

Ваши стойки с ИИ все еще сталкиваются с тепловыми узкими местами даже после перехода на жидкостное охлаждение? Проблема может быть не в ваших холодных плитах или CDU. Это может быть коллектор, незаметно создающий горячие точки, дисбаланс давления и нагрузку на насос по всему вашему развертыванию.
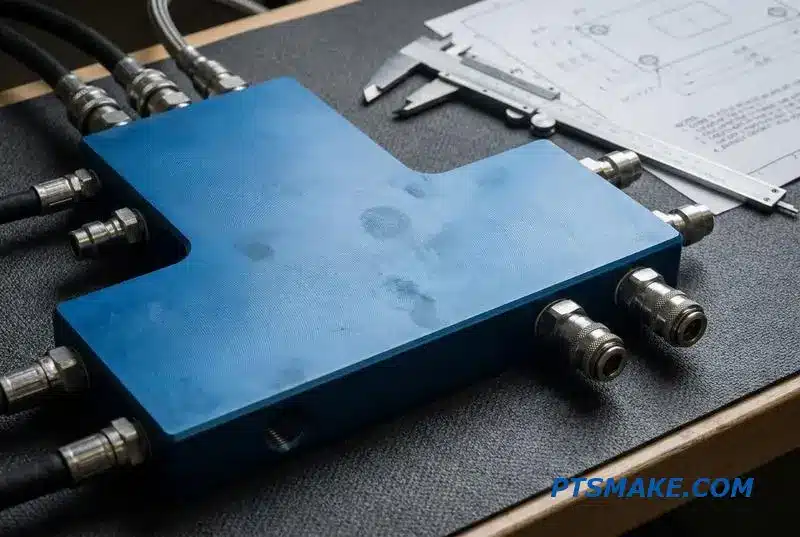
Изготовленные на заказ коллекторы с ЧПУ обеспечивают системам жидкостного охлаждения центров обработки данных сбалансированный поток, герметичные портовые интерфейсы и точные размеры, которые не могут обеспечить готовые детали. Они являются распределительным узлом, который определяет, получает ли каждый сервер в стойке высокой плотности необходимое охлаждающее вещество.

Я потратил годы, помогая инженерным командам переходить от стандартных коллекторов к индивидуальным решениям с ЧПУ, и разница в производительности реальна. В этом руководстве я проведу вас через детали конструкции, материала и обработки, которые отличают надежный коллектор от того, который создает проблемы в будущем.
Ваша система жидкостного охлаждения настолько сильна, насколько хорошо распределяется жидкость
В системах охлаждения центров обработки данных холодные плиты и блоки распределения хладагента (CDU) часто привлекают все внимание. Однако истинная производительность системы зависит от менее известного компонента: коллектора жидкостного охлаждения. Это центральный узел, который обеспечивает сбалансированный поток хладагента к каждому серверу.
Критически важный распределительный узел
Представьте коллектор как сердце жидкостной сети вашей стойки. Плохо спроектированный коллектор создает неравномерный поток, что приводит к горячим точкам, дисбалансу давления и снижению эффективности насоса. Вся стратегия охлаждения может быть успешной или провальной в зависимости от способности этой единственной детали равномерно распределять жидкость.
Последствия плохого дизайна коллектора
Даже самый мощный CDU бесполезен, если хладагент не достигает места назначения эффективно. В таблице ниже приведены риски, связанные с неоптимальным распределением потока в стоечном коллекторе.
| Выпуск | Воздействие на систему |
|---|---|
| Дисбаланс потока | Горячие точки и троттлинг сервера |
| Высокий перепад давления | Повышенное энергопотребление насоса |
| Утечки | Катастрофический отказ оборудования |

Эффективный дизайн коллектора выходит за рамки простой сантехники. Он требует глубокого понимания того, как внутренняя геометрия влияет на производительность всей системы. В PTSMAKE мы сосредоточены на прецизионной обработке для создания оптимизированных путей потока, которые минимизируют падение давления и обеспечивают равномерное распределение.
Выбор материала и эксплуатационные характеристики
Выбор материала для коллекторов жидкостного охлаждения имеет решающее значение. Он влияет не только на теплопроводность и долговечность, но также на сложность производства и стоимость. Алюминий распространен благодаря своему балансу, но медь или даже специализированные полимеры могут быть лучше для конкретных применений.
| Материал | Ключевое преимущество | Общее приложение |
|---|---|---|
| Алюминий (6061) | Экономичность, хорошие тепловые свойства | Общие центры обработки данных |
| Медь | Превосходная теплопроводность | Вычислительные системы высокой плотности |
| PPS/PEEK | Коррозионная стойкость, легкий вес | Суровые условия эксплуатации |
Роль точности в динамике потока
Внутренние каналы коллектора должны быть идеальными. Любые заусенцы или дефекты поверхности от механической обработки могут нарушить поток. Именно здесь принципы Жидкостная динамика1 становятся решающими. Достижение ламинарного потока и предотвращение турбулентности требует чрезвычайно жестких допусков, что является основным направлением нашего производственного процесса.
Хорошо спроектированный коллектор жидкостного охлаждения является основой надежной системы DLC. Его конструкция, материал и точность изготовления — это не второстепенные детали; они фундаментальны для достижения сбалансированного потока, предотвращения горячих точек и обеспечения общей операционной эффективности для всей стойки.
Внутристоечные против рядовых коллекторов — Какая архитектура подходит для вашего развертывания
Выбор правильной архитектуры коллектора жидкостного охлаждения является критически важным решением. Две основные конфигурации — внутристоечная и рядовая — служат различным потребностям. Ваш выбор влияет на эффективность, масштабируемость и обслуживание на протяжении всего жизненного цикла системы. Давайте разберем основы каждого подхода.
Внутристоечные коллекторные системы
Внутристоечные коллекторы монтируются непосредственно внутри или на серверную стойку, вертикально или горизонтально. Эта конструкция обеспечивает целенаправленное жидкостное охлаждение для компонентов высокой плотности внутри одного корпуса. Это идеальное решение для развертываний, где определенные стойки имеют экстремальные тепловые нагрузки.
Рядовые коллекторные системы
Системы на основе рядов обслуживают несколько стоек из централизованной точки распределения. Эти сборки прокладываются либо над полом, либо под ним, создавая более организованную инфраструктуру для крупномасштабных центров обработки данных. Эта архитектура создана для обеспечения единообразия и масштабируемости по всем рядам.
| Тип коллектора | Лучший пример использования |
|---|---|
| Внутристойковый | Отдельные стойки высокой плотности |
| На основе рядов | Крупномасштабные, однородные развертывания |

Когда мы выходим за рамки базовых определений, становятся очевидны практические компромиссы. Выбор между внутристоечным или рядным коллектором для вашего центра обработки данных включает в себя баланс доступности, пространства и будущего роста.
Обслуживание и доступность
Жидкостное охлаждение с внутристоечным коллектором легко обслуживать на уровне каждой стойки. Техники могут изолировать одну стойку, не нарушая работу других. Однако при крупномасштабном развертывании управление сотнями отдельных коллекторов может стать сложным и трудоемким.
Системы на основе рядов централизуют основные соединения, что может упростить крупномасштабное обслуживание и мониторинг. Проблема здесь заключается в том, что любые работы с основным коллектором могут затронуть целый ряд стоек, требуя более скоординированного простоя.
Масштабируемость и использование пространства
Дебаты о вертикальном коллекторе против горизонтального коллектора DLC часто сосредоточены на пространстве внутри стойки. Обе конфигурации занимают ценное U-пространство стойки. Хотя это эффективно, это может быть ограничением. Системы на основе рядов, напротив, сохраняют это пространство, используя верхние или подпольные каналы.
По этой причине архитектура на основе рядов по своей сути более масштабируема для гипермасштабных развертываний. Она обеспечивает предсказуемое, модульное расширение. В PTSMAKE мы обнаруживаем, что большинство коллекторов жидкостного охлаждения конфигурируются на заказ, поскольку готовые решения редко подходят идеально. Прецизионная обработка на станках с ЧПУ позволяет нам создавать коллекторы, которые соответствуют точным требованиям по расходу, давлению и портам, избегая таких проблем, как Кавитация2.
| Характеристика | Внутристоечный коллектор | Рядный коллектор |
|---|---|---|
| Использование пространства | Занимает ценное U-пространство стойки | Использует верхнее или подпольное пространство |
| Масштабируемость | Постоечное, гранулированное расширение | Высокая, для целых рядов или модулей |
| Техническое обслуживание | Изолированная, проще для одной стойки | Централизованная, может повлиять на весь ряд |
В конечном итоге, выбор зависит от масштаба и плотности вашего развертывания. Внутристоечные коллекторы обеспечивают точное, локализованное охлаждение для высокопроизводительных стоек, в то время как рядовые системы предоставляют масштабируемую, организованную основу для крупных центров обработки данных. Оба требуют тщательного планирования для обеспечения оптимальной производительности.
Почему готовые коллекторы не подходят для стоек ИИ высокой плотности
Стандартные коллекторы жидкостного охлаждения просто не предназначены для требований современной инфраструктуры ИИ. Системы, такие как NVIDIA NVL72, генерируют огромное количество тепла, требуя решений для охлаждения, которые далеки от стандартных. Готовые компоненты создают узкие места в производительности и риски надежности.
Разрыв в кастомизации
Готовые компоненты следуют подходу «один размер для всех». Однако высокоплотные стойки ИИ требуют точных спецификаций для оптимальной производительности. Любое отклонение может поставить под угрозу весь контур охлаждения.
Стандартные против кастомных коллекторов
| Характеристика | Готовый коллектор | Кастомный коллектор с ЧПУ |
|---|---|---|
| Расстояние между портами | Фиксированная, общая компоновка | Соответствует конкретным серверным блейдам |
| Скорость потока | Стандартное, часто недостаточное | Оптимизировано для мощных графических процессоров |
| Материал | Алюминий/пластик общего назначения | Выбрано с учетом совместимости с охлаждающей жидкостью |
| Форм-фактор | Подходит для стандартных глубин стоек | Разработано для любого нестандартного размера стойки |
Этот пробел подчеркивает, почему индивидуальный подход необходим для критически важного оборудования ИИ.

Ограничения готовых коллекторов становятся очевидными во время интеграции. Я видел проекты, которые задерживались из-за того, что стандартная деталь имела неправильный тип резьбы порта, что приводило к утечкам под давлением. Другие выходили из строя из-за недостаточного количества портов для числа графических процессоров в одном шасси.
Решение требований к стойкам высокой плотности
Центры обработки данных ИИ часто используют нестандартные глубины стоек для размещения сложной кабельной системы и оборудования. Готовый коллектор с неправильным форм-фактором может препятствовать потоку воздуха или мешать закрытию дверцы стойки. Это распространенная, но легко устранимая проблема при индивидуальном проектировании.
Критические несоответствия и решения
Высокопроизводительные блоки распределения охлаждающей жидкости (CDU) работают при давлениях, которые стандартные коллекторы не могут выдержать. Это несоответствие приводит к катастрофическим сбоям. Требуемая Объемный расход3 для кластера мощностью 140 кВт+ — это то, для чего стандартные детали не тестируются. Обработка на станках с ЧПУ решает эти проблемы, обеспечивая полный контроль над проектированием.
| Проблема несоответствия | Последствия | Обработка с ЧПУ |
|---|---|---|
| Неправильная резьба портов | Утечки, простои системы | Точное фрезерование резьбы (NPT, BSPP и т.д.) |
| Низкое номинальное давление | Отказ коллектора, утечки хладагента | Более толстые стенки, усиление материала |
| Неправильный форм-фактор | Невозможность установки | Индивидуальные размеры для любого пространства |
В PTSMAKE мы изготавливаем коллекторы жидкостного охлаждения по точным спецификациям, гарантируя, что каждый параметр соответствует требованиям применения.
Готовые коллекторы являются недостатком в системах ИИ высокой плотности. Их стандартная конструкция не соответствует специфическим требованиям по расходу, давлению и размерам. Изготовленные на заказ коллекторы жидкостного охлаждения с ЧПУ являются единственным надежным решением, обеспечивающим производительность и предотвращающим дорогостоящие сбои.
Нержавеющая сталь, алюминий или медь — Выбор материала коллектора на основе хладагента и окружающей среды
Выбор правильного материала для коллекторов жидкостного охлаждения является критически важным решением, которое напрямую влияет на надежность системы. Выбор выходит за рамки тепловых характеристик, распространяясь на химическую совместимость с хладагентами и рабочую среду. Каждый материал представляет собой уникальный баланс стоимости, веса и долговечности.
Варианты основного материала
Нержавеющая сталь, алюминий и медь являются наиболее распространенными вариантами. Хотя медь обладает превосходной теплопроводностью, эта характеристика часто не является основным требованием для коллектора, который в основном служит распределительным узлом для хладагента.
Сравнение на высоком уровне
Лучший выбор зависит от ваших конкретных системных требований, включая тип используемого хладагента и другие металлы, присутствующие в контуре охлаждения.
| Материал | Ключевое преимущество | Главное соображение |
|---|---|---|
| Нержавеющая сталь | Устойчивость к коррозии | Более высокая стоимость/вес |
| Алюминий | Легкий вес и низкая стоимость | Подверженность коррозии |
| Медь | Теплопроводность | Высокая стоимость и вес |

Углубленный анализ материалов
В PTSMAKE мы часто помогаем клиентам принимать это решение для различных применений, от центров обработки данных до промышленного оборудования. Оптимальный выбор редко основывается на одном свойстве, а скорее на целостном представлении о конструкции системы и долгосрочных целях.
Нержавеющая сталь (304/316)
Для большинства высоконадежных систем нержавеющая сталь марок 304 или 316 является отраслевым стандартом. Она обладает высокой коррозионной стойкостью и совместима почти со всеми распространенными хладагентами, включая деионизированную воду и гликолевые смеси. Это делает жидкостный охлаждающий коллектор из нержавеющей стали безопасным и долговечным выбором для критически важных применений.
Алюминий
Алюминий — отличный вариант, когда вес и стоимость являются основными факторами. Однако его использование требует тщательного проектирования системы из-за его восприимчивости к гальваническая коррозия4, особенно в сочетании с медными компонентами, такими как холодные плиты. Для обеспечения надлежащей совместимости алюминиевого коллектора с хладагентом гликоль-водные смеси должны содержать специальные ингибиторы коррозии.
Медь
Хотя медь является лучшим проводником тепла, она редко является лучшим выбором для коллектора. Его основная функция — распределение жидкости, а не рассеивание тепла. Высокая стоимость и вес меди часто делают ее ненужными расходами для этого компонента контура охлаждения.
Взаимодействие хладагента и уплотнения
Выбор хладагента определяет материал уплотнения. Стандартные хладагенты хорошо работают с коллектором с уплотнением из EPDM, но агрессивные диэлектрические жидкости требуют более прочного материала, такого как FKM (Viton), для предотвращения утечек и деградации со временем.
| Тип охлаждающей жидкости | Рекомендуемое уплотнение | Ключевое соображение |
|---|---|---|
| Вода/Гликоль | EPDM | Убедитесь, что с алюминием используются ингибиторы. |
| Диэлектрическая жидкость | FKM (Viton) | Проверьте совместимость жидкости с конкретной маркой FKM. |
Ваш выбор материала для жидкостных охлаждающих коллекторов должен балансировать между стоимостью, производительностью и химической совместимостью. Нержавеющая сталь обеспечивает высочайшую надежность, в то время как алюминий является более легким и экономичным вариантом, который требует тщательного управления хладагентом для предотвращения коррозии и обеспечения долговечности системы.
Как обработка на станке с ЧПУ позволяет создавать конструкции коллекторов, которые не могут сравниться со сварными узлами
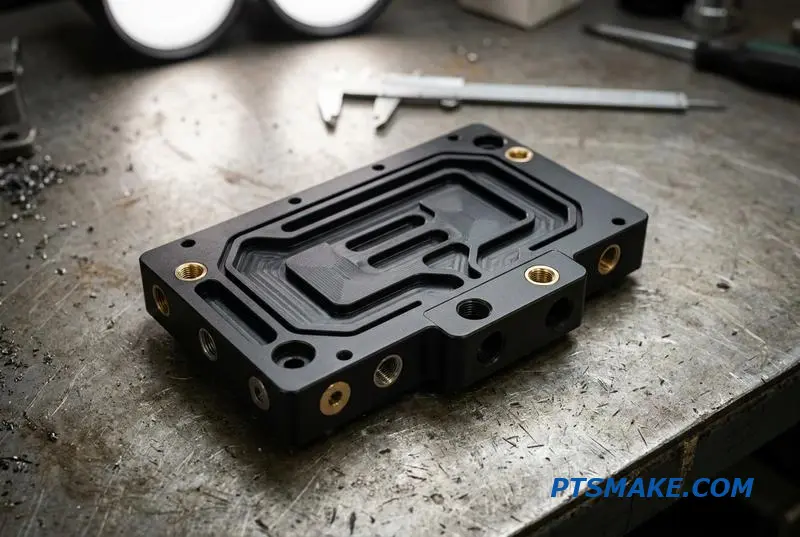
При проектировании жидкостных систем, особенно для таких применений, как коллекторы жидкостного охлаждения, выбор между сварной конструкцией и блоком, обработанным на станке с ЧПУ, имеет решающее значение. Сварные коллекторы могут показаться простыми, но они несут значительные риски для производительности. Внутренний сварной шов нарушает поток и создает области, где могут скапливаться загрязняющие вещества.
Скрытые недостатки сварных коллекторов
Сварные трубные коллекторы страдают от присущих им недостатков, которые могут поставить под угрозу целостность системы. Внутренний сварной шов является серьезной проблемой, создавая турбулентность и потенциальные перепады давления. Эта неровность также затрудняет полную промывку системы, задерживая частицы, которые со временем могут повредить чувствительные компоненты ниже по потоку.
Почему обработка на станке с ЧПУ превосходит другие методы
Напротив, коллекторы из блоков, обработанных на станке с ЧПУ, предлагают превосходную альтернативу. Вырезая жидкостные каналы из цельного блока материала, мы получаем идеально гладкие внутренние отверстия. Это устраняет прерывистость потока и риски загрязнения, обеспечивая оптимальную производительность и чистоту системы с самого начала.
Сравнение характеристик: ЧПУ против сварки
| Характеристика | Коллектор, обработанный на станке с ЧПУ | Сварной трубный коллектор |
|---|---|---|
| Внутренняя отделка | Гладкое, непрерывное отверстие | Шероховатый внутренний сварной шов |
| Путь потока | Оптимизированный, ламинарный поток | Турбулентный, нарушенный поток |
| Риск загрязнения | Минимум | Высокий (ловушки для частиц) |
| Точки утечки | Минимизировано (единый блок) | Множественные (на каждом сварном шве) |
Цельный коллектор, изготовленный на станке с ЧПУ, обеспечивает беспрецедентную свободу проектирования. Мы можем интегрировать сложные, многонаправленные каналы и многочисленные порты в единый компактный блок. Такой подход значительно сокращает количество потенциальных точек утечки по сравнению со сборкой с множеством сварных соединений, повышая общую надежность системы.
Достижение беспрецедентной точности
Точность обработки на станках с ЧПУ является ключевым преимуществом. В PTSMAKE мы постоянно выдерживаем расстояние между портами в пределах ±0,05 мм. Такой уровень точности практически невозможно достичь при ручной сварке и подгонке, что обеспечивает идеальное выравнивание и стабильную работу всех соединений в системе.
Влияние на гидродинамику
Гладкие, точно обработанные каналы способствуют предсказуемому поведению жидкости. Понимание принципа Бернулли5 помогает проиллюстрировать, как несоответствия при сварке могут вызывать нежелательные изменения давления и скорости. Коллектор, изготовленный на станке с ЧПУ, обеспечивает стабильный поток, что критически важно для эффективного распределения жидкости в центрах обработки данных и других чувствительных приложениях.
Гибридное решение
Для некоторых конструкций гибридный подход предлагает практичный компромисс. Мы можем изготовить на станке с ЧПУ центральный блок портов, который содержит наиболее важные соединения, а затем приварить к нему трубные удлинители. Это сочетает в себе точность обработанного блока с гибкостью сварных труб для более простых секций.
Обработка на станках с ЧПУ обеспечивает превосходные конструкции коллекторов за счет создания гладких внутренних путей, возможности реализации сложных геометрий в одном блоке и обеспечения высокой точности. Этот метод преодолевает нарушения потока, риски загрязнения и несоответствия, присущие сварным узлам, повышая производительность и надежность системы.
Перекрестно просверленные порты и внутренние пути потока — Проблема обработки, скрытая внутри каждого коллектора
Производительность коллекторов жидкостного охлаждения зависит от их внутренней геометрии. Перекрестно просверленные порты и сложные пути потока необходимы, но они создают значительные проблемы при обработке. Эти особенности часто скрыты от глаз, но имеют решающее значение для надежности и эффективности системы.
Проблема глубоких отверстий
Сверление глубокого отверстия — непростая задача. Когда отношение длины к диаметру (L/D) превышает 20:1, стандартные сверла испытывают трудности. Эвакуация стружки становится серьезной проблемой, что приводит к поломке инструмента и плохому качеству поверхности внутри коллектора.
Пересекающиеся отверстия и заусенцы
Каждое пересечение между основным отверстием и перекрестно просверленным портом создает заусенец. Если их не удалить, эти крошечные металлические фрагменты могут отделиться. Затем они загрязняют контур охлаждающей жидкости, рискуя повредить чувствительные компоненты ниже по потоку.

Достижение безупречного внутреннего канала в коллекторе требует специализированных методов. Стандартные спиральные сверла часто не подходят для глубоких отверстий. Мы должны выбрать правильные инструменты и процессы для обеспечения точности и чистоты внутри каждого поперечно просверленного порта коллектора.
Сверление ружейным сверлом против спирального сверления
Сверление ружейным сверлом является предпочтительным методом для создания глубоких, прямых отверстий. В отличие от стандартных сверл, оно использует охлаждающую жидкость под высоким давлением, подаваемую через шпиндель, для непрерывного удаления стружки. Это предотвращает забивание стружки и обеспечивает превосходную чистоту внутренней поверхности отверстия. Эта чистота имеет решающее значение, так как шероховатая поверхность увеличивает падение давления.
| Характеристика | Пистолетное бурение | Стандартное спиральное сверление |
|---|---|---|
| Соотношение L/D | Превышает 300:1 | Обычно < 10:1 |
| Подача охлаждающей жидкости | Через инструмент | Внешний полив |
| Эвакуация чипов | Отлично (вымывается) | Плохо (требует прерывистой подачи) |
| Прямолинейность отверстия | Высокий | Умеренный |
| Отделка поверхности | Превосходный | Стандарт |
Критический этап удаления заусенцев
После сверления внутреннее удаление заусенцев является обязательным. Это кропотливый процесс для создания пути охлаждающей жидкости без стружки. Мы часто используем термические или электрохимические методы для труднодоступных пересечений. Для любого прерывистое сверление6 операции, управление стружкой является ключом к предотвращению внутренних дефектов, которые могут поставить под угрозу всю систему охлаждения. Современные обрабатывающие центры с ЧПУ с подачей СОЖ через шпиндель идеально подходят для этих задач.
Внутреннее качество коллектора так же важно, как и его внешний вид. Управление глубоким сверлением, удалением стружки и снятием заусенцев имеет решающее значение для создания надежных, высокопроизводительных коллекторов жидкостного охлаждения, отвечающих строгим эксплуатационным требованиям.
Расстояние между портами, тип резьбы и ориентация — Правильный интерфейс для каждого слота сервера
Правильная настройка интерфейса не подлежит обсуждению. Успех коллектора жидкостного охлаждения полностью зависит от того, насколько хорошо его порты совпадают со слотами сервера. Несоответствие означает сбой соединения, утечки и дорогостоящие простои. Каждая деталь имеет значение для идеальной подгонки.
Соответствие расстоянию между юнитами стойки
Первый шаг — это согласование расстояния между портами коллектора с высотой юнита стойки. Будь то 1U, 2U или 4U, расположение портов должно быть точным. Это требует прецизионного производства, чтобы гарантировать идеальное совпадение каждой точки соединения с входом и выходом сервера.
| Юнит стойки | Стандартная высота | Типичная конфигурация портов |
|---|---|---|
| 1U | 1,75 дюйма | Один ряд, компактное расположение |
| 2U | 3,5 дюйма | Один или два ряда |
| 4U | 7.0 дюймов | Несколько рядов, высокая плотность |
Подключение и ориентация
Наконец, рассмотрите ориентацию портов коллектора. Передние или задние соединения определяют всю компоновку. Для систем слепого сопряжения левая или правая ориентация критически важна для быстроразъемных соединений (БРС), чтобы они зацеплялись без визуального подтверждения. Соединения, выполняемые вручную, обеспечивают большую гибкость, но все же требуют продуманного размещения.

Тип резьбы — еще одно критически важное решение, часто продиктованное региональными стандартами или конкретными потребностями применения. Выбор неправильного типа гарантирует утечки. Это распространенная точка отказа, которую я вижу, когда проекты не тщательно проверяются перед началом производства.
Распространенные типы резьбы
NPT распространен в США, используя коническую конструкцию для создания уплотнения. BSPP (или G-резьба) является стандартом в Европе, требуя прокладки для уплотнения. Резьбы SAE O-ring boss отлично подходят для сред с высокой вибрацией, так как уплотнительное кольцо обеспечивает превосходное уплотнение.
| Тип резьбы | Метод герметизации | Общий регион | Ключевое преимущество |
|---|---|---|---|
| NPT | Конусность резьбы | Северная Америка | Широко доступны |
| BSPP (G) | Прокладка/Шайба | Европа/Азия | Многоразовый, герметик не требуется |
| SAE ORB | Уплотнительное кольцо | Глобальная | Отличная вибростойкость |
The CNC Machining Advantage
Именно здесь прецизионная обработка на станках с ЧПУ становится незаменимой для коллекторов жидкостного охлаждения. Мы можем точно размещать порты, чтобы они соответствовали любой конфигурации стойки с заданным расстоянием между портами коллектора. Наши станки могут нарезать несколько типов резьбы, таких как NPT и BSPP, на одном и том же коллекторе для сопряжения с разнообразным оборудованием.
Кроме того, ЧПУ позволяет настраивать ориентацию портов коллектора. Мы можем обрабатывать выходы под углом 45 или 90 градусов для работы в ограниченном пространстве. Такая гибкость невозможна с готовыми компонентами. Надежность коллектора с резьбовыми портами в центре обработки данных зависит от этой точности, особенно для конические резьбы7, которые требуют точной геометрии.
Идеальная интеграция коллекторов жидкостного охлаждения требует точного контроля над расстоянием между портами, типом резьбы и ориентацией. Обработка на станках с ЧПУ обеспечивает необходимую точность и гибкость для соответствия любым спецификациям серверных стоек, гарантируя надежное, герметичное соединение для каждого серверного слота.
Конструкция канавки для уплотнительного кольца для соединений коллектор-QD — Почему устранение утечек начинается здесь
Соединение между коллектором и быстроразъемным (БР) фитингом является частым источником утечек в жидкостных системах. Проблема почти всегда сводится к конструкции канавки для уплотнительного кольца. Правильное уплотнение — это игра точности, а не только выбора материала.
Ключевые элементы дизайна
Эффективное уплотнение зависит от трех основных факторов: формы канавки, сжатия уплотнительного кольца и чистоты поверхности. Любая ошибка в этих аспектах создает потенциальную точку отказа, особенно в коллекторах жидкостного охлаждения, где изменения температуры вызывают расширение и сжатие материалов.
Выбор типа канавки
Выбор между стандартной прямоугольной канавкой и канавкой типа "ласточкин хвост" влияет на удержание уплотнительного кольца во время сборки и обслуживания. Хотя канавки типа "ласточкин хвост" удерживают уплотнительное кольцо, их сложнее обрабатывать.
| Тип канавки | Основной пример использования | Ключевое преимущество |
|---|---|---|
| Прямоугольная | Стандартные статические торцевые уплотнения | Проста в обработке |
| "Ласточкин хвост" | Применения с удерживаемым уплотнительным кольцом | Предотвращает выпадение уплотнительного кольца |

Достижение идеального коэффициента сжатия
Для большинства стандартных уплотнительных колец круглого сечения в статических применениях идеальным является степень сжатия 15-25%. Слишком малое сжатие, и уплотнение не будет должным образом работать при низком давлении. Слишком большое, и вы рискуете повредить уплотнительное кольцо или создать чрезмерное усилие при сборке, что приведет к преждевременному выходу из строя.
Критическая роль чистоты поверхности
Гладкая поверхность необходима для надежного уплотнения. Мы указываем чистоту поверхности Ra 0,8 мкм или лучше как на дне канавки, так и на боковых стенках. Более шероховатая поверхность может создавать микроскопические пути утечки по уплотнительной поверхности. Наука измерения текстуры поверхности, известная как Метрология поверхности8, является фундаментальной для диагностики и предотвращения этих отказов.
Почему обработка на станках с ЧПУ является решением
Именно здесь методы производства имеют существенное значение. Литые детали часто имеют несоответствия из-за усадки и углов уклона, что затрудняет поддержание жестких допусков. Это объясняет, почему один коллектор может идеально герметизировать, в то время как другой идентичный протекает. Обработка на станках с ЧПУ каждый раз обеспечивает идеально стабильные размеры канавок.
| Характеристика | Обработка с ЧПУ | Литье под давлением |
|---|---|---|
| Допуск на канавку | Высокий (например, ±0,05 мм) | Ниже (например, ±0,15 мм+) |
| Отделка поверхности | Отличная (Ra < 0,8 мкм) | Переменная, часто требует постобработки |
| Согласованность деталей | Практически идентичные | Подвержены технологическим вариациям |
В PTSMAKE мы обрабатываем эти элементы в соответствии с точными спецификациями, обеспечивая надежную работу каждого уплотнительного интерфейса быстроразъемного соединения. Это исключает догадки и предотвращает дорогостоящие утечки в коллекторах жидкостного охлаждения и других критически важных системах.
Правильная конструкция канавки для уплотнительного кольца — учитывающая тип, сжатие и чистоту поверхности — необходима для надежных соединений. Прецизионная обработка на станках с ЧПУ обеспечивает стабильность, которую не могут дать литые детали, напрямую предотвращая утечки на уплотнительном интерфейсе быстроразъемного соединения и обеспечивая долгосрочную целостность системы, а также предотвращая проблемы с утечками в коллекторах.
Падение давления по коллектору — Как конструкция порта и внутренний диаметр отверстия влияют на эффективность системы
Понимание гидравлических характеристик является ключом к эффективности системы. Внутренний диаметр отверстия коллектора и размеры портов — это не просто детали конструкции; они напрямую влияют на падение давления (ΔP). Ограничительная конструкция заставляет насос блока распределения хладагента (CDU) работать интенсивнее, что со временем увеличивает эксплуатационные расходы.
Диаметр отверстия и падение давления
Больший внутренний диаметр обычно приводит к более низкой скорости жидкости и, как следствие, к меньшему падению давления. Однако слишком большой диаметр может увеличить стоимость материала и размер коллектора. Нахождение правильного баланса имеет решающее значение для оптимальной производительности.
Важность размера портов
Размер портов должен соответствовать быстроразъемным соединениям (БРС) для предотвращения ненужных ограничений. Несколько параллельных портов являются эффективной стратегией для снижения общего падения давления в системе.
| Диаметр отверстия (мм) | Типичный расход (л/мин) | Расчетное падение давления (кПа/м) |
|---|---|---|
| 12.7 (1/2") | 10 – 20 | 15 – 50 |
| 19.0 (3/4") | 20 – 40 | 5 - 20 |
| 25.4 (1") | 40 – 80 | 2 – 8 |
Хорошо спроектированный коллектор жидкостного охлаждения поддерживает оптимальную скорость потока, обычно между 2-4 м/с. Превышение этого диапазона значительно увеличивает падение давления и требования к мощности насоса. Это напрямую влияет на выбор размера насоса CDU и общее сопротивление коллектора, что делает точный расчет падения давления в коллекторе крайне важным.
Параллельный поток и его проблемы
Использование нескольких параллельных путей потока является распространенным методом повышения эффективности коллектора параллельного потока. Это эффективно снижает общее сопротивление. Однако такая конструкция не лишена рисков. На более длинных коллекторах обеспечение сбалансированного потока через все порты может быть затруднительным.
Риск дисбаланса потока
Дисбаланс потока может привести к недостаточному охлаждению некоторых компонентов. Это часто вызвано эффектом Вентури9 где жидкость ускоряется через суженные участки, вызывая локальные падения давления. Правильная внутренняя геометрия и расположение портов, на чем мы сосредоточены в PTSMAKE, имеют решающее значение для снижения этого риска.
Правильная конструкция коллектора, с акцентом на диаметр отверстия и размер портов, имеет решающее значение для управления падением давления. Эта оптимизация напрямую снижает нагрузку на насос CDU и долгосрочные эксплуатационные расходы, обеспечивая эффективную и надежную работу системы.
Возможность горячей замены — Как интегрированные в коллектор быстроразъемные соединения обеспечивают обслуживание серверов в реальном времени
В центрах обработки данных простои недопустимы. Операторам необходимо заменять или обслуживать серверы без отключения всей системы. Именно здесь коллектор с горячей заменой для центра обработки данных становится незаменимым. Он обеспечивает обслуживание в режиме реального времени, что является критически важной функцией для современной инфраструктуры.
Ключевой фактор: Встроенные соединения
Коллекторы со встроенными быстроразъемными (БР) соединениями являются решением. Они позволяют техническим специалистам мгновенно отключать и подключать серверы от контура жидкостного охлаждения. Эта конструкция является основополагающей для поддержания непрерывной работы и максимизации времени безотказной работы, что является основной целью для любого менеджера центра обработки данных.
| Характеристика | Влияние на обслуживание |
|---|---|
| Встроенные БР | Обеспечивает мгновенную замену серверов в режиме реального времени |
| Клапаны сухого разъединения | Предотвращает проливы хладагента и попадание воздуха |
| Конструкция без инструментов | Ускоряет процесс обслуживания |
Устранение ошибок подключения
Кроме того, эти системы предотвращают ошибки подключения. Несоответствие подающих и обратных линий может иметь катастрофические последствия. Цветовая кодировка и физические ключи на портах коллектора делают такие ошибки практически невозможными. Это упрощает сложную задачу в условиях давления.

В PTSMAKE мы уделяем внимание практическим деталям, которые делают эти системы надежными. Ключевой особенностью наших коллекторов жидкостного охлаждения является конструкция быстроразъемного коллектора без использования инструментов. Техники могут выполнять соединения простым нажатием, получая тактильную обратную связь, подтверждающую надежную фиксацию. Это исключает догадки.
Важность герметичных соединений
Встроенные клапаны сухого разъединения критически важны для герметичного соединения коллектора. При отсоединении как сторона сервера, так и сторона коллектора мгновенно герметизируются. Это предотвращает утечку хладагента на чувствительную электронику и останавливает попадание воздуха в контур охлаждения, что может ухудшить производительность.
Кастомизация для защиты от ошибок
Для обеспечения безошибочных соединений мы реализуем несколько функций. Цветовая кодировка портов коллектора для центров обработки данных является простым визуальным руководством. Что более важно, мы используем ЧПУ-обработку для создания пользовательских механических ключей. Это реальное применение Принципов Poka-yoke10 , делающее физически невозможным подключение шланга к неправильному порту.
Мы также можем изготавливать на заказ монтажные кронштейны и гравировать этикетки непосредственно на корпусе коллектора. Такой уровень интеграции, достигаемый благодаря точному производству, упрощает установку и обслуживание, значительно снижая риск человеческой ошибки в условиях высокого давления.
Встроенные в коллектор быстроразъемные соединения (БРС) имеют решающее значение для бесперебойной работы центра обработки данных. Они обеспечивают безопасную замену серверов в режиме реального времени благодаря безинструментальным, герметичным соединениям. Пользовательские функции, такие как цветовая кодировка и механические ключи, реализованные с помощью ЧПУ-обработки, предотвращают дорогостоящие ошибки подключения и повышают надежность системы.
Клапаны сброса давления и выпуска воздуха — Встроенные функции безопасности, которые должен иметь ваш коллектор
При проектировании коллекторов жидкостного охлаждения функции безопасности, такие как предохранительные и воздухоотводные клапаны, часто рассматриваются как второстепенные. Однако их прямая интеграция в конструкцию коллектора имеет решающее значение для долговечности и производительности системы. Эти компоненты не являются необязательными дополнениями; они фундаментальны для надежной системы.
Роль предохранительных клапанов (ПК)
Предохранительный клапан коллектора действует как критически важная защита. Он защищает весь контур охлаждения от событий избыточного давления, которые могут быть вызваны тепловым расширением жидкости или внезапными скачками насоса. Без него вы рискуете катастрофическим отказом трубок, фитингов или охлаждаемых компонентов.
Почему воздухоотводные клапаны необходимы
Воздухоотводные клапаны служат другой, но не менее важной цели. Они позволяют удалять захваченный воздух из системы, особенно во время первоначального заполнения. Удаление воздушных карманов необходимо для предотвращения проблем с потоком и защиты насоса от повреждений. Это обычное требование для таких систем, как воздухоотводный коллектор в центре обработки данных.
| Тип клапана | Основная функция | Защищает от |
|---|---|---|
| Предохранительный клапан (ПК) | Сбрасывает избыточное давление | Избыточное давление, повреждение компонентов |
| Воздухоотводный клапан | Удаляет захваченный воздух | Кавитация насоса, недостаток потока |

Традиционный метод добавления этих клапанов включает дополнительные тройники и трубопроводы. Такой подход создает множество потенциальных точек отказа. Каждое дополнительное соединение — это новая возможность для возникновения утечки со временем из-за вибрации, термического циклирования или неправильной установки. Это усложняет процесс сборки и обслуживания.
Превосходство интегрированного дизайна
Современная обработка на станках с ЧПУ позволяет нам интегрировать порты для этих клапанов непосредственно в блок коллектора. Это устраняет необходимость во внешних фитингах, создавая более компактную, прочную и герметичную систему. В PTSMAKE мы обрабатываем эти элементы с высокой точностью, обеспечивая идеальное уплотнение и оптимальную производительность для любого предохранительного клапана контура охлаждения.
Как интеграция повышает надежность
Интегрированный дизайн следует принципу Закон Паскаля11, где давление, оказываемое на жидкость, передается равномерно по всему объему. Один, правильно расположенный ПК может защитить всю систему. Этот упрощенный подход не только повышает безопасность, но и упрощает общую архитектуру ваших коллекторов жидкостного охлаждения, сокращая как время сборки, так и долгосрочные риски.
| Характеристика | Традиционная сборка | Интегрированный коллектор |
|---|---|---|
| Точки утечки | Множество | Минимум |
| Время сборки | Высокий | Низкий |
| Размер системы | Большая занимаемая площадь | Компактный |
| Надежность | Нижний | Выше |
Встроенные клапаны сброса давления и выпуска воздуха являются важными интегрированными функциями безопасности коллектора. Точная обработка на станках с ЧПУ делает эту интеграцию бесшовной, повышая надежность системы, уменьшая потенциальные точки утечки и упрощая общую конструкцию коллекторов жидкостного охлаждения для превосходной производительности и безопасности.
Монтаж и выравнивание — Почему неправильно установленный коллектор создает эффект домино
Неправильно выровненный коллектор жидкостного охлаждения — это больше, чем неудобство; это начало эффекта домино. Даже миллиметр отклонения может вызвать серьезные проблемы на системном уровне в дальнейшем. Эта первоначальная ошибка приводит к напряженным соединениям и преждевременному износу критически важных компонентов.
Волновые эффекты смещения
Неправильное выравнивание коллектора в стойке вызывает немедленное механическое напряжение. Быстроразъемные соединения (БРС) входят под углом, что приводит к ускоренной деградации уплотнений и потенциальным утечкам. Прокладка шлангов нарушается, создавая перегибы, которые ограничивают поток и нагружают фитинги, создавая еще одну точку отказа.
Проблемы со сборкой и обслуживанием
Наиболее непосредственное влияние оказывается на сборку и обслуживание. Техники с трудом устанавливают серверы в стойки, увеличивая время установки и риск повреждения чувствительного оборудования. То, что должно быть простой задачей, становится досадным узким местом.
| Причина смещения | Прямое следствие | Долгосрочное воздействие |
|---|---|---|
| Неточные монтажные отверстия | Перекошенное зацепление БРС | Ускоренный износ уплотнений, утечки |
| Низкие допуски кронштейнов | Перегнутые маршруты шлангов | Снижение потока, нагрузка на фитинги |
| Несоответствие интеграции в стойку | Сложная установка сервера | Увеличение затрат на рабочую силу, риск повреждения |

Изучение решений для монтажа
Традиционно коллекторы крепятся с помощью отдельных кронштейнов или направляющих. Решение с креплением на кронштейнах распространено, но добавляет проблемы с накоплением допусков. Конструкция с креплением на направляющих обеспечивает большую поддержку, но может быть сложной для интеграции в переполненную среду стойки центра обработки данных.
Расширенная интеграция с системой слепого сопряжения
Более продвинутый подход — это система слепого сопряжения коллектора. Это позволяет серверам автоматически подключаться к контуру охлаждения при их установке в стойку. Однако это требует чрезвычайной точности, так как даже малейшее смещение предотвратит успешное подключение.
The CNC Machining Advantage
Именно здесь прецизионная обработка становится незаменимой. В PTSMAKE мы устраняем отдельные кронштейны, интегрируя монтажные элементы непосредственно в корпус коллектора. Мы обрабатываем точно просверленные и нарезанные отверстия, установочные штифты и пазы непосредственно в детали. Эта цельная конструкция упрощает сборку и повышает надежность.
Такой уровень интеграции возможен только при строгом контроле над Определение геометрических размеров и допусков (GD&T)12. Успешная интеграция CAD-модели коллектора с конструкцией стойки имеет решающее значение. Мы считаем, что раннее сотрудничество между проектировщиком коллектора и интегратором стойки — лучший способ предотвратить проблемы.
| Способ крепления | Ключевое преимущество | Первичный вызов |
|---|---|---|
| Крепление на кронштейнах | Простая конструкция | Накопление допусков |
| Крепление на направляющих | Высокая стабильность | Пространство и сложность |
| Интегрированный (ЧПУ) | Высочайшая точность | Требуется координация CAD |
Правильный монтаж и выравнивание коллектора являются основополагающими для надежности всей системы жидкостного охлаждения. Интеграция монтажных элементов посредством обработки на станках с ЧПУ исключает переменные, сокращает время сборки и предотвращает каскадные отказы, возникающие из-за плохого первоначального прилегания.
Индивидуальный дизайн коллектора от концепции до первого образца — Сроки прототипирования на ЧПУ
При планировании проекта индивидуального коллектора, особенно для критически важных применений, таких как системы жидкостного охлаждения, понимание сроков имеет решающее значение. Установление реалистичных ожиданий с самого начала предотвращает задержки. Четко определенный процесс прототипирования на станках с ЧПУ обеспечивает плавный переход от концепции к функциональному первому образцу.
Основные этапы создания прототипа
Путь от проектирования до физической детали включает несколько отдельных этапов. Каждый этап имеет свои сроки, которые могут варьироваться в зависимости от сложности. Четкое общение с вашим производственным партнером на этих этапах является ключом к соблюдению графика и достижению желаемого результата для ваших деталей.
Типовая разбивка сроков
Ниже приведена общая временная шкала для прототипа индивидуального коллектора, изготовленного на станке с ЧПУ. Предполагается использование стандартного прутка из алюминия или нержавеющей стали.
| Сцена | Расчетное время | Примечания |
|---|---|---|
| Обзор дизайна | 1–2 дня | Обратная связь по DFM и окончательные корректировки |
| Программирование CAM | 2–3 дня | Сложные 5-осевые детали занимают больше времени |
| Обработка | 3–7 дней | Варьируется в зависимости от геометрии и особенностей |
| Постобработка | 2–4 дня | Отделка, сборка и тестирование |
Этот процесс гарантирует, что ваш индивидуальный коллектор будет готов к тестированию в предсказуемые сроки.

Преимущества ЧПУ-прототипирования
Основное преимущество обработки на станках с ЧПУ для прототипов — это скорость. В отличие от литья, которое требует значительных инвестиций в оснастку и времени, обработка на станках с ЧПУ работает непосредственно с CAD-файлом. Это устраняет длительные сроки изготовления, связанные с созданием форм, предлагая гораздо более быстрый путь к физической детали.
Сравнение сроков: ЧПУ против литья
Разница в сроках выполнения значительна. Для проекта индивидуального коллектора жидкостного охлаждения литой прототип может занять месяцы, в основном из-за создания формы. Прототип, изготовленный на станке с ЧПУ, однако, может быть произведен за считанные недели, что позволяет быстро проводить итерации и тестирование.
| Метод | Срок изготовления оснастки | Срок изготовления детали | Общее расчетное время |
|---|---|---|---|
| Обработка с ЧПУ | Нет | 7–21 день | 1–3 недели |
| Кастинг | 8–12 недель | 2–3 недели | 10–15 недель |
Факторы, влияющие на сроки
Несколько факторов влияют на общий срок изготовления прототипа. Геометрическая сложность, доступность материала и требуемые виды обработки поверхности — все это играет роль. Во время сборки проводится тщательное тестирование на герметичность с использованием таких методов, как Обнаружение утечек гелия13 имеет решающее значение для проверки производительности, добавляя день или два к процессу, но обеспечивая надежность. В PTSMAKE мы управляем этими переменными для оптимизации цикла от проектирования коллектора до производства.
Изготовление прототипа коллектора на станке с ЧПУ обычно занимает 7-21 день, в зависимости от сложности. Этот гибкий процесс позволяет избежать 8-12-недельного срока изготовления оснастки, необходимого для литья, что обеспечивает более быструю проверку конструкции и вывод вашего продукта на рынок раньше.
Тестирование стоечных коллекторов на герметичность — Почему каждый порт должен быть проверен индивидуально
Коллектор жидкостного охлаждения имеет несколько портов, и рассмотрение их как единого целого во время тестирования является критическим упущением. Утечка всего в одном порту ставит под угрозу целостность всей системы. Комплексная проверка требует индивидуальной верификации каждого потенциального пути утечки.
Проблема с пакетным тестированием
Тестирование коллектора в целом может маскировать незаметные, индивидуальные утечки в портах. Небольшая утечка в одном порту может быть усреднена по всему объему, опускаясь ниже порога обнаружения теста. Это создает ложное чувство безопасности для компонента, предназначенного для критической среды.
Требование попортового тестирования
Надежная процедура проверки герметичности коллектора изолирует каждую точку соединения. Это гарантирует, что каждое уплотнение, резьба и сварной шов соответствуют требуемым спецификациям независимо. Этот методический подход является единственным способом гарантировать надежность всей сборки.
| Подход к тестированию | Изоляция утечек | Точность | Надежность |
|---|---|---|---|
| Пакетное тестирование | Бедный | Низкий | Сомнительное |
| Индивидуальное тестирование портов | Превосходно | Высокий | Гарантировано |
Правильная процедура проверки герметичности коллектора включает несколько различных методов, каждый из которых служит определенной цели. Игнорирование одного из них может оставить критическую уязвимость необнаруженной. Мы должны выйти за рамки простых проверок давления, чтобы обеспечить полную надежность системы, особенно для приложений с высокими ставками.
Комплексные протоколы тестирования
Целостность конструкции и уплотнений
Мы начинаем с индивидуального испытания на падение давления в порту, при котором все остальные порты надежно заглушены. Мы также проводим гидростатическое испытание, часто доводя коллектор до 1,5-кратного его максимального номинального давления. Это подтверждает структурную целостность охлаждающего коллектора для гидростатических испытаний в экстремальных условиях.
Обнаружение микроутечек
Для самых требовательных применений, таких как испытательный коллектор для гелия в центре обработки данных, мы используем гелий масс-спектрометрию14. Этот метод позволяет обнаруживать мельчайшие утечки до 10⁻⁶ мбар·л/с, которые совершенно невидимы при испытаниях на падение давления. Это важный шаг для критически важных компонентов.
| Метод испытания | Основная цель | Общее приложение |
|---|---|---|
| Падение давления | Обнаружение крупных утечек | Общий контроль качества |
| Гидростатическое испытание | Структурная целостность | Системы высокого давления |
| Гелиевая масс-спектрометрия | Обнаружение микроутечек | Центры обработки данных, медицина |
| Проверка расхода | Проверка работоспособности | Все системы жидкостного охлаждения |
В PTSMAKE мы считаем, что наша прецизионная обработка на станках с ЧПУ является ключевой. Производя чрезвычайно стабильные геометрии портов и профили резьбы, мы значительно снижаем первоначальный процент брака во время этих строгих испытаний. Стабильное производство напрямую приводит к надежной работе в полевых условиях.
Индивидуальная проверка каждого порта является обязательной для надежных коллекторов жидкостного охлаждения. Этот тщательный процесс, от гидростатических испытаний до проверки расхода, гарантирует безупречную работу компонента при эксплуатационных нагрузках, предотвращая дорогостоящие сбои системы и обеспечивая долгосрочную целостность.
Обработка поверхности коллекторов — Пассивация, химическое никелирование и когда анодирование является неправильным выбором
Выбор правильной обработки поверхности для коллектора является критически важным решением, которое влияет на производительность и долговечность. Дело не только во внешнем виде. Обработка должна соответствовать материалу и его применению, особенно для требовательных систем, таких как коллекторы жидкостного охлаждения. Каждый материал имеет уникальные потребности.
Требования к нержавеющей стали
Для нержавеющей стали цель — максимальная коррозионная стойкость. Механическая обработка может оставлять свободное железо на поверхности, что нарушает естественный защитный слой стали. Именно здесь пассивация становится необходимой для компонентов, используемых с охлаждающими жидкостями.
Вопросы, касающиеся алюминия и меди
Алюминий представляет собой другие проблемы. Хотя анодирование является распространенным явлением, оно может быть непригодно для всех коллекторных применений. Медь, хотя и менее распространена, также требует специальной обработки для предотвращения окисления и поддержания целостности системы.
| Материал коллектора | Основная отделка | Ключевое преимущество |
|---|---|---|
| Нержавеющая сталь (304/316) | Пассивация | Удаляет свободное железо, восстанавливает коррозионную стойкость |
| Алюминий (6061) | Безэлектролитный никель | Обеспечивает проводимость и защиту от коррозии |
| Медь | Никелирование | Предотвращает образование оксидов |

Неправильная отделка может привести к отказу системы. Я видел, как коллекторы жидкостного охлаждения из алюминия выходили из строя, потому что конструктор указал твердое анодирование, не учитывая его последствий. Анодирование создает твердую, износостойкую поверхность, но оно также является электрически непроводящим. Это может мешать требованиям заземления в сложных электронных системах.
Лучший выбор для алюминия
Лучшим вариантом для алюминиевых коллекторов часто является химическое никелирование. Это покрытие обеспечивает отличную защиту от коррозии, сохраняя при этом электропроводность. Оно гарантирует, что вся система остается правильно заземленной, что является деталью, которую нельзя упускать из виду.
Совместимость материала и охлаждающей жидкости
Взаимодействие между материалом коллектора и охлаждающей жидкостью также имеет решающее значение. Для пассивированного коллектора из нержавеющей стали, особенно 316L, смесь гликоля и воды работает исключительно хорошо. Однако сочетание чистой деионизированной воды с необработанной медью может вызвать быструю коррозию. Это происходит потому, что агрессивные ионы в воде атакуют металл. Неправильно обработанная нержавеющая сталь также может страдать от таких проблем, как межкристаллитная коррозия15 при воздействии определенных сред.
| Процесс отделки | Про | Кон | Лучшее для |
|---|---|---|---|
| Пассивация | Восстанавливает коррозионную стойкость | Не обеспечивает износостойкости | Коллекторы охлаждающей жидкости из нержавеющей стали |
| Безэлектролитный никель | Проводящий, коррозионностойкий | Более высокая стоимость, чем анодирование | Алюминиевые коллекторы, требующие заземления |
| Твердое анодирование | Высокая износостойкость | Электрически непроводящий | Компоненты, где изоляция является преимуществом |
Выбор правильной отделки имеет решающее значение для надежности коллектора. Пассивация является стандартом для нержавеющей стали, в то время как химическое никелирование часто превосходит анодирование для алюминия в системах жидкостного охлаждения из-за требований к проводимости. Всегда учитывайте совместимость охлаждающей жидкости, чтобы предотвратить преждевременный выход из строя.
Масштабирование от прототипа до стоечной фермы — Как обработка на ЧПУ обеспечивает постоянство коллекторов при больших объемах
Масштабирование проверенной конструкции от нескольких прототипов до сотен единиц является критически важным шагом. Обработка на станках с ЧПУ обеспечивает основу для этого роста, гарантируя, что 500-й коллектор жидкостного охлаждения будет идентичен первому. Эта согласованность строится на повторяемом цифровом рабочем процессе.
Сила повторения
После завершения программы CAM она становится основным рецептом. Каждая последующая деталь обрабатывается с использованием одних и тех же траекторий инструмента, приспособлений и проверок качества. Этот процесс устраняет изменчивость, характерную для ручных или менее точных методов, обеспечивая истинное масштабирование производства коллекторов.
Ключевые факторы масштабирования
| Фактор | Прототип (1-10 единиц) | Производство (500+ единиц) |
|---|---|---|
| Программа | Итеративный, часто корректируемый | Заблокирован и проверен |
| Инструментальная оснастка | Стандартный, общего назначения | Оптимизированный, часто специализированный |
| Крепление | Простой, адаптируемый | Индивидуальный, высокопроизводительный |
| Инспекция | 100% ручная проверка | Первый образец + выборочный контроль |
Масштабирование требует большего, чем просто многократный запуск одной и той же программы. Оно требует стратегического планирования для крупносерийного производства коллекторов. В PTSMAKE мы часто выделяем конкретные 5-осевые станки для долгосрочного проекта по производству коллекторов. Это минимизирует изменения настроек и поддерживает стабильную производственную среду для достижения оптимальных результатов.
Стратегическое планирование производства
Поиск материалов
Затраты на материалы также могут быть оптимизированы. Заказ алюминиевого или медного прутка оптом для 500+ единиц может принести значительную экономию, часто в диапазоне 10-20%, по сравнению с покупкой материала для небольших партий. Это напрямую влияет на конечную стоимость детали.
Протоколы контроля качества
Методы обеспечения качества также должны развиваться. Хотя каждый прототип проходит полную проверку, это непрактично для больших объемов. Мы внедряем проверку первого образца (FAI) для утверждения настройки, за которой следует Статистическое управление процессами16 для контроля однородности партии. Этот подход, основанный на данных, обеспечивает качество без ущерба для скорости.
| Метод производства | Стабильность важнее объема | Влияние износа инструмента |
|---|---|---|
| Обработка с ЧПУ | Чрезвычайно высокий | Минимальный, предсказуемый износ фрезы |
| Кастинг | Уменьшается с течением времени | Деградация формы изменяет геометрию |
Это резко контрастирует с такими методами, как литье, где износ формы может незаметно изменять размеры детали на протяжении тысяч циклов. При обработке на станках с ЧПУ цифровая точность остается абсолютной, гарантируя повторяемость коллекторов, изготовленных на ЧПУ.
Обработка на станках с ЧПУ гарантирует, что масштабирование от прототипа до полномасштабного производства поддерживает идеальную стабильность. Стратегическое планирование мощности станков, закупки материалов и протоколов контроля качества делает процесс надежным и экономически эффективным для крупносерийного производства коллекторов жидкостного охлаждения.

Понимание этого принципа помогает оптимизировать пути потока для лучшей производительности охлаждения и эффективности системы. ↩
Понимание этого явления помогает предотвратить повреждение насоса и обеспечивает долгосрочную надежность системы. ↩
Изучите, как эта метрика напрямую влияет на управление тепловым режимом и предотвращает троттлинг графического процессора в высокопроизводительных вычислительных средах. ↩
Понимание этого электрохимического процесса является ключом к предотвращению преждевременного отказа системы в контурах охлаждения из разнородных металлов. ↩
Узнайте, как этот принцип объясняет взаимосвязь между скоростью жидкости и давлением при проектировании коллекторов. ↩
Узнайте, как эта техника сверления предотвращает поломку инструмента и обеспечивает чистые каналы при глубоком сверлении. ↩
Узнайте, как геометрия конической резьбы создает уплотнение металл-по-металлу и ее значение для систем высокого давления. ↩
Понимание этой области помогает диагностировать отказы уплотнений, выходящие за рамки только материала или сжатия уплотнительного кольца. ↩
Этот принцип помогает предсказывать изменения давления, что крайне важно для проектирования эффективных коллекторов жидкостного охлаждения. ↩
Узнайте, как этот японский принцип защиты от ошибок из производства применяется для повышения безопасности и надежности систем центров обработки данных. ↩
Изучите этот принцип, чтобы понять распределение давления жидкости в замкнутых системах. ↩
Понимание этой системы является ключом к передаче точного проектного замысла для производства и обеспечению совместимости деталей. ↩
Узнайте, как этот передовой метод обеспечивает высочайший уровень герметичности в критически важных жидкостных и вакуумных системах. ↩
Поймите, как этот метод обнаруживает конкретные элементы, что крайне важно для обнаружения микроутечек в производстве и научных исследованиях. ↩
Узнайте, как этот тип коррозии может вызвать незаметное разрушение материала и почему его крайне важно предотвратить. ↩
Посмотрите, как эта методология гарантирует соответствие каждой детали спецификации в крупномасштабном производстве. ↩





