

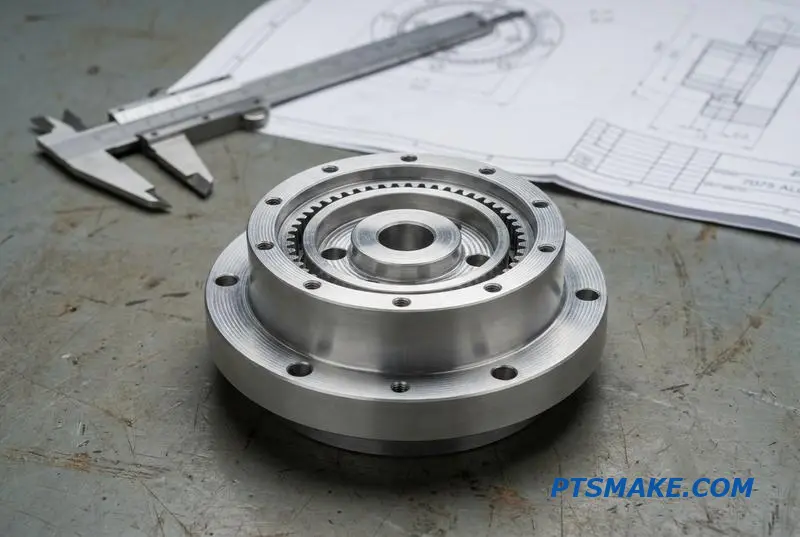
Der Kauf eines handelsüblichen harmonischen Aktuators zwingt Sie dazu, Ihre Armgeometrie um ein festes Gehäuse herum zu biegen. Eingebettete Sensoren passen nicht, Dichtungsoptionen sind begrenzt, und Ihr Gelenkdesign verliert den Präzisionsvorteil, der einen wettbewerbsfähigen humanoiden Roboter auszeichnet.
Ein CNC-gefrästes Gehäuse für harmonische Antriebe gibt Ihnen die volle Kontrolle über Bohrungstoleranzen (H6/H7), Lagersitze, Dichtungsschnittstellen und Montagegeometrie. Dies ist unerlässlich, wenn Sie eine kundenspezifische Armintegration, eingebettete Drehmomentsensorik, IP54-Abdichtung oder enge 0,025-mm-Passungen für Kreiskeilverzahnungen benötigen.

Ich habe mit Robotik-Teams zusammengearbeitet, die Monate damit verbrachten, Drehmomentwelligkeit zu jagen, nur um festzustellen, dass die Ursache eine lose Passung der Kreiskeilverzahnung war. Im Folgenden führe ich Sie durch jede Entscheidung, die den Bau eines zuverlässigen Gehäuses für harmonische Antriebe prägt.
Wann sollten Sie ein kundenspezifisches Gehäuse für harmonische Antriebe CNC-fräsen lassen, anstatt einen handelsüblichen Aktuator zu kaufen?
Wenn Sie einen Harmonic-Drive-Komponentensatz haben, ist die primäre Entscheidung, ob Sie einen kompletten Aktuator kaufen oder ein kundenspezifisches Gehäuse bearbeiten. Diese Wahl wirkt sich direkt auf die Integration, Leistung und den Zeitplan Ihres Projekts aus. Es ist ein häufiger Scheideweg für Teams, die fortschrittliche Robotik entwickeln.
Standard-Aktuatoren
Eine Standardeinheit bietet eine schnelle, validierte Lösung. Sie sind jedoch durch ihre festen Abmessungen, vordefinierten Sensoroptionen und Standard-Montageschnittstellen begrenzt. Dies kann zu Designkompromissen führen, wenn Ihr Roboterarmglied eine einzigartige Geometrie oder spezifische Integrationsanforderungen aufweist.
Kundenspezifische CNC-bearbeitete Gehäuse
Die Entscheidung für ein kundenspezifisches CNC-bearbeitetes Gehäuse gibt Ihnen vollständige Designfreiheit. Sie steuern jede Schnittstelle, von Motorhalterungen bis zu Ausgangsflanschen. Dieser Weg ist ideal, wenn Standardeinheiten einfach nicht passen.
| Merkmal | Standard-Aktuator | Kundenspezifisches CNC-Gehäuse |
|---|---|---|
| Integration | Standardisierte, feste Schnittstellen | Vollständig an Ihr Design angepasst |
| Sensoren | Begrenzte, vorintegrierte Optionen | Unbegrenzte Platzierung und Art |
| Geometrie | Eingeschränkt durch den Hersteller | Entspricht Ihren genauen Anforderungen |
| Vorlaufzeit | Kürzer (falls auf Lager) | Länger (Design + Fertigung) |

Die Entscheidung, kundenspezifische Harmonic Drive Gehäuse zu fertigen, wird klarer, wenn spezifische Anforderungen entstehen. Wenn Ihr Design eine nicht-standardmäßige Armintegration erfordert, kann ein Standard-Aktuator unerwünschte Kompromisse für Ihre gesamte mechanische Struktur erzwingen. Dies sehen wir häufig bei kompakten Gelenken von humanoiden oder vierbeinigen Robotern.
Argumente für die Individualisierung
Ein kundenspezifisches Gehäuse ermöglicht es Ihnen, Komponenten wie Drehmomentsensoren direkt in die Struktur zu integrieren, um eine bessere Genauigkeit und eine sauberere Montage zu erzielen. Eine spezielle Abdichtung für raue Umgebungen – wie IP67 für Outdoor-Robotik – ist mit einem speziell angefertigten Gehäuse ebenfalls wesentlich einfacher zu erreichen. Der Designprozess verursacht zwar zusätzlichen Aufwand, eliminiert aber spätere Integrationsprobleme.
Abwägung der Kompromisse
Der zentrale Kompromiss liegt zwischen dem anfänglichen Entwicklungsaufwand und der langfristigen Leistung. Während ein Standard-Aktuator Sie schneller in Bewegung bringt, stellt eine kundenspezifische Lösung sicher, dass das Endprodukt exakte Spezifikationen ohne Kompromisse erfüllt. Dies ist entscheidend für Anwendungen, bei denen Gewicht, Größe und Hysterese1 streng kontrolliert werden. Wir haben in der Zusammenarbeit mit unseren Kunden festgestellt, dass sich diese anfängliche Investition in das Design in der Leistung auszahlt.
| Entscheidungstreiber | Empfohlener Weg | Begründung |
|---|---|---|
| Standard-Grundfläche | Standardprodukt | Schnell und bewährt für den allgemeinen Gebrauch. |
| Einzigartige Geometrie | Kundenspezifische CNC-Fertigung | Gewährleistet perfekte Passform und optimale Integration. |
| Eingebettete Sensoren | Kundenspezifische CNC-Fertigung | Ermöglicht spezifische Sensorplatzierung und -typ. |
| Raue Umgebung | Kundenspezifische CNC-Fertigung | Ermöglicht maßgeschneiderte Dichtungs- und Materialauswahl. |
Die Wahl zwischen Standard- und kundenspezifischen Lösungen ist eine strategische Entscheidung. Standardaktuatoren priorisieren Geschwindigkeit für gängige Anwendungen, während kundenspezifische CNC-Harmonic-Drive-Gehäuse vollständige Kontrolle für Projekte mit einzigartigen Integrations-, Sensor- oder Dichtungsanforderungen bieten und optimale Leistung ohne Kompromisse gewährleisten.
Passung der Kreiskeilverzahnung – Warum die 0,025-mm-Toleranz bei dieser Bohrung Ihren harmonischen Antrieb entscheidend beeinflusst
Die Leistung eines Präzisions-Harmonic-Drives hängt vom Gehäuse ab, in dem er sitzt. Insbesondere muss die Passbohrung für die Kreisspline perfekt sein. Eine Abweichung von nur 0,025 mm kann die gesamte Baugruppe ruinieren. Dieses einzige Merkmal entscheidet darüber, ob Ihre teure Komponente reibungslos funktioniert oder vorzeitig ausfällt.
Das Problem mit falschen Passungen
Eine falsche Bohrungstoleranz führt zu zwei unterschiedlichen Fehlermodi. Ist die Passung zu eng, verformt sie die Kreisspline. Ist sie zu locker, verschiebt sich die Spline unter Last. Beide Ergebnisse verschlechtern die Leistung erheblich und verwandeln ein hochpräzises System in ein unzuverlässiges.
Passungsvergleich
| Passform Bedingung | Konsequenz | Resultierendes Problem |
|---|---|---|
| Zu eng (Übermaßpassung) | Verformt Kreisspline | Ungleichmäßiger Zahneingriff, Klemmen |
| Zu locker (Spielpassung) | Spline verschiebt sich außermittig | Exzentrizität, Vibration, Ermüdung |
Dies ist kein geringfügiges Detail. Ein schlecht bearbeitetes Gehäuse kann dazu führen, dass ein $400 Harmonic Drive schlechter funktioniert als ein Standard-$40 Getriebe.

Die Pilotpassung ist der Punkt, an dem Theorie auf Realität trifft. Die Kreisspline muss mittig und sicher positioniert sein. Die hier verwendeten Standard-ISO-Passungen sind typischerweise H6 oder H7. Dies sind Spielpassungen, jedoch mit extrem enger Toleranzkontrolle, die sicherstellt, dass die Komponente fixiert ist, ohne verformt zu werden.
H6 vs. H7 Toleranz
Bei einer 70-mm-Kreisverzahnung beträgt die H7-Bohrungstoleranz +0,030 mm / +0,000 mm. Eine H6-Passung ist mit +0,019 mm / +0,000 mm noch enger. Eine lockerere Passung kann Exzentrizität verursachen, was zu einer einmal pro Umdrehung auftretenden Vibration führt, bekannt als Drehmomentwelligkeit2. Diese Vibration reduziert nicht nur die Positionsgenauigkeit, sondern beschleunigt auch die Ermüdung der Flexspline, was zu einem vorzeitigen Ausfall führt. Die Präzision von Harmonic Drive Gehäusen ist nicht optional.
Überprüfung der Bohrung
Man kann nicht einfach davon ausgehen, dass die Bohrung korrekt ist. Bei PTSMAKE überprüfen wir jede kritische Bohrung, um einen Ausfall durch Exzentrizität der Verzahnungsbohrung zu verhindern. Diese einfache Qualitätskontrolle ist entscheidend.
| Schritt | Aktion | Zweck |
|---|---|---|
| 1. Werkzeug | Verwenden Sie ein kalibriertes Dreipunkt-Innenmessgerät. | Gewährleistet genaue und wiederholbare Messungen. |
| 2. Tiefen | Messen Sie oben, in der Mitte und unten in der Bohrung. | Prüft auf Konizität oder Tonnenform. |
| 3. Positionen | Messen Sie an vier Punkten (0, 90, 180, 270 Grad). | Erkennt Unrundheit (Ovalität). |
| 4. Bericht | Dokumentieren Sie den durchschnittlichen Durchmesser und die Unrundheit. | Bietet eine vollständige Aufzeichnung zur Qualitätssicherung. |
Diese CNC-Gehäusebohrungsprüfung stellt sicher, dass das Gehäuse die strengen Anforderungen für eine optimale Leistung des Harmonic Drive erfüllt.
Die Gehäusebohrung ist nicht nur eine Montagefunktion; sie ist eine kritische Funktionsfläche. Das Erreichen der erforderlichen H6- oder H7-Toleranz ist entscheidend für die Genauigkeit, Laufruhe und Lebensdauer des Harmonic Drive. Eine ordnungsgemäße Bearbeitung und Verifizierung sind für diese Hochleistungsanwendungen nicht verhandelbar.
Auswahl des Kreuzrollenlagers und Bearbeitung des Lagersitzes – Welches Abtriebslager Ihr Gehäuse aufnehmen muss
Die Leistung von Harmonic Drive-Gehäusen hängt vom Abtriebslager ab. Kreuzrollenlager sind die Standardwahl, da sie kombinierte Lasten auf engstem Raum bewältigen. Der wichtigste Schritt ist die Auswahl dieses Lagers vor bevor Sie das Gehäusedesign fertigstellen. Seine Abmessungen bestimmen Ihre Bearbeitungsparameter.
Warum die Lagerauswahl an erster Stelle steht
Der Außendurchmesser (AD) und die Breite des Lagers definieren die Bohrungsgröße und -tiefe des Gehäuses. Wenn Sie das Gehäuse zuerst entwerfen, riskieren Sie, kein passendes Standardlager zu finden, was kostspielige Neukonstruktionen oder kundenspezifische Lagerbestellungen erzwingt. Dies ist ein häufiger und teurer Fehler.
Gängige Lager- und Antriebspaarungen
Es besteht eine klare Beziehung zwischen Harmonic Drive-Größen und Standard-Kreuzrollenlagermodellen. Dies erleichtert die anfängliche Auswahl, wenn Sie Ihre Antriebsanforderungen kennen.
| Harmonic Drive Größe | Typisches Kreuzrollenlager |
|---|---|
| 17 | RB6013 |
| 20 | RB7013 |
| 25 | RB8016 |
| 32 | RB10016 |
Diese Tabelle bietet einen Ausgangspunkt für die Abstimmung von Komponenten, bevor mit der Bearbeitung begonnen wird.

Für Harmonic-Drive-Gehäuse sind Kreuzrollenlager von Marken wie THK, IKO oder NSK üblich. Eine typische Wahl für einen Antrieb der Größe 20 ist das Modell RB7013, das eine Bohrung von 70 mm und eine Breite von 13 mm aufweist. Dies beeinflusst direkt die Bearbeitung für das Design des Abtriebslagersitzes.
Bearbeitung der Gehäusebohrung
Das Erreichen der korrekten Passung ist für die Leistung unerlässlich. Die Gehäusebohrung, die den Außenring des Lagers aufnimmt, erfordert typischerweise eine H6- oder H7-Toleranz. Diese enge Passung gewährleistet, dass das Lager sicher sitzt und eine Rotation verhindert wird. Bei PTSMAKE halten wir diese präzisen Toleranzen konsequent ein.
Schulter- und Wellentoleranzen
Die Toleranz der Schultertiefe ist ebenso entscheidend und wird üblicherweise auf ±0,01 mm gehalten. Dieses Maß bestimmt die axiale Position des Lagers und steuert die Vorspannung. Der Innenring, der auf den Abtriebsflansch oder die Welle passt, erfordert eine g6- oder h6-Passung, um dem Innendurchmesser (ID) des Lagers zu entsprechen. Das komplexe Zusammenspiel der Kräfte innerhalb des Lagers, insbesondere unter Last, erzeugt erhebliche Hertzsche Berührungsspannung3 zwischen den Rollen und Laufbahnen. Falsche Passungen führen zu einer ungleichmäßigen Spannungsverteilung und somit zu vorzeitigem Versagen. Mein Rat ist einfach: Bestellen Sie den Harmonic-Drive-Komponentensatz und das Lager zusammen. Entwerfen Sie dann das Gehäuse um diese physischen Teile herum.
Um die Leistung in Harmonic-Drive-Gehäusen zu gewährleisten, müssen Sie zuerst das Lager und den Komponentensatz auswählen. Entwerfen und bearbeiten Sie dann das Gehäuse gemäß den präzisen Abmessungen und Toleranzen, die von diesen Komponenten gefordert werden. Dieser proaktive Ansatz verhindert kostspielige Fehler und gewährleistet optimale Funktionalität.
Der größte Kostentreiber bei einem Gehäuse für harmonische Antriebe – Maschinenzeit für den kritischen Bohrungssatz
Beim Entwurf von Harmonic-Drive-Gehäusen konzentrieren sich viele Ingenieure auf die Materialauswahl. Sie gehen davon aus, dass exotische Legierungen den Preis in die Höhe treiben. Das Rohmaterial, oft 7075 Aluminium, macht jedoch nur einen geringen Teil der Gesamtkosten aus. Der eigentliche Kostentreiber ist die Maschinenzeit.
Die wahre Kostenaufschlüsselung
Der Großteil der Kosten entsteht durch die Stunden, die ein Teil auf einer hochpräzisen CNC-Maschine verbringt. Für ein typisches Gehäuse kann die Bearbeitung mehrere Stunden dauern. Die zeitaufwändigste und teuerste Operation ist die Erstellung des kritischen Bohrungssatzes.
Beispiel für die Kostenverteilung
Hier ist eine vereinfachte Kostenaufschlüsselung für ein CNC-Harmonic-Gehäuse, die wir oft bei PTSMAKE sehen. Dies zeigt, wohin das Geld wirklich fließt.
| Kostenkomponente | Prozentsatz der Gesamtkosten |
|---|---|
| Rohmaterial (7075 Rohling) | ~5% |
| CNC-Maschinenzeit | ~75% |
| Einrichtung, Werkzeuge & Qualitätssicherung | ~20% |
Wie Sie sehen, dominiert die Maschinenzeit die Kostenstruktur. Zu verstehen, was während dieser Zeit geschieht, ist entscheidend für ein effektives Kostenmanagement.
Im Bearbeitungsprozess
Warum nimmt der kritische Bohrungssatz so viel Zeit in Anspruch? Es dreht sich alles um Präzision. Der Satz umfasst die Kreisverzahnungsbohrung, die Hauptlagerbohrung und die Motorbefestigungsbohrung. Diese Merkmale müssen perfekt konzentrisch sein, um die korrekte Funktion des Harmonic Drives zu gewährleisten.
Die mehrstufige Bohrsequenz
Das Erreichen der H6-Toleranz und einer engen Konzentrizität (oft 0,01 mm) ist ein heikler Prozess. Es ist nicht nur ein schneller Schnitt. Die Sequenz umfasst mehrere sorgfältige Schritte zur Steuerung von Wärme, Werkzeugablenkung und Oberflächengüte, um Verformungen im Endteil zu vermeiden.
Diese Mehrfachpass-Strategie ist entscheidend für die Erzielung von Dimensionsstabilität. Die thermisches Gleichgewicht4 Pause ist besonders kritisch. Sie ermöglicht es dem Teil, abzukühlen und sich zu stabilisieren, bevor die endgültigen, hochpräzisen Schnitte durchgeführt werden. Dies verhindert Ungenauigkeiten, die durch Wärmeausdehnung während der Bearbeitung verursacht werden.
Wie man die Kosten für CNC-Harmonic-Gehäuse reduziert
Basierend auf Projekten, die wir bearbeitet haben, gibt es mehrere Möglichkeiten, Kosten zu senken, ohne die Leistung dort zu opfern, wo es am wichtigsten ist.
| Strategie zur Kostensenkung | Potenzielle Zeitersparnis | Auswirkungen auf die Leistung |
|---|---|---|
| Konzentrizität auf 0,02 mm lockern | 15-20% der Bohrungszykluszeit | Für viele Anwendungen akzeptabel |
| H7- statt H6-Toleranz verwenden | 10-15% der Bohrungszykluszeit | Lockerere Passung an der Kreiskeilverzahnung |
| Unbearbeitete, nicht-kritische Flächen | 5-10% der gesamten Maschinenzeit | Rein kosmetisch, keine funktionale Änderung |
Diese kleinen Anpassungen in Ihrem Design können zu erheblichen Einsparungen führen. Es ist ein Gespräch wert, das Sie mit Ihrem Fertigungspartner führen sollten.
Die größten Kosten bei einem Harmonic-Gehäuse sind nicht das Material, sondern die Maschinenzeit für den kritischen Bohrungssatz. Indem Sie diesen Kostentreiber für Präzisionsbohrungen verstehen, können Sie fundierte Designentscheidungen treffen, die die Kosten erheblich senken und gleichzeitig die erforderliche Leistung für Ihre Anwendung aufrechterhalten.
Aluminium 7075 vs. 6061 für Gehäuse für harmonische Antriebe – Wann sich die zusätzlichen Kosten von 7075 tatsächlich auszahlen
Die Wahl des richtigen Aluminiums für Harmonic-Drive-Gehäuse läuft oft auf 7075 versus 6061 hinaus. Während 6061 ein zuverlässiges Arbeitspferd ist, kann der höhere Preis von 7075 schwer zu vermitteln sein. In bestimmten Anwendungen ist dieser Aufpreis jedoch nicht nur eine Ausgabe; er ist eine strategische Investition in die Leistung.
Der Festigkeits-Gewichts-Vorteil
Für Robotergelenke, insbesondere bei humanoiden Designs, ist die Leistung von größter Bedeutung. Die Debatte dreht sich nicht nur um Materialkosten, sondern darum, was diese Kosten Ihnen bringen. Eine höhere Festigkeit ermöglicht dünnere Wände und leichtere Teile, ohne die Steifigkeit zu opfern, was sich direkt auf die dynamischen Fähigkeiten und die Effizienz des Roboters auswirkt. Hier glänzt 7075 Aluminium wirklich.

Die Entscheidung zwischen diesen beiden Legierungen hängt von einer nüchternen Bewertung der Anwendungsanforderungen im Vergleich zum Budget ab. Die Materialkosten für 7075 sind etwa zwei- bis dreimal so hoch wie die von 6061. Bei PTSMAKE bestätigen unsere Bearbeitungsdaten, dass es auch härter für Werkzeuge ist und den Verschleiß um etwa 30% erhöht. Wann zahlt sich diese Investition also aus?
Vergleich der wichtigsten Leistungsmetriken
Betrachten wir die Zahlen. Während beide Materialien eine nahezu identische Dichte und Steifigkeit aufweisen, ist der Unterschied in der Festigkeit erheblich. Dies ist der Hauptgrund für die Auswahl von 7075 für anspruchsvolle Harmonic-Drive-Gehäuse. Die Elastizitätsmodul5 ist gleich, was bedeutet, dass ein Teil gleicher Geometrie unter Last identisch durchbiegt.
| Eigentum | Aluminium 7075-T6 | Aluminium 6061-T6 |
|---|---|---|
| Streckgrenze | 503 MPa | 276 MPa |
| Steifigkeit (Elastizitätsmodul) | ~72 GPa | ~69 GPa |
| Dichte | 2,81 g/cm³ | 2,70 g/cm³ |
| Bearbeitbarkeit | Messe | Gut |
| Relative Materialkosten | 2,5x – 3x | 1x |
Wann 7075 spezifizieren
- Distale Gelenke: Für Handgelenke und Endeffektoren zählt jedes Gramm. Die höhere Festigkeit von 7075 ermöglicht dünnere Wände, wodurch das Gewicht im Vergleich zu einem 6061-Design potenziell um 15-25 % reduziert werden kann. Dies verringert die Trägheit und ermöglicht schnellere und präzisere Bewegungen.
- Hochbelastete Gelenke: Gelenke wie Hüften oder Knie, die hohen dynamischen Belastungen ausgesetzt sind, profitieren von der überlegenen Festigkeit von 7075, was die Zuverlässigkeit unter Belastung gewährleistet.
- Platzbeschränkte Designs: Wenn die Verpackung eng ist und Gehäusewände dünn sein müssen, bietet 7075 die notwendige Festigkeit, die 6061 nicht bieten kann.
Wann 6061 ausreichend ist
- Prototyping: Für frühe Iterationen, bei denen die Validierung der Geometrie wichtiger ist als die endgültige Leistung, ist 6061 die kostengünstige Wahl.
- Weniger kritische Gelenke: Schultergelenke, die oft mehr Bauraum haben, benötigen möglicherweise nicht die Premium-Festigkeit von 7075.
- Verstärkte Gehäuse: Wenn das Design externe Halterungen oder Stützen umfasst, die die Last teilen, wird die inhärente Festigkeit des Gehäusematerials weniger kritisch.
Letztendlich hängt die Wahl Ihrer Harmonic-Drive-Gehäuse von den Anforderungen der spezifischen Anwendung ab. Während 7075 sowohl bei Material- als auch bei Bearbeitungskosten einen Aufpreis erfordert, ist sein überlegenes Verhältnis von Festigkeit zu Gewicht für hochleistungsfähige, gewichtsempfindliche Robotergelenke unerlässlich.
Warum einige CNC-Werkstätten Gehäuse für harmonische Antriebe falsch herstellen – Sechs häufige Fehler und wie man sie erkennt
Harmonic-Drive-Gehäuse gehören zu den anspruchsvollsten Teilen, die wir bearbeiten. Ihre Präzision ist nicht verhandelbar, da selbst ein winziger Fehler Vibrationen, Spiel oder einen vollständigen Ausfall eines Roboterarms verursachen kann. Doch viele CNC-Werkstätten übersehen die subtilen Details, die ein perfektes Gehäuse ausmachen.
Die Präzisionsfalle
Die Herausforderung besteht darin, enge Toleranzen über mehrere Merkmale hinweg einzuhalten. Werkstätten konzentrieren sich oft auf den Hauptbohrungsdurchmesser, übersehen aber, wie Merkmale interagieren. Dies führt zu häufigen Ausfallarten von Harmonic-Gehäusen, die ohne die richtigen Inspektionsmethoden schwer zu erkennen sind.
Ein Inspektionsleitfaden für Käufer
Als Käufer benötigen Sie eine einfache, aber effektive Checkliste. Das Verständnis dieser sechs häufigen Fehler und wie man sie erkennt, bewahrt Sie vor kostspieligen Produktionsausfällen und Feldausfällen.
| Fehlermodus | Primäre Auswirkungen | Inspektionsmethode |
|---|---|---|
| Bohrungskonizität | Ungleichmäßiger Keilwellenkontakt | Bohrungslehre |
| Unrundheit | Schlechter Lagersitz | CMM |
| Lochpositionsversatz | Flanschversatz | CMM |
| Gewindegrate | Unvollständiger Schraubensitz | Gewindelehre |
| Raue Dichtungsbohrung | Vorzeitiges Dichtungsleck | Profilometer |
| Planparallelität | Ungleichmäßige Belastung der Schrauben | Messuhr |
Die erfolgreiche Bearbeitung von Harmonic Drive Gehäusen erfordert ein tiefes Verständnis potenzieller geometrischer und Oberflächenfehler. Als Käufer müssen Sie wissen, worauf Sie bei der Wareneingangsprüfung achten müssen. Hier sind die kritischsten Fehlerarten, die ich gesehen habe, und wie man sie identifiziert.
Geometrische und Positionsfehler
Diese Fehler beziehen sich auf die Form und Lage wichtiger Merkmale. Sie resultieren oft aus unsachgemäßer Einrichtung, Werkzeugverschleiß oder Instabilität der Vorrichtung. Ein häufiges Problem ist eine Positionsabweichung von Gewindebohrungen, bei der Schraubenlöcher von ihrer wahren Position abweichen, was eine ordnungsgemäße Montage verhindert.
Bohrungskonizität
Eine konische Bohrung, oft durch Werkzeugablenkung verursacht, verhindert, dass die Kreiskeilverzahnung richtig sitzt. Ich empfehle die Verwendung einer Bohrungslehre, um den Durchmesser oben, in der Mitte und unten zu überprüfen. Wenn die Konizität 0,01 mm überschreitet, sollte das Teil abgelehnt werden.
Unrundheit der Lagerlaufbahn
Die Nut für das Kreuzrollenlager muss perfekt rund sein. Jede Abweichung verhindert, dass das Lager vollständig sitzt, was zu vorzeitigem Verschleiß führt. Ein KMG ist für diese Prüfung unerlässlich; eine Rundheitsmessung, die 0,005 mm überschreitet, ist ein klares Zeichen für einen Rundheitsfehler der Lagerbohrung.
Oberflächen- und Merkmalsfehler
Diese Defekte beeinträchtigen die Abdichtung, Befestigung und die gesamte Lebensdauer des Bauteils. Sie sind oft prozessbedingt und können durch sorgfältige Programmierung und In-Prozess-Kontrollen vermieden werden. Eine gründliche Inspektion kann größere Probleme in der Zukunft verhindern.
| Versagen | Inspektionswerkzeug | Kriterien für die Akzeptanz |
|---|---|---|
| Position der Gewindebohrung | CMM | Bericht zur wahren Position prüfen |
| Grat am Gewindeeingang | Gewindelehre | Glatter Eintritt, keine Haken |
| Rauheit der Dichtungsbohrung | Profilometer6 | Ra < 0.8μm |
| Parallelität der Gehäusefläche | Messplatte & Messuhr | Ebenheit prüfen |
Ein klassischer Fehler bei der Oberflächenrauheit von Dichtungen tritt auf, wenn die Bohrung zu rau ist, wodurch die Lippendichtung bereits nach wenigen hundert Zyklen undicht wird. Dies ist eine kritische Prüfung für die langfristige Zuverlässigkeit.
Die Inspektion von Harmonic Drive Gehäusen erfordert einen systematischen Ansatz. Durch die Überprüfung der Bohrungsgeometrie, der Merkmalspositionen und der Oberflächengüten können Sie gängige Fertigungsfehler effektiv erkennen. Dies stellt sicher, dass die von Ihnen erhaltenen Teile zuverlässig funktionieren und kostspielige Systemausfälle in der Zukunft verhindert werden.
Oberflächengüte des Gehäuses – Wo Sie sie präzise benötigen und wo Sie Geld sparen können
Die Spezifikation der Oberflächengüte ist einer der bedeutendsten Kostentreiber in der CNC-Bearbeitung. Bei Komponenten wie Harmonic Drive Gehäusen kann ein Fehler hier Ihr Budget aufblähen, ohne einen echten Leistungsvorteil zu erzielen. Der Schlüssel liegt darin, genau zu wissen, wo eine hohe Oberflächengüte entscheidend ist und wo Sie die Anforderungen lockern können.
Kritische vs. nicht-kritische Oberflächen
Nicht alle Oberflächen sind gleich. Passflächen, Lagerbohrungen und Dichtungsbereiche erfordern eine präzise Kontrolle. Im Gegensatz dazu benötigen interne Taschen oder externe, nicht-kosmetische Flächen nicht das gleiche Maß an Bearbeitung, und sie so zu behandeln, ist ein häufiger und kostspieliger Fehler.
Anwendungsleitfaden für Oberflächengüte
Ein intelligenter Ansatz zur Kosteneinsparung bei der CNC-Oberflächengüte beinhaltet eine klare Spezifikationskarte für das Teil. Hier ist eine typische Aufschlüsselung für ein Robotergehäuse.
| Merkmalbereich | Typische Ra-Anforderung | Begründung |
|---|---|---|
| Kontakt der Rotationsdichtung | 0.2 – 0.4μm (N5) | Verhindert Leckagen und vorzeitigen Dichtungsverschleiß |
| Lagerbohrungen | < 0.8μm (N6) | Gewährleistet eine präzise Passung und verhindert Spannungsspitzen |
| Passflächen | 0.8 – 1.6μm (N6-N7) | Garantiert einen flachen, stabilen Kontakt |
| Äußere kosmetische Wände | < 1.6μm (N7) | Ästhetischer Reiz und Haptik |
| Innentaschen | 3.2μm+ (Wie bearbeitet) | Keine funktionale Auswirkung, erhebliche Kosteneinsparungen |

Die technische und wirtschaftliche Begründung
Eine Überspezifikation der Oberflächengüte macht ein Teil nicht besser; sie macht es nur teurer. Jeder Schritt nach unten im Ra-Wert (Rauheitsmittelwert) erfordert oft einen zusätzlichen, langsameren Bearbeitungsgang oder einen separaten Veredelungsprozess wie Schleifen oder Polieren. Dies erhöht die Zykluszeit und die Kosten erheblich.
Auswirkungen auf Dichtflächen
Für einen Rotationswellendichtring ist die Spezifikation der Oberflächengüte nicht verhandelbar. Eine Oberfläche, die rauer als Ra 0,4 μm ist, wirkt wie eine Feile, reibt die Dichtlippe ab und führt zu einem vorzeitigen Ausfall. Mikroskopische Unebenheiten7 können auch winzige Leckpfade erzeugen, die die Integrität der gesamten Baugruppe beeinträchtigen.
Anforderungen an die Lagerbohrung
Die Ra-Anforderung an die Lagerbohrung ist ebenso wichtig. Eine raue Bohrung kann hohe Druckpunkte erzeugen, die das Lagerspiel und die Lebensdauer des Lagers beeinträchtigen. Dies kann zu einem unsachgemäßen Sitz führen, der Vibrationen verursacht und die Präzision des gesamten Harmonic-Drive-Systems reduziert.
Quantifizierung des Kostenunterschieds
Die Kostenstrafe für eine Überspezifikation ist erheblich. Basierend auf unserer Arbeit mit Kunden an Richtlinien für die Oberflächengüte von Robotergehäusen kann die Umstellung von einer standardmäßigen kosmetischen Oberfläche auf eine Präzisionsdichtungsfläche bei nur einem Merkmal die Kosten dieses Merkmals um 200-300 % erhöhen.
| Oberflächenspezifikation (Ra) | Relative Bearbeitungskosten | Typischer Prozess |
|---|---|---|
| 3,2 μm (oder höher) | 1x (Baseline) | Standard-Fräsen/Drehen |
| 1,6 μm | 1.5x | Feinfräs-/Drehdurchgang |
| 0,8 μm | 2x | Sehr feiner Durchgang oder Schleifen |
| 0,4μm | 3x+ | Schleifen, Honen oder Läppen |
Das Anbringen dieser engen Ra 0,4μm Oberfläche auf einem gesamten Teil, wo es nicht benötigt wird, könnte die gesamten Teilekosten um 20-30% erhöhen. Eine praktische Regel ist, eine enge Oberflächengüte nur dort zu spezifizieren, wo eine Oberfläche direkt einen Dichtring, ein Lager oder eine andere präzisionsgefertigte Passfläche berührt.
Strategische Oberflächengüteanforderungen an Harmonic Drive Gehäusen sind unerlässlich. Wenden Sie enge Ra-Werte nur an kritischen Funktionsschnittstellen wie Dichtungen und Lagern an, um die Leistung zu gewährleisten. Die Lockerung der Spezifikationen in unkritischen Bereichen ist der effektivste Weg, die Herstellbarkeit zu optimieren und die Kosten ohne Kompromisse zu kontrollieren.
Entgraten interner Merkmale – Die versteckte Qualitätskontrolle, die schlechte CNC-Werkstätten aufdeckt
Übersprungenes internes Entgraten ist eine Hauptursache für Montagefehler, insbesondere bei Komponenten wie Harmonic Drive Gehäusen. Kleine Grate, die an internen Gewindeeingängen verbleiben, können sich während der Montage lösen. Diese Metallfragmente setzen sich dann zwischen den Zahnrädern fest und verursachen Geräusche, Reibung und letztendlich Systemausfälle.
Der Ansatz eines Betriebs bei internen Merkmalen ist ein klarer Indikator für seine Qualitätsstandards. Ein sorgfältiger Betrieb betrachtet das Entgraten als einen kritischen Fertigungsschritt, während ein kostengünstiger Betrieb es oft überspringt, um Zeit zu sparen, und das Risiko an Sie weitergibt.
Vergleich der Entgratungsansätze
| Qualitätsfaktor | Hochwertiger Betrieb (z.B. %) | Minderwertiger Betrieb |
|---|---|---|
| Prozess | Integrierter, oft automatisierter Entgratungszyklus | Manuell, inkonsistent oder übersprungen |
| Verifizierung | Endoskopische Inspektion aller internen Merkmale | Nur visuelle Prüfung der Außenflächen |
| Einhaltung der Bestellung | Folgt spezifischen Kantenbruchvorgaben | Ignoriert oder übersieht interne Spezifikationen |
| Ergebnis | Zuverlässige, langlebige Baugruppe | Hohes Risiko eines vorzeitigen Feldausfalls |
Dieses kleine Detail hat einen massiven Einfluss auf die Zuverlässigkeit und Lebensdauer des Endprodukts. Es ist für uns bei PTSMAKE ein nicht verhandelbares Qualitätskriterium.

Um diese Probleme zu vermeiden, muss Ihre Bestellung explizit sein. Wir empfehlen die Angabe: ‘alle Kanten gebrochen 0,1-0,3 mm max., Innengewindeeingänge maschinell entgratet und alle sich schneidenden Bohrungskanten mit Radius R0,2 max. versehen.’ Diese Formulierung lässt keinen Raum für Mehrdeutigkeiten. Sie zwingt den Lieferanten, diese kritischen Bereiche zu berücksichtigen.
Für komplexe Teile wie ein Harmonic-Drive-Gehäuse sind mehrere Methoden effektiv. Die Wahl hängt von der Geometrie und Zugänglichkeit des Merkmals ab. Das Verständnis dieser Optionen hilft Ihnen, produktivere Gespräche mit Ihrem Fertigungspartner zu führen. Die Wechselwirkung von Oberflächen ist ein Kernprinzip in Tribologie8 und entscheidend für die Lebensdauer der Komponente.
Interne Entgratungsmethoden
| Methode | Beste Anwendung | Beschreibung |
|---|---|---|
| Fräserbahn-Entgraten | Durchgangsbohrungen, Gewindeeingänge | Eine automatisierte Werkzeugbahn fügt am Ende eines Bohr- oder Gewindeschneidzyklus eine kleine Fase hinzu. Hochgradig konsistent. |
| Manuell / Thermisch | Komplexe interne Geometrien | Manuelles Entgraten verwendet spezielle Werkzeuge. Thermisches Entgraten verdampft Grate in einer kontrollierten Umgebung. |
| Bürstentgraten | Blindbohrungen, Querbohrungen | Eine Nylon-Schleifbürste an einer CNC-Maschine erreicht schwer zugängliche Bereiche und erzeugt eine glatte, verrundete Kante. |
Nach der Bearbeitung ist die Verifizierung unerlässlich. Die interne Entgratung kann nicht mit bloßem Auge überprüft werden. Wir verwenden ein Endoskop zur Inspektion aller CNC-Teile mit kritischen internen Merkmalen, wobei jeder Gewindeeingang und jede Querbohrungsüberschneidung überprüft wird, um eine perfekte Konformität zu gewährleisten.
Zusammenfassend lässt sich sagen, dass eine effektive interne Entgratung kein Bonus ist; sie ist eine Notwendigkeit für zuverlässige mechanische Baugruppen. Die Angabe von Anforderungen in Ihrer Bestellung und das Bestehen auf einer Endoskopinspektion sind einfache Schritte, die hervorragende Lieferanten von solchen unterscheiden, die Ihnen später Probleme bereiten werden.
Gehäuse-Dichtungsstrategie – IP-Schutzarten für Gelenke humanoider Roboter und wie die Bearbeitung diese ermöglicht
Gelenke von humanoiden Robotern, insbesondere solche mit Harmonic Drive Gehäusen, erfordern auf ihre Umgebung zugeschnittene Dichtungsstrategien. Die Schutzart (IP-Rating) ist hier die entscheidende Kennzahl. Ein Roboter in einem sauberen Labor hat ganz andere Anforderungen als einer, der im Freien oder in einem staubigen Lager arbeitet.
Umgebungsanforderungen an die Dichtung
Die Betriebsumgebung bestimmt direkt die erforderliche IP-Schutzart. Eine einfache Staubabdeckung mag für eine Laborumgebung ausreichen, aber Lageranwendungen erfordern Schutz vor Staub und Wasserstrahlen. Diese Wahl beeinflusst die Komplexität und die Kosten der Dichtungslösung und ihrer Bearbeitung.
Anpassung der IP-Schutzarten an Dichtungskonzepte
Wir müssen das Dichtungsdesign an die angestrebte IP-Schutzart anpassen. Für IP20 kann ein einfacher Labyrinthspalt ausreichen. Für höhere Schutzarten wie IP54 sind mehrstufige Dichtungen und O-Ringe erforderlich. Jede Stufe bringt spezifische Bearbeitungsherausforderungen mit sich, die für eine zuverlässige Leistung bewältigt werden müssen.
| IP-Bewertung | Typische Umgebung | Dichtungsstrategie |
|---|---|---|
| IP20 | Sauberes Forschungslabor | Labyrinthspalt, keine Wellendichtung, thermische Entlüftung. |
| IP40 | Leichte Industriewerkstatt | Einfacher Lippendichtring an der Abtriebswelle. |
| IP54+ | Außenbereich / Lager | Doppellippendichtung oder Lippendichtung + V-Ring; O-Ringe an den Stirnflächen. |

Eine zuverlässige Abdichtung hängt nicht nur von der Wahl der richtigen Dichtung ab, sondern auch von der Präzision des Gehäuses selbst. Für die Abdichtung von Robotergelenken nach IP54 in Harmonic Drive Gehäusen ist die Bearbeitung entscheidend. Der Dichtungsbohrungsdurchmesser erfordert beispielsweise eine H8-Toleranz, um eine ordnungsgemäße Kompression ohne Beschädigung der Dichtung zu gewährleisten.
Kritische Bearbeitungsmerkmale
Die Tiefe der Dichtungsbohrung ist für den korrekten Sitz ebenso wichtig. Wir bearbeiten auch eine Einführfase von mindestens 15 Grad mit einem bestimmten Radius. Dieses feine Merkmal verhindert, dass die Dichtlippe während der Installation geschnitten oder beschädigt wird, was eine häufige Ursache für frühe Ausfälle ist.
Wellen- und Bohrungsanforderungen
Die Oberflächengüte der Abtriebswelle an der Kontaktstelle der Dichtung muss außergewöhnlich glatt sein, typischerweise zwischen Ra 0,2-0,4 μm, ohne axiale Bearbeitungsspuren. Ein häufiger Fehler, den ich sehe, ist eine Dichtungsbohrung, die nicht perfekt mit der Achse der Welle ausgerichtet ist. Dieser Mangel an Konzentrationsfähigkeit9 führt zu ungleichmäßigem Verschleiß an der Dichtlippe, was zu vorzeitigen Leckagen führt. Bei PTSMAKE überprüfen wir immer diese Ausrichtung zwischen der Dichtungsbohrung und der Wellenlagerbohrung. Dies ist für uns eine nicht verhandelbare Qualitätsprüfung.
Die Zuverlässigkeit eines Roboters ist direkt mit seiner IP-Schutzart verbunden, die wiederum von der Präzisionsbearbeitung seiner Gelenkgehäuse abhängt. Merkmale wie Bohrungstoleranz, Oberflächengüte und Rundlauf sind keine geringfügigen Details; sie sind grundlegend für die Erzielung einer langfristigen Dichtungsleistung.
Toleranzkette der Montage – Warum das Gehäuse nicht der letzte Schiedsrichter für die Gelenkgenauigkeit ist
Viele Ingenieure konzentrieren sich ausschließlich auf die Präzision des Gehäuses und gehen davon aus, dass dies die Gelenkgenauigkeit garantiert. Doch selbst ein perfekt bearbeitetes Gehäuse kann zu einem mittelmäßigen Gelenk führen, wenn die internen Komponenten nicht sorgfältig ausgewählt werden. Die endgültige Genauigkeit wird durch einen "Toleranzstapel" bestimmt – die Akkumulation kleiner Spielräume und Fehlausrichtungen von jedem Teil in der Baugruppe.
Die Toleranzkette
Jede Komponente führt ein geringes Spiel ein. Diese einzelnen Toleranzen, obwohl für sich genommen geringfügig, summieren sich zu einem signifikanten Gesamtfehler am Ausgang.
Hauptfaktoren des Toleranzstapels
| Komponentenpassung | Typisches Spiel/Luft |
|---|---|
| Rundverzahnung zur Gehäusebohrung | bis zu 0,030mm |
| Kreuzrollenlager innen | 0,002 – 0,007mm |
| Ausrichtung Abtriebswelle zur Flexspline | 0,010 – 0,030mm |
| Motorwelle zur Wellengeneratorbohrung | 0,020 – 0,050mm |
Diese Werte sind nicht fixiert, sondern stellen gängige Spezifikationen dar, denen wir bei PTSMAKE begegnen.

Die wahre Herausforderung bei der Erzielung hoher Präzision für Harmonic Drive Gehäuse liegt nicht nur in einer Dimension; es ist die Verwaltung der Wechselwirkung mehrerer Toleranzen. Lassen Sie uns aufschlüsseln, wie diese scheinbar winzigen Zahlen zusammenwirken, um die Leistung zu beeinflussen. Ein scheinbar geringes Spiel an jeder Schnittstelle trägt zu einem größeren, kumulativen Fehler bei.
Berechnung des Gesamt-Toleranzstapels
Eine typische Baugruppe könnte einen Toleranzstapel wie diesen aufweisen: 0,030mm (Verzahnung) + 0,005mm (Lager) + 0,020mm (Abtrieb) + 0,030mm (Motor) = 0,085mm Gesamtstapel. Diese Summe wird direkt zu Radialer Rundlauf10 am Ausgangsflansch, was ein kritisches Maß für die Rotationsungenauigkeit ist.
Von der Toleranzkette zum realen Fehler
Wie wirkt sich dieser 0,085 mm auf einen Roboterarm aus? Für ein Glied mit einem 100 mm Hebelarm führt dies zu einem Gesamtzeigerausschlag (TIR) von 0,17 mm (0,085 mm x 2) am Ende des Flansches. Das mag akzeptabel erscheinen, aber es gilt nur für ein Gelenk.
In einem Mehrachsensystem, wie einem humanoiden Roboterarm, vervielfacht sich dieser Fehler. Die Ungenauigkeit des ersten Gelenks wird zur Basis für den Fehler des zweiten und so weiter. Dieser Kaskadeneffekt ist der Grund, warum die Komponentenauswahl für die harmonische Genauigkeit genauso wichtig ist wie das Gehäuse selbst.
Dies zeigt, warum eine ganzheitliche Betrachtung der Montagetoleranz unerlässlich ist. Eine ausschließliche Konzentration auf das Gehäuse übersieht den kumulativen Effekt von Lagerspiel, Wellenpassungen und Befestigungsspezifikationen. Jede Wahl ist entscheidend in der Toleranzkette für die endgültige Genauigkeit des Roboterarms.
Letztendlich bildet das Gehäuse die Grundlage, aber die endgültige Gelenkgenauigkeit ist das Ergebnis der gesamten Toleranzkette. Eine sorgfältige Komponentenauswahl ist ebenso entscheidend wie die Präzisionsbearbeitung des Gehäuses selbst, um den Ausgangsrundlauf zu minimieren und die Leistung zu gewährleisten.
Die Gehäuse-Designprüfung – Drei Fragen, die jede CNC-Werkstatt vor der Bearbeitung stellen sollte
Bei der Suche nach einem Lieferanten für Harmonic Drive Gehäuse sind die Fragen, die sie stellen, aufschlussreicher als das von ihnen unterbreitete Angebot. Ein Betrieb, der nur die 2D-Zeichnung betrachtet, ohne sich nach der Baugruppe zu erkundigen, ist ein großes Warnsignal. Ein wirklich kompetenter Partner versteht, dass das Gehäuse Teil eines komplexen Systems ist.
Die richtigen Fragen signalisieren Fachwissen
Ein proaktiver CNC-Betrieb konzentriert sich auf Passung und Funktion. Er sollte nach den Gegenstücken fragen, um eine perfekte Integration zu gewährleisten. Dieser Ansatz geht über die bloße Bearbeitung eines Teils hinaus und liefert eine Komponente, die in der endgültigen Robotergelenkbaugruppe einwandfrei funktioniert.
Erster Lieferanten-Lackmustest
Bevor Sie überhaupt zur Preisgestaltung kommen, achten Sie auf diese kritischen Fragen. Sie trennen einen bloßen Teileproduzenten von einem echten Fertigungspartner.
| Fragenthema | Warum es wichtig ist |
|---|---|
| Passende Teile | Überprüft kritische Passungen für Lager und Verzahnungen. |
| Bearbeitungsaufbau | Gewährleistet die Konzentrizität zwischen kritischen Bohrungen. |
| Bezugsreihenfolge | Klärt die Ausrichtung für die gesamte Getriebeanordnung. |

Ein stiller Lieferant ist ein Risiko. Wir haben Projekte scheitern sehen, weil die Maschinenwerkstatt nicht nach der funktionalen Baugruppe gefragt hat. Sie lieferten ein Teil, das der Zeichnung entsprach, aber es war nutzlos, weil es sich nicht in das Kreuzrollenlager und die Kreisspline integrieren ließ. Die richtigen Fragen verhindern diese kostspieligen Fehler.
Tiefer graben: Die Checkliste zur Lieferantenbewertung
Über die anfänglichen drei Fragen hinaus wird ein fähiger Betrieb auch die Inspektion und Prüfung untersuchen. Sie verstehen, dass die Überprüfung der Geometrie des Teils entscheidend ist. Hier kommt die Wissenschaft der Metrologie11 ins Spiel, um sicherzustellen, dass das, was entworfen wird, auch geliefert wird. Die Fähigkeit eines Lieferanten, komplexe Merkmale zu messen, ist ebenso wichtig wie seine Fähigkeit, sie zu bearbeiten.
Fragen zu erweiterten Fähigkeiten
Sie sollten auch Fragen zur Überprüfung nach der Bearbeitung erwarten. Können sie tiefe Bohrungen genau messen? Sind sie bereit, Funktionstests mit tatsächlichen Komponenten durchzuführen? Bei PTSMAKE bestehen wir oft auf diesen Schritten, um die Leistung vor dem Versand zu gewährleisten. Dies ist ein nicht verhandelbarer Teil unseres Qualitätsprozesses für kritische Komponenten wie Harmonic-Drive-Gehäuse.
Hier ist eine einfache Checkliste zur Bewertung der Reaktion eines potenziellen CNC-Betriebs:
| Bewertungspunkt | Ideale Antwort | Rote Flagge |
|---|---|---|
| Passungsprüfung | Fragt nach Gegenstücken oder nach der Herstellung einer Lehre. | Zitiert direkt aus der Zeichnung. |
| Bezug & Einrichtung | Erkundigt sich nach der Ausrichtung der Baugruppe. | Ignoriert funktionale Bezugspunkte. |
| KMG-Fähigkeit | Bestätigt die Fähigkeit, tiefe Merkmale zu messen. | Vage bezüglich der Inspektionsmethoden. |
| Funktionstest | Bietet an, die Passung mit dem tatsächlichen Lager zu testen. | Lehnt jede Prüfung auf Baugruppenebene ab. |
Die Fragen des Lieferanten offenbaren seine umfassende Erfahrung. Ein Partner, der sich auf dieses Detailniveau einlässt, ist am Erfolg Ihres Endprodukts interessiert, nicht nur am Versand eines Metallstücks.
Die Fragen eines Lieferanten vor dem Angebot sind ein direkter Indikator für seine Expertise. Ein engagierter Partner, der nach Montage, Funktion und Inspektion fragt, konzentriert sich auf die Lieferung einer erfolgreichen Komponente, nicht nur auf ein bearbeitetes Teil, das technisch einer Zeichnung entspricht.
Drahterodieren vs. Fräsen für Kreiskeilverzahnungsmerkmale – Was Ihre Gehäusezeichnung aussagen sollte
Beim Entwurf von Harmonic Drive Gehäusen mit integrierten Zahnrädern wird Ihre Zeichnung zum wichtigsten Dokument. Die von Ihnen bereitgestellten Details bestimmen die Fertigungsmethode und die endgültige Leistung. Vage Spezifikationen führen zu Verzögerungen und kostspieligen Fehlern. Präzision ist bei diesen Merkmalen nicht verhandelbar.
Zeichnungsanforderungen für integrierte Verzahnungen
Für ein Gehäuse mit direkt in die Bohrung gefrästen Verzahnungen ist Drahterodieren oft die erste Wahl für Prototypen. Ihre Zeichnung muss die Zahngeometrie klar definieren. Das Fehlen dieser Informationen wird ein Projekt sofort stoppen.
| Spezifikation | Typischer Wert / Standard |
|---|---|
| Zahnprofilstandard | ISO, DIN oder kundenspezifisch |
| Modul | 0,3-0,5 mm für die meisten Robotikanwendungen |
| Anzahl von Zähnen | Flexspline-Zähne + 2 (z.B. 122 vs. 120) |
| Zahndurchmesser an der Spitze | Mit engen Toleranzen spezifiziert |
| Kerndurchmesser | Mit engen Toleranzen spezifiziert |
| Fußausrundungsradius | Oft klein, entscheidend für die Festigkeit |
Warum dieses Detail wichtig ist
Für die Produktion sind Methoden wie Wälzstoßen oder Räumen12 häufiger. Für das Prototyping einer integralen Kreiskeilverzahnung ist jedoch Drahterodieren der Standard. Jedes Detail auf der Zeichnung ist entscheidend für die Erstellung eines genauen Angebots und eines funktionsfähigen Teils bei PTSMAKE.
Ein häufiger Fehler, den ich sehe, ist die unzureichende Spezifikation des Zahnprofils. Die bloße Angabe einer Zähnezahl reicht nicht aus. Ohne Modul, Eingriffswinkel und Durchmesser können wir das Zahnrad nicht korrekt modellieren. Dies gilt insbesondere für kundenspezifische, nicht-standardisierte Zahnprofile.
Die nicht-integrale Alternative
Für viele Projekte, insbesondere in Prototypenphasen für die Robotik, ist ein nicht-integrales Design der bessere Weg. Hier verwenden Sie einen vorgefertigten Kreiskeilverzahnungsring. Das Gehäuse benötigt lediglich eine präzise Passbohrung (H6/H7 Toleranz) und eine ebene Anlauffläche. Dies vereinfacht die Bearbeitung und ermöglicht die Verwendung eines abgestimmten Harmonic-Drive-Komponentensatzes, der für optimale Leistung vorkalibriert ist.
Klare Zeichnungen für integrale Keilverzahnungsmerkmale sind entscheidend für eine erfolgreiche Fertigung. Für Prototypen sollten Sie jedoch ein nicht-integrales Design mit einem abgestimmten Komponentensatz in Betracht ziehen, um den Prozess zu vereinfachen und die Leistung sicherzustellen – eine Strategie, die wir neuen Kunden in der Robotik oft empfehlen.
So schützen Sie Ihr Design — NDA, Zeichnungsmarkierung und Serialisierung für Harmonic-Gehäuse
Wenn Sie Designs für Harmonic-Drive-Gehäuse an eine CNC-Werkstatt senden, teilen Sie kritisches geistiges Eigentum. Der Schutz Ihrer Gelenkarchitektur ist unerlässlich. Eine mehrschichtige Verteidigung ist der effektivste Weg, Ihr Design vom ersten Angebot bis zur endgültigen Teillieferung zu sichern.
Wichtige Schutzstrategien
Ihre Strategie sollte rechtliche, informationelle und physische Kontrollen kombinieren. Eine NDA ist die Grundlage, aber sie reicht allein nicht aus. Die Kontrolle darüber, welche Informationen Sie teilen und wie Sie physische Teile verfolgen, ist ebenso wichtig, um Ihre wertvollen Designs zu schützen.
Ein praktischer Rahmen
Die Implementierung eines klaren Rahmens stellt sicher, dass jeder Aspekt Ihres geistigen Eigentums abgedeckt ist. Nachfolgend finden Sie eine Aufschlüsselung wesentlicher Methoden, die wir bei effektiven Kunden beobachten.
| Schutzschicht | Methode | Zweck |
|---|---|---|
| Rechtliches | Geheimhaltungsvereinbarung (NDA) | Schafft einen rechtlichen Rahmen für Vertraulichkeit. |
| Informatives | Kontrollierte Zeichnungen & geteilte Fertigung. | Begrenzt den Umfang der Informationen, die ein einzelner Lieferant erhält. |
| Physisch | Serialisierung & Ausschusskontrolle | Bietet Rückverfolgbarkeit und verhindert die unbefugte Verwendung von Teilen. |

Eine NDA ist der erste Schritt, bevor CAD-Dateien oder detaillierte Zeichnungen geteilt werden. Bei PTSMAKE betrachten wir dies als Standardpraxis. Jeder professionelle CNC-Bearbeitungspartner wird eine solche ohne Zögern unterzeichnen, aber echter IP-Schutz geht weiter und findet in der Werkstatt statt.
Jenseits der NDA: Praktische Schutzmaßnahmen
Die effektivsten Strategien begrenzen, was ein Lieferant wissen muss. Anstatt beispielsweise ein vollständiges 3D-Modell zu senden, stellen Sie eine 2D-Zeichnung mit Geometrische Bemaßung und Tolerierung13 für die Angebotserstellung von unkritischen Merkmalen bereit. Dies übermittelt alle notwendigen Fertigungsdaten, ohne die gesamte Baugruppe preiszugeben.
Geteilte Fertigung
Für maximale Sicherheit sollten Sie einen Ansatz der geteilten Fertigung für Harmonic-Drive-Gehäuse in Betracht ziehen. Lassen Sie ein Unternehmen den Hauptgehäusekörper bearbeiten und ein anderes den Abtriebsflansch herstellen. Dies unterteilt das Konstruktionswissen und stellt sicher, dass kein einzelner Lieferant das vollständige Bild hat. Obwohl dies die logistische Komplexität erhöht, begrenzt es die IP-Exposition erheblich.
Physische Teile- und Materialkontrolle
Wir empfehlen außerdem, eine kleine Tasche für eine eindeutige Seriennummer an jedem Gehäuse zu bearbeiten. Dies gewährleistet eine kritische Rückverfolgbarkeit für die Qualitätskontrolle und Chargenverfolgung. Schließlich sollten Sie Ihren Lieferanten vertraglich immer dazu verpflichten, entweder sämtliches Ausschussmaterial und alle Ausschussteile zurückzugeben oder ein Vernichtungszertifikat vorzulegen. Dies schließt eine häufige, aber übersehene IP-Leckage.
Der Schutz Ihrer Harmonic-Drive-Gehäusedesigns erfordert mehr als nur eine NDA. Eine robuste Strategie kombiniert rechtliche Vereinbarungen, kontrollierten Informationsaustausch und physisches Asset-Management. Dieser mehrschichtige Ansatz stellt sicher, dass Ihr geistiges Eigentum vom Prototyp bis zur Endproduktion geschützt bleibt.

Das Verständnis dieses Effekts ist entscheidend für die Erzielung hoher Präzision und Wiederholgenauigkeit bei Roboteraktuatoren. ↩
Das Verständnis dieses Konzepts hilft bei der Diagnose subtiler Vibrations- und Leistungsprobleme in präzisen Robotersystemen. ↩
Das Verständnis dieser Kontaktspannung hilft bei der Vorhersage der Lagerlebensdauer und der Vermeidung vorzeitiger Ausfälle. ↩
Erfahren Sie, wie das thermische Gleichgewicht die hochpräzise Bearbeitung von Präzisionskomponenten beeinflusst. ↩
Verstehen Sie, wie diese grundlegende Eigenschaft die Materialsteifigkeit und deren Auswirkungen auf das technische Design bestimmt. ↩
Erfahren Sie, wie dieses Werkzeug die Oberflächentextur präzise misst, ein entscheidender Faktor für die Lebensdauer und Leistung von Dichtungen. ↩
Das Verständnis dieser mikroskopischen Spitzen hilft zu klären, wie Oberflächen interagieren, was Reibung, Verschleiß und Dichtungsleistung beeinflusst. ↩
Das Verständnis der Tribologie hilft bei der Entwicklung von Komponenten für minimalen Verschleiß und geringe Reibung, was entscheidend für die Verlängerung der Betriebslebensdauer von Robotergelenken ist. ↩
Das Verständnis dieser geometrischen Toleranz ist entscheidend für die Entwicklung langlebiger, hochleistungsfähiger Rotationsmechanismen. ↩
Das Verständnis dieses Konzepts hilft, die Rotationsungenauigkeit und deren Auswirkungen auf die Leistung Ihrer Baugruppe zu quantifizieren. ↩
Erfahren Sie, wie die Wissenschaft des Messens sicherstellt, dass Ihre Teile kritische Design- und Funktionsanforderungen erfüllen. ↩
Verstehen Sie, wie dieses Hochproduktions-Bearbeitungsverfahren präzise Innenformen und Keilwellen erzeugt. ↩
Verstehen Sie, wie diese symbolische Sprache sicherstellt, dass die funktionale Absicht Ihres Designs perfekt in ein physisches Teil umgesetzt wird. ↩





