

Upplever dina AI-rack fortfarande termiska flaskhalsar även efter uppgradering till vätskekylning? Problemet kanske inte är dina kallplattor eller CDU. Det kan vara fördelaren som tyst skapar hotspots, tryckobalans och pumpbelastning i hela din installation.
Specialanpassade CNC-bearbetade fördelare ger vätskekylsystem i datacenter balanserat flöde, läckagefria portgränssnitt och exakta dimensioner som standarddelar inte kan leverera. De är distributionsnavet som avgör om varje server i ett rack med hög densitet får den kylvätska den behöver.

Jag har ägnat år åt att hjälpa ingenjörsteam att gå från generiska fördelare till anpassade CNC-lösningar, och prestandagapet är verkligt. I den här guiden kommer jag att leda dig genom design-, material- och bearbetningsdetaljerna som skiljer en pålitlig fördelare från en som skapar problem längre fram.
Ditt vätskekylsystem är bara så starkt som dess vätskefördelning
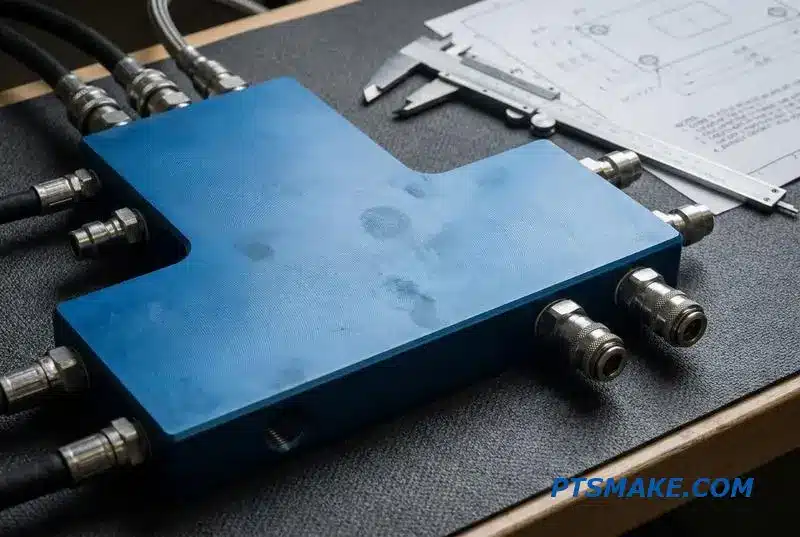
Inom datacenterkylning stjäl kallplattor och kylmedelsdistributionsenheter (CDU:er) ofta rampljuset. Systemets verkliga prestanda beror dock på en mindre hyllad komponent: vätskekylningsfördelarröret. Detta är det centrala navet som säkerställer balanserat kylmedelsflöde till varje server.
Det kritiska distributionsnavet
Tänk på fördelarröret som hjärtat i ditt racks vätskenätverk. Ett dåligt utformat sådant skapar ojämnt flöde, vilket leder till hotspots, tryckobalanser och minskad pumpeffektivitet. Hela kylstrategin kan lyckas eller misslyckas baserat på denna enskilda dels förmåga att fördela vätska jämnt.
Konsekvenser av dålig fördelarrörsdesign
Även den mest kraftfulla CDU:n är värdelös om kylmedlet inte når sin destination effektivt. Tabellen nedan belyser riskerna med undermålig flödesfördelning i rackfördelarrör.
| Utgåva | Påverkan på systemet |
|---|---|
| Flödesobalans | Hotspots och serverstrypning |
| Högt tryckfall | Ökad pumpströmförbrukning |
| Läckor | Katastrofalt utrustningsfel |

Effektiv grenrörsdesign går bortom enkel rördragning. Det kräver en djup förståelse för hur intern geometri påverkar systemets prestanda. Hos PTSMAKE fokuserar vi på precisionsbearbetning för att skapa optimerade flödesvägar som minimerar tryckfall och säkerställer jämn fördelning.
Materialval och prestanda
Valet av material för vätskekylda grenrör är avgörande. Det påverkar inte bara värmeledningsförmåga och hållbarhet, utan även tillverkningskomplexitet och kostnad. Aluminium är vanligt för sin balans, men koppar eller till och med specialiserade polymerer kan vara bättre för specifika applikationer.
| Material | Viktig fördel | Gemensam ansökan |
|---|---|---|
| Aluminium (6061) | Kostnadseffektiv, goda termiska egenskaper | Allmänna datacenter |
| Koppar | Överlägsen värmeledningsförmåga | Högdensitetsberäkning |
| PPS/PEEK | Korrosionsbeständighet, låg vikt | Tuffa miljöer |
Precisionens roll i flödesdynamik
Grenrörets interna kanaler måste vara perfekta. Eventuella grader eller ytdefekter från bearbetningen kan störa flödet. Det är här principerna för Strömningsdynamik1 blir avgörande. Att uppnå laminärt flöde och undvika turbulens kräver extremt snäva toleranser, vilket är ett kärnfokus i vår tillverkningsprocess.
Ett välkonstruerat vätskekylt grenrör är ryggraden i ett pålitligt DLC-system. Dess design, material och tillverkningsprecision är inte små detaljer; de är grundläggande för att uppnå balanserat flöde, förhindra hotspots och säkerställa övergripande driftseffektivitet för hela racket.
Rackmonterade vs. radbaserade fördelare — Vilken arkitektur passar din installation
Att välja rätt arkitektur för vätskekylda grenrör är ett avgörande beslut. De två primära konfigurationerna, in-rack och radbaserade, tjänar distinkta behov. Ditt val påverkar effektivitet, skalbarhet och underhåll under hela systemets livscykel. Låt oss bryta ner grunderna för varje tillvägagångssätt.
In-rack grenrörssystem
In-rack grenrör monteras direkt i eller på ett serverrack, antingen vertikalt eller horisontellt. Denna design ger riktad vätskekylning för komponenter med hög densitet inuti ett enda hölje. Det är en idealisk lösning för installationer där specifika rack har extrema värmebelastningar.
Radbaserade grenrörssystem
Radbaserade system betjänar flera rack från en centraliserad distributionspunkt. Dessa enheter körs antingen ovanför eller under golvet, vilket skapar en mer organiserad infrastruktur för storskaliga datacenter. Denna arkitektur är byggd för enhetlighet och skalbarhet över hela rader.
| Fördelartyp | Bästa användningsfall |
|---|---|
| I-rack | Högdensitets individuella rack |
| Radbaserad | Storskaliga, enhetliga installationer |

När vi går bortom de grundläggande definitionerna blir de praktiska kompromisserna tydliga. Beslutet mellan en i-rack- eller radbaserad fördelare för ditt datacenter innebär att balansera tillgänglighet, utrymme och framtida tillväxt.
Underhåll och tillgänglighet
Vätskekylning med i-rack-fördelare är enkel att serva per rack. Tekniker kan isolera ett enskilt rack utan att störa andra. Men i en stor installation kan hanteringen av hundratals individuella fördelare bli komplex och tidskrävande.
Radbaserade system centraliserar huvudanslutningarna, vilket kan förenkla storskaligt underhåll och övervakning. Utmaningen här är att allt arbete på huvudfördelaren kan påverka en hel rad rack, vilket kräver mer koordinerad nedtid.
Skalbarhet och utrymmesanvändning
En debatt om vertikal fördelare kontra horisontell fördelare för DLC (Direct Liquid Cooling) kretsar ofta kring utrymmet i racket. Båda konfigurationerna förbrukar värdefullt rack-U-utrymme. Även om det är effektivt kan detta vara en begränsning. Radbaserade system, däremot, bevarar detta utrymme genom att använda överliggande eller undergolvsvägar.
Av denna anledning är radbaserad arkitektur i sig mer skalbar för hyperskala-installationer. Den möjliggör en förutsägbar, modulär expansion. Hos PTSMAKE finner vi att de flesta vätskekylningsfördelare är konfigurerade på beställning, eftersom standardlösningar sällan passar perfekt. Precisions-CNC-bearbetning gör att vi kan skapa fördelare som uppfyller exakta krav på flöde, tryck och portar, vilket undviker problem som Kavitation2.
| Funktion | I-rack-fördelare | Radbaserad fördelare |
|---|---|---|
| Utrymmesanvändning | Förbrukar värdefullt rack-U-utrymme | Använder utrymme ovanför eller under golvet |
| Skalbarhet | Per-rack, granulär expansion | Hög, för hela rader eller poddar |
| Underhåll | Isolerad, enklare för enskilt rack | Centraliserad, kan påverka hela raden |
I slutändan beror valet på din driftsättnings skala och densitet. Rackmonterade fördelare erbjuder exakt, lokaliserad kylning för högpresterande rack, medan radbaserade system tillhandahåller en skalbar, organiserad ram för stora datacenter. Båda kräver noggrann planering för att säkerställa optimal prestanda.
Varför standardfördelare inte räcker till för AI-rack med hög densitet
Standardfördelare för vätskekylning är helt enkelt inte byggda för kraven från modern AI-infrastruktur. System som NVIDIA NVL72 genererar enorm värme, vilket kräver kyllösningar som är långt ifrån standard. Hyllvaror skapar prestandaflaskhalsar och tillförlitlighetsrisker.
Anpassningsgapet
Hyllkomponenter följer en "en storlek passar alla"-strategi. Dock kräver AI-rack med hög densitet exakta specifikationer för optimal prestanda. Varje avvikelse kan äventyra hela kylslingan.
Standard vs. Anpassade fördelare
| Funktion | Hyllfördelare | Anpassad CNC-fördelare |
|---|---|---|
| Portavstånd | Fast, generisk layout | Matchad till specifika serverblad |
| Flödeshastighet | Standard, ofta otillräcklig | Optimerad för högpresterande GPU:er |
| Material | Allmänt aluminium/plast | Vald för kylvätskekompatibilitet |
| Formfaktor | Passar standard rackdjup | Designad för alla anpassade rackstorlekar |
Denna lucka belyser varför en anpassad strategi är avgörande för missionskritisk AI-hårdvara.

Begränsningarna med standardfördelare blir tydliga under integrationen. Jag har sett projekt försenas eftersom en standarddel hade fel gängtyp för porten, vilket skapade läckor under tryck. Andra misslyckades eftersom antalet portar var otillräckligt för antalet GPU:er i ett enda chassi.
Hantera krav på rack med hög densitet
AI-datacenter använder ofta icke-standardiserade rackdjup för att rymma komplexa kablar och hårdvara. En standardfördelare med fel formfaktor kan hindra luftflödet eller förhindra att rackdörren stängs. Detta är ett vanligt men lätt undvikbart problem med en anpassad design.
Kritiska felmatchningar och lösningar
Högflödes kylvätskefördelningsenheter (CDU:er) arbetar vid tryck som standardfördelare inte klarar av. Denna felmatchning leder till katastrofala fel. Den nödvändiga Volymetriska flödeshastigheten3 för ett kluster på 140kW+ är något som standarddelar inte är testade för. CNC-bearbetning löser dessa problem genom att möjliggöra fullständig designkontroll.
| Felmatchningsproblem | Konsekvenser | Lösning för CNC-bearbetning |
|---|---|---|
| Felaktiga portgängor | Läckor, systemavbrott | Precisionsgängfräsning (NPT, BSPP, etc.) |
| Lågt tryckvärde | Fördelarfel, kylvätskespill | Tjockare väggar, materialförstärkning |
| Fel formfaktor | Installation omöjlig | Anpassade dimensioner för att passa alla utrymmen |
På PTSMAKE maskinbearbetar vi vätskekylningsfördelare enligt exakta specifikationer, vilket säkerställer att varje parameter uppfyller applikationens krav.
Standardfördelare är en risk i AI-system med hög densitet. Deras generiska design uppfyller inte de specifika kraven på flöde, tryck och dimensioner. Specialtillverkade CNC-bearbetade vätskekylningsfördelare är den enda tillförlitliga lösningen, vilket säkerställer prestanda och förhindrar kostsamma fel.
Rostfritt stål, aluminium eller koppar — Val av fördelarmaterial baserat på kylvätska och miljö
Att välja rätt material för vätskekylningsfördelare är ett kritiskt beslut som direkt påverkar systemets tillförlitlighet. Valet sträcker sig bortom termisk prestanda, till kemisk kompatibilitet med kylvätskor och driftsmiljön. Varje material presenterar en unik balans mellan kostnad, vikt och hållbarhet.
Alternativ för primärmaterial
Rostfritt stål, aluminium och koppar är de vanligaste valen. Även om koppar erbjuder överlägsen värmeledningsförmåga, är denna egenskap ofta inte det primära kravet för en fördelare, som huvudsakligen fungerar som en distributionspunkt för kylvätskan.
Jämförelse på hög nivå
Det bästa valet beror på dina specifika systemkrav, inklusive vilken typ av kylvätska som används och andra metaller som finns i kylslingan.
| Material | Viktig fördel | Viktigaste överväganden |
|---|---|---|
| Rostfritt stål | Motståndskraft mot korrosion | Högre kostnad/vikt |
| Aluminium | Lättviktig och lägre kostnad | Korrosionskänslighet |
| Koppar | Termisk konduktivitet | Hög kostnad och vikt |

Fördjupad materialanalys
På PTSMAKE vägleder vi ofta kunder genom detta beslut för applikationer som sträcker sig från datacenter till industrimaskiner. Det optimala valet baseras sällan på en enda egenskap utan på en helhetssyn av systemets design och långsiktiga mål.
Rostfritt stål (304/316)
För de flesta system med hög tillförlitlighet är rostfritt stål av typ 304 eller 316 industristandard. Det är mycket motståndskraftigt mot korrosion och kompatibelt med nästan alla vanliga kylvätskor, inklusive avjoniserat vatten och glykolblandningar. Detta gör en kylfördelare i rostfritt stål till ett säkert, långvarigt val för kritiska applikationer.
Aluminium
Aluminium är ett utmärkt alternativ när vikt och kostnad är de primära drivkrafterna. Dess användning kräver dock noggrann systemdesign på grund av dess känslighet för galvanisk korrosion4, särskilt när det kombineras med kopparkomponenter som kylplattor. För korrekt kompatibilitet med kylvätska i aluminiumfördelare måste glykol-vattenblandningar innehålla specifika korrosionsinhibitorer.
Koppar
Även om koppar är den bästa värmeledaren är det sällan det bästa valet för en fördelare. Dess primära funktion är vätskefördelning, inte värmeavledning. Den höga kostnaden och vikten av koppar gör det ofta till en onödig utgift för denna komponent i kylkretsen.
Kylvätske- och tätninginteraktioner
Ditt val av kylvätska avgör tätningsmaterialet. Standardkylvätskor fungerar bra med en EPDM-tätning i fördelaren, men aggressiva dielektriska vätskor kräver ett mer robust material som FKM (Viton) för att förhindra läckage och nedbrytning över tid.
| Typ av kylvätska | Rekommenderad tätning | Viktiga överväganden |
|---|---|---|
| Vatten/Glykol | EPDM | Se till att inhibitorer används med aluminium. |
| Dielektrisk vätska | FKM (Viton) | Verifiera vätskekompatibilitet med den specifika FKM-kvaliteten. |
Ditt materialval för vätskekylningsfördelare måste balansera kostnad, prestanda och kemisk kompatibilitet. Rostfritt stål erbjuder högsta tillförlitlighet, medan aluminium är ett lättare, kostnadseffektivt alternativ som kräver noggrann kylvätskehantering för att förhindra korrosion och säkerställa systemets livslängd.
Hur CNC-bearbetning möjliggör fördelardesigner som svetsade enheter inte kan matcha
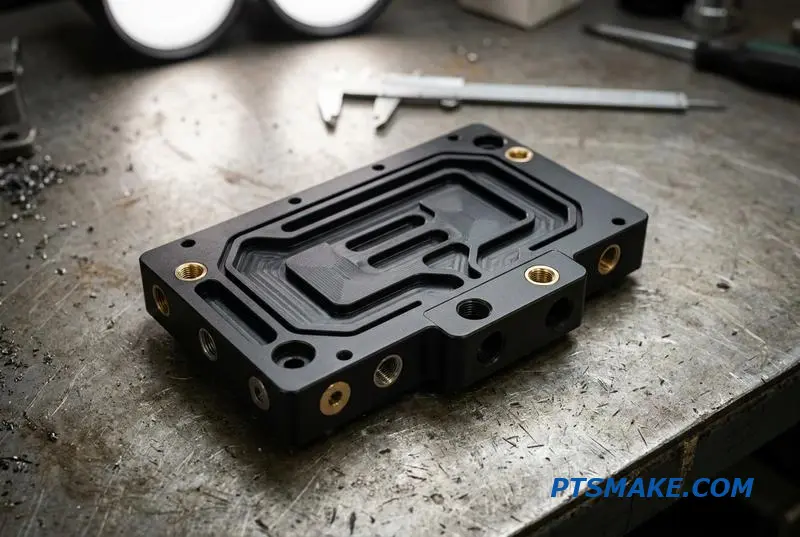
När man designar vätskesystem, särskilt för applikationer som vätskekylningsgrenrör (Liquid Cooling Manifolds), är valet mellan en svetsad enhet och ett CNC-bearbetat block avgörande. Svetsade grenrör kan verka enkla, men de medför betydande prestandarisker. Den interna svetsfogen stör flödet och skapar områden där föroreningar kan samlas.
De dolda bristerna med svetsade grenrör
Svetsade rörgrenrör lider av inneboende nackdelar som kan äventyra systemets integritet. Den inre svetsfogen är ett stort problem, som skapar turbulens och potentiella tryckfall. Denna oregelbundenhet gör också fullständig systemspolning svår, vilket fångar partiklar som kan skada känsliga nedströmskomponenter över tid.
Varför CNC-bearbetning utmärker sig
I kontrast erbjuder CNC-bearbetade blockgrenrör ett överlägset alternativ. Genom att fräsa vätskekanaler från ett massivt materialblock uppnår vi perfekt släta invändiga hål. Detta eliminerar flödesdiskontinuiteter och kontamineringsrisker, vilket säkerställer optimal prestanda och systemrenhet från början.
Funktionsjämförelse: CNC vs. Svetsat
| Funktion | CNC-bearbetat grenrör | Svetsat rörgrenrör |
|---|---|---|
| Invändig ytfinish | Slät, kontinuerlig invändig yta | Grov invändig svetsfog |
| Flödesväg | Optimerat, laminärt flöde | Turbulent, stört flöde |
| Risk för kontaminering | Minimal | Hög (partikelfällor) |
| Läckagepunkter | Minimerade (enkelt block) | Flera (vid varje svets) |
Ett CNC-bearbetat grenrör i ett stycke ger oöverträffad designfrihet. Vi kan integrera komplexa, flerriktade kanaler och många portar i ett enda, kompakt block. Detta tillvägagångssätt minskar drastiskt antalet potentiella läckagepunkter jämfört med en konstruktion med flera svetsade fogar, vilket förbättrar systemets totala tillförlitlighet.
Uppnå oöverträffad precision
Precisionen i CNC-bearbetning är en viktig fördel. Hos PTSMAKE håller vi konsekvent avståndet mellan portarna inom ±0,05 mm. Denna noggrannhetsnivå är nästan omöjlig att uppnå med manuell svetsning och montering, vilket säkerställer perfekt inriktning och konsekvent prestanda över alla anslutningar i systemet.
Inverkan på vätskedynamiken
Släta, precisionsbearbetade kanaler främjar förutsägbart vätskebeteende. Att förstå Bernoullis princip5 hjälper till att illustrera hur inkonsekvenser från svetsning kan orsaka oönskade tryck- och hastighetsvariationer. Ett CNC-bearbetat grenrör säkerställer stabilt flöde, vilket är avgörande för effektiv vätskefördelning i datacenter och andra känsliga applikationer.
En hybridlösning
För vissa konstruktioner erbjuder en hybridlösning en praktisk kompromiss. Vi kan CNC-bearbeta ett centralt portblock som rymmer de mest kritiska anslutningarna och sedan svetsa rörförlängningar på det. Detta kombinerar precisionen hos ett bearbetat block med flexibiliteten hos svetsade rör för enklare sektioner.
CNC-bearbetning levererar överlägsna grenrörskonstruktioner genom att skapa släta interna vägar, möjliggöra komplexa geometrier i ett enda block och säkerställa hög precision. Denna metod övervinner flödesstörningar, kontamineringsrisker och inkonsekvenser som är inneboende i svetsade enheter, vilket ökar systemets prestanda och tillförlitlighet.
Korsborrade portar och interna flödesvägar — Bearbetningsutmaningen dold inuti varje fördelare
Prestandan hos vätskekylningsgrenrör beror på deras interna geometri. Korsborrade portar och komplexa flödesvägar är avgörande, men de medför betydande bearbetningsutmaningar. Dessa funktioner är ofta dolda men är kritiska för systemets tillförlitlighet och effektivitet.
Problemet med djupa hål
Att borra ett djupt hål är inte enkelt. När förhållandet mellan längd och diameter (L/D) överstiger 20:1, har standardborrar svårt. Spånevakuering blir ett stort problem, vilket leder till verktygsbrott och dålig ytfinish inuti grenröret.
Korsande borrningar och grader
Varje korsning mellan en huvudborrning och en korsborrad port skapar en grad. Om de inte tas bort kan dessa små metallfragment lossna. De kontaminerar sedan kylvätskeslingan, vilket riskerar skador på känsliga komponenter nedströms.

Att uppnå en felfri intern bana i ett grenrör kräver specialiserade tekniker. Standardspiralborrar är ofta otillräckliga för djupa hål. Vi måste välja rätt verktyg och processer för att säkerställa precision och renhet inuti varje tvärborrad grenrörsport.
Kanonborrning vs. Spiralborrning
Kanonborrning är en föredragen metod för att skapa djupa, raka hål. Till skillnad från standardborrar använder den högtryckskylvätska genom spindeln för att kontinuerligt spola ut spån. Detta förhindrar spånpackning och resulterar i en överlägsen invändig hålyta. Denna yta är avgörande, eftersom en grov yta ökar tryckfallet.
| Funktion | Pistolborrning | Standard Spiralborrning |
|---|---|---|
| L/D-förhållande | Överstiger 300:1 | Typiskt < 10:1 |
| Kylvätsketillförsel | Genom verktyget | Extern spolning |
| Evakuering av chip | Utmärkt (spolas ut) | Dålig (kräver stegvis matning) |
| Hålrakhet | Hög | Måttlig |
| Ytfinish | Överlägsen | Standard |
Det kritiska avgradningssteget
Efter borrning är invändig avgradning icke förhandlingsbar. Det är en noggrann process för att skapa en spånfri kylvätskeväg. Vi använder ofta termiska eller elektrokemiska metoder för otillgängliga korsningar. För eventuella hackborrning6 operation är spånhantering nyckeln till att förhindra interna defekter som kan äventyra hela kylsystemet. Moderna CNC-bearbetningscentra med genomspindelkylning är idealiska för dessa uppgifter.
Den interna kvaliteten på en fördelare är lika viktig som dess yttre utseende. Att hantera djupborrning, spånevakuering och gradborttagning är avgörande för att skapa tillförlitliga, högpresterande vätskekylningsfördelare som uppfyller stränga driftskrav.
Portavstånd, gängtyp och orientering — Att få gränssnittet rätt för varje serverplats
Att få gränssnittet rätt är icke förhandlingsbart. En vätskekylningsfördelares framgång beror helt på hur väl dess portar överensstämmer med serverplatserna. Feljustering innebär anslutningsfel, läckor och kostsam stilleståndstid. Varje detalj är viktig för en perfekt passform.
Matcha rackenhetsavstånd
Det första steget är att matcha fördelarens portavstånd med rackets U-höjd. Oavsett om det är 1U, 2U eller 4U måste portplatserna vara exakta. Detta kräver precisionsproduktion för att säkerställa att varje anslutningspunkt linjerar perfekt med serverns in- och utgång.
| Rackenhet | Standardhöjd | Typisk portkonfiguration |
|---|---|---|
| 1U | 1,75 tum | Enkel rad, kompakt avstånd |
| 2U | 3,5 tum | Enkel eller dubbel rad |
| 4U | 7,0 tum | Flera rader, hög densitet |
Anslutning och orientering
Slutligen, överväg fördelarens portorientering. Främre eller bakre anslutningar dikterar hela layouten. För blindkopplingssystem är vänster- eller högerorienteringar avgörande för att snabbkopplingar (QDs) ska kunna kopplas utan visuell bekräftelse. Handkopplade anslutningar ger mer flexibilitet men kräver fortfarande noggrann placering.

Gängtypen är ett annat kritiskt beslut, ofta dikterat av regionala standarder eller specifika applikationsbehov. Att välja fel garanterar läckage. Det är en vanlig felkälla jag ser när konstruktioner inte granskas noggrant innan tillverkningen påbörjas.
Vanliga gängtyper
NPT är vanligt i USA och använder en konisk design för att skapa en tätning. BSPP (eller G-gänga) är standard i Europa och kräver en packning för tätning. SAE O-ring boss-gängor är utmärkta för miljöer med höga vibrationer då O-ringen ger en överlägsen tätning.
| Typ av tråd | Förseglingsmetod | Gemensam region | Viktig fördel |
|---|---|---|---|
| NPT | Gängkonicitet | Nordamerika | Mycket tillgängligt |
| BSPP (G) | Packning/bricka | Europa/Asien | Återanvändbar, inget tätningsmedel behövs |
| SAE ORB | O-ring | Globalt | Utmärkt vibrationsmotstånd |
The CNC Machining Advantage
Det är här precisions-CNC-bearbetning blir avgörande för fördelare för vätskekylning. Vi kan noggrant placera portar för att matcha vilken konfiguration som helst för portavstånd i fördelaren. Våra maskiner kan skära flera gängtyper, som NPT och BSPP, på samma fördelare för att ansluta till olika hårdvara.
Dessutom möjliggör CNC anpassad orientering av grenrörsportar. Vi kan maskinbearbeta utlopp i 45 eller 90 graders vinkel för att navigera trånga utrymmen. Denna flexibilitet är omöjlig med standardkomponenter. Tillförlitligheten hos ett grenrör med gängade portar i ett datacenter förlitar sig på denna precision, särskilt för koniska gängor7, som kräver exakt geometri.
Att perfekt integrera vätskekylningsgrenrör kräver exakt kontroll över portavstånd, gängtyp och orientering. CNC-bearbetning ger den nödvändiga noggrannheten och flexibiliteten för att uppfylla alla serverrackspecifikationer, vilket säkerställer en tillförlitlig, läckagefri anslutning för varje enskild serverplats.
O-ringspårdesign för fördelare-till-QD-anslutningar — Varför eftermontering av läckor börjar här
Anslutningen mellan ett grenrör och en snabbkoppling (QD) är en vanlig källa till läckage i vätskesystem. Problemet kan nästan alltid spåras tillbaka till O-ringens spårdesign. Korrekt tätning är en fråga om precision, inte bara materialval.
Viktiga designelement
En effektiv tätning beror på tre kärnfaktorer: spårets form, O-ringens kompression och ytfinishen. Att missa någon av dessa introducerar en potentiell felpunkt, särskilt i vätskekylningsgrenrör där temperaturförändringar får material att expandera och dra ihop sig.
Val av spårtyp
Valet mellan ett standard rektangulärt spår och ett laxstjärtsspår påverkar O-ringens retention under montering och underhåll. Medan laxstjärtsspår håller O-ringen på plats, är de mer komplexa att maskinbearbeta.
| Spårtyp | Primärt användningsfall | Viktig fördel |
|---|---|---|
| Rektangulär | Standard statiska ansiktstätningar | Enkel att maskinbearbeta |
| Laxstjärt | Applikationer med fast O-ring | Förhindrar att O-ringen faller ut |

Uppnå det ideala kompressionsförhållandet
För de flesta standard-O-ringar i statiska applikationer är ett kompressionsförhållande på 15-25% idealiskt. För lite kompression, och tätningen kommer inte att engagera ordentligt under lågt tryck. För mycket, och du riskerar att skada O-ringen eller skapa överdriven monteringskraft, vilket leder till för tidigt fel.
Ytfinishens kritiska roll
En slät yta är avgörande för en pålitlig tätning. Vi specificerar en ytfinhet på Ra 0,8μm eller bättre på både spårbottnen och sidoväggarna. En grövre yta kan skapa mikroskopiska läckagevägar över tätningsytan. Vetenskapen om att mäta ytstruktur, känd som Metrologi för ytor8, är grundläggande för att diagnostisera och förhindra dessa fel.
Varför CNC-bearbetning är lösningen
Det är här tillverkningsmetoder gör en betydande skillnad. Gjutna delar har ofta inkonsekvenser från krympning och släppvinklar, vilket gör det svårt att upprätthålla snäva toleranser. Detta förklarar varför en fördelare kan täta perfekt medan en annan identisk läcker. CNC-bearbetning producerar perfekt konsekventa spårdimensioner varje gång.
| Funktion | CNC-bearbetning | Formsprutning |
|---|---|---|
| Spårtolerans | Hög (t.ex. ±0,05 mm) | Lägre (t.ex. ±0,15 mm+) |
| Ytfinish | Utmärkt (Ra < 0,8μm) | Variabel, kräver ofta efterbearbetning |
| Delkonsistens | Praktiskt taget identisk | Underkastad processvariationer |
Hos PTSMAKE bearbetar vi dessa funktioner till exakta specifikationer, vilket säkerställer att varje snabbkopplings tätningsgränssnitt fungerar tillförlitligt. Detta eliminerar gissningar och förhindrar kostsamma läckor i vätskekylningsfördelare och andra kritiska system.
Korrekt O-ringsspårdesign – som tar hänsyn till typ, kompression och ytfinhet – är avgörande för pålitliga anslutningar. Precisions-CNC-bearbetning ger den konsekvens som gjutna delar inte kan, vilket direkt förhindrar läckor vid snabbkopplings tätningsgränssnitt och säkerställer långsiktig systemintegritet och förhindrar problem med läckageförebyggande i fördelare.
Tryckfall över fördelaren — Hur portdesign och invändig borrdiameter påverkar systemeffektiviteten
Att förstå hydraulisk prestanda är avgörande för systemets effektivitet. Grenrörets invändiga borrdiameter och portstorlek är inte bara designdetaljer; de påverkar direkt tryckfallet (ΔP). En restriktiv design tvingar pumpen i kylvätskefördelningsenheten (CDU) att arbeta hårdare, vilket driver upp driftskostnaderna över tid.
Borrdiameter och tryckfall
En större invändig borrdiameter resulterar generellt i lägre vätskehastighet och därmed ett mindre tryckfall. En överdimensionerad borrdiameter kan dock öka materialkostnaden och grenrörets storlek. Att hitta rätt balans är avgörande för optimal prestanda.
Portstorlek är viktigt
Portstorleken bör överensstämma med snabbkopplingsanslutningarna (QD) för att förhindra onödiga restriktioner. Flera parallella portar är en effektiv strategi för att minska det totala systemtryckfallet.
| Borrdiameter (mm) | Typiskt flöde (L/min) | Beräknat tryckfall (kPa/m) |
|---|---|---|
| 12.7 (1/2") | 10 – 20 | 15 – 50 |
| 19.0 (3/4") | 20 – 40 | 5 - 20 |
| 25.4 (1") | 40 – 80 | 2 – 8 |
Ett välkonstruerat vätskekylningsfördelningsrör upprätthåller optimal flödeshastighet, typiskt mellan 2-4 m/s. Att överskrida detta intervall ökar tryckfallet och pumpkraftsbehovet avsevärt. Detta påverkar direkt dimensioneringen av CDU-pumpen och det totala motståndet i fördelningsröret, vilket gör en noggrann beräkning av tryckfallet i fördelningsröret avgörande.
Parallellt flöde och dess utmaningar
Att använda flera parallella flödesvägar är en vanlig metod för att öka effektiviteten i fördelningsrör med parallellt flöde. Det sänker effektivt det totala motståndet. Denna design är dock inte utan risker. På längre fördelningsrör kan det vara svårt att säkerställa balanserat flöde över alla portar.
Risken för flödesobalans
Flödesobalans kan leda till att vissa komponenter får otillräcklig kylning. Detta orsakas ofta av Venturi-effekten9 där vätskan accelererar genom förträngda områden, vilket orsakar lokala tryckfall. Korrekt intern geometri och placering av portar, vilket vi fokuserar på hos PTSMAKE, är avgörande för att mildra denna risk.
Korrekt design av fördelningsröret, med fokus på innerdiameter och portstorlek, är avgörande för att hantera tryckfall. Denna optimering minskar direkt belastningen på CDU-pumpen och de långsiktiga driftskostnaderna, vilket säkerställer effektiv och tillförlitlig systemprestanda.
Hot-Swap-kapacitet — Hur fördelarintegrerade QD-kopplingar möjliggör underhåll av servrar i drift
I datacenter är driftstopp inte ett alternativ. Operatörer behöver byta ut eller serva servrar utan att stänga ner hela systemet. Det är här ett hot swap-fördelningsrör för ett datacenter blir avgörande. Det möjliggör live-underhåll, en kritisk funktion för modern infrastruktur.
Den viktigaste möjliggöraren: Integrerade kopplingar
Fördelningsrör med integrerade snabbkopplingar (QD) är lösningen. De gör det möjligt för tekniker att omedelbart koppla bort och återansluta servrar från vätskekylningsslingan. Denna design är grundläggande för att upprätthålla kontinuerlig drift och maximera drifttiden, vilket är det primära målet för varje datacenterchef.
| Funktion | Påverkan på underhåll |
|---|---|
| Integrerade QD:er | Möjliggör omedelbara, live serverbyten |
| Dry-Break-ventiler | Förhindrar kylvätskespill och luftintrång |
| Verktygsfri design | Påskyndar underhållsprocessen |
Eliminerar anslutningsfel
Dessutom förhindrar dessa system anslutningsfel. Felmatchning av till- och returledningar kan få katastrofala konsekvenser. Färgkodning och fysisk nyckling på fördelarens portar gör sådana misstag praktiskt taget omöjliga. Det förenklar en komplex uppgift under press.

På PTSMAKE fokuserar vi på de praktiska detaljer som gör dessa system tillförlitliga. En nyckelfunktion hos våra vätskekylningsfördelare är den verktygsfria snabbkopplingsdesignen. Tekniker kan göra anslutningar med ett enkelt tryck och får taktil feedback som bekräftar en säker låsning. Detta eliminerar gissningar.
Vikten av spillfria anslutningar
De integrerade torrbrytarventilerna är avgörande för en spillfri fördelaranslutning. Vid frånkoppling tätar både serversidan och fördelarsidan omedelbart. Detta förhindrar kylvätskeläckage på känslig elektronik och stoppar luft från att komma in i kylslingan, vilket skulle kunna försämra prestandan.
Anpassning för felsäkerhet
För att säkerställa felsäkra anslutningar implementerar vi flera funktioner. Färgkodade fördelarportar för datacenter är en enkel visuell guide. Viktigare är att vi använder CNC-bearbetning för att skapa anpassade mekaniska nycklingsfunktioner. Detta är en verklig tillämpning av Poka-yoke10 principer, vilket gör det fysiskt omöjligt att ansluta en slang till fel port.
Vi kan också maskinbearbeta anpassade monteringsfästen och gravera etiketter direkt på fördelarens kropp. Denna nivå av integration, uppnådd genom precisionsproduktion, effektiviserar installation och underhåll, vilket avsevärt minskar risken för mänskliga fel under högtryckssituationer.
Fördelarintegrerade snabbkopplingar är avgörande för datacentrets drifttid. De möjliggör säkra, live-serverbyten genom verktygsfria, spillfria anslutningar. Anpassade funktioner som färgkodning och mekanisk nyckling, möjliggjorda genom CNC-bearbetning, förhindrar kostsamma anslutningsfel och förbättrar systemets tillförlitlighet.
Tryckavlastnings- och luftningsventiler — Inbyggda säkerhetsfunktioner din fördelare bör ha
Vid design av vätskekylningsfördelare behandlas säkerhetsfunktioner som tryckavlastnings- och luftavluftningsventiler ofta som eftertankar. Att integrera dem direkt i fördelarens design är dock avgörande för systemets livslängd och prestanda. Dessa komponenter är inte valfria tillägg; de är grundläggande för ett tillförlitligt system.
Tryckavlastningsventilernas (PRV) roll
En fördelartryckavlastningsventil fungerar som ett kritiskt skydd. Den skyddar hela kylvätskeslingan från övertryckshändelser, som kan orsakas av vätskans termiska expansion eller plötsliga pumpstötar. Utan en riskerar du katastrofalt fel på rör, kopplingar eller de komponenter som kyls.
Varför luftningsventiler är nödvändiga
Luftningsventiler tjänar ett annorlunda men lika viktigt syfte. De tillåter att instängd luft rensas ut ur systemet, särskilt under den första fyllningen. Att ta bort luftfickor är avgörande för att förhindra flödesproblem och skydda pumpen från skador. Detta är ett vanligt krav för system som en luftningsfördelare i ett datacenter.
| Ventiltyp | Primär funktion | Skyddar mot |
|---|---|---|
| Övertrycksventil (PRV) | Ventilerar övertryck | Övertryck, komponentskador |
| Luftningsventil | Tar bort instängd luft | Pumpkavitation, flödesbrist |

Den traditionella metoden för att lägga till dessa ventiler involverar extra T-kopplingar och rördragning. Detta tillvägagångssätt introducerar flera potentiella felkällor. Varje ytterligare anslutning är en ny möjlighet för en läcka att utvecklas över tid på grund av vibrationer, termisk cykling eller felaktig installation. Detta komplicerar monterings- och underhållsprocessen.
Överlägsenheten med integrerad design
Modern CNC-bearbetning gör att vi kan integrera portar för dessa ventiler direkt i fördelarblocket. Detta eliminerar behovet av externa kopplingar, vilket skapar ett mer kompakt, robust och läckagesäkert system. Hos PTSMAKE bearbetar vi dessa funktioner med hög precision, vilket säkerställer en perfekt tätning och optimal prestanda för varje säkerhetsventil i kylvätskeslingan.
Hur integration förbättrar tillförlitligheten
En integrerad design följer principen om Pascals lag11, där tryck som utövas på en vätska överförs jämnt genomgående. En enda, välplacerad PRV kan skydda hela systemet. Detta strömlinjeformade tillvägagångssätt förbättrar inte bara säkerheten utan förenklar också den övergripande arkitekturen för dina vätskekylningsfördelare, vilket minskar både monteringstid och långsiktig risk.
| Funktion | Traditionell församling | Integrerad fördelare |
|---|---|---|
| Läckagepunkter | Flera | Minimal |
| Tid för montering | Hög | Låg |
| Systemstorlek | Större fotavtryck | Kompakt |
| Tillförlitlighet | Lägre | Högre |
Integrerade tryckavlastnings- och luftningsventiler är viktiga säkerhetsfunktioner integrerade i fördelaren. Precisions-CNC-bearbetning gör denna integration sömlös, vilket förbättrar systemets tillförlitlighet, minskar potentiella läckagepunkter och förenklar den övergripande designen av vätskekylningsfördelare för överlägsen prestanda och säkerhet.
Montering och inriktning — Varför en fördelare som inte passar rätt skapar en dominoeffekt
En feljusterad vätskekylningsfördelare är mer än en olägenhet; det är början på en dominoeffekt. Även en millimeters avvikelse kan orsaka stora problem på systemnivå längre fram. Detta initiala fel leder till stressade anslutningar och för tidigt slitage på kritiska komponenter.
Ringeffekterna av feljustering
Dålig justering av rackfördelaren introducerar omedelbar mekanisk stress. Snabbkopplingar (QD) ansluts i en vinkel, vilket leder till accelererad tätningnedbrytning och potentiella läckage. Slangledningen blir komprometterad, vilket skapar veck som begränsar flödet och belastar kopplingar, vilket skapar ytterligare en felpunkt.
Monterings- och underhållsproblem
Den mest omedelbara effekten är på montering och service. Tekniker kämpar med att skjuta in servrar i rack, vilket ökar installationstiden och risken för att skada känslig hårdvara. Vad som borde vara en enkel uppgift blir en frustrerande flaskhals.
| Orsak till feljustering | Direkt konsekvens | Långsiktig påverkan |
|---|---|---|
| Felaktiga monteringshål | Sned QD-anslutning | Accelererat tätningsslitage, läckage |
| Dåliga fästtoleranser | Veckade slangdragningar | Minskat flöde, belastning på kopplingar |
| Felmatchning vid rackintegration | Svår serverinstallation | Ökade arbetskostnader, risk för skador |

Utforska monteringslösningar
Traditionellt fästs fördelare med separata fästen eller skenor. En fästmonterad lösning är vanlig men medför problem med toleransackumulering. En skenmonterad design erbjuder mer stöd men kan vara komplex att integrera i en trång rackmiljö i ett datacenter.
Avancerad integration med blindkoppling
En mer avancerad metod är blindkopplingssystemet för fördelare. Detta gör att servrar kan anslutas till kylslingan automatiskt när de skjuts in i racket. Detta kräver dock extrem precision, eftersom även den minsta feljustering förhindrar en lyckad anslutning.
The CNC Machining Advantage
Det är här precisionsbearbetning blir avgörande. Hos PTSMAKE eliminerar vi separata fästen genom att integrera monteringsfunktioner direkt i fördelarens kropp. Vi maskinbearbetar precisionsborrade och gängade hål, styrstift och kilspår direkt i delen. Denna enstycksdesign förenklar monteringen och förbättrar tillförlitligheten.
Denna integrationsnivå är endast möjlig med strikt kontroll över Geometrisk dimensionering och tolerans (GD&T)12. Framgångsrik CAD-integration av fördelaren med rackdesignen är avgörande. Vi anser att tidigt samarbete mellan fördelardesignern och rackintegratören är det bästa sättet att förhindra problem.
| Monteringsmetod | Viktig fördel | Primär utmaning |
|---|---|---|
| Fästmonterad | Enkel design | Toleransackumulering |
| Skenmonterad | Hög stabilitet | Utrymme och komplexitet |
| Integrerad (CNC) | Högsta precision | Kräver CAD-koordinering |
Korrekt montering och inriktning av fördelaren är grundläggande för tillförlitligheten hos hela vätskekylsystemet. Att integrera monteringsfunktioner genom CNC-bearbetning eliminerar variabler, minskar monteringstiden och förhindrar de kaskadfel som uppstår från en dålig initial passform.
Anpassad fördelarrörsdesign från koncept till första artikel — Tidslinjen för CNC-prototyptillverkning
När du planerar ett anpassat fördelarprojekt, särskilt för kritiska applikationer som vätskekylsystem, är det viktigt att förstå tidslinjen. Att sätta realistiska förväntningar från början förhindrar förseningar. En väldefinierad CNC-prototypprocess säkerställer en smidig övergång från koncept till en funktionell första artikel.
Viktiga skeden i prototypframtagningen
Resan från design till en fysisk del involverar flera distinkta steg. Varje steg har sin egen tidslinje, som kan variera beroende på komplexitet. Tydlig kommunikation med din tillverkningspartner under dessa faser är avgörande för att hålla tidsplanen och uppnå önskat resultat för dina delar.
Typisk tidslinjefördelning
Här är en allmän tidslinje för en anpassad CNC-fördelarprototyp. Detta förutsätter att standardstångmaterial av aluminium eller rostfritt stål används.
| Etapp | Beräknad tid | Anteckningar |
|---|---|---|
| Designgranskning | 1–2 dagar | DFM-feedback och slutliga justeringar |
| CAM-programmering | 2–3 dagar | Komplexa 5-axliga delar tar längre tid |
| Maskinbearbetning | 3–7 dagar | Varierar med geometri och funktioner |
| Efterbearbetning | 2–4 Dagar | Efterbehandling, montering och testning |
Denna process säkerställer att din anpassade fördelare är redo för testning inom en förutsägbar tidsram.

Fördelen med CNC-prototyptillverkning
Den främsta fördelen med CNC-bearbetning för prototyper är hastigheten. Till skillnad från gjutning, som kräver betydande verktygsinvesteringar och tid, arbetar CNC-bearbetning direkt från en CAD-fil. Detta eliminerar de långa ledtiderna för formtillverkning och erbjuder en mycket snabbare väg till en fysisk del.
Tidslinjejämförelse: CNC vs. Gjutning
Skillnaden i ledtid är betydande. För ett anpassat projekt med vätskekylningsfördelare kan en gjuten prototyp ta månader, främst på grund av formtillverkning. En CNC-prototyp kan dock produceras på några veckor, vilket möjliggör snabb iteration och testning.
| Metod | Ledtid för verktyg | Ledtid för del | Total beräknad tid |
|---|---|---|---|
| CNC-bearbetning | Ingen | 7–21 Dagar | 1–3 Veckor |
| Gjutning | 8–12 Veckor | 2–3 Veckor | 10–15 Veckor |
Faktorer som påverkar tidslinjen
Flera faktorer påverkar den totala prototyptidslinjen. Den geometriska komplexiteten, materialtillgängligheten och nödvändiga ytbehandlingar spelar alla en roll. Under monteringen utförs rigorösa läckagetester med metoder som Heliumläcksökning13 är avgörande för att validera prestanda, vilket lägger till en dag eller två till processen men säkerställer tillförlitlighet. På PTSMAKE hanterar vi dessa variabler för att optimera grenrörsdesignen till produktionscykeln.
En anpassad CNC-grenrörsprototyp tar vanligtvis 7-21 dagar, beroende på komplexitet. Denna smidiga process undviker den 8-12 veckor långa ledtiden för verktyg som krävs för gjutning, vilket möjliggör snabbare designvalidering och att din produkt kommer ut på marknaden snabbare.
Läckagetestning av rackfördelarrör — Varför varje port måste verifieras individuellt
Ett vätskekylningsgrenrör har flera portar, och att behandla dem som en enda enhet under testning är en kritisk miss. En läcka i bara en port äventyrar hela systemets integritet. Omfattande validering kräver att varje potentiell läckageväg verifieras individuellt.
Problemet med batchtestning
Att testa ett grenrör som helhet kan maskera subtila, individuella portläckor. En liten läcka vid en port kan genomsnittas över hela volymen och hamna under testets detekteringströskel. Detta skapar en falsk känsla av säkerhet för en komponent avsedd för en kritisk miljö.
Ett port-för-port-krav
En robust procedur för läckagetest av grenrör isolerar varje anslutningspunkt. Detta säkerställer att varje tätning, gänga och svets uppfyller de specificerade kraven oberoende. Denna metodiska strategi är det enda sättet att garantera hela enhetens tillförlitlighet.
| Testmetod | Läckageisolering | Noggrannhet | Tillförlitlighet |
|---|---|---|---|
| Batchtestning | Dålig | Låg | Ifrågasättas |
| Individuell porttestning | Utmärkt | Hög | Garanterat |
En korrekt procedur för läckagetest av grenrör involverar flera distinkta metoder, var och en med ett specifikt syfte. Att ignorera en kan lämna en kritisk sårbarhet oupptäckt. Vi måste gå bortom enkla tryckkontroller för att säkerställa total systemtillförlitlighet, särskilt för applikationer med höga insatser.
Omfattande testprotokoll
Strukturell integritet och tätning
Vi börjar med ett individuellt tryckfallstest för varje port, där alla andra portar är säkert pluggade. Vi utför också ett hydrostatiskt test, där vi ofta utsätter fördelaren för 1,5 gånger dess maximala nominella tryck. Detta verifierar den strukturella integriteten hos den hydrostatiskt testade kylfördelaren under extrema förhållanden.
Upptäcka mikroläckage
För de mest krävande applikationerna, som en heliumtestfördelare för ett datacenter, använder vi helium masspektrometri14. Denna metod kan upptäcka mikroskopiska läckage ner till 10⁻⁶ mbar·L/s, vilka är helt osynliga för tryckfallstester. Det är ett avgörande steg för verksamhetskritiska komponenter.
| Testmetod | Primärt syfte | Gemensam ansökan |
|---|---|---|
| Tryckfallstest | Grov läckagedetektering | Allmän kvalitetskontroll |
| Hydrostatiskt test | Strukturell integritet | Högtryckssystem |
| Heliummasspektrometri | Mikroläckagedetektering | Datacenter, medicinsk |
| Flödesverifiering | Validering av prestanda | Alla vätskekylsystem |
Hos PTSMAKE finner vi att vår precisions-CNC-bearbetning är avgörande. Genom att producera extremt konsekventa portgeometrier och gängprofiler, minskar vi avsevärt den initiala kassationsfrekvensen under dessa rigorösa tester. Konsekvent tillverkning översätts direkt till tillförlitlig prestanda i fält.
Att verifiera varje port individuellt är icke förhandlingsbart för tillförlitliga vätskekylningsfördelare. Denna noggranna process, från hydrostatiska tester till flödesverifiering, säkerställer att komponenten kommer att fungera felfritt under driftspänning, vilket förhindrar kostsamma systemfel och säkerställer långsiktig integritet.
Ytbehandling för fördelarrör — Passivering, strömlös nickel och när anodisering är fel val
Att välja rätt ytfinish för en fördelare är ett kritiskt beslut som påverkar prestanda och livslängd. Det handlar inte bara om utseende. Behandlingen måste matcha materialet och dess applikation, särskilt för krävande system som vätskekylningsfördelare. Varje material har unika behov.
Krav på rostfritt stål
För rostfritt stål är målet maximal korrosionsbeständighet. Bearbetning kan lämna fritt järn på ytan, vilket äventyrar stålets naturliga skyddande skikt. Det är här passivering blir avgörande för komponenter som används med kylvätskor.
Överväganden för aluminium och koppar
Aluminium erbjuder andra utmaningar. Även om anodisering är vanligt, kanske det inte är lämpligt för alla grenrörsapplikationer. Koppar, även om det är mindre vanligt, kräver också specifika behandlingar för att förhindra oxidation och bibehålla systemets integritet.
| Grenrörsmaterial | Primär ytbehandling | Viktig fördel |
|---|---|---|
| Rostfritt stål (304/316) | Passivering | Tar bort fritt järn, återställer korrosionsbeständighet |
| Aluminium (6061) | Elektrolös nickel | Ger konduktivitet och korrosionsskydd |
| Koppar | Nickelplätering | Förhindrar oxidbildning |

Fel ytbehandling kan leda till systemfel. Jag har sett aluminiumgrenrör för vätskekylning misslyckas eftersom designern specificerade hårdanodisering utan att överväga dess konsekvenser. Anodisering skapar en hård, slitstark yta, men den är också elektriskt icke-ledande. Detta kan störa jordningskrav i komplexa elektroniska system.
Ett bättre val för aluminium
Ett bättre alternativ för aluminiumgrenrör är ofta strömlös förnickling. Denna ytbehandling ger utmärkt korrosionsskydd samtidigt som den bibehåller elektrisk ledningsförmåga. Det säkerställer att hela systemet förblir korrekt jordat, vilket är en detalj som inte kan förbises.
Material- och kylvätskekompatibilitet
Samspelet mellan grenrörets material och kylvätskan är också avgörande. För ett passiverat grenrör av rostfritt stål, särskilt 316L, fungerar en glykol-vattenblandning exceptionellt bra. Att kombinera rent avjoniserat vatten med obehandlad koppar kan dock orsaka snabb korrosion. Detta beror på att aggressiva joner i vattnet angriper metallen. Felaktigt behandlat rostfritt stål kan också drabbas av problem som intergranulär korrosion15 när det utsätts för vissa miljöer.
| Efterbehandlingsprocess | Pro | Con | Bäst för |
|---|---|---|---|
| Passivering | Återställer korrosionsbeständighet | Ger ingen slitstyrka | Kylvätskefördelare i rostfritt stål |
| Elektrolös nickel | Ledande, korrosionsbeständig | Högre kostnad än anodisering | Aluminiumfördelare som behöver jordning |
| Hård anodisering | Hög slitstyrka | Elektriskt icke-ledande | Komponenter där isolering är en fördel |
Att välja rätt ytbehandling är avgörande för fördelarens tillförlitlighet. Passivering är standard för rostfritt stål, medan strömlös nickel ofta överträffar anodisering för aluminium i vätskekylsystem på grund av behovet av ledningsförmåga. Överväg alltid kylvätskans kompatibilitet för att förhindra för tidigt fel.
Skalning från prototyp till rackfarm — Hur CNC-bearbetning bibehåller fördelarrörskonsistens över volym
Att skala en validerad design från några prototyper till hundratals enheter är ett avgörande steg. CNC-bearbetning utgör grunden för denna tillväxt och säkerställer att den 500:e vätskekylningsfördelaren är identisk med den första. Denna konsekvens bygger på ett repeterbart digitalt arbetsflöde.
Kraften i upprepning
När ett CAM-program är färdigställt blir det huvudreceptet. Varje efterföljande del bearbetas med exakt samma verktygsbanor, fixturer och kvalitetskontroller. Denna process eliminerar den variation som är vanlig vid manuella eller mindre precisa metoder, vilket säkerställer verklig uppskalad tillverkning av fördelare.
Nyckelfaktorer vid skalning
| Faktor | Prototyp (1-10 enheter) | Produktion (500+ enheter) |
|---|---|---|
| Program | Iterativ, ofta justerad | Låst och validerad |
| Verktyg | Standard, allmänna ändamål | Optimerad, ofta dedikerad |
| Infästning | Enkel, anpassningsbar | Anpassad, hög genomströmning |
| Inspektion | 100% manuell kontroll | Första artikel + provtagning |
Skalning kräver mer än att bara köra samma program upprepade gånger. Det kräver strategisk planering för högvolymproduktion av grenrör. Hos PTSMAKE dedikerar vi ofta specifika 5-axliga maskiner till ett långvarigt grenrörsprojekt. Detta minimerar omställningar och upprätthåller en konsekvent produktionsmiljö för optimala resultat.
Strategisk planering för produktion
Materialanskaffning
Materialkostnaderna kan också optimeras. Att beställa aluminium- eller kopparstång i bulk för 500+ enheter kan ge betydande besparingar, ofta i intervallet 10-20%, jämfört med att köpa material för små satser. Detta påverkar direkt den slutliga kostnaden per del.
Protokoll för kvalitetskontroll
Kvalitetssäkringsmetoderna måste också utvecklas. Medan varje prototyp får en fullständig inspektion, är detta inte praktiskt för stora volymer. Vi implementerar en första artikelinspektion (FAI) för att godkänna inställningen, följt av Statistisk processtyrning16 för att övervaka satskonsistensen. Detta datadrivna tillvägagångssätt säkerställer kvalitet utan att offra hastighet.
| Tillverkningsmetod | Konsistens framför volym | Verktygsslitagepåverkan |
|---|---|---|
| CNC-bearbetning | Extremt hög | Minimalt, förutsägbart skärslitage |
| Gjutning | Minskar över tid | Formnedbrytning ändrar geometri |
Detta står i skarp kontrast till metoder som gjutning, där formslitage subtilt kan ändra deldimensioner över tusentals cykler. Med CNC-bearbetning förblir den digitala precisionen absolut, vilket garanterar repeterbarhet för CNC-grenrör.
CNC-bearbetning säkerställer att skalning från prototyp till full produktion bibehåller perfekt konsistens. Strategisk planering för maskinkapacitet, materialanskaffning och protokoll för kvalitetskontroll gör processen både tillförlitlig och kostnadseffektiv för vätskekylningsfördelare i volym.

Att förstå denna princip hjälper till att optimera flödesvägar för bättre kylprestanda och systemeffektivitet. ↩
Att förstå detta fenomen hjälper till att förhindra pumpskador och säkerställer långsiktig systemtillförlitlighet. ↩
Utforska hur detta mått direkt påverkar termisk hantering och förhindrar GPU-strypning i högpresterande datormiljöer. ↩
Att förstå denna elektrokemiska process är nyckeln till att förhindra för tidigt systemfel i kylslingor med blandade metaller. ↩
Lär dig hur denna princip förklarar förhållandet mellan vätskehastighet och tryck i fördelardesign. ↩
Lär dig hur denna borrningsteknik förhindrar verktygsbrott och säkerställer rena kanaler vid djuphålsborrning. ↩
Lär dig hur geometrin hos koniska gängor skapar en metall-mot-metall-tätning och dess implikationer för högtryckssystem. ↩
Att förstå detta område hjälper till att diagnostisera tätningsfel bortom bara O-ringsmaterial eller kompression. ↩
Denna princip hjälper till att förutsäga tryckförändringar, vilket är avgörande för att designa effektiva vätskekylningsfördelare. ↩
Upptäck hur denna japanska princip för felsäkring från tillverkning tillämpas för att förbättra datasystemens säkerhet och tillförlitlighet. ↩
Utforska denna princip för att förstå vätsketrycksfördelning i slutna system. ↩
Att förstå detta system är nyckeln till att kommunicera exakt designintention för tillverkning och säkerställa delkompatibilitet. ↩
Lär dig hur denna avancerade metod säkerställer högsta nivå av tätningsintegritet i kritiska vätske- och vakuumsystem. ↩
Förstå hur denna metod detekterar specifika element, avgörande för att hitta spårläckor inom tillverkning och vetenskaplig forskning. ↩
Lär dig hur denna korrosionstyp kan orsaka osynliga materialfel och varför det är avgörande att förhindra den. ↩
Se hur denna metodik säkerställer att varje del uppfyller specifikationerna i storskalig produktion. ↩





