

Czy Twoje szafy AI nadal napotykają wąskie gardła termiczne nawet po przejściu na chłodzenie cieczą? Problem może nie leżeć w płytach chłodzących ani CDU. Może to być kolektor, który po cichu tworzy gorące punkty, nierównowagę ciśnienia i obciążenie pompy w całym systemie.
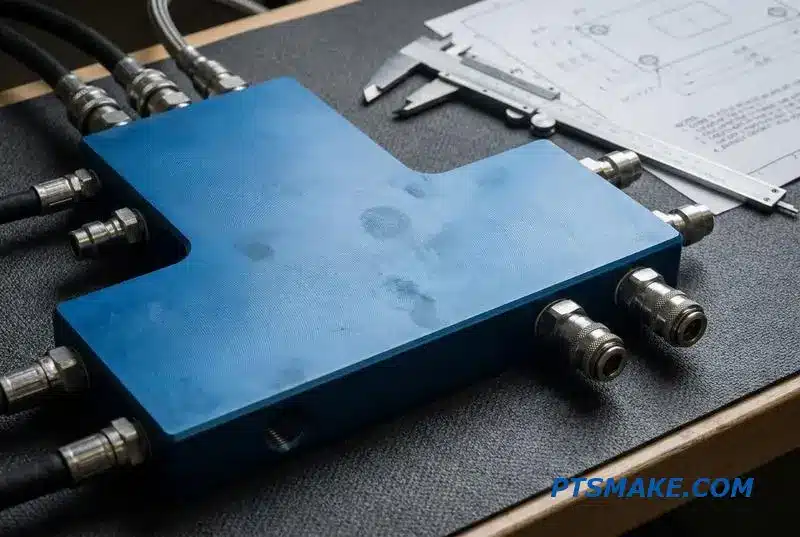
Niestandardowe kolektory obrabiane CNC zapewniają systemom chłodzenia cieczą w centrach danych zrównoważony przepływ, szczelne interfejsy portów i precyzyjne wymiary, których nie mogą zapewnić części dostępne od ręki. Są one centrum dystrybucji, które decyduje, czy każdy serwer w szafie o wysokiej gęstości otrzyma potrzebny płyn chłodzący.

Spędziłem lata, pomagając zespołom inżynierskim przejść od ogólnych kolektorów do niestandardowych rozwiązań CNC, a różnica w wydajności jest realna. W tym przewodniku przeprowadzę Cię przez szczegóły projektowe, materiałowe i obróbkowe, które odróżniają niezawodny kolektor od tego, który stwarza problemy w przyszłości.
Twój system chłodzenia cieczą jest tak silny, jak jego dystrybucja płynu
W chłodzeniu centrów danych, płyty chłodzące i jednostki dystrybucji chłodziwa (CDU) często przyciągają uwagę. Jednak prawdziwa wydajność systemu zależy od mniej docenianego komponentu: kolektora chłodzenia cieczą. To jest centralny węzeł, który zapewnia zrównoważony przepływ chłodziwa do każdego serwera.
Krytyczny węzeł dystrybucyjny
Pomyśl o kolektorze jako o sercu sieci płynów w Twojej szafie. Źle zaprojektowany tworzy nierównomierny przepływ, prowadząc do gorących punktów, nierównowagi ciśnienia i zmniejszonej wydajności pompy. Cała strategia chłodzenia może zakończyć się sukcesem lub porażką w zależności od zdolności tej pojedynczej części do równomiernego rozprowadzania płynu.
Konsekwencje złego projektu kolektora
Nawet najpotężniejsza jednostka CDU jest bezużyteczna, jeśli chłodziwo nie dociera skutecznie do celu. Poniższa tabela przedstawia ryzyka związane z niewystarczającą dystrybucją przepływu w kolektorach szafowych.
| Problem | Wpływ na system |
|---|---|
| Nierównowaga przepływu | Gorące punkty i dławienie serwerów |
| Wysoki spadek ciśnienia | Zwiększone zużycie energii przez pompę |
| Wycieki | Katastrofalna awaria sprzętu |

Skuteczne projektowanie kolektorów wykracza poza prostą hydraulikę. Wymaga głębokiego zrozumienia, jak wewnętrzna geometria wpływa na wydajność całego systemu. W PTSMAKE skupiamy się na precyzyjnej obróbce, aby tworzyć zoptymalizowane ścieżki przepływu, które minimalizują spadek ciśnienia i zapewniają równomierną dystrybucję.
Wybór materiału i wydajność
Wybór materiału na kolektory chłodzenia cieczą jest kluczowy. Wpływa nie tylko na przewodność cieplną i trwałość, ale także na złożoność produkcji i koszt. Aluminium jest powszechne ze względu na swoją równowagę, ale miedź lub nawet specjalistyczne polimery mogą być lepsze do konkretnych zastosowań.
| Materiał | Kluczowa zaleta | Wspólna aplikacja |
|---|---|---|
| Aluminium (6061) | Ekonomiczny, dobre właściwości termiczne | Ogólne centra danych |
| Miedź | Doskonała przewodność cieplna | Obliczenia o wysokiej gęstości |
| PPS/PEEK | Odporność na korozję, lekkość | Trudne warunki środowiskowe |
Rola precyzji w dynamice przepływu
Wewnętrzne kanały kolektora muszą być idealne. Wszelkie zadziory lub niedoskonałości powierzchni powstałe podczas obróbki mogą zakłócić przepływ. To tutaj zasady Dynamika płynów1 stają się kluczowe. Osiągnięcie przepływu laminarnego i unikanie turbulencji wymaga niezwykle wąskich tolerancji, co jest głównym celem naszego procesu produkcyjnego.
Dobrze zaprojektowany kolektor chłodzenia cieczą jest podstawą niezawodnego systemu DLC. Jego konstrukcja, materiał i precyzja wykonania nie są drobnymi szczegółami; są one fundamentalne dla osiągnięcia zrównoważonego przepływu, zapobiegania gorącym punktom i zapewnienia ogólnej wydajności operacyjnej dla całej szafy.
Kolektory w szafie vs. kolektory rzędowe — Która architektura pasuje do Twojego wdrożenia
Wybór odpowiedniej architektury kolektora chłodzenia cieczą to kluczowa decyzja. Dwie główne konfiguracje, wewnątrz-szafowa i rzędowa, służą różnym potrzebom. Twój wybór wpływa na wydajność, skalowalność i konserwację przez cały cykl życia systemu. Przyjrzyjmy się podstawom każdego podejścia.
Systemy kolektorów wewnątrz-szafowych
Kolektory wewnątrz-szafowe są montowane bezpośrednio wewnątrz lub na szafie serwerowej, pionowo lub poziomo. Ta konstrukcja zapewnia ukierunkowane chłodzenie cieczą dla komponentów o wysokiej gęstości w pojedynczej obudowie. Jest to idealne rozwiązanie dla wdrożeń, gdzie konkretne szafy mają ekstremalne obciążenia cieplne.
Systemy kolektorów rzędowych
Systemy rzędowe obsługują wiele szaf z centralnego punktu dystrybucji. Zespoły te biegną albo nad, albo pod podłogą, tworząc bardziej zorganizowaną infrastrukturę dla dużych centrów danych. Architektura ta jest zbudowana z myślą o jednolitości i skalowalności w całych rzędach.
| Typ kolektora | Najlepszy przypadek użycia |
|---|---|
| W szafie | Indywidualne szafy o wysokiej gęstości |
| Rzędowe | Wdrożenia na dużą skalę, jednolite |

Kiedy wykraczamy poza podstawowe definicje, praktyczne kompromisy stają się jasne. Decyzja między kolektorem w szafie a kolektorem rzędowym dla Twojego centrum danych wiąże się z równoważeniem dostępności, przestrzeni i przyszłego wzrostu.
Konserwacja i dostępność
Chłodzenie cieczą z kolektorem w szafie jest proste w serwisowaniu na zasadzie pojedynczej szafy. Technicy mogą izolować jedną szafę bez zakłócania pracy innych. Jednak w dużym wdrożeniu zarządzanie setkami indywidualnych kolektorów może stać się złożone i czasochłonne.
Systemy rzędowe centralizują główne połączenia, co może uprościć konserwację i monitorowanie na dużą skalę. Wyzwaniem jest to, że wszelkie prace przy głównym kolektorze mogą wpłynąć na cały rząd szaf, wymagając bardziej skoordynowanego przestoju.
Skalowalność i wykorzystanie przestrzeni
Debata na temat pionowego kolektora vs poziomego kolektora DLC często koncentruje się na przestrzeni w szafie. Obie konfiguracje zużywają cenną przestrzeń U w szafie. Chociaż są skuteczne, może to być ograniczeniem. Systemy rzędowe, w przeciwieństwie do nich, zachowują tę przestrzeń, wykorzystując ścieżki nad głową lub pod podłogą.
Z tego powodu architektura rzędowa jest z natury bardziej skalowalna dla wdrożeń hiperskalowych. Umożliwia przewidywalną, modułową ekspansję. W PTSMAKE stwierdzamy, że większość kolektorów chłodzenia cieczą jest konfigurowana na zamówienie, ponieważ gotowe rozwiązania rzadko pasują idealnie. Precyzyjna obróbka CNC pozwala nam tworzyć kolektory, które spełniają dokładne wymagania dotyczące przepływu, ciśnienia i portów, unikając problemów takich jak Kawitacja2.
| Cecha | Kolektor w szafie | Kolektor rzędowy |
|---|---|---|
| Wykorzystanie przestrzeni | Zużywa cenną przestrzeń U w szafie | Wykorzystuje przestrzeń nad głową lub pod podłogą |
| Skalowalność | Rozbudowa na poziomie szafy, granularna | Wysoka, dla całych rzędów lub podów |
| Konserwacja | Izolowane, prostsze dla pojedynczej szafy | Scentralizowane, może wpływać na cały rząd |
Ostatecznie, wybór zależy od skali i gęstości Twojej instalacji. Rozdzielacze w szafie oferują precyzyjne, zlokalizowane chłodzenie dla szaf o wysokiej wydajności, podczas gdy systemy rzędowe zapewniają skalowalną, zorganizowaną strukturę dla dużych centrów danych. Oba wymagają starannego planowania, aby zapewnić optymalną wydajność.
Dlaczego kolektory dostępne od ręki nie sprawdzają się w szafach AI o wysokiej gęstości
Standardowe rozdzielacze chłodzenia cieczą po prostu nie są zbudowane pod kątem wymagań nowoczesnej infrastruktury AI. Systemy takie jak NVIDIA NVL72 generują ogromne ilości ciepła, wymagając rozwiązań chłodzących, które są dalekie od standardowych. Gotowe części tworzą wąskie gardła wydajności i ryzyko niezawodności.
Luka w dostosowaniu
Gotowe komponenty stosują podejście „jeden rozmiar dla wszystkich”. Jednak szafy AI o wysokiej gęstości wymagają precyzyjnych specyfikacji dla optymalnej wydajności. Jakiekolwiek odchylenie może zagrozić całej pętli chłodzenia.
Standardowe vs. Niestandardowe Rozdzielacze
| Cecha | Gotowy Rozdzielacz | Niestandardowy Rozdzielacz CNC |
|---|---|---|
| Rozstaw Portów | Stały, ogólny układ | Dopasowany do konkretnych modułów serwerowych |
| Przepływ | Standardowy, często niewystarczający | Zoptymalizowany dla wysokowydajnych procesorów graficznych |
| Materiał | Ogólnego przeznaczenia aluminium/plastik | Wybrany pod kątem kompatybilności z płynem chłodzącym |
| Współczynnik kształtu | Pasuje do standardowych głębokości szaf rackowych | Zaprojektowany dla dowolnego niestandardowego rozmiaru szafy rackowej |
Ta luka podkreśla, dlaczego niestandardowe podejście jest niezbędne dla krytycznego sprzętu AI.

Ograniczenia gotowych kolektorów stają się jasne podczas integracji. Widziałem projekty opóźnione, ponieważ standardowa część miała niewłaściwy typ gwintu portu, co powodowało wycieki pod ciśnieniem. Inne zawiodły, ponieważ liczba portów była niewystarczająca dla liczby procesorów graficznych w jednej obudowie.
Spełnianie wymagań szaf rackowych o wysokiej gęstości
Centra danych AI często używają niestandardowych głębokości szaf rackowych, aby pomieścić złożone okablowanie i sprzęt. Gotowy kolektor o niewłaściwym współczynniku kształtu może utrudniać przepływ powietrza lub uniemożliwiać zamknięcie drzwi szafy. Jest to powszechny, ale łatwy do uniknięcia problem problem dzięki niestandardowemu projektowi.
Krytyczne niezgodności i rozwiązania
Jednostki dystrybucji płynu chłodzącego o wysokim przepływie (CDU) działają pod ciśnieniami, których standardowe kolektory nie są w stanie wytrzymać. Ta niezgodność prowadzi do katastrofalnych awarii. Wymagana Objętościowe natężenie przepływu3 dla klastra o mocy 140kW+ to coś, czego standardowe części nie są testowane. Obróbka CNC rozwiązuje te problemy, umożliwiając pełną kontrolę nad projektem.
| Problem niezgodności | Konsekwencje | Rozwiązanie do obróbki CNC |
|---|---|---|
| Nieprawidłowe gwinty portów | Wycieki, przestoje systemu | Precyzyjne frezowanie gwintów (NPT, BSPP itp.) |
| Niska klasa ciśnienia | Awaria kolektora, wycieki płynu chłodzącego | Grubsze ścianki, wzmocnienie materiału |
| Niewłaściwy współczynnik kształtu | Instalacja niemożliwa | Niestandardowe wymiary pasujące do każdej przestrzeni |
W PTSMAKE obrabiamy kolektory chłodzenia cieczą zgodnie z dokładnymi specyfikacjami, zapewniając, że każdy parametr spełnia wymagania zastosowania.
Gotowe kolektory stanowią obciążenie w systemach AI o wysokiej gęstości. Ich ogólna konstrukcja nie spełnia specyficznych wymagań dotyczących przepływu, ciśnienia i wymiarów. Niestandardowe, obrabiane CNC kolektory chłodzenia cieczą stanowią jedyne niezawodne rozwiązanie, zapewniając wydajność i zapobiegając kosztownym awariom.
Stal nierdzewna, aluminium czy miedź — Wybór materiału kolektora w zależności od płynu chłodzącego i środowiska
Wybór odpowiedniego materiału na kolektory chłodzenia cieczą to kluczowa decyzja, która bezpośrednio wpływa na niezawodność systemu. Wybór wykracza poza wydajność cieplną, obejmując również kompatybilność chemiczną z płynami chłodzącymi i środowiskiem pracy. Każdy materiał oferuje unikalną równowagę kosztów, wagi i trwałości.
Opcje materiałów podstawowych
Stal nierdzewna, aluminium i miedź to najczęstsze wybory. Chociaż miedź oferuje doskonałą przewodność cieplną, cecha ta często nie jest głównym wymogiem dla kolektora, który służy głównie jako centrum dystrybucji płynu chłodzącego.
Porównanie na wysokim poziomie
Najlepszy wybór zależy od specyficznych wymagań systemu, w tym od rodzaju użytego płynu chłodzącego i innych metali obecnych w obiegu chłodzenia.
| Materiał | Kluczowa zaleta | Główne rozważania |
|---|---|---|
| Stal nierdzewna | Odporność na korozję | Wyższy koszt/waga |
| Aluminium | Lekkość i niższy koszt | Podatność na korozję |
| Miedź | Przewodność cieplna | Wysoki koszt i waga |

Dogłębna analiza materiałów
W PTSMAKE często pomagamy klientom w podjęciu tej decyzji w przypadku zastosowań od centrów danych po maszyny przemysłowe. Optymalny wybór rzadko opiera się na jednej właściwości, lecz na holistycznym spojrzeniu na projekt systemu i długoterminowe cele.
Stal nierdzewna (304/316)
W przypadku większości systemów o wysokiej niezawodności, stal nierdzewna 304 lub 316 jest standardem branżowym. Jest wysoce odporna na korozję i kompatybilna z niemal wszystkimi popularnymi płynami chłodzącymi, w tym wodą dejonizowaną i mieszaninami glikolu. To sprawia, że kolektor chłodzenia cieczą ze stali nierdzewnej jest bezpiecznym, trwałym wyborem do zastosowań krytycznych.
Aluminium
Aluminium jest doskonałą opcją, gdy waga i koszt są głównymi czynnikami. Jednak jego użycie wymaga starannego projektowania systemu ze względu na jego podatność na korozja galwaniczna4, zwłaszcza w połączeniu z elementami miedzianymi, takimi jak płyty chłodzące. Aby zapewnić właściwą kompatybilność płynu chłodzącego z kolektorem aluminiowym, mieszaniny glikolowo-wodne muszą zawierać specyficzne inhibitory korozji.
Miedź
Chociaż miedź jest najlepszym przewodnikiem ciepła, rzadko jest najlepszym wyborem na kolektor. Jej główną funkcją jest dystrybucja płynu, a nie rozpraszanie ciepła. Wysoki koszt i waga miedzi często sprawiają, że jest to niepotrzebny wydatek dla tego elementu pętli chłodzącej.
Interakcje płynu chłodzącego i uszczelnień
Wybór płynu chłodzącego dyktuje materiał uszczelnienia. Standardowe płyny chłodzące dobrze współpracują z kolektorem z uszczelką EPDM, ale agresywne płyny dielektryczne wymagają bardziej wytrzymałego materiału, takiego jak FKM (Viton), aby zapobiec wyciekom i degradacji w czasie.
| Typ chłodziwa | Zalecane uszczelnienie | Kluczowe aspekty |
|---|---|---|
| Woda/Glikol | EPDM | Upewnij się, że z aluminium stosowane są inhibitory. |
| Płyn dielektryczny | FKM (Viton) | Sprawdź kompatybilność płynu z konkretnym gatunkiem FKM. |
Wybór materiału na kolektory chłodzenia cieczą musi równoważyć koszt, wydajność i kompatybilność chemiczną. Stal nierdzewna oferuje najwyższą niezawodność, podczas gdy aluminium jest lżejszą, ekonomiczną opcją, która wymaga starannego zarządzania płynem chłodzącym, aby zapobiec korozji i zapewnić długowieczność systemu.
Jak obróbka CNC umożliwia projekty kolektorów, których nie mogą dorównać zespoły spawane
Przy projektowaniu systemów płynowych, zwłaszcza do zastosowań takich jak kolektory chłodzenia cieczą, kluczowy jest wybór między zespołem spawanym a blokiem obrabianym CNC. Kolektory spawane mogą wydawać się proste, ale wprowadzają znaczne ryzyko dla wydajności. Wewnętrzna spoina zakłóca przepływ i tworzy obszary, w których mogą gromadzić się zanieczyszczenia.
Ukryte wady kolektorów spawanych
Spawane kolektory rurowe cierpią na wady wrodzone, które mogą zagrozić integralności systemu. Wewnętrzna spoina jest głównym problemem, tworząc turbulencje i potencjalne spadki ciśnienia. Ta nieregularność utrudnia również całkowite płukanie systemu, zatrzymując cząsteczki, które z czasem mogą uszkodzić wrażliwe komponenty znajdujące się dalej w systemie.
Dlaczego obróbka CNC jest lepsza
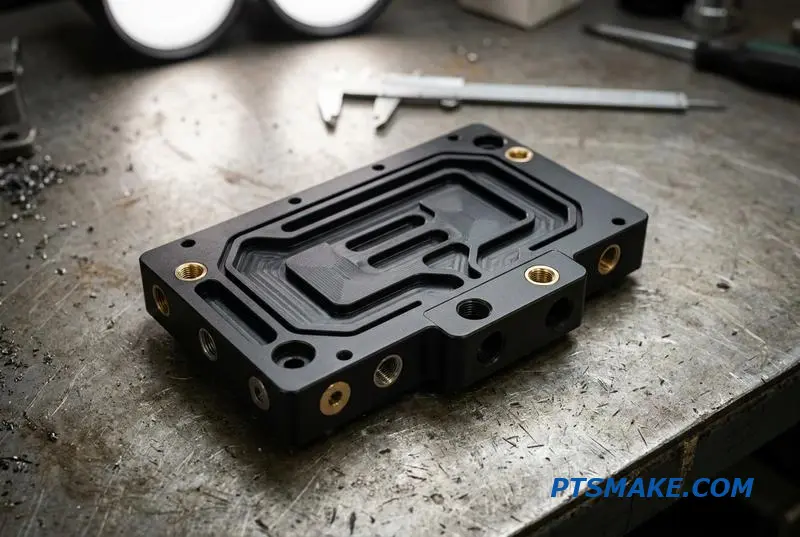
W przeciwieństwie do tego, kolektory blokowe obrabiane CNC oferują lepszą alternatywę. Wycinając kanały płynów z litego bloku materiału, uzyskujemy idealnie gładkie otwory wewnętrzne. Eliminuje to nieciągłości przepływu i ryzyko zanieczyszczenia, zapewniając optymalną wydajność i czystość systemu od samego początku.
Porównanie cech: CNC vs. Spawane
| Cecha | Kolektor obrabiany CNC | Spawany kolektor rurowy |
|---|---|---|
| Wykończenie wewnętrzne | Gładki, ciągły otwór | Chropowata wewnętrzna spoina |
| Ścieżka przepływu | Zoptymalizowany, laminarny przepływ | Turbulentny, zakłócony przepływ |
| Ryzyko zanieczyszczenia | Minimalny | Wysokie (pułapki na cząsteczki) |
| Punkty nieszczelności | Zminimalizowane (pojedynczy blok) | Wiele (przy każdym spawie) |
Jednoczęściowy kolektor CNC zapewnia niezrównaną swobodę projektowania. Możemy zintegrować złożone, wielokierunkowe kanały i liczne porty w jednym, kompaktowym bloku. Takie podejście drastycznie zmniejsza liczbę potencjalnych punktów wycieku w porównaniu do zespołu z wieloma spawanymi połączeniami, zwiększając ogólną niezawodność systemu.
Osiąganie niezrównanej precyzji
Precyzja obróbki CNC jest kluczową zaletą. W PTSMAKE konsekwentnie utrzymujemy odstępy między portami w granicach ±0,05 mm. Ten poziom dokładności jest prawie niemożliwy do osiągnięcia przy ręcznym spawaniu i montażu, co zapewnia idealne wyrównanie i stałą wydajność we wszystkich połączeniach w systemie.
Wpływ na dynamikę płynów
Gładkie, precyzyjnie obrobione kanały sprzyjają przewidywalnemu zachowaniu płynu. Zrozumienie Zasada Bernoulliego5 pomaga zilustrować, w jaki sposób niespójności wynikające ze spawania mogą powodować niepożądane wahania ciśnienia i prędkości. Kolektor obrabiany CNC zapewnia stabilny przepływ, co jest kluczowe dla efektywnej dystrybucji płynów w centrach danych i innych wrażliwych zastosowaniach.
Rozwiązanie hybrydowe
W przypadku niektórych projektów podejście hybrydowe oferuje praktyczny kompromis. Możemy obrobić CNC centralny blok portów, który mieści najbardziej krytyczne połączenia, a następnie przyspawać do niego przedłużenia rur. Łączy to precyzję obrobionego bloku z elastycznością spawanych rur dla prostszych sekcji.
Obróbka CNC zapewnia doskonałe projekty kolektorów poprzez tworzenie gładkich ścieżek wewnętrznych, umożliwiając złożone geometrie w jednym bloku i zapewniając wysoką precyzję. Ta metoda eliminuje zakłócenia przepływu, ryzyko zanieczyszczenia i niespójności nieodłącznie związane ze spawanymi zespołami, zwiększając wydajność i niezawodność systemu.
Porty wiercone krzyżowo i wewnętrzne ścieżki przepływu — Wyzwanie obróbkowe ukryte w każdym kolektorze
Wydajność kolektorów chłodzenia cieczą zależy od ich wewnętrznej geometrii. Porty wiercone poprzecznie i złożone ścieżki przepływu są niezbędne, ale wprowadzają znaczne wyzwania w obróbce. Te cechy są często ukryte, a jednak są kluczowe dla niezawodności i wydajności systemu.
Problem głębokich otworów
Wiercenie głębokiego otworu nie jest proste. Gdy stosunek długości do średnicy (L/D) przekracza 20:1, standardowe wiertła mają trudności. Odprowadzanie wiórów staje się poważnym problemem, prowadząc do pęknięcia narzędzia i słabej jakości powierzchni wewnątrz kolektora.
Przecinające się otwory i zadziory
Każde przecięcie między głównym otworem a portem wierconym poprzecznie tworzy zadzior. Jeśli nie zostaną usunięte, te drobne fragmenty metalu mogą się oderwać. Następnie zanieczyszczają obieg chłodziwa, ryzykując uszkodzenie wrażliwych komponentów w dalszej części systemu.

Osiągnięcie bezbłędnej wewnętrznej ścieżki w kolektorze wymaga specjalistycznych technik. Standardowe wiertła kręte są często niewystarczające do głębokich otworów. Musimy wybrać odpowiednie narzędzia i procesy, aby zapewnić precyzję i czystość wewnątrz każdego poprzecznie wierconego portu kolektora.
Wiercenie lufowe vs. Wiercenie kręte
Wiercenie lufowe jest preferowaną metodą do tworzenia głębokich, prostych otworów. W przeciwieństwie do standardowych wierteł, wykorzystuje wysokociśnieniowy płyn chłodzący doprowadzany przez wrzeciono do ciągłego wypłukiwania wiórów. Zapobiega to zatykaniu się wiórami i skutkuje doskonałym wykończeniem wewnętrznej powierzchni otworu. To wykończenie jest kluczowe, ponieważ szorstka powierzchnia zwiększa spadek ciśnienia.
| Cecha | Wiercenie pistoletem | Standardowe wiercenie kręte |
|---|---|---|
| Stosunek L/D | Przekracza 300:1 | Zazwyczaj < 10:1 |
| Doprowadzanie płynu chłodzącego | Przez narzędzie | Zewnętrzne zalewanie |
| Chip Evacuation | Doskonałe (wypłukiwane) | Słabe (wymaga wiercenia z wycofywaniem) |
| Prostoliniowość otworu | Wysoki | Umiarkowany |
| Wykończenie powierzchni | Superior | Standard |
Krytyczny etap gratowania
Po wierceniu, gratowanie wewnętrzne jest bezwzględnie konieczne. Jest to skrupulatny proces mający na celu stworzenie ścieżki chłodzenia wolnej od wiórów. Często stosujemy metody termiczne lub elektrochemiczne dla niedostępnych skrzyżowań. Dla każdej operacji wiercenia z wycofywaniem6 zarządzanie wiórami jest kluczem do zapobiegania wewnętrznym wadom, które mogłyby zagrozić całemu systemowi chłodzenia. Nowoczesne centra obróbcze CNC z doprowadzaniem płynu chłodzącego przez wrzeciono są idealne do tych zadań.
Wewnętrzna jakość kolektora jest równie ważna jak jego wygląd zewnętrzny. Zarządzanie wierceniem głębokich otworów, usuwaniem wiórów i gratowaniem jest niezbędne do tworzenia niezawodnych, wysokowydajnych kolektorów chłodzenia cieczą, które spełniają surowe wymagania operacyjne.
Rozstaw portów, typ gwintu i orientacja — Jak prawidłowo dopasować interfejs do każdego gniazda serwera
Prawidłowe dopasowanie interfejsu jest bezwzględnie konieczne. Sukces kolektora chłodzenia cieczą zależy wyłącznie od tego, jak dobrze jego porty pasują do gniazd serwera. Niewspółosiowość oznacza awarię połączenia, wycieki i kosztowne przestoje. Każdy szczegół ma znaczenie dla idealnego dopasowania.
Dopasowanie rozstawu jednostek rack
Pierwszym krokiem jest dopasowanie rozstawu portów kolektora do wysokości U szafy rack. Niezależnie od tego, czy jest to 1U, 2U czy 4U, lokalizacje portów muszą być dokładne. Wymaga to precyzyjnej produkcji, aby zapewnić idealne dopasowanie każdego punktu połączenia z wejściem i wyjściem serwera.
| Jednostka Rack | Standardowa Wysokość | Typowa Konfiguracja Portów |
|---|---|---|
| 1U | 1,75 cala | Pojedynczy rząd, kompaktowy rozstaw |
| 2U | 3,5 cala | Pojedynczy lub podwójny rząd |
| 4U | 7,0 cala | Wiele rzędów, wysoka gęstość |
Połączenie i Orientacja
Na koniec, rozważ orientację portów kolektora. Połączenia przednie lub tylne dyktują cały układ. W systemach z niewidocznym połączeniem, orientacje lewo- lub prawostronne są kluczowe dla szybkozłączek (QDs), aby mogły się połączyć bez wizualnego potwierdzenia. Połączenia ręczne pozwalają na większą elastyczność, ale nadal wymagają przemyślanego rozmieszczenia.

Typ gwintu to kolejna kluczowa decyzja, często podyktowana regionalnymi standardami lub specyficznymi potrzebami aplikacji. Wybór niewłaściwego gwarantuje wycieki. Jest to częsty punkt awarii, który widzę, gdy projekty nie są dokładnie przeglądane przed rozpoczęciem produkcji.
Typowe Typy Gwintów
NPT jest powszechny w USA, wykorzystując stożkową konstrukcję do stworzenia uszczelnienia. BSPP (lub gwint G) jest standardem w Europie, wymagającym uszczelki. Gwinty SAE O-ring boss są doskonałe do środowisk o wysokich wibracjach, ponieważ O-ring zapewnia doskonałe uszczelnienie.
| Typ wątku | Metoda uszczelniania | Wspólny region | Kluczowa zaleta |
|---|---|---|---|
| NPT | Stożek Gwintu | Ameryka Północna | Szeroko dostępny |
| BSPP (G) | Uszczelka/Podkładka | Europa/Azja | Wielokrotnego użytku, nie wymaga uszczelniacza |
| SAE ORB | O-ring | Globalny | Doskonała odporność na wibracje |
Przewaga obróbki CNC
To właśnie tutaj precyzyjna obróbka CNC staje się niezbędna dla kolektorów chłodzenia cieczą. Możemy dokładnie umieścić porty, aby pasowały do dowolnej konfiguracji rozstawu portów kolektora. Nasze maszyny mogą wycinać wiele typów gwintów, takich jak NPT i BSPP, na tym samym kolektorze, aby współpracować z różnorodnym sprzętem.
Ponadto, CNC pozwala na niestandardową orientację portów kolektora. Możemy obrabiać wyloty pod kątem 45 lub 90 stopni, aby poruszać się w ciasnych przestrzeniach. Ta elastyczność jest niemożliwa w przypadku gotowych komponentów. Niezawodność kolektora z gwintowanymi portami w centrum danych opiera się na tej precyzji, zwłaszcza w przypadku gwintów stożkowych7, które wymagają dokładnej geometrii.
Doskonała integracja kolektorów chłodzenia cieczą wymaga precyzyjnej kontroli rozstawu portów, typu gwintu i orientacji. Obróbka CNC zapewnia niezbędną dokładność i elastyczność, aby sprostać każdej specyfikacji szafy serwerowej, zapewniając niezawodne, szczelne połączenie dla każdego pojedynczego gniazda serwera.
Projekt rowka na oring do połączeń kolektor-QD — Dlaczego naprawa wycieków zaczyna się tutaj
Połączenie między kolektorem a szybkozłączką (QD) jest częstym źródłem wycieków w systemach płynowych. Problem prawie zawsze sprowadza się do konstrukcji rowka uszczelniającego O-ring. Właściwe uszczelnienie to gra precyzji, a nie tylko wyboru materiału.
Kluczowe elementy projektu
Skuteczne uszczelnienie zależy od trzech kluczowych czynników: kształtu rowka, kompresji O-ringu i wykończenia powierzchni. Błąd w którymkolwiek z tych elementów wprowadza potencjalny punkt awarii, zwłaszcza w kolektorach chłodzenia cieczą, gdzie zmiany temperatury powodują rozszerzanie się i kurczenie materiałów.
Wybór typu rowka
Wybór między standardowym rowkiem prostokątnym a rowkiem jaskółczego ogona wpływa na utrzymanie O-ringu podczas montażu i konserwacji. Chociaż rowki jaskółczego ogona utrzymują O-ring w miejscu, są one bardziej skomplikowane w obróbce.
| Typ rowka | Główny przypadek użycia | Kluczowa zaleta |
|---|---|---|
| Prostokątny | Standardowe statyczne uszczelnienia czołowe | Prosty w obróbce |
| Jaskółczy ogon | Zastosowania z uwięzionym O-ringiem | Zapobiega wypadaniu O-ringu |

Osiągnięcie idealnego współczynnika kompresji
Dla większości standardowych O-ringów w zastosowaniach statycznych idealny jest współczynnik kompresji 15-25%. Zbyt mała kompresja sprawi, że uszczelnienie nie będzie prawidłowo działać pod niskim ciśnieniem. Zbyt duża grozi uszkodzeniem O-ringu lub wytworzeniem nadmiernej siły montażowej, co prowadzi do przedwczesnej awarii.
Krytyczna Rola Wykończenia Powierzchni
Gładka powierzchnia jest niezbędna dla niezawodnego uszczelnienia. Określamy wykończenie powierzchni na Ra 0.8μm lub lepsze zarówno na dnie rowka, jak i na ściankach bocznych. Bardziej chropowata powierzchnia może tworzyć mikroskopijne ścieżki przecieku na powierzchni uszczelniającej. Nauka o pomiarze tekstury powierzchni, znana jako Metrologia powierzchni8, jest fundamentalna dla diagnozowania i zapobiegania tym awariom.
Dlaczego Obróbka CNC jest Rozwiązaniem
To tutaj metody produkcji robią znaczącą różnicę. Części formowane często mają niespójności wynikające ze skurczu i kątów pochylenia, co utrudnia utrzymanie ścisłych tolerancji. To wyjaśnia, dlaczego jeden kolektor może uszczelniać idealnie, podczas gdy inny identyczny przecieka. Obróbka CNC za każdym razem zapewnia idealnie spójne wymiary rowków.
| Cecha | Obróbka CNC | Formowanie wtryskowe |
|---|---|---|
| Tolerancja Rowka | Wysoka (np. ±0.05mm) | Niższa (np. ±0.15mm+) |
| Wykończenie powierzchni | Doskonała (Ra < 0.8μm) | Zmienna, często wymaga obróbki końcowej |
| Spójność części | Praktycznie identyczne | Podatne na wahania procesu |
W PTSMAKE obrabiamy te elementy zgodnie z precyzyjnymi specyfikacjami, zapewniając niezawodne działanie każdego interfejsu uszczelniającego szybkozłączki. Eliminuje to zgadywanie i zapobiega kosztownym wyciekom w kolektorach chłodzenia cieczą i innych krytycznych systemach.
Właściwy projekt rowka O-ringu — uwzględniający typ, kompresję i wykończenie powierzchni — jest niezbędny dla niezawodnych połączeń. Precyzyjna obróbka CNC zapewnia spójność, której nie mogą zapewnić części formowane, bezpośrednio zapobiegając wyciekom na interfejsie uszczelniającym szybkozłączki i zapewniając długoterminową integralność systemu oraz zapobiegając problemom z wyciekami z kolektora.
Spadek ciśnienia w kolektorze — Jak konstrukcja portu i średnica wewnętrznego otworu wpływają na wydajność systemu
Zrozumienie wydajności hydraulicznej jest kluczem do efektywności systemu. Wewnętrzna średnica otworu kolektora i rozmiar portów to nie tylko szczegóły konstrukcyjne; bezpośrednio wpływają one na spadek ciśnienia (ΔP). Restrykcyjna konstrukcja zmusza pompę jednostki dystrybucji chłodziwa (CDU) do cięższej pracy, co z czasem zwiększa koszty operacyjne.
Średnica Otworu i Spadek Ciśnienia
Większa średnica wewnętrzna zazwyczaj skutkuje niższą prędkością płynu, a co za tym idzie, mniejszym spadkiem ciśnienia. Jednakże, zbyt duża średnica może zwiększyć koszt materiału i rozmiar kolektora. Znalezienie właściwej równowagi jest kluczowe dla optymalnej wydajności.
Wielkość portów ma znaczenie
Wielkość portów powinna być zgodna ze złączkami szybkozłącznymi (QD), aby zapobiec niepotrzebnym ograniczeniom. Wiele równoległych portów to skuteczna strategia zmniejszania ogólnego spadku ciśnienia w systemie.
| Średnica otworu (mm) | Typowe natężenie przepływu (L/min) | Szacowany spadek ciśnienia (kPa/m) |
|---|---|---|
| 12.7 (1/2") | 10 – 20 | 15 – 50 |
| 19.0 (3/4") | 20 – 40 | 5 - 20 |
| 25.4 (1") | 40 – 80 | 2 – 8 |
Dobrze zaprojektowany kolektor chłodzenia cieczą utrzymuje optymalną prędkość przepływu, zazwyczaj między 2-4 m/s. Przekroczenie tego zakresu znacznie zwiększa spadek ciśnienia i wymagania dotyczące mocy pompowania. Bezpośrednio wpływa to na dobór pompy CDU i ogólny opór kolektora, co sprawia, że dokładne obliczenie spadku ciśnienia w kolektorze jest kluczowe.
Przepływ równoległy i jego wyzwania
Użycie wielu równoległych ścieżek przepływu jest powszechną metodą zwiększania wydajności kolektora równoległego. Skutecznie obniża to ogólny opór. Jednakże, ten projekt nie jest pozbawiony ryzyka. W przypadku dłuższych kolektorów, zapewnienie zrównoważonego przepływu przez wszystkie porty może być trudne.
Ryzyko niezrównoważonego przepływu
Niezrównoważony przepływ może prowadzić do niewystarczającego chłodzenia niektórych komponentów. Jest to często spowodowane przez efekt Venturiego9 gdzie płyn przyspiesza przez zwężone obszary, powodując lokalne spadki ciśnienia. Właściwa geometria wewnętrzna i rozmieszczenie portów, na czym skupiamy się w PTSMAKE, są kluczowe dla zmniejszenia tego ryzyka.
Właściwy projekt kolektora, skupiający się na średnicy otworu i rozmiarze portów, jest kluczowy dla zarządzania spadkiem ciśnienia. Ta optymalizacja bezpośrednio zmniejsza obciążenie pompy CDU i długoterminowe koszty operacyjne, zapewniając wydajną i niezawodną pracę systemu.
Możliwość wymiany podczas pracy (Hot-Swap) — Jak zintegrowane z kolektorem szybkozłączki umożliwiają konserwację serwera na żywo
W centrach danych, przestoje nie wchodzą w grę. Operatorzy muszą wymieniać lub serwisować serwery bez wyłączania całego systemu. Właśnie tutaj kolektor z funkcją hot-swap dla centrum danych staje się niezbędny. Umożliwia on konserwację na żywo, co jest kluczową cechą nowoczesnej infrastruktury.
Kluczowy element umożliwiający: Zintegrowane złącza
Rozwiązaniem są kolektory ze zintegrowanymi szybkozłączkami (QD). Pozwalają one technikom natychmiast odłączać i ponownie podłączać serwery do obiegu chłodzenia cieczą. Ten projekt jest fundamentalny dla utrzymania ciągłej pracy i maksymalizacji czasu działania, co jest głównym celem każdego menedżera centrum danych.
| Cecha | Wpływ na konserwację |
|---|---|
| Zintegrowane szybkozłączki (QD) | Umożliwia natychmiastową wymianę serwerów na żywo |
| Zawory suchoodcinające | Zapobiega wyciekom płynu chłodzącego i przedostawaniu się powietrza |
| Konstrukcja beznarzędziowa | Przyspiesza proces konserwacji |
Eliminowanie błędów połączeń
Ponadto, systemy te zapobiegają błędom połączeń. Niewłaściwe dopasowanie linii zasilającej i powrotnej może mieć katastrofalne konsekwencje. Kodowanie kolorami i fizyczne kluczowanie na portach rozdzielacza sprawiają, że takie pomyłki są praktycznie niemożliwe. Upraszcza to złożone zadanie wykonywane pod presją.

W PTSMAKE skupiamy się na praktycznych szczegółach, które sprawiają, że te systemy są niezawodne. Kluczową cechą naszych rozdzielaczy chłodzenia cieczą jest konstrukcja rozdzielacza z szybkozłączkami bez użycia narzędzi. Technicy mogą nawiązywać połączenia prostym naciśnięciem, otrzymując dotykową informację zwrotną potwierdzającą bezpieczne zablokowanie. Eliminuje to zgadywanie.
Znaczenie połączeń odpornych na wycieki
Zintegrowane zawory suchoodcinające są kluczowe dla bezwyciekowego połączenia rozdzielacza. Po rozłączeniu, zarówno strona serwera, jak i strona rozdzielacza natychmiast się uszczelniają. Zapobiega to wyciekowi płynu chłodzącego na wrażliwą elektronikę i zatrzymuje dostawanie się powietrza do obiegu chłodzenia, co mogłoby obniżyć wydajność.
Dostosowanie w celu zapobiegania błędom
Aby zapewnić niezawodne połączenia, wdrażamy kilka funkcji. Porty rozdzielacza kodowane kolorami dla centrów danych to prosta wizualna wskazówka. Co ważniejsze, używamy obróbki CNC do tworzenia niestandardowych mechanicznych funkcji kluczowania. Jest to rzeczywiste zastosowanie Poka-yoke10 zasad, co fizycznie uniemożliwia podłączenie węża do niewłaściwego portu.
Możemy również obrabiać niestandardowe wsporniki montażowe i grawerować etykiety bezpośrednio na korpusie rozdzielacza. Ten poziom integracji, osiągnięty dzięki precyzyjnej produkcji, usprawnia instalację i konserwację, znacznie zmniejszając ryzyko błędu ludzkiego w sytuacjach wysokiego ciśnienia.
Zintegrowane z rozdzielaczem szybkozłączki są kluczowe dla czasu pracy centrum danych. Umożliwiają bezpieczną wymianę serwerów na gorąco dzięki bez narzędziowym, szczelnym połączeniom. Niestandardowe funkcje, takie jak kodowanie kolorami i mechaniczne kluczowanie, możliwe dzięki obróbce CNC, zapobiegają kosztownym błędom połączeń i zwiększają niezawodność systemu.
Zawory bezpieczeństwa i odpowietrzające — Wbudowane funkcje bezpieczeństwa, które powinien posiadać Twój kolektor
Podczas projektowania rozdzielaczy chłodzenia cieczą, funkcje bezpieczeństwa, takie jak zawory nadciśnieniowe i odpowietrzające, są często traktowane jako dodatek. Jednak ich bezpośrednia integracja z projektem rozdzielacza jest kluczowa dla długowieczności i wydajności systemu. Te komponenty nie są opcjonalnymi dodatkami; są fundamentalne dla niezawodnego systemu.
Rola zaworów nadciśnieniowych (PRV)
Zawór nadciśnieniowy rozdzielacza działa jako kluczowe zabezpieczenie. Chroni cały obieg chłodzenia przed zdarzeniami nadciśnienia, które mogą być spowodowane rozszerzalnością cieplną płynu lub nagłymi skokami ciśnienia pompy. Bez niego ryzykujesz katastrofalną awarię rur, złączek lub chłodzonych komponentów.
Dlaczego zawory odpowietrzające są niezbędne
Zawory odpowietrzające służą innemu, ale równie ważnemu celowi. Pozwalają na usunięcie uwięzionego powietrza z systemu, zwłaszcza podczas początkowego napełniania. Usunięcie pęcherzyków powietrza jest niezbędne, aby zapobiec problemom z przepływem i chronić pompę przed uszkodzeniem. Jest to powszechny wymóg dla systemów takich jak rozdzielacz odpowietrzający w centrum danych.
| Typ zaworu | Podstawowa funkcja | Chroni przed |
|---|---|---|
| Zawór bezpieczeństwa (PRV) | Odpowietrza nadciśnienie | Nadmierne ciśnienie, uszkodzenie komponentów |
| Zawór odpowietrzający | Usuwa uwięzione powietrze | Kawitacja pompy, niedobór przepływu |

Tradycyjna metoda dodawania tych zaworów wymaga dodatkowych trójników i rurociągów. Takie podejście wprowadza wiele potencjalnych punktów awarii. Każde dodatkowe połączenie to nowa okazja do powstania wycieku z czasem z powodu wibracji, cykli termicznych lub niewłaściwej instalacji. To komplikuje proces montażu i konserwacji.
Przewaga zintegrowanej konstrukcji
Nowoczesna obróbka CNC pozwala nam zintegrować porty dla tych zaworów bezpośrednio w bloku kolektora. Eliminuje to potrzebę stosowania zewnętrznych złączek, tworząc bardziej kompaktowy, wytrzymały i odporny na wycieki system. W PTSMAKE obrabiamy te elementy z wysoką precyzją, zapewniając idealne uszczelnienie i optymalną wydajność dla każdego zaworu bezpieczeństwa w obiegu chłodzenia.
Jak integracja zwiększa niezawodność
Zintegrowana konstrukcja opiera się na zasadzie Prawo Pascala11, gdzie ciśnienie wywierane na płyn jest przenoszone równomiernie w całym układzie. Pojedynczy, dobrze umieszczony PRV może chronić cały system. To usprawnione podejście nie tylko zwiększa bezpieczeństwo, ale także upraszcza ogólną architekturę kolektorów chłodzenia cieczą, skracając zarówno czas montażu, jak i długoterminowe ryzyko.
| Cecha | Tradycyjny montaż | Zintegrowany kolektor |
|---|---|---|
| Punkty nieszczelności | Wielokrotność | Minimalny |
| Czas montażu | Wysoki | Niski |
| Rozmiar systemu | Większa powierzchnia zajmowana | Kompaktowy |
| Niezawodność | Niższy | Wyższy |
Zintegrowane zawory bezpieczeństwa i odpowietrzające są kluczowymi, zintegrowanymi z kolektorem elementami bezpieczeństwa. Precyzyjna obróbka CNC sprawia, że ta integracja jest płynna, zwiększając niezawodność systemu, redukując potencjalne punkty wycieku i upraszczając ogólną konstrukcję kolektorów chłodzenia cieczą dla zapewnienia najwyższej wydajności i bezpieczeństwa.
Montaż i wyrównanie — Dlaczego kolektor, który nie pasuje prawidłowo, tworzy efekt domina
Niewspółosiowy kolektor chłodzenia cieczą to więcej niż niedogodność; to początek efektu domina. Nawet milimetr odchylenia może spowodować poważne problemy na poziomie systemu w przyszłości. Ten początkowy błąd prowadzi do naprężonych połączeń i przedwczesnego zużycia krytycznych komponentów.
Efekty Falowe Niewspółosiowości
Słabe wyrównanie kolektora w szafie rackowej wprowadza natychmiastowe naprężenia mechaniczne. Szybkozłączki (QD) łączą się pod kątem, co prowadzi do przyspieszonej degradacji uszczelnień i potencjalnych wycieków. Prowadzenie węży staje się problematyczne, tworząc zagięcia, które ograniczają przepływ i obciążają złączki, tworząc kolejny punkt awarii.
Problemy z Montażem i Konserwacją
Najbardziej bezpośredni wpływ dotyczy montażu i serwisu. Technicy mają trudności z wsuwaniem serwerów do szaf, co wydłuża czas instalacji i zwiększa ryzyko uszkodzenia wrażliwego sprzętu. To, co powinno być prostym zadaniem, staje się frustrującym wąskim gardłem.
| Przyczyna Niewspółosiowości | Bezpośrednia Konsekwencja | Długoterminowy Wpływ |
|---|---|---|
| Niedokładne Otwory Montażowe | Krzywe Połączenie QD | Przyspieszone Zużycie Uszczelnień, Wycieki |
| Słabe Tolerancje Wsporników | Zagięte Trasy Węży | Zmniejszony Przepływ, Obciążenie Złączek |
| Niezgodność Integracji z Szafą Rackową | Trudna instalacja serwera | Zwiększone koszty pracy, ryzyko uszkodzenia |

Badanie rozwiązań montażowych
Tradycyjnie kolektory są mocowane za pomocą oddzielnych wsporników lub szyn. Rozwiązanie montowane na wspornikach jest powszechne, ale dodaje problemy z kumulacją tolerancji. Konstrukcja montowana na szynach oferuje większe wsparcie, ale może być skomplikowana do zintegrowania w zatłoczonym środowisku szafy centrum danych.
Zaawansowana integracja z dokowaniem typu blind-mate
Bardziej zaawansowanym podejściem jest system dokowania kolektora typu blind mate. Pozwala to serwerom na automatyczne łączenie się z pętlą chłodzenia, gdy są wsuwane do szafy. Wymaga to jednak niezwykłej precyzji, ponieważ nawet najmniejsze niewspółosiowość uniemożliwi pomyślne połączenie.
Przewaga obróbki CNC
Właśnie tutaj precyzyjna obróbka staje się kluczowa. W PTSMAKE eliminujemy oddzielne wsporniki, integrując elementy montażowe bezpośrednio z korpusem kolektora. Wykonujemy precyzyjnie wiercone i gwintowane otwory, kołki centrujące i rowki klinowe bezpośrednio w części. Ta jednoczęściowa konstrukcja upraszcza montaż i poprawia niezawodność.
Ten poziom integracji jest możliwy tylko przy ścisłej kontroli nad Geometryczne wymiarowanie i tolerowanie (GD&T)12. Udana integracja CAD kolektora z projektem szafy jest kluczowa. Uważamy, że wczesna współpraca między projektantem kolektora a integratorem szafy jest najlepszym sposobem na zapobieganie problemom.
| Metoda montażu | Kluczowa zaleta | Podstawowe wyzwanie |
|---|---|---|
| Montowane na wspornikach | Prosta konstrukcja | Kumulacja tolerancji |
| Montowane na szynach | Wysoka stabilność | Przestrzeń i złożoność |
| Zintegrowane (CNC) | Najwyższa precyzja | Wymaga koordynacji CAD |
Prawidłowy montaż i wyrównanie kolektora są podstawą niezawodności całego systemu chłodzenia cieczą. Zintegrowanie elementów montażowych poprzez obróbkę CNC eliminuje zmienne, skraca czas montażu i zapobiega kaskadowym awariom wynikającym ze złego początkowego dopasowania.
Niestandardowy projekt kolektora od koncepcji do pierwszego artykułu — Harmonogram prototypowania CNC
Planując niestandardowy projekt kolektora, zwłaszcza do zastosowań krytycznych, takich jak systemy chłodzenia cieczą, kluczowe jest zrozumienie harmonogramu. Ustalenie realistycznych oczekiwań od początku zapobiega opóźnieniom. Dobrze zdefiniowany proces prototypowania CNC zapewnia płynne przejście od koncepcji do funkcjonalnego pierwszego egzemplarza.
Kluczowe etapy prototypowania
Droga od projektu do fizycznej części obejmuje kilka odrębnych etapów. Każdy etap ma swój własny harmonogram, który może się różnić w zależności od złożoności. Jasna komunikacja z partnerem produkcyjnym podczas tych faz jest kluczem do dotrzymania harmonogramu i osiągnięcia pożądanego rezultatu dla Twoich części.
Typowy podział harmonogramu
Oto ogólny harmonogram dla niestandardowego prototypu kolektora CNC. Zakłada się, że używany jest standardowy pręt aluminiowy lub ze stali nierdzewnej.
| Etap | Szacowany czas | Uwagi |
|---|---|---|
| Przegląd projektu | 1–2 dni | Informacje zwrotne DFM i ostateczne korekty |
| Programowanie CAM | 2–3 dni | Złożone części 5-osiowe trwają dłużej |
| Obróbka skrawaniem | 3–7 dni | Zależy od geometrii i cech |
| Przetwarzanie końcowe | 2–4 dni | Wykończenie, montaż i testowanie |
Ten proces zapewnia, że Twój niestandardowy kolektor jest gotowy do testowania w przewidywalnym czasie.

Zalety prototypowania CNC
Główną zaletą obróbki CNC dla prototypów jest szybkość. W przeciwieństwie do odlewania, które wymaga znacznych inwestycji w oprzyrządowanie i czasu, obróbka CNC działa bezpośrednio z pliku CAD. Eliminuje to długie czasy realizacji związane z tworzeniem form, oferując znacznie szybszą drogę do fizycznej części.
Porównanie harmonogramów: CNC vs. Odlewanie
Różnica w czasie realizacji jest znacząca. W przypadku niestandardowego projektu kolektora chłodzenia cieczą, prototyp odlewany może zająć miesiące, głównie ze względu na tworzenie formy. Prototyp CNC natomiast może zostać wyprodukowany w ciągu kilku tygodni, co pozwala na szybkie iteracje i testowanie.
| Metoda | Czas realizacji oprzyrządowania | Czas realizacji części | Całkowity szacowany czas |
|---|---|---|---|
| Obróbka CNC | Brak | 7–21 Dni | 1–3 Tygodnie |
| Casting | 8–12 Tygodni | 2–3 Tygodnie | 10–15 Tygodni |
Czynniki wpływające na harmonogram
Na ogólny harmonogram prototypowania wpływa kilka czynników. Złożoność geometryczna, dostępność materiałów i wymagane obróbki powierzchni odgrywają rolę. Podczas montażu, rygorystyczne testy szczelności przy użyciu metod takich jak Wykrywanie wycieków helem13 jest kluczowe dla walidacji wydajności, dodając dzień lub dwa do procesu, ale zapewniając niezawodność. W PTSMAKE zarządzamy tymi zmiennymi, aby zoptymalizować cykl od projektu kolektora do produkcji.
Niestandardowy prototyp kolektora CNC zazwyczaj zajmuje 7-21 dni, w zależności od złożoności. Ten zwinny proces pozwala uniknąć 8-12 tygodniowego czasu realizacji oprzyrządowania wymaganego do odlewania, umożliwiając szybszą walidację projektu i wcześniejsze wprowadzenie produktu na rynek.
Testowanie szczelności kolektorów szafowych — Dlaczego każdy port musi być weryfikowany indywidualnie
Rozdzielacz chłodzenia cieczą ma wiele portów, a traktowanie ich jako jednej jednostki podczas testowania jest krytycznym przeoczeniem. Wyciek w zaledwie jednym porcie narusza integralność całego systemu. Kompleksowa walidacja wymaga indywidualnego sprawdzenia każdej potencjalnej ścieżki wycieku.
Problem z testowaniem wsadowym
Testowanie rozdzielacza jako całości może maskować subtelne, indywidualne wycieki z portów. Mały wyciek w jednym porcie może zostać uśredniony w całej objętości, spadając poniżej progu wykrywalności testu. Tworzy to fałszywe poczucie bezpieczeństwa dla komponentu przeznaczonego do krytycznego środowiska.
Wymóg testowania port po porcie
Solidna procedura testowania szczelności rozdzielacza izoluje każdy punkt połączenia. Zapewnia to, że każde uszczelnienie, gwint i spaw spełniają wymagane specyfikacje niezależnie. To metodyczne podejście jest jedynym sposobem na zagwarantowanie niezawodności całego zespołu.
| Podejście do testowania | Izolacja wycieków | Dokładność | Niezawodność |
|---|---|---|---|
| Testowanie wsadowe | Słaby | Niski | Wątpliwa |
| Indywidualne testowanie portów | Doskonały | Wysoki | Gwarantowane |
Właściwa procedura testowania szczelności rozdzielacza obejmuje kilka odrębnych metod, z których każda służy określonemu celowi. Zignorowanie jednej może pozostawić krytyczną lukę niewykrytą. Musimy wyjść poza proste kontrole ciśnienia, aby zapewnić całkowitą niezawodność systemu, zwłaszcza w zastosowaniach o wysokiej stawce.
Kompleksowe protokoły testowe
Integralność strukturalna i uszczelnień
Zaczynamy od indywidualnego testu spadku ciśnienia w porcie, gdzie wszystkie inne porty są bezpiecznie zaślepione. Wykonujemy również test hydrostatyczny, często poddając rozdzielacz ciśnieniu 1,5 raza większemu niż jego maksymalne ciśnienie znamionowe. Weryfikuje to integralność strukturalną rozdzielacza chłodzącego poddanego testowi hydrostatycznemu w ekstremalnych warunkach.
Wykrywanie mikro-wycieków
W przypadku najbardziej wymagających zastosowań, takich jak kolektor testowy helowy do centrum danych, używamy helu spektrometrii masowej14. Metoda ta pozwala wykryć mikroskopijne nieszczelności rzędu 10⁻⁶ mbar·L/s, które są całkowicie niewidoczne dla testów spadku ciśnienia. Jest to kluczowy krok dla komponentów o znaczeniu krytycznym.
| Metoda badania | Główny cel | Wspólna aplikacja |
|---|---|---|
| Spadek Ciśnienia | Wykrywanie dużych nieszczelności | Ogólna kontrola jakości |
| Test hydrostatyczny | Integralność strukturalna | Systemy wysokociśnieniowe |
| Spektrometria masowa helu | Wykrywanie mikronieszczelności | Centra danych, medycyna |
| Weryfikacja przepływu | Weryfikacja wydajności | Wszystkie systemy chłodzenia cieczą |
W PTSMAKE uważamy, że nasza precyzyjna obróbka CNC jest kluczowa. Dzięki wytwarzaniu niezwykle spójnych geometrii portów i profili gwintów, znacznie zmniejszamy początkowy wskaźnik odrzutów podczas tych rygorystycznych testów. Spójna produkcja przekłada się bezpośrednio na niezawodne działanie w terenie.
Indywidualna weryfikacja każdego portu jest bezwzględnie konieczna dla niezawodnych kolektorów chłodzenia cieczą. Ten skrupulatny proces, od testów hydrostatycznych po weryfikację przepływu, zapewnia, że komponent będzie działał bezbłędnie pod obciążeniem operacyjnym, zapobiegając kosztownym awariom systemu i zapewniając długoterminową integralność.
Wykończenie powierzchni kolektorów — Pasywacja, niklowanie chemiczne i kiedy anodowanie jest złym wyborem
Wybór odpowiedniego wykończenia powierzchni dla kolektora to kluczowa decyzja, która wpływa na wydajność i trwałość. Nie chodzi tylko o wygląd. Obróbka musi odpowiadać materiałowi i jego zastosowaniu, zwłaszcza w wymagających systemach, takich jak kolektory chłodzenia cieczą. Każdy materiał ma unikalne potrzeby.
Wymagania dla stali nierdzewnej
W przypadku stali nierdzewnej celem jest maksymalna odporność na korozję. Obróbka mechaniczna może pozostawić na powierzchni wolne żelazo, co narusza naturalną warstwę ochronną stali. Właśnie dlatego pasywacja staje się niezbędna dla komponentów używanych z płynami chłodzącymi.
Względy dotyczące aluminium i miedzi
Aluminium stwarza inne wyzwania. Chociaż anodowanie jest powszechne, może nie być odpowiednie do wszystkich zastosowań w kolektorach. Miedź, choć mniej powszechna, również wymaga specjalnych zabiegów, aby zapobiec utlenianiu i zachować integralność systemu.
| Materiał kolektora | Główne wykończenie | Kluczowe korzyści |
|---|---|---|
| Stal nierdzewna (304/316) | Pasywacja | Usuwa wolne żelazo, przywraca odporność na korozję |
| Aluminium (6061) | Nikiel bezprądowy | Zapewnia przewodność i ochronę przed korozją |
| Miedź | Niklowanie | Zapobiega tworzeniu się tlenków |

Niewłaściwe wykończenie może prowadzić do awarii systemu. Widziałem awarie aluminiowych kolektorów chłodzenia cieczą, ponieważ projektant określił twarde anodowanie bez uwzględnienia jego konsekwencji. Anodowanie tworzy twardą, odporną na zużycie powierzchnię, ale jest również nieprzewodzące elektrycznie. Może to zakłócać wymagania dotyczące uziemienia w złożonych systemach elektronicznych.
Lepszy wybór dla aluminium
Lepszą opcją dla aluminiowych kolektorów jest często niklowanie bezprądowe. To wykończenie zapewnia doskonałą ochronę przed korozją, jednocześnie zachowując przewodność elektryczną. Zapewnia to prawidłowe uziemienie całego systemu, co jest szczegółem, którego nie można przeoczyć.
Kompatybilność materiału i płynu chłodzącego
Interakcja między materiałem kolektora a płynem chłodzącym jest również kluczowa. W przypadku pasywowanego kolektora ze stali nierdzewnej, zwłaszcza 316L, mieszanina glikolu z wodą działa wyjątkowo dobrze. Jednak połączenie czystej wody dejonizowanej z nieobrobioną miedzią może spowodować szybką korozję. Dzieje się tak, ponieważ agresywne jony w wodzie atakują metal. korozja międzykrystaliczna15 Niewłaściwie obrobiona stal nierdzewna może również cierpieć z powodu problemów takich jak.
| Proces wykańczania | Zawodowiec | Con | Najlepsze dla |
|---|---|---|---|
| Pasywacja | po wystawieniu na działanie określonych środowisk. | Przywraca odporność na korozję | Nie zapewnia odporności na zużycie |
| Nikiel bezprądowy | Przewodzący, odporny na korozję | Wyższy koszt niż anodowanie | Aluminiowe kolektory wymagające uziemienia |
| Twarde anodowanie | Wysoka odporność na zużycie | Nieprzewodzący prądu | Komponenty, gdzie izolacja jest zaletą |
Wybór odpowiedniego wykończenia jest kluczowy dla niezawodności kolektora. Pasywacja jest standardem dla stali nierdzewnej, natomiast niklowanie chemiczne często przewyższa anodowanie aluminium w systemach chłodzenia cieczą ze względu na potrzebę przewodności. Zawsze należy brać pod uwagę kompatybilność z płynem chłodzącym, aby zapobiec przedwczesnej awarii.
Skalowanie od prototypu do farmy szaf — Jak obróbka CNC utrzymuje spójność kolektorów przy produkcji seryjnej
Skalowanie zatwierdzonego projektu z kilku prototypów do setek jednostek to kluczowy krok. Obróbka CNC stanowi podstawę tego wzrostu, zapewniając, że 500. kolektor chłodzenia cieczą jest identyczny z pierwszym. Ta spójność opiera się na powtarzalnym cyfrowym przepływie pracy.
Siła powtórzeń
Po sfinalizowaniu programu CAM staje się on główną recepturą. Każda kolejna część jest obrabiana przy użyciu dokładnie tych samych ścieżek narzędzia, mocowań i kontroli jakości. Proces ten eliminuje zmienność typową dla metod ręcznych lub mniej precyzyjnych, zapewniając prawdziwą skalowalność produkcji kolektorów.
Kluczowe czynniki skalowania
| Czynnik | Prototyp (1-10 sztuk) | Produkcja (ponad 500 jednostek) |
|---|---|---|
| Program | Iteracyjny, często dostosowywany | Zablokowany i zatwierdzony |
| Oprzyrządowanie | Standardowy, ogólnego przeznaczenia | Zoptymalizowany, często dedykowany |
| Mocowanie | Proste, adaptowalne | Niestandardowe, o wysokiej przepustowości |
| Kontrola | Sprawdzenie ręczne 100% | Pierwszy artykuł + próbkowanie |
Skalowanie wymaga czegoś więcej niż tylko wielokrotnego uruchamiania tego samego programu. Wymaga strategicznego planowania produkcji kolektorów w dużych ilościach. W PTSMAKE często dedykujemy konkretne 5-osiowe maszyny do długoterminowego projektu kolektorów. Minimalizuje to zmiany ustawień i utrzymuje spójne środowisko produkcyjne dla optymalnych wyników.
Strategiczne planowanie produkcji
Pozyskiwanie materiałów
Koszty materiałów również mogą być zoptymalizowane. Zamawianie aluminium lub miedzi w prętach luzem dla ponad 500 jednostek może przynieść znaczne oszczędności, często w zakresie 10-20%, w porównaniu do zakupu materiału na małe partie. Ma to bezpośredni wpływ na ostateczny koszt jednostkowy części.
Protokoły kontroli jakości
Metody zapewnienia jakości również muszą ewoluować. Chociaż każdy prototyp przechodzi pełną inspekcję, nie jest to praktyczne dla dużych wolumenów. Wdrażamy inspekcję pierwszego artykułu (FAI) w celu zatwierdzenia ustawienia, a następnie Statystyczna kontrola procesu16 monitorowanie spójności partii. To podejście oparte na danych zapewnia jakość bez poświęcania szybkości.
| Metoda produkcji | Spójność ponad wolumenem | Wpływ zużycia narzędzi |
|---|---|---|
| Obróbka CNC | Bardzo wysoka | Minimalne, przewidywalne zużycie narzędzi tnących |
| Casting | Zmniejsza się z czasem | Degradacja formy zmienia geometrię |
To ostro kontrastuje z metodami takimi jak odlewanie, gdzie zużycie formy może subtelnie zmieniać wymiary części przez tysiące cykli. W obróbce CNC precyzja cyfrowa pozostaje absolutna, gwarantując powtarzalność kolektorów CNC.
Obróbka CNC zapewnia, że skalowanie od prototypu do pełnej produkcji utrzymuje doskonałą spójność. Strategiczne planowanie wydajności maszyn, zaopatrzenia w materiały i protokołów kontroli jakości sprawia, że proces jest zarówno niezawodny, jak i opłacalny dla kolektorów chłodzenia cieczą w dużych ilościach.

Zrozumienie tej zasady pomaga zoptymalizować ścieżki przepływu dla lepszej wydajności chłodzenia i efektywności systemu. ↩
Zrozumienie tego zjawiska pomaga zapobiegać uszkodzeniom pompy i zapewnia długoterminową niezawodność systemu. ↩
Poznaj, jak ta metryka bezpośrednio wpływa na zarządzanie termiczne i zapobiega dławieniu GPU w środowiskach obliczeń wysokiej wydajności. ↩
Zrozumienie tego procesu elektrochemicznego jest kluczem do zapobiegania przedwczesnej awarii systemu w pętlach chłodzenia z mieszanych metali. ↩
Dowiedz się, jak ta zasada wyjaśnia związek między prędkością płynu a ciśnieniem w projektowaniu kolektorów. ↩
Dowiedz się, jak ta technika wiercenia zapobiega pękaniu narzędzi i zapewnia czyste kanały w operacjach wiercenia głębokich otworów. ↩
Dowiedz się, jak geometria gwintów stożkowych tworzy uszczelnienie metal-metal i jakie ma to implikacje dla systemów wysokociśnieniowych. ↩
Zrozumienie tej dziedziny pomaga diagnozować awarie uszczelnień poza samym materiałem oringu lub kompresją. ↩
Ta zasada pomaga przewidywać zmiany ciśnienia, co jest kluczowe dla projektowania wydajnych kolektorów chłodzenia cieczą. ↩
Odkryj, jak ta japońska zasada zapobiegania błędom z produkcji jest stosowana w celu zwiększenia bezpieczeństwa i niezawodności systemów centrów danych. ↩
Zbadaj tę zasadę, aby zrozumieć rozkład ciśnienia płynu w układach zamkniętych. ↩
Zrozumienie tego systemu jest kluczem do komunikowania precyzyjnych założeń projektowych dla produkcji i zapewnienia kompatybilności części. ↩
Dowiedz się, jak ta zaawansowana metoda zapewnia najwyższy poziom integralności uszczelnienia w krytycznych systemach płynowych i próżniowych. ↩
Zrozum, jak ta metoda wykrywa specyficzne pierwiastki, kluczowe do znajdowania śladowych wycieków w produkcji i badaniach naukowych. ↩
Dowiedz się, jak ten typ korozji może powodować niewidoczne uszkodzenia materiału i dlaczego jest kluczowe, aby jej zapobiegać. ↩
Zobacz, jak ta metodologia zapewnia, że każda część spełnia specyfikację w produkcji na dużą skalę. ↩





