

Rammer dine AI-racks stadig termiske flaskehalse, selv efter opgradering til væskekøling? Problemet er måske ikke dine cold plates eller CDU. Det kan være manifolden, der stille og roligt skaber hotspots, trykudligning og pumpestress i hele din installation.
Specialfremstillede CNC-bearbejdede manifolder giver datacenters væskekølesystemer afbalanceret flow, lækagefri portgrænseflader og præcise dimensioner, som standarddele ikke kan levere. De er distributionsknudepunktet, der afgør, om hver server i et rack med høj tæthed får den kølevæske, den har brug for.

Jeg har brugt år på at hjælpe ingeniørteams med at skifte fra generiske manifolder til tilpassede CNC-løsninger, og forskellen i ydeevne er reel. I denne guide vil jeg føre dig gennem design-, materiale- og bearbejdningsdetaljerne, der adskiller en pålidelig manifold fra en, der skaber problemer senere hen.
Dit væskekølesystem er kun så stærkt som dets væskedistribution
Inden for datacenterafkøling stjæler koldplader og Kølevæskedistributionsenheder (CDU'er) ofte rampelyset. Systemets sande ydeevne afhænger dog af en mindre fejret komponent: væskekølingsmanifolden. Dette er det centrale knudepunkt, der sikrer en afbalanceret kølevæskestrøm til hver server.
Det Kritiske Distributionsknudepunkt
Tænk på manifolden som hjertet i dit racks væskenetværk. En dårligt designet manifold skaber ujævn strøm, hvilket fører til hotspots, trykudligninger og reduceret pumpeeffektivitet. Hele kølestrategien kan lykkes eller mislykkes baseret på denne ene dels evne til at fordele væske jævnt.
Konsekvenser af Dårligt Manifolddesign
Selv den mest kraftfulde CDU er ubrugelig, hvis kølevæsken ikke når sin destination effektivt. Tabellen nedenfor fremhæver risiciene forbundet med utilstrækkelig flowfordeling i rack-manifolden.
| Udgave | Indvirkning på systemet |
|---|---|
| Flowubalance | Hotspots og server-throttling |
| Højt Trykfald | Øget pumpeeffektforbrug |
| Lækager | Katastrofalt udstyrsfejl |

Effektiv manifolddesign går ud over simpel VVS. Det kræver en dyb forståelse af, hvordan intern geometri påvirker systemets ydeevne. Hos PTSMAKE fokuserer vi på præcisionsbearbejdning for at skabe optimerede strømningsveje, der minimerer trykfald og sikrer ensartet fordeling.
Materialevalg og ydeevne
Valget af materiale til væskekølingsmanifolder er afgørende. Det påvirker ikke kun varmeledningsevne og holdbarhed, men også produktionskompleksitet og omkostninger. Aluminium er almindeligt på grund af dets balance, men kobber eller endda specialiserede polymerer kan være bedre til specifikke applikationer.
| Materiale | Vigtig fordel | Fælles ansøgning |
|---|---|---|
| Aluminium (6061) | Omkostningseffektiv, gode termiske egenskaber | Generelle datacentre |
| Kobber | Overlegen varmeledningsevne | Højtydende computing |
| PPS/PEEK | Korrosionsbestandighed, letvægt | Barske miljøer |
Præcisionens rolle i strømningsdynamik
Manifoldens interne kanaler skal være perfekte. Eventuelle grater eller overfladefejl fra bearbejdning kan forstyrre strømmen. Det er her principperne for Væskedynamik1 bliver afgørende. At opnå laminær strømning og undgå turbulens kræver ekstremt snævre tolerancer, hvilket er et centralt fokus i vores fremstillingsproces.
En velkonstrueret væskekølingsmanifold er rygraden i et pålideligt DLC-system. Dets design, materiale og fremstillingspræcision er ikke små detaljer; de er fundamentale for at opnå afbalanceret strømning, forhindre hotspots og sikre den samlede driftseffektivitet for hele racket.
In-Rack vs. rækkebaserede manifolder — Hvilken arkitektur passer til din installation
At vælge den rigtige arkitektur for væskekølingsmanifolder er en kritisk beslutning. De to primære konfigurationer, in-rack og rækkebaseret, tjener forskellige behov. Dit valg påvirker effektivitet, skalerbarhed og vedligeholdelse gennem hele systemets levetid. Lad os gennemgå grundprincipperne for hver tilgang.
In-Rack Manifoldsystemer
In-rack manifolder monteres direkte i eller på et serverrack, enten vertikalt eller horisontalt. Dette design giver målrettet væskekøling til komponenter med høj tæthed inde i et enkelt kabinet. Det er en ideel løsning til implementeringer, hvor specifikke racks har ekstreme varmebelastninger.
Rækkebaserede Manifoldsystemer
Række-baserede systemer betjener flere racks fra et centralt distributionspunkt. Disse samlinger kører enten over eller under gulvet, hvilket skaber en mere organiseret infrastruktur for store datacentre. Denne arkitektur er bygget til ensartethed og skalerbarhed på tværs af hele rækker.
| Fordelerrørstype | Bedste brugssag |
|---|---|
| I-rack | Individuelle racks med høj tæthed |
| Række-baseret | Store, ensartede implementeringer |

Når vi bevæger os ud over de grundlæggende definitioner, bliver de praktiske kompromiser tydelige. Beslutningen mellem et in-rack eller række-baseret fordelerrør til dit datacenter involverer en afvejning af tilgængelighed, plads og fremtidig vækst.
Vedligeholdelse og tilgængelighed
In-rack fordelerrørsvæskekøling er ligetil at servicere på et per-rack-basis. Teknikere kan isolere et enkelt rack uden at forstyrre andre. Men i en stor implementering kan håndtering af hundredvis af individuelle fordelerrør blive kompleks og tidskrævende.
Række-baserede systemer centraliserer hovedforbindelserne, hvilket kan forenkle storskala vedligeholdelse og overvågning. Udfordringen her er, at ethvert arbejde på hovedfordelerrøret kan påvirke en hel række racks, hvilket kræver mere koordineret nedetid.
Skalerbarhed og pladsforbrug
En debat om vertikalt fordelerrør vs. horisontalt fordelerrør DLC centrerer ofte om plads inden for racket. Begge konfigurationer forbruger værdifuld rack U-plads. Selvom det er effektivt, kan dette være en begrænsning. Række-baserede systemer bevarer derimod denne plads ved at bruge overliggende eller undergulvsveje.
Af denne grund er række-baseret arkitektur i sagens natur mere skalerbar til hyperscale-implementeringer. Det muliggør en forudsigelig, modulær udvidelse. Hos PTSMAKE finder vi, at de fleste væskekølingsfordelerrør er konfigureret efter ordre, da standardløsninger sjældent passer perfekt. Præcisions-CNC-bearbejdning giver os mulighed for at skabe fordelerrør, der opfylder nøjagtige krav til flow, tryk og porte, og undgår problemer som Kavitation2.
| Funktion | In-rack fordelerrør | Række-baseret fordelerrør |
|---|---|---|
| Brug af plads | Forbruger værdifuld rack U-plads | Udnytter plads over hovedet eller under gulvet |
| Skalerbarhed | Pr. rack, granulær udvidelse | Høj, for hele rækker eller pods |
| Vedligeholdelse | Isoleret, enklere for et enkelt rack | Centraliseret, kan påvirke hele rækken |
I sidste ende afhænger valget af din implementerings skala og tæthed. In-rack manifolds tilbyder præcis, lokaliseret køling til højtydende racks, mens rækkebaserede systemer giver en skalerbar, organiseret ramme for store datacentre. Begge kræver omhyggelig planlægning for at sikre optimal ydeevne.
Hvorfor standardmanifolder ikke er tilstrækkelige til AI-racks med høj tæthed
Standard væskekølingsmanifolds er simpelthen ikke bygget til kravene fra moderne AI-infrastruktur. Systemer som NVIDIA NVL72 genererer enorm varme, hvilket kræver køleløsninger, der er langt fra standard. Hyldevarekomponenter skaber ydeevneflaskehalse og pålidelighedsrisici.
Tilpasningsgabet
Hyldevarekomponenter følger en one-size-fits-all tilgang. Men højtydende AI-racks kræver præcise specifikationer for optimal ydeevne. Enhver afvigelse kan kompromittere hele kølekredsløbet.
Standard vs. Tilpassede Manifolds
| Funktion | Hyldevare Manifold | Tilpasset CNC Manifold |
|---|---|---|
| Portafstand | Fast, generisk layout | Tilpasset specifikke serverblade |
| Flowhastighed | Standard, ofte utilstrækkelig | Optimeret til højtydende GPU'er |
| Materiale | Almindeligt aluminium/plast | Valgt for kølemiddelkompatibilitet |
| Formfaktor | Passer til standard rackdybder | Designet til enhver brugerdefineret rackstørrelse |
Dette hul fremhæver, hvorfor en tilpasset tilgang er afgørende for missionskritisk AI-hardware.

Begrænsningerne ved standardmanifolder bliver tydelige under integrationen. Jeg har set projekter forsinket, fordi en standarddel havde den forkerte portgevindtype, hvilket skabte lækager under tryk. Andre fejlede, fordi antallet af porte var utilstrækkeligt til antallet af GPU'er i et enkelt chassis.
Håndtering af krav til højtydende racks
AI-datacentre bruger ofte ikke-standard rackdybder for at rumme kompleks kabling og hardware. En standardmanifold med den forkerte formfaktor kan hindre luftstrømmen eller forhindre rackdøren i at lukke. Dette er et almindeligt, men let undgåeligt problem med et brugerdefineret design.
Kritiske uoverensstemmelser og løsninger
Højstrøms kølemiddeldistributionsenheder (CDU'er) opererer ved tryk, som standardmanifolder ikke kan håndtere. Denne uoverensstemmelse fører til katastrofale fejl. Den krævede Volumetrisk strømningshastighed3 for en 140kW+ klynge er noget, standarddele ikke er testet for. CNC-bearbejdning løser disse problemer ved at muliggøre fuld designkontrol.
| Uoverensstemmelsesproblem | Konsekvenser | CNC-bearbejdningsløsning |
|---|---|---|
| Forkerte portgevind | Lækager, systemnedbrud | Præcis gevindfræsning (NPT, BSPP osv.) |
| Lavt trykklassificering | Manifoldfejl, kølevæskespild | Tykkere vægge, materialeforstærkning |
| Forkert formfaktor | Installation umulig | Brugerdefinerede dimensioner, der passer til enhver plads |
Hos PTSMAKE bearbejder vi væskekølingsmanifolder efter nøjagtige specifikationer, hvilket sikrer, at hver parameter opfylder applikationens krav.
Standardmanifolder er en ulempe i AI-systemer med høj tæthed. Deres generiske design opfylder ikke de specifikke krav til flow, tryk og dimensioner. Specialfremstillede CNC-bearbejdede væskekølingsmanifolder er den eneste pålidelige løsning, der sikrer ydeevne og forhindrer dyre fejl.
Rustfrit stål, aluminium eller kobber — Valg af manifoldmateriale baseret på kølevæske og miljø
Valg af det rigtige materiale til væskekølingsmanifolder er en kritisk beslutning, der direkte påvirker systemets pålidelighed. Valget rækker ud over termisk ydeevne og omfatter kemisk kompatibilitet med kølevæsker og driftsmiljøet. Hvert materiale præsenterer en unik balance mellem omkostninger, vægt og holdbarhed.
Valg af primære materialer
Rustfrit stål, aluminium og kobber er de mest almindelige valg. Selvom kobber tilbyder overlegen varmeledningsevne, er denne egenskab ofte ikke det primære krav til en manifold, som hovedsageligt fungerer som et distributionsknudepunkt for kølevæsken.
Sammenligning på højt niveau
Det bedste valg afhænger af dine specifikke systemkrav, herunder den anvendte kølevæsketype og andre metaller, der er til stede i kølekredsløbet.
| Materiale | Vigtig fordel | Vigtigste overvejelser |
|---|---|---|
| Rustfrit stål | Modstandsdygtighed over for korrosion | Højere omkostninger/vægt |
| Aluminium | Letvægts og lavere omkostninger | Korrosionsmodtagelighed |
| Kobber | Termisk ledningsevne | Høj pris og vægt |

Dybdegående materialeanalyse
Hos PTSMAKE vejleder vi ofte kunder gennem denne beslutning for applikationer lige fra datacentre til industrimaskiner. Det optimale valg er sjældent baseret på en enkelt egenskab, men på en holistisk vurdering af systemets design og langsigtede mål.
Rustfrit stål (304/316)
For de fleste høj-pålidelighedssystemer er 304 eller 316 rustfrit stål industristandarden. Det er meget modstandsdygtigt over for korrosion og kompatibelt med næsten alle almindelige kølemidler, herunder deioniseret vand og glykolblandinger. Dette gør en væskekølemanifold i rustfrit stål til et sikkert, langtidsholdbart valg til kritiske applikationer.
Aluminium
Aluminium er en fremragende mulighed, når vægt og pris er primære drivkræfter. Dets brug kræver dog omhyggeligt systemdesign på grund af dets modtagelighed over for galvanisk korrosion4, især når det parres med kobberkomponenter som koldplader. For korrekt kompatibilitet med kølemiddel i aluminiumsmanifold skal glykol-vandblandinger indeholde specifikke korrosionsinhibitorer.
Kobber
Selvom kobber er den bedste varmeleder, er det sjældent det bedste valg til en manifold. Dens primære funktion er væskedistribution, ikke varmeafledning. Den høje pris og vægt af kobber gør det ofte til en unødvendig udgift for denne komponent i kølekredsløbet.
Kølemiddel- og tætningsinteraktioner
Dit valg af kølemiddel dikterer tætningsmaterialet. Standardkølemidler fungerer godt med en EPDM-tætningsmanifold, men aggressive dielektriske væsker kræver et mere robust materiale som FKM (Viton) for at forhindre lækager og nedbrydning over tid.
| Type kølevæske | Anbefalet tætning | Vigtige overvejelser |
|---|---|---|
| Vand/Glykol | EPDM | Sørg for, at der anvendes inhibitorer med aluminium. |
| Dielektrisk væske | FKM (Viton) | Verificer væskekompatibilitet med den specifikke FKM-kvalitet. |
Dit materialevalg til væskekølemanifolds skal afbalancere pris, ydeevne og kemisk kompatibilitet. Rustfrit stål tilbyder den højeste pålidelighed, mens aluminium er en lettere, omkostningseffektiv mulighed, der kræver omhyggelig kølemiddelhåndtering for at forhindre korrosion og sikre systemets levetid.
Hvordan CNC-bearbejdning muliggør manifolddesign, som svejste samlinger ikke kan matche
Når man designer væskesystemer, især til applikationer som væskekølingsmanifolder, er valget mellem en svejset samling og en CNC-bearbejdet blok afgørende. Svejste manifolder kan virke ligetil, men de introducerer betydelige ydeevnerisici. Den interne svejseperle forstyrrer strømmen og skaber områder, hvor forurenende stoffer kan ophobes.
De skjulte fejl ved svejste manifolder
Svejste rørmanifolder lider af iboende ulemper, der kan kompromittere systemets integritet. Den indvendige svejseperle er et stort problem, der skaber turbulens og potentielle trykfald. Denne uregelmæssighed gør også komplet systemskylning vanskelig, idet den fanger partikler, der over tid kan beskadige følsomme nedstrømskomponenter.
Hvorfor CNC-bearbejdning udmærker sig
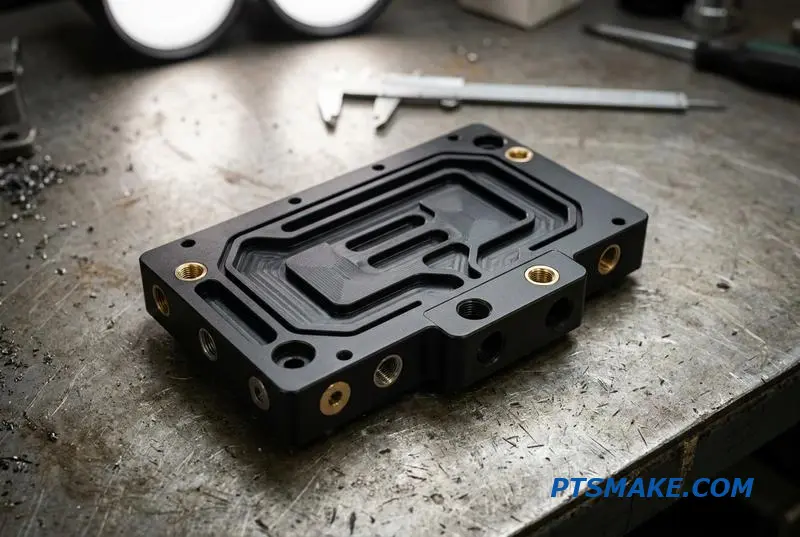
I modsætning hertil tilbyder CNC-bearbejdede blokmanifolder et overlegent alternativ. Ved at udskære væskekanaler fra en solid blok af materiale opnår vi perfekt glatte indvendige boringer. Dette eliminerer strømningsdiskontinuiteter og kontamineringsrisici, hvilket sikrer optimal ydeevne og systemrenhed fra starten.
Funktionssammenligning: CNC vs. Svejset
| Funktion | CNC-bearbejdet manifold | Svejset rørmanifold |
|---|---|---|
| Indvendig finish | Glat, kontinuerlig boring | Ru indvendig svejseperle |
| Strømningsvej | Optimeret, laminær strømning | Turbulent, forstyrret strømning |
| Risiko for forurening | Minimal | Høj (partikelfælder) |
| Lækagepunkter | Minimeret (enkelt blok) | Flere (ved hver svejsning) |
Et CNC-bearbejdet manifold i ét stykke giver uovertruffen designfrihed. Vi kan integrere komplekse, multidirektionelle kanaler og adskillige porte i en enkelt, kompakt blok. Denne tilgang reducerer drastisk antallet af potentielle lækagepunkter sammenlignet med en samling med flere svejsede samlinger, hvilket forbedrer den samlede systempålidelighed.
Opnåelse af uovertruffen præcision
Præcisionen ved CNC-bearbejdning er en afgørende fordel. Hos PTSMAKE opretholder vi konsekvent port-til-port afstand inden for ±0,05 mm. Dette nøjagtighedsniveau er næsten umuligt at opnå med manuel svejsning og montering, hvilket sikrer perfekt justering og ensartet ydeevne på tværs af alle forbindelser i systemet.
Indvirkningen på væskedynamik
Glatte, præcist bearbejdede kanaler fremmer forudsigelig væskeadfærd. Forståelse af Bernoullis princip5 hjælper med at illustrere, hvordan uoverensstemmelser fra svejsning kan forårsage uønskede tryk- og hastighedsvariationer. Et CNC-bearbejdet manifold sikrer stabil strømning, hvilket er afgørende for effektiv væskedistribution i datacentre og andre følsomme applikationer.
En hybridløsning
For visse designs tilbyder en hybrid tilgang et praktisk kompromis. Vi kan CNC-bearbejde en central portblok, der huser de mest kritiske forbindelser, og derefter svejse rørforlængelser på den. Dette kombinerer præcisionen af en bearbejdet blok med fleksibiliteten af svejsede rør til enklere sektioner.
CNC-bearbejdning leverer overlegne manifolddesigns ved at skabe glatte interne stier, muliggøre komplekse geometrier i en enkelt blok og sikre høj præcision. Denne metode overvinder strømningsforstyrrelser, kontamineringsrisici og uoverensstemmelser, der er iboende i svejsede samlinger, hvilket øger systemets ydeevne og pålidelighed.
Krydsborede porte og interne flowveje — Bearbejdningsudfordringen skjult inde i hver manifold
Ydeevnen af væskekølingsmanifolder afhænger af deres interne geometri. Krydsborede porte og komplekse strømningsveje er afgørende, men de introducerer betydelige bearbejdningsudfordringer. Disse funktioner er ofte skjult for syne, men er alligevel kritiske for systemets pålidelighed og effektivitet.
Problemet med dybe huller
Boring af et dybt hul er ikke ligetil. Når længde-til-diameter (L/D) forholdet overstiger 20:1, kæmper standardbor. Spånafgang bliver et stort problem, hvilket fører til værktøjsbrud og dårlig overfladekvalitet inde i manifolden.
Krydsende boringer og grater
Hvert kryds mellem en hovedboring og en krydsboret port skaber en grat. Hvis de ikke fjernes, kan disse små metalfragmenter løsne sig. De forurener derefter kølevæskekredsløbet og risikerer skade på følsomme komponenter nedstrøms.

At opnå en fejlfri intern passage i en manifold kræver specialiserede teknikker. Standard spiralbor er ofte utilstrækkelige til dybe huller. Vi skal vælge de rigtige værktøjer og processer for at sikre præcision og renhed inde i hver tværboret manifoldport.
Kanonboring vs. Spiralboring
Kanonboring er en foretrukken metode til at skabe dybe, lige huller. I modsætning til standardbor bruger den højtrykskølemiddel gennem spindlen til kontinuerligt at skylle spåner ud. Dette forhindrer spånophobning og resulterer i en overlegen indvendig boreflade. Denne finish er afgørende, da en ru overflade øger trykfaldet.
| Funktion | Kanonboring | Standard spiralboring |
|---|---|---|
| L/D-forhold | Overstiger 300:1 | Typisk < 10:1 |
| Kølemiddeltilførsel | Gennem værktøjet | Ekstern oversvømmelse |
| Evakuering af chip | Fremragende (skyllet ud) | Dårlig (kræver hakning) |
| Hullets rethed | Høj | Moderat |
| Overfladefinish | Overlegen | Standard |
Det kritiske afgratningstrin
Efter boring er intern afgratning ikke til forhandling. Det er en omhyggelig proces at skabe en spånfri kølemiddelpassage. Vi bruger ofte termiske eller elektrokemiske metoder til utilgængelige krydsninger. For enhver spånbrydende boring6 operation er spånkontrol nøglen til at forhindre interne fejl, der kan kompromittere hele kølesystemet. Moderne CNC-bearbejdningscentre med gennemspindelkøling er ideelle til disse opgaver.
Den interne kvalitet af en manifold er lige så vigtig som dens eksterne udseende. Håndtering af dybhulsboring, spånevakuering og afgratning er afgørende for at skabe pålidelige, højtydende væskekølingsmanifolder, der opfylder strenge driftskrav.
Portafstand, gevindtype og orientering — Sådan får du den rigtige grænseflade til hver serverplads
Det er ikke til forhandling at få grænsefladen korrekt. En væskekølingsmanifolds succes afhænger udelukkende af, hvor godt dens porte stemmer overens med serverpladser. Forkert justering betyder forbindelsesfejl, lækager og kostbar nedetid. Hver detalje tæller for en perfekt pasform.
Tilpasning af rackenhedsafstand
Det første skridt er at tilpasse manifoldportafstanden til rackens U-højde. Uanset om det er 1U, 2U eller 4U, skal portplaceringerne være nøjagtige. Dette kræver præcisionsfremstilling for at sikre, at hvert tilslutningspunkt stemmer perfekt overens med serverens input og output.
| Rackenhed | Standardhøjde | Typisk portkonfiguration |
|---|---|---|
| 1U | 1,75 tommer | Enkelt række, kompakt afstand |
| 2U | 3,5 tommer | Enkelt eller dobbelt række |
| 4U | 7,0 tommer | Flere rækker, høj tæthed |
Tilslutning og orientering
Overvej endelig manifoldportens orientering. For- eller bagtilslutninger dikterer hele layoutet. For blind-mate-systemer er venstre- eller højrehåndsorienteringer afgørende for, at quick-disconnects (QD'er) kan tilsluttes uden visuel bekræftelse. Håndtilsluttede forbindelser giver mere fleksibilitet, men kræver stadig omhyggelig placering.

Gevindtypen er en anden kritisk beslutning, ofte dikteret af regionale standarder eller specifikke applikationsbehov. At vælge den forkerte garanterer lækager. Det er et almindeligt fejlpunkt, jeg ser, når design ikke er omhyggeligt gennemgået, før produktionen begynder.
Almindelige gevindtyper
NPT er almindelig i USA og bruger et konisk design til at skabe en tætning. BSPP (eller G-gevind) er standard i Europa og kræver en pakning for at tætne. SAE O-ring boss gevind er fremragende til miljøer med høj vibration, da O-ringen giver en overlegen tætning.
| Trådtype | Forseglingsmetode | Fælles region | Vigtig fordel |
|---|---|---|---|
| NPT | Gevindkonus | Nordamerika | Bredt tilgængelig |
| BSPP (G) | Pakning/Skive | Europa/Asien | Genanvendelig, ingen tætningsmiddel nødvendig |
| SAE ORB | O-ring | Globalt | Fremragende vibrationsmodstand |
The CNC Machining Advantage
Det er her, præcisions-CNC-bearbejdning bliver afgørende for væskekølingsmanifolder. Vi kan nøjagtigt placere porte, så de matcher enhver manifoldportafstandskonfiguration. Vores maskiner kan skære flere gevindtyper, som NPT og BSPP, på den samme manifold for at interface med forskellig hardware.
Desuden muliggør CNC tilpasset manifoldportorientering. Vi kan bearbejde udløb i 45 eller 90 grader for at navigere i trange rum. Denne fleksibilitet er umulig med standardkomponenter. Pålideligheden af en manifold med gevindporte i et datacenter afhænger af denne præcision, især for koniske gevind7, som kræver nøjagtig geometri.
Perfekt integration af væskekølingsmanifolder kræver præcis kontrol over portafstand, gevindtype og orientering. CNC-bearbejdning giver den nødvendige nøjagtighed og fleksibilitet til at opfylde enhver serverrackspecifikation, hvilket sikrer en pålidelig, lækagefri forbindelse for hver enkelt serverplads.
O-ringsrilledesign til manifold-til-QD-forbindelser — Hvorfor eftermontering af lækager starter her
Forbindelsen mellem en manifold og en lynkobling (QD-fitting) er en hyppig kilde til lækager i væskesystemer. Problemet kan næsten altid spores tilbage til O-ringsrilledesignet. Korrekt tætning er et spørgsmål om præcision, ikke kun materialevalg.
Vigtige designelementer
En effektiv tætning afhænger af tre kernefaktorer: rillens form, O-ringens kompression og overfladefinishen. Hvis en af disse er forkert, introduceres et potentielt fejlpunkt, især i væskekølingsmanifolder, hvor temperaturændringer får materialer til at udvide sig og trække sig sammen.
Valg af rilletype
Valget mellem en standard rektangulær rille og en svalehale-rille påvirker O-ringens fastholdelse under montering og vedligeholdelse. Mens svalehale-riller holder O-ringen fast, er de mere komplekse at bearbejde.
| Rilletype | Primær brugssag | Vigtig fordel |
|---|---|---|
| Rektangulær | Standard statiske fladetætninger | Nem at bearbejde |
| Svalehale | Anvendelser med fastholdt O-ring | Forhindrer O-ring i at falde ud |

Opnåelse af det ideelle kompressionsforhold
For de fleste standard O-ringe i statiske applikationer er et kompressionsforhold på 15-25% ideelt. For lidt kompression, og tætningen vil ikke engagere korrekt under lavt tryk. For meget, og du risikerer at beskadige O-ringen eller skabe en overdreven monteringskraft, hvilket fører til for tidlig fejl.
Overfladefinishens Kritiske Rolle
En glat overflade er afgørende for en pålidelig tætning. Vi specificerer en overfladefinish på Ra 0,8μm eller bedre på både rillens bund og sidevægge. En grovere overflade kan skabe mikroskopiske lækageveje over tætningsfladen. Videnskaben om måling af overfladetekstur, kendt som Overflademetrologi8, er fundamental for at diagnosticere og forhindre disse fejl.
Hvorfor CNC-bearbejdning er løsningen
Det er her, fremstillingsmetoder gør en væsentlig forskel. Støbte dele har ofte uoverensstemmelser fra krympning og slipvinkler, hvilket gør det svært at opretholde snævre tolerancer. Dette forklarer, hvorfor én manifold kan tætne perfekt, mens en anden identisk lækker. CNC-bearbejdning producerer perfekt ensartede rilledimensioner hver gang.
| Funktion | CNC-bearbejdning | Sprøjtestøbning |
|---|---|---|
| Rilletolerance | Høj (f.eks. ±0,05 mm) | Lavere (f.eks. ±0,15 mm+) |
| Overfladefinish | Fremragende (Ra < 0,8μm) | Variabel, kræver ofte efterbehandling |
| Konsistens mellem dele | Næsten identisk | Underlagt procesvariationer |
Hos PTSMAKE bearbejder vi disse funktioner til præcise specifikationer, hvilket sikrer, at hver quick disconnect tætningsflade fungerer pålideligt. Dette eliminerer gætterier og forhindrer dyre lækager i væskekølingsmanifolder og andre kritiske systemer.
Korrekt O-ring rilledesign – der adresserer type, kompression og overfladefinish – er afgørende for pålidelige forbindelser. Præcisions-CNC-bearbejdning giver den konsistens, som støbte dele ikke kan, hvilket direkte forhindrer lækager ved quick disconnect tætningsfladen og sikrer langsigtet systemintegritet og forhindrer problemer med lækageforebyggelse i manifolder.
Trykfald over manifolden — Hvordan portdesign og intern borediameter påvirker systemeffektiviteten
Forståelse af hydraulisk ydeevne er nøglen til systemeffektivitet. Manifoldens indre borediameter og portstørrelse er ikke kun designdetaljer; de påvirker direkte trykfaldet (ΔP). Et restriktivt design tvinger Coolant Distribution Unit (CDU) pumpen til at arbejde hårdere, hvilket øger driftsomkostningerne over tid.
Boringens diameter og trykfald
En større indvendig boring resulterer generelt i lavere væskehastighed og dermed et mindre trykfald. En overdimensioneret boring kan dog øge materialeomkostningerne og manifoldens størrelse. At finde den rette balance er afgørende for optimal ydeevne.
Portstørrelse er vigtig
Portstørrelsen skal stemme overens med quick-disconnect (QD) fittings for at forhindre unødvendige begrænsninger. Flere parallelle porte er en effektiv strategi til at reducere det samlede systemtrykfald.
| Boringens diameter (mm) | Typisk flowhastighed (L/min) | Anslået trykfald (kPa/m) |
|---|---|---|
| 12.7 (1/2") | 10 – 20 | 15 – 50 |
| 19.0 (3/4") | 20 – 40 | 5 - 20 |
| 25.4 (1") | 40 – 80 | 2 – 8 |
En veldesignet væskekølingsmanifold opretholder en optimal strømningshastighed, typisk mellem 2-4 m/s. Overskridelse af dette område øger trykfaldet og pumpeeffektbehovet betydeligt. Dette påvirker direkte CDU-pumpens dimensionering og den samlede manifoldmodstand, hvilket gør nøjagtig beregning af manifoldens trykfald afgørende.
Parallelstrøm og dens udfordringer
Brug af flere parallelle strømningsveje er en almindelig metode til at øge effektiviteten af parallelstrømsfordelere. Det sænker effektivt den samlede modstand. Dette design er dog ikke uden risici. På længere fordelere kan det være svært at sikre en afbalanceret strømning gennem alle porte.
Risikoen for strømningsubalance
Strømningsubalance kan føre til, at nogle komponenter modtager utilstrækkelig køling. Dette skyldes ofte Venturi-effekten9 hvor væske accelererer gennem indsnævrede områder, hvilket forårsager lokaliserede trykfald. Korrekt intern geometri og portplacering, som vi fokuserer på hos PTSMAKE, er afgørende for at mindske denne risiko.
Korrekt fordelerdesign, med fokus på borediameter og portstørrelse, er afgørende for at styre trykfald. Denne optimering reducerer direkte belastningen på CDU-pumpen og de langsigtede driftsomkostninger, hvilket sikrer effektiv og pålidelig systemydelse.
Hot-Swap-kapacitet — Hvordan manifoldintegrerede QD-koblinger muliggør live servervedligeholdelse
I datacentre er nedetid ikke en mulighed. Operatører skal udskifte eller servicere servere uden at lukke hele systemet ned. Det er her, en hot swap-fordeler til et datacenter bliver essentiel. Den muliggør live-vedligeholdelse, en kritisk funktion for moderne infrastruktur.
Den vigtigste muliggører: Integrerede koblinger
Fordelere med integrerede quick disconnect (QD) koblinger er løsningen. De gør det muligt for teknikere at frakoble og genkoble servere fra væskekølesystemet øjeblikkeligt. Dette design er fundamentalt for at opretholde kontinuerlig drift og maksimere oppetiden, hvilket er det primære mål for enhver datacenterchef.
| Funktion | Indvirkning på vedligeholdelse |
|---|---|
| Integrerede QD'er | Muliggør øjeblikkelige, live serverudskiftninger |
| Dry-Break ventiler | Forhindrer spild af kølemiddel og indtrængning af luft |
| Værktøjsfrit design | Fremskynder vedligeholdelsesprocessen |
Eliminering af forbindelsesfejl
Desuden forhindrer disse systemer forbindelsesfejl. Forkerte tilslutninger af tilførsels- og returlinjer kan have katastrofale konsekvenser. Farvekodning og fysisk nøglelåsning på manifoldportene gør sådanne fejl praktisk talt umulige. Det forenkler en kompleks opgave under pres.

Hos PTSMAKE fokuserer vi på de praktiske detaljer, der gør disse systemer pålidelige. En nøglefunktion ved vores væskekølingsmanifolder er det værktøjsfri quick disconnect manifolddesign. Teknikere kan oprette forbindelser med et simpelt tryk og modtage taktil feedback, der bekræfter en sikker lås. Dette eliminerer gætværk.
Betydningen af spildsikre forbindelser
De integrerede dry-break ventiler er afgørende for en spildfri manifoldforbindelse. Når de frakobles, forsegles både serversiden og manifoldsiden øjeblikkeligt. Dette forhindrer kølevæskelækage på følsom elektronik og stopper luft fra at trænge ind i kølekredsløbet, hvilket kan forringe ydeevnen.
Tilpasning for fejlsikring
For at sikre fejlfri forbindelser implementerer vi flere funktioner. Farvekodede manifoldporte til datacentre er en simpel visuel guide. Endnu vigtigere er det, at vi bruger CNC-bearbejdning til at skabe tilpassede mekaniske nøglelåsefunktioner. Dette er en praktisk anvendelse af Poka-yoke10 principper, hvilket gør det fysisk umuligt at tilslutte en slange til den forkerte port.
Vi kan også bearbejde tilpassede monteringsbeslag og indgravere etiketter direkte på manifoldkroppen. Dette niveau af integration, opnået gennem præcisionsfremstilling, strømliner installation og vedligeholdelse, hvilket reducerer risikoen for menneskelige fejl betydeligt under højtrykssituationer.
Manifold-integrerede QD-koblinger er afgørende for datacentrets oppetid. De muliggør sikre, live serverudskiftninger gennem værktøjsfri, spildsikre forbindelser. Tilpassede funktioner som farvekodning og mekanisk nøglelåsning, muliggjort af CNC-bearbejdning, forhindrer dyre forbindelsesfejl og forbedrer systemets pålidelighed.
Trykaflastnings- og luftudluftningsventiler — Indbyggede sikkerhedsfunktioner din manifold bør have
Ved design af væskekølingsmanifolder behandles sikkerhedsfunktioner som trykaflastnings- og luftudluftningsventiler ofte som eftertanker. Men at integrere dem direkte i manifolddesignet er afgørende for systemets levetid og ydeevne. Disse komponenter er ikke valgfrit tilbehør; de er grundlæggende for et pålideligt system.
Trykaflastningsventilernes (PRV) rolle
En manifoldtrykaflastningsventil fungerer som en kritisk sikkerhedsforanstaltning. Den beskytter hele kølevæskekredsløbet mod overtrykshændelser, som kan skyldes termisk udvidelse af væsken eller pludselige pumpestød. Uden en risikerer man katastrofalt svigt af rør, fittings eller de komponenter, der køles.
Hvorfor luftudluftningsventiler er essentielle
Luftudluftningsventiler tjener et andet, men lige så vigtigt formål. De gør det muligt at fjerne indesluttet luft fra systemet, især under den første påfyldning. Fjernelse af luftlommer er afgørende for at forhindre flowproblemer og beskytte pumpen mod skader. Dette er et almindeligt krav til systemer som en luftudluftningsmanifold i et datacenter.
| Ventiltype | Primær funktion | Beskytter mod |
|---|---|---|
| Trykaflastningsventil (PRV) | Udlufter overtryk | Overtryk, komponentbeskadigelse |
| Luftudluftningsventil | Fjerner indesluttet luft | Pumpekavitation, flowmangel |

Den traditionelle metode til at tilføje disse ventiler involverer ekstra T-fittings og rørføring. Denne tilgang introducerer flere potentielle fejlpunkter. Hver yderligere forbindelse er en ny mulighed for, at en lækage kan udvikle sig over tid på grund af vibrationer, termisk cykling eller forkert installation. Dette komplicerer monterings- og vedligeholdelsesprocessen.
Overlegenheden ved integreret design
Moderne CNC-bearbejdning gør det muligt for os at integrere porte til disse ventiler direkte i manifoldblokken. Dette eliminerer behovet for eksterne fittings, hvilket skaber et mere kompakt, robust og lækagesikkert system. Hos PTSMAKE bearbejder vi disse funktioner med høj præcision, hvilket sikrer en perfekt tætning og optimal ydeevne for enhver kølevæskekredsløbssikkerhedsventil.
Hvordan integration forbedrer pålideligheden
Et integreret design følger princippet om Pascals lov11, hvor tryk, der udøves på en væske, overføres ligeligt overalt. En enkelt, velplaceret PRV kan beskytte hele systemet. Denne strømlinede tilgang forbedrer ikke kun sikkerheden, men forenkler også den overordnede arkitektur af dine væskekølingsmanifolder, hvilket reducerer både monteringstid og langsigtet risiko.
| Funktion | Traditionel forsamling | Integreret manifold |
|---|---|---|
| Lækagepunkter | Flere | Minimal |
| Samlingstid | Høj | Lav |
| Systemstørrelse | Større fodaftryk | Kompakt |
| Pålidelighed | Lavere | Højere |
Integrerede trykaflastnings- og luftudluftningsventiler er essentielle manifold-integrerede sikkerhedsfunktioner. Præcisions-CNC-bearbejdning gør denne integration problemfri, hvilket forbedrer systemets pålidelighed, reducerer potentielle lækagepunkter og forenkler det overordnede design af væskekølingsmanifolder for overlegen ydeevne og sikkerhed.
Montering og justering — Hvorfor en manifold, der ikke passer korrekt, skaber en dominoeffekt
En forkert justeret væskekølingsmanifold er mere end en ulempe; det er starten på en dominoeffekt. Selv en millimeter afvigelse kan forårsage store problemer på systemniveau senere hen. Denne indledende fejl fører til belastede forbindelser og for tidlig slitage på kritiske komponenter.
Ringvirkningerne af forkert justering
Dårlig justering af rackmanifolden medfører øjeblikkelig mekanisk stress. Quick-disconnect (QD) koblinger griber ind i en vinkel, hvilket fører til accelereret nedbrydning af tætninger og potentielle lækager. Slangeføringen kompromitteres, hvilket skaber knæk, der begrænser flowet og belaster fittings, hvilket skaber endnu et fejlpunkt.
Monterings- og vedligeholdelsesproblemer
Den mest umiddelbare indvirkning er på montering og service. Teknikere kæmper med at skubbe servere ind i racks, hvilket øger installationstiden og risikoen for at beskadige følsom hardware. Hvad der burde være en simpel opgave, bliver en frustrerende flaskehals.
| Årsag til forkert justering | Direkte konsekvens | Langvarig indvirkning |
|---|---|---|
| Unøjagtige monteringshuller | Skæv QD-indgreb | Accelereret tætningsslid, lækager |
| Dårlige beslagtolerancer | Knækkede slangeføringer | Reduceret flow, belastning af fittings |
| Uoverensstemmelse i rackintegration | Vanskelig serverinstallation | Øgede arbejdsomkostninger, risiko for skader |

Udforskning af monteringsløsninger
Traditionelt monteres manifolds ved hjælp af separate beslag eller skinner. En beslagmonteret løsning er almindelig, men tilføjer problemer med toleranceophobning. Et skinne-monteret design giver mere støtte, men kan være komplekst at integrere i et overfyldt datacenter-rackmiljø.
Avanceret integration med blind-mate docking
En mere avanceret tilgang er blind-mate manifold docking-systemet. Dette gør det muligt for servere at forbinde til kølekredsløbet automatisk, når de skydes ind i racket. Dette kræver dog ekstrem præcision, da selv den mindste fejljustering vil forhindre en vellykket forbindelse.
The CNC Machining Advantage
Det er her præcisionsbearbejdning bliver afgørende. Hos PTSMAKE eliminerer vi separate beslag ved at integrere monteringsfunktioner direkte i manifoldkroppen. Vi bearbejder præcisionsborede og gevindskårne huller, justeringsstifter og nøgleslidser direkte i delen. Dette enkeltstyksdesign forenkler samlingen og forbedrer pålideligheden.
Dette integrationsniveau er kun muligt med stram kontrol over Geometrisk dimensionering og tolerance (GD&T)12. Vellykket manifold CAD-integration med rackdesignet er afgørende. Vi finder, at tidligt samarbejde mellem manifolddesigneren og rackintegratoren er den bedste måde at forebygge problemer på.
| Monteringsmetode | Vigtig fordel | Primær udfordring |
|---|---|---|
| Beslagmonteret | Enkelt design | Toleranceophobning |
| Skinner-monteret | Høj stabilitet | Plads og kompleksitet |
| Integreret (CNC) | Højeste præcision | Kræver CAD-koordinering |
Korrekt montering og justering af manifolden er grundlæggende for pålideligheden af hele væskekølesystemet. Ved at integrere monteringsfunktioner gennem CNC-bearbejdning elimineres variabler, samlingstiden reduceres, og kaskadefejl, der stammer fra en dårlig indledende pasform, forhindres.
Brugerdefineret Manifolddesign fra Koncept til Første Artikel — CNC Prototyping Tidslinjen
Når man planlægger et brugerdefineret manifoldprojekt, især til kritiske applikationer som væskekølesystemer, er det afgørende at forstå tidslinjen. At sætte realistiske forventninger fra starten forhindrer forsinkelser. En veldefineret CNC-prototyppeproces sikrer en glidende overgang fra koncept til en funktionel første artikel.
De vigtigste faser i prototyping
Rejsen fra design til en fysisk del involverer flere forskellige trin. Hvert trin har sin egen tidslinje, som kan variere baseret på kompleksitet. Klar kommunikation med din produktionspartner under disse faser er nøglen til at holde tidsplanen og opnå det ønskede resultat for dine dele.
Typisk tidslinjeoversigt
Her er en generel tidslinje for en brugerdefineret CNC-manifoldprototype. Dette forudsætter, at der anvendes standardstangmateriale af aluminium eller rustfrit stål.
| Scene | Estimeret tid | Noter |
|---|---|---|
| Gennemgang af design | 1-2 dage | DFM-feedback og endelige justeringer |
| CAM-programmering | 2-3 dage | Komplekse 5-aksede dele tager længere tid |
| Bearbejdning | 3-7 dage | Varierer med geometri og funktioner |
| Efterbehandling | 2-4 dage | Efterbehandling, samling og test |
Denne proces sikrer, at din specialfremstillede manifold er klar til test inden for en forudsigelig tidsramme.

Fordelen ved CNC-prototypfremstilling
Den primære fordel ved CNC-bearbejdning til prototyper er hastighed. I modsætning til støbning, som kræver betydelig investering i værktøj og tid, arbejder CNC-bearbejdning direkte fra en CAD-fil. Dette eliminerer de lange leveringstider forbundet med formfremstilling og tilbyder en meget hurtigere vej til en fysisk del.
Tidslinjesammenligning: CNC vs. Støbning
Forskellen i leveringstid er betydelig. For et specialfremstillet væskekølingsmanifoldprojekt kan en støbt prototype tage måneder, primært på grund af formfremstilling. En CNC-prototype kan dog produceres på få uger, hvilket muliggør hurtig iteration og test.
| Metode | Gennemløbstid for værktøj | Leveringstid for del | Samlet estimeret tid |
|---|---|---|---|
| CNC-bearbejdning | Ingen | 7–21 dage | 1–3 uger |
| Støbning | 8–12 uger | 2–3 uger | 10–15 uger |
Faktorer der påvirker tidslinjen
Flere faktorer påvirker den samlede prototype-tidslinje. Den geometriske kompleksitet, materialetilgængelighed og nødvendige overfladebehandlinger spiller alle en rolle. Under samlingen udføres grundig lækagetest ved hjælp af metoder som Heliumlækagedetektion13 er afgørende for at validere ydeevne, hvilket tilføjer en dag eller to til processen, men sikrer pålidelighed. Hos PTSMAKE håndterer vi disse variabler for at optimere manifoldens design-til-produktionscyklus.
En specialfremstillet CNC-manifoldprototype tager typisk 7-21 dage, afhængigt af kompleksiteten. Denne agile proces undgår den 8-12 ugers værktøjsleveringstid, der kræves til støbning, hvilket muliggør hurtigere designvalidering og får dit produkt hurtigere på markedet.
Lækagetest af Rack Manifolder — Hvorfor Hver Port Skal Verificeres Individuelt
En væskekølingsmanifold har flere porte, og at behandle dem som en enkelt enhed under test er en kritisk fejl. En lækage i blot én port kompromitterer hele systemets integritet. Omfattende validering kræver, at hver potentiel lækagesti verificeres individuelt.
Problemet med batchtest
At teste en manifold som helhed kan maskere subtile, individuelle portlækager. En lille lækage ved én port kan blive udjævnet over hele volumenet og falde under testens detektionsgrænse. Dette skaber en falsk følelse af sikkerhed for en komponent, der er bestemt til et kritisk miljø.
Et port-for-port-mandat
En robust manifoldlækagetestprocedure isolerer hvert tilslutningspunkt. Dette sikrer, at hver tætning, gevind og svejsning opfylder de krævede specifikationer uafhængigt. Denne metodiske tilgang er den eneste måde at garantere hele samlingens pålidelighed på.
| Testtilgang | Lækageisolering | Nøjagtighed | Pålidelighed |
|---|---|---|---|
| Batchtest | Dårlig | Lav | Tvetydig |
| Individuel porttest | Fremragende | Høj | Garanteret |
En korrekt manifoldlækagetestprocedure involverer flere forskellige metoder, der hver især tjener et specifikt formål. At ignorere én kan efterlade en kritisk sårbarhed uopdaget. Vi skal bevæge os ud over simple trykprøver for at sikre total systempålidelighed, især til højrisikoapplikationer.
Omfattende testprotokoller
Strukturel og tætningsintegritet
Vi starter med en individuel trykfaldstest af hver port, hvor alle andre porte er forsvarligt tilproppet. Vi udfører også en hydrostatisk test, hvor manifolden ofte udsættes for 1,5 gange dens maksimale nominelle tryk. Dette verificerer den strukturelle integritet af den hydrostatiske testkølemanifold under ekstreme forhold.
Detektering af mikrolækager
Til de mest krævende applikationer, som en heliumtestmanifold til et datacenter, bruger vi helium massespektrometri14. Denne metode kan detektere mikroskopiske lækager ned til 10⁻⁶ mbar·L/s, som er fuldstændig usynlige for trykfaldstests. Det er et essentielt skridt for missionskritiske komponenter.
| Testmetode | Primært formål | Fælles ansøgning |
|---|---|---|
| Trykfaldstest | Detektering af store lækager | Generel kvalitetskontrol |
| Hydrostatisk test | Strukturel integritet | Højtrykssystemer |
| Helium massespektrometri | Mikrolækagedetektering | Datacentre, medicinsk |
| Flowverifikation | Validering af ydeevne | Alle væskekølesystemer |
Hos PTSMAKE finder vi, at vores præcisions-CNC-bearbejdning er afgørende. Ved at producere ekstremt ensartede portgeometrier og gevindprofiler reducerer vi markant den indledende afvisningsrate under disse strenge tests. Konsekvent fremstilling omsættes direkte til pålidelig ydeevne i felten.
Verifikation af hver port individuelt er ikke til forhandling for pålidelige væskekølemanifolder. Denne omhyggelige proces, fra hydrostatiske tests til flowverifikation, sikrer, at komponenten vil fungere fejlfrit under driftsbelastning, hvilket forhindrer dyre systemfejl og sikrer langsigtet integritet.
Overfladebehandling til Manifolder — Passivering, Strømløs Nikkel, og Hvornår Anodisering Er det Forkerte Valg
Valg af den rette overfladefinish til en manifold er en kritisk beslutning, der påvirker ydeevne og levetid. Det handler ikke kun om udseende. Behandlingen skal matche materialet og dets anvendelse, især for krævende systemer som væskekølemanifolder. Hvert materiale har unikke behov.
Krav til rustfrit stål
For rustfrit stål er målet maksimal korrosionsbestandighed. Bearbejdning kan efterlade frit jern på overfladen, hvilket kompromitterer stålets naturlige beskyttelseslag. Det er her, passivering bliver afgørende for komponenter, der anvendes med kølemidler.
Overvejelser vedrørende aluminium og kobber
Aluminium byder på forskellige udfordringer. Selvom anodisering er almindelig, er den muligvis ikke egnet til alle manifoldapplikationer. Kobber, selvom det er mindre almindeligt, kræver også specifikke behandlinger for at forhindre oxidation og opretholde systemets integritet.
| Manifoldmateriale | Primær overfladebehandling | Vigtige fordele |
|---|---|---|
| Rustfrit stål (304/316) | Passivering | Fjerner frit jern, genopretter korrosionsbestandighed |
| Aluminium (6061) | Elektroløs nikkel | Giver ledningsevne og korrosionsbeskyttelse |
| Kobber | Nikkelbelægning | Forhindrer oxidationsdannelse |

Den forkerte overfladebehandling kan føre til systemfejl. Jeg har set aluminium væskekølingsmanifolds fejle, fordi designeren specificerede hård anodisering uden at overveje dens implikationer. Anodisering skaber en hård, slidstærk overflade, men den er også elektrisk ikke-ledende. Dette kan forstyrre jordingskravene i komplekse elektroniske systemer.
Et bedre valg til aluminium
En bedre mulighed for aluminiummanifolds er ofte strømløs fornikling. Denne overfladebehandling giver fremragende korrosionsbeskyttelse, samtidig med at den opretholder elektrisk ledningsevne. Den sikrer, at hele systemet forbliver korrekt jordforbundet, hvilket er en detalje, der ikke kan overses.
Materiale- og kølemiddelkompatibilitet
Interaktionen mellem manifoldmaterialet og kølemidlet er også afgørende. For en passiveret manifold af rustfrit stål, især 316L, fungerer en glykol-vand-blanding usædvanligt godt. Men at kombinere rent deioniseret vand med ubehandlet kobber kan forårsage hurtig korrosion. Dette skyldes, at aggressive ioner i vandet angriber metallet. Forkert behandlet rustfrit stål kan også lide under problemer som intergranulær korrosion15 når det udsættes for visse miljøer.
| Efterbehandlingsproces | Pro | Con | Bedst til |
|---|---|---|---|
| Passivering | Genopretter korrosionsbestandighed | Tilbyder ingen slidstyrke | Kølevandsfordelere i rustfrit stål |
| Elektroløs nikkel | Ledende, korrosionsbestandig | Højere omkostninger end anodisering | Aluminiumsfordelere, der kræver jordforbindelse |
| Hård anodisering | Høj slidstyrke | Elektrisk ikke-ledende | Komponenter, hvor isolering er en fordel |
Valg af den rette overfladebehandling er afgørende for fordelerens pålidelighed. Passivering er standard for rustfrit stål, mens strømløs nikkel ofte overgår anodisering for aluminium i væskekølesystemer på grund af behovet for ledningsevne. Overvej altid kølevæskens kompatibilitet for at forhindre for tidlig fejl.
Skalering fra Prototype til Rack Farm — Hvordan CNC-bearbejdning Opretholder Manifoldkonsistens på Tværs af Volumen
At skalere et valideret design fra få prototyper til hundredvis af enheder er et kritisk skridt. CNC-bearbejdning danner grundlaget for denne vækst og sikrer, at den 500. væskekølefordeler er identisk med den første. Denne konsistens bygger på en gentagelig digital arbejdsgang.
Gentagelsens Kraft
Når et CAM-program er færdiggjort, bliver det den primære opskrift. Hver efterfølgende del bearbejdes ved hjælp af nøjagtig de samme værktøjsbaner, opspændinger og kvalitetskontroller. Denne proces eliminerer den variabilitet, der er almindelig ved manuelle eller mindre præcise metoder, hvilket sikrer ægte opskalering af fordelerproduktionen.
Nøglefaktorer ved skalering
| Faktor | Prototype (1-10 enheder) | Produktion (500+ enheder) |
|---|---|---|
| Program | Iterativ, ofte justeret | Låst og valideret |
| Værktøj | Standard, generelt formål | Optimeret, ofte dedikeret |
| Fastgørelse | Enkel, tilpasningsdygtig | Brugerdefineret, høj gennemstrømning |
| Inspektion | 100% manuel kontrol | Første emne + prøveudtagning |
Skalering kræver mere end blot at køre det samme program gentagne gange. Det kræver strategisk planlægning for højvolumen manifoldproduktion. Hos PTSMAKE dedikerer vi ofte specifikke 5-aksede maskiner til et langvarigt manifoldprojekt. Dette minimerer opsætningsændringer og opretholder et konsekvent produktionsmiljø for optimale resultater.
Strategisk planlægning for produktion
Indkøb af materialer
Materialeomkostninger kan også optimeres. Bestilling af aluminium- eller kobberstangmateriale i bulk til 500+ enheder kan give betydelige besparelser, ofte i størrelsesordenen 10-20%, sammenlignet med at købe materiale til små partier. Dette påvirker direkte den endelige omkostning pr. del.
Protokoller for kvalitetskontrol
Kvalitetssikringsmetoder skal også udvikles. Mens hver prototype får en fuld inspektion, er dette ikke praktisk for store volumener. Vi implementerer en førsteemneinspektion (FAI) for at godkende opsætningen, efterfulgt af Statistisk proceskontrol16 for at overvåge batchkonsistens. Denne datadrevne tilgang sikrer kvalitet uden at ofre hastighed.
| Fremstillingsmetode | Konsistens frem for volumen | Værktøjsslidpåvirkning |
|---|---|---|
| CNC-bearbejdning | Ekstremt høj | Minimalt, forudsigeligt fræserslid |
| Støbning | Falder over tid | Formnedbrydning ændrer geometri |
Dette står i skarp kontrast til metoder som støbning, hvor formslid subtilt kan ændre deldimensioner over tusindvis af cyklusser. Med CNC-bearbejdning forbliver den digitale præcision absolut, hvilket garanterer CNC-manifoldens repeterbarhed.
CNC-bearbejdning sikrer, at skalering fra prototype til fuld produktion opretholder perfekt konsistens. Strategisk planlægning for maskinkapacitet, materialindkøb og kvalitetskontrolprotokoller gør processen både pålidelig og omkostningseffektiv for væskekølingsmanifolder i volumen.

Forståelse af dette princip hjælper med at optimere strømningsveje for bedre køleydelse og systemeffektivitet. ↩
Forståelse af dette fænomen hjælper med at forhindre pumpeskader og sikrer langsigtet systempålidelighed. ↩
Udforsk, hvordan denne metrik direkte påvirker termisk styring og forhindrer GPU-throttling i højtydende computeromgivelser. ↩
Forståelse af denne elektrokemiske proces er nøglen til at forhindre for tidlig systemfejl i kølekredsløb med blandede metaller. ↩
Lær, hvordan dette princip forklarer forholdet mellem væskehastighed og tryk i manifolddesign. ↩
Lær, hvordan denne boreteknik forhindrer værktøjsbrud og sikrer rene kanaler i dybhulsoperationer. ↩
Lær, hvordan geometrien af koniske gevind skaber en metal-til-metal-forsegling og dens implikationer for højtrykssystemer. ↩
Forståelse af dette felt hjælper med at diagnosticere tætningsfejl ud over blot O-ringsmateriale eller kompression. ↩
Dette princip hjælper med at forudsige trykændringer, hvilket er afgørende for design af effektive væskekølemanifolder. ↩
Opdag, hvordan dette japanske fejlforebyggelsesprincip fra fremstilling anvendes til at forbedre datasystemers sikkerhed og pålidelighed. ↩
Udforsk dette princip for at forstå væsketrykfordeling i lukkede systemer. ↩
Forståelse af dette system er nøglen til at kommunikere præcis designintention for fremstilling og sikre delkompatibilitet. ↩
Lær, hvordan denne avancerede metode sikrer det højeste niveau af tætningsintegritet i kritiske væske- og vakuumsystemer. ↩
Forstå, hvordan denne metode detekterer specifikke elementer, afgørende for at finde sporlækager i fremstilling og videnskabelig forskning. ↩
Lær, hvordan denne korrosionstype kan forårsage usynlig materialefejl, og hvorfor det er afgørende at forhindre den. ↩
Se, hvordan denne metodologi sikrer, at hver del opfylder specifikationerne i storproduktion. ↩





