Płytki z promieniem wióra / Proces wtórny | Wysokowydajne komponenty urządzeń optycznych lub medycznych |
Tokarki typu Swiss zapewniają wyraźną przewagę w zakresie jakości powierzchni. Kluczowe jest podparcie tulei prowadzącej bezpośrednio przy narzędziu. Takie ustawienie znacząco tłumi drgania, które są główną przyczyną słabych wykończeń w tradycyjnym toczeniu, zwłaszcza na długich, smukłych częściach.
Zarządzanie wyzwaniami krótkich serii
Krótkie serie często stwarzają unikalne problemy. Mogą pojawić się ślady po wejściu narzędzia, gdy frez po raz pierwszy styka się z materiałem. Na częściach z elementami takimi jak wpusty czy otwory poprzeczne, przerywane skrawanie może powodować drgania. Sztywność i precyzyjna kontrola tokarki typu Swiss pomagają skutecznie zarządzać tymi problemami.
Określanie wykończeń na rysunkach
Powszechnym problemem, który widzę, jest nadmierne określanie Chropowatość powierzchni7. Żądanie wykończenia lustrzanego tam, gdzie wystarczy standardowe, zwiększa koszty i czas realizacji bez dodawania wartości funkcjonalnej. W przypadku prototypów najlepiej określić wykończenie tylko na krytycznych powierzchniach.
Ta tabela stanowi prosty przewodnik po określaniu wykończeń na rysunkach prototypów.
| Wymóg | Zalecana specyfikacja | Uzasadnienie |
|---|---|---|
| Powierzchnia niekrytyczna | Pozostaw nieokreśloną lub zaznacz "Jak obrobione" | Pozwala uniknąć niepotrzebnych kosztów dla obszarów niefunkcjonalnych. |
| Powierzchnia styku lub uszczelnienia | Określ wymagane Ra, np. "Ra 0.8" | Zapewnia prawidłowe działanie bez nadmiernego przetwarzania. |
| Obszar o wysokim zużyciu | Określ Ra i ewentualnie proces wtórny | Gwarantuje trwałość tam, gdzie jest to najważniejsze. |
| Wygląd kosmetyczny | Określ Ra, np. "Ra 0.4 na wszystkich widocznych powierzchniach" | Jasno komunikuje wymagania estetyczne. |
Toczenie precyzyjne (Swiss turning) oferuje wyjątkowe wykończenie powierzchni dla krótkich serii produkcyjnych dzięki swojej inherentnej stabilności. Właściwa specyfikacja jest kluczowa dla zrównoważenia jakości i kosztów. Jasne zdefiniowanie wymagań dotyczących krytycznych powierzchni zapewnia funkcjonalność bez zbędnych wydatków, co jest kluczowym czynnikiem w prototypowaniu i produkcji małoseryjnej.
Jedno ustawienie, jedna część — jak integracja frezowania typu Swiss upraszcza prototypowanie
Główną zaletą toczenia CNC typu Swiss dla prototypów jest zintegrowane narzędzie obrotowe (live tooling). Ta funkcja przekształca tokarkę w wielofunkcyjne centrum obróbcze, obsługujące złożone części w jednej operacji. Ta zdolność jest kluczowa dla szybkiego i dokładnego prototypowania.
Usprawnianie złożonych geometrii
Maszyny Swiss z narzędziami obrotowymi mogą wykonywać toczenie, frezowanie, wiercenie i gwintowanie bez zdejmowania części. Eliminuje to wielokrotne przezbrojenia, co znacznie oszczędza czas i zmniejsza ryzyko błędów między operacjami.
Od prototypu do produkcji
To podejście z jednym przezbrojeniem zapewnia, że proces używany do prototypu jest dokładnie taki sam, jak proces używany do produkcji. To płynne przejście jest dużą zaletą przy skalowaniu produkcji.
| Cecha | Obróbka konwencjonalna | Integracja frezowania Swiss |
|---|---|---|
| Konfiguracje dla złożonych części | 3-5 przezbrojeń | 1 przezbrojenie |
| Czas realizacji | Tygodnie | Dni |
| Spójność tolerancji | Niższy | Wyższy |
| Koszt pracy | Wysoki | Niski |

Prawdziwa siła maszyn Swiss tkwi w ich wieloosiowych możliwościach. Podstawowe narzędzie obrotowe 3-osiowe może wiercić otwory lub frezować płaszczyzny na powierzchni czołowej lub średnicy części. Jednak 5-osiowa maszyna Swiss dodaje kolejną warstwę złożoności i wydajności.
Narzędzia obrotowe 3-osiowe vs. 5-osiowe
Dzięki możliwościom 5-osiowym maszyna może tworzyć cechy pod kątem i złożone kontury bez wtórnego przezbrojenia. Wyobraź sobie komponent urządzenia medycznego z otworami pozaosiowymi i skośnymi szczelinami. Na maszynach konwencjonalnych może to wymagać czterech odrębnych przezbrojeń, zwiększając zarówno czas, jak i koszt.
W PTSMAKE obsługujemy te części w jednym cyklu. Ta konsolidacja to coś więcej niż tylko szybkość. Za każdym razem, gdy część jest przenoszona i ponownie mocowana, ryzykujesz utratę precyzji Twojej Datum8. Utrzymując część w jednej maszynie, eliminujemy narastanie błędów tolerancji z wielu uchwytów.
Ten proces bezpośrednio wpływa na cykl rozwoju. Zamiast czekać tygodniami na prototyp, który przeszedł przez wielu dostawców w celu wykonania operacji wtórnych, otrzymujesz gotową część szybciej. Szybsze części oznaczają szybsze testowanie, szybsze iteracje projektowe i szybszą drogę do wprowadzenia na rynek. To jest istota wydajnego frezowania szwajcarskiego.
Zintegrowane frezowanie szwajcarskie usprawnia prototypowanie poprzez konsolidację wielu procesów obróbki w jednym ustawieniu. Metoda ta minimalizuje błędy tolerancji, eliminuje potrzebę korzystania z zewnętrznych dostawców i znacznie przyspiesza cykle iteracyjne, zapewniając bezpośrednią ścieżkę od prototypu do produkcji z zachowaniem zwiększonej precyzji.
Kiedy nie używać tokarek typu Swiss do prototypów
Toczenie CNC typu Swiss doskonale nadaje się do skomplikowanych, smukłych części. Jednak w przypadku prototypowania nie zawsze jest to najlepszy wybór. Znajomość jego ograniczeń pozwala zaoszczędzić czas i pieniądze. Zawsze doradzam klientom, aby przed podjęciem decyzji o procesie rozważyli specyficzne potrzeby swojego prototypu.
Części o dużych średnicach
Podstawową siłą toczenia szwajcarskiego jest jego system tulei prowadzących, który wspiera smukłe detale. System ten jest zazwyczaj ograniczony do mniejszych średnic prętów, często poniżej 32 mm. W przypadku większych prototypów konwencjonalna tokarka CNC jest znacznie bardziej wydajna i opłacalna.
Proste geometrie
Jeśli prototypem jest prosty wałek lub ma podstawowe cechy, złożoność ustawienia maszyny szwajcarskiej jest przesadą. Konwencjonalna tokarka może wykonać te części szybciej i przy niższych kosztach, co czyni ją lepszym wyborem dla prostych projektów.
| Złożoność funkcji | Zalecany proces | Powód |
|---|---|---|
| Wysokie (smukłe, skomplikowane) | Szwajcarskie toczenie CNC | Doskonałe wsparcie, wysoka precyzja |
| Niskie (proste wałki, podstawowe cięcia) | Konwencjonalna tokarka CNC | Szybsze ustawienie, niższy koszt |
| Duża średnica (>32 mm) | Konwencjonalna tokarka CNC | Ograniczenia pojemności maszyny |
Zrozumienie ograniczeń toczenia szwajcarskiego jest kluczem do wydajnego prototypowania. Chodzi o wybór odpowiedniego narzędzia do zadania. Przekraczanie możliwości maszyny poza jej przeznaczenie prowadzi do kompromisów w zakresie jakości, kosztów i czasu realizacji, co jest szczególnie krytyczne w dynamicznej fazie prototypowania.
Materiał i ilości
Niektóre materiały nie nadają się do toczenia szwajcarskiego. Materiały ścierne lub utwardzone mogą powodować nadmierne zużycie tulei prowadzącej, prowadząc do utraty precyzji. Może to stanowić poważny problem w przypadku materiałów takich jak utwardzone stale lub ceramika, gdzie koszty narzędzi i przestoje szybko rosną. Innym kluczowym czynnikiem jest czas ustawienia.
Dla bardzo małych ilości, od jednej do trzech sztuk, obszerne przygotowanie maszyny typu Swiss może stanowić dużą część całkowitego kosztu. W takich scenariuszach koszt jednostkowy staje się zaporowo wysoki. Stwierdziliśmy, że czas przygotowania często przewyższa czas obróbki dla tak małych serii prototypowych.
Hybrydowe podejścia do prototypowania
W przypadku wstępnych testów formy i dopasowania rozważ podejście hybrydowe. Drukowanie polimerowej wersji w 3D może być niezwykle szybkie i tanie. Jeśli pewne cechy wymagają ścisłych tolerancji, można wykonać wtórną operację toczenia na części wydrukowanej w 3D. Ta metoda zapewnia funkcjonalny prototyp bez wysokich kosztów pełnej obróbki CNC. Problemy z materiałem, takie jak Galling9 są również całkowicie uniknięte.
| Ograniczenie | Alternatywne rozwiązanie | Dlaczego jest lepsze dla prototypów |
|---|---|---|
| Materiały ścierne | Konwencjonalne toczenie (bez tulei prowadzącej) | Unika nadmiernego zużycia narzędzi i kosztów |
| Bardzo mała ilość (1-3) | Konwencjonalne toczenie lub drukowanie 3D | Niższy czas przygotowania i koszt jednostkowy |
| Złożone cechy czołowe | Frezowanie 5-osiowe | Bardziej wydajne dla cech nieobrabianych przez toczenie |
Toczenie typu Swiss jest precyzyjne, ale nie jest uniwersalnym rozwiązaniem dla prototypów. Rozpoznanie ograniczeń toczenia typu Swiss związanych z rozmiarem części, geometrią, materiałem i ilością pomaga w wyborze bardziej wydajnego procesu. Zapewnia to, że Twój projekt pozostaje zgodny z harmonogramem i budżetem, co jest naszym priorytetem w PTSMAKE.
Od prototypu do produkcji — płynne przejście na tej samej platformie maszynowej
Jednym z największych wyzwań w rozwoju sprzętu jest luka między prototypowaniem a produkcją. Różni dostawcy lub maszyny często prowadzą do poważnych problemów. Ryzykujesz ponowną kwalifikację, spory o tolerancje i kosztowne przeprojektowanie przyrządów, gdy zmieniasz środowiska produkcyjne. Jest to powszechny wąskie gardło.
Przewaga ciągłości
Użycie tej samej platformy maszynowej Swiss dla obu etapów rozwiązuje ten problem. Tworzy to płynne połączenie, zapewniając, że to, co zatwierdzisz w prototypie, jest dokładnie tym, co otrzymasz w produkcji. Takie podejście znacząco upraszcza cały proces skalowania.
Eliminacja przeszkód produkcyjnych
Ta metoda eliminuje wiele zmiennych powodujących opóźnienia. Spójność w programowaniu, narzędziach i kontroli jakości od samego początku zapewnia płynne przejście. Jest to kluczowe dla efektywnych harmonogramów projektów.

Prawdziwe przejście od prototypu do produkcji w technologii Swiss oznacza jeden płynny przepływ. Ta strategia opiera się na utrzymaniu spójności w kluczowych obszarach operacyjnych. Kiedy ten sam zespół i technologia zajmują się częścią od początku do końca, przejście staje się prostą kwestią zwiększenia ilości, a nie przeprojektowania procesu.
Studium przypadku: Komponent złącza robotycznego
Niedawno pracowaliśmy nad złożonym komponentem złącza robotycznego. Początkowe prototypy zostały obrobione na naszej tokarni Swiss Citizen L20. Po zatwierdzeniu projektu przez klienta, zwiększyliśmy produkcję do 500 sztuk miesięcznie na tej samej maszynie, używając identycznych ustawień.
Korzyść z jednej platformy
| Aspekt | Etap prototypowania | Faza produkcji | Korzyści |
|---|---|---|---|
| Programista | Jan Kowalski | Jan Kowalski | Brak krzywej uczenia się |
| Post CAM | Niestandardowy L20 | Niestandardowy L20 | Identyczny kod G |
| Oprzyrządowanie | Znormalizowany | Znormalizowany | Brak kosztów konfiguracji |
| Jakość | Protokół CMM | Protokół CMM | Spójna metrologia |
Ta ciągłość jest miejscem, gdzie tkwi prawdziwa wartość. Zdolność procesowa10 ustanowiona podczas prototypowania bezpośrednio przekłada się na produkcję. Nie było żadnych zmian w procesie, negocjacji tolerancji ani niespodzianek dla klienta. Część, która została zatwierdzona, była częścią dostarczoną w ilościach produkcyjnych.
Użycie tej samej platformy maszynowej od prototypu do produkcji eliminuje przeróbki i niepewność. Takie podejście zapewnia spójność w programowaniu, oprzyrządowaniu i kontroli jakości, oszczędzając znaczący czas i koszty, jednocześnie gwarantując, że końcowe części spełniają dokładne specyfikacje zatwierdzone podczas początkowej fazy.
Projektowanie pod kątem tokarek typu Swiss — wskazówki DFM dla inżynierów prototypów
Podczas projektowania prototypów dla tokarek CNC typu Swiss, kilka mądrych wyborów może znacznie obniżyć koszty i przyspieszyć dostawę. Kluczem jest skupienie się na możliwościach produkcyjnych od samego początku. Proste dostosowania projektu zapewniają, że możemy użyć standardowych narzędzi i zminimalizować odpady materiałowe, co jest kluczowe dla serii prototypowych.
Kluczowe aspekty DFM
Myślenie o tym, jak część jest trzymana i obrabiana, jest niezbędne. Często sprowadza się to do rozmiaru materiału wsadowego i dostępności cech. Niewielka zmiana średnicy może mieć duże znaczenie.
| Rozważania | Wpływ na prototypowanie |
|---|---|
| Średnica materiału wsadowego | Redukuje odpady materiałowe i czas cyklu |
| Podcięcia | Zapobiega potrzebie kosztownych niestandardowych narzędzi profilowych |
| Rozmiary tulei zaciskowych | Wykorzystuje standardowe mocowanie obrabianego przedmiotu dla szybszej konfiguracji |
| Cechy wewnętrzne | Zapobiega kosztownym operacjom wtórnym |
Te czynniki są fundamentalne w efektywnym projektowaniu dla toczenia typu Swiss. Poprawne ich określenie na wczesnym etapie zapobiega opóźnieniom i przeprojektowaniom w późniejszym czasie.

Właściwy projekt dla szwajcarskiego toczenia wykracza poza podstawową geometrię. Wymaga głębszego zrozumienia możliwości i ograniczeń maszyny. Optymalizacja części pod kątem procesu sprawia, że przejście od prototypu do produkcji jest znacznie płynniejsze.
Rozmiar pręta i tulei zaciskowej
Zawsze staraj się zaprojektować największą średnicę zewnętrzną swojej części tak, aby była nieco mniejsza niż standardowy rozmiar pręta. Minimalizuje to ilość materiału, który musimy odrzucić, oszczędzając czas i pieniądze. Dopasowanie standardowych rozmiarów tulei zaciskowych pozwala również uniknąć potrzeby niestandardowych uchwytów podczas prototypowania.
Cechy wewnętrzne a operacje wtórne
Wiele nowoczesnych maszyn szwajcarskich posiada narzędzia obrotowe, które umożliwiają frezowanie, wiercenie i gwintowanie cech mimośrodowych. Projektowanie cech wewnętrznych, które można w ten sposób obrabiać, jest znacznie bardziej wydajne niż poleganie na procesie wtórnym, takim jak Elektroerozyjna obróbka11, która znacznie zwiększa czas i koszty.
Lista kontrolna DFM dla szwajcarskiego toczenia
Oto krótka lista kontrolna, którą polecam inżynierom przed finalizacją rysunków prototypowych. Przestrzeganie tych wytycznych pomaga nam w PTSMAKE dostarczać Państwa części szybciej.
| Pozycja na liście kontrolnej | Tak / Nie | Uwagi |
|---|---|---|
| Czy maksymalna średnica zewnętrzna jest nieco poniżej standardowego rozmiaru pręta? | Sprawdź rozmiary dostępne w magazynie dostawcy materiałów. | |
| Czy wszystkie podcięcia są konieczne? | Czy można je zastąpić prostym podcięciem? | |
| Czy gwinty wewnętrzne można wykonać za pomocą gwintownika? | Unikaj funkcji wymagających jednopunktowego gwintowania. | |
| Czy grubość ścianki jest większa niż 0,5 mm? | Cieńsze ścianki grożą deformacją. |
Optymalizując projekt pod kątem toczenia szwajcarskiego, możesz osiągnąć szybsze czasy realizacji i niższe koszty prototypów. Te drobne uwagi dotyczące materiału, narzędzi i projektu elementów składają się na znaczące oszczędności i bardziej wydajny proces produkcyjny precyzyjnych części.
Czynniki kosztowe dla prototypów i krótkich serii na tokarkach typu Swiss
Zrozumienie rzeczywistego kosztu
Wielu projektantów produktów zakłada, że toczenie CNC szwajcarskie jest zbyt drogie dla prototypów lub krótkich serii. Chociaż koszty konfiguracji są czynnikiem, ten pogląd często pomija całkowity koszt produkcji. Prawdziwa wartość pojawia się, gdy rozważysz pełny obraz.
Kluczowe składniki kosztów
Na ostateczną cenę części obrabianej metodą toczenia szwajcarskiego wpływają głównie trzy obszary. Są to czas konfiguracji, czas cyklu obróbki i koszty surowca. Każdy element wnosi inny wkład w zależności od złożoności i ilości zamówienia.
Dlaczego często jest taniej
W przypadku skomplikowanych części toczenie szwajcarskie eliminuje potrzebę operacji wtórnych, takich jak frezowanie lub szlifowanie. Ta konsolidacja zmniejsza obsługę, logistykę i potencjalne błędy, często czyniąc ją bardziej opłacalną niż korzystanie z wielu dostawców w konwencjonalnym procesie.

Konfiguracja vs. Czas cyklu
Koszty konfiguracji są stałe. Obejmują one programowanie maszyny i przygotowanie narzędzi. W przypadku pojedynczego prototypu koszt ten jest znaczący. W przypadku krótkich serii jest on rozłożony na większą liczbę części, obniżając cenę jednostkową. Jest to kluczowy aspekt struktury kosztów toczenia szwajcarskiego.
Czynnik materiałowy
Koszty materiałów również odgrywają rolę, zwłaszcza przy minimalnych wymaganiach zakupu prętów dla specjalistycznych stopów. Jednak wydajność toczenia CNC szwajcarskiego minimalizuje odpady, co może zrekompensować część tych początkowych kosztów w porównaniu z procesami generującymi większe straty materiału.
Praktyczne porównanie kosztów
Rozważ skomplikowany komponent medyczny. Oto typowy scenariusz, który widzimy w PTSMAKE dla serii 50 sztuk. Przewaga pojedynczej konfiguracji toczenia CNC szwajcarskiego jest jasna, zmniejszając zarówno czas realizacji, jak i liczbę dostawców, którymi musisz zarządzać.
| Cecha | Obróbka konwencjonalna + frezowanie | Tokarstwo precyzyjne (jedno ustawienie) |
|---|---|---|
| Liczba dostawców | 2-3 (toczenie, frezowanie, wykańczanie) | 1 (PTSMAKE) |
| Całkowity czas realizacji | ~2 tygodnie | ~3 dni |
| Wpływ na koszty | Wyższe ze względu na wiele ustawień i logistykę | Niższe ogólnie ze względu na wydajność |
| Ryzyko jakości | Zwiększone przez obsługę części | Zminimalizowane przez pojedyncze mocowanie |
Wskazówki dotyczące redukcji kosztów
Aby obniżyć koszty prototypowania, skonsoliduj różne części wykorzystujące ten sam materiał i średnicę w jedno zamówienie. Ponadto projektowanie z myślą o standardowych narzędziach pozwala uniknąć kosztów niestandardowych narzędzi. Na koniec, dostarczenie jasnych modeli 3D z precyzyjnymi Wymiarowanie geometryczne i tolerowanie12 skraca czas programowania i eliminuje niejednoznaczności.
Krótko mówiąc, koszt tokarki precyzyjnej zależy od ustawienia, czasu cyklu i materiałów. W przypadku złożonych prototypów często okazuje się bardziej ekonomiczne niż konwencjonalne procesy wielooperacyjne, dzięki skróceniu czasu realizacji, zarządzania dostawcami i potencjalnych błędów, co przekłada się na niższy całkowity koszt.
Oczekiwania dotyczące czasu realizacji zamówień prototypów w technologii toczenia szwajcarskiego
Planując prototyp, kluczowe jest zrozumienie czasu realizacji w przypadku obrabiarek typu Swiss. Nie jest to jedna liczba, ale zakres zależny od złożoności części. Prosty komponent, tylko toczony, może być gotowy w ciągu kilku dni, podczas gdy bardziej skomplikowana część wymaga więcej czasu.
Podstawowe czasy realizacji
Dla szybkiego odniesienia, często dzielę wstępne szacunki na podstawie geometrii. Pomaga to ustalić realistyczny punkt wyjścia dla harmonogramów projektów. Pamiętaj, że są to szacunki przed uwzględnieniem materiałów lub specjalnego wykończenia, które omówimy później.
| Złożoność części | Szacowany czas realizacji | Kluczowe cechy |
|---|---|---|
| Prosty | 2-3 dni | Podstawowe toczenie, cechy jednoosiowe. |
| Umiarkowany | 3-5 dni | Zawiera frezowanie na żywo, wiercenie poprzeczne. |
| Kompleks | 5-8 dni | Obróbka wieloosiowa, wąskie tolerancje. |
Dlaczego złożoność ma znaczenie
Część z prostymi średnicami toczonymi jest prosta. Jednak dodanie cech, takich jak otwory poza osią lub frezowane płaszczyzny, wymaga narzędzi obrotowych i dłuższego czasu programowania. Złożone geometrie często wiążą się z wielokrotnymi zmianami narzędzi i wolniejszymi czasami cykli, co bezpośrednio wpływa na ogólny harmonogram Twojego projektu toczenia CNC typu Swiss.

Czynniki wydłużające czas realizacji
Poza geometrią części, kilka innych czynników może znacząco wpłynąć na czas realizacji w przypadku obrabiarek typu Swiss. Zawsze doradzam klientom, aby rozważyli te zmienne na wczesnym etapie procesu projektowania, aby uniknąć nieoczekiwanych opóźnień. Te elementy często dodają więcej czasu niż sama obróbka.
Zamówienia materiałów i narzędzi
Egzotyczne materiały, takie jak tytan czy Inconel, nie zawsze są dostępne od ręki i mogą mieć długie czasy realizacji u dostawcy. Podobnie, jeśli Twoja część wymaga niestandardowych narzędzi profilowych lub nietypowych wierteł, ich zamówienie i otrzymanie wydłuża harmonogram, zanim rozpocznie się jakakolwiek obróbka.
Wymagania dotyczące inspekcji
Poziom wymaganej kontroli jest kluczowym czynnikiem. Pełny raport CMM dla każdej cechy zajmuje znacznie więcej czasu niż prosta kontrola próbek krytycznych wymiarów. Szczegółowe Metrologia13 dodaje znacząco czasu, ale zapewnia najwyższą jakość dla wymagających zastosowań.
Szacowanie Twojego czasu realizacji
W PTSMAKE usprawniamy produkcję, wykorzystując dwuwrzecionowe maszyny szwajcarskie, które wykonują części w jednym cyklu. Ta technologia pomaga skrócić czas realizacji obróbki szwajcarskiej. Aby pomóc Ci oszacować, skorzystaj z tego prostego przewodnika:
| Czynnik | Dodatkowy czas | Przykład |
|---|---|---|
| Egzotyczny materiał | + 3-10 Dni | Pozyskiwanie Inconel 718 |
| Niestandardowe oprzyrządowanie | + 5-15 Dni | Specjalistyczne narzędzie kształtowe |
| Pełny raport CMM | + 1-2 Dni | Komponent lotniczy lub medyczny |
Łącząc szacunkowy czas bazowy z tymi czynnikami, możesz zbudować dokładniejszy harmonogram projektu. Takie proaktywne podejście pomaga zarządzać oczekiwaniami i zapewnia płynniejszą realizację projektu.
Zarządzanie czasem realizacji obróbki szwajcarskiej obejmuje zrozumienie złożoności części, dostępności materiałów i potrzeb inspekcyjnych. Jasna rozmowa na te tematy z dostawcą od samego początku jest najlepszym sposobem na zapewnienie, że Twoje zamówienia prototypowe dotrą na czas i będą zgodne ze specyfikacjami.
Kontrola jakości krótkich serii części toczonych szwajcarskich — czego można oczekiwać
Wielu zakłada, że kontrola jakości jest mniej rygorystyczna w przypadku krótkich serii lub prototypów. Z mojego doświadczenia wynika, że jest to niebezpieczne błędne przekonanie. W wysokiej jakości zakładzie, takim jak PTSMAKE, każdy prototyp jest traktowany z taką samą powagą jak część produkcyjna. Kontrola jakości obróbki szwajcarskiej nie jest zmniejszana dla małych ilości.
Nastawienie "Prototyp jako produkcja"
Postrzegamy prototyp jako pierwszy krok w potencjalnym długoterminowym partnerstwie. Kluczowe jest poprawne wykonanie od samego początku. Oznacza to stosowanie solidnych ram jakościowych do każdej pojedynczej części, niezależnie od wielkości zamówienia. Buduje to zaufanie i zapobiega kosztownym problemom w przyszłości.
Kluczowe etapy kontroli jakości dla krótkich serii
Proces jest systematyczny, zapewniając, że nic nie pozostawiono przypadkowi. Poniżej przedstawiono typowy przepływ pracy dla krótkiej serii części obrabianych na tokarkach CNC typu Swiss.
| Etap | Cel |
|---|---|
| Inspekcja pierwszego artykułu | Weryfikuje, czy pierwsza część z linii produkcyjnej odpowiada wszystkim specyfikacjom rysunkowym. |
| Kontrole w toku | Monitoruje wymiary podczas cyklu obróbki, aby wcześnie wykryć odchylenia. |
| Kontrola końcowa | Potwierdza, że wszystkie krytyczne cechy i wymagania dotyczące wykończenia powierzchni są spełnione. |
Kontrola pierwszej sztuki (FAI)
Dla każdego nowego ustawienia, nawet dla pojedynczej części, przeprowadzamy kontrolę pierwszej sztuki (FAI). Nie jest to szybkie sprawdzenie; jest to kompleksowy proces wzorowany na standardach AS9102. Skrupulatnie mierzymy każdy wymiar na rysunku, aby potwierdzić, że ustawienie i narzędzia są idealne przed uruchomieniem pozostałej ilości.
Monitorowanie i raportowanie w procesie produkcyjnym
Nowoczesne tokarki CNC typu Swiss umożliwiają sondowanie w procesie produkcyjnym. Ta zautomatyzowana funkcja sprawdza krytyczne wymiary w połowie cyklu, dostarczając natychmiastowych informacji zwrotnych. Dla części o złożonych geometriach generujemy raporty z maszyny współrzędnościowej (CMM). Dostarcza to precyzyjnych danych dotyczących cech, które są trudne do zmierzenia standardowymi narzędziami.
Dokumentacja i ochrona własności intelektualnej
Każdej części towarzyszy odpowiednia dokumentacja. Obejmuje ona certyfikaty materiałowe gwarantujące integralność stopu i pełne Identyfikowalność14. Rozumiemy również znaczenie własności intelektualnej, zwłaszcza na etapie prototypowania. Zawsze podpisujemy umowy o poufności (NDA) i posiadamy ścisłe wewnętrzne protokoły ochrony projektów naszych klientów.
| Dokument kontroli jakości | Opis |
|---|---|
| Raport FAI | Szczegółowy zapis pomiarów pierwszej części w odniesieniu do rysunku. |
| Raport CMM | Dostarcza dane współrzędnych 3D dla złożonych lub krytycznych cech. |
| Certyfikat materiałowy | Weryfikuje skład surowca i jego pochodzenie z walcowni. |
| Raport wykończenia powierzchni | Potwierdza, że część spełnia określone wymagania dotyczące chropowatości (Ra). |
Rygorystyczna kontrola jakości szwajcarskiego toczenia dla krótkich serii jest niepodlegająca negocjacjom. Obejmuje ona produkcyjny FAI, kontrole w trakcie procesu i pełną dokumentację. Zapewnia to, że każdy prototyp spełnia dokładne specyfikacje, stanowiąc podstawę udanej produkcji i budując zaufanie od pierwszej części.

Zrozumienie tej koncepcji pomaga w diagnozowaniu awarii obróbki i wyborze odpowiedniego procesu dla smukłych elementów. ↩
Zrozumienie trybologii pomaga zoptymalizować płyny do cięcia i żywotność narzędzi, co jest kluczowe dla osiągnięcia wysokiej precyzji. ↩
Poznaj kinematykę maszyn, aby zrozumieć, jak skoordynowany ruch wieloosiowy umożliwia złożoną produkcję w jednym ustawieniu. ↩
Zrozumienie bicia jest kluczowe dla oceny dokładności obrotowej precyzyjnych zespołów mechanicznych. ↩
Zrozumienie tej właściwości pomaga przewidzieć zachowanie materiału, zapewniając wyższą precyzję w złożonych częściach. ↩
Zrozumienie tej właściwości pomaga przewidzieć skrawalność materiału i jego zdolność do utrzymania ścisłych tolerancji. ↩
Zrozumienie tej metryki pomaga określić wykończenia, które są zarówno osiągalne, jak i opłacalne dla funkcji Twojej części. ↩
Zrozumienie punktów bazowych jest kluczem do docenienia, w jaki sposób obróbka w jednym ustawieniu osiąga doskonałą dokładność i spójność części. ↩
Zrozumienie zacierania pomaga w doborze materiałów, aby zapobiec awarii komponentu podczas obróbki. ↩
Zrozumienie tej koncepcji pomaga zapewnić stabilność procesu produkcyjnego i stałe spełnianie wymagań jakościowych na dużą skalę. ↩
Dowiedz się, jak ten bezkontaktowy proces obrabia twarde metale i złożone kształty, których nie można stworzyć tradycyjnymi narzędziami. ↩
Dowiedz się, jak ten język symboliczny komunikuje precyzyjne intencje projektowe dla produkcji, zapewniając formę, dopasowanie i funkcję części. ↩
Zrozumienie metrologii pomaga określić potrzeby inspekcji, zapewniając, że części spełniają dokładne standardy bez niepotrzebnych opóźnień. ↩
Odkryj, jak ta koncepcja zapewnia integralność materiału i historię części w branżach regulowanych. ↩






