

Besoin d'un arbre de 4 mm maintenu à une tolérance serrée, rapidement ? Les ateliers de tournage standard refusent, annoncent des délais longs ou livrent des pièces qui fléchissent, vibrent et ne respectent pas les spécifications. Votre prototype prend du retard de plusieurs semaines. Votre date de lancement glisse avec lui.
Le tournage suisse résout l'approvisionnement de petites pièces de précision en utilisant un contre-outil mobile et une bague de guidage pour soutenir les pièces fines près de l'outil de coupe. Cette configuration maintient une tolérance de ±0,005 mm, réalise des prototypes en 2 à 5 jours et passe à la production sur la même machine sans nouvelle qualification.

J'ai créé ce guide à partir de questions réelles que je reçois chaque semaine. Vous comprendrez pourquoi le tournage suisse fonctionne pour une pièce ou mille, quelles géométries l'exigent, et comment concevoir des pièces qui passent du prototype à la production sans aucun problème de tolérance. Plongeons dans le vif du sujet.
Pourquoi vos petites pièces de précision sont difficiles à sourcer — et comment le tournage suisse change la donne
L'approvisionnement en pièces petites et complexes est un défi courant. Vous avez besoin de précision et de rapidité, mais les méthodes de tournage traditionnelles sont souvent insuffisantes. Cet écart peut entraîner des retards frustrants dans les projets et des pièces qui ne répondent pas aux spécifications critiques, impactant ainsi l'ensemble de votre calendrier de production.
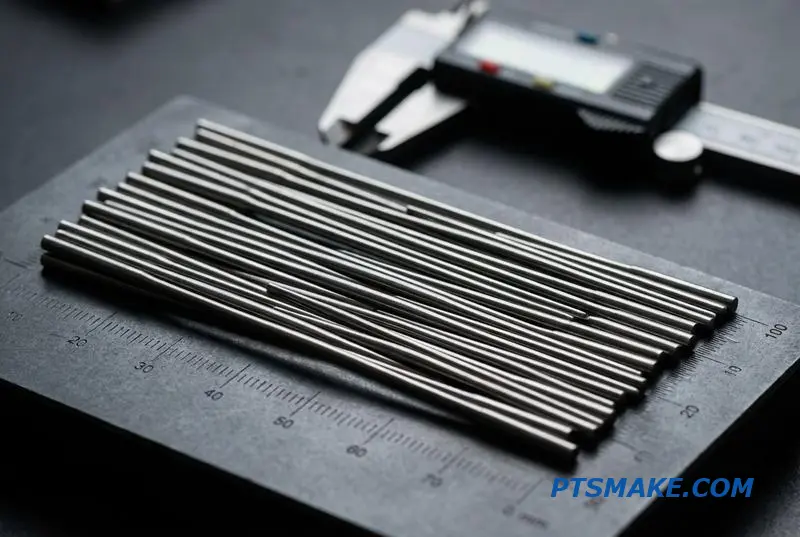
Je me souviens d'une startup en robotique confrontée à un délai de huit semaines. Le tour conventionnel de leur fournisseur ne parvenait pas à maintenir la tolérance sur une tige mince de 4 mm. Les pièces échouaient systématiquement à l'inspection, arrêtant la construction de leur prototype. C'est un exemple classique d'utilisation du mauvais outil pour le travail.
Le problème du tour conventionnel
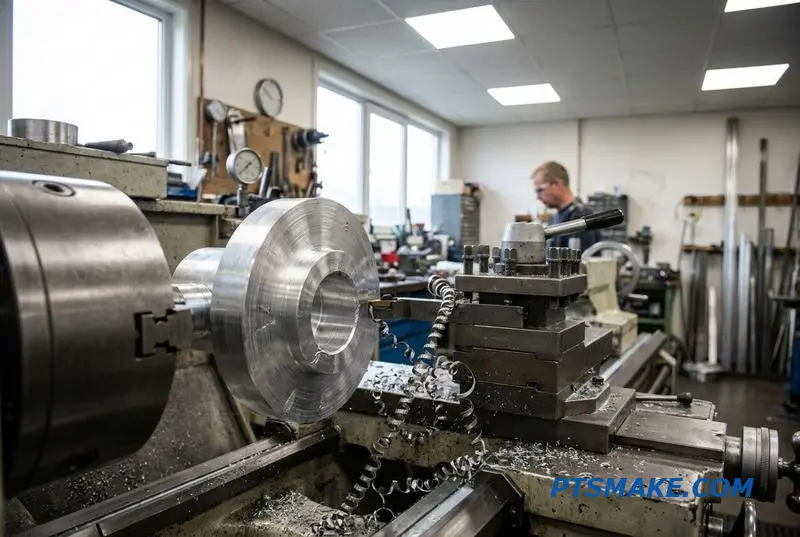
Sur un tour standard, les pièces longues et fines se courbent sous la pression de l'outil, ruinant la précision. Les caractéristiques complexes nécessitent également plusieurs montages, ce qui ajoute du temps et introduit un risque d'erreur à chaque nouvelle opération de serrage. Cela rend l'approvisionnement difficile et peu fiable pour les composants de précision.
L'avantage du tournage suisse
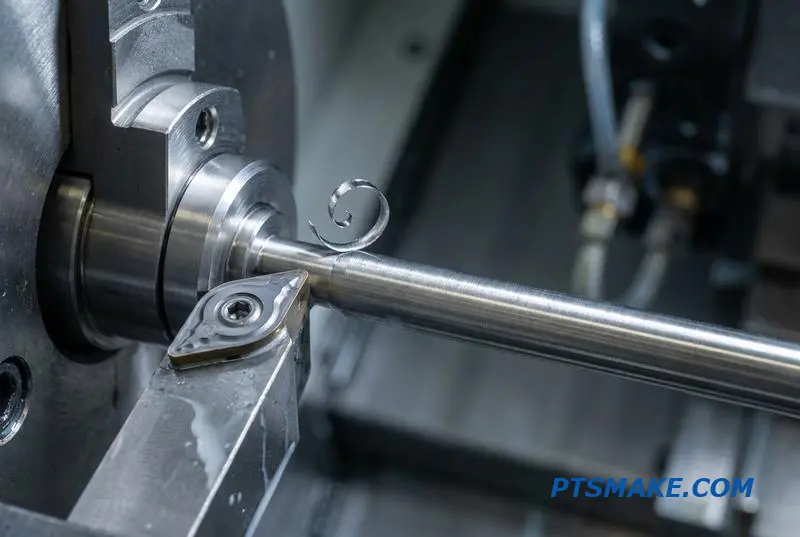
Le tournage CNC suisse offre une solution supérieure. Sa conception unique de la tête mobile supporte le matériau directement au point de coupe, résolvant les problèmes fondamentaux de déflexion et de rigidité. Cette méthode est spécialement conçue pour les défis que les machines conventionnelles ne peuvent pas gérer efficacement.

La physique derrière les échecs d'usinage
Le problème principal du tournage conventionnel pour les petites pièces est l'instabilité physique. Lorsque la longueur d'une pièce est plusieurs fois supérieure à son diamètre, la force de l'outil de coupe la fait s'éloigner de l'outil. Ce phénomène est connu sous le nom de Déflexion de la pièce1.
Cette légère courbure, souvent invisible à l'œil nu, suffit à ruiner les tolérances serrées. Elle entraîne un effilement, un mauvais état de surface et, finalement, des composants qui ne fonctionnent pas comme prévu. Plus la pièce est longue et mince, plus ce problème est grave.
Obstacles économiques et logistiques
Au-delà de la physique, les méthodes conventionnelles introduisent des coûts logistiques. Chaque fois qu'une pièce complexe est retirée et resserrée pour une nouvelle opération, cela ajoute du temps de main-d'œuvre et augmente le risque d'erreur. Cette inefficacité a un impact direct sur votre coût unitaire et prolonge considérablement les délais de livraison.
Le tableau ci-dessous compare les principales différences d'efficacité des processus entre ces deux méthodes.
| Fonctionnalité | Tournage conventionnel | Tournage CNC suisse |
|---|---|---|
| Support de pièce | Au mandrin, loin de l'outil | À la douille de guidage, à côté de l'outil |
| Pièces fines | Risque élevé de déflexion | Déviation minimale |
| Caractéristiques complexes | Plusieurs installations nécessaires | Souvent terminées en un seul montage |
| Application idéale | Pièces plus courtes, de plus grand diamètre | Pièces longues, fines et complexes |
Les services de tournage suisse éliminent ces problèmes. En usinant près de la douille de guidage, le processus est stable, précis et très efficace pour les géométries complexes, réduisant ainsi les taux de rebut et le besoin de multiples montages de machine. Chez PTSMAKE, nous exploitons cette technologie pour fournir des résultats constants.
L'approvisionnement en petites pièces est difficile car les tours conventionnels provoquent la déflexion des pièces et nécessitent plusieurs montages. Le tournage CNC suisse résout ce problème en supportant la pièce à usiner juste au niveau de l'outil, garantissant une haute précision et une grande efficacité pour les composants complexes et fins, ce qui permet d'économiser du temps et de l'argent.
Prototypage sur un tour suisse — plus rapide que vous ne le pensez
De nombreux ingénieurs associent les tours suisses à la production en grand volume, mais ils sont étonnamment efficaces pour le prototypage rapide. L'avantage principal est la réalisation de pièces complexes en un seul montage. Cette capacité réduit considérablement les délais de livraison et simplifie le processus de fabrication.
L'avantage d'une seule installation
L'outil motorisé permet des opérations de fraisage, de perçage et de filetage sur la même machine. Cela élimine le besoin de montages secondaires, ce qui permet de gagner du temps et de réduire le risque d'erreurs d'empilement de tolérances entre les opérations.
Efficacité en petites séries
Les commandes CNC modernes et les systèmes de pinces à changement rapide ont considérablement réduit les temps de changement. Cela rend la production de quelques pièces économiquement viable, remettant en question l'ancienne croyance selon laquelle les machines suisses ne sont que pour les grandes séries.
| Fonctionnalité | Impact sur le prototypage |
|---|---|
| Outillage en direct | Élimine les opérations secondaires |
| Support de douille de guidage | Précision accrue sur les pièces élancées |
| Changement rapide | Réduit les coûts pour les petites quantités |
| Sous-broche | Complète le contre-travail en un seul cycle |

La perception selon laquelle les machines suisses sont trop complexes pour le prototypage est dépassée. Bien que la technologie soit avancée, les commandes modernes simplifient la programmation pour les séries d'une seule pièce ou de faible volume. Chez PTSMAKE, nous exploitons cela pour un prototypage CNC suisse efficace, transformant les conceptions en pièces plus rapidement que beaucoup ne s'y attendent.
Comparaison des délais de livraison
Pour des quantités de 1 à 50 pièces, la différence est claire. Une pièce complexe peut nécessiter plusieurs réglages sur des machines conventionnelles, ce qui prolonge le délai. Avec le tournage CNC suisse, nous réalisons souvent ces pièces en une seule opération continue. Ce processus réduit la manipulation et le risque d'erreur.
| Quantité | Tournage conventionnel | Tournage suisse |
|---|---|---|
| 1-10 pièces | 5-10 jours | 3-7 jours |
| 11-50 pièces | 10-15 jours | 7-12 jours |
Un cas réel
Nous avons récemment travaillé avec un client dans le domaine des dispositifs médicaux sur un nouveau connecteur. En utilisant notre tour suisse, nous avons produit trois itérations de conception en seulement dix jours. Cette rapidité a permis à leur équipe d'ingénieurs de tester et de valider leur conception beaucoup plus rapidement que prévu. Le contrôle précis de la géométrie de la pièce implique également la compréhension de facteurs tels que tribologie2 à l'interface outil-pièce.
Le tournage suisse offre une solution rapide, précise et étonnamment économique pour le prototypage. Sa capacité à produire des pièces complexes en une seule configuration le rend idéal pour des itérations rapides, remettant en question l'idée dépassée selon laquelle il n'est que pour la production de masse.
Qu'est-ce qui rend le tournage suisse différent pour les petites séries
Beaucoup pensent que le tournage suisse n'est que pour les productions massives. Cependant, sa conception unique le rend très efficace pour les projets à faible volume également. La clé réside dans sa capacité à usiner des pièces avec une extrême précision et complexité en une seule configuration.
L'avantage de la stabilité
Les tours de type suisse font passer la matière première par une bague de guidage, soutenant le matériau juste à côté de l'outil de coupe. Cette conception minimise la déflexion de la pièce, ce qui est essentiel pour les pièces longues et fines qui nécessitent des tolérances serrées. C'est une différence fondamentale par rapport au tournage conventionnel.
Efficacité d'une seule configuration
Ces machines sont souvent équipées d'outils motorisés et de contre-broches. Cela permet des opérations de fraisage, de perçage et de taraudage en parallèle du tournage. Finir une pièce complexe en une seule fois permet de gagner un temps considérable et de réduire les erreurs de manipulation.
| Fonctionnalité | Tournage CNC suisse | Tournage CNC conventionnel |
|---|---|---|
| Support de pièce | La douille de guidage soutient le stock près de l'outil | Le mandrin maintient une extrémité de la matière première |
| Meilleur pour | Pièces longues, fines et complexes | Pièces plus courtes, de plus grand diamètre |
| Opérations secondaires | Souvent éliminé grâce aux outils motorisés | Fréquemment requis pour des caractéristiques complexes |
| Précision | Tolérances extrêmement élevées et serrées | Bon, mais limité sur les pièces fines |
Cette approche intégrée fait du tournage CNC suisse un concurrent sérieux, même pour les plus petits lots où la précision est primordiale.
L'argument contre les machines suisses pour le tournage CNC à faible volume se concentre souvent sur le temps de configuration. Bien que les configurations puissent être plus complexes, cette vision néglige des facteurs cruciaux d'économie qui déplacent considérablement l'équilibre économique, en particulier pour les séries comprises entre 50 et 1 000 pièces.
Surmonter la déflexion du matériau
La bague de guidage est la caractéristique déterminante. En soutenant la matière première à quelques millimètres seulement de l'outil de coupe, elle élimine pratiquement la déflexion. Cela nous permet de maintenir des tolérances sur des composants longs et fins qui seraient impossibles sur un tour conventionnel sans configurations multiples et fixations personnalisées.
Élimination des opérations secondaires
Les machines suisses modernes sont équipées de capacités multi-axes et d'outils motorisés. Cela signifie que nous pouvons effectuer le fraisage, le perçage transversal et le taraudage sur la pièce avant même qu'elle ne soit coupée. Chez PTSMAKE, nous produisons des pièces qui sortent de la machine complètement finies, contournant ainsi la nécessité d'une étape de fraisage séparée. Cette multifonctionnalité cinématique3 est une énorme économie.
Analyse des économies
Décomposons comment ces avantages techniques se traduisent par des bénéfices économiques sur une série hypothétique de 500 pièces. Le coût initial de configuration peut être plus élevé, mais le coût total par pièce diminue.
| Facteur de coût | Tour conventionnel + Fraiseuse | Tournage CNC suisse |
|---|---|---|
| Coût de la mise en place | Plus bas (par machine) | Plus élevé (machine unique) |
| Taux de rebut | ~5-10% | ~1-2% |
| Coût des opérations secondaires | Main-d'œuvre et temps machine supplémentaires | $0 |
| Coût total par pièce | Plus élevé | Plus bas |
Comme le montre le tableau, les économies réalisées grâce à la réduction des rebuts et à l'élimination complète des coûts des opérations secondaires compensent plus que le temps de configuration initial plus long, faisant du tournage suisse un choix plus judicieux.
La précision et les capacités de configuration unique du tournage suisse le rendent étonnamment rentable pour les petites séries. En éliminant les opérations secondaires et en réduisant les rebuts, il offre un coût total par pièce inférieur pour les composants complexes, démentant le mythe selon lequel il n'est destiné qu'à la production en grande série.
Cinq géométries de pièces qui exigent le tournage suisse en phase de prototypage
Lors du prototypage de pièces complexes, certaines géométries poussent le tournage CNC conventionnel au-delà de ses limites. Pour ces conceptions spécifiques, le tournage CNC suisse n'est pas seulement une meilleure option ; c'est souvent la seule voie viable vers le succès. Le défi principal des méthodes traditionnelles est la rigidité de la pièce, en particulier pour les pièces longues ou délicates.
Le défaut inhérent du tournage conventionnel
Dans un tour standard, la pièce est maintenue à une ou deux extrémités et tourne. L'outil se déplace le long de sa longueur. Pour les pièces longues et fines, la force de coupe provoque la flexion ou la vibration du milieu de la pièce. Cette déflexion entraîne des imprécisions dimensionnelles et un mauvais état de surface.
Pourquoi le tournage suisse excelle
Le tournage suisse résout ce problème en déplaçant la pièce elle-même à travers une bague de guidage. L'outil de coupe engage le matériau juste au point de support, éliminant ainsi la déflexion. Cette méthode est idéale pour produire des pièces complexes, élancées et de haute précision Prototypes tournés sur tour à vis.
| Fonctionnalité | Tournage conventionnel | Tournage CNC suisse |
|---|---|---|
| Support de pièce | Serré aux extrémités | Bague de guidage près de l'outil |
| Limite du rapport L/D | Typiquement < 5:1 | Peut dépasser 20:1 |
| Risque de déviation | Haut | Minime |
| Idéal pour | Pièces courtes et rigides | Composants longs et minces |

Certaines géométries sont tout simplement impossibles à prototyper sans les capacités uniques d'un tour de type suisse. Le support fourni par la bague de guidage change la donne, transformant des pièces impossibles à usiner en réalités de production. Voici cinq géométries où je constate constamment ce principe en action.
1. Arbres longs et minces
Toute pièce dont le rapport longueur/diamètre est supérieur à 5:1 est un candidat idéal. Le tournage conventionnel provoque de fortes vibrations d'outil et des déflexions. Un client dans le domaine des dispositifs médicaux avait besoin d'une sonde de 1,5 mm de diamètre, longue de 40 mm. Sur un tour standard, il était impossible de respecter les tolérances. Avec le tournage sur tour à vis, nous avons facilement maintenu ±0,005 mm.
2. Composants tubulaires à paroi mince
L'usinage de tubes à paroi mince est difficile car ils se déforment sous la pression. La bague de guidage d'une machine suisse offre un support à 360 degrés, empêchant l'effondrement. Ceci est essentiel pour des pièces telles que les manchons hydrauliques ou les boîtiers de capteurs, où l'intégrité de la paroi est primordiale. Cela élimine les problèmes de concentricité et écoulement4 les problèmes observés avec les configurations multi-opérations.
3. Pièces avec des caractéristiques excentriques
Les composants nécessitant des trous décentrés ou des méplats fraisés nécessitent souvent plusieurs montages sur une fraiseuse et un tour, introduisant des erreurs. Les machines suisses avec outillage entraîné et axe C peuvent percer, fraiser et tourner ces caractéristiques en une seule opération, garantissant un alignement parfait et un gain de temps de montage considérable.
| Défi Géométrique | Mode de Défaillance Conventionnel | Solution de Tournage Suisse |
|---|---|---|
| Arbres Longs/Élancés | Déflexion, Broutage | Support de douille de guidage |
| Tubes à Paroi Mince | Déformation, Effondrement | Support Continu de Pièce |
| Caractéristiques Excentrées | Tolérances Empilées | Usinage en une Seule Mise en Place |
Pour ces géométries difficiles, le tournage suisse est le choix définitif pour le prototypage. Il atténue les défaillances courantes telles que la déflexion et le faux-rond en supportant la pièce à usiner juste au point de coupe, garantissant que le prototype reflète fidèlement l'intention et la fonctionnalité de la conception finale.
Sélection des matériaux pour les prototypes et les petites séries de tournage suisse
Le choix du bon matériau pour le tournage suisse est crucial, en particulier pour les prototypes et les petites séries. La décision a un impact direct sur la vitesse d'usinage, l'état de surface et les performances finales de la pièce. C'est un équilibre entre les propriétés d'un matériau et les exigences spécifiques du projet.
Facteurs Clés en Prototypage
Pour les prototypes, la vitesse et l'usinabilité sont souvent prioritaires. L'aluminium 6061 est un choix populaire car il permet des temps de cycle très rapides et produit une excellente finition de surface avec un minimum d'effort. Cela nous aide à vous fournir rapidement des pièces fonctionnelles pour les tests.
Compromis Matériaux Courants
Lorsque la durabilité est nécessaire, nous nous tournons souvent vers l'acier inoxydable. Cependant, le compromis est des temps de cycle plus longs et une usure accrue des outils par rapport aux métaux plus tendres. Voici une comparaison rapide basée sur nos tests d'usinage internes.
| Matériau | Vitesse d'usinage | Résistance à la corrosion | Coût relatif |
|---|---|---|---|
| Aluminium 6061 | Très rapide | Bon | Faible |
| Acier inoxydable 303 | Modéré | Excellent | Moyen |

Lors de la sélection des matériaux pour le tournage sur machines suisses, nous devons aller au-delà des options les plus courantes. Chaque matériau présente des défis et des avantages uniques qui influencent à la fois le processus de fabrication et l'adéquation de la pièce finale à son application prévue.
Élargir la palette de matériaux
Métaux pour des besoins spécifiques
Le laiton C360 est sans doute le métal le plus facile à usiner, ce qui le rend idéal pour des composants tels que les connecteurs électriques où la production à haute vitesse est essentielle. Pour des applications légères et de haute résistance, le titane de grade 5 est inégalé, bien qu'il nécessite des avances plus lentes et des outils spécialisés.
Usinage de plastiques avancés
Les plastiques comme le PEEK et le Delrin sont excellents pour les pièces tournées sur machines suisses, mais exigent des stratégies de gestion des copeaux différentes. Contrairement aux métaux, leurs copeaux peuvent devenir filandreux et s'enrouler autour des outils, nous ajustons donc les paramètres pour assurer des coupes nettes. Ces matériaux nécessitent également une manipulation soigneuse pour éviter Anisotropie5 d'affecter la stabilité dimensionnelle.
Approvisionnement en matériaux et délais de livraison
Pour les petites séries, la disponibilité des matériaux est une préoccupation pratique. Les tailles standard en stock d'aluminium ou de laiton sont facilement disponibles, minimisant les délais de livraison. En revanche, de petites quantités de titane spécialisé ou de PEEK peuvent nécessiter une commande personnalisée, ce qui ajoute du temps au calendrier du projet.
| Application | Matériau recommandé | Principaux avantages |
|---|---|---|
| Aérospatiale | Titane grade 5 | Rapport résistance/poids élevé |
| Médical | Acier inoxydable 304, PEEK | Biocompatibilité, résistance à la corrosion |
| Automobile | Aluminium 6061 | Léger, excellente usinabilité |
| Robotique | Delrin, Aluminium 6061 | Faible friction, intégrité structurelle |
La bonne sélection de matériaux pour les prototypes de tournage sur machines suisses équilibre l'usinabilité, les exigences de performance et les délais de livraison. Ce choix est fondamental pour obtenir des pièces rentables et de haute qualité qui répondent aux spécifications du projet dès la première série.
Attentes de tolérance pour les prototypes de pièces tournées sur machine suisse
Les ingénieurs me demandent souvent quelle tolérance ils peuvent raisonnablement attendre sur un premier prototype. Avec le tournage CNC suisse, la réponse est souvent meilleure qu'ils ne le pensent. La conception de la machine nous permet d'atteindre une précision de niveau production dès le départ.
Tolérances standard pour prototypes
Pour la plupart des géométries, une tolérance standard de ±0,01 mm (0,0004 pouce) est facilement réalisable. Pour les pièces de plus de 100 mm de long, cela peut s'ouvrir légèrement à ±0,02-0,05 mm en raison de facteurs liés au matériau. Cependant, il s'agit de chiffres conservateurs pour une première série.
Atteindre une plus grande précision
Lorsqu'un projet l'exige, nous pouvons ajuster le processus pour maintenir ±0,005 mm (0,0002 pouce) sur les diamètres critiques. Cela nécessite une sélection minutieuse des matériaux et un contrôle du processus.
| Type de caractéristique | Tolérance standard pour prototype | Tolérance de haute précision |
|---|---|---|
| Diamètres | ±0,01 mm (0,0004 pouce) | ±0,005 mm (0,0002 pouce) |
| Longueurs (>100 mm) | ±0,02 mm – ±0,05 mm | ±0,01 mm (selon le processus) |
| Concentricité | 0,01 mm (0,0004 pouce) | 0,005 mm (0,0002 pouce) |

La raison principale pour laquelle les tolérances de prototype peuvent correspondre aux spécifications de production est la conception fondamentale d'un tour automatique suisse. Le matériau est supporté par une bague de guidage juste à côté de l'outil de coupe. Cette configuration élimine pratiquement la déflexion et les vibrations, qui sont les principales sources d'imprécision dans le tournage conventionnel.
Facteurs influençant les résultats réels
Même avec un équipement de pointe, plusieurs facteurs affectent la tolérance finale du tournage automatique suisse. Comprendre ces facteurs permet de fixer des attentes réalistes et d'améliorer la conception pour la fabricabilité. La stabilité du matériau est cruciale ; les contraintes internes dans la matière première peuvent provoquer une légère déformation des pièces après usinage.
Considérations sur les matériaux et les outils
L'usure des outils, même lors d'une courte série de prototypes, peut provoquer une légère dérive dimensionnelle. Nous atténuons cela en utilisant des outils de première qualité et revêtus. Le matériau Ductilité6 joue également un rôle. Les matériaux plus tendres peuvent être plus difficiles à usiner avec une finition fine et une tolérance serrée.
| Facteur | Impact sur la tolérance | Notre stratégie d'atténuation chez PTSMAKE |
|---|---|---|
| Stabilité des matériaux | Les contraintes internes peuvent provoquer une déformation après usinage. | Nous recommandons et nous nous procurons des matériaux détendus. |
| Usure des outils | Les dimensions peuvent dériver à mesure que le tranchant s'émousse. | Nous utilisons des outils revêtus de haute qualité et surveillons l'usure. |
| Dilatation thermique | Les changements de température dans l'atelier affectent la taille de la machine et de la pièce. | Notre installation est climatisée pour assurer la stabilité. |
Les prototypes de tournage automatique suisse peuvent respecter les tolérances de production car le processus est intrinsèquement stable. L'absence de re-fixation et le support de la bague de guidage garantissent la cohérence de la première pièce à la dernière, ce qui en fait l'outil idéal pour valider des conceptions avec précision.
Capacités de finition de surface pour les petites séries de tournage suisse
Dans la production en petites séries, l'obtention d'une finition de surface supérieure est essentielle. Le tournage automatique suisse excelle intrinsèquement dans ce domaine, en grande partie grâce à son système de bague de guidage qui soutient la pièce à usiner juste au niveau de l'outil de coupe. Cela minimise les vibrations et la déflexion, conduisant à une finition constamment plus lisse.
Finitions opérationnelles standard
Pour la plupart des prototypes et des pièces à faible volume, une finition standard est suffisante. Avec un outillage et une gestion appropriés du liquide de refroidissement, nous obtenons constamment d'excellents résultats dans une plage opérationnelle typique. Cette base répond aux exigences d'une grande variété d'applications.
Finitions de haute précision
Lorsqu'un projet exige une surface encore plus fine, le tournage suisse peut y parvenir. Des outils spécialisés, tels que des plaquettes à essuie-glace, ou des processus secondaires comme le polissage peuvent produire des surfaces exceptionnellement lisses. Vous trouverez ci-dessous une ventilation de ce à quoi vous pouvez vous attendre.
| Niveau de finition | Valeur Ra (μm) | Méthode | Candidature commune |
|---|---|---|---|
| Standard | 0.4 - 0.8 | Outillage et liquide de refroidissement standard | Composants mécaniques généraux, pièces non cosmétiques |
| Bien | 0.2 - 0.4 | Outillage et vitesses optimisés | Surfaces d'étanchéité, pièces cosmétiques visibles, ajustements de roulements |
| En forme de miroir | < 0.2 | Plaques à essuie-glace / Processus secondaire | Composants de dispositifs optiques ou médicaux haute performance |
Les machines suisses offrent un avantage distinct pour la qualité de surface. La bague de guidage soutenant l'outil juste à côté est la clé. Cette configuration amortit considérablement les vibrations, qui sont une cause majeure de mauvaises finitions dans le tournage conventionnel, en particulier sur les pièces longues et fines.
Gestion des défis des petites séries
Les petites séries présentent souvent des problèmes uniques. Des marques d'entrée d'outil peuvent apparaître lorsque la fraise engage le matériau pour la première fois. Sur les pièces comportant des caractéristiques telles que des rainures de clavette ou des trous transversaux, les coupes interrompues peuvent provoquer des vibrations. La rigidité et le contrôle précis d'une machine suisse aident à gérer efficacement ces problèmes.
Spécification des finitions sur les dessins
Un problème courant que je constate est la sur-spécification de la Rugosité de surface7. Demander une finition miroir alors qu'une finition standard suffirait augmente les coûts et les délais sans ajouter de valeur fonctionnelle. Pour les prototypes, il est préférable de spécifier la finition uniquement sur les surfaces critiques.
Ce tableau fournit un guide simple pour spécifier les finitions sur les dessins de prototypes.
| Exigence | Spécification recommandée | Raison d'être |
|---|---|---|
| Surface non critique | Laisser non spécifié ou noter "Tel que usiné" | Évite les coûts inutiles pour les zones non fonctionnelles. |
| Surface d'accouplement ou d'étanchéité | Spécifier le Ra requis, par exemple, "Ra 0.8" | Assure un bon fonctionnement sans sur-usinage. |
| Zone à forte usure | Spécifier le Ra et éventuellement un processus secondaire | Garantit la durabilité là où cela compte le plus. |
| Apparence cosmétique | Spécifier le Ra, par exemple, "Ra 0.4 sur toutes les surfaces visibles" | Communique clairement les exigences esthétiques. |
Le tournage suisse offre des finitions de surface exceptionnelles pour les petites séries en raison de sa stabilité intrinsèque. Une spécification appropriée est cruciale pour équilibrer la qualité et le coût. La définition claire des exigences sur les surfaces critiques assure des performances fonctionnelles sans dépenses inutiles, un facteur clé dans le prototypage et la production en faible volume.
Une seule configuration, une seule pièce — comment l'intégration du fraisage suisse simplifie le prototypage
L'avantage principal du tournage CNC suisse pour les prototypes est son outillage embarqué intégré. Cette fonctionnalité transforme un tour en un centre d'usinage multifonctionnel, capable de réaliser des pièces complexes en une seule opération. Cette capacité est cruciale pour un prototypage rapide et précis.
Simplification des géométries complexes
Les machines suisses avec outils motorisés peuvent effectuer le tournage, le fraisage, le perçage et le taraudage sans retirer la pièce. Cela élimine les montages multiples, ce qui permet de gagner un temps considérable et de réduire le risque d'erreurs entre les opérations.
Du prototype à la production
Cette approche en un seul montage garantit que le processus utilisé pour le prototype est exactement le même que celui utilisé pour la production. Cette transition transparente est un avantage majeur pour la mise à l'échelle.
| Fonctionnalité | Usinage conventionnel | Intégration du fraisage suisse |
|---|---|---|
| Configurations pour les pièces complexes | 3-5 montages | 1 montage |
| Délai d'exécution | Semaines | Jours |
| Cohérence des tolérances | Plus bas | Plus élevé |
| Coût du travail | Haut | Faible |

La véritable puissance des machines suisses réside dans leurs capacités multi-axes. Un montage d'outils motorisés basique à 3 axes peut percer des trous ou fraiser des méplats sur la face ou le diamètre d'une pièce. Cependant, une machine suisse à 5 axes ajoute une autre couche de complexité et d'efficacité.
Outils motorisés à 3 axes vs 5 axes
Avec une capacité à 5 axes, la machine peut créer des caractéristiques angulaires et des contours complexes sans montage secondaire. Imaginez un composant de dispositif médical avec des trous décalés et des fentes inclinées. Sur les machines conventionnelles, cela pourrait nécessiter quatre montages distincts, augmentant à la fois le temps et le coût.
Chez PTSMAKE, nous traitons ces pièces en une seule passe. Cette consolidation va au-delà de la simple vitesse. Chaque fois qu'une pièce est déplacée et re-serrée, vous risquez de perdre la précision de votre Datum8. En gardant la pièce dans une seule machine, nous éliminons l'empilement des tolérances dues aux montages multiples.
Ce processus a un impact direct sur votre cycle de développement. Au lieu d'attendre des semaines pour un prototype qui a transité par plusieurs fournisseurs pour des opérations secondaires, vous obtenez une pièce finie plus rapidement. Des pièces plus rapides signifient des tests plus rapides, des itérations de conception plus rapides et un chemin plus court vers le marché. C'est l'essence du fraisage suisse efficace.
Le fraisage suisse intégré rationalise le prototypage en consolidant plusieurs processus d'usinage en un seul montage. Cette méthode minimise les erreurs de tolérance, élimine le besoin de fournisseurs secondaires et accélère considérablement les cycles d'itération, offrant un chemin direct du prototype à la production avec une précision améliorée.
Quand ne pas utiliser le tournage suisse pour les prototypes
Le tournage CNC suisse est excellent pour les pièces complexes et élancées. Cependant, pour le prototypage, ce n'est pas toujours le meilleur choix. Connaître ses limites permet d'économiser du temps et de l'argent. Je conseille toujours aux clients de tenir compte des besoins spécifiques de leur prototype avant de s'engager dans un processus.
Pièces de grand diamètre
La force principale du tournage suisse réside dans son système de douille de guidage, qui supporte les pièces élancées. Ce système est généralement limité aux barres de plus petit diamètre, souvent inférieures à 32 mm. Pour les prototypes plus grands, un tour CNC conventionnel est beaucoup plus efficace et rentable.
Géométries simples
Si votre prototype est un arbre simple ou présente des caractéristiques basiques, la complexité de mise en place d'une machine suisse est excessive. Un tour conventionnel peut produire ces pièces plus rapidement et à moindre coût, ce qui en fait un meilleur choix pour les conceptions simples.
| Complexité des caractéristiques | Processus recommandé | Raison |
|---|---|---|
| Élevé (élancé, complexe) | Tournage CNC suisse | Support supérieur, haute précision |
| Faible (arbres simples, coupes basiques) | Tour CNC conventionnel | Mise en place plus rapide, coût inférieur |
| Grand diamètre (>32 mm) | Tour CNC conventionnel | Limitations de capacité de la machine |
Comprendre les limites du tournage suisse est essentiel pour un prototypage efficace. Il s'agit de choisir le bon outil pour le travail. Pousser une machine au-delà de son utilisation prévue entraîne des compromis en termes de qualité, de coût et de délai, ce qui est particulièrement critique pendant la phase de prototypage rapide.
Considérations sur le matériau et la quantité
Certains matériaux ne sont pas idéaux pour le tournage suisse. Les matériaux abrasifs ou durcis peuvent provoquer une usure excessive de la douille de guidage, entraînant une perte de précision. Cela peut être un problème important pour des matériaux comme les aciers trempés ou les céramiques, où les coûts d'outillage et les temps d'arrêt s'accumulent rapidement. Un autre facteur clé est le temps de mise en place.
Pour de très petites quantités, comme une à trois pièces, la mise en place importante d'une machine suisse peut représenter une grande partie du coût total. Dans ces scénarios, le coût par pièce devient prohibitif. Nous avons constaté que le temps de mise en place l'emporte souvent sur le temps d'usinage pour de si petites séries de prototypes.
Approches de prototypage hybrides
Pour les tests de forme et d'ajustement initiaux, envisagez une approche hybride. L'impression 3D d'une version polymère peut être incroyablement rapide et peu coûteuse. Si certaines caractéristiques nécessitent des tolérances serrées, une opération de tournage secondaire peut être effectuée sur la pièce imprimée en 3D. Cette méthode fournit un prototype fonctionnel sans le coût élevé de l'usinage CNC complet. Les problèmes de matériaux tels que Galling9 sont également entièrement évités.
| Limitation | Solution alternative | Pourquoi c'est mieux pour les prototypes |
|---|---|---|
| Matériaux abrasifs | Tournage conventionnel (sans bague de guidage) | Évite l'usure excessive des outils et les coûts |
| Très petite quantité (1-3) | Tournage conventionnel ou impression 3D | Temps de configuration et coût par pièce réduits |
| Caractéristiques de face complexes | Fraisage 5 axes | Plus efficace pour les caractéristiques non tournées |
Le tournage de type Suisse est précis mais pas une solution universelle pour les prototypes. Reconnaître les limites du tournage de type Suisse liées à la taille de la pièce, à la géométrie, au matériau et à la quantité aide à sélectionner un processus plus efficace. Cela garantit que votre projet reste dans les délais et le budget, ce qui est notre priorité chez PTSMAKE.
Du prototype à la production — transition transparente sur la même plateforme machine
L'un des défis les plus importants dans le développement matériel est le fossé entre le prototypage et la production. Différents fournisseurs ou machines entraînent souvent d'énormes maux de tête. Vous risquez une nouvelle qualification, des litiges sur les tolérances et des refontes coûteuses de fixations lorsque vous changez d'environnement de fabrication. C'est un goulot d'étranglement courant.
L'avantage de la continuité
L'utilisation de la même plateforme de machine de type Suisse pour les deux étapes résout ce problème. Elle crée un pont transparent, garantissant que ce que vous approuvez dans le prototype est exactement ce que vous obtenez en production. Cette approche simplifie considérablement l'ensemble du processus de mise à l'échelle.
Éliminer les obstacles à la production
Cette méthode élimine de nombreuses variables qui causent des retards. La cohérence de la programmation, des outils et des contrôles de qualité dès le départ assure une transition en douceur. C'est la clé pour des délais de projet efficaces.

Le véritable passage du prototype à la production par tournage suisse signifie un flux continu. Cette stratégie repose sur le maintien de la cohérence dans les domaines opérationnels clés. Lorsque la même équipe et la même technologie traitent une pièce du début à la fin, la transition devient une simple question d'augmentation de la quantité, et non de réingénierie du processus.
Étude de cas : Composant d'articulation robotique
Nous avons récemment travaillé sur un composant d'articulation robotique complexe. Les prototypes initiaux ont été usinés sur notre tour suisse Citizen L20. Après que le client a approuvé la conception, nous avons augmenté la production à 500 unités par mois sur la même machine, en utilisant la configuration identique.
L'avantage d'une plateforme unique
| Aspect | Phase de prototypage | Phase de production | Bénéfice |
|---|---|---|---|
| Programmeur | John Doe | John Doe | Aucune courbe d'apprentissage |
| Post-traitement FAO | L20 personnalisé | L20 personnalisé | Code G identique |
| Outillage | Standardisé | Standardisé | Pas de nouveaux coûts d'installation |
| Qualité | Protocole MMT | Protocole MMT | Métrologie cohérente |
C'est dans cette continuité que réside la véritable valeur. Le Capacité du processus10 établi lors du prototypage se traduit directement en production. Il n'y a eu aucun changement de processus, aucune renégociation des tolérances et aucune surprise pour le client. La pièce approuvée était la pièce livrée en volume.
L'utilisation de la même plateforme machine du prototype à la production élimine les retouches et l'incertitude. Cette approche garantit la cohérence de la programmation, de l'outillage et du contrôle qualité, ce qui permet d'économiser un temps et des coûts considérables tout en garantissant que les pièces finales répondent aux spécifications exactes approuvées lors de la phase initiale.
Conception pour le tournage suisse — conseils DFM pour les ingénieurs de prototypage
Lors de la conception de prototypes pour le tournage CNC suisse, quelques choix judicieux peuvent réduire considérablement les coûts et accélérer la livraison. Se concentrer sur la fabricabilité dès le départ est essentiel. Des ajustements simples à votre conception garantissent que nous pouvons utiliser des outils standard et minimiser le gaspillage de matériaux, ce qui est crucial pour les séries de prototypes.
Principales considérations DFM
Il est essentiel de réfléchir à la manière dont la pièce est maintenue et usinée. Cela dépend souvent de la taille du matériau brut et de l'accessibilité des caractéristiques. Un petit changement de diamètre peut faire une grande différence.
| Considération | Impact sur le prototypage |
|---|---|
| Diamètre du matériau brut | Réduit le gaspillage de matériaux et le temps de cycle |
| Sous-coupes | Évite le besoin d'outils de formage personnalisés coûteux |
| Tailles de pinces | Utilise un bridage standard pour une configuration plus rapide |
| Caractéristiques internes | Empêche les opérations secondaires coûteuses |
Ces facteurs sont fondamentaux dans la conception efficace pour le tournage suisse. Les régler correctement dès le début évite les retards et les refontes ultérieures.

Une conception appropriée pour le tournage suisse va au-delà de la simple géométrie de base. Elle implique une compréhension plus approfondie des capacités et des limites de la machine. L'optimisation de votre pièce pour le processus rend la transition du prototype à la production beaucoup plus fluide.
Dimensionnement du matériau brut et des pinces
Essayez toujours de concevoir le diamètre extérieur le plus grand de votre pièce pour qu'il soit légèrement inférieur à la taille d'une barre de matériau standard. Cela minimise la quantité de matériau que nous devons enlever, ce qui permet d'économiser du temps et de l'argent. L'adaptation aux tailles de pinces standard évite également le besoin d'un bridage personnalisé lors du prototypage.
Caractéristiques internes vs. Opérations secondaires
De nombreuses machines suisses modernes sont équipées d'outils entraînés, ce qui permet de fraiser, percer et tarauder des caractéristiques décentrées. La conception de caractéristiques internes qui peuvent être usinées de cette manière est beaucoup plus efficace que de s'appuyer sur un processus secondaire tel que L'électroérosion11, ce qui ajoute un temps et un coût considérables.
Liste de contrôle DFM pour le tournage suisse
Voici une liste de contrôle rapide que je recommande aux ingénieurs d'utiliser avant de finaliser leurs dessins de prototypes. Le respect de ces directives nous aide chez PTSMAKE à livrer vos pièces plus rapidement.
| Élément de la liste de contrôle | Oui / Non | Notes |
|---|---|---|
| Le diamètre extérieur maximal est-il juste en dessous d'une taille de barre standard ? | Vérifiez les tailles de stock des fournisseurs de matériaux. | |
| Tous les retraits sont-ils nécessaires ? | Peuvent-ils être remplacés par un congé droit ? | |
| Les filetages internes peuvent-ils être créés avec un taraud ? | Évitez les caractéristiques nécessitant un filetage à la molette. | |
| L'épaisseur de paroi est-elle supérieure à 0,5 mm ? | Les parois plus fines risquent la déformation. |
En optimisant votre conception pour le tournage suisse, vous pouvez obtenir des délais d'exécution plus rapides et des coûts réduits pour vos prototypes. Ces petites considérations sur les matériaux, les outils et la conception des caractéristiques s'additionnent pour des économies significatives et un processus de fabrication plus efficace pour les pièces de précision.
Facteurs de coût pour les prototypes et les petites séries de tournage suisse
Comprendre le coût réel
De nombreux concepteurs de produits supposent que le tournage CNC suisse est trop cher pour les prototypes ou les petites séries. Bien que les coûts de mise en place soient un facteur, cette vision néglige souvent le coût total de fabrication. La vraie valeur émerge lorsque vous considérez l'ensemble du tableau.
Principaux éléments de coût
Le prix final d'une pièce tournée suisse est principalement influencé par trois domaines. Il s'agit du temps de mise en place, du temps de cycle d'usinage et des coûts des matières premières. Chaque élément contribue différemment en fonction de la complexité et de la quantité de la commande.
Pourquoi c'est souvent moins cher
Pour les pièces complexes, le tournage suisse élimine le besoin d'opérations secondaires comme le fraisage ou le meulage. Cette consolidation réduit la manutention, la logistique et le risque d'erreur, ce qui le rend souvent plus rentable que l'utilisation de plusieurs fournisseurs pour un processus conventionnel.

Mise en place vs. Temps de cycle
Les coûts de mise en place sont fixes. Cela comprend la programmation de la machine et la préparation de l'outillage. Pour un seul prototype, ce coût est important. Pour les petites séries, il est réparti sur plus de pièces, ce qui réduit le prix par pièce. C'est un aspect clé de la structure des coûts du tournage suisse.
Le facteur matériau
Les coûts des matériaux jouent également un rôle, en particulier avec les exigences d'achat minimum de barres pour les alliages spécialisés. Cependant, l'efficacité du tournage CNC suisse minimise les rebuts, ce qui peut compenser certains de ces coûts initiaux par rapport aux processus avec plus de gaspillage de matériaux.
Une comparaison de coûts pratique
Considérez un composant médical complexe. Voici un scénario typique que nous observons chez PTSMAKE pour une série de 50 pièces. L'avantage de la mise en place unique du tournage CNC suisse est clair, réduisant à la fois le délai de livraison et le nombre de fournisseurs que vous devez gérer.
| Fonctionnalité | Tournage conventionnel + Fraisage | Tournage suisse (mise en place unique) |
|---|---|---|
| Nombre de fournisseurs | 2-3 (Tournage, Fraisage, Finition) | 1 (PTSMAKE) |
| Délai total | ~2 Semaines | ~3 Jours |
| Impact sur les coûts | Plus élevé en raison de configurations et de logistique multiples | Plus bas globalement en raison de l'efficacité |
| Risque de qualité | Augmenté avec la manipulation des pièces | Minimisé avec un serrage unique |
Conseils pour la réduction des coûts
Pour réduire vos coûts de prototypage, consolidez différentes pièces qui utilisent le même matériau et le même diamètre en une seule commande. De plus, la conception en tenant compte des outils standard évite les dépenses d'outils personnalisés. Enfin, la fourniture de modèles 3D clairs avec précision Dimensionnement et tolérancement géométriques12 réduit le temps de programmation et l'ambiguïté.
En bref, le coût du tournage suisse dépend de la configuration, du temps de cycle et des matériaux. Pour les prototypes complexes, il s'avère souvent plus économique que les processus conventionnels multi-opérations en réduisant les délais, la gestion des fournisseurs et le potentiel d'erreur, offrant un coût total inférieur.
Délais de livraison attendus pour les commandes de prototypes de tournage suisse
Lors de la planification d'une série de prototypes, la compréhension du délai de production du tournage suisse est essentielle. Ce n'est pas un chiffre unique, mais une fourchette influencée par la complexité de la pièce. Un composant simple, tourné uniquement, peut être prêt en quelques jours seulement, tandis qu'une pièce plus complexe nécessite plus de temps.
Délais de production de base
Pour référence rapide, je décompose souvent les estimations initiales en fonction de la géométrie. Cela aide à définir un point de départ réaliste pour les calendriers de projet. N'oubliez pas qu'il s'agit d'estimations avant de prendre en compte les matériaux ou les finitions spéciales, dont nous discuterons plus tard.
| Complexité des pièces | Délai de production estimé | Caractéristiques principales |
|---|---|---|
| Simple | 2-3 jours | Tournage de base, fonctionnalités à axe unique. |
| Modéré | 3-5 Jours | Comprend le fraisage en mouvement, le perçage transversal. |
| Complexe | 5-8 Jours | Usinage multi-axes, tolérances serrées. |
Pourquoi la complexité est importante
Une pièce avec des diamètres tournés simples est simple. Cependant, l'ajout de fonctionnalités telles que des trous décentrés ou des méplats fraisés nécessite des outils motorisés et plus de temps de programmation. Les géométries complexes impliquent souvent des changements d'outils multiples et des temps de cycle plus lents, ce qui a un impact direct sur le calendrier général de votre projet de tournage suisse CNC.

Facteurs qui prolongent les délais de livraison
Au-delà de la géométrie de la pièce, plusieurs autres facteurs peuvent avoir un impact significatif sur le délai de livraison du tournage suisse. Je conseille toujours aux clients de prendre en compte ces variables dès le début du processus de conception afin d'éviter des retards imprévus. Ces éléments ajoutent souvent plus de temps que l'usinage lui-même.
Approvisionnement en matériaux et outillage
Les matériaux exotiques comme le titane ou l'Inconel ne sont pas toujours en stock et peuvent avoir de longs délais de livraison chez le fournisseur. De même, si votre pièce nécessite des outils de formage personnalisés ou des forets non standard, leur commande et leur réception s'ajoutent au calendrier avant même le début de l'usinage.
Exigences en matière d'inspection
Le niveau d'inspection requis est un facteur majeur. Un rapport CMM complet pour chaque caractéristique prend beaucoup plus de temps qu'une simple vérification d'échantillon des dimensions critiques. Détaillé Métrologie13 ajoute un temps considérable mais garantit la plus haute assurance qualité pour les applications exigeantes.
Estimation de votre délai de livraison
Chez PTSMAKE, nous rationalisons la production en utilisant des machines suisses à double broche, qui réalisent les pièces en un seul cycle. Cette technologie permet de raccourcir le délai de livraison du tournage suisse. Pour vous aider à estimer, utilisez ce guide simple :
| Facteur | Temps additionnels | Exemple |
|---|---|---|
| Matériau exotique | + 3-10 Jours | Approvisionnement en Inconel 718 |
| Outillage sur mesure | + 5-15 Jours | Un outil de forme spécifique |
| Rapport CMM complet | + 1-2 Jours | Composant aérospatial ou médical |
En combinant l'estimation de base avec ces facteurs, vous pouvez construire un calendrier de projet plus précis. Cette approche proactive permet de gérer les attentes et d'assurer une exécution plus fluide du projet.
La gestion des délais de production pour le tournage suisse implique de comprendre la complexité de la pièce, la disponibilité des matériaux et les besoins d'inspection. Une discussion claire sur ces points avec votre fournisseur dès le début est le meilleur moyen de garantir que vos commandes de prototypes arrivent à temps et respectent les spécifications.
Contrôle qualité des pièces tournées suisses en petite série — À quoi s'attendre
Beaucoup pensent que le contrôle qualité est moins rigoureux pour les petites séries ou les prototypes. D'après mon expérience, c'est une idée fausse dangereuse. Dans un atelier de haute qualité comme PTSMAKE, chaque prototype est traité avec le même sérieux qu'une pièce de production complète. Le contrôle qualité du tournage suisse n'est pas réduit pour les petites quantités.
L'état d'esprit "Prototype comme Production"
Nous considérons un prototype comme la première étape d'un partenariat potentiel à long terme. Bien le faire dès le départ est crucial. Cela signifie appliquer un cadre qualité robuste à chaque pièce, quelle que soit la taille de la commande. Cela renforce la confiance et évite des problèmes coûteux plus tard.
Étapes clés du contrôle qualité pour les petites séries
Le processus est systématique, garantissant que rien n'est laissé au hasard. Ci-dessous un flux de travail typique pour une pièce usinée sur tour suisse en petite série.
| Stade | Objectif |
|---|---|
| Inspection du premier article | Vérifie que la première partie de la ligne correspond à toutes les spécifications du dessin. |
| Contrôles en cours | Surveille les dimensions pendant le cycle d'usinage pour détecter les écarts rapidement. |
| Inspection finale | Confirme que toutes les caractéristiques critiques et les exigences de finition de surface sont satisfaites. |
Inspection de la première pièce (FAI)
Pour chaque nouveau montage, même pour une seule pièce, nous effectuons une inspection de la première pièce (FAI). Il ne s'agit pas d'une vérification rapide ; c'est un processus complet basé sur les normes AS9102. Nous mesurons méticuleusement chaque dimension sur le plan pour confirmer que le montage et les outils sont parfaits avant de produire le reste de la quantité.
Surveillance et rapports en cours de processus
Les tours CNC suisses modernes permettent une mesure en cours de processus. Cette fonction automatisée vérifie les dimensions critiques en milieu de cycle, fournissant un retour d'information immédiat. Pour les pièces aux géométries complexes, nous générons des rapports de machine à mesurer tridimensionnelle (MMT). Cela fournit des données précises sur les caractéristiques difficiles à mesurer avec des outils standard.
Documentation et protection de la propriété intellectuelle
Chaque pièce est accompagnée de la documentation appropriée. Cela comprend les certifications de matériaux pour garantir l'intégrité de l'alliage et le plein Traçabilité14. Nous comprenons également l'importance de la propriété intellectuelle, en particulier au stade du prototypage. Nous signons toujours des accords de non-divulgation (NDA) et avons des protocoles internes stricts pour protéger les conceptions de nos clients.
| Document de contrôle qualité | Description |
|---|---|
| Rapport FAI | Un enregistrement détaillé des mesures de la première pièce par rapport au dessin. |
| Rapport MMT | Fournit des données de coordonnées 3D pour les caractéristiques complexes ou critiques. |
| Certificat de matériau | Vérifie la composition et l'origine de la matière première du laminoir. |
| Rapport de finition de surface | Confirme que la pièce répond aux exigences de rugosité (Ra) spécifiées. |
Un contrôle qualité rigoureux par tournage suisse pour les petites séries est non négociable. Il comprend un FAI de niveau production, des contrôles en cours de fabrication et une documentation complète. Cela garantit que chaque prototype répond aux spécifications exactes, pose les bases d'une production réussie et instaure la confiance dès la première pièce.

Comprendre ce concept aide à diagnostiquer les défaillances d'usinage et à sélectionner le bon processus pour les composants élancés. ↩
Comprendre la tribologie aide à optimiser les fluides de coupe et la durée de vie des outils, ce qui est essentiel pour obtenir une haute précision. ↩
Explorez la cinématique des machines pour comprendre comment le mouvement coordonné multi-axes permet une fabrication complexe en une seule configuration. ↩
Comprendre le voile est crucial pour évaluer la précision de rotation des assemblages mécaniques de haute précision. ↩
Comprendre cette propriété aide à prédire le comportement du matériau, garantissant une plus grande précision dans les pièces complexes. ↩
Comprendre cette propriété aide à prédire l'usinabilité d'un matériau et sa capacité à respecter des tolérances serrées. ↩
Comprendre cette métrique vous aide à spécifier des finitions réalisables et rentables pour la fonction de votre pièce. ↩
Comprendre les datums est essentiel pour apprécier comment l'usinage en une seule configuration permet d'obtenir une précision et une cohérence supérieures des pièces. ↩
Comprendre le grippage aide à la sélection des matériaux pour éviter la défaillance des composants pendant l'usinage. ↩
Comprendre ce concept aide à garantir que votre processus de fabrication est stable et répond de manière cohérente aux exigences de qualité à grande échelle. ↩
Comprenez comment ce processus sans contact usine les métaux durs et les formes complexes que les outils traditionnels ne peuvent pas créer. ↩
Apprenez comment ce langage symbolique communique une intention de conception précise pour la fabrication, garantissant la forme, l'ajustement et la fonction de votre pièce. ↩
Comprendre la métrologie aide à spécifier les besoins d'inspection, garantissant que les pièces répondent aux normes exactes sans retards inutiles. ↩
Découvrez comment ce concept garantit l'intégrité des matériaux et l'historique des pièces dans les industries réglementées. ↩






