

Comprar um atuador harmônico pronto força você a adaptar a geometria do seu braço a uma carcaça fixa. Sensores embutidos não caberão, as opções de vedação são limitadas e o design da sua junta perde a vantagem de precisão que define um robô humanoide competitivo.
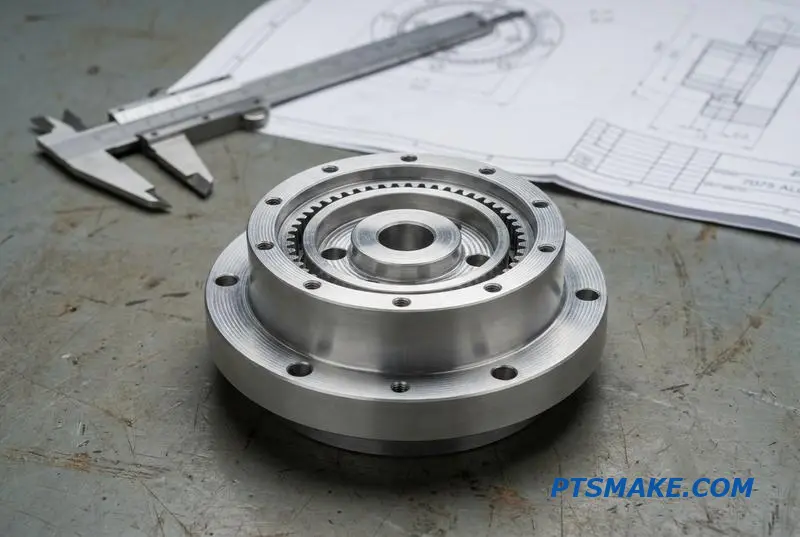
Uma carcaça de acionamento harmônico usinada em CNC oferece controle total sobre as tolerâncias de furo (H6/H7), assentos de rolamento, interfaces de vedação e geometria de montagem. Isso é essencial quando você precisa de integração de braço personalizada, sensoriamento de torque embutido, vedação IP54 ou ajustes piloto apertados de 0,025 mm para estrias circulares.

Trabalhei com equipes de robótica que perderam meses perseguindo a ondulação de torque, apenas para descobrir que a causa raiz era um ajuste piloto solto da estria circular. Abaixo, vou guiá-lo por cada decisão que molda uma construção confiável de carcaça harmônica.
Quando Você Deve Usinar em CNC uma Carcaça de Acionamento Harmônico Personalizada em Vez de Comprar um Atuador Pronto
Quando você tem um conjunto de componentes de acionamento harmônico, a decisão principal é se deve comprar um atuador completo ou usinar uma caixa personalizada. Essa escolha impacta diretamente a integração, o desempenho e o cronograma do seu projeto. É um dilema comum para equipes que desenvolvem robótica avançada.
Atuadores Prontos para Uso
Uma unidade pronta para uso oferece uma solução rápida e validada. No entanto, você é limitado por suas dimensões fixas, opções de sensores predefinidas e interfaces de montagem padrão. Isso pode criar compromissos de design se o elo do seu braço robótico tiver uma geometria única ou requisitos de integração específicos.
Caixas Usinadas CNC Personalizadas
Optar por uma caixa usinada CNC personalizada oferece total liberdade de design. Você controla todas as interfaces, desde os suportes do motor até os flanges de saída. Este caminho é ideal quando as unidades padrão simplesmente não se encaixam.
| Caraterística | Atuador Pronto para Uso | Caixa CNC Personalizada |
|---|---|---|
| Integração | Interfaces padronizadas e fixas | Totalmente personalizado ao seu design |
| Sensores | Opções limitadas e pré-integradas | Posicionamento e tipo ilimitados |
| Geometria | Restrito pelo fabricante | Corresponde às suas exigências exatas |
| Prazo de execução | Mais curto (se em estoque) | Mais longo (design + fabricação) |

A decisão de usinar Carcaças de Acionamento Harmônico personalizadas torna-se mais clara quando surgem necessidades específicas. Se o seu projeto exige integração de braço não padrão, um atuador pronto para uso pode forçar compromissos indesejados em toda a sua estrutura mecânica. Frequentemente vemos isso em juntas de robôs humanoides ou quadrúpedes compactos.
O Caso da Personalização
Uma carcaça personalizada permite integrar componentes como sensores de torque diretamente na estrutura para maior precisão e uma montagem mais limpa. A vedação especial para ambientes agressivos — como IP67 para robótica externa — também é muito mais fácil de conseguir com uma carcaça construída para esse fim. O processo de design adiciona custos indiretos, mas elimina dores de cabeça de integração posteriormente.
Avaliando as Compensações
A principal compensação é entre o esforço de desenvolvimento inicial e o desempenho a longo prazo. Embora um atuador padrão o faça avançar mais rapidamente, uma solução personalizada garante que o produto final atenda às especificações exatas sem compromisso. Isso é crítico para aplicações onde peso, tamanho e Histerese1 são rigorosamente controlados. Descobrimos, trabalhando com nossos clientes, que este investimento inicial em design compensa em desempenho.
| Motor de decisão | Caminho Recomendado | Justificação |
|---|---|---|
| Pegada Padrão | Pronto para Uso | Rápido e comprovado para uso geral. |
| Geometria Única | CNC Personalizado | Garante ajuste perfeito e integração ideal. |
| Sensores incorporados | CNC Personalizado | Permite posicionamento e tipo de sensor específicos. |
| Ambiente Agressivo | CNC Personalizado | Permite escolhas personalizadas de vedação e material. |
Escolher entre pronto para uso e personalizado é uma decisão estratégica. Atuadores padrão priorizam a velocidade para aplicações comuns, enquanto Caixas de Acionamento Harmônico CNC personalizadas oferecem controle completo para projetos com requisitos únicos de integração, sensor ou vedação, garantindo desempenho ideal sem compromisso.
Ajuste Piloto da Estria Circular — Por Que a Tolerância de 0,025 mm Neste Furo Faz ou Desfaz Seu Acionamento Harmônico
O desempenho de um acionamento harmônico de precisão depende da caixa em que ele está. Especificamente, o furo piloto para a ranhura circular deve ser perfeito. Um desvio tão pequeno quanto 0,025 mm pode arruinar toda a montagem. Esta única característica determina se o seu componente caro opera suavemente ou falha prematuramente.
O Problema com Ajustes Incorretos
Uma tolerância de furo incorreta cria dois modos de falha distintos. Se o ajuste for muito apertado, ele deforma a ranhura circular. Se for muito solto, a ranhura se desloca sob carga. Ambos os resultados degradam significativamente o desempenho, transformando um sistema de alta precisão em um não confiável.
Comparação de Ajuste
| Condição de ajuste | Consequência | Problema Resultante |
|---|---|---|
| Muito Apertado (Interferência) | Deforma a ranhura circular | Engate irregular dos dentes, travamento |
| Muito Solto (Folga) | Ranhura se desloca do centro | Excentricidade, vibração, fadiga |
Este não é um detalhe menor. Uma caixa mal usinada pode fazer com que um acionamento harmônico $400 tenha um desempenho pior do que uma caixa de engrenagens padrão $40.

O ajuste piloto é onde a teoria encontra a realidade. A ranhura circular deve ser localizada centralmente e com segurança. Os ajustes ISO padrão usados aqui são tipicamente H6 ou H7. Estes são ajustes com folga, mas com controle extremamente rigoroso, garantindo que o componente seja restringido sem ser deformado.
Tolerância H6 vs. H7
Para uma ranhura circular de 70mm, uma tolerância de furo H7 é +0.030mm / +0.000mm. Um ajuste H6 é ainda mais apertado em +0.019mm / +0.000mm. Um ajuste mais folgado pode introduzir excentricidade, causando uma vibração de uma vez por revolução conhecida como ondulação de torque2. Esta vibração não só reduz a precisão posicional, mas também acelera a fadiga da flexspline, levando a falhas precoces. A precisão das carcaças Harmonic Drive não é opcional.
Verificando o Furo
Não se pode simplesmente assumir que o furo está correto. Na PTSMAKE, verificamos cada furo crítico para prevenir falhas por excentricidade do furo da ranhura. Esta simples verificação de qualidade é crucial.
| Etapa | Ação | Objetivo |
|---|---|---|
| 1. Ferramenta | Use um medidor de furo de três pontos calibrado. | Garante medições precisas e repetíveis. |
| 2. Profundidades | Meça na parte superior, média e inferior do furo. | Verifica conicidade ou abaulamento. |
| 3. Posições | Meça em quatro pontos (0, 90, 180, 270 graus). | Deteta falta de circularidade (ovalização). |
| 4. Relatório | Documentar o diâmetro médio e o ovalização. | Fornece um registro completo para garantia de qualidade. |
Esta verificação do furo da carcaça CNC garante que a carcaça atenda aos requisitos rigorosos para um desempenho ideal do redutor harmônico.
O furo da carcaça não é apenas uma característica de montagem; é uma superfície funcional crítica. Atingir a tolerância H6 ou H7 necessária é essencial para a precisão, suavidade e vida útil do redutor harmônico. Usinagem e verificação adequadas são inegociáveis para essas aplicações de alto desempenho.
Seleção de Rolamento de Rolos Cruzados e Usinagem do Assento — Qual Rolamento de Saída Sua Carcaça Deve Acomodar
O desempenho das carcaças de redutores harmônicos depende do rolamento de saída. Rolamentos de rolos cruzados são a escolha padrão porque gerenciam cargas combinadas em um espaço compacto. O passo mais crítico é selecionar este rolamento antes de você finaliza o projeto da carcaça. Suas dimensões ditam seus parâmetros de usinagem.
Por Que a Seleção do Rolamento Vem Primeiro
O diâmetro externo (DE) e a largura do rolamento definem o tamanho e a profundidade do furo da carcaça. Se você projetar a carcaça primeiro, corre o risco de não conseguir encontrar um rolamento padrão que se encaixe, forçando redesenhos caros ou pedidos de rolamentos personalizados. Este é um erro comum e caro.
Combinações Comuns de Rolamentos e Redutores
Existe uma relação clara entre os tamanhos dos redutores harmônicos e os modelos padrão de rolamentos de rolos cruzados. Isso torna a seleção inicial simples se você souber seus requisitos de acionamento.
| Tamanho do Redutor Harmônico | Rolamento de Rolos Cruzados Típico |
|---|---|
| 17 | RB6013 |
| 20 | RB7013 |
| 25 | RB8016 |
| 32 | RB10016 |
Esta tabela fornece um ponto de partida para a correspondência de componentes antes de qualquer usinagem começar.

Para carcaças de redutores harmônicos, rolamentos de rolos cruzados de marcas como THK, IKO ou NSK são comuns. Uma escolha típica para um redutor de tamanho 20 é o modelo RB7013, que possui um furo de 70mm e largura de 13mm. Isso informa diretamente a usinagem para o projeto do assento do rolamento de saída.
Usinagem do Furo da Carcaça
Alcançar o ajuste correto é inegociável para o desempenho. O furo da carcaça que recebe o anel externo do rolamento geralmente requer uma tolerância H6 ou H7. Este ajuste apertado garante que o rolamento esteja firmemente assentado e evita a rotação. Na PTSMAKE, mantemos consistentemente essas tolerâncias precisas.
Tolerâncias de Ombro e Eixo
A tolerância de profundidade do ombro é igualmente crítica, geralmente mantida em ±0,01mm. Esta dimensão define a posição axial do rolamento e controla a pré-carga. O anel interno, que se encaixa na flange de saída ou no eixo, requer um ajuste g6 ou h6 para corresponder ao diâmetro interno (DI) do rolamento. A complexa interação de forças dentro do rolamento, especialmente sob carga, cria uma significativa Tensão de contacto hertziana3 entre os rolos e as pistas. Ajustes incorretos causarão distribuição desigual de tensões, levando a falhas prematuras. Meu conselho é simples: peça o conjunto de componentes do redutor harmônico e o rolamento juntos. Em seguida, projete a carcaça em torno dessas peças físicas.
Para garantir o desempenho em carcaças de redutores harmônicos, você deve selecionar o rolamento e o conjunto de componentes primeiro. Em seguida, projete e usine a carcaça com as dimensões e tolerâncias precisas exigidas por esses componentes. Esta abordagem proativa evita erros dispendiosos e garante funcionalidade ótima.
O Maior Fator de Custo em uma Carcaça Harmônica — Tempo de Máquina no Conjunto de Furos Críticos
Ao projetar Carcaças de Redutores Harmônicos, muitos engenheiros se concentram na seleção de materiais. Eles assumem que ligas exóticas aumentam o preço. No entanto, a matéria-prima, frequentemente alumínio 7075, é uma parte menor do custo total. O verdadeiro impulsionador do custo é o tempo de máquina.
A Verdadeira Análise de Custos
A maior parte da despesa vem das horas que uma peça passa em uma máquina CNC de alta precisão. Para uma carcaça típica, a usinagem pode levar várias horas. A operação mais demorada e cara é a criação do conjunto de furos críticos.
Exemplo de Distribuição de Custos
Aqui está uma análise simplificada de custos de carcaça harmônica CNC que frequentemente vemos na PTSMAKE. Isso mostra para onde o dinheiro realmente vai.
| Componente de custo | Percentagem do Custo Total |
|---|---|
| Matéria-Prima (Tarugo 7075) | ~5% |
| Tempo de Máquina CNC | ~75% |
| Configuração, Ferramental e CQ | ~20% |
Como você pode ver, o tempo de máquina domina a estrutura de custos. Compreender o que acontece durante este tempo é fundamental para uma gestão de custos eficaz.
Dentro do Processo de Usinagem
Por que o conjunto de furos críticos consome tanto tempo? É tudo uma questão de precisão. O conjunto inclui o furo da ranhura circular, o furo do rolamento principal e o furo de montagem do motor. Essas características devem ser perfeitamente concêntricas para garantir que o acionamento harmônico funcione corretamente.
A Sequência de Furação Multi-Etapas
Alcançar a tolerância H6 e uma concentricidade apertada (muitas vezes 0,01mm) é um processo delicado. Não é apenas um corte rápido. A sequência envolve múltiplas etapas cuidadosas para gerenciar o calor, a deflexão da ferramenta e o acabamento da superfície, prevenindo qualquer distorção na peça final.
Esta estratégia de múltiplas passagens é essencial para alcançar a estabilidade dimensional. A equilíbrio térmico4 pausa é especialmente crítica. Ela permite que a peça esfrie e estabilize antes que os cortes finais de alta precisão sejam feitos. Isso evita imprecisões causadas pela expansão térmica durante a usinagem.
Como Reduzir o Custo da Caixa Harmônica CNC
Com base em projetos que lidamos, existem várias maneiras de reduzir custos sem sacrificar o desempenho onde mais importa.
| Estratégia de redução de custos | Potencial de Economia de Tempo | Impacto no desempenho |
|---|---|---|
| Relaxar a concentricidade para 0,02mm | 15-20% do tempo de ciclo de furação | Aceitável para muitas aplicações |
| Usar tolerância H7 em vez de H6 | 10-15% do tempo de ciclo de mandrilamento | Ajuste mais folgado no estriado circular |
| Faces não críticas conforme usinadas | 5-10% do tempo total de usinagem | Puramente cosmético, sem alteração funcional |
Esses pequenos ajustes no seu projeto podem levar a economias significativas. É uma conversa que vale a pena ter com seu parceiro de fabricação.
O maior custo em uma carcaça harmônica não é o material, mas o tempo de usinagem para o conjunto de mandrilamento crítico. Ao entender esse fator de custo de mandrilamento de precisão, você pode fazer escolhas de design informadas que reduzem significativamente os custos, mantendo o desempenho exigido para sua aplicação.
Alumínio 7075 vs 6061 para Carcaças Harmônicas — Quando o Custo Extra do 7075 Realmente Compensa
A escolha do alumínio certo para carcaças de acionamento harmônico geralmente se resume a 7075 versus 6061. Embora o 6061 seja um cavalo de batalha confiável, o custo mais alto do 7075 pode ser difícil de justificar. No entanto, em aplicações específicas, esse prêmio não é apenas uma despesa; é um investimento estratégico em desempenho.
A Vantagem da Relação Resistência-Peso
Para juntas robóticas, especialmente em designs humanoides, o desempenho é primordial. O debate não é apenas sobre o custo do material, mas sobre o que esse custo oferece. Maior resistência permite paredes mais finas e peças mais leves sem sacrificar a rigidez, impactando diretamente as capacidades dinâmicas e a eficiência do robô. É aqui que o alumínio 7075 realmente se destaca.

A decisão entre essas duas ligas depende de uma avaliação clara dos requisitos da aplicação versus o orçamento. O custo do material para o 7075 é aproximadamente duas a três vezes maior que o do 6061. Na PTSMAKE, nossos dados de usinagem confirmam que também é mais agressivo para as ferramentas, aumentando o desgaste em cerca de 30%. Então, quando esse investimento se paga?
Principais Métricas de Desempenho Comparadas
Vamos analisar os números. Embora ambos os materiais tenham densidade e rigidez quase idênticas, a diferença na resistência é significativa. Esta é a principal razão para selecionar o 7075 para carcaças de acionamento harmônico exigentes. O Módulo de Young5 é o mesmo, o que significa que uma peça da mesma geometria irá defletir identicamente sob carga.
| Imóveis | Alumínio 7075-T6 | Alumínio 6061-T6 |
|---|---|---|
| Resistência ao escoamento | 503 MPa | 276 MPa |
| Rigidez (Módulo de Young) | ~72 GPa | ~69 GPa |
| Densidade | 2,81 g/cm³ | 2,70 g/cm³ |
| Maquinabilidade | Justo | Bom |
| Custo relativo do material | 2.5x – 3x | 1x |
Quando Especificar 7075
- Articulações Distais: Para pulsos e efetores finais, cada grama conta. A maior resistência do 7075 permite paredes mais finas, potencialmente cortando o peso em 15-25% em relação a um design 6061. Isso reduz a inércia, permitindo movimentos mais rápidos e precisos.
- Articulações de Alta Carga: Articulações como quadris ou joelhos que lidam com altas cargas dinâmicas se beneficiam da resistência superior do 7075, garantindo confiabilidade sob estresse.
- Designs com Restrição de Espaço: Quando a embalagem é apertada e as paredes da carcaça devem ser finas, o 7075 fornece a resistência necessária que o 6061 não consegue.
Quando o 6061 é Suficiente
- Prototipagem: Para iterações iniciais onde validar a geometria é mais crítico do que o desempenho final, o 6061 é a escolha econômica.
- Articulações Menos Críticas: Articulações do ombro, que frequentemente têm mais espaço de embalagem, podem não exigir a resistência premium do 7075.
- Caixas Reforçadas: Se o design incluir suportes ou apoios externos que partilham a carga, a resistência inerente do material da caixa torna-se menos crítica.
Em última análise, a escolha das caixas para o seu redutor harmónico depende das exigências específicas da aplicação. Embora o 7075 exija um prémio tanto nos custos de material como de maquinação, a sua relação superior de resistência-peso é indispensável para juntas robóticas de alto desempenho e sensíveis ao peso.
Por Que Algumas Oficinas CNC Erram nas Carcaças Harmônicas — Seis Falhas Comuns e Como Detectá-las
As caixas de redutores harmónicos estão entre as peças mais exigentes que maquinamos. A sua precisão é inegociável, pois mesmo uma pequena falha pode causar vibração, folga ou falha completa num braço robótico. No entanto, muitas oficinas CNC perdem os detalhes subtis que definem uma caixa perfeita.
A Armadilha da Precisão
O desafio reside em manter tolerâncias apertadas em múltiplas características. As oficinas frequentemente focam-se no diâmetro do furo principal, mas ignoram como as características interagem. Isso leva a modos comuns de falha de caixas harmónicas que são difíceis de detetar sem os métodos de inspeção corretos.
Um Guia de Inspeção para o Comprador
Como comprador, precisa de uma lista de verificação simples, mas eficaz. Compreender estas seis falhas comuns e como as detetar irá poupá-lo de situações dispendiosas de paragem de linha e falhas em campo.
| Modo de falha | Impacto primário | Método de inspeção |
|---|---|---|
| Conicidade do Furo | Contacto irregular da estria | Medidor de Furo |
| Ovalização | Mau assentamento do rolamento | CMM |
| Desvio da Posição do Furo | Desalinhamento do flange | CMM |
| Rebarbas de Rosca | Assentamento incompleto do parafuso | Calibre de rosca |
| Furo de vedação áspero | Vazamento prematuro do selo | Profilómetro |
| Paralelismo da face | Carga desigual nos parafusos | Relógio comparador |
A usinagem bem-sucedida de carcaças Harmonic Drive requer um profundo entendimento de potenciais falhas geométricas e de superfície. Como comprador, você deve saber o que procurar durante a inspeção de recebimento. Aqui estão os modos de falha mais críticos que observei e como identificá-los.
Erros Geométricos e de Posição
Esses erros se relacionam com a forma e a localização de características chave. Eles frequentemente resultam de configuração inadequada, desgaste da ferramenta ou instabilidade do dispositivo de fixação. Um problema comum é o desvio da posição do furo roscado, onde os furos dos parafusos se desviam de sua posição verdadeira, impedindo a montagem adequada.
Conicidade do Furo
Um furo cônico, frequentemente causado pela deflexão da ferramenta, impede que a ranhura circular se assente corretamente. Recomendo usar um medidor de furo para verificar o diâmetro na parte superior, média e inferior. Se a conicidade exceder 0,01mm, a peça deve ser rejeitada.
Ovalização da ranhura do rolamento
A ranhura para o rolamento de rolos cruzados deve ser perfeitamente redonda. Qualquer desvio impede que o rolamento se assente completamente, levando a um desgaste prematuro. Uma CMM é essencial para esta verificação; uma medição de circularidade que exceda 0,005mm é um sinal claro de falha na circularidade do furo do rolamento.
Defeitos de Superfície e Característica
Esses defeitos afetam a vedação, a fixação e a vida útil geral do componente. Eles são frequentemente relacionados ao processo e podem ser evitados com programação cuidadosa e verificações em processo. Uma inspeção minuciosa pode prevenir grandes problemas no futuro.
| Falha | Ferramenta de inspeção | Critérios de aceitação |
|---|---|---|
| Posição do Furo Roscado | CMM | Verificar relatório de posição verdadeira |
| Rebarbas na Entrada da Rosca | Calibre de rosca | Entrada suave, sem obstáculos |
| Rugosidade do Furo de Vedação | Profilómetro6 | Ra < 0.8μm |
| Paralelismo da Face da Carcaça | Mesa de Granito e Relógio Comparador | Verificar planicidade |
Uma falha clássica de rugosidade da superfície de vedação ocorre quando o furo é muito áspero, fazendo com que o retentor vaze após apenas algumas centenas de ciclos. Esta é uma verificação crítica para a confiabilidade a longo prazo.
A inspeção de Carcaças de Harmonic Drive requer uma abordagem sistemática. Ao verificar a geometria do furo, as posições das características e os acabamentos superficiais, você pode efetivamente identificar defeitos de fabricação comuns. Isso garante que as peças que você recebe terão um desempenho confiável e evitarão falhas dispendiosas do sistema no futuro.
Acabamento Superficial na Carcaça — Onde Você Precisa de Precisão e Onde Pode Economizar Dinheiro
Especificar o acabamento superficial é um dos maiores impulsionadores de custo na usinagem CNC. Para componentes como Carcaças de Harmonic Drive, errar nisso pode inflacionar seu orçamento sem adicionar nenhum benefício real de desempenho. A chave é saber exatamente onde um acabamento rigoroso é crítico e onde você pode relaxar os requisitos.
Superfícies Críticas vs. Não Críticas
Nem todas as superfícies são criadas iguais. Faces de acoplamento, furos de rolamento e áreas de contato de vedação precisam de controle preciso. Em contraste, bolsos internos ou faces externas não cosméticas não exigem o mesmo nível de acabamento, e tratá-los como tal é um erro comum e dispendioso.
Guia de Aplicação de Acabamento Superficial
Uma abordagem inteligente para economizar custos com acabamento superficial CNC envolve um mapa de especificação claro para a peça. Aqui está uma análise típica para uma carcaça de robô.
| Área da Característica | Requisito Típico de Ra | Justificação |
|---|---|---|
| Contato do Selo Rotativo | 0.2 – 0.4μm (N5) | Previne vazamentos e desgaste prematuro do selo |
| Furos de Rolamento | < 0.8μm (N6) | Garante ajuste adequado e previne pontos de tensão |
| Faces de Acoplamento | 0.8 – 1.6μm (N6-N7) | Garante contato plano e estável |
| Paredes Cosméticas Externas | < 1.6μm (N7) | Apelo estético e sensação |
| Bolsas Internas | 3.2μm+ (Conforme usinado) | Sem impacto funcional, grandes economias de custo |

A Engenharia e a Lógica de Custo
Especificar demais um acabamento de superfície não torna uma peça melhor; apenas a torna mais cara. Cada redução no valor de Ra (Rugosidade Média) frequentemente requer uma passagem de usinagem adicional e mais lenta ou um processo de acabamento separado, como retificação ou polimento. Isso adiciona tempo de ciclo e custo significativos.
Impacto nas Superfícies de Vedação
Para um retentor labial rotativo, a especificação do acabamento superficial é inegociável. Uma superfície mais áspera que Ra 0,4μm agirá como uma lixa, desgastando o lábio do retentor e causando falha prematura. Microscópicas asperezas7 também podem criar pequenos caminhos de vazamento, comprometendo a integridade de todo o conjunto.
Requisitos do Furo do Rolamento
O requisito de Ra para o furo do rolamento é igualmente importante. Um furo áspero pode criar pontos de alta pressão, afetando a folga e a vida útil do rolamento. Isso pode levar a um assentamento inadequado, o que introduz vibração e reduz a precisão de todo o sistema de acionamento harmônico.
Quantificando a Diferença de Custo
A penalidade de custo por excesso de especificação é substancial. Com base em nosso trabalho com clientes sobre diretrizes de acabamento de superfície para carcaças de robôs, passar de um acabamento cosmético padrão para um acabamento de vedação de precisão em apenas uma característica pode aumentar o custo dessa característica em 200-300%.
| Especificação de Acabamento (Ra) | Custo relativo de maquinagem | Processo típico |
|---|---|---|
| 3,2μm (ou superior) | 1x (linha de base) | Fresamento/Torneamento Padrão |
| 1,6μm | 1.5x | Passagem de Fresagem/Torneamento Fino |
| 0,8μm | 2x | Passagem Muito Fina ou Retificação |
| 0.4μm | 3x+ | Retificação, Brunimento ou Lapidação |
Aplicar aquele acabamento apertado de Ra 0.4μm em uma peça inteira, onde não é necessário, pode aumentar o custo total da peça em 20-30%. Uma regra prática é especificar um acabamento de superfície apertado apenas onde uma superfície contata diretamente uma vedação, um rolamento ou outra face de acoplamento usinada com precisão.
Chamadas estratégicas de acabamento de superfície em Carcaças de Harmonic Drive são essenciais. Aplique valores de Ra apertados apenas em interfaces funcionais críticas, como vedações e rolamentos, para garantir o desempenho. Relaxar as especificações em áreas não críticas é a maneira mais eficaz de otimizar a manufaturabilidade e controlar os custos sem comprometer.
Rebarbação de Características Internas — A Verificação de Qualidade Oculta Que Encontra Oficinas CNC Ruins
A rebarbação interna omitida é uma das principais causas de falha na montagem, especialmente para componentes como carcaças de acionamento harmônico. Pequenas rebarbas deixadas nas entradas de roscas internas podem se soltar durante a montagem. Esses fragmentos de metal então se alojam entre os dentes da engrenagem, causando ruído, atrito e eventual falha do sistema.
A abordagem de uma oficina para características internas é um claro indicador de seus padrões de qualidade. Uma oficina meticulosa vê a rebarbação como uma etapa de acabamento crítica, enquanto uma oficina de baixo custo frequentemente a omite para economizar tempo, passando o risco para você.
Comparação de Abordagens de Rebarbação
| Fator de qualidade | Oficina de Alta Qualidade (ex: PTSMAKE) | Oficina de Baixa Qualidade |
|---|---|---|
| Processo | Ciclo de rebarbação integrado, frequentemente automatizado | Manual, inconsistente ou omitido |
| Verificação | Inspeção por boroscópio de todas as características internas | Verificação visual apenas das superfícies externas |
| Adesão ao PO | Segue as especificações de quebra de aresta | Ignora ou negligencia especificações internas |
| Resultado | Montagem confiável e duradoura | Alto risco de falha prematura em campo |
Este pequeno detalhe tem um impacto enorme na confiabilidade e vida útil do produto final. É um controle de qualidade inegociável para nós na PTSMAKE.

Para evitar esses problemas, seu pedido de compra deve ser explícito. Recomendamos especificar: ‘todas as arestas quebradas 0.1-0.3mm máx., entradas de rosca internas rebarbadas à máquina, e todas as arestas de furos intersecantes arredondadas R0.2 máx.’ Esta linguagem não deixa margem para ambiguidade. Ela força o fornecedor a abordar essas áreas críticas.
Para peças complexas como uma carcaça de acionamento harmônico, vários métodos são eficazes. A escolha depende da geometria e acessibilidade da característica. Compreender essas opções ajuda você a ter conversas mais produtivas com seu parceiro de fabricação. A interação das superfícies é um princípio fundamental em tribologia8 e crítico para a vida útil do componente.
Métodos de Rebarbação Interna
| Método | Melhor aplicação | Descrição |
|---|---|---|
| Rebarbação por Trajetória de Ferramenta | Furos passantes, entradas de rosca | Uma trajetória de ferramenta automatizada adiciona um pequeno chanfro no final de um ciclo de furação ou rosqueamento. Altamente consistente. |
| Manual / Térmico | Geometrias internas complexas | A rebarbação manual utiliza ferramentas especializadas. A rebarbação térmica vaporiza as rebarbas em um ambiente controlado. |
| Rebarbação por Escova | Interseções cegas, furos transversais | Uma escova abrasiva de nylon em uma máquina CNC alcança áreas difíceis, criando uma borda lisa e arredondada. |
Após a usinagem, a verificação é essencial. Não é possível confirmar a rebarbação interna a olho nu. Usamos um boroscópio para inspeção em todas as peças CNC com características internas críticas, verificando cada entrada de rosca e interseção de furo transversal para garantir conformidade perfeita.
Em resumo, a rebarbação interna eficaz não é um bônus; é uma necessidade para montagens mecânicas confiáveis. Especificar os requisitos em seu pedido de compra e insistir na inspeção por boroscópio são passos simples que separam grandes fornecedores daqueles que lhe causarão problemas mais tarde.
Estratégia de Vedação da Carcaça — Classificações IP para Juntas de Robôs Humanoides e Como a Usinagem as Possibilita
As juntas de robôs humanoides, especialmente aquelas que usam caixas de engrenagens Harmonic Drive, exigem estratégias de vedação adaptadas ao seu ambiente. A classificação de Proteção de Ingresso (IP) é a métrica chave aqui. Um robô em um laboratório limpo tem necessidades muito diferentes de um que trabalha ao ar livre ou em um armazém empoeirado.
Demandas Ambientais na Vedação
O ambiente operacional dita diretamente a classificação IP necessária. Uma simples capa contra poeira pode ser suficiente para um ambiente de laboratório, mas as aplicações em armazéns exigem proteção contra poeira e jatos de água. Essa escolha impacta a complexidade e o custo da solução de vedação e sua usinagem.
Correspondência de Classificações IP com Esquemas de Vedação
Devemos corresponder o design da vedação à classificação IP alvo. Para IP20, uma simples folga de labirinto pode ser suficiente. Para classificações mais altas como IP54, são necessários selos multiestágio e O-rings. Cada nível introduz desafios de usinagem específicos que devem ser abordados para um desempenho confiável.
| Classificação IP | Ambiente Típico | Estratégia de Vedação |
|---|---|---|
| IP20 | Laboratório de Pesquisa Limpo | Folga de labirinto, sem vedação de eixo, ventilação térmica. |
| IP40 | Oficina Industrial Leve | Vedação labial única no eixo de saída. |
| IP54+ | Exterior / Armazém | Vedante de lábio duplo ou vedante de lábio + anel em V; O-rings nas faces. |

Conseguir uma vedação fiável não é apenas escolher o vedante certo; é sobre a precisão da própria caixa. Para a vedação de juntas de robôs IP54 em Caixas de Acionamento Harmónico, a maquinação é crítica. O diâmetro do furo do vedante, por exemplo, requer uma tolerância H8 para garantir a compressão adequada sem danificar o vedante.
Características Críticas de Maquinação
A profundidade do furo do vedante é igualmente importante para o assentamento correto. Também maquinamos um chanfro de entrada de pelo menos 15 graus com um raio especificado. Esta característica subtil evita que o lábio do vedante seja cortado ou danificado durante a instalação, uma causa comum de falha precoce.
Requisitos do Eixo e do Furo
O acabamento da superfície do eixo de saída onde o vedante contacta deve ser excecionalmente suave, tipicamente entre Ra 0.2-0.4μm, sem marcas axiais de ferramenta. Um erro frequente que vejo é um furo do vedante que não está perfeitamente alinhado com o eixo do veio. Esta falta de Concentricidade9 causa desgaste irregular no lábio do vedante, levando a fugas prematuras. Na PTSMAKE, verificamos sempre este alinhamento entre o furo do vedante e o furo do rolamento do veio. Este é um controlo de qualidade não negociável para nós.
A fiabilidade de um robô está diretamente ligada à sua classificação IP, que por sua vez depende da maquinação de precisão das suas caixas de junta. Características como a tolerância do furo, o acabamento da superfície e a concentricidade não são detalhes menores; são fundamentais para alcançar um desempenho de vedação a longo prazo.
Pilha de Tolerâncias de Montagem — Por Que a Carcaça Não É o Árbitro Final da Precisão da Junta
Muitos engenheiros focam-se apenas na precisão da caixa, assumindo que isso garante a precisão da junta. No entanto, mesmo uma caixa perfeitamente maquinada pode levar a uma junta medíocre se os componentes internos não forem cuidadosamente selecionados. A precisão final é determinada por uma "pilha de tolerâncias"—a acumulação de pequenas folgas e desalinhamentos de cada peça na montagem.
A Cadeia de Tolerâncias
Cada componente introduz uma pequena quantidade de folga. Estas tolerâncias individuais, embora menores por si só, somam-se para criar um erro total significativo na saída.
Principais Contribuintes para a Pilha
| Ajuste dos Componentes | Folga/Jogo Típico |
|---|---|
| Estria Circular para Furo da Carcaça | até 0.030mm |
| Rolamento de Rolos Cruzados Interno | 0.002 – 0.007mm |
| Alinhamento do Eixo de Saída com o Flexspline | 0.010 – 0.030mm |
| Eixo do Motor para Furo do Gerador de Ondas | 0.020 – 0.050mm |
Esses valores não são fixos, mas representam especificações comuns que encontramos na PTSMAKE.

O verdadeiro desafio para alcançar alta precisão em carcaças Harmonic Drive não é apenas uma dimensão; é gerenciar a interação de múltiplas tolerâncias. Vamos detalhar como esses números aparentemente pequenos se combinam para impactar o desempenho. Uma folga aparentemente pequena em cada interface contribui para um erro cumulativo maior.
Calculando o Acúmulo Total
Uma montagem típica pode ter um acúmulo como este: 0.030mm (estria) + 0.005mm (rolamento) + 0.020mm (saída) + 0.030mm (motor) = 0.085mm de acúmulo total. Esta soma torna-se diretamente Excentricidade radial10 no flange de saída, que é uma medida crítica de imprecisão rotacional.
Do Acúmulo ao Erro no Mundo Real
Como esses 0,085mm afetam um braço robótico? Para um elo com um braço de alavanca de 100mm, isso se traduz em uma Leitura Total Indicada (TIR) de 0,17mm (0,085mm x 2) na extremidade do flange. Isso pode parecer aceitável, mas é apenas para uma junta.
Em um sistema multi-eixos, como um braço robótico humanoide, esse erro se multiplica. A imprecisão da primeira junta torna-se o erro de base para a segunda, e assim por diante. Esse efeito cascata é o motivo pelo qual a seleção de componentes para precisão harmônica é tão vital quanto a própria carcaça.
Isso demonstra por que uma visão holística da tolerância de montagem é essencial. Focar apenas na carcaça ignora o efeito composto da folga do rolamento, dos ajustes do eixo e das especificações dos fixadores. Cada escolha importa na cadeia de tolerância de precisão final do braço robótico.
Em última análise, a carcaça fornece a base, mas a precisão final da junta é resultado de todo o empilhamento de tolerâncias. A seleção cuidadosa dos componentes é tão crítica quanto a usinagem de precisão da própria carcaça para minimizar o desvio de saída e garantir o desempenho.
A Revisão do Projeto da Carcaça — Três Perguntas Que Toda Oficina CNC Deve Fazer Antes da Usinagem
Ao procurar um fornecedor para Carcaças de Harmonic Drive, as perguntas que eles fazem são mais reveladoras do que a cotação que fornecem. Uma oficina que apenas olha para o desenho 2D sem perguntar sobre a montagem é um grande sinal de alerta. Um parceiro verdadeiramente competente entende que a carcaça faz parte de um sistema complexo.
As Perguntas Certas Sinalizam Expertise
Uma oficina CNC proativa se concentrará no ajuste e na função. Eles devem perguntar sobre os componentes de acoplamento para garantir uma integração perfeita. Essa abordagem vai além de simplesmente usinar uma peça para entregar um componente que funciona perfeitamente dentro da montagem final da junta robótica.
Teste de Tornassol Inicial do Fornecedor
Antes mesmo de chegar aos preços, preste atenção a essas perguntas críticas. Elas separam um mero produtor de peças de um verdadeiro parceiro de fabricação.
| Tópico da Pergunta | Porque é que é importante |
|---|---|
| Peças de Acoplamento | Verifica ajustes críticos para rolamentos e estrias. |
| Configuração de Usinagem | Garante concentricidade entre furos críticos. |
| Sequência de Referência | Esclarece o alinhamento para toda a montagem da engrenagem. |

Um fornecedor silencioso é um risco. Vimos projetos falharem porque a oficina mecânica não perguntou sobre a montagem funcional. Eles entregaram uma peça que atendia ao desenho, mas era inútil porque não se integrava com o rolamento de rolos cruzados e a ranhura circular. As perguntas certas evitam esses erros caros.
Aprofundando: A Lista de Verificação de Avaliação do Fornecedor
Além das três perguntas iniciais, uma oficina capaz também investigará a inspeção e os testes. Eles entendem que verificar a geometria da peça é crucial. É aqui que a ciência de Metrologia11 entra em jogo, garantindo que o que é projetado é o que é entregue. A capacidade de um fornecedor de medir características complexas é tão importante quanto sua capacidade de usiná-las.
Perguntas de Capacidade Avançada
Você também deve esperar perguntas sobre a verificação pós-usinagem. Eles conseguem medir furos profundos com precisão? Estão dispostos a realizar testes funcionais com componentes reais? Na PTSMAKE, frequentemente insistimos nessas etapas para garantir o desempenho antes do envio. Esta é uma parte não negociável do nosso processo de qualidade para componentes críticos como as Carcaças de Acionamento Harmônico.
Aqui está uma lista de verificação simples para avaliar a resposta de uma potencial oficina CNC:
| Ponto de avaliação | Resposta Ideal | Bandeira vermelha |
|---|---|---|
| Verificação de Ajuste | Pede peças de acoplamento ou para fazer um gabarito. | Cita diretamente do desenho. |
| Referência e Configuração | Pergunta sobre o alinhamento da montagem. | Ignora referências funcionais. |
| Capacidade CMM | Confirma a capacidade de medir características profundas. | Vago sobre os métodos de inspeção. |
| Teste Funcional | Oferece para testar o ajuste com o rolamento real. | Recusa qualquer verificação em nível de montagem. |
As perguntas do fornecedor revelam a profundidade de sua experiência. Um parceiro que se envolve neste nível de detalhe está investido no sucesso do seu produto final, não apenas no envio de uma peça de metal.
As perguntas pré-orçamento de um fornecedor são um indicador direto de sua expertise. Um parceiro engajado que pergunta sobre montagem, função e inspeção está focado em entregar um componente bem-sucedido, não apenas uma peça usinada que tecnicamente corresponde a um desenho.
Eletroerosão a Fio vs Fresagem para Características de Estria Circular — O Que Seu Desenho da Carcaça Deve Dizer
Ao projetar Caixas de Redução Harmônica com dentes de engrenagem integrais, seu desenho se torna o documento mais crítico. Os detalhes que você fornece ditam o método de fabricação e o desempenho final. Especificações vagas levam a atrasos e erros caros. A precisão é inegociável para essas características.
Requisitos de Desenho para Estrias Integrais
Para uma caixa com estrias usinadas diretamente no furo, a Eletroerosão a fio (EDM) é frequentemente a escolha para protótipos. Seu desenho deve definir claramente a geometria do dente da engrenagem. A falta de qualquer uma dessas informações parará um projeto imediatamente.
| Especificação | Valor Típico / Padrão |
|---|---|
| Padrão do Perfil do Dente | ISO, DIN, ou Definido pelo Cliente |
| Módulo | 0.3-0.5mm para a maioria da robótica |
| Número de dentes | Dentes da Flexspline + 2 (ex: 122 vs 120) |
| Diâmetro da Ponta do Dente | Especificado com tolerância apertada |
| Diâmetro da Raiz | Especificado com tolerância apertada |
| Raio de Concordância da Raiz | Frequentemente pequeno, crítico para a resistência |
Por Que Este Detalhe Importa
Para produção, métodos como conformação de engrenagens ou Brochamento12 são mais comuns. No entanto, para prototipagem de uma ranhura circular integral, a eletroerosão a fio (EDM a fio) é o padrão. Cada detalhe no desenho é essencial para criar um orçamento preciso e uma peça funcional na PTSMAKE.
Um erro comum que vejo é a subespecificação do perfil do dente. Meramente indicar um número de dentes não é suficiente. Sem o módulo, o ângulo de pressão e os diâmetros, não podemos modelar a engrenagem corretamente. Isso é especialmente verdadeiro para perfis de dente personalizados e não padronizados.
A Alternativa Não Integral
Para muitos projetos, especialmente em fases de prototipagem para robótica, um design não integral é um caminho melhor. Aqui, você usa um anel de ranhura circular pré-fabricado. A carcaça simplesmente requer um furo piloto de precisão (tolerância H6/H7) e uma face de encosto plana. Isso simplifica a usinagem e permite que você use um conjunto de componentes harmônicos correspondentes, que é pré-calibrado para desempenho ideal.
Desenhos claros para características de ranhuras integrais são cruciais para uma fabricação bem-sucedida. No entanto, para protótipos, considere usar um design não integral com um conjunto de componentes correspondentes para simplificar o processo e garantir o desempenho, uma estratégia que frequentemente recomendamos a novos clientes em robótica.
Como Proteger Seu Projeto — NDA, Marcação de Desenho e Serialização para Caixas Harmônicas
Ao enviar projetos de carcaças de redutores harmônicos para uma oficina CNC, você está compartilhando propriedade intelectual crítica. Proteger a arquitetura da sua junta é essencial. Uma defesa multicamadas é a maneira mais eficaz de proteger seu projeto desde o orçamento inicial até a entrega da peça final.
Estratégias Chave de Proteção
Sua estratégia deve combinar controles legais, informacionais e físicos. Um NDA é a base, mas não é suficiente por si só. Controlar quais informações você compartilha e como você rastreia as peças físicas é tão importante quanto para proteger seus valiosos designs.
Um quadro prático
A implementação de uma estrutura clara garante que todos os aspectos da sua PI sejam cobertos. Abaixo está um detalhamento dos métodos essenciais que vemos clientes eficazes usarem.
| Camada de Proteção | Método | Objetivo |
|---|---|---|
| Legal | Acordo de Não Divulgação (NDA) | Estabelece um quadro jurídico para a confidencialidade. |
| Informativo | Desenhos Controlados e Fabricação Dividida. | Limita o âmbito das informações que qualquer fornecedor único recebe. |
| Físico | Serialização e Controle de Sucata | Fornece rastreabilidade e previne o uso não autorizado de peças. |

Um NDA é o primeiro passo antes de compartilhar quaisquer arquivos CAD ou desenhos detalhados. Na PTSMAKE, consideramos isso uma prática padrão. Qualquer parceiro profissional de usinagem CNC assinará um sem hesitação, mas a verdadeira proteção de IP vai além e acontece no chão de fábrica.
Além do NDA: Proteções Práticas
As estratégias mais eficazes limitam o que um fornecedor precisa saber. Por exemplo, em vez de enviar um modelo 3D completo, forneça um desenho 2D com Dimensionamento Geométrico e Tolerância13 para orçar características não críticas. Isso comunica todos os dados de fabricação necessários sem revelar a montagem completa.
Fabricação Dividida
Para máxima segurança, considere uma abordagem de fabricação dividida para carcaças de acionamento harmônico. Peça a uma oficina para usinar o corpo principal da carcaça e a outra para produzir o flange de saída. Isso compartimentaliza o conhecimento do projeto, garantindo que nenhum fornecedor único tenha a imagem completa. Embora adicione complexidade logística, limita severamente a exposição de IP.
Controle Físico de Peças e Materiais
Também recomendamos usinar um pequeno rebaixo para um número de série exclusivo em cada carcaça. Isso proporciona rastreabilidade crítica para controle de qualidade e rastreamento de lotes. Finalmente, sempre exija contratualmente que seu fornecedor devolva todo o material de sucata e peças rejeitadas ou forneça um certificado de destruição. Isso fecha um vazamento de IP comum, mas muitas vezes negligenciado.
Proteger os designs de carcaças de redutores harmônicos requer mais do que apenas um NDA. Uma estratégia robusta combina acordos legais, compartilhamento controlado de informações e gestão de ativos físicos. Essa abordagem multicamadas garante que sua propriedade intelectual permaneça segura do protótipo à produção final.

Compreender este efeito é crucial para alcançar alta precisão e repetibilidade em atuadores robóticos. ↩
Compreender este conceito ajuda a diagnosticar problemas sutis de vibração e desempenho em sistemas robóticos de precisão. ↩
Compreender esta tensão de contato ajuda a prever a vida útil dos rolamentos e a prevenir falhas prematuras. ↩
Explore como o equilíbrio térmico impacta a usinagem de alta tolerância para componentes de precisão. ↩
Entenda como esta propriedade fundamental dita a rigidez do material e seu impacto no projeto de engenharia. ↩
Aprenda como esta ferramenta mede precisamente a textura da superfície, um fator crítico para a vida útil e o desempenho dos selos. ↩
Compreender esses picos microscópicos ajuda a esclarecer como as superfícies interagem, afetando o atrito, o desgaste e o desempenho da vedação. ↩
Compreender a tribologia ajuda no projeto de componentes para mínimo desgaste e atrito, crucial para estender a vida útil operacional de juntas robóticas. ↩
Compreender esta tolerância geométrica é fundamental para projetar mecanismos rotativos duráveis e de alto desempenho. ↩
Compreender este conceito ajuda a quantificar a imprecisão rotacional e seu impacto no desempenho da sua montagem. ↩
Explore como a ciência da medição garante que suas peças atendam aos requisitos críticos de design e funcionais. ↩
Entenda como este processo de usinagem de alta produção cria formas internas e estrias precisas. ↩
Entenda como esta linguagem simbólica garante que a intenção funcional do seu projeto seja perfeitamente traduzida em uma peça física. ↩





