

Vos racks d'IA rencontrent-ils toujours des goulots d'étranglement thermiques même après être passés au refroidissement liquide ? Le problème pourrait ne pas venir de vos plaques froides ou de votre CDU. Il pourrait s'agir du collecteur qui crée discrètement des points chauds, un déséquilibre de pression et une contrainte sur la pompe à travers l'ensemble de votre déploiement.
Les collecteurs usinés CNC sur mesure offrent aux systèmes de refroidissement liquide des centres de données un flux équilibré, des interfaces de port sans fuite et des dimensions précises que les pièces standard ne peuvent pas fournir. Ils sont le centre de distribution qui décide si chaque serveur d'un rack haute densité reçoit le liquide de refroidissement dont il a besoin.

J'ai passé des années à aider des équipes d'ingénieurs à passer des collecteurs génériques aux solutions CNC personnalisées, et l'écart de performance est réel. Dans ce guide, je vous présenterai les détails de conception, de matériau et d'usinage qui distinguent un collecteur fiable de celui qui crée des problèmes à long terme.
La force de votre système de refroidissement liquide dépend de sa distribution de fluide
Dans le refroidissement des centres de données, les plaques froides et les unités de distribution de liquide de refroidissement (CDU) volent souvent la vedette. Cependant, la véritable performance du système repose sur un composant moins célébré : le collecteur de refroidissement liquide. C'est le hub central qui assure un flux de liquide de refroidissement équilibré vers chaque serveur.
Le Hub de Distribution Critique
Considérez le collecteur comme le cœur du réseau fluide de votre rack. Un collecteur mal conçu crée un flux inégal, entraînant des points chauds, des déséquilibres de pression et une efficacité de pompe réduite. L'ensemble de la stratégie de refroidissement peut réussir ou échouer en fonction de la capacité de cette seule pièce à distribuer le fluide uniformément.
Conséquences d'une mauvaise conception de collecteur
Même la CDU la plus puissante est inutile si le liquide de refroidissement n'atteint pas sa destination efficacement. Le tableau ci-dessous met en évidence les risques associés à une distribution de flux de collecteur de rack de qualité inférieure.
| Enjeu | Impact sur le système |
|---|---|
| Déséquilibre de flux | Points chauds et étranglement des serveurs |
| Chute de pression élevée | Augmentation de la consommation électrique de la pompe |
| Fuites | Défaillance catastrophique de l'équipement |

La conception efficace des collecteurs va au-delà de la simple plomberie. Elle exige une compréhension approfondie de la manière dont la géométrie interne impacte les performances de l'ensemble du système. Chez PTSMAKE, nous nous concentrons sur l'usinage de précision pour créer des chemins d'écoulement optimisés qui minimisent la perte de charge et assurent une distribution uniforme.
Sélection et performance des matériaux
Le choix du matériau pour les collecteurs de refroidissement liquide est crucial. Il affecte non seulement la conductivité thermique et la durabilité, mais aussi la complexité de fabrication et le coût. L'aluminium est courant pour son équilibre, mais le cuivre ou même des polymères spécialisés pourraient être meilleurs pour des applications spécifiques.
| Matériau | Avantage principal | Candidature commune |
|---|---|---|
| Aluminium (6061) | Rentable, bonnes propriétés thermiques | Centres de données généraux |
| Cuivre | Conductivité thermique supérieure | Calcul haute densité |
| PPS/PEEK | Résistance à la corrosion, léger | Environnements difficiles |
Le rôle de la précision dans la dynamique des flux
Les canaux internes d'un collecteur doivent être parfaits. Toute bavure ou imperfection de surface due à l'usinage peut perturber le flux. C'est là que les principes de Dynamique des fluides1 deviennent cruciaux. Atteindre un écoulement laminaire et éviter la turbulence exige des tolérances extrêmement serrées, ce qui est un objectif central de notre processus de fabrication.
Un collecteur de refroidissement liquide bien conçu est l'épine dorsale d'un système DLC fiable. Sa conception, son matériau et sa précision de fabrication ne sont pas des détails mineurs ; ils sont fondamentaux pour obtenir un flux équilibré, prévenir les points chauds et assurer l'efficacité opérationnelle globale de l'ensemble du rack.
Collecteurs en rack vs. collecteurs basés sur les rangées — Quelle architecture convient à votre déploiement
Choisir la bonne architecture de collecteur de refroidissement liquide est une décision critique. Les deux configurations principales, en rack et basées sur les rangées, répondent à des besoins distincts. Votre choix impacte l'efficacité, l'évolutivité et la maintenance pour l'ensemble du cycle de vie du système. Examinons les fondamentaux de chaque approche.
Systèmes de collecteurs en rack
Les collecteurs en rack sont montés directement à l'intérieur ou sur un rack de serveur, soit verticalement, soit horizontalement. Cette conception fournit un refroidissement liquide ciblé pour les composants haute densité à l'intérieur d'une seule enceinte. C'est une solution idéale pour les déploiements où des racks spécifiques ont des charges thermiques extrêmes.
Systèmes de collecteurs basés sur les rangées
Les systèmes basés sur les rangées desservent plusieurs racks à partir d'un point de distribution centralisé. Ces assemblages fonctionnent soit au-dessus, soit en dessous du plancher, créant une infrastructure plus organisée pour les centres de données à grande échelle. Cette architecture est conçue pour l'uniformité et l'évolutivité sur des rangées entières.
| Type de collecteur | Meilleur cas d'utilisation |
|---|---|
| Dans le rack | Racks individuels haute densité |
| Basé sur les rangées | Déploiements uniformes à grande échelle |

Lorsque nous allons au-delà des définitions de base, les compromis pratiques deviennent clairs. La décision entre un collecteur dans le rack ou basé sur les rangées pour votre centre de données implique d'équilibrer l'accessibilité, l'espace et la croissance future.
Maintenance et accessibilité
Le refroidissement liquide par collecteur dans le rack est simple à entretenir par rack. Les techniciens peuvent isoler un seul rack sans perturber les autres. Cependant, dans un déploiement à grande échelle, la gestion de centaines de collecteurs individuels peut devenir complexe et chronophage.
Les systèmes basés sur les rangées centralisent les connexions principales, ce qui peut simplifier la maintenance et la surveillance à grande échelle. Le défi ici est que tout travail sur le collecteur principal pourrait affecter une rangée entière de racks, nécessitant un temps d'arrêt plus coordonné.
Évolutivité et utilisation de l'espace
Le débat sur le DLC (Direct Liquid Cooling) entre collecteur vertical et collecteur horizontal se concentre souvent sur l'espace à l'intérieur du rack. Les deux configurations consomment un précieux espace en unités de rack. Bien qu'efficace, cela peut être une limitation. Les systèmes basés sur les rangées, en revanche, préservent cet espace en utilisant des chemins aériens ou sous le plancher.
Pour cette raison, l'architecture basée sur les rangées est intrinsèquement plus évolutive pour les déploiements hyperscale. Elle permet une expansion prévisible et modulaire. Chez PTSMAKE, nous constatons que la plupart des collecteurs de refroidissement liquide sont configurés sur mesure, car les solutions prêtes à l'emploi s'adaptent rarement parfaitement. L'usinage CNC de précision nous permet de créer des collecteurs qui répondent aux exigences exactes de débit, de pression et de ports, évitant ainsi des problèmes tels que Cavitation2.
| Fonctionnalité | Collecteur dans le rack | Collecteur basé sur les rangées |
|---|---|---|
| Utilisation de l'espace | Consomme un précieux espace en unités de rack | Utilise l'espace en hauteur ou sous le plancher |
| Évolutivité | Extension granulaire, par rack | Élevée, pour des rangées ou des pods entiers |
| Maintenance | Isolé, plus simple pour un seul rack | Centralisé, peut impacter toute la rangée |
En fin de compte, le choix dépend de l'échelle et de la densité de votre déploiement. Les collecteurs intra-rack offrent un refroidissement précis et localisé pour les racks haute performance, tandis que les systèmes basés sur les rangées fournissent un cadre évolutif et organisé pour les grands centres de données. Les deux nécessitent une planification minutieuse pour garantir des performances optimales.
Pourquoi les collecteurs standard sont insuffisants pour les racks d'IA haute densité
Les collecteurs de refroidissement liquide standard ne sont tout simplement pas conçus pour les exigences de l'infrastructure d'IA moderne. Des systèmes comme le NVIDIA NVL72 génèrent une chaleur immense, nécessitant des solutions de refroidissement loin d'être standard. Les pièces prêtes à l'emploi créent des goulots d'étranglement de performance et des risques de fiabilité.
L'écart de personnalisation
Les composants prêts à l'emploi suivent une approche unique. Cependant, les racks d'IA haute densité exigent des spécifications précises pour des performances optimales. Toute déviation peut compromettre l'ensemble de la boucle de refroidissement.
Collecteurs standard vs. personnalisés
| Fonctionnalité | Collecteur prêt à l'emploi | Collecteur CNC personnalisé |
|---|---|---|
| Espacement des ports | Disposition fixe et générique | Adapté aux lames de serveur spécifiques |
| Débit | Standard, souvent insuffisant | Optimisé pour les GPU haute puissance |
| Matériau | Aluminium/plastique à usage général | Sélectionné pour la compatibilité avec le liquide de refroidissement |
| Facteur de forme | S'adapte aux profondeurs de rack standard | Conçu pour toute taille de rack personnalisée |
Cet écart souligne pourquoi une approche personnalisée est essentielle pour le matériel d'IA critique.

Les limites des collecteurs prêts à l'emploi deviennent évidentes lors de l'intégration. J'ai vu des projets retardés parce qu'une pièce standard avait le mauvais type de filetage de port, créant des fuites sous pression. D'autres ont échoué parce que le nombre de ports était insuffisant pour le nombre de GPU dans un seul châssis.
Répondre aux exigences des racks haute densité
Les centres de données d'IA utilisent souvent des profondeurs de rack non standard pour accueillir un câblage et du matériel complexes. Un collecteur prêt à l'emploi avec un facteur de forme incorrect peut obstruer le flux d'air ou empêcher la porte du rack de se fermer. C'est un problème courant mais facilement évitable avec une conception personnalisée.
Inadéquations critiques et solutions
Les unités de distribution de liquide de refroidissement à haut débit (CDU) fonctionnent à des pressions que les collecteurs standard ne peuvent pas supporter. Cette inadéquation entraîne des défaillances catastrophiques. Le débit requis Débit volumétrique3 pour un cluster de 140 kW+ n'est pas testé pour les pièces standard. L'usinage CNC résout ces problèmes en permettant un contrôle complet de la conception.
| Problème d'inadéquation | Conséquence | Solution d'usinage CNC |
|---|---|---|
| Filetages de port incorrects | Fuites, temps d'arrêt du système | Filetage précis (NPT, BSPP, etc.) |
| Faible pression nominale | Défaillance du collecteur, déversements de liquide de refroidissement | Parois plus épaisses, renforcement du matériau |
| Mauvais facteur de forme | Installation impossible | Dimensions personnalisées pour s'adapter à tout espace |
Chez PTSMAKE, nous usinons des collecteurs de refroidissement liquide selon des spécifications exactes, garantissant que chaque paramètre répond aux exigences de l'application.
Les collecteurs standards sont un inconvénient dans les systèmes d'IA haute densité. Leur conception générique ne répond pas aux exigences spécifiques de débit, de pression et de dimensions. Les collecteurs de refroidissement liquide usinés sur mesure par CNC constituent la seule solution fiable, garantissant les performances et prévenant les pannes coûteuses.
Acier inoxydable, aluminium ou cuivre — Sélection du matériau du collecteur en fonction du liquide de refroidissement et de l'environnement
Le choix du bon matériau pour les collecteurs de refroidissement liquide est une décision critique qui a un impact direct sur la fiabilité du système. La sélection va au-delà des performances thermiques, s'étendant à la compatibilité chimique avec les liquides de refroidissement et l'environnement opérationnel. Chaque matériau présente un équilibre unique entre coût, poids et durabilité.
Options de matériaux primaires
L'acier inoxydable, l'aluminium et le cuivre sont les choix les plus courants. Bien que le cuivre offre une conductivité thermique supérieure, cette caractéristique n'est souvent pas l'exigence principale pour un collecteur, qui sert principalement de concentrateur de distribution pour le liquide de refroidissement.
Comparaison de haut niveau
Le meilleur choix dépend des exigences spécifiques de votre système, y compris le type de liquide de refroidissement utilisé et les autres métaux présents dans la boucle de refroidissement.
| Matériau | Avantage principal | Principales considérations |
|---|---|---|
| Acier inoxydable | Résistance à la corrosion | Coût/Poids plus élevé |
| Aluminium | Léger et moins coûteux | Sensibilité à la corrosion |
| Cuivre | Conductivité thermique | Coût et poids élevés |

Analyse approfondie des matériaux
Chez PTSMAKE, nous guidons fréquemment nos clients dans cette décision pour des applications allant des centres de données aux machines industrielles. Le choix optimal est rarement basé sur une seule propriété, mais sur une vision holistique de la conception du système et de ses objectifs à long terme.
Acier inoxydable (304/316)
Pour la plupart des systèmes à haute fiabilité, l'acier inoxydable 304 ou 316 est la norme de l'industrie. Il est très résistant à la corrosion et compatible avec presque tous les liquides de refroidissement courants, y compris l'eau déionisée et les mélanges de glycol. Cela fait d'un collecteur de refroidissement liquide en acier inoxydable un choix sûr et durable pour les applications critiques.
Aluminium
L'aluminium est une excellente option lorsque le poids et le coût sont les principaux facteurs. Cependant, son utilisation nécessite une conception soignée du système en raison de sa susceptibilité à corrosion galvanique4, en particulier lorsqu'il est associé à des composants en cuivre comme les plaques froides. Pour une compatibilité appropriée du liquide de refroidissement avec les collecteurs en aluminium, les mélanges eau-glycol doivent contenir des inhibiteurs de corrosion spécifiques.
Cuivre
Bien que le cuivre soit le meilleur conducteur de chaleur, il est rarement le meilleur choix pour un collecteur. Sa fonction principale est la distribution de fluide, et non la dissipation de chaleur. Le coût et le poids élevés du cuivre en font souvent une dépense inutile pour ce composant de la boucle de refroidissement.
Interactions entre le liquide de refroidissement et les joints
Votre choix de liquide de refroidissement dicte le matériau du joint. Les liquides de refroidissement standard fonctionnent bien avec un collecteur à joint EPDM, mais les fluides diélectriques agressifs exigent un matériau plus robuste comme le FKM (Viton) pour prévenir les fuites et la dégradation au fil du temps.
| Type de liquide de refroidissement | Joint recommandé | Principaux éléments à prendre en compte |
|---|---|---|
| Eau/Glycol | EPDM | Assurez-vous que des inhibiteurs sont utilisés avec l'aluminium. |
| Fluide diélectrique | FKM (Viton) | Vérifiez la compatibilité du fluide avec le grade spécifique de FKM. |
Votre choix de matériau pour les collecteurs de refroidissement liquide doit équilibrer le coût, la performance et la compatibilité chimique. L'acier inoxydable offre la plus haute fiabilité, tandis que l'aluminium est une option plus légère et économique qui exige une gestion attentive du liquide de refroidissement pour prévenir la corrosion et assurer la longévité du système.
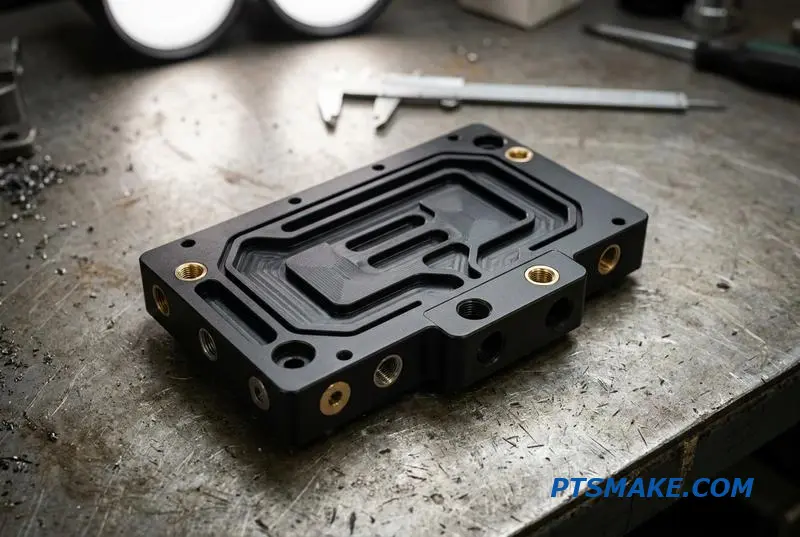
Comment l'usinage CNC permet des conceptions de collecteurs que les assemblages soudés ne peuvent égaler
Lors de la conception de systèmes fluidiques, en particulier pour des applications comme les collecteurs de refroidissement liquide, le choix entre un assemblage soudé et un bloc usiné CNC est critique. Les collecteurs soudés peuvent sembler simples, mais ils introduisent des risques de performance significatifs. Le cordon de soudure interne perturbe le flux et crée des zones où les contaminants peuvent s'accumuler.
Les défauts cachés des collecteurs soudés
Les collecteurs de tuyaux soudés souffrent d'inconvénients inhérents qui peuvent compromettre l'intégrité du système. Le cordon de soudure intérieur est un problème majeur, créant des turbulences et des chutes de pression potentielles. Cette irrégularité rend également difficile le rinçage complet du système, piégeant des particules qui peuvent endommager les composants sensibles en aval au fil du temps.
Pourquoi l'usinage CNC excelle
En revanche, les collecteurs monoblocs usinés CNC offrent une alternative supérieure. En sculptant des canaux de fluide à partir d'un bloc de matériau solide, nous obtenons des alésages internes parfaitement lisses. Cela élimine les discontinuités de flux et les risques de contamination, garantissant des performances optimales et la propreté du système dès le départ.
Comparaison des caractéristiques : CNC vs. Soudé
| Fonctionnalité | Collecteur usiné CNC | Collecteur de tuyaux soudé |
|---|---|---|
| Finition interne | Alésage lisse et continu | Cordon de soudure interne rugueux |
| Trajet d'écoulement | Flux optimisé et laminaire | Flux turbulent et perturbé |
| Risque de contamination | Minime | Élevé (pièges à particules) |
| Points de fuite | Minimisé (bloc unique) | Multiples (à chaque soudure) |
Un collecteur CNC monobloc offre une liberté de conception inégalée. Nous pouvons intégrer des canaux complexes et multidirectionnels ainsi que de nombreux ports dans un seul bloc compact. Cette approche réduit considérablement le nombre de points de fuite potentiels par rapport à un assemblage avec plusieurs joints soudés, améliorant ainsi la fiabilité globale du système.
Atteindre une précision inégalée
La précision de l'usinage CNC est un avantage clé. Chez PTSMAKE, nous maintenons constamment l'espacement port-à-port à ±0,05 mm. Ce niveau de précision est presque impossible à atteindre avec le soudage et l'ajustage manuel, garantissant un alignement parfait et des performances constantes sur toutes les connexions du système.
L'impact sur la dynamique des fluides
Des canaux lisses et usinés avec précision favorisent un comportement prévisible des fluides. Comprendre le principe de Bernoulli5 aide à illustrer comment les incohérences du soudage peuvent provoquer des variations indésirables de pression et de vitesse. Un collecteur usiné CNC assure un flux stable, ce qui est essentiel pour une distribution efficace des fluides dans les centres de données et d'autres applications sensibles.
Une solution hybride
Pour certaines conceptions, une approche hybride offre un compromis pratique. Nous pouvons usiner CNC un bloc de ports central qui abrite les connexions les plus critiques, puis y souder des extensions de tube. Cela combine la précision d'un bloc usiné avec la flexibilité des tubes soudés pour les sections plus simples.
L'usinage CNC offre des conceptions de collecteurs supérieures en créant des chemins internes lisses, en permettant des géométries complexes dans un seul bloc et en assurant une haute précision. Cette méthode surmonte les perturbations de flux, les risques de contamination et les incohérences inhérentes aux assemblages soudés, améliorant ainsi les performances et la fiabilité du système.
Ports percés transversalement et chemins d'écoulement internes — Le défi d'usinage caché à l'intérieur de chaque collecteur
La performance des collecteurs de refroidissement liquide dépend de leur géométrie interne. Les ports percés transversalement et les chemins d'écoulement complexes sont essentiels, mais ils introduisent des défis d'usinage importants. Ces caractéristiques sont souvent cachées mais sont critiques pour la fiabilité et l'efficacité du système.
Le problème des trous profonds
Le perçage d'un trou profond n'est pas simple. Lorsque le rapport longueur/diamètre (L/D) dépasse 20:1, les forets standard peinent. L'évacuation des copeaux devient un problème majeur, entraînant la rupture de l'outil et une mauvaise finition de surface à l'intérieur du collecteur.
Alésages et bavures d'intersection
Chaque intersection entre un alésage principal et un port percé transversalement crée une bavure. Si elles ne sont pas retirées, ces minuscules fragments métalliques peuvent se détacher. Ils contaminent alors la boucle de refroidissement, risquant d'endommager les composants sensibles en aval.

L'obtention d'un chemin interne impeccable dans un collecteur nécessite des techniques spécialisées. Les forets hélicoïdaux standard sont souvent insuffisants pour les trous profonds. Nous devons choisir les bons outils et processus pour assurer la précision et la propreté à l'intérieur de chaque port de collecteur percé transversalement.
Perçage au canon vs. Perçage hélicoïdal
Le perçage au canon est une méthode privilégiée pour créer des trous profonds et droits. Contrairement aux forets standard, il utilise un liquide de refroidissement haute pression traversant la broche pour évacuer les copeaux en continu. Cela empêche l'accumulation de copeaux et donne une finition d'alésage interne supérieure. Cette finition est cruciale, car une surface rugueuse augmente la perte de charge.
| Fonctionnalité | Perçage du canon | Perçage hélicoïdal standard |
|---|---|---|
| Rapport L/D | Dépasse 300:1 | Généralement < 10:1 |
| Distribution du liquide de refroidissement | À travers l'outil | Arrosage externe |
| Évacuation des puces | Excellent (évacués) | Mauvais (nécessite un débourrage) |
| Rectitude du trou | Haut | Modéré |
| Finition de la surface | Supérieure | Standard |
L'étape critique d'ébavurage
Après le perçage, l'ébavurage interne est non négociable. C'est un processus méticuleux pour créer un chemin de liquide de refroidissement sans copeaux. Nous utilisons souvent des méthodes thermiques ou électrochimiques pour les intersections inaccessibles. Pour toute opération de débourrage6 le contrôle des copeaux est la clé pour prévenir les défauts internes qui pourraient compromettre l'ensemble du système de refroidissement. Les centres d'usinage CNC modernes avec liquide de refroidissement traversant la broche sont idéaux pour ces tâches.
La qualité interne d'un collecteur est tout aussi importante que son apparence externe. La gestion du perçage de trous profonds, de l'évacuation des copeaux et de l'élimination des bavures est essentielle pour créer des collecteurs de refroidissement liquide fiables et performants qui répondent à des exigences opérationnelles strictes.
Espacement des ports, type de filetage et orientation — Obtenir la bonne interface pour chaque emplacement de serveur
Obtenir une interface correcte est non négociable. Le succès d'un collecteur de refroidissement liquide dépend entièrement de la bonne alignement de ses ports avec les emplacements des serveurs. Un mauvais alignement signifie une défaillance de connexion, des fuites et des temps d'arrêt coûteux. Chaque détail compte pour un ajustement parfait.
Correspondance de l'espacement des unités de rack
La première étape consiste à faire correspondre l'espacement des ports du collecteur à la hauteur en U du rack. Qu'il s'agisse de 1U, 2U ou 4U, l'emplacement des ports doit être exact. Cela nécessite une fabrication de précision pour garantir que chaque point de connexion s'aligne parfaitement avec l'entrée et la sortie du serveur.
| Unité de rack | Hauteur standard | Configuration typique des ports |
|---|---|---|
| 1U | 1,75 pouces | Rangée unique, espacement compact |
| 2U | 3,5 pouces | Rangée unique ou double |
| 4U | 7,0 pouces | Plusieurs rangées, haute densité |
Connexion et Orientation
Enfin, considérez l'orientation des ports du collecteur. Les connexions avant ou arrière dictent l'ensemble de la disposition. Pour les systèmes à accouplement aveugle, les orientations gauches ou droites sont essentielles pour que les raccords rapides (QDs) s'engagent sans confirmation visuelle. Les connexions manuelles offrent plus de flexibilité mais nécessitent tout de même un placement réfléchi.

Le type de filetage est une autre décision critique, souvent dictée par les normes régionales ou les besoins spécifiques de l'application. Choisir le mauvais garantit des fuites. C'est un point de défaillance courant que je constate lorsque les conceptions ne sont pas soigneusement examinées avant le début de la fabrication.
Types de Filetage Courants
Le NPT est courant aux États-Unis, utilisant une conception conique pour créer un joint. Le BSPP (ou filetage G) est standard en Europe, nécessitant un joint d'étanchéité. Les filetages à bossage torique SAE sont excellents pour les environnements à fortes vibrations car le joint torique offre une étanchéité supérieure.
| Type de fil | Méthode de scellement | Région commune | Avantage principal |
|---|---|---|---|
| NPT | Filetage Conique | Amérique du Nord | Largement disponible |
| BSPP (G) | Joint/Rondelle | Europe/Asie | Réutilisable, aucun produit d'étanchéité nécessaire |
| SAE ORB | Joint Torique | Mondial | Excellente résistance aux vibrations |
L'avantage de l'usinage CNC
C'est là que l'usinage CNC de précision devient essentiel pour les collecteurs de refroidissement liquide. Nous pouvons placer les ports avec précision pour correspondre à n'importe quelle configuration de rack d'espacement des ports du collecteur. Nos machines peuvent couper plusieurs types de filetage, comme le NPT et le BSPP, sur le même collecteur pour s'interfacer avec divers matériels.
De plus, la CNC permet une orientation personnalisée des ports du collecteur. Nous pouvons usiner des sorties à 45 ou 90 degrés pour naviguer dans des espaces restreints. Cette flexibilité est impossible avec des composants standards. La fiabilité d'un collecteur à ports filetés dans un centre de données repose sur cette précision, en particulier pour les filetages coniques7, qui nécessitent une géométrie exacte.
L'intégration parfaite des collecteurs de refroidissement liquide exige un contrôle précis de l'espacement des ports, du type de filetage et de l'orientation. L'usinage CNC offre la précision et la flexibilité nécessaires pour répondre à toute spécification de rack de serveur, garantissant une connexion fiable et sans fuite pour chaque emplacement de serveur.
Conception de la gorge de joint torique pour les connexions collecteur-QD — Pourquoi la réparation des fuites commence ici
La connexion entre un collecteur et un raccord rapide (QD) est une source fréquente de fuites dans les systèmes fluides. Le problème remonte presque toujours à la conception de la gorge du joint torique. Une étanchéité correcte est une question de précision, pas seulement de sélection de matériaux.
Principaux éléments de conception
Une étanchéité efficace dépend de trois facteurs essentiels : la forme de la gorge, la compression du joint torique et la finition de surface. Toute erreur sur l'un de ces points introduit un point de défaillance potentiel, en particulier dans les collecteurs de refroidissement liquide où les changements de température provoquent l'expansion et la contraction des matériaux.
Sélection du type de gorge
Le choix entre une gorge rectangulaire standard et une gorge en queue d'aronde a un impact sur la rétention du joint torique pendant l'assemblage et la maintenance. Bien que les gorges en queue d'aronde maintiennent le joint torique captif, elles sont plus complexes à usiner.
| Type de gorge | Cas d'utilisation principal | Avantage principal |
|---|---|---|
| Rectangulaire | Joints statiques frontaux standard | Simple à usiner |
| Queue d'aronde | Applications de joints toriques captifs | Empêche la chute du joint torique |

Atteindre le rapport de compression idéal
Pour la plupart des joints toriques standard dans les applications statiques, un rapport de compression de 15-25 % est idéal. Une compression trop faible et le joint ne s'engagera pas correctement sous basse pression. Une compression trop forte et vous risquez d'endommager le joint torique ou de créer une force d'assemblage excessive, entraînant une défaillance prématurée.
Le rôle critique de la finition de surface
Une surface lisse est essentielle pour une étanchéité fiable. Nous spécifions un état de surface de Ra 0,8μm ou mieux sur le fond de la gorge et les parois latérales. Une surface plus rugueuse peut créer des chemins de fuite microscopiques à travers la face d'étanchéité. La science de la mesure de la texture de surface, connue sous le nom de Métrologie des surfaces8, est fondamentale pour diagnostiquer et prévenir ces défaillances.
Pourquoi l'usinage CNC est la solution
C'est là que les méthodes de fabrication font une différence significative. Les pièces moulées présentent souvent des incohérences dues au retrait et aux angles de dépouille, ce qui rend difficile le maintien de tolérances serrées. Cela explique pourquoi un collecteur peut être parfaitement étanche tandis qu'un autre identique fuit. L'usinage CNC produit des dimensions de gorge parfaitement constantes à chaque fois.
| Fonctionnalité | Usinage CNC | Moulage par injection |
|---|---|---|
| Tolérance de la gorge | Élevée (par exemple, ±0,05mm) | Plus faible (par exemple, ±0,15mm+) |
| Finition de la surface | Excellente (Ra < 0,8μm) | Variable, nécessite souvent un post-traitement |
| Cohérence des pièces | Pratiquement identiques | Soumis aux variations de processus |
Chez PTSMAKE, nous usinons ces caractéristiques selon des spécifications précises, garantissant que chaque interface d'étanchéité à déconnexion rapide fonctionne de manière fiable. Cela élimine les incertitudes et prévient les fuites coûteuses dans les collecteurs de refroidissement liquide et d'autres systèmes critiques.
Une conception appropriée de la gorge de joint torique – tenant compte du type, de la compression et de l'état de surface – est essentielle pour des connexions fiables. L'usinage CNC de précision offre la cohérence que les pièces moulées ne peuvent pas offrir, prévenant directement les fuites à l'interface d'étanchéité à déconnexion rapide et assurant l'intégrité à long terme du système et prévenant les problèmes de prévention des fuites du collecteur.
Chute de pression à travers le collecteur — Comment la conception des ports et le diamètre interne affectent l'efficacité du système
Comprendre les performances hydrauliques est essentiel pour l'efficacité du système. Le diamètre d'alésage interne et le dimensionnement des orifices du collecteur ne sont pas de simples détails de conception ; ils ont un impact direct sur la chute de pression (ΔP). Une conception restrictive force la pompe de l'unité de distribution de liquide de refroidissement (CDU) à travailler plus dur, ce qui augmente les dépenses opérationnelles au fil du temps.
Diamètre d'alésage et chute de pression
Un alésage interne plus grand entraîne généralement une vitesse de fluide plus faible et, par conséquent, une chute de pression plus petite. Cependant, un alésage surdimensionné peut augmenter le coût des matériaux et la taille du collecteur. Trouver le bon équilibre est crucial pour des performances optimales.
L'importance du dimensionnement des ports
Le dimensionnement des ports doit s'aligner avec les raccords rapides (QD) pour éviter les restrictions inutiles. Plusieurs ports parallèles sont une stratégie efficace pour réduire la perte de charge globale du système.
| Diamètre d'alésage (mm) | Débit typique (L/min) | Perte de charge estimée (kPa/m) |
|---|---|---|
| 12.7 (1/2") | 10 – 20 | 15 – 50 |
| 19.0 (3/4") | 20 – 40 | 5 - 20 |
| 25.4 (1") | 40 – 80 | 2 – 8 |
Un collecteur de refroidissement liquide bien conçu maintient une vitesse d'écoulement optimale, généralement entre 2 et 4 m/s. Dépasser cette plage augmente considérablement la perte de charge et les besoins en puissance de pompage. Cela influence directement le dimensionnement de la pompe CDU et la résistance globale du collecteur, rendant essentiel le calcul précis de la perte de charge du collecteur.
Le flux parallèle et ses défis
L'utilisation de plusieurs chemins d'écoulement parallèles est une méthode courante pour améliorer l'efficacité des collecteurs à flux parallèle. Elle réduit efficacement la résistance globale. Cependant, cette conception n'est pas sans risques. Sur les collecteurs plus longs, assurer un flux équilibré sur tous les ports peut être difficile.
Le risque de déséquilibre de débit
Un déséquilibre de débit peut entraîner un refroidissement insuffisant de certains composants. Ceci est souvent causé par l' effet Venturi9 où le fluide accélère à travers des zones rétrécies, provoquant des chutes de pression localisées. Une géométrie interne et un placement des ports appropriés, sur lesquels nous nous concentrons chez PTSMAKE, sont essentiels pour atténuer ce risque.
Une conception appropriée du collecteur, axée sur le diamètre de l'alésage et le dimensionnement des ports, est cruciale pour gérer la chute de pression. Cette optimisation réduit directement la contrainte sur la pompe CDU et les coûts opérationnels à long terme, garantissant des performances système efficaces et fiables.
Capacité d'échange à chaud — Comment les raccords rapides intégrés au collecteur permettent la maintenance des serveurs en direct
Dans les centres de données, les temps d'arrêt ne sont pas une option. Les opérateurs doivent remplacer ou entretenir les serveurs sans arrêter l'ensemble du système. C'est là qu'un collecteur "hot swap" pour centre de données devient essentiel. Il permet une maintenance en direct, une fonctionnalité critique pour l'infrastructure moderne.
Le facilitateur clé : les raccords intégrés
Les collecteurs avec raccords rapides (QD) intégrés sont la solution. Ils permettent aux techniciens de déconnecter et de reconnecter instantanément les serveurs de la boucle de refroidissement liquide. Cette conception est fondamentale pour maintenir un fonctionnement continu et maximiser la disponibilité, ce qui est l'objectif principal de tout gestionnaire de centre de données.
| Fonctionnalité | Impact sur la maintenance |
|---|---|
| Raccords rapides intégrés | Permet des échanges de serveurs instantanés et en direct |
| Vannes anti-goutte | Prévient les déversements de liquide de refroidissement et l'entrée d'air |
| Conception sans outil | Accélère le processus de maintenance |
Élimine les erreurs de connexion
De plus, ces systèmes préviennent les erreurs de connexion. Des lignes d'alimentation et de retour mal assorties peuvent avoir des conséquences catastrophiques. Le codage couleur et le détrompage physique sur les ports du manifold rendent de telles erreurs pratiquement impossibles. Cela simplifie une tâche complexe sous pression.

Chez PTSMAKE, nous nous concentrons sur les détails pratiques qui rendent ces systèmes fiables. Une caractéristique clé de nos manifolds de refroidissement liquide est la conception de manifold à déconnexion rapide sans outil. Les techniciens peuvent établir des connexions d'une simple poussée, recevant un retour tactile qui confirme un verrouillage sécurisé. Cela élimine les incertitudes.
L'importance des connexions anti-déversement
Les vannes à rupture sèche intégrées sont essentielles pour une connexion de manifold sans déversement. Lorsqu'elles sont déconnectées, le côté serveur et le côté manifold se scellent instantanément. Cela empêche les fuites de liquide de refroidissement sur les composants électroniques sensibles et empêche l'air de pénétrer dans la boucle de refroidissement, ce qui pourrait dégrader les performances.
Personnalisation pour la prévention des erreurs
Pour garantir des connexions infaillibles, nous mettons en œuvre plusieurs fonctionnalités. Les ports de manifold codés par couleur pour les centres de données sont un guide visuel simple. Plus important encore, nous utilisons l'usinage CNC pour créer des caractéristiques de détrompage mécanique personnalisées. C'est une application concrète des Poka-yoke10 principes, rendant physiquement impossible de connecter un tuyau au mauvais port.
Nous pouvons également usiner des supports de montage personnalisés et graver des étiquettes directement sur le corps du manifold. Ce niveau d'intégration, réalisé grâce à une fabrication de précision, simplifie l'installation et la maintenance, réduisant considérablement le risque d'erreur humaine lors de situations de haute pression.
Les raccords rapides intégrés au manifold sont cruciaux pour la disponibilité des centres de données. Ils permettent des échanges de serveurs à chaud sûrs grâce à des connexions sans outil et anti-déversement. Des fonctionnalités personnalisées comme le codage couleur et le détrompage mécanique, rendues possibles par l'usinage CNC, préviennent les erreurs de connexion coûteuses et améliorent la fiabilité du système.
Vannes de décharge de pression et de purge d'air — Fonctions de sécurité intégrées que votre collecteur devrait avoir
Lors de la conception des manifolds de refroidissement liquide, les dispositifs de sécurité tels que les soupapes de surpression et les purgeurs d'air sont souvent considérés comme des éléments secondaires. Cependant, leur intégration directe dans la conception du manifold est cruciale pour la longévité et les performances du système. Ces composants ne sont pas des ajouts facultatifs ; ils sont fondamentaux pour un système fiable.
Le rôle des soupapes de surpression (PRV)
Une soupape de surpression de manifold agit comme une protection essentielle. Elle protège l'ensemble de la boucle de liquide de refroidissement contre les événements de surpression, qui peuvent être causés par la dilatation thermique du fluide ou des surtensions soudaines de la pompe. Sans elle, vous risquez une défaillance catastrophique des tubes, des raccords ou des composants refroidis.
Pourquoi les purgeurs d'air sont essentiels
Les purgeurs d'air servent un but différent mais tout aussi important. Ils permettent de purger l'air emprisonné du système, en particulier lors du remplissage initial. L'élimination des poches d'air est essentielle pour prévenir les problèmes de débit et protéger la pompe contre les dommages. C'est une exigence courante pour des systèmes comme un manifold de purge d'air dans un centre de données.
| Type de vanne | Fonction principale | Protège contre |
|---|---|---|
| Soupape de surpression (PRV) | Évacue l'excès de pression | Surpression, dommages aux composants |
| Purgeur d'air | Élimine l'air emprisonné | Cavitation de la pompe, manque de débit |

La méthode traditionnelle d'ajout de ces vannes implique des raccords en T et des tuyauteries supplémentaires. Cette approche introduit de multiples points de défaillance potentiels. Chaque connexion supplémentaire est une nouvelle opportunité pour une fuite de se développer au fil du temps en raison des vibrations, des cycles thermiques ou d'une installation incorrecte. Cela complique le processus d'assemblage et de maintenance.
La supériorité de la conception intégrée
L'usinage CNC moderne nous permet d'intégrer les orifices pour ces vannes directement dans le bloc collecteur. Cela élimine le besoin de raccords externes, créant un système plus compact, robuste et résistant aux fuites. Chez PTSMAKE, nous usinons ces caractéristiques avec une grande précision, assurant une étanchéité parfaite et des performances optimales pour toute soupape de sécurité de boucle de refroidissement.
Comment l'intégration améliore la fiabilité
Une conception intégrée suit le principe de Loi de Pascal11, où la pression exercée sur un fluide est transmise de manière égale partout. Une seule PRV bien placée peut protéger l'ensemble du système. Cette approche simplifiée améliore non seulement la sécurité, mais simplifie également l'architecture globale de vos collecteurs de refroidissement liquide, réduisant à la fois le temps d'assemblage et les risques à long terme.
| Fonctionnalité | Assemblée traditionnelle | Collecteur intégré |
|---|---|---|
| Points de fuite | Multiple | Minime |
| Temps de montage | Haut | Faible |
| Taille du système | Empreinte plus grande | Compact |
| Fiabilité | Plus bas | Plus élevé |
Les soupapes de surpression et les purgeurs d'air intégrés sont des caractéristiques de sécurité essentielles intégrées au collecteur. L'usinage CNC de précision rend cette intégration transparente, améliorant la fiabilité du système, réduisant les points de fuite potentiels et simplifiant la conception globale des collecteurs de refroidissement liquide pour des performances et une sécurité supérieures.
Montage et alignement — Pourquoi un collecteur mal ajusté crée un effet domino
Un collecteur de refroidissement liquide mal aligné est plus qu'un inconvénient ; c'est le début d'un effet domino. Même un millimètre de déviation peut entraîner des problèmes majeurs au niveau du système à long terme. Cette erreur initiale conduit à des connexions sous contrainte et à une usure prématurée des composants critiques.
Les Effets d'Onde du Désalignement
Un mauvais alignement du collecteur de rack introduit un stress mécanique immédiat. Les raccords rapides (QD) s'engagent en biais, entraînant une dégradation accélérée des joints et des fuites potentielles. Le routage des tuyaux est compromis, créant des coudes qui restreignent le débit et sollicitent les raccords, créant un autre point de défaillance.
Maux de Tête d'Assemblage et de Maintenance
L'impact le plus immédiat concerne l'assemblage et le service. Les techniciens ont du mal à glisser les serveurs dans les racks, ce qui augmente le temps d'installation et le risque d'endommager le matériel sensible. Ce qui devrait être une tâche simple devient un goulot d'étranglement frustrant.
| Cause du Désalignement | Conséquence Directe | Impact à Long Terme |
|---|---|---|
| Trous de Montage Imprécis | Engagement de QD Tordu | Usure Accélérée des Joints, Fuites |
| Mauvaises Tolérances de Support | Chemins de Tuyaux Pliés | Débit Réduit, Contrainte sur les Raccords |
| Inadéquation de l'Intégration du Rack | Installation Difficile du Serveur | Coûts de main-d'œuvre accrus, risque de dommages |

Exploration des solutions de montage
Traditionnellement, les collecteurs sont fixés à l'aide de supports ou de rails séparés. Une solution montée sur support est courante mais ajoute des problèmes d'accumulation de tolérances. Une conception montée sur rail offre plus de support mais peut être complexe à intégrer dans un environnement de rack de centre de données encombré.
Intégration avancée avec accouplement aveugle
Une approche plus avancée est le système d'accouplement aveugle du collecteur. Cela permet aux serveurs de se connecter automatiquement à la boucle de refroidissement lorsqu'ils sont glissés dans le rack. Cependant, cela exige une précision extrême, car le moindre désalignement empêchera une connexion réussie.
L'avantage de l'usinage CNC
C'est là que l'usinage de précision devient essentiel. Chez PTSMAKE, nous éliminons les supports séparés en intégrant les caractéristiques de montage directement dans le corps du collecteur. Nous usinons des trous percés et taraudés avec précision, des goupilles d'alignement et des rainures de clavette directement dans la pièce. Cette conception monobloc simplifie l'assemblage et améliore la fiabilité.
Ce niveau d'intégration n'est possible qu'avec un contrôle strict sur Dimensionnement et tolérancement géométriques (GD&T)12. L'intégration réussie du collecteur CAO avec la conception du rack est essentielle. Nous constatons qu'une collaboration précoce entre le concepteur du collecteur et l'intégrateur de rack est le meilleur moyen de prévenir les problèmes.
| Méthode de montage | Avantage principal | Défi primaire |
|---|---|---|
| Monté sur support | Conception simple | Accumulation de tolérances |
| Monté sur rail | Stabilité élevée | Espace et complexité |
| Intégré (CNC) | Précision maximale | Nécessite une coordination CAO |
Un montage et un alignement corrects du collecteur sont fondamentaux pour la fiabilité de l'ensemble du système de refroidissement liquide. L'intégration des caractéristiques de montage par usinage CNC élimine les variables, réduit le temps d'assemblage et prévient les défaillances en cascade résultant d'un mauvais ajustement initial.
Conception de collecteur personnalisé du concept au premier article — Le calendrier de prototypage CNC
Lors de la planification d'un projet de collecteur personnalisé, en particulier pour des applications critiques comme les systèmes de refroidissement liquide, il est essentiel de comprendre le calendrier. Fixer des attentes réalistes dès le départ permet d'éviter les retards. Un processus de prototypage CNC bien défini assure une transition en douceur du concept à un premier article fonctionnel.
Principales étapes du prototypage
Le parcours de la conception à une pièce physique implique plusieurs étapes distinctes. Chaque étape a son propre calendrier, qui peut varier en fonction de la complexité. Une communication claire avec votre partenaire de fabrication pendant ces phases est essentielle pour respecter les délais et obtenir le résultat souhaité pour vos pièces.
Répartition typique du calendrier
Voici un calendrier général pour un prototype de collecteur CNC personnalisé. Ceci suppose l'utilisation de barres d'aluminium ou d'acier inoxydable standard.
| Stade | Temps estimé | Notes |
|---|---|---|
| Examen de la conception | 1 à 2 jours | Retour DFM et ajustements finaux |
| Programmation FAO | 2 à 3 jours | Les pièces complexes à 5 axes prennent plus de temps |
| Usinage | 3 à 7 jours | Varie selon la géométrie et les caractéristiques |
| Post-traitement | 2 à 4 jours | Finition, assemblage et tests |
Ce processus garantit que votre collecteur personnalisé est prêt pour les tests dans un délai prévisible.

L'avantage du prototypage CNC
Le principal avantage de l'usinage CNC pour les prototypes est la vitesse. Contrairement au moulage, qui nécessite un investissement et un temps d'outillage considérables, l'usinage CNC fonctionne directement à partir d'un fichier CAO. Cela élimine les longs délais associés à la fabrication de moules, offrant un chemin beaucoup plus rapide vers une pièce physique.
Comparaison des délais : CNC vs. Moulage
La différence de délai est significative. Pour un projet de collecteur de refroidissement liquide personnalisé, un prototype moulé peut prendre des mois, principalement en raison de la création du moule. Un prototype CNC, cependant, peut être produit en quelques semaines, permettant une itération et des tests rapides.
| Méthode | Délai de livraison de l'outillage | Délai de livraison des pièces | Temps total estimé |
|---|---|---|---|
| Usinage CNC | Aucun | 7–21 Jours | 1–3 Semaines |
| Casting | 8–12 Semaines | 2 à 3 semaines | 10–15 Semaines |
Facteurs affectant le calendrier
Plusieurs facteurs influencent le calendrier global du prototype. La complexité géométrique, la disponibilité des matériaux et les traitements de surface requis jouent tous un rôle. Lors de l'assemblage, des tests d'étanchéité rigoureux utilisant des méthodes telles que Détection de fuites à l'hélium13 sont essentiels pour valider les performances, ajoutant un jour ou deux au processus mais garantissant la fiabilité. Chez PTSMAKE, nous gérons ces variables pour optimiser le cycle de conception et de production du collecteur.
Un prototype de collecteur CNC personnalisé prend généralement 7 à 21 jours, selon la complexité. Ce processus agile évite le délai d'outillage de 8 à 12 semaines requis pour le moulage, permettant une validation de conception plus rapide et une mise sur le marché plus rapide de votre produit.
Test d'étanchéité des collecteurs de rack — Pourquoi chaque port doit être vérifié individuellement
Un collecteur de refroidissement liquide possède plusieurs ports, et les traiter comme une seule unité pendant les tests est une erreur critique. Une fuite dans un seul port compromet l'intégrité de l'ensemble du système. Une validation complète exige que chaque chemin de fuite potentiel soit vérifié individuellement.
Le problème des tests par lots
Tester un collecteur dans son ensemble peut masquer des fuites subtiles et individuelles au niveau des ports. Une petite fuite à un port pourrait être moyennée sur l'ensemble du volume, tombant en dessous du seuil de détection du test. Cela crée un faux sentiment de sécurité pour un composant destiné à un environnement critique.
Un mandat port par port
Une procédure robuste de test d'étanchéité du collecteur isole chaque point de connexion. Cela garantit que chaque joint, filetage et soudure répond aux spécifications requises de manière indépendante. Cette approche méthodique est le seul moyen de garantir la fiabilité de l'ensemble de l'assemblage.
| Approche de test | Isolation des fuites | Précision | Fiabilité |
|---|---|---|---|
| Test par lots | Pauvre | Faible | Douteux |
| Test individuel des ports | Excellent | Haut | Garanti |
Une procédure appropriée de test d'étanchéité du collecteur implique plusieurs méthodes distinctes, chacune servant un but spécifique. En ignorer une peut laisser une vulnérabilité critique non découverte. Nous devons aller au-delà des simples contrôles de pression pour assurer la fiabilité totale du système, en particulier pour les applications à enjeux élevés.
Protocoles de test complets
Intégrité structurelle et des joints
Nous commençons par un test de chute de pression individuel par port, où tous les autres ports sont solidement bouchés. Nous effectuons également un test hydrostatique, portant souvent le collecteur à 1,5 fois sa pression nominale maximale. Cela vérifie l'intégrité structurelle du collecteur de refroidissement testé hydrostatiquement dans des conditions extrêmes.
Détection des micro-fuites
Pour les applications les plus exigeantes, comme un collecteur de test à l'hélium pour un centre de données, nous utilisons de l'hélium spectrométrie de masse14. Cette méthode peut détecter des fuites minuscules jusqu'à 10⁻⁶ mbar·L/s, qui sont complètement invisibles aux tests de chute de pression. C'est une étape essentielle pour les composants critiques.
| Méthode d'essai | Objectif principal | Candidature commune |
|---|---|---|
| Chute de pression | Détection de fuites importantes | Contrôle qualité général |
| Test hydrostatique | Intégrité structurelle | Systèmes à haute pression |
| Spectrométrie de masse à l'hélium | Détection de micro-fuites | Centres de données, médical |
| Vérification du débit | Validation des performances | Tous les systèmes de refroidissement liquide |
Chez PTSMAKE, nous constatons que notre usinage CNC de précision est essentiel. En produisant des géométries de ports et des profils de filetage extrêmement cohérents, nous réduisons considérablement le taux de rejet initial lors de ces tests rigoureux. Une fabrication cohérente se traduit directement par des performances fiables sur le terrain.
La vérification individuelle de chaque port est non négociable pour des collecteurs de refroidissement liquide fiables. Ce processus méticuleux, des tests hydrostatiques à la vérification du débit, garantit que le composant fonctionnera parfaitement sous contrainte opérationnelle, prévenant ainsi les pannes coûteuses du système et assurant une intégrité à long terme.
Finition de surface pour les collecteurs — Passivation, nickelage chimique, et quand l'anodisation est le mauvais choix
Choisir la bonne finition de surface pour un collecteur est une décision critique qui impacte les performances et la longévité. Il ne s'agit pas seulement d'apparence. Le traitement doit correspondre au matériau et à son application, en particulier pour les systèmes exigeants comme les collecteurs de refroidissement liquide. Chaque matériau a des besoins uniques.
Exigences pour l'acier inoxydable
Pour l'acier inoxydable, l'objectif est une résistance maximale à la corrosion. L'usinage peut laisser du fer libre à la surface, ce qui compromet la couche protectrice naturelle de l'acier. C'est là que la passivation devient essentielle pour les composants utilisés avec des liquides de refroidissement.
Considérations pour l'aluminium et le cuivre
L'aluminium présente des défis différents. Bien que l'anodisation soit courante, elle peut ne pas convenir à toutes les applications de collecteurs. Le cuivre, bien que moins courant, nécessite également des traitements spécifiques pour prévenir l'oxydation et maintenir l'intégrité du système.
| Matériau du collecteur | Finition principale | Principaux avantages |
|---|---|---|
| Acier inoxydable (304/316) | Passivation | Élimine le fer libre, restaure la résistance à la corrosion |
| Aluminium (6061) | Nickel chimique | Offre conductivité et protection contre la corrosion |
| Cuivre | Nickelage | Prévient la formation d'oxyde |

Une mauvaise finition peut entraîner une défaillance du système. J'ai vu des collecteurs de refroidissement liquide en aluminium tomber en panne parce que le concepteur avait spécifié une anodisation dure sans en considérer les implications. L'anodisation crée une surface dure et résistante à l'usure, mais elle est également électriquement non conductrice. Cela peut interférer avec les exigences de mise à la terre dans les systèmes électroniques complexes.
Un meilleur choix pour l'aluminium
Une meilleure option pour les collecteurs en aluminium est souvent le nickelage sans électrolyse. Cette finition offre une excellente protection contre la corrosion tout en maintenant la conductivité électrique. Elle garantit que l'ensemble du système reste correctement mis à la terre, un détail qui ne peut être négligé.
Compatibilité des matériaux et du liquide de refroidissement
L'interaction entre le matériau du collecteur et le liquide de refroidissement est également cruciale. Pour un collecteur en acier inoxydable passivé, en particulier le 316L, un mélange glycol-eau fonctionne exceptionnellement bien. Cependant, la combinaison d'eau désionisée pure avec du cuivre non traité peut provoquer une corrosion rapide. Cela est dû au fait que les ions agressifs présents dans l'eau attaquent le métal. L'acier inoxydable mal traité peut également souffrir de problèmes tels que corrosion intergranulaire15 lorsqu'il est exposé à certains environnements.
| Processus de finition | Pro | Con | Meilleur pour |
|---|---|---|---|
| Passivation | Restaure la résistance à la corrosion | N'offre aucune résistance à l'usure | Collecteurs de liquide de refroidissement en acier inoxydable |
| Nickel chimique | Conducteur, résistant à la corrosion | Coût plus élevé que l'anodisation | Collecteurs en aluminium nécessitant une mise à la terre |
| Anodisation dure | Haute résistance à l'usure | Non conducteur électrique | Composants où l'isolation est un avantage |
Le choix de la bonne finition est vital pour la fiabilité du collecteur. La passivation est standard pour l'acier inoxydable, tandis que le nickelage chimique surpasse souvent l'anodisation pour l'aluminium dans les systèmes de refroidissement liquide en raison des besoins en conductivité. Toujours tenir compte de la compatibilité du liquide de refroidissement pour éviter une défaillance prématurée.
Passage du prototype à la ferme de racks — Comment l'usinage CNC maintient la cohérence des collecteurs à travers le volume
La mise à l'échelle d'une conception validée de quelques prototypes à des centaines d'unités est une étape critique. L'usinage CNC constitue la base de cette croissance, garantissant que le 500e collecteur de refroidissement liquide est identique au premier. Cette cohérence repose sur un flux de travail numérique reproductible.
Le pouvoir de la répétition
Une fois qu'un programme FAO est finalisé, il devient la recette maîtresse. Chaque pièce suivante est usinée en utilisant exactement les mêmes trajectoires d'outils, montages et contrôles de qualité. Ce processus élimine la variabilité courante dans les méthodes manuelles ou moins précises, assurant une véritable fabrication à l'échelle du collecteur.
Facteurs clés de la mise à l'échelle
| Facteur | Prototype (1-10 unités) | Production (500+ unités) |
|---|---|---|
| Programme | Itératif, souvent ajusté | Verrouillé et validé |
| Outillage | Standard, usage général | Optimisé, souvent dédié |
| Fixation | Simple, adaptable | Personnalisé, à haut débit |
| L'inspection | 100% vérification manuelle | Premier article + échantillonnage |
La mise à l'échelle exige plus que la simple exécution répétée du même programme. Elle demande une planification stratégique pour la production de collecteurs en grand volume. Chez PTSMAKE, nous dédions souvent des machines 5 axes spécifiques à un projet de collecteur de longue durée. Cela minimise les changements de configuration et maintient un environnement de production cohérent pour des résultats optimaux.
Planification stratégique de la production
Approvisionnement en matériaux
Les coûts des matériaux peuvent également être optimisés. Commander des barres d'aluminium ou de cuivre en vrac pour plus de 500 unités peut générer des économies significatives, souvent de l'ordre de 10 à 20%, par rapport à l'achat de matériaux pour de petits lots. Cela a un impact direct sur le coût final par pièce.
Protocoles de contrôle de la qualité
Les méthodes d'assurance qualité doivent également évoluer. Bien que chaque prototype fasse l'objet d'une inspection complète, cela n'est pas pratique pour de grands volumes. Nous mettons en œuvre une inspection du premier article (FAI) pour approuver la configuration, suivie de Contrôle statistique des processus16 pour surveiller la cohérence des lots. Cette approche basée sur les données garantit la qualité sans sacrifier la vitesse.
| Méthode de fabrication | Cohérence plutôt que volume | Impact de l'usure de l'outillage |
|---|---|---|
| Usinage CNC | Extrêmement élevé | Usure minimale et prévisible de l'outil de coupe |
| Casting | Diminution au fil du temps | La dégradation du moule modifie la géométrie |
Cela contraste fortement avec des méthodes comme le moulage, où l'usure du moule peut subtilement modifier les dimensions des pièces sur des milliers de cycles. Avec l'usinage CNC, la précision numérique reste absolue, garantissant la répétabilité des collecteurs CNC.
L'usinage CNC garantit que la mise à l'échelle du prototype à la production en série maintient une cohérence parfaite. La planification stratégique de la capacité des machines, de l'approvisionnement en matériaux et des protocoles de contrôle qualité rend le processus à la fois fiable et rentable pour les collecteurs de refroidissement liquide en volume.

Comprendre ce principe aide à optimiser les chemins d'écoulement pour une meilleure performance de refroidissement et une meilleure efficacité du système. ↩
Comprendre ce phénomène aide à prévenir les dommages aux pompes et assure la fiabilité à long terme du système. ↩
Explorez comment cette métrique influence directement la gestion thermique et prévient la limitation des performances du GPU (throttling) dans les environnements de calcul haute performance. ↩
Comprendre ce processus électrochimique est essentiel pour prévenir la défaillance prématurée du système dans les boucles de refroidissement à métaux mixtes. ↩
Découvrez comment ce principe explique la relation entre la vitesse du fluide et la pression dans la conception des collecteurs. ↩
Découvrez comment cette technique de forage prévient la rupture d'outil et assure des canaux propres dans les opérations de forage profond. ↩
Découvrez comment la géométrie des filetages coniques crée un joint métal sur métal et ses implications pour les systèmes haute pression. ↩
Comprendre ce domaine aide à diagnostiquer les défaillances d'étanchéité au-delà du simple matériau ou de la compression du joint torique. ↩
Ce principe aide à prédire les changements de pression, ce qui est essentiel pour concevoir des collecteurs de refroidissement liquide efficaces. ↩
Découvrez comment ce principe japonais de prévention des erreurs issu de la fabrication est appliqué pour améliorer la sécurité et la fiabilité des systèmes de centres de données. ↩
Explorez ce principe pour comprendre la distribution de la pression du fluide dans les systèmes fermés. ↩
Comprendre ce système est essentiel pour communiquer l'intention de conception précise pour la fabrication et assurer la compatibilité des pièces. ↩
Découvrez comment cette méthode avancée assure le plus haut niveau d'intégrité d'étanchéité dans les systèmes critiques de fluides et de vide. ↩
Comprenez comment cette méthode détecte des éléments spécifiques, crucial pour la détection de fuites minimes dans la fabrication et la recherche scientifique. ↩
Découvrez comment ce type de corrosion peut provoquer une défaillance matérielle invisible et pourquoi il est essentiel de la prévenir. ↩
Voyez comment cette méthodologie garantit que chaque pièce est conforme aux spécifications dans la production à grande échelle. ↩





