

شراء مشغل توافقي جاهز يجبرك على ثني هندسة ذراعك حول غلاف ثابت. لن تتناسب المستشعرات المدمجة، وخيارات الإغلاق محدودة، ويفقد تصميم مفصلك ميزة الدقة التي تحدد الروبوت البشري التنافسي.
يمنحك غلاف محرك توافقي مُشغل بواسطة CNC تحكمًا كاملاً في تفاوتات التجويف (H6/H7)، ومقاعد المحامل، وواجهات الختم، وهندسة التركيب. هذا ضروري عندما تحتاج إلى دمج ذراع مخصص، أو استشعار عزم الدوران المدمج، أو إغلاق IP54، أو ملاءمات تجريبية ضيقة 0.025 مم للمسننات الدائرية.

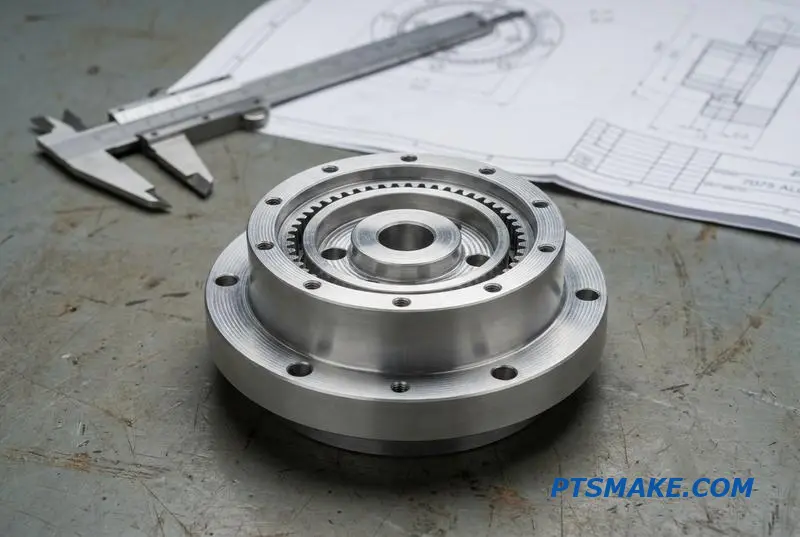
لقد عملت مع فرق روبوتات فقدت شهورًا في مطاردة تموج عزم الدوران، فقط لتكتشف أن السبب الجذري كان ملاءمة تجريبية فضفاضة للمسنن الدائري. أدناه، سأشرح لك كل قرار يشكل بناء غلاف توافقي موثوق به.
متى يجب عليك تشغيل غلاف محرك توافقي مخصص بواسطة CNC بدلاً من شراء مشغل جاهز
عندما يكون لديك مجموعة مكونات محرك توافقي، القرار الأساسي هو ما إذا كنت ستشتري مشغلًا كاملاً أو تصنع غلافًا مخصصًا. يؤثر هذا الاختيار بشكل مباشر على تكامل مشروعك وأدائه وجدوله الزمني. إنه مفترق طرق شائع للفرق التي تطور الروبوتات المتقدمة.
المشغلات الجاهزة
توفر الوحدة الجاهزة حلاً سريعًا وموثوقًا. ومع ذلك، فأنت مقيد بأبعادها الثابتة، وخيارات المستشعرات المحددة مسبقًا، وواجهات التثبيت القياسية. يمكن أن يؤدي ذلك إلى حلول تصميمية وسطية إذا كان وصلة ذراع الروبوت الخاص بك لها هندسة فريدة أو متطلبات تكامل محددة.
أغلفة مخصصة مصنعة باستخدام الحاسب الآلي
يمنحك اختيار غلاف مخصص مصنع باستخدام الحاسب الآلي حرية تصميم كاملة. يمكنك التحكم في كل واجهة، من حوامل المحرك إلى حواف الإخراج. هذا المسار مثالي عندما لا تتناسب الوحدات القياسية.
| الميزة | مشغل جاهز | غلاف مخصص باستخدام الحاسب الآلي |
|---|---|---|
| التكامل | واجهات موحدة وثابتة | مخصص بالكامل لتصميمك |
| المستشعرات | خيارات محدودة ومدمجة مسبقًا | وضع ونوع غير محدود |
| الهندسة | مقيد من قبل الشركة المصنعة | يطابق متطلباتك الدقيقة |
| المهلة الزمنية | أقصر (إذا كان متوفرًا في المخزون) | أطول (تصميم + تصنيع) |

يصبح قرار تصنيع أغلفة محركات توافقية مخصصة أكثر وضوحًا عندما تنشأ احتياجات محددة. إذا كان تصميمك يتطلب دمج ذراع غير قياسي، فإن المشغل الجاهز يمكن أن يفرض تنازلات غير مرغوبة على هيكلك الميكانيكي بالكامل. غالبًا ما نرى هذا في مفاصل الروبوتات البشرية المدمجة أو الروبوتات رباعية الأرجل.
مبررات التخصيص
يتيح لك الغلاف المخصص دمج مكونات مثل مستشعرات عزم الدوران مباشرة في الهيكل للحصول على دقة أفضل وتجميع أنظف. كما أن الختم الخاص بالبيئات القاسية - مثل IP67 للروبوتات الخارجية - أسهل بكثير تحقيقه باستخدام غلاف مصمم خصيصًا. تضيف عملية التصميم تكاليف إضافية، لكنها تزيل مشكلات التكامل لاحقًا.
تقييم المقايضات
المقايضة الأساسية هي بين جهد التطوير الأولي والأداء على المدى الطويل. بينما يجعلك المشغل القياسي تبدأ العمل بشكل أسرع، يضمن الحل المخصص أن المنتج النهائي يلبي المواصفات الدقيقة دون مساومة. هذا أمر بالغ الأهمية للتطبيقات التي يكون فيها الوزن والحجم و التباطؤ1 يتم التحكم فيها بإحكام. لقد وجدنا، من خلال عملنا مع عملائنا، أن هذا الاستثمار الأولي في التصميم يؤتي ثماره في الأداء.
| سائق القرار | المسار الموصى به | الأساس المنطقي |
|---|---|---|
| بصمة قياسية | جاهز | سريع ومثبت للاستخدام العام. |
| هندسة فريدة | تحكم رقمي حاسوبي (CNC) مخصص | يضمن ملاءمة مثالية وتكاملًا أمثل. |
| المستشعرات المدمجة | تحكم رقمي حاسوبي (CNC) مخصص | يسمح بوضع ونوع مستشعر محدد. |
| بيئة قاسية | تحكم رقمي حاسوبي (CNC) مخصص | تمكّن من اختيار مواد وخيارات إحكام مخصصة. |
يعد الاختيار بين الجاهز والمخصص قرارًا استراتيجيًا. تعطي المشغلات القياسية الأولوية للسرعة للتطبيقات الشائعة، بينما توفر أغلفة محركات التوافقي CNC المخصصة تحكمًا كاملاً للمشاريع ذات متطلبات التكامل أو المستشعر أو الإحكام الفريدة، مما يضمن الأداء الأمثل دون مساومة.
ملاءمة تجريبية للمسنن الدائري — لماذا تفاوت 0.025 مم على هذا التجويف ينجح أو يفشل محركك التوافقي
يعتمد أداء محرك توافقي دقيق على الغلاف الذي يوضع فيه. على وجه التحديد، يجب أن تكون الفتحة التجريبية للمسنن الدائري مثالية. يمكن أن يؤدي انحراف صغير يصل إلى 0.025 مم إلى إتلاف التجميع بأكمله. تحدد هذه الميزة الواحدة ما إذا كان مكونك باهظ الثمن يعمل بسلاسة أو يفشل قبل الأوان.
مشكلة التوافقات غير الصحيحة
يؤدي التفاوت غير الصحيح للفتحة إلى نمطين متميزين للفشل. إذا كان التوافق ضيقًا جدًا، فإنه يشوه المسنن الدائري. وإذا كان فضفاضًا جدًا، فإن المسنن ينزاح تحت الحمل. كلا النتيجتين تقللان الأداء بشكل كبير، مما يحول نظامًا عالي الدقة إلى نظام غير موثوق به.
مقارنة التوافق
| حالة الملاءمة | العواقب | المشكلة الناتجة |
|---|---|---|
| ضيق جدًا (تداخل) | يشوه المسنن الدائري | تعشيق أسنان غير متساوٍ، انحشار |
| فضفاض جدًا (خلوص) | ينزاح المسنن عن المركز | لا مركزية، اهتزاز، إجهاد |
هذا ليس تفصيلاً ثانويًا. يمكن لغلاف سيء التصنيع أن يجعل محركًا توافقيًا من نوع $400 يعمل بشكل أسوأ من علبة تروس قياسية من نوع $40.

التوافق التجريبي هو حيث تلتقي النظرية بالواقع. يجب أن يكون المسنن الدائري موجودًا في المنتصف وبشكل آمن. التوافقات القياسية ISO المستخدمة هنا هي عادة H6 أو H7. هذه توافقات خلوص، ولكن مع تحكم شديد للغاية، مما يضمن تقييد المكون دون تشويهه.
تفاوت H6 مقابل H7
بالنسبة للمسنن الدائري بقطر 70 مم، يكون تفاوت تجويف H7 هو +0.030 مم / +0.000 مم. ويكون التوافق H6 أكثر إحكامًا عند +0.019 مم / +0.000 مم. يمكن أن يؤدي التوافق الأكثر مرونة إلى إحداث لا مركزية، مما يسبب اهتزازًا يحدث مرة واحدة في كل دورة يُعرف باسم تموج عزم الدوران2. لا يقلل هذا الاهتزاز من دقة تحديد الموضع فحسب، بل يسرع أيضًا من إجهاد المسنن المرن، مما يؤدي إلى فشل مبكر. إن دقة أغلفة Harmonic Drive ليست اختيارية.
التحقق من التجويف
لا يمكنك الافتراض بأن التجويف صحيح. في PTSMAKE، نتحقق من كل تجويف حرج لمنع فشل لا مركزية تجويف المسنن. يعد فحص الجودة البسيط هذا أمرًا بالغ الأهمية.
| الخطوة | الإجراء | الغرض |
|---|---|---|
| 1. الأداة | استخدم مقياس تجويف ثلاثي النقاط معاير. | يضمن قياسات دقيقة وقابلة للتكرار. |
| 2. الأعماق | قم بالقياس عند الجزء العلوي والمنتصف والأسفل من التجويف. | يتحقق من وجود استدقاق أو انتفاخ. |
| 3. المواضع | قم بالقياس عند أربع نقاط (0، 90، 180، 270 درجة). | يكشف عن عدم الاستدارة (البيضاويّة). |
| 4. التقرير | توثيق متوسط القطر وعدم الاستدارة. | يوفر سجلاً كاملاً لضمان الجودة. |
يضمن التحقق من تجويف غلاف CNC هذا أن الغلاف يلبي المتطلبات الصارمة لأداء محرك توافقي مثالي.
تجويف الغلاف ليس مجرد ميزة تثبيت؛ إنه سطح وظيفي حاسم. يعد تحقيق التفاوت المطلوب H6 أو H7 ضروريًا لدقة المحرك التوافقي وسلاسته وعمره الافتراضي. لا يمكن المساومة على المعالجة والتحقق المناسبين لهذه التطبيقات عالية الأداء.
اختيار محمل الأسطوانة المتقاطعة وتصنيع المقعد — ما هو محمل الخرج الذي يجب أن يتناسب مع غلافك
يعتمد أداء أغلفة المحركات التوافقية على محمل الخرج. تعد محامل الأسطوانة المتقاطعة هي الخيار القياسي لأنها تدير الأحمال المجمعة ضمن مساحة مدمجة. الخطوة الأكثر أهمية هي اختيار هذا المحمل قبل قبل الانتهاء من تصميم الغلاف. أبعاده تملي معلمات التشغيل الآلي الخاصة بك.
لماذا يأتي اختيار المحمل أولاً
يحدد القطر الخارجي (OD) وعرض المحمل حجم وعمق تجويف الغلاف. إذا قمت بتصميم الغلاف أولاً، فإنك تخاطر بعدم القدرة على العثور على محمل قياسي يناسبه، مما يجبرك على إعادة تصميم مكلفة أو طلب محامل مخصصة. هذا خطأ شائع ومكلف.
أزواج المحامل والمحركات الشائعة
توجد علاقة واضحة بين أحجام المحركات التوافقية ونماذج محامل الأسطوانة المتقاطعة القياسية. وهذا يجعل الاختيار الأولي مباشرًا إذا كنت تعرف متطلبات محركك.
| حجم المحرك التوافقي | محمل أسطوانة متقاطعة نموذجي |
|---|---|
| 17 | RB6013 |
| 20 | RB7013 |
| 25 | RB8016 |
| 32 | RB10016 |
يوفر هذا الجدول نقطة انطلاق لمطابقة المكونات قبل بدء أي عملية تشغيل.

بالنسبة لأغلفة المحركات التوافقية، فإن محامل البكرات المتقاطعة من علامات تجارية مثل THK أو IKO أو NSK شائعة. الخيار النموذجي لمحرك بحجم 20 هو طراز RB7013، الذي يتميز بقطر داخلي 70 مم وعرض 13 مم. وهذا يوجه مباشرة عملية التشغيل لتصميم مقعد المحمل الخارجي.
تشغيل التجويف الداخلي للغلاف
يعد تحقيق التوافق الصحيح أمرًا غير قابل للتفاوض لتحقيق الأداء. يتطلب التجويف الداخلي للغلاف الذي يستقبل الحلقة الخارجية للمحمل عادةً تفاوتًا من H6 أو H7. يضمن هذا التوافق المحكم تثبيت المحمل بإحكام ويمنع الدوران. في PTSMAKE، نحافظ باستمرار على هذه التفاوتات الدقيقة.
تفاوتات الكتف والعمود
يعد تفاوت عمق الكتف حاسمًا بنفس القدر، وعادة ما يتم الاحتفاظ به عند ±0.01 مم. يحدد هذا البعد الموضع المحوري للمحمل ويتحكم في التحميل المسبق. تتطلب الحلقة الداخلية، التي تتناسب مع شفة الخرج أو العمود، توافقًا من g6 أو h6 لمطابقة القطر الداخلي للمحمل (ID). التفاعل المعقد للقوى داخل المحمل، خاصة تحت الحمل، يخلق قدرًا كبيرًا إجهاد التلامس الهرتزي3 بين البكرات والمجاري. ستؤدي التوافقات غير الصحيحة إلى توزيع غير متساوٍ للإجهاد، مما يؤدي إلى فشل مبكر. نصيحتي بسيطة: اطلب مجموعة مكونات المحرك التوافقي والمحمل معًا. ثم، صمم الغلاف حول هذه الأجزاء المادية.
لضمان الأداء في أغلفة المحركات التوافقية، يجب عليك اختيار المحمل ومجموعة المكونات أولاً. ثم، قم بتصميم وتشغيل الغلاف وفقًا للأبعاد والتفاوتات الدقيقة التي تتطلبها تلك المكونات. يمنع هذا النهج الاستباقي الأخطاء المكلفة ويضمن الأداء الأمثل.
أكبر محرك للتكلفة في الغلاف التوافقي — وقت الآلة على مجموعة التجويف الحرجة
عند تصميم أغلفة المحركات التوافقية، يركز العديد من المهندسين على اختيار المواد. ويفترضون أن السبائك الغريبة ترفع السعر. ومع ذلك، فإن المواد الخام، غالبًا ألومنيوم 7075، تمثل جزءًا بسيطًا من التكلفة الإجمالية. المحرك الحقيقي للتكلفة هو وقت الآلة.
التفصيل الحقيقي للتكلفة
يأتي الجزء الأكبر من النفقات من الساعات التي يقضيها الجزء على آلة CNC عالية الدقة. بالنسبة لغلاف نموذجي، يمكن أن تستغرق عملية التشغيل عدة ساعات. العملية الأكثر استهلاكًا للوقت وتكلفة هي إنشاء مجموعة التجويف الحرجة.
مثال على توزيع التكلفة
فيما يلي تفصيل مبسط لتكلفة غلاف المحرك التوافقي CNC الذي نراه غالبًا في PTSMAKE. يوضح هذا أين تذهب الأموال حقًا.
| مكون التكلفة | النسبة المئوية من التكلفة الإجمالية |
|---|---|
| المواد الخام (قضيب 7075) | ~5% |
| وقت آلة CNC | ~75% |
| الإعداد، الأدوات وضمان الجودة | ~20% |
كما ترون، يهيمن وقت الآلة على هيكل التكلفة. فهم ما يحدث خلال هذا الوقت هو المفتاح لإدارة التكلفة الفعالة.
داخل عملية التشغيل
لماذا تستهلك مجموعة الثقوب الحرجة كل هذا الوقت؟ الأمر كله يتعلق بالدقة. تتضمن المجموعة ثقب الشق الدائري، وثقب المحمل الرئيسي، وثقب تثبيت المحرك. يجب أن تكون هذه الميزات متحدة المركز تمامًا لضمان عمل المحرك التوافقي بشكل صحيح.
تسلسل الثقب متعدد الخطوات
إن تحقيق تحمل H6 وتمركز محكم (غالبًا 0.01 مم) هو عملية دقيقة. إنها ليست مجرد قطع سريع واحد. يتضمن التسلسل خطوات متعددة ودقيقة لإدارة الحرارة، وانحراف الأداة، وجودة السطح، مما يمنع أي تشوه في الجزء النهائي.
هذه الاستراتيجية متعددة التمريرات ضرورية لتحقيق الاستقرار الأبعاد. الـ الاتزان الحراري4 وقفة حاسمة بشكل خاص. فهي تسمح للجزء بالتبريد والاستقرار قبل إجراء القطع النهائية عالية الدقة. وهذا يمنع عدم الدقة الناتجة عن التمدد الحراري أثناء التشغيل.
كيفية تقليل تكلفة غلاف المحرك التوافقي CNC
بناءً على المشاريع التي تعاملنا معها، هناك عدة طرق لتقليل التكاليف دون التضحية بالأداء حيث يكون الأمر أكثر أهمية.
| استراتيجية خفض التكاليف | Potential Time Saving | التأثير على الأداء |
|---|---|---|
| تخفيف التمركز إلى 0.02 مم | 15-20% من وقت دورة الثقب | مقبول للعديد من التطبيقات |
| استخدم تحمل H7 بدلاً من H6 | 10-15% من وقت دورة التجويف | تطابق فضفاض على الشق الدائري |
| الأسطح غير الحرجة كما تم تشكيلها | 5-10% من إجمالي وقت التشغيل الآلي | تجميلي بحت، لا يوجد تغيير وظيفي |
هذه التعديلات الصغيرة في تصميمك يمكن أن تؤدي إلى وفورات كبيرة. إنها محادثة تستحق إجراؤها مع شريكك في التصنيع.
التكلفة الأكبر في غلاف محرك توافقي ليست المادة، بل وقت التشغيل الآلي لمجموعة التجويف الحرجة. من خلال فهم محرك تكلفة التجويف الدقيق هذا، يمكنك اتخاذ خيارات تصميم مستنيرة تقلل التكاليف بشكل كبير مع الحفاظ على الأداء المطلوب لتطبيقك.
الألومنيوم 7075 مقابل 6061 للأغلفة التوافقية — متى يؤتي التكلفة الإضافية لـ 7075 ثمارها بالفعل
غالبًا ما يرجع اختيار الألومنيوم المناسب لأغلفة المحركات التوافقية إلى المفاضلة بين 7075 و 6061. بينما يعتبر 6061 مادة عملية وموثوقة، فإن التكلفة الأعلى لـ 7075 قد تكون صعبة التسويق. ومع ذلك، في تطبيقات معينة، لا يمثل هذا السعر الإضافي مجرد نفقة؛ بل هو استثمار استراتيجي في الأداء.
ميزة نسبة القوة إلى الوزن
بالنسبة للمفاصل الروبوتية، خاصة في التصميمات الشبيهة بالبشر، الأداء هو الأهم. لا يدور النقاش حول تكلفة المواد فحسب، بل حول ما توفره لك هذه التكلفة. تسمح القوة الأعلى بجدران أرق وأجزاء أخف دون التضحية بالصلابة، مما يؤثر بشكل مباشر على القدرات الديناميكية للروبوت وكفاءته. هنا يبرز ألومنيوم 7075 حقًا.

يعتمد القرار بين هاتين السبيكتين على تقييم واضح لمتطلبات التطبيق مقابل الميزانية. تبلغ تكلفة مادة 7075 ما يقرب من ضعفين إلى ثلاثة أضعاف تكلفة 6061. في PTSMAKE، تؤكد بيانات التشغيل الآلي لدينا أنه أكثر قسوة على الأدوات أيضًا، مما يزيد التآكل بنحو 30%. إذن، متى يؤتي هذا الاستثمار ثماره؟
مقاييس الأداء الرئيسية مقارنة
دعونا نلقي نظرة على الأرقام. بينما تتمتع كلتا المادتين بكثافة وصلابة متطابقتين تقريبًا، فإن الاختلاف في القوة كبير. هذا هو السبب الرئيسي لاختيار 7075 لأغلفة المحركات التوافقية التي تتطلب أداءً عاليًا. الـ معامل يونغ5 هي نفسها، مما يعني أن جزءًا بنفس الهندسة سينحرف بشكل متطابق تحت الحمل.
| الممتلكات | ألومنيوم 7075-T6 | ألومنيوم 6061-T6 |
|---|---|---|
| قوة المردود | 503 ميجا باسكال | 276 ميجا باسكال |
| الصلابة (معامل يونغ) | ~72 جيجا باسكال | ~69 جيجا باسكال |
| الكثافة | 2.81 جم/سم³ | 2.70 جم/سم مكعب |
| قابلية التصنيع | عادل | جيد |
| التكلفة النسبية للمواد | 2.5x – 3x | 1x |
متى يتم تحديد 7075
- المفاصل البعيدة: بالنسبة للمعصمين والمؤثرات النهائية، كل جرام مهم. تسمح القوة العالية لـ 7075 بجدران أرق، مما قد يقلل الوزن بنسبة 15-25% مقارنة بتصميم 6061. وهذا يقلل من القصور الذاتي، مما يسمح بحركات أسرع وأكثر دقة.
- المفاصل عالية التحميل: تستفيد المفاصل مثل الوركين أو الركبتين التي تتعامل مع الأحمال الديناميكية العالية من القوة الفائقة لـ 7075، مما يضمن الموثوقية تحت الضغط.
- التصاميم المقيدة بالمساحة: عندما تكون التعبئة ضيقة ويجب أن تكون جدران الغلاف رفيعة، يوفر 7075 القوة اللازمة التي لا يستطيع 6061 توفيرها.
متى يكون 6061 كافياً
- وضع النماذج الأولية: بالنسبة للتكرارات المبكرة حيث يكون التحقق من الهندسة أكثر أهمية من الأداء النهائي، فإن 6061 هو الخيار الفعال من حيث التكلفة.
- المفاصل الأقل أهمية: قد لا تتطلب مفاصل الكتف، التي غالبًا ما تحتوي على مساحة تعبئة أكبر، القوة الممتازة لـ 7075.
- أغلفة مقواة: إذا كان التصميم يتضمن دعامات أو مساند خارجية تشارك في تحمل الحمل، فإن القوة الكامنة لمادة الغلاف تصبح أقل أهمية.
في النهاية، يعتمد اختيار أغلفة محرك التوافقي الخاص بك على متطلبات التطبيق المحدد. بينما يتطلب 7075 تكلفة إضافية في كل من المواد وتكاليف التصنيع، فإن نسبة قوته إلى وزنه المتفوقة لا غنى عنها للمفاصل الروبوتية عالية الأداء والحساسة للوزن.
لماذا تخطئ بعض ورش CNC في الأغلفة التوافقية — ستة إخفاقات شائعة وكيفية اكتشافها
تعد أغلفة محرك التوافقي من بين الأجزاء الأكثر تطلبًا التي نقوم بتصنيعها. دقتها غير قابلة للتفاوض، حيث أن أي عيب صغير يمكن أن يسبب اهتزازًا أو ارتخاءً أو فشلًا كاملًا في الذراع الروبوتية. ومع ذلك، تفوت العديد من ورش التصنيع باستخدام الحاسب الآلي التفاصيل الدقيقة التي تحدد الغلاف المثالي.
فخ الدقة
يكمن التحدي في الحفاظ على تفاوتات صارمة عبر ميزات متعددة. غالبًا ما تركز الورش على قطر التجويف الرئيسي ولكنها تتجاهل كيفية تفاعل الميزات. يؤدي هذا إلى أنماط فشل أغلفة التوافقي الشائعة التي يصعب اكتشافها بدون طرق الفحص الصحيحة.
دليل فحص المشتري
كمشترٍ، تحتاج إلى قائمة تحقق بسيطة ولكنها فعالة. سيؤدي فهم هذه الأعطال الستة الشائعة وكيفية اكتشافها إلى إنقاذك من حالات توقف الخط المكلفة وأعطال التشغيل الميداني.
| وضع الفشل | التأثير الأساسي | طريقة الفحص |
|---|---|---|
| استدقاق التجويف | تلامس غير متساوٍ للتعشيقة | مقياس التجويف |
| عدم الاستدارة | سوء تثبيت المحمل | CMM |
| انحراف موضع الثقب | عدم محاذاة الشفة | CMM |
| نتوءات الخيط | عدم إحكام تثبيت المسمار | مقياس الخيط |
| تجويف ختم خشن | تسرب مبكر للختم | مقياس الملامح |
| توازي السطح | حمل غير متساوٍ على المسامير | مؤشر قرصي |
تتطلب المعالجة الناجحة لأغلفة Harmonic Drive فهمًا عميقًا للعيوب الهندسية والسطحية المحتملة. كمشترٍ، يجب أن تعرف ما الذي تبحث عنه أثناء الفحص الوارد. فيما يلي أهم أنماط الفشل التي رأيتها وكيفية تحديدها.
أخطاء هندسية وموضعية
تتعلق هذه الأخطاء بشكل وموقع الميزات الرئيسية. غالبًا ما تنتج عن إعداد غير صحيح، أو تآكل الأداة، أو عدم استقرار التثبيت. إحدى المشكلات الشائعة هي انحراف موضع الثقب الملولب، حيث تنحرف ثقوب المسامير عن موضعها الحقيقي، مما يمنع التجميع الصحيح.
استدقاق التجويف
يمنع التجويف المخروطي، الذي غالبًا ما ينتج عن انحراف الأداة، تثبيت الشق الدائري بشكل صحيح. أوصي باستخدام مقياس التجويف للتحقق من القطر في الأعلى والمنتصف والأسفل. إذا تجاوز التناقص التدريجي 0.01 مم، فيجب رفض الجزء.
عدم استدارة أخدود المحمل
يجب أن يكون أخدود محمل الأسطوانة المتقاطعة مستديرًا تمامًا. أي انحراف يمنع المحمل من التثبيت بالكامل، مما يؤدي إلى تآكل مبكر. تعد آلة القياس الإحداثي (CMM) ضرورية لهذا الفحص؛ قياس الاستدارة الذي يتجاوز 0.005 مم هو علامة واضحة على فشل استدارة تجويف المحمل.
عيوب السطح والميزات
تؤثر هذه العيوب على الإغلاق والتثبيت والعمر الإجمالي للمكون. غالبًا ما تكون مرتبطة بالعملية ويمكن تجنبها من خلال البرمجة الدقيقة والفحوصات أثناء العملية. يمكن أن يمنع الفحص الشامل المشكلات الكبيرة في المستقبل.
| الفشل | أداة الفحص | معايير القبول |
|---|---|---|
| موضع الثقب الملولب | CMM | التحقق من تقرير الموضع الحقيقي |
| نتوءات عند مدخل السن اللولبي | مقياس الخيط | دخول سلس، بدون عوائق |
| خشونة تجويف الختم | مقياس الملامح6 | Ra < 0.8 ميكرومتر |
| توازي وجه الغلاف | لوحة السطح ومؤشر القرص | التحقق من التسطيح |
يحدث فشل خشونة سطح الختم الكلاسيكي عندما يكون التجويف خشنًا جدًا، مما يتسبب في تسرب الختم الشفوي بعد بضع مئات من الدورات فقط. هذا فحص حاسم للموثوقية على المدى الطويل.
يتطلب فحص أغلفة محركات التوافقي (Harmonic Drive Housings) اتباع نهج منهجي. من خلال التحقق من هندسة التجويف، ومواقع الميزات، وتشطيبات السطح، يمكنك اكتشاف عيوب التصنيع الشائعة بفعالية. وهذا يضمن أن الأجزاء التي تتلقاها ستعمل بشكل موثوق وتمنع أعطال النظام المكلفة في المستقبل.
تشطيب السطح على الغلاف — أين تحتاجه محكمًا وأين يمكنك توفير المال
يعد تحديد تشطيب السطح أحد أهم محركات التكلفة في تصنيع CNC. بالنسبة للمكونات مثل أغلفة محركات التوافقي (Harmonic Drive Housings)، فإن الخطأ في هذا يمكن أن يضخم ميزانيتك دون إضافة أي فائدة حقيقية للأداء. المفتاح هو معرفة بالضبط أين يكون التشطيب الدقيق حاسمًا وأين يمكنك تخفيف المتطلبات.
الأسطح الحرجة مقابل الأسطح غير الحرجة
ليست كل الأسطح متساوية. تتطلب وجوه التزاوج، وتجاويف المحامل، ومناطق تلامس الختم تحكمًا دقيقًا. في المقابل، لا تتطلب الجيوب الداخلية أو الوجوه الخارجية غير التجميلية نفس مستوى التشطيب، ومعاملتها على هذا النحو خطأ شائع ومكلف.
دليل تطبيق تشطيب السطح
يتضمن النهج الذكي لتوفير تكاليف تشطيب سطح CNC خريطة مواصفات واضحة للجزء. فيما يلي تفصيل نموذجي لغلاف روبوت.
| منطقة الميزة | متطلبات Ra النموذجية | الأساس المنطقي |
|---|---|---|
| تلامس الختم الدوار | 0.2 – 0.4 ميكرومتر (N5) | يمنع التسربات والتآكل المبكر للختم |
| تجاويف المحامل | < 0.8 ميكرومتر (N6) | يضمن الملاءمة الصحيحة ويمنع نقاط الإجهاد |
| الأسطح المتزاوجة | 0.8 – 1.6 ميكرومتر (N6-N7) | يضمن تلامسًا مسطحًا ومستقرًا |
| الجدران الخارجية التجميلية | < 1.6 ميكرومتر (N7) | جاذبية وملمس جمالي |
| الجيوب الداخلية | 3.2 ميكرومتر+ (كما تم تشكيلها) | لا يوجد تأثير وظيفي، توفير كبير في التكاليف |

الأساس الهندسي ومنطق التكلفة
المبالغة في تحديد مواصفات تشطيب السطح لا تجعل الجزء أفضل؛ بل تجعله أكثر تكلفة فقط. كل خطوة لأسفل في قيمة Ra (متوسط الخشونة) غالبًا ما تتطلب تمريرة تشغيل إضافية أبطأ أو عملية تشطيب منفصلة مثل الطحن أو التلميع. وهذا يضيف وقت دورة وتكلفة كبيرين.
التأثير على أسطح الختم
بالنسبة لمانع تسرب شفة دوار، مواصفات تشطيب السطح غير قابلة للتفاوض. سطح أكثر خشونة من Ra 0.4 ميكرومتر سيعمل كالمبرد، مما يؤدي إلى تآكل شفة الختم ويسبب فشلاً مبكرًا. مجهرية التقلبات7 يمكن أن تخلق أيضًا مسارات تسرب صغيرة، مما يعرض سلامة التجميع بأكمله للخطر.
متطلبات تجويف المحمل
متطلب Ra لتجويف المحمل لا يقل أهمية. تجويف خشن يمكن أن يخلق نقاط ضغط عالية، مما يؤثر على خلوص المحمل وعمره الافتراضي. يمكن أن يؤدي إلى تثبيت غير صحيح، مما يؤدي إلى اهتزاز ويقلل من دقة نظام المحرك التوافقي بأكمله.
تقدير فرق التكلفة
العقوبة التكلفية للمبالغة في المواصفات كبيرة. بناءً على عملنا مع العملاء بشأن إرشادات تشطيب سطح غلاف الروبوت، فإن الانتقال من تشطيب تجميلي قياسي إلى تشطيب ختم دقيق على ميزة واحدة فقط يمكن أن يزيد تكلفة تلك الميزة بنسبة 200-300%.
| مواصفات التشطيب (Ra) | تكلفة التصنيع النسبية | العملية النموذجية |
|---|---|---|
| 3.2 ميكرومتر (أو أعلى) | 1x (خط الأساس) | Standard Milling/Turning |
| 1.6 ميكرومتر | 1.5x | تمريرة تفريز/خراطة دقيقة |
| 0.8 ميكرومتر | 2x | تمريرة دقيقة جدًا أو طحن |
| 0.4 ميكرومتر | 3 أضعاف+ | الطحن، أو الشحذ، أو التلميع |
قد يؤدي تطبيق هذا التشطيب الدقيق Ra 0.4 ميكرومتر على جزء كامل، حيث لا تكون هناك حاجة إليه، إلى زيادة التكلفة الإجمالية للجزء بنسبة 20-30%. القاعدة العملية هي تحديد تشطيب سطح دقيق فقط حيث يلامس السطح مباشرة مانع تسرب، أو محمل، أو وجه تزاوج آخر مُشغل بدقة.
تحديد تشطيبات الأسطح الاستراتيجية على أغلفة محركات التوافقيات أمر ضروري. طبق قيم Ra الدقيقة فقط على الواجهات الوظيفية الحيوية مثل موانع التسرب والمحامل لضمان الأداء. تخفيف المواصفات في المناطق غير الحيوية هو الطريقة الأكثر فعالية لتحسين قابلية التصنيع والتحكم في التكاليف دون مساومة.
إزالة الزوائد الداخلية — فحص الجودة الخفي الذي يكشف ورش CNC السيئة
يعد إغفال إزالة الزوائد الداخلية سببًا رئيسيًا لفشل التجميع، خاصة للمكونات مثل أغلفة محركات التوافقيات. يمكن أن تنفصل الزوائد الصغيرة المتبقية على مداخل الخيوط الداخلية أثناء التجميع. ثم تستقر هذه الشظايا المعدنية بين أسنان التروس، مما يسبب ضوضاء واحتكاكًا وفشلًا نهائيًا للنظام.
يعد نهج الورشة تجاه الميزات الداخلية مؤشرًا واضحًا على معايير جودتها. تعتبر الورشة الدقيقة إزالة الزوائد خطوة إنهاء حاسمة، بينما غالبًا ما تتجاهلها الورشة منخفضة التكلفة لتوفير الوقت، محملةً المخاطر عليك.
مقارنة طرق إزالة الزوائد
| عامل الجودة | ورشة عالية الجودة (على سبيل المثال، PTSMAKE) | ورشة منخفضة الجودة |
|---|---|---|
| العملية | دورة إزالة الزوائد متكاملة، غالبًا ما تكون آلية | يدوية، غير متسقة، أو مُتجاهلة |
| Verification | فحص جميع الميزات الداخلية بمنظار داخلي | فحص بصري للأسطح الخارجية فقط |
| الالتزام بأمر الشراء | تتبع مواصفات كسر الحواف المحددة | يتجاهل أو يغفل المواصفات الداخلية |
| النتيجة | تجميع موثوق وطويل الأمد | خطر كبير للفشل المبكر في الميدان |
هذا التفصيل الصغير له تأثير هائل على موثوقية المنتج النهائي وعمره الافتراضي. إنه بوابة جودة غير قابلة للتفاوض بالنسبة لنا في PTSMAKE.

لتجنب هذه المشكلات، يجب أن يكون أمر الشراء الخاص بك واضحًا. نوصي بتحديد: ‘جميع الحواف مكسورة بحد أقصى 0.1-0.3 مم، ومداخل الخيوط الداخلية مشطوفة آليًا، وجميع حواف الثقوب المتقاطعة مشطوفة بنصف قطر R0.2 كحد أقصى.’ هذه الصياغة لا تترك مجالًا للغموض. إنها تجبر المورد على معالجة هذه المناطق الحيوية.
بالنسبة للأجزاء المعقدة مثل مبيت محرك توافقي، توجد عدة طرق فعالة. يعتمد الاختيار على هندسة الميزة وإمكانية الوصول إليها. يساعدك فهم هذه الخيارات على إجراء محادثات أكثر إنتاجية مع شريكك في التصنيع. تفاعل الأسطح هو مبدأ أساسي في الترايبولوجي8 وحاسم لعمر المكون.
طرق إزالة الحواف الداخلية
| الطريقة | أفضل تطبيق | الوصف |
|---|---|---|
| إزالة الحواف بمسار القاطع | الثقوب النافذة، مداخل الخيوط | يضيف مسار أداة آلي شطفة صغيرة في نهاية دورة الحفر أو اللولبة. متسق للغاية. |
| يدوي / حراري | الأشكال الهندسية الداخلية المعقدة | تستخدم إزالة الحواف اليدوية أدوات متخصصة. تعمل إزالة الحواف الحرارية على تبخير النتوءات في بيئة خاضعة للرقابة. |
| إزالة الحواف بالفرشاة | تقاطعات عمياء، ثقوب متقاطعة | فرشاة كاشطة من النايلون على آلة CNC تصل إلى المناطق الصعبة، مما يخلق حافة ناعمة ومستديرة. |
بعد التشغيل الآلي، التحقق ضروري. لا يمكنك تأكيد إزالة الزوائد الداخلية بالعين المجردة. نستخدم منظارًا داخليًا (بورسكوب) للفحص على جميع أجزاء CNC ذات الميزات الداخلية الحيوية، للتحقق من كل مدخل لولبي وتقاطع ثقب متقاطع لضمان الامتثال التام.
باختصار، إزالة الزوائد الداخلية الفعالة ليست ميزة إضافية؛ إنها ضرورة للتجميعات الميكانيكية الموثوقة. تحديد المتطلبات في أمر الشراء الخاص بك والإصرار على فحص المنظار الداخلي (البورسكوب) هي خطوات بسيطة تفصل الموردين المميزين عن أولئك الذين سيسببون لك مشاكل لاحقًا.
استراتيجية إغلاق الغلاف — تصنيفات IP لمفاصل الروبوت البشري وكيف يمكّنها التشغيل الآلي
مفاصل الروبوتات الشبيهة بالبشر، خاصة تلك التي تستخدم أغلفة Harmonic Drive، تتطلب استراتيجيات إحكام مصممة خصيصًا لبيئتها. تصنيف الحماية من الدخول (IP) هو المقياس الرئيسي هنا. الروبوت في مختبر نظيف لديه احتياجات مختلفة جدًا عن الروبوت الذي يعمل في الهواء الطلق أو في مستودع مليء بالغبار.
المتطلبات البيئية على الإحكام
البيئة التشغيلية تملي مباشرة تصنيف IP المطلوب. قد يكون غطاء الغبار البسيط كافيًا لبيئة المختبر، لكن تطبيقات المستودعات تتطلب الحماية ضد الغبار ونفاثات الماء. يؤثر هذا الاختيار على تعقيد وتكلفة حل الإحكام وتشغيله الآلي.
مطابقة تصنيفات IP مع مخططات الإحكام
يجب أن نطابق تصميم الإحكام مع تصنيف IP المستهدف. بالنسبة لـ IP20، قد تكون فجوة المتاهة البسيطة كافية. لتصنيفات أعلى مثل IP54، تكون الأختام متعددة المراحل وحلقات O ضرورية. كل مستوى يقدم تحديات تشغيل آلي محددة يجب معالجتها لتحقيق أداء موثوق.
| تصنيف IP | البيئة النموذجية | استراتيجية الإحكام |
|---|---|---|
| IP20 | مختبر أبحاث نظيف | فجوة متاهية، لا يوجد ختم عمود، تهوية حرارية. |
| IP40 | ورشة عمل صناعية خفيفة | ختم شفة واحدة على عمود الخرج. |
| IP54+ | خارجي / مستودع | ختم شفة مزدوج أو ختم شفة + حلقة V؛ حلقات O على الأسطح. |

تحقيق إغلاق موثوق لا يقتصر على اختيار الختم الصحيح؛ بل يتعلق بدقة الغلاف نفسه. بالنسبة لإغلاق مفصل الروبوت بمعيار IP54 في أغلفة المحركات التوافقية، فإن التشغيل الآلي أمر بالغ الأهمية. قطر تجويف الختم، على سبيل المثال، يتطلب تحمل H8 لضمان الضغط المناسب دون إتلاف الختم.
ميزات التشغيل الآلي الحرجة
عمق تجويف الختم لا يقل أهمية لضمان التثبيت الصحيح. نقوم أيضًا بتشغيل شطفة دخول بزاوية 15 درجة على الأقل بنصف قطر محدد. تمنع هذه الميزة الدقيقة شفة الختم من التمزق أو التلف أثناء التركيب، وهو سبب شائع للفشل المبكر.
متطلبات العمود والتجويف
يجب أن يكون السطح النهائي لعمود الخرج حيث يتلامس الختم ناعمًا بشكل استثنائي، عادةً ما بين Ra 0.2-0.4 ميكرومتر، بدون علامات أدوات محورية. خطأ شائع أراه هو تجويف ختم غير محاذٍ تمامًا لمحور العمود. هذا النقص في التركيز9 يسبب تآكلًا غير متساوٍ على شفة الختم، مما يؤدي إلى تسربات مبكرة. في PTSMAKE، نتحقق دائمًا من هذا المحاذاة بين تجويف الختم وتجويف محمل العمود. هذا فحص جودة غير قابل للتفاوض بالنسبة لنا.
ترتبط موثوقية الروبوت ارتباطًا مباشرًا بتصنيف IP الخاص به، والذي يعتمد بدوره على التشغيل الآلي الدقيق لأغلفة مفاصله. ميزات مثل تحمل التجويف، والتشطيب السطحي، والتركيز ليست تفاصيل ثانوية؛ بل هي أساسية لتحقيق أداء إغلاق طويل الأمد.
تراكم تفاوتات التجميع — لماذا الغلاف ليس الحكم النهائي لدقة المفصل
يركز العديد من المهندسين فقط على دقة الغلاف، مفترضين أنها تضمن دقة المفصل. ومع ذلك، حتى الغلاف المشغل آليًا بشكل مثالي يمكن أن يؤدي إلى مفصل متوسط إذا لم يتم اختيار المكونات الداخلية بعناية. يتم تحديد الدقة النهائية بواسطة "تراكم التفاوتات" - تراكم الخلوصات الصغيرة وعدم المحاذاة من كل جزء في التجميع.
سلسلة التفاوتات
يقدم كل مكون قدرًا صغيرًا من الخلوص. هذه التفاوتات الفردية، على الرغم من أنها طفيفة بمفردها، تتراكم لتخلق خطأ إجماليًا كبيرًا عند الخرج.
المساهمون الرئيسيون في التراكم
| ملاءمة المكونات | الخلوص/اللعب النموذجي |
|---|---|
| الترس الداخلي الدائري إلى تجويف الغلاف | حتى 0.030 ملم |
| المحمل الصليبي الداخلي | 0.002 – 0.007 ملم |
| محاذاة عمود الخرج مع الترس المرن | 0.010 – 0.030 ملم |
| عمود المحرك إلى تجويف مولد الموجة | 0.020 – 0.050 ملم |
هذه القيم ليست ثابتة ولكنها تمثل مواصفات شائعة نصادفها في PTSMAKE.

التحدي الحقيقي في تحقيق دقة عالية لأغلفة المحرك التوافقي لا يكمن في بعد واحد فقط؛ بل في إدارة تفاعل التفاوتات المتعددة. دعنا نفصل كيف تتحد هذه الأرقام الصغيرة الظاهرة لتؤثر على الأداء. يساهم الخلوص الصغير الظاهر في كل واجهة في خطأ تراكمي أكبر.
حساب التراكم الكلي
قد يكون للتجميع النموذجي تراكم مثل هذا: 0.030 ملم (ترس داخلي) + 0.005 ملم (محمل) + 0.020 ملم (خرج) + 0.030 ملم (محرك) = 0.085 ملم تراكم كلي. يصبح هذا المجموع مباشرة الانحراف الشعاعي10 عند شفة الخرج، وهو مقياس حاسم لعدم دقة الدوران.
من تراكم الأخطاء إلى الخطأ في العالم الحقيقي
كيف يؤثر هذا الـ 0.085 ملم على ذراع الروبوت؟ بالنسبة لوصلة ذات ذراع رافعة بطول 100 ملم، يترجم هذا إلى قراءة إجمالية مشار إليها (TIR) تبلغ 0.17 ملم (0.085 ملم × 2) في نهاية الشفة. قد يبدو هذا مقبولاً، لكنه لمفصل واحد فقط.
في نظام متعدد المحاور، مثل ذراع الروبوت البشري، يتضاعف هذا الخطأ. يصبح عدم الدقة من المفصل الأول هو الخطأ الأساسي للمفصل الثاني، وهكذا. هذا التأثير المتسلسل هو السبب في أن اختيار المكونات لدقة التوافقيات حيوي مثل الغلاف نفسه.
يوضح هذا سبب أهمية النظرة الشاملة لتفاوت التجميع. التركيز فقط على الغلاف يتجاهل التأثير المركب لخلوص المحامل، وتناسب الأعمدة، ومواصفات المثبتات. كل خيار مهم في سلسلة تفاوت دقة ذراع الروبوت النهائية.
في النهاية، يوفر الغلاف الأساس، لكن دقة المفصل النهائية هي نتيجة لتراكم التفاوتات بالكامل. اختيار المكونات بعناية لا يقل أهمية عن التشغيل الدقيق للغلاف نفسه لتقليل الانحراف الناتج وضمان الأداء.
مراجعة تصميم الغلاف — ثلاثة أسئلة يجب أن تطرحها كل ورشة CNC قبل التشغيل الآلي
عند البحث عن مورد لأغلفة محركات التوافقيات (Harmonic Drive Housings)، فإن الأسئلة التي يطرحونها تكشف أكثر من العرض الذي يقدمونه. المتجر الذي ينظر فقط إلى الرسم ثنائي الأبعاد دون الاستفسار عن التجميع هو علامة حمراء كبيرة. الشريك الكفء حقًا يدرك أن الغلاف جزء من نظام معقد.
الأسئلة الصحيحة تدل على الخبرة
ستركز ورشة التصنيع باستخدام الحاسب الآلي (CNC) الاستباقية على التناسب والوظيفة. يجب أن يسألوا عن المكونات المتزاوجة لضمان التكامل المثالي. يتجاوز هذا النهج مجرد تشغيل جزء إلى تسليم مكون يعمل بلا عيب ضمن تجميع المفصل الروبوتي النهائي.
اختبار عباد الشمس الأولي للمورد
قبل أن تصل إلى التسعير، استمع لهذه الاستفسارات الحاسمة. إنها تفصل بين مجرد منتج للأجزاء وشريك تصنيع حقيقي.
| موضوع السؤال | سبب أهمية ذلك |
|---|---|
| الأجزاء المتزايدة | يتحقق من التناسبات الحرجة للمحامل والمسننات. |
| إعداد التصنيع | يضمن التمركز بين الثقوب الحرجة. |
| تسلسل المرجع | يوضح المحاذاة لتجميع التروس بالكامل. |

المورد الصامت يمثل مخاطرة. لقد رأينا مشاريع تفشل لأن ورشة الآلات لم تسأل عن التجميع الوظيفي. لقد سلموا جزءًا يطابق المخطط، لكنه كان عديم الفائدة لأنه لم يتكامل مع محمل الأسطوانة المتقاطعة والوصلة الدائرية. الأسئلة الصحيحة تمنع هذه الأخطاء المكلفة.
تعمق أكثر: قائمة التحقق لتقييم المورد
أبعد من الأسئلة الثلاثة الأولية، ستتعمق الورشة القادرة أيضًا في الفحص والاختبار. إنهم يدركون أن التحقق من هندسة الجزء أمر بالغ الأهمية. هذا هو المكان الذي يأتي فيه علم علم القياس11 يدخل حيز التنفيذ، مما يضمن أن ما تم تصميمه هو ما يتم تسليمه. إن قدرة المورد على قياس الميزات المعقدة لا تقل أهمية عن قدرته على تشكيلها.
أسئلة القدرة المتقدمة
يجب أن تتوقع أيضًا أسئلة حول التحقق بعد التشغيل الآلي. هل يمكنهم قياس الثقوب العميقة بدقة؟ هل هم على استعداد لإجراء اختبارات وظيفية بمكونات فعلية؟ في PTSMAKE، غالبًا ما نصر على هذه الخطوات لضمان الأداء قبل الشحن. هذا جزء غير قابل للتفاوض من عملية الجودة لدينا للمكونات الحيوية مثل أغلفة المحركات التوافقية.
فيما يلي قائمة تحقق بسيطة لتقييم استجابة ورشة CNC محتملة:
| نقطة التقييم | الاستجابة المثالية | العلم الأحمر |
|---|---|---|
| التحقق من الملاءمة | يطلب الأجزاء المتزاوجة أو لإنشاء مقياس. | يقتبس مباشرة من المخطط. |
| المرجع والإعداد | يستفسر عن محاذاة التجميع. | يتجاهل المراجع الوظيفية. |
| قدرة CMM | يؤكد القدرة على قياس الميزات العميقة. | غامض بشأن طرق الفحص. |
| اختبار وظيفي | يعرض اختبار التوافق مع المحمل الفعلي. | يرفض أي فحص على مستوى التجميع. |
أسئلة المورد تكشف عن عمق خبرتهم. الشريك الذي ينخرط في هذا المستوى من التفاصيل يستثمر في نجاح منتجك النهائي، وليس فقط في شحن قطعة معدنية.
أسئلة المورد قبل عرض السعر هي مؤشر مباشر على خبرتهم. الشريك المتفاعل الذي يسأل عن التجميع والوظيفة والفحص يركز على تقديم مكون ناجح، وليس مجرد جزء مُشغل يتطابق تقنيًا مع الرسم.
التفريغ الكهربائي بالأسلاك مقابل التفريز لميزات المسنن الدائري — ما الذي يجب أن يقوله رسم غلافك
عند تصميم أغلفة محركات التوافقيات (Harmonic Drive Housings) ذات أسنان التروس المدمجة، يصبح رسمك الوثيقة الأكثر أهمية. التفاصيل التي تقدمها تحدد طريقة التصنيع والأداء النهائي. المواصفات الغامضة تؤدي إلى تأخيرات وأخطاء مكلفة. الدقة غير قابلة للتفاوض لهذه الميزات.
متطلبات الرسم للتسننات المدمجة
بالنسبة لغلاف يحتوي على تسننات مُشغلة مباشرة في التجويف، غالبًا ما يكون التفريغ الكهربائي بالأسلاك (Wire EDM) هو الخيار المفضل للنماذج الأولية. يجب أن يحدد رسمك بوضوح هندسة أسنان التروس. سيؤدي نقص أي من هذه المعلومات إلى توقف المشروع تمامًا.
| المواصفات | قيمة نموذجية / معيار |
|---|---|
| معيار ملف تعريف السن | ISO، DIN، أو محدد من قبل العميل |
| الوحدة النمطية | 0.3-0.5 ملم لمعظم تطبيقات الروبوتات |
| عدد الأسنان | أسنان الفلكسسبلاين + 2 (على سبيل المثال، 122 مقابل 120) |
| قطر رأس السن | محدد بتفاوتات دقيقة |
| قطر الجذر | محدد بتفاوتات دقيقة |
| نصف قطر حافة الجذر | غالبًا ما يكون صغيرًا، وحاسمًا للقوة |
لماذا تهم هذه التفاصيل
للإنتاج، طرق مثل تشكيل التروس أو التفريز12 هي أكثر شيوعًا. ومع ذلك، لإنشاء نموذج أولي لسنون دائرية متكاملة، فإن التفريغ الكهربائي بالأسلاك (Wire EDM) هو المعيار. كل تفصيل في الرسم ضروري لإنشاء عرض سعر دقيق وجزء وظيفي في PTSMAKE.
خطأ شائع أراه هو عدم تحديد ملف تعريف السن بشكل كافٍ. مجرد ذكر عدد الأسنان لا يكفي. بدون المعامل (module) وزاوية الضغط (pressure angle) والأقطار، لا يمكننا نمذجة الترس بشكل صحيح. هذا صحيح بشكل خاص لملفات تعريف الأسنان المخصصة وغير القياسية.
البديل غير المتكامل
للعديد من المشاريع، خاصة في مراحل النماذج الأولية للروبوتات، يعد التصميم غير المتكامل مسارًا أفضل. هنا، تستخدم حلقة سنون دائرية مصنعة مسبقًا. يتطلب الغلاف ببساطة ثقبًا توجيهيًا دقيقًا (تفاوت H6/H7) وسطح دفع مستوٍ. هذا يبسط عملية التصنيع ويسمح لك باستخدام مجموعة مكونات توافقية متطابقة، والتي يتم معايرتها مسبقًا للحصول على الأداء الأمثل.
الرسومات الواضحة لميزات السنون المتكاملة حاسمة للتصنيع الناجح. ومع ذلك، بالنسبة للنماذج الأولية، فكر في استخدام تصميم غير متكامل مع مجموعة مكونات متطابقة لتبسيط العملية وضمان الأداء، وهي استراتيجية نوصي بها غالبًا للعملاء الجدد في مجال الروبوتات.
كيف تحمي تصميمك — اتفاقية عدم الإفصاح، ترميز الرسومات، والترقيم التسلسلي لأغلفة التروس التوافقية
عندما ترسل تصاميم أغلفة محركات التوافقيات (harmonic drive housings) إلى ورشة CNC، فإنك تشارك ملكية فكرية حاسمة. حماية بنية مفصلك أمر ضروري. الدفاع متعدد الطبقات هو الطريقة الأكثر فعالية لتأمين تصميمك من عرض السعر الأولي وحتى تسليم الجزء النهائي.
استراتيجيات الحماية الرئيسية
يجب أن تجمع استراتيجيتك بين الضوابط القانونية والمعلوماتية والمادية. اتفاقية عدم الإفصاح (NDA) هي الأساس، لكنها ليست كافية بمفردها. التحكم في المعلومات التي تشاركها وكيفية تتبع الأجزاء المادية لا يقل أهمية عن حماية تصاميمك القيمة.
إطار عمل عملي
يضمن تطبيق إطار عمل واضح تغطية كل جانب من جوانب ملكيتك الفكرية. فيما يلي تفصيل للطرق الأساسية التي نرى أن العملاء الفعالين يستخدمونها.
| طبقة الحماية | الطريقة | الغرض |
|---|---|---|
| قانوني | اتفاقية عدم الإفصاح (NDA) | يؤسس إطارًا قانونيًا للسرية. |
| معلوماتي | رسومات متحكم بها وتصنيع مجزأ. | يحد من نطاق المعلومات التي يتلقاها أي مورد واحد. |
| البدنية | التسلسل والتحكم في الخردة | يوفر إمكانية التتبع ويمنع الاستخدام غير المصرح به للأجزاء. |

اتفاقية عدم الإفصاح هي الخطوة الأولى قبل مشاركة أي ملفات CAD أو رسومات تفصيلية. في PTSMAKE، نعتبر هذا ممارسة قياسية. سيوقع أي شريك تصنيع CNC محترف عليها دون تردد، لكن الحماية الحقيقية للملكية الفكرية تتجاوز ذلك وتحدث في ورشة العمل.
ما وراء اتفاقية عدم الإفصاح: حمايات عملية
الاستراتيجيات الأكثر فعالية تحد مما يحتاج المورد إلى معرفته. على سبيل المثال، بدلاً من إرسال نموذج ثلاثي الأبعاد كامل، قدم رسمًا ثنائي الأبعاد مع تحديد الأبعاد الهندسية والمقايسة الهندسية13 لتسعير الميزات غير الحرجة. هذا ينقل جميع بيانات التصنيع الضرورية دون الكشف عن التجميع بأكمله.
التصنيع المجزأ
لتحقيق أقصى درجات الأمان، فكر في نهج التصنيع المجزأ لأغلفة المحركات التوافقية. اجعل ورشة عمل واحدة تقوم بتصنيع جسم الغلاف الرئيسي وأخرى تنتج شفة الخرج. هذا يقسم المعرفة التصميمية، مما يضمن عدم امتلاك أي مورد واحد للصورة الكاملة. بينما يضيف ذلك تعقيدًا لوجستيًا، فإنه يحد بشدة من تعرض الملكية الفكرية.
التحكم في الأجزاء المادية والمواد
نوصي أيضًا بتصنيع تجويف صغير لرقم تسلسلي فريد على كل غلاف. يوفر هذا إمكانية تتبع حاسمة لمراقبة الجودة وتتبع الدفعات. أخيرًا، اطلب دائمًا بموجب عقد من موردك إما إعادة جميع المواد الخردة والأجزاء المرفوضة أو تقديم شهادة إتلاف. هذا يسد ثغرة شائعة ولكن يتم التغاضي عنها في تسرب الملكية الفكرية.
يتطلب حماية تصميمات غلاف محركك التوافقي أكثر من مجرد اتفاقية عدم إفشاء. تجمع الاستراتيجية القوية بين الاتفاقيات القانونية، ومشاركة المعلومات الخاضعة للرقابة، وإدارة الأصول المادية. يضمن هذا النهج متعدد الطبقات بقاء ملكيتك الفكرية آمنة من النموذج الأولي إلى الإنتاج النهائي.

فهم هذا التأثير أمر بالغ الأهمية لتحقيق دقة عالية وقابلية للتكرار في المشغلات الروبوتية. ↩
يساعد فهم هذا المفهوم في تشخيص مشكلات الاهتزاز والأداء الدقيقة في الأنظمة الروبوتية الدقيقة. ↩
يساعد فهم إجهاد التلامس هذا في التنبؤ بعمر المحمل ومنع الفشل المبكر. ↩
استكشف كيف يؤثر التوازن الحراري على التشغيل الآلي عالي التفاوت للمكونات الدقيقة. ↩
افهم كيف تحدد هذه الخاصية الأساسية صلابة المواد وتأثيرها على التصميم الهندسي. ↩
تعرف على كيفية قياس هذه الأداة بدقة لنسيج السطح، وهو عامل حاسم لعمر الأختام وأدائها. ↩
يساعد فهم هذه القمم المجهرية في توضيح كيفية تفاعل الأسطح، مما يؤثر على الاحتكاك والتآكل وأداء الختم. ↩
يساعد فهم علم الاحتكاك في تصميم المكونات بأقل قدر من التآكل والاحتكاك، وهو أمر بالغ الأهمية لإطالة العمر التشغيلي للمفاصل الروبوتية. ↩
فهم هذا التفاوت الهندسي هو مفتاح تصميم آليات دوارة متينة وعالية الأداء. ↩
يساعد فهم هذا المفهوم في تحديد عدم دقة الدوران وتأثيره على أداء مجموعتك. ↩
استكشف كيف يضمن علم القياس أن أجزائك تلبي متطلبات التصميم والوظيفية الحرجة. ↩
افهم كيف تخلق عملية التشغيل الآلي عالية الإنتاج هذه أشكالًا داخلية ومسننات دقيقة. ↩
افهم كيف تضمن هذه اللغة الرمزية ترجمة نية تصميمك الوظيفية بشكل مثالي إلى جزء مادي. ↩





