

Att köpa en standard harmonisk aktuator tvingar dig att anpassa din armgeometri runt ett fast hus. Inbyggda sensorer passar inte, tätningsalternativen är begränsade, och din ledkonstruktion förlorar den precision som definierar en konkurrenskraftig humanoidrobot.
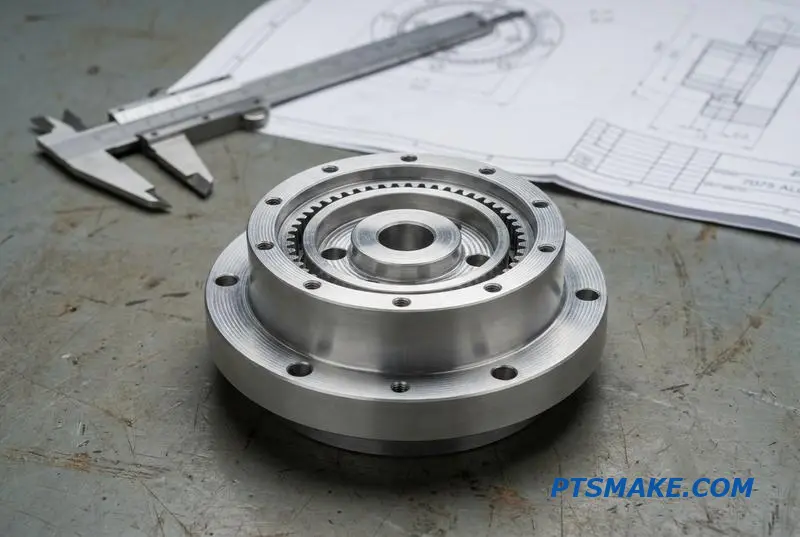
Ett CNC-bearbetat harmoniskt drivhus ger dig full kontroll över borrtoleranser (H6/H7), lagerlägen, tätningsytor och monteringsgeometri. Detta är avgörande när du behöver anpassad armintegration, inbyggd vridmomentsavkänning, IP54-tätning eller snäva 0,025 mm pilotpassningar för cirkulära splines.

Jag har arbetat med robotikteam som förlorade månader med att jaga vridmomentsrippel, bara för att upptäcka att grundorsaken var en lös pilotpassning för den cirkulära splinen. Nedan går jag igenom varje beslut som formar en pålitlig konstruktion av ett harmoniskt hus.
När ska du CNC-bearbeta ett anpassat harmoniskt drivhus istället för att köpa en standardaktuator
När du har en komponentuppsättning för en harmonisk drivning, är det primära beslutet om du ska köpa en komplett aktuator eller maskinbearbeta ett anpassat hus. Detta val påverkar direkt ditt projekts integration, prestanda och tidslinje. Det är en vanlig korsväg för team som utvecklar avancerad robotik.
Standardaktuatorer
En standardenhet erbjuder en snabb, validerad lösning. Du är dock begränsad av dess fasta dimensioner, fördefinierade sensoralternativ och standardmonteringsgränssnitt. Detta kan skapa designkompromisser om din robotarmslänk har en unik geometri eller specifika integrationskrav.
Anpassade CNC-bearbetade hus
Att välja ett anpassat CNC-bearbetat hus ger dig fullständig designfrihet. Du kontrollerar varje gränssnitt, från motorfästen till utgångsflänsar. Denna väg är idealisk när standardenheter helt enkelt inte passar.
| Funktion | Standardaktuator | Anpassat CNC-hus |
|---|---|---|
| Integration | Standardiserade, fasta gränssnitt | Fullständigt anpassad till din design |
| Sensorer | Begränsade, förintegrerade alternativ | Obegränsad placering och typ |
| Geometri | Begränsad av tillverkaren | Matchar dina exakta krav |
| Ledtid | Kortare (om i lager) | Längre (design + tillverkning) |

Beslutet att bearbeta anpassade Harmonic Drive-hus blir tydligare när specifika behov uppstår. Om din design kräver icke-standardiserad armintegration kan ett standardställdon tvinga fram oönskade kompromisser i hela din mekaniska struktur. Vi ser detta ofta i kompakta humanoider eller fyrbenta robotleder.
Argumentet för anpassning
Ett anpassat hus gör att du kan integrera komponenter som vridmomentsensorer direkt i strukturen för bättre noggrannhet och en renare montering. Speciell tätning för tuffa miljöer – som IP67 för utomhusrobotik – är också mycket lättare att uppnå med ett specialbyggt hus. Designprocessen medför extra kostnader, men den eliminerar integrationsproblem senare.
Utvärdera avvägningarna
Den grundläggande avvägningen är mellan initial utvecklingsinsats och långsiktig prestanda. Medan ett standardställdon får dig igång snabbare, säkerställer en anpassad lösning att slutprodukten uppfyller exakta specifikationer utan kompromisser. Detta är avgörande för applikationer där vikt, storlek och Hysteres1 är strikt kontrollerade. Vi har, i samarbete med våra kunder, funnit att denna initiala investering i design lönar sig i prestanda.
| Beslutsfattare | Rekommenderad väg | Motivering |
|---|---|---|
| Standardfotavtryck | Standardprodukt | Snabb och beprövad för allmänt bruk. |
| Unik geometri | Anpassad CNC | Säkerställer perfekt passform och optimal integration. |
| Inbyggda sensorer | Anpassad CNC | Möjliggör specifik placering och typ av sensor. |
| Tuff miljö | Anpassad CNC | Möjliggör skräddarsydda tätnings- och materialval. |
Att välja mellan standard och anpassat är ett strategiskt beslut. Standardaktuatorer prioriterar hastighet för vanliga applikationer, medan anpassade CNC Harmonic Drive-hus erbjuder fullständig kontroll för projekt med unika integrations-, sensor- eller tätningskrav, vilket säkerställer optimal prestanda utan kompromisser.
Pilotpassning för cirkulär spline — Varför 0,025 mm toleransen på denna borrning avgör framgång eller misslyckande för din harmoniska drivning
Prestandan hos en precisionsvåxel beror på huset den sitter i. Specifikt måste pilotborrningen för den cirkulära splinen vara perfekt. En avvikelse så liten som 0,025 mm kan förstöra hela monteringen. Denna enda funktion avgör om din dyra komponent fungerar smidigt eller går sönder i förtid.
Problemet med felaktiga passningar
En felaktig borrtolerans skapar två distinkta fellägen. Om passningen är för snäv deformerar den den cirkulära splinen. Om den är för lös, förskjuts splinen under belastning. Båda resultaten försämrar prestandan avsevärt och förvandlar ett högprecisionssystem till ett opålitligt.
Passningsjämförelse
| Lämpligt skick | Konsekvenser | Resulterande problem |
|---|---|---|
| För snäv (Interferens) | Deformerar cirkulär spline | Ojämn kuggkontakt, kärvning |
| För lös (Spel) | Spline förskjuts från centrum | Excentricitet, vibration, utmattning |
Detta är ingen liten detalj. Ett dåligt bearbetat hus kan få en våxel för 400 dollar att prestera sämre än en standardväxellåda för 40 dollar.

Pilotpassningen är där teori möter verklighet. Den cirkulära splinen måste vara placerad centralt och säkert. De standardiserade ISO-passningar som används här är typiskt H6 eller H7. Dessa är spelpassningar, men med extremt snäv kontroll, vilket säkerställer att komponenten är fixerad utan att deformeras.
H6 vs. H7 Tolerans
För en 70 mm cirkulär splines är en H7-håltolerans +0,030 mm / +0,000 mm. En H6-passning är ännu snävare med +0,019 mm / +0,000 mm. En lösare passning kan introducera excentricitet, vilket orsakar en vibration per varv som kallas vridmomentrippel2. Denna vibration minskar inte bara positioneringsnoggrannheten utan påskyndar också utmattning av flexsplines, vilket leder till tidigt fel. Precisionen hos Harmonic Drive-hus är inte valfri.
Verifiera hålet
Du kan inte bara anta att hålet är korrekt. På PTSMAKE verifierar vi varje kritiskt hål för att förhindra fel på grund av excentricitet i splineshålet. Denna enkla kvalitetskontroll är avgörande.
| Steg | Åtgärd | Syfte |
|---|---|---|
| 1. Verktyg | Använd en kalibrerad trepunktsmätare för hål. | Säkerställer noggranna och repeterbara mätningar. |
| 2. Djup | Mät vid hålets topp, mitt och botten. | Kontrollerar för konicitet eller tunnformighet. |
| 3. Positioner | Mät vid fyra punkter (0, 90, 180, 270 grader). | Uppdagar ovalitet (icke-rundhet). |
| 4. Rapport | Dokumentera medeldiametern och ovaliteten. | Ger en komplett dokumentation för kvalitetssäkring. |
Denna CNC-verifiering av husets borrning säkerställer att huset uppfyller de strikta kraven för optimal prestanda hos den harmoniska växeln.
Husets borrning är inte bara en monteringsfunktion; det är en kritisk funktionell yta. Att uppnå den nödvändiga H6- eller H7-toleransen är avgörande för den harmoniska växelns noggrannhet, jämnhet och livslängd. Korrekt bearbetning och verifiering är icke förhandlingsbart för dessa högpresterande applikationer.
Val av korsrullager och bearbetning av lagerläge — Vilket utgångslager ditt hus måste passa
Prestandan hos hus för harmoniska växlar beror på utgångslagret. Korsrullager är standardvalet eftersom de hanterar kombinerade laster inom ett kompakt utrymme. Det mest kritiska steget är att välja detta lager före innan du slutför husets design. Dess dimensioner dikterar dina bearbetningsparametrar.
Varför lagerurvalet kommer först
Lagrets ytterdiameter (OD) och bredd definierar husets borrdiameter och djup. Om du designar huset först riskerar du att inte kunna hitta ett standardlager som passar, vilket tvingar fram kostsamma omkonstruktioner eller specialbeställningar av lager. Detta är ett vanligt och dyrt misstag.
Vanliga lager- och växelparningar
Ett tydligt samband finns mellan storlekar på harmoniska växlar och standardmodeller av korsrullager. Detta gör det initiala urvalet enkelt om du känner till dina växelbehov.
| Storlek på harmonisk växel | Typiskt korsrullager |
|---|---|
| 17 | RB6013 |
| 20 | RB7013 |
| 25 | RB8016 |
| 32 | RB10016 |
Denna tabell ger en utgångspunkt för att matcha komponenter innan någon bearbetning påbörjas.

För harmoniska växellåds-hus är kryssrullager från märken som THK, IKO eller NSK vanliga. Ett typiskt val för en storlek 20-växel är modellen RB7013, som har en 70 mm borrning och 13 mm bredd. Detta informerar direkt bearbetningen för designen av utgångslagersätet.
Bearbetning av husets borrning
Att uppnå rätt passform är avgörande för prestandan. Husets borrning som tar emot lagrets yttre ring kräver vanligtvis en H6- eller H7-tolerans. Denna snäva passform säkerställer att lagret sitter säkert och förhindrar rotation. Hos PTSMAKE håller vi konsekvent dessa precisa toleranser.
Skuldra och axeltoleranser
Skulderdjupstoleransen är lika kritisk, vanligtvis hållen till ±0.01mm. Denna dimension bestämmer lagrets axiella position och kontrollerar förspänningen. Den inre ringen, som passar på utgångsflänsen eller axeln, kräver en g6- eller h6-passning för att matcha lagrets innerdiameter (ID). Det komplexa samspelet mellan krafterna inuti lagret, särskilt under belastning, skapar betydande Hertzian kontaktspänning3 mellan rullarna och löpbanorna. Felaktiga passningar kommer att orsaka ojämn spänningsfördelning, vilket leder till för tidigt fel. Mitt råd är enkelt: beställ den harmoniska växellådans komponentuppsättning och lagret tillsammans. Designa sedan huset runt dessa fysiska delar.
För att säkerställa prestanda i harmoniska växellåds-hus måste du först välja lagret och komponentuppsättningen. Designa och bearbeta sedan huset till de exakta dimensioner och toleranser som krävs av dessa komponenter. Detta proaktiva tillvägagångssätt förhindrar kostsamma fel och säkerställer optimal funktionalitet.
Den största kostnadsdrivaren i ett harmoniskt hus — Maskintid på den kritiska borrsatsen
När man designar harmoniska växellåds-hus fokuserar många ingenjörer på materialval. De antar att exotiska legeringar driver upp priset. Råmaterialet, ofta 7075 aluminium, är dock en mindre del av den totala kostnaden. Den verkliga kostnadsdrivaren är maskintiden.
Den verkliga kostnadsfördelningen
Största delen av kostnaden kommer från de timmar en del tillbringar i en högprecisions-CNC-maskin. För ett typiskt hus kan bearbetningen ta flera timmar. Den mest tidskrävande och dyra operationen är att skapa den kritiska borruppsättningen.
Exempel på kostnadsfördelning
Här är en förenklad kostnadsfördelning för ett CNC-bearbetat harmoniskt hus som vi ofta ser hos PTSMAKE. Detta visar vart pengarna verkligen går.
| Kostnadskomponent | Procentandel av totalkostnaden |
|---|---|
| Råmaterial (7075 ämne) | ~5% |
| CNC Maskintid | ~75% |
| Inställning, Verktyg & Kvalitetssäkring | ~20% |
Som du kan se dominerar maskintiden kostnadsstrukturen. Att förstå vad som händer under denna tid är nyckeln till effektiv kostnadshantering.
Inuti bearbetningsprocessen
Varför tar den kritiska borruppsättningen så mycket tid? Det handlar om precision. Uppsättningen inkluderar den cirkulära splinesborrningen, huvudlagerborrningen och motorfästesborrningen. Dessa funktioner måste vara perfekt koncentriska för att säkerställa att harmonic driven fungerar korrekt.
Borrföljden i flera steg
Att uppnå H6-tolerans och snäv koncentricitet (ofta 0,01 mm) är en känslig process. Det är inte bara ett snabbt snitt. Sekvensen involverar flera noggranna steg för att hantera värme, verktygsavböjning och ytfinish, vilket förhindrar all distorsion i den slutliga delen.
Denna flerstegsstrategi är avgörande för att uppnå dimensionsstabilitet. Den termisk jämvikt4 pausen är särskilt kritisk. Den låter delen svalna och stabiliseras innan de slutliga, högprecisionssnitten görs. Detta förhindrar felaktigheter orsakade av värmeutvidgning under bearbetningen.
Hur man minskar kostnaden för CNC Harmonic Housing
Baserat på projekt vi har hanterat finns det flera sätt att minska kostnaderna utan att offra prestanda där det betyder mest.
| Strategi för kostnadsminskningar | Potentiell tidsbesparing | Påverkan på resultatet |
|---|---|---|
| Släpp koncentriciteten till 0,02 mm | 15-20% av borrcykeltiden | Acceptabelt för många applikationer |
| Använd H7 istället för H6 tolerans | 10-15% av borrcykeltid | Lösare passning på cirkulär splines |
| Maskinbearbetade icke-kritiska ytor | 5-10% av total maskintid | Rent kosmetiskt, ingen funktionell förändring |
Dessa små justeringar i din design kan leda till betydande besparingar. Det är en konversation värd att ha med din tillverkningspartner.
Den största kostnaden i ett harmoniskt hus är inte materialet, utan maskintiden för den kritiska borruppsättningen. Genom att förstå denna kostnadsdrivare för precisionsborrning kan du göra välgrundade designval som avsevärt minskar kostnaderna samtidigt som den nödvändiga prestandan för din applikation bibehålls.
Aluminium 7075 vs 6061 för harmoniska hus — När den extra kostnaden för 7075 faktiskt lönar sig
Att välja rätt aluminium för harmoniska drivhus handlar ofta om 7075 kontra 6061. Medan 6061 är en pålitlig arbetshäst, kan den högre kostnaden för 7075 vara svår att sälja in. Men i specifika applikationer är den premien inte bara en kostnad; det är en strategisk investering i prestanda.
Styrka-vikt-fördelen
För robotleder, särskilt i humanoida konstruktioner, är prestanda avgörande. Debatten handlar inte bara om materialkostnad utan om vad den kostnaden ger dig. Högre hållfasthet möjliggör tunnare väggar och lättare delar utan att offra styvhet, vilket direkt påverkar robotens dynamiska förmåga och effektivitet. Det är här 7075-aluminium verkligen glänser.

Beslutet mellan dessa två legeringar beror på en klar bedömning av applikationskrav kontra budget. Materialkostnaden för 7075 är ungefär två till tre gånger högre än för 6061. På PTSMAKE bekräftar våra bearbetningsdata att det också är hårdare mot verktygen, vilket ökar slitaget med cirka 30%. Så, när lönar sig denna investering?
Viktiga prestandamått jämförda
Låt oss titta på siffrorna. Medan båda materialen har nästan identisk densitet och styvhet, är skillnaden i hållfasthet betydande. Detta är den främsta anledningen till att välja 7075 för krävande harmoniska drivhus. Den Young's Modulus5 är densamma, vilket innebär att en del med samma geometri kommer att böjas identiskt under belastning.
| Fastighet | Aluminium 7075-T6 | Aluminium 6061-T6 |
|---|---|---|
| Utbyteshållfasthet | 503 MPa | 276 MPa |
| Styvhet (Youngs modul) | ~72 GPa | ~69 GPa |
| Täthet | 2.81 g/cm³ | 2,70 g/cm³ |
| Bearbetbarhet | Rättvist | Bra |
| Relativ materialkostnad | 2.5x – 3x | 1x |
När man ska specificera 7075
- Distala leder: För handleder och ändeffektorer räknas varje gram. Den högre hållfastheten hos 7075 möjliggör tunnare väggar, vilket potentiellt kan minska vikten med 15-25% jämfört med en 6061-design. Detta minskar trögheten, vilket möjliggör snabbare och mer precisa rörelser.
- Högbelastningsleder: Leder som höfter eller knän som hanterar höga dynamiska belastningar drar nytta av 7075:s överlägsna hållfasthet, vilket säkerställer tillförlitlighet under stress.
- Utrymmesbegränsade konstruktioner: När förpackningen är trång och höljets väggar måste vara tunna, ger 7075 den nödvändiga hållfastheten som 6061 inte kan.
När 6061 är tillräckligt
- Prototypframtagning: För tidiga iterationer där validering av geometri är viktigare än slutlig prestanda, är 6061 det kostnadseffektiva valet.
- Mindre kritiska leder: Axelleder, som ofta har mer utrymme för förpackning, kanske inte kräver den premiumhållfasthet som 7075 erbjuder.
- Förstärkta hus: Om designen inkluderar externa fästen eller stöd som delar belastningen, blir husmaterialets inneboende styrka mindre kritisk.
I slutändan beror valet av hus för din harmonic drive på den specifika applikationens krav. Även om 7075 medför en premie i både material- och bearbetningskostnader, är dess överlägsna styrka-till-vikt-förhållande oumbärligt för högpresterande, viktkänsliga robotleder.
Varför vissa CNC-verkstäder misslyckas med harmoniska hus — Sex vanliga fel och hur man upptäcker dem
Harmonic Drive-hus är bland de mest krävande delarna vi bearbetar. Deras precision är icke förhandlingsbar, eftersom även en liten defekt kan orsaka vibrationer, glapp eller fullständigt fel i en robotarm. Ändå missar många CNC-verkstäder de subtila detaljerna som definierar ett perfekt hus.
Precisionsfällan
Utmaningen ligger i att upprätthålla snäva toleranser över flera funktioner. Verkstäder fokuserar ofta på huvudborrdiametern men förbiser hur funktioner interagerar. Detta leder till vanliga feltyper för harmonic drive-hus som är svåra att upptäcka utan rätt inspektionsmetoder.
En köpares inspektionsguide
Som köpare behöver du en enkel men effektiv checklista. Att förstå dessa sex vanliga fel och hur man upptäcker dem kommer att rädda dig från kostsamma produktionsstopp och fältfel.
| Felsökningsläge | Primär påverkan | Inspektionsmetod |
|---|---|---|
| Konisk borrning | Ojämn splineskontakt | Borrningsmätare |
| Orundhet | Dålig lagerpassning | CMM |
| Hålpositionens avvikelse | Flänsfeljustering | CMM |
| Gänggrader | Ofullständig bultansättning | Gängtolk |
| Grov tätningsborrning | Förtida tätningsläckage | Profilometer |
| Planparallellitet | Ojämn belastning på bultar | Mätklocka |
Att framgångsrikt bearbeta Harmonic Drive-hus kräver en djup förståelse för potentiella geometriska fel och ytdefekter. Som köpare måste du veta vad du ska leta efter under inkommande inspektion. Här är de mest kritiska fellägen jag har sett och hur man identifierar dem.
Geometriska och positionella fel
Dessa fel relaterar till formen och placeringen av nyckelfunktioner. De beror ofta på felaktig inställning, verktygsslitage eller fixturinstabilitet. Ett vanligt problem är en "gängad hålposition-vandring", där bulthål avviker från sin sanna position, vilket förhindrar korrekt montering.
Konisk borrning
En konisk borrning, ofta orsakad av verktygsavböjning, förhindrar att den cirkulära splinesen sitter korrekt. Jag rekommenderar att du använder en hålmätare för att kontrollera diametern upptill, i mitten och nedtill. Om koniciteten överstiger 0,01 mm bör delen kasseras.
Lagerfåras ovalitet
Spåret för korsrullningslagret måste vara perfekt runt. Varje avvikelse förhindrar att lagret sitter helt, vilket leder till förtida slitage. En CMM är avgörande för denna kontroll; en rundhetsmätning som överstiger 0,005 mm är ett tydligt tecken på ett fel i lagerborrningens rundhet.
Yt- och funktionsfel
Dessa defekter påverkar tätning, fastsättning och komponentens totala livslängd. De är ofta processrelaterade och kan undvikas med noggrann programmering och kontroller under processen. En grundlig inspektion kan förhindra stora problem i framtiden.
| Fel | Inspektionsverktyg | Kriterier för acceptans |
|---|---|---|
| Gängat håls position | CMM | Kontrollera rapport för verklig position |
| Grader vid gängingången | Gängtolk | Smidig ingång, inga hakar |
| Tätningshålets ytjämnhet | Profilometer6 | Ra < 0.8μm |
| Parallellitet för husets yta | Mätplatta & Indikatorklocka | Kontrollera planhet |
Ett klassiskt fel med tätningsytans ytjämnhet uppstår när hålet är för grovt, vilket får läpptätningen att läcka efter bara några hundra cykler. Detta är en kritisk kontroll för långsiktig tillförlitlighet.
Att inspektera Harmonic Drive-hus kräver ett systematiskt tillvägagångssätt. Genom att verifiera hålets geometri, detaljernas positioner och ytfinisher kan du effektivt upptäcka vanliga tillverkningsfel. Detta säkerställer att de delar du får kommer att fungera tillförlitligt och förhindra kostsamma systemfel i framtiden.
Ytfinish på huset — Där du behöver den snäv och där du kan spara pengar
Att specificera ytfinish är en av de mest betydande kostnadsdrivarna inom CNC-bearbetning. För komponenter som Harmonic Drive-hus kan felaktig specifikation blåsa upp din budget utan att tillföra någon verklig prestandafördel. Nyckeln är att veta exakt var en snäv finish är kritisk och var du kan slappna av kraven.
Kritiska vs. Icke-kritiska ytor
Alla ytor är inte skapade lika. Passytor, lagerhål och tätningskontaktytor kräver exakt kontroll. Däremot kräver interna fickor eller externa icke-kosmetiska ytor inte samma nivå av finish, och att behandla dem som sådana är ett vanligt och kostsamt misstag.
Guide för tillämpning av ytfinish
Ett smart tillvägagångssätt för kostnadsbesparingar vid CNC-ytfinish involverar en tydlig specifikationskarta för delen. Här är en typisk uppdelning för ett robothus.
| Funktionsområde | Typiskt Ra-krav | Motivering |
|---|---|---|
| Kontakt med roterande tätning | 0.2 – 0.4μm (N5) | Förhindrar läckage och för tidigt tätningsslitage |
| Lagerhål | < 0.8μm (N6) | Säkerställer korrekt passform och förhindrar spänningspunkter |
| Anliggningsytor | 0.8 – 1.6μm (N6-N7) | Garanterar plan, stabil kontakt |
| Externa kosmetiska väggar | < 1.6μm (N7) | Estetiskt tilltalande och känsla |
| Interna fickor | 3.2μm+ (Som maskinbearbetad) | Ingen funktionell påverkan, stora kostnadsbesparingar |

De ingenjörsmässiga och kostnadsmässiga motiveringarna
Att över-specificera en ytfinish gör inte en del bättre; det gör den bara dyrare. Varje steg nedåt i Ra-värde (medelytjämnhet) kräver ofta ett ytterligare, långsammare bearbetningssteg eller en separat efterbehandlingsprocess som slipning eller polering. Detta lägger till betydande cykeltid och kostnad.
Inverkan på tätningsytor
För en roterande läpptätning är specifikationen för ytfinishen icke-förhandlingsbar. En yta som är grövre än Ra 0,4μm kommer att fungera som en fil, nöta på tätningsläppen och orsaka tidigt fel. Mikroskopiska asperiteter7 kan också skapa små läckagevägar, vilket äventyrar hela enhetens integritet.
Krav på lagerhål
Ra-kravet för lagerhålet är lika viktigt. Ett grovt hål kan skapa höga tryckpunkter, vilket påverkar lagrets spel och livslängd. Det kan leda till felaktig passning, vilket introducerar vibrationer och minskar precisionen i hela det harmoniska drivsystemet.
Kvantifiera kostnadsskillnaden
Kostnadspåslaget för över-specificering är betydande. Baserat på vårt arbete med kunder gällande riktlinjer för ytfinish på robothus, kan en övergång från en standard kosmetisk finish till en precisions-tätningsfinish på bara en funktion öka kostnaden för den funktionen med 200-300%.
| Ytfinishspecifikation (Ra) | Relativ bearbetningskostnad | Typisk process |
|---|---|---|
| 3,2μm (eller högre) | 1x (baslinje) | Standardfräsning/svarvning |
| 1,6μm | 1.5x | Finfräsning/Svarvningssteg |
| 0,8μm | 2x | Mycket fint steg eller slipning |
| 0.4μm | 3x+ | Slipning, honing eller lappning |
Att applicera den snäva Ra 0.4μm-finishen över en hel del, där den inte behövs, kan öka den totala delkostnaden med 20-30%. En praktisk regel är att endast specificera en snäv ytfinhet där en yta direkt kommer i kontakt med en tätning, ett lager eller en annan precisionsbearbetad passningsyta.
Strategiska krav på ytfinhet för Harmonic Drive-hus är avgörande. Applicera snäva Ra-värden endast på kritiska funktionella gränssnitt som tätningar och lager för att säkerställa prestanda. Att lätta på specifikationerna för icke-kritiska områden är det mest effektiva sättet att optimera tillverkningsbarheten och kontrollera kostnaderna utan kompromisser.
Avgradning av interna funktioner — Den dolda kvalitetskontrollen som avslöjar dåliga CNC-verkstäder
Utesluten invändig avgradning är en ledande orsak till monteringsfel, särskilt för komponenter som harmonic drive-hus. Små grader som lämnas på invändiga gängingångar kan brytas av under monteringen. Dessa metallfragment fastnar sedan mellan kugghjulständerna, vilket orsakar buller, friktion och slutligen systemfel.
En verkstads inställning till invändiga detaljer är en tydlig indikator på dess kvalitetsstandarder. En noggrann verkstad ser avgradning som ett kritiskt sista steg, medan en lågkostnadsverkstad ofta hoppar över det för att spara tid, och överför risken till dig.
Jämförelse av avgradningsmetoder
| Kvalitetsfaktor | Högkvalitativ verkstad (t.ex. PTSMAKE) | Lågkvalitativ verkstad |
|---|---|---|
| Process | Integrerad, ofta automatiserad avgradningscykel | Manuell, inkonsekvent eller utelämnad |
| Verifiering | Boreskopinspektion av alla invändiga detaljer | Visuell kontroll av endast yttre ytor |
| Följsamhet till inköpsorder | Följer specifika krav på kantbrytning | Ignorerar eller förbiser interna specifikationer |
| Utfall | Pålitlig, långvarig montering | Hög risk för för tidigt fältfel |
Denna lilla detalj har en massiv inverkan på slutproduktens tillförlitlighet och livslängd. Det är en icke-förhandlingsbar kvalitetsgrind för oss på PTSMAKE.

För att undvika dessa problem måste din inköpsorder vara explicit. Vi rekommenderar att specificera: ‘alla kanter brutna 0,1-0,3 mm max, invändiga gängingångar maskinavgradade, och alla korsande borrhålskanter rundade R0,2 max.’ Detta språk lämnar inget utrymme för tvetydighet. Det tvingar leverantören att åtgärda dessa kritiska områden.
För komplexa delar som ett harmoniskt drivhus är flera metoder effektiva. Valet beror på detaljens geometri och tillgänglighet. Att förstå dessa alternativ hjälper dig att ha mer produktiva samtal med din tillverkningspartner. Ytornas interaktion är en kärnprincip inom tribologi8 och avgörande för komponentens livslängd.
Interna avgradningsmetoder
| Metod | Bästa tillämpning | Beskrivning |
|---|---|---|
| Fräsbana-avgradning | Genomgående hål, gängingångar | En automatiserad verktygsbana lägger till en liten fas i slutet av en borr- eller gängcykel. Mycket konsekvent. |
| Manuell / Termisk | Komplexa interna geometrier | Manuell avgradning använder specialverktyg. Termisk avgradning förångar grader i en kontrollerad miljö. |
| Borstavgradning | Blinda korsningar, tvärhål | En slipborste i nylon på en CNC-maskin når svåråtkomliga områden och skapar en slät, rundad kant. |
Efter bearbetning är verifiering avgörande. Man kan inte bekräfta invändig gradning med blotta ögat. Vi använder ett boroskop för inspektion av alla CNC-delar med kritiska invändiga egenskaper, och kontrollerar varje gängingång och tvärhålskorsning för att säkerställa perfekt överensstämmelse.
Sammanfattningsvis är effektiv invändig gradning ingen bonus; det är en nödvändighet för tillförlitliga mekaniska sammansättningar. Att specificera krav på din inköpsorder och insistera på boroskopinspektion är enkla steg som skiljer ut bra leverantörer från dem som kommer att orsaka dig problem senare.
Tätningsstrategi för hus — IP-klassningar för humanoidrobotleder och hur bearbetning möjliggör dem
Leder i humanoida robotar, särskilt de som använder Harmonic Drive-hus, kräver tätningsstrategier anpassade till deras miljö. Kapslingsklassen (IP-klassningen) är det viktigaste måttet här. En robot i ett rent laboratorium har helt andra behov än en som arbetar utomhus eller i ett dammigt lager.
Miljökrav på tätning
Driftsmiljön dikterar direkt den nödvändiga IP-klassningen. Ett enkelt dammskydd kan räcka för en laboratoriemiljö, men lagerapplikationer kräver skydd mot damm och vattenstrålar. Detta val påverkar komplexiteten och kostnaden för tätningslösningen och dess bearbetning.
Matcha IP-klassningar med tätningsscheman
Vi måste matcha tätningsdesignen med den önskade IP-klassningen. För IP20 kan ett enkelt labyrintgap räcka. För högre klassningar som IP54 är flerstegstätningar och O-ringar nödvändiga. Varje nivå introducerar specifika bearbetningsutmaningar som måste hanteras för tillförlitlig prestanda.
| IP-klassning | Typisk miljö | Tätningsstrategi |
|---|---|---|
| IP20 | Rent forskningslaboratorium | Labyrintgap, ingen axeltätning, termisk ventilation. |
| IP40 | Lätt industriverkstad | Enkelläppstätning på utgående axel. |
| IP54+ | Utomhus / Lager | Dubbelläppstätning eller läpptätning + V-ring; O-ringar på ytor. |

Att uppnå en tillförlitlig tätning handlar inte bara om att välja rätt tätning; det handlar om husets precision. För tätning av robotleder till IP54 i Harmonic Drive-hus är bearbetningen avgörande. Tätningshålets diameter, till exempel, kräver en H8-tolerans för att säkerställa korrekt kompression utan att skada tätningen.
Kritiska bearbetningsdetaljer
Tätningshålets djup är lika viktigt för korrekt placering. Vi bearbetar också en införingsförsänkning på minst 15 grader med en specificerad radie. Denna subtila detalj förhindrar att tätningsläppen skärs eller skadas under installationen, en vanlig orsak till tidiga fel.
Axel- och hålkrav
Utgående axels ytfinhet där tätningen kommer i kontakt måste vara exceptionellt slät, typiskt mellan Ra 0,2-0,4μm, utan axiella verktygsmärken. Ett vanligt misstag jag ser är ett tätningshål som inte är perfekt i linje med axelns axel. Denna brist på Koncentricitet9 orsakar ojämnt slitage på tätningsläppen, vilket leder till för tidiga läckage. Hos PTSMAKE verifierar vi alltid denna inriktning mellan tätningshålet och axellagerhålet. Detta är en icke förhandlingsbar kvalitetskontroll för oss.
En robots tillförlitlighet är direkt kopplad till dess IP-klassning, vilket i sin tur beror på precisionsbearbetningen av dess ledhus. Egenskaper som håltolerans, ytfinhet och koncentricitet är inte små detaljer; de är grundläggande för att uppnå långvarig tätningsprestanda.
Toleranskedja vid montering — Varför huset inte är den slutgiltiga domaren för ledens noggrannhet
Många ingenjörer fokuserar enbart på husets precision, i tron att det garanterar ledens noggrannhet. Men även ett perfekt bearbetat hus kan leda till en medelmåttig led om de interna komponenterna inte väljs noggrant. Den slutliga noggrannheten bestäms av en "toleranskedja" – ackumuleringen av små spel och felinriktningar från varje del i monteringen.
Toleranskedjan
Varje komponent introducerar ett litet spel. Dessa individuella toleranser, även om de är små var för sig, ackumuleras för att skapa ett betydande totalt fel vid utgången.
Viktiga bidrag till kedjan
| Komponentpassning | Typiskt spel/glapp |
|---|---|
| Cirkulär splines till husborrning | upp till 0.030mm |
| Korsrullager invändigt | 0.002 – 0.007mm |
| Utgående axel till flexspline-justering | 0.010 – 0.030mm |
| Motoraxel till våggeneratorborrning | 0.020 – 0.050mm |
Dessa värden är inte fasta utan representerar vanliga specifikationer vi stöter på hos PTSMAKE.

Den verkliga utmaningen med att uppnå hög precision för Harmonic Drive-hus är inte bara en dimension; det handlar om att hantera interaktionen mellan flera toleranser. Låt oss bryta ner hur dessa till synes små siffror kombineras för att påverka prestandan. Ett till synes litet spel vid varje gränssnitt bidrar till ett större, kumulativt fel.
Beräkning av den totala toleranskedjan
En typisk montering kan ha en toleranskedja som denna: 0.030mm (splines) + 0.005mm (lager) + 0.020mm (utgång) + 0.030mm (motor) = 0.085mm total toleranskedja. Denna summa blir direkt Radiellt kast10 vid utgångsflänsen, vilket är ett kritiskt mått på rotationsfel.
Från toleranskedja till verkligt fel
Hur påverkar dessa 0,085 mm en robotarm? För en länk med en 100 mm hävarm översätts detta till en Total Indicated Reading (TIR) på 0,17 mm (0,085 mm x 2) vid flänsens ände. Detta kan verka acceptabelt, men det är bara för en enda led.
I ett fleraxligt system, som en humanoid robotarm, multipliceras detta fel. Felaktigheten från den första leden blir baslinjefelet för den andra, och så vidare. Denna kaskadeffekt är anledningen till att komponentval för harmonisk noggrannhet är lika avgörande som själva huset.
Detta visar varför en helhetssyn på monteringstoleransen är avgörande. Att endast fokusera på huset förbiser den sammansatta effekten av lagerspel, axelpassningar och fästelementsspecifikationer. Varje val spelar roll i den slutliga toleranskedjan för robotarmens noggrannhet.
I slutändan utgör huset grunden, men den slutliga lednoggrannheten är ett resultat av hela toleranskedjan. Noggrant komponentval är lika kritiskt som precisionsbearbetningen av själva huset för att minimera utgångsrundgång och säkerställa prestanda.
Designgranskning av huset — Tre frågor varje CNC-verkstad bör ställa före bearbetning
När du söker en leverantör för Harmonic Drive-hus är frågorna de ställer mer avslöjande än offerten de ger. En verkstad som bara tittar på 2D-ritningen utan att fråga om monteringen är en stor varningssignal. En verkligt kompetent partner förstår att huset är en del av ett komplext system.
Rätt frågor signalerar expertis
En proaktiv CNC-verkstad kommer att fokusera på passform och funktion. De bör fråga om motparter för att säkerställa perfekt integration. Detta tillvägagångssätt går bortom att bara bearbeta en del till att leverera en komponent som fungerar felfritt inom den slutliga robotledsmonteringen.
Initialt leverantörs-lackmustest
Innan du ens kommer till prissättning, lyssna efter dessa kritiska frågor. De skiljer enbart en delproducent från en äkta tillverkningspartner.
| Frågeämne | Varför det är viktigt |
|---|---|
| Passande delar | Verifierar kritiska passningar för lager och splines. |
| Bearbetningsinställning | Säkerställer koncentricitet mellan kritiska hål. |
| Datumsekvens | Klargör inriktning för hela växelenheten. |

En tyst leverantör är en risk. Vi har sett projekt misslyckas eftersom verkstaden inte frågade om den funktionella monteringen. De levererade en del som uppfyllde ritningen, men den var oanvändbar eftersom den inte integrerades med korsrullningslagret och den cirkulära splinesen. Rätt frågor förhindrar dessa kostsamma misstag.
Gräva djupare: Checklista för leverantörsutvärdering
Utöver de initiala tre frågorna kommer en kompetent verkstad också att undersöka inspektion och testning. De förstår att verifiering av delens geometri är avgörande. Det är här vetenskapen om Metrologi11 kommer in i bilden, vilket säkerställer att det som designas är det som levereras. En leverantörs förmåga att mäta komplexa funktioner är lika viktig som deras förmåga att bearbeta dem.
Frågor om avancerad kapacitet
Du bör också förvänta dig frågor om verifiering efter bearbetning. Kan de mäta djupa hål noggrant? Är de villiga att utföra funktionstester med faktiska komponenter? Hos PTSMAKE insisterar vi ofta på dessa steg för att garantera prestanda före leverans. Detta är en icke förhandlingsbar del av vår kvalitetsprocess för kritiska komponenter som Harmonic Drive-hus.
Här är en enkel checklista för att utvärdera en potentiell CNC-verkstads svar:
| Utvärderingspunkt | Idealt svar | Röd flagga |
|---|---|---|
| Passningsverifiering | Ber om motdelar eller att få tillverka en mätare. | Citerar direkt från ritningen. |
| Referenspunkt & Inställning | Frågar om monteringsjustering. | Ignorerar funktionella referenspunkter. |
| CMM-kapacitet | Bekräftar förmågan att mäta djupa funktioner. | Vag om inspektionsmetoder. |
| Funktionstest | Erbjuder att testa passform med det faktiska lagret. | Vägrar någon kontroll på monteringsnivå. |
Leverantörens frågor avslöjar deras djupa erfarenhet. En partner som engagerar sig i denna detaljnivå är investerad i framgången för din slutprodukt, inte bara i att skicka en metallbit.
En leverantörs frågor före offert är en direkt indikator på deras expertis. En engagerad partner som frågar om montering, funktion och inspektion är fokuserad på att leverera en framgångsrik komponent, inte bara en maskinbearbetad del som tekniskt matchar en ritning.
Trådgnistbearbetning (Wire EDM) vs fräsning för cirkulära spline-funktioner — Vad din husritning bör ange
Vid design av Harmonic Drive-hus med integrerade kugghjulständer blir din ritning det mest kritiska dokumentet. Detaljerna du anger dikterar tillverkningsmetoden och den slutliga prestandan. Vaga specifikationer leder till förseningar och kostsamma fel. Precision är icke förhandlingsbar för dessa funktioner.
Ritningskrav för integrerade splines
För ett hus med splines maskinbearbetade direkt i borrhålet är trådgnistbearbetning (Wire EDM) ofta det bästa valet för prototyper. Din ritning måste tydligt definiera kugggeometrin. Brist på någon av denna information kommer att stoppa ett projekt omedelbart.
| Specifikation | Typiskt värde / Standard |
|---|---|
| Kuggprofilstandard | ISO, DIN, eller kunddefinierad |
| Modul | 0,3-0,5 mm för de flesta robotikapplikationer |
| Antal tänder | Flexspline-tänder + 2 (t.ex. 122 mot 120) |
| Kuggtoppsdiameter | Specificerad med snäv tolerans |
| Rotdiameter | Specificerad med snäv tolerans |
| Rotavrundningsradie | Ofta liten, kritisk för hållfastheten |
Varför denna detalj är viktig
För produktion är metoder som kugghyvling eller Brotschning12 är vanligare. Men för prototyptillverkning av en integrerad cirkulär splines är trådgnistning standard. Varje detalj på ritningen är avgörande för att skapa en korrekt offert och en funktionell del hos PTSMAKE.
Ett vanligt misstag jag ser är att tandprofilen är underespecificerad. Att bara ange ett antal tänder räcker inte. Utan modul, tryckvinkel och diametrar kan vi inte modellera kugghjulet korrekt. Detta gäller särskilt för anpassade, icke-standardiserade tandprofiler.
Det icke-integrerade alternativet
För många projekt, särskilt i prototypskedet för robotik, är en icke-integrerad design en bättre väg. Här använder du en färdigtillverkad cirkulär splinesring. Huset kräver helt enkelt ett precisionsstyrhål (H6/H7 tolerans) och en plan anliggningsyta. Detta förenklar bearbetningen och gör att du kan använda en matchad harmonisk komponentuppsättning, som är förkalibrerad för optimal prestanda.
Tydliga ritningar för integrerade splinesfunktioner är avgörande för framgångsrik tillverkning. Men för prototyper, överväg att använda en icke-integrerad design med en matchad komponentuppsättning för att förenkla processen och säkerställa prestanda, en strategi vi ofta rekommenderar till nya kunder inom robotik.
Hur du skyddar din design — NDA, ritningsmärkning och serialisering för harmoniska hus
När du skickar design för harmoniska drivhus till en CNC-verkstad delar du kritisk immateriell egendom. Att skydda din fogarkitektur är avgörande. Ett flerskiktat försvar är det mest effektiva sättet att säkra din design från den första offerten till den slutliga delleveransen.
Viktiga skyddsstrategier
Din strategi bör kombinera juridiska, informationsmässiga och fysiska kontroller. Ett NDA är grunden, men det räcker inte på egen hand. Att kontrollera vilken information du delar och hur du spårar fysiska delar är lika viktigt för att skydda dina värdefulla designer.
Ett praktiskt ramverk
Att implementera ett tydligt ramverk säkerställer att varje aspekt av din IP täcks. Nedan följer en uppdelning av viktiga metoder som vi ser effektiva kunder använda.
| Skyddslager | Metod | Syfte |
|---|---|---|
| Juridisk | Sekretessavtal (NDA) | Upprättar en juridisk ram för konfidentialitet. |
| Informationell | Kontrollerade ritningar & Delad tillverkning. | Begränsar omfattningen av information som en enskild leverantör får. |
| Fysiska | Serialisering & Skrotkontroll | Ger spårbarhet och förhindrar obehörig användning av delar. |

Ett NDA är det första steget innan man delar några CAD-filer eller detaljerade ritningar. På PTSMAKE anser vi detta vara standardpraxis. Alla professionella CNC-bearbetningspartners kommer att skriva under ett utan tvekan, men verkligt IP-skydd går längre och sker på verkstadsgolvet.
Bortom NDA: Praktiska skydd
De mest effektiva strategierna begränsar vad en leverantör behöver veta. Till exempel, istället för att skicka en komplett 3D-modell, tillhandahåll en 2D-ritning med Geometrisk dimensionering och toleransberäkning13 för att offerera icke-kritiska funktioner. Detta kommunicerar all nödvändig tillverkningsdata utan att avslöja hela monteringen.
Delad tillverkning
För maximal säkerhet, överväg en delad tillverkningsmetod för hus till harmoniska drivningar. Låt en verkstad bearbeta huvudhusets kropp och en annan producera utgångsflänsen. Detta fackindelade designkunskap, vilket säkerställer att ingen enskild leverantör har hela bilden. Även om det lägger till logistisk komplexitet, begränsar det allvarligt IP-exponeringen.
Fysisk del- och materialkontroll
Vi rekommenderar också att bearbeta en liten ficka för ett unikt serienummer på varje hus. Detta ger kritisk spårbarhet för kvalitetskontroll och batchspårning. Slutligen, kräv alltid kontraktuellt av din leverantör att antingen returnera allt skrotmaterial och kasserade delar eller tillhandahålla ett förstörelseintyg. Detta täpper till ett vanligt men ofta förbisett IP-läckage.
Att skydda dina konstruktioner för harmoniska växellådor kräver mer än bara ett sekretessavtal (NDA). En robust strategi kombinerar juridiska avtal, kontrollerad informationsdelning och fysisk tillgångsförvaltning. Denna flerskiktade strategi säkerställer att din immateriella egendom förblir säker från prototyp till slutlig produktion.

Att förstå denna effekt är avgörande för att uppnå hög precision och repeterbarhet i robotaktuatorer. ↩
Att förstå detta koncept hjälper till att diagnostisera subtila vibrations- och prestandaproblem i precisionsrobotsystem. ↩
Att förstå denna kontakttryck hjälper till att förutsäga lagrets livslängd och förhindra för tidigt fel. ↩
Utforska hur termisk jämvikt påverkar högtoleransbearbetning för precisionskomponenter. ↩
Förstå hur denna grundläggande egenskap dikterar materialets styvhet och dess inverkan på ingenjörsdesign. ↩
Lär dig hur detta verktyg precist mäter ytstruktur, en kritisk faktor för tätningens livslängd och prestanda. ↩
Att förstå dessa mikroskopiska toppar hjälper till att klargöra hur ytor interagerar, vilket påverkar friktion, slitage och tätningsprestanda. ↩
Att förstå tribologi hjälper till att designa komponenter för minimalt slitage och friktion, avgörande för att förlänga robotleders livslängd. ↩
Att förstå denna geometriska tolerans är nyckeln till att designa hållbara, högpresterande roterande mekanismer. ↩
Att förstå detta koncept hjälper till att kvantifiera rotationsonoggrannhet och dess inverkan på din monterings prestanda. ↩
Utforska hur mättekniken säkerställer att dina delar uppfyller kritiska design- och funktionskrav. ↩
Förstå hur denna högproduktionsbearbetningsprocess skapar precisa interna former och splines. ↩
Förstå hur detta symboliska språk säkerställer att din designs funktionella avsikt perfekt översätts till en fysisk del. ↩





