

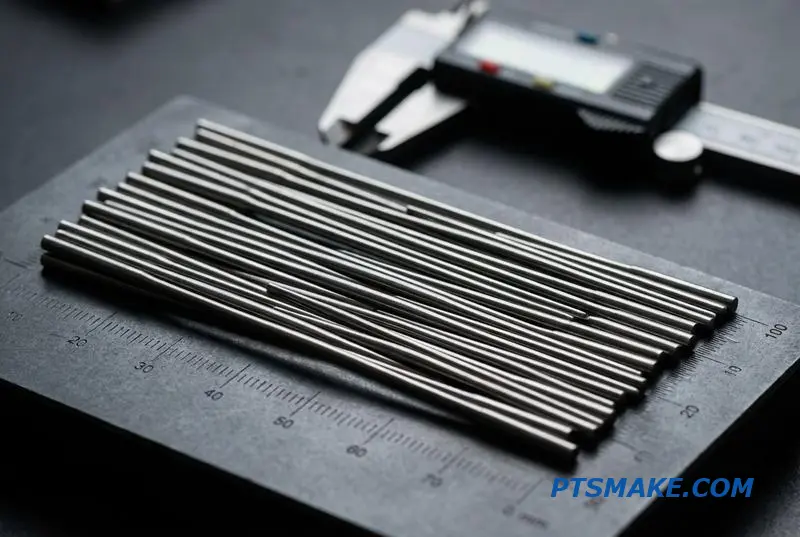
¿Necesita un eje de 4 mm con tolerancias estrictas y de forma rápida? Los talleres de torno estándar se resisten, cotizan largos plazos de entrega o entregan piezas que se desvían, vibran y no cumplen las especificaciones. Su prototipo se retrasa semanas. Su fecha de lanzamiento se retrasa con él.
El torneado suizo resuelve el abastecimiento de piezas pequeñas de precisión utilizando un cabezal deslizante y un casquillo guía para soportar piezas esbeltas cerca de la herramienta de corte. Esta configuración mantiene una tolerancia de ±0.005 mm, ejecuta prototipos en 2-5 días y escala a producción en la misma máquina sin recualificación.

He creado esta guía a partir de preguntas reales que recibo cada semana. Verá por qué el torneado suizo funciona para una pieza o mil, qué geometrías lo exigen y cómo diseñar piezas que pasen del prototipo a la producción sin una sola lucha de tolerancias. Empecemos.
Por qué sus piezas pequeñas de precisión son difíciles de conseguir — y cómo el torneado suizo cambia eso
Abastecerse de piezas pequeñas e intrincadas es un desafío común. Necesita precisión y velocidad, pero los métodos de torneado tradicionales a menudo se quedan cortos. Esta brecha puede generar frustrantes retrasos en el proyecto y piezas que no cumplen con las especificaciones críticas, lo que afecta su cronograma de producción completo.
Recuerdo una startup de robótica que enfrentó un retraso de ocho semanas. El torno convencional de su proveedor no pudo mantener la tolerancia en un eje delgado de 4 mm. Las piezas fallaron repetidamente la inspección, lo que detuvo la construcción de su prototipo. Este es un ejemplo clásico de usar la herramienta incorrecta para el trabajo.
El problema del torno convencional
En un torno estándar, las piezas largas y delgadas se doblan bajo la presión de la herramienta, arruinando la precisión. Las características complejas también requieren múltiples configuraciones, lo que agrega tiempo e introduce potencial de error con cada nueva operación de sujeción. Esto hace que el abastecimiento sea difícil y poco confiable para componentes de precisión.
La ventaja del torneado suizo
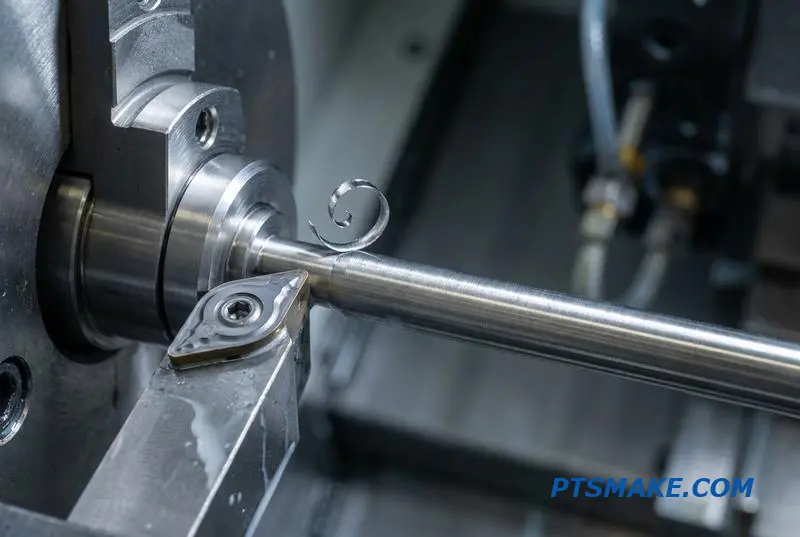
El torneado CNC suizo proporciona una solución superior. Su exclusivo diseño de cabezal deslizante soporta el material justo en el punto de corte, resolviendo los problemas centrales de deflexión y rigidez. Este método está diseñado específicamente para los desafíos que las máquinas convencionales no pueden manejar de manera efectiva.

La física detrás de las fallas de mecanizado
El problema principal con el torneado convencional para piezas pequeñas es la inestabilidad física. Cuando la longitud de una pieza es muchas veces su diámetro, la fuerza de la herramienta de corte hace que se doble lejos de la herramienta. Este fenómeno se conoce como Deflexión de la pieza de trabajo1.
Esta pequeña flexión, a menudo invisible a simple vista, es suficiente para arruinar tolerancias ajustadas. Resulta en conicidad, malos acabados superficiales y, en última instancia, componentes que no funcionan como se esperaba. Cuanto más larga y delgada sea la pieza, más grave será este problema.
Obstáculos económicos y logísticos
Más allá de la física, los métodos convencionales introducen costos logísticos. Cada vez que una pieza compleja se retira y se vuelve a sujetar para una nueva operación, se agrega tiempo de mano de obra y aumenta el riesgo de error. Esta ineficiencia afecta directamente su costo unitario y extiende significativamente los tiempos de entrega.
La siguiente tabla contrasta las diferencias clave en la eficiencia del proceso entre estos dos métodos.
| Característica | Torneado convencional | Torneado CNC suizo |
|---|---|---|
| Soporte de la pieza | En el plato, lejos de la herramienta | En el casquillo guía, junto a la herramienta |
| Piezas esbeltas | Alto riesgo de deflexión | Desviación mínima |
| Características complejas | Se requieren múltiples configuraciones | A menudo completado en una configuración |
| Aplicación ideal | Piezas más cortas y de mayor diámetro | Piezas largas, esbeltas y complejas |
Los servicios de torneado suizo eliminan estos problemas. Al mecanizar cerca del casquillo guía, el proceso es estable, preciso y altamente eficiente para geometrías complejas, reduciendo tanto las tasas de desperdicio como la necesidad de múltiples configuraciones de máquina. En PTSMAKE, aprovechamos esta tecnología para ofrecer resultados consistentes.
Conseguir piezas pequeñas es difícil porque los tornos convencionales causan deflexión de la pieza y requieren múltiples configuraciones. El torneado CNC suizo resuelve esto al soportar la pieza de trabajo justo en la herramienta, asegurando alta precisión y eficiencia para componentes complejos y esbeltos, ahorrando tiempo y dinero.
Prototipado en un torno suizo — Más rápido de lo que piensa
Muchos ingenieros asocian los tornos suizos con la producción de alto volumen, pero son sorprendentemente efectivos para la creación rápida de prototipos. La principal ventaja es completar piezas complejas en una sola configuración. Esta capacidad reduce significativamente los tiempos de entrega y simplifica el proceso de fabricación.
La ventaja de una única instalación
La herramienta motorizada permite operaciones de fresado, taladrado y roscado en la misma máquina. Esto elimina la necesidad de configuraciones secundarias, lo que ahorra tiempo y reduce el riesgo de errores de apilamiento de tolerancias entre operaciones.
Eficiencia en lotes pequeños
Los modernos controles CNC y los sistemas de pinzas de cambio rápido han reducido drásticamente los tiempos de cambio. Esto hace que la ejecución de solo unas pocas piezas sea económicamente viable, desafiando la vieja creencia de que las máquinas suizas son solo para tiradas grandes.
| Característica | Impacto en la creación de prototipos |
|---|---|
| Herramientas activas | Elimina operaciones secundarias |
| Soporte de casquillo guía | Mayor precisión en piezas esbeltas |
| Cambio rápido | Reduce costos para pequeñas cantidades |
| Subhusillo | Completa el trabajo posterior en un ciclo |

La percepción de que las máquinas suizas son demasiado complejas para la creación de prototipos está desactualizada. Si bien la tecnología es avanzada, los controles modernos simplifican la programación para tiradas de una sola pieza o de bajo volumen. En PTSMAKE, aprovechamos esto para una creación de prototipos suiza CNC eficiente, convirtiendo diseños en piezas más rápido de lo que muchos esperan.
Comparación de tiempos de entrega
Para cantidades de 1 a 50 piezas, la diferencia es clara. Una pieza compleja podría requerir múltiples configuraciones en máquinas convencionales, lo que extendería el plazo. Con el torneado suizo CNC, a menudo completamos estas piezas en una sola operación continua. Este proceso reduce la manipulación y el potencial de error.
| Cantidad | Torneado convencional | Torneado suizo |
|---|---|---|
| 1-10 piezas | 5-10 días | 3-7 días |
| 11-50 piezas | 10-15 días | 7-12 días |
Un caso del mundo real
Recientemente trabajamos con un cliente de dispositivos médicos en un nuevo conector. Utilizando nuestro torno suizo, produjimos tres iteraciones de diseño en solo diez días. Esta velocidad permitió a su equipo de ingeniería probar y validar su diseño mucho más rápido de lo que habían anticipado. El control preciso sobre la geometría de la pieza también implica la comprensión de factores como tribología2 en la interfaz herramienta-pieza de trabajo.
El torneado suizo ofrece una solución rápida, precisa y sorprendentemente rentable para la creación de prototipos. Su capacidad para producir piezas complejas en una sola configuración lo hace ideal para iteraciones rápidas, desafiando la visión anticuada de que solo es para producción en masa.
¿Qué hace diferente al torneado suizo para tiradas de bajo volumen?
Muchos creen que el torneado suizo es solo para tiradas de producción masivas. Sin embargo, su diseño único lo hace muy eficiente también para proyectos de bajo volumen. La clave es su capacidad para mecanizar piezas con extrema precisión y complejidad en una sola configuración.
La Ventaja de la Estabilidad
Los tornos tipo suizo alimentan el material a través de un casquillo guía, soportando el material justo al lado de la herramienta de corte. Este diseño minimiza la deflexión de la pieza, lo cual es crítico para piezas largas y esbeltas que requieren tolerancias ajustadas. Es una diferencia fundamental con el torneado convencional.
Eficiencia de Configuración Única
Estas máquinas a menudo cuentan con herramientas motorizadas y subhusillos. Esto permite que las operaciones de fresado, taladrado y roscado ocurran junto con el torneado. Terminar una pieza compleja de una sola vez ahorra tiempo significativo y reduce los errores de manipulación.
| Característica | Torneado CNC suizo | Torneado CNC convencional |
|---|---|---|
| Soporte de la pieza | El casquillo guía soporta el material cerca de la herramienta | El portabrocas sujeta un extremo de la barra |
| Lo mejor para | Piezas largas, esbeltas y complejas | Piezas más cortas y de mayor diámetro |
| Operaciones secundarias | A menudo eliminado mediante herramientas motorizadas | Frecuentemente requerido para características complejas |
| Precisión | Tolerancias extremadamente altas y ajustadas | Bueno, pero limitado en piezas esbeltas |
Este enfoque integrado hace que el torneado suizo CNC sea un fuerte competidor incluso para lotes más pequeños donde la precisión es primordial.
El argumento en contra de las máquinas suizas para el torneado CNC de bajo volumen a menudo se centra en el tiempo de configuración. Si bien las configuraciones pueden ser más complejas, esta visión pasa por alto factores cruciales de ahorro de costos que cambian significativamente el equilibrio económico, especialmente para tiradas de entre 50 y 1,000 piezas.
Superando la Deflexión del Material
El casquillo guía es la característica definitoria. Al soportar la materia prima a solo milímetros de la herramienta de corte, prácticamente elimina la deflexión. Esto nos permite mantener tolerancias en componentes largos y delgados que serían imposibles en un torno convencional sin múltiples configuraciones y fijaciones personalizadas.
Eliminación de operaciones secundarias
Las máquinas suizas modernas están equipadas con capacidades multieje y herramientas vivas. Esto significa que podemos realizar fresado, taladrado cruzado y roscado en la pieza antes de que se corte. En PTSMAKE, producimos piezas que salen de la máquina completamente terminadas, evitando la necesidad de un paso de fresado separado. Esta multifunción cinemática3 es un gran ahorro de costos.
Análisis de ahorro de costos
Analicemos cómo estas ventajas técnicas se traducen en beneficios económicos en una tirada hipotética de 500 piezas. El costo inicial de configuración puede ser mayor, pero el costo total por pieza disminuye.
| Factor de coste | Torno convencional + Fresadora | Torneado CNC suizo |
|---|---|---|
| Coste de instalación | Más bajo (por máquina) | Más alto (máquina única) |
| Tasa de chatarra | ~5-10% | ~1-2% |
| Costo de operaciones secundarias | Tiempo adicional de mano de obra y máquina | $0 |
| Coste total por pieza | Más alto | Baja |
Como muestra la tabla, los ahorros por la reducción de desechos y la eliminación completa de los costos de operaciones secundarias compensan con creces el mayor tiempo de configuración inicial, lo que hace del torneado suizo una opción más inteligente.
La precisión y las capacidades de configuración única del torneado suizo lo hacen sorprendentemente rentable para tiradas de bajo volumen. Al eliminar las operaciones secundarias y reducir los desechos, ofrece un menor costo total por pieza para componentes complejos, desmintiendo el mito de que solo es para producción de alto volumen.
Cinco geometrías de piezas que exigen el torneado suizo en la fase de prototipo
Al prototipar piezas complejas, ciertas geometrías llevan el torneado CNC convencional más allá de sus límites. Para estos diseños específicos, el torneado CNC suizo no es solo una mejor opción; a menudo es el único camino viable hacia el éxito. El desafío principal con los métodos tradicionales es la rigidez de la pieza de trabajo, especialmente para piezas largas o delicadas.
La falla inherente del torneado convencional
En un torno estándar, la pieza de trabajo se sujeta en uno o ambos extremos y gira. La herramienta se mueve a lo largo de su longitud. Para piezas largas y delgadas, la fuerza de corte hace que la parte central de la pieza se doble o vibre. Esta deflexión conduce a imprecisiones dimensionales y acabados superficiales deficientes.
Por qué el torneado suizo sobresale
El torneado suizo resuelve esto moviendo la propia pieza de trabajo a través de un casquillo guía. La herramienta de corte se acopla al material justo en el punto de apoyo, eliminando la deflexión. Este método es ideal para producir piezas intrincadas, esbeltas y de alta precisión. Prototipos de torno suizo.
| Característica | Torneado convencional | Torneado CNC suizo |
|---|---|---|
| Soporte de la pieza | Sujetado en los extremos | Casquillo guía cerca de la herramienta |
| Límite de relación L/D | Típicamente < 5:1 | Puede exceder 20:1 |
| Riesgo de desviación | Alta | Mínimo |
| Ideal para | Piezas cortas y rígidas | Componentes largos y esbeltos |

Ciertas geometrías simplemente no son factibles para la creación de prototipos sin las capacidades únicas de un torno tipo suizo. El soporte proporcionado por el casquillo guía es el factor decisivo, convirtiendo piezas imposibles de mecanizar en realidades de producción. Aquí hay cinco geometrías donde veo consistentemente este principio en acción.
1. Ejes largos y esbeltos
Cualquier pieza con una relación longitud-diámetro mayor que 5:1 es un candidato principal. El torneado convencional causa severas vibraciones y deflexión de la herramienta. Un cliente de dispositivos médicos necesitaba una sonda de 1.5 mm de diámetro y 40 mm de largo. En un torno estándar, era imposible mantener la tolerancia. Con el torneado suizo, mantuvimos ±0.005 mm fácilmente.
2. Componentes tubulares de pared delgada
El mecanizado de tubos de pared delgada es un desafío porque se deforman bajo presión. El casquillo guía en una máquina suiza proporciona soporte de 360 grados, evitando el colapso. Esto es fundamental para piezas como manguitos hidráulicos o carcasas de sensores, donde la integridad de la pared es clave. Elimina los problemas de concentricidad y runout4 que se ven con configuraciones de múltiples operaciones.
3. Piezas con características excéntricas
Los componentes que necesitan agujeros descentrados o planos fresados a menudo requieren múltiples configuraciones en una fresadora y un torno, lo que introduce errores. Las máquinas suizas con herramientas motorizadas y un eje C pueden taladrar, fresar y tornear estas características en una sola operación, asegurando una alineación perfecta y ahorrando un tiempo de configuración significativo.
| Desafío de Geometría | Modo de Fallo Convencional | Solución de Torneado Suizo |
|---|---|---|
| Ejes Largos/Delgados | Deflexión, Vibración | Soporte de casquillo guía |
| Tubos de Pared Delgada | Deformación, Colapso | Soporte Continuo de Pieza |
| Características Excéntricas | Tolerancias Acumuladas | Mecanizado en una Sola Configuración |
Para estas geometrías desafiantes, el torneado suizo es la opción definitiva para la creación de prototipos. Mitiga fallos comunes como la deflexión y el descentramiento al soportar la pieza de trabajo justo en el punto de corte, asegurando que el prototipo refleje con precisión la intención y funcionalidad del diseño final.
Selección de materiales para prototipos y tiradas cortas de torneado suizo
Elegir el material adecuado para el torneado suizo es crucial, especialmente para prototipos y tiradas cortas. La decisión impacta directamente en la velocidad de mecanizado, el acabado superficial y el rendimiento final de la pieza. Es un equilibrio entre las propiedades de un material y los requisitos específicos del proyecto.
Factores Clave en la Creación de Prototipos
Para los prototipos, la velocidad y la maquinabilidad a menudo tienen prioridad. El aluminio 6061 es una opción popular porque permite tiempos de ciclo muy rápidos y produce un excelente acabado superficial con un mínimo esfuerzo. Esto nos ayuda a entregarle piezas funcionales rápidamente para su prueba.
Compensaciones Comunes de Materiales
Cuando se necesita durabilidad, a menudo recurrimos al acero inoxidable. Sin embargo, la contrapartida son tiempos de ciclo más largos y un mayor desgaste de las herramientas en comparación con los metales más blandos. Aquí hay una comparación rápida basada en nuestras pruebas internas de mecanizado.
| Material | Velocidad de mecanizado | Resistencia a la corrosión | Coste relativo |
|---|---|---|---|
| Aluminio 6061 | Muy rápido | Bien | Bajo |
| Acero inoxidable 303 | Moderado | Excelente | Medio |

Al seleccionar materiales para el torneado suizo, debemos mirar más allá de las opciones más comunes. Cada material presenta desafíos y ventajas únicas que influyen tanto en el proceso de fabricación como en la idoneidad de la pieza final para su aplicación prevista.
Ampliando la Paleta de Materiales
Metales para Necesidades Específicas
El latón C360 es, sin duda, el metal más fácil de mecanizar, lo que lo hace ideal para componentes como conectores eléctricos donde la producción de alta velocidad es clave. Para aplicaciones de alta resistencia y peso ligero, el titanio Grado 5 es inigualable, aunque requiere velocidades de avance más lentas y herramientas especializadas.
Mecanizado de Plásticos Avanzados
Plásticos como el PEEK y el Delrin son excelentes para piezas torneadas suizas, pero exigen diferentes estrategias de gestión de virutas. A diferencia de los metales, sus virutas pueden volverse filamentosas y envolverse alrededor de las herramientas, por lo que ajustamos los parámetros para garantizar cortes limpios. Estos materiales también requieren un manejo cuidadoso para evitar Anisotropía5 afectar la estabilidad dimensional.
Abastecimiento de Materiales y Tiempos de Entrega
Para tiradas cortas, la disponibilidad de material es una preocupación práctica. Los tamaños estándar de aluminio o latón están fácilmente disponibles, lo que minimiza los tiempos de entrega. En contraste, las pequeñas cantidades de titanio o PEEK especializados pueden necesitar ser pedidos a medida, lo que añade tiempo al cronograma del proyecto.
| Aplicación | Material recomendado | Beneficio clave |
|---|---|---|
| Aeroespacial | Titanio Grado 5 | Elevada relación resistencia/peso |
| Médico | Acero Inoxidable 304, PEEK | Biocompatibilidad, resistencia a la corrosión |
| Automoción | Aluminio 6061 | Ligero, excelente maquinabilidad |
| Robótica | Delrin, Aluminio 6061 | Baja fricción, integridad estructural |
La selección correcta del material para prototipos de torneado suizo equilibra la maquinabilidad, los requisitos de rendimiento y el tiempo de entrega. Esta elección es fundamental para lograr piezas rentables y de alta calidad que cumplan con las especificaciones del proyecto desde la primera tirada.
Expectativas de tolerancia para piezas prototipo torneadas con suizo
Los ingenieros a menudo me preguntan qué tolerancia pueden esperar de forma realista en un primer prototipo. Con el torneado CNC suizo, la respuesta suele ser mejor de lo que piensan. El diseño de la máquina nos permite lograr una precisión a nivel de producción desde el principio.
Tolerancias estándar de prototipo
Para la mayoría de las geometrías, una tolerancia estándar de ±0.01 mm (0.0004 pulgadas) es fácilmente alcanzable. Para piezas de más de 100 mm de longitud, esto podría ampliarse ligeramente a ±0.02-0.05 mm debido a factores del material. Sin embargo, estas son cifras conservadoras para una primera ejecución.
Lograr una mayor precisión
Cuando un proyecto lo exige, podemos ajustar el proceso para mantener ±0.005 mm (0.0002 pulgadas) en diámetros críticos. Esto requiere una cuidadosa selección de materiales y control del proceso.
| Tipo de función | Tolerancia estándar de prototipo | Tolerancia de alta precisión |
|---|---|---|
| Diámetros | ±0.01 mm (0.0004 pulgadas) | ±0.005 mm (0.0002 pulgadas) |
| Longitudes (>100 mm) | ±0.02 mm – ±0.05 mm | ±0.01 mm (depende del proceso) |
| Concentricidad | 0.01 mm (0.0004 pulgadas) | 0.005 mm (0.0002 pulgadas) |

La razón principal por la que las tolerancias de prototipo pueden igualar las especificaciones de producción es el diseño fundamental de un torno suizo. El material está soportado por un casquillo guía justo al lado de la herramienta de corte. Esta configuración prácticamente elimina la deflexión y la vibración, que son las principales fuentes de imprecisión en el torneado convencional.
Factores que influyen en los resultados del mundo real
Incluso con equipos avanzados, varios factores afectan la tolerancia final del torneado suizo. Comprender estos ayuda a establecer expectativas realistas y a mejorar el diseño para la fabricación. La estabilidad del material es crucial; las tensiones internas en la materia prima pueden hacer que las piezas se deformen ligeramente después del mecanizado.
Consideraciones de material y herramientas
El desgaste de la herramienta, incluso durante una corta ejecución de prototipo, puede causar una ligera deriva dimensional. Mitigamos esto utilizando herramientas de primera calidad recubiertas. El material Ductilidad6 también juega un papel. Los materiales más blandos pueden ser más difíciles de mecanizar con un acabado fino y tolerancias ajustadas.
| Factor | Impacto en la tolerancia | Nuestra estrategia de mitigación en PTSMAKE |
|---|---|---|
| Estabilidad del material | Las tensiones internas pueden causar deformaciones después del mecanizado. | Recomendamos y obtenemos materiales con alivio de tensiones. |
| Desgaste de herramientas | Las dimensiones pueden desviarse a medida que el filo de corte se desafila. | Utilizamos herramientas recubiertas de alta calidad y monitoreamos el desgaste. |
| Expansión térmica | Los cambios de temperatura en el taller afectan el tamaño de la máquina y de la pieza. | Nuestras instalaciones tienen control de clima para mayor estabilidad. |
Los prototipos de torneado suizo pueden cumplir con las tolerancias de producción porque el proceso es inherentemente estable. La ausencia de re-fijación y el soporte del casquillo guía garantizan la consistencia desde la primera pieza hasta la última, lo que lo hace ideal para validar diseños con precisión.
Capacidades de acabado superficial en tiradas cortas de torneado suizo
En la producción de tiradas cortas, lograr un acabado superficial superior es fundamental. El torneado suizo sobresale inherentemente en esto, en gran parte debido a su sistema de casquillo guía que soporta la pieza de trabajo justo en la herramienta de corte. Esto minimiza la vibración y la deflexión, lo que conduce a un acabado consistentemente más suave.
Acabados Operacionales Estándar
Para la mayoría de los prototipos y piezas de bajo volumen, un acabado estándar es suficiente. Con la herramienta y la gestión de refrigerante adecuadas, logramos consistentemente excelentes resultados dentro de un rango operativo típico. Esta línea base cumple con los requisitos para una amplia variedad de aplicaciones.
Acabados de alta precisión
Cuando un proyecto exige una superficie aún más fina, el torneado suizo puede ofrecerla. Herramientas especializadas, como insertos de barrido, o procesos secundarios como el pulido pueden producir superficies excepcionalmente lisas. A continuación, se detalla lo que puede esperar.
| Nivel de acabado | Valor Ra (μm) | Método | Aplicación común |
|---|---|---|---|
| Estándar | 0.4 - 0.8 | Herramienta y refrigerante estándar | Componentes mecánicos generales, piezas no cosméticas |
| Fino | 0.2 - 0.4 | Herramienta y velocidades optimizadas | Superficies de sellado, piezas cosméticas visibles, ajustes de rodamientos |
| Como un espejo | < 0.2 | Insertos de barrido / Proceso secundario | Componentes de dispositivos ópticos o médicos de alto rendimiento |
Las máquinas suizas ofrecen una ventaja distintiva en la calidad de la superficie. El soporte del casquillo guía justo al lado de la herramienta es la clave. Esta configuración amortigua significativamente la vibración, que es una causa principal de acabados deficientes en el torneado convencional, especialmente en piezas largas y delgadas.
Gestión de desafíos de tiradas cortas
Las tiradas cortas a menudo presentan problemas únicos. Las marcas de entrada de la herramienta pueden aparecer cuando la fresa se acopla por primera vez al material. En piezas con características como chaveteros o agujeros transversales, los cortes interrumpidos pueden causar vibración. La rigidez y el control preciso de una máquina suiza ayudan a gestionar estos problemas de manera efectiva.
Especificación de acabados en planos
Un problema común que veo es la sobreespecificación del Rugosidad superficial7. Solicitar un acabado espejo donde uno estándar será suficiente aumenta los costos y los tiempos de entrega sin añadir valor funcional. Para prototipos, lo mejor es especificar el acabado solo en las superficies críticas.
Esta tabla proporciona una guía sencilla para especificar acabados en dibujos de prototipos.
| Requisito | Especificaciones recomendadas | Justificación |
|---|---|---|
| Superficie no crítica | Dejar sin especificar o anotar "Tal como se mecaniza" | Evita costos innecesarios para áreas no funcionales. |
| Superficie de acoplamiento o sellado | Especificar Ra requerido, por ejemplo, "Ra 0.8" | Asegura la función adecuada sin sobreprocesamiento. |
| Área de alto desgaste | Especificar Ra y posiblemente un proceso secundario | Garantiza la durabilidad donde más importa. |
| Apariencia cosmética | Especificar Ra, por ejemplo, "Ra 0.4 en todas las superficies visibles" | Comunica claramente los requisitos estéticos. |
El torneado suizo ofrece acabados superficiales excepcionales para tiradas cortas debido a su estabilidad inherente. La especificación adecuada es crucial para equilibrar calidad y costo. Definir claramente los requisitos en las superficies críticas asegura el rendimiento funcional sin gastos innecesarios, un factor clave en la creación de prototipos y la producción de bajo volumen.
Una configuración, una pieza — Cómo la integración del fresado suizo simplifica el prototipado
La principal ventaja del torneado CNC suizo para prototipos es su herramienta viva integrada. Esta característica transforma un torno en un centro de mecanizado multifuncional, manejando piezas complejas en una sola operación. Esta capacidad es crucial para la creación de prototipos rápida y precisa.
Optimización de Geometrías Complejas
Las máquinas suizas con herramientas vivas pueden realizar torneado, fresado, taladrado y roscado sin retirar la pieza. Esto elimina múltiples configuraciones, lo que ahorra tiempo considerable y reduce el riesgo de errores entre operaciones.
Del prototipo a la producción
Este enfoque de configuración única garantiza que el proceso utilizado para el prototipo sea exactamente el mismo que se utiliza para la producción. Esta transición fluida es un gran beneficio para la escalabilidad.
| Característica | Mecanizado Convencional | Integración de Fresado Suizo |
|---|---|---|
| Configuraciones para piezas complejas | 3-5 Configuraciones | 1 Configuración |
| Plazos de entrega | Semanas | Días |
| Consistencia de Tolerancia | Baja | Más alto |
| Coste laboral | Alta | Bajo |

El verdadero poder de las máquinas suizas reside en sus capacidades multieje. Una configuración básica de herramienta viva de 3 ejes puede taladrar agujeros o fresar planos en la cara o el diámetro de una pieza. Sin embargo, una máquina suiza de 5 ejes añade otra capa de complejidad y eficiencia.
Herramienta Viva de 3 Ejes vs. 5 Ejes
Con capacidad de 5 ejes, la máquina puede crear características anguladas y contornos complejos sin una configuración secundaria. Imagine un componente de dispositivo médico con agujeros fuera de eje y ranuras anguladas. En máquinas convencionales, esto podría requerir cuatro configuraciones distintas, aumentando tanto el tiempo como el costo.
En PTSMAKE, manejamos estas piezas en una sola pasada. Esta consolidación es más que solo velocidad. Cada vez que una pieza se mueve y se vuelve a sujetar, corre el riesgo de perder la precisión de su Dato8. Al mantener la pieza en una sola máquina, eliminamos la acumulación de tolerancias de múltiples fijaciones.
Este proceso impacta directamente en su ciclo de desarrollo. En lugar de esperar semanas por un prototipo que ha pasado por múltiples proveedores para operaciones secundarias, obtiene una pieza terminada más rápido. Piezas más rápidas significan pruebas más rápidas, iteraciones de diseño más rápidas y un camino más rápido hacia el mercado. Esta es la esencia del fresado suizo eficiente.
El fresado suizo integrado optimiza la creación de prototipos al consolidar múltiples procesos de mecanizado en una sola configuración. Este método minimiza los errores de tolerancia, elimina la necesidad de proveedores secundarios y acelera significativamente los ciclos de iteración, proporcionando un camino directo desde el prototipo hasta la producción con mayor precisión.
Cuándo no utilizar el torneado suizo para prototipos
El torneado CNC suizo es excelente para piezas complejas y esbeltas. Sin embargo, para la creación de prototipos, no siempre es la mejor opción. Conocer sus limitaciones ahorra tiempo y dinero. Siempre aconsejo a los clientes que consideren las necesidades específicas de su prototipo antes de comprometerse con un proceso.
Piezas de gran diámetro
La principal fortaleza del torneado suizo reside en su sistema de casquillo guía, que soporta piezas de trabajo esbeltas. Este sistema suele estar limitado a diámetros de barra más pequeños, a menudo inferiores a 32 mm. Para prototipos más grandes, un torno CNC convencional es mucho más eficiente y rentable.
Geometrías simples
Si su prototipo es un eje simple o tiene características básicas, la complejidad de configuración de una máquina suiza es excesiva. Un torno convencional puede producir estas piezas más rápido y a menor costo, lo que lo convierte en una mejor opción para diseños sencillos.
| Complejidad de las características | Proceso recomendado | Razón |
|---|---|---|
| Alto (esbelto, intrincado) | Torneado CNC suizo | Soporte superior, alta precisión |
| Bajo (ejes simples, cortes básicos) | Torno CNC convencional | Configuración más rápida, menor costo |
| Gran diámetro (>32 mm) | Torno CNC convencional | Limitaciones de capacidad de la máquina |
Comprender las limitaciones del torneado suizo es clave para la creación de prototipos eficiente. Se trata de seleccionar la herramienta adecuada para el trabajo. Forzar una máquina más allá de su uso previsto conduce a compromisos en calidad, costo y tiempo de entrega, lo que es especialmente crítico durante la fase de prototipado de ritmo rápido.
Consideraciones de material y cantidad
Ciertos materiales no son ideales para el torneado suizo. Los materiales abrasivos o endurecidos pueden causar un desgaste excesivo en el casquillo guía, lo que lleva a una pérdida de precisión. Esto puede ser un problema importante para materiales como aceros endurecidos o cerámicas, donde los costos de herramientas y el tiempo de inactividad se acumulan rápidamente. Otro factor clave es el tiempo de configuración.
Para cantidades muy pequeñas, como una a tres piezas, la configuración extensa para una máquina suiza puede constituir una gran parte del costo total. En estos escenarios, el costo por pieza se vuelve prohibitivamente alto. Hemos descubierto que el tiempo de configuración a menudo supera el tiempo de mecanizado para tiradas de prototipos tan pequeñas.
Enfoques híbridos de creación de prototipos
Para pruebas iniciales de forma y ajuste, considere un enfoque híbrido. La impresión 3D de una versión de polímero puede ser increíblemente rápida y económica. Si ciertas características necesitan tolerancias estrictas, se puede realizar una operación de torneado secundaria en la pieza impresa en 3D. Este método proporciona un prototipo funcional sin el alto costo del mecanizado CNC completo. Problemas de material como Galling9 también se evitan por completo.
| Limitación | Solución alternativa | Por qué es mejor para prototipos |
|---|---|---|
| Materiales abrasivos | Torneado convencional (sin casquillo guía) | Evita el desgaste excesivo de la herramienta y los costos |
| Cantidad muy pequeña (1-3) | Torneado convencional o impresión 3D | Menor tiempo de configuración y costo por pieza |
| Características complejas de la cara | Fresado de 5 ejes | Más eficiente para características no torneadas |
El torneado suizo es preciso pero no es una solución universal para prototipos. Reconocer las limitaciones del torneado suizo relacionadas con el tamaño de la pieza, la geometría, el material y la cantidad ayuda a seleccionar un proceso más eficiente. Esto garantiza que su proyecto se mantenga dentro del cronograma y el presupuesto, que es nuestra prioridad en PTSMAKE.
Del prototipo a la producción — Transición fluida en la misma plataforma de máquina
Uno de los desafíos más importantes en el desarrollo de hardware es la brecha entre la creación de prototipos y la producción. Diferentes proveedores o máquinas a menudo generan grandes dolores de cabeza. Se arriesga a la recualificación, discusiones sobre tolerancias y rediseños costosos de accesorios al cambiar de entornos de fabricación. Este es un cuello de botella común.
La ventaja de la continuidad
Usar la misma plataforma de máquina suiza para ambas etapas resuelve esto. Crea un puente sin fisuras, asegurando que lo que aprueba en el prototipo es exactamente lo que obtiene en producción. Este enfoque simplifica significativamente todo el proceso de escalado.
Eliminación de obstáculos de producción
Este método elimina muchas variables que causan retrasos. La consistencia en la programación, las herramientas y las verificaciones de calidad desde el principio garantiza una transición fluida. Esto es clave para plazos de proyecto eficientes.

El verdadero paso de prototipo a producción en torneado suizo significa un flujo continuo. Esta estrategia se basa en mantener la consistencia en áreas operativas clave. Cuando el mismo equipo y la misma tecnología manejan una pieza de principio a fin, la transición se convierte en una simple cuestión de escalar la cantidad, no de rediseñar el proceso.
Estudio de caso: Componente de junta robótica
Recientemente trabajamos en un componente complejo de junta robótica. Los prototipos iniciales se mecanizaron en nuestro torno suizo Citizen L20. Después de que el cliente aprobó el diseño, escalamos la producción a 500 unidades por mes en la misma máquina, utilizando la misma configuración.
El beneficio de una plataforma única
| Aspecto | Fase de prototipo | Fase de producción | Beneficio |
|---|---|---|---|
| Programador | John Doe | John Doe | Sin curva de aprendizaje |
| CAM Post | L20 personalizado | L20 personalizado | Código G idéntico |
| Herramientas | Normalizado | Normalizado | Sin costos de configuración nuevos |
| Calidad | Protocolo CMM | Protocolo CMM | Metrología consistente |
Esta continuidad es donde reside el valor real. La Capacidad del proceso10 establecido durante la creación de prototipos se traduce directamente en producción. No hubo cambios en el proceso, ni renegociación de tolerancias, ni sorpresas para el cliente. La pieza que se aprobó fue la pieza que se entregó en volumen.
El uso de la misma plataforma de máquina desde el prototipo hasta la producción elimina retrabajos e incertidumbre. Este enfoque garantiza la coherencia en la programación, las herramientas y el control de calidad, ahorrando tiempo y costos significativos al tiempo que garantiza que las piezas finales cumplan con las especificaciones exactas aprobadas durante la fase inicial.
Diseño para torneado suizo — Consejos de DFM para ingenieros de prototipos
Al diseñar prototipos para el torneado suizo CNC, algunas decisiones inteligentes pueden reducir significativamente los costos y acelerar la entrega. Centrarse en la fabricabilidad desde el principio es clave. Ajustes simples en su diseño aseguran que podamos usar herramientas estándar y minimizar el desperdicio de material, lo cual es crucial para las tiradas de prototipos.
Consideraciones clave sobre DFM
Pensar en cómo se sujeta y mecaniza la pieza es esencial. Esto a menudo se reduce al tamaño del material de stock y la accesibilidad de las características. Un pequeño cambio en el diámetro puede marcar una gran diferencia.
| Consideración | Impacto en la creación de prototipos |
|---|---|
| Diámetro del material en barra | Reduce el desperdicio de material y el tiempo de ciclo |
| Socava | Evita la necesidad de costosas herramientas de conformación personalizadas |
| Tamaños de pinzas | Utiliza sujeción de trabajo estándar para una configuración más rápida |
| Características internas | Previene costosas operaciones secundarias |
Estos factores son fundamentales en el diseño eficiente para el torneado suizo. Hacerlos bien desde el principio evita retrasos y rediseños posteriores.

El diseño adecuado para el torneado suizo va más allá de la geometría básica. Implica una comprensión más profunda de las capacidades y limitaciones de la máquina. Optimizar su pieza para el proceso hace que la transición del prototipo a la producción sea mucho más fluida.
Dimensionamiento de material en barra y pinzas
Intente siempre diseñar el diámetro exterior más grande de su pieza para que sea ligeramente menor que el tamaño de una barra de stock estándar. Esto minimiza el material que tenemos que tornear, ahorrando tiempo y dinero. El ajuste a los tamaños de pinzas estándar también evita la necesidad de sujeción de trabajo personalizada durante la creación de prototipos.
Características Internas vs. Operaciones Secundarias
Muchas máquinas suizas modernas tienen herramientas vivas, lo que permite fresar, taladrar y roscar características descentradas. Diseñar características internas que puedan mecanizarse de esta manera es mucho más eficiente que depender de un proceso secundario como Electroerosión11, lo que añade tiempo y coste significativos.
Lista de verificación DFM para torneado suizo
Aquí tienes una lista de verificación rápida que recomiendo a los ingenieros que utilicen antes de finalizar los planos de sus prototipos. Seguir estas directrices nos ayuda en PTSMAKE a entregar sus piezas más rápido.
| Lista de control Elemento | Sí / No | Notas |
|---|---|---|
| ¿Es el OD máximo justo por debajo de un tamaño de barra estándar? | Compruebe los tamaños de stock de los proveedores de materiales. | |
| ¿Son necesarios todos los socavados? | ¿Se pueden sustituir por un alivio recto? | |
| ¿Se pueden crear roscas internas con un macho? | Evite las características que requieran roscado de un solo punto. | |
| ¿Es el espesor de la pared superior a 0,5 mm? | Las paredes más finas corren el riesgo de deformarse. |
Al optimizar su diseño para el torneado suizo, puede lograr tiempos de entrega más rápidos y menores costes para sus prototipos. Estas pequeñas consideraciones en el material, las herramientas y el diseño de las características suman ahorros significativos y un proceso de fabricación más eficiente para piezas de precisión.
Factores de coste para prototipos y tiradas cortas de torneado suizo
Comprendiendo el Costo Real
Muchos diseñadores de productos asumen que el torneado CNC suizo es demasiado caro para prototipos o tiradas cortas. Si bien los costos de configuración son un factor, esta visión a menudo pasa por alto el costo total de fabricación. El valor real emerge cuando se considera el panorama completo.
Componentes clave del coste
El precio final de una pieza torneada suiza está influenciado principalmente por tres áreas. Estas son el tiempo de configuración, el tiempo de ciclo de mecanizado y los costos de materia prima. Cada elemento contribuye de manera diferente según la complejidad y la cantidad del pedido.
Por qué a menudo es más barato
Para piezas complejas, el torneado suizo elimina la necesidad de operaciones secundarias como fresado o rectificado. Esta consolidación reduce la manipulación, la logística y el potencial de error, lo que a menudo lo hace más rentable que utilizar varios proveedores para un proceso convencional.

Configuración vs. Tiempo de Ciclo
Los costos de configuración son fijos. Esto incluye la programación de la máquina y la preparación de las herramientas. Para un solo prototipo, este costo es significativo. Para tiradas cortas, se distribuye entre más piezas, lo que reduce el precio por pieza. Este es un aspecto clave de la estructura de costos del torneado suizo.
El Factor Material
Los costos de los materiales también juegan un papel, especialmente con los requisitos de compra mínima de barra para aleaciones especializadas. Sin embargo, la eficiencia del torneado CNC suizo minimiza los desechos, lo que puede compensar algunos de estos costos iniciales en comparación con procesos con mayor desperdicio de material.
Una Comparación de Costos Práctica
Considere un componente médico complejo. Aquí hay un escenario típico que vemos en PTSMAKE para una tirada de 50 piezas. La ventaja de configuración única del torneado CNC suizo es clara, lo que reduce tanto el tiempo de entrega como el número de proveedores que necesita administrar.
| Característica | Torneado Convencional + Fresado | Torneado Suizo (Configuración Única) |
|---|---|---|
| Número de Proveedores | 2-3 (Torneado, Fresado, Acabado) | 1 (PTSMAKE) |
| Plazo total | ~2 Semanas | ~3 Días |
| Impacto en los costes | Mayor debido a múltiples configuraciones y logística | Menor en general debido a la eficiencia |
| Riesgo de calidad | Aumentado con el manejo de piezas | Minimizados con sujeción única |
Consejos para la reducción de costos
Para reducir los costos de su prototipado, consolide diferentes piezas que utilizan el mismo material y diámetro en un solo pedido. Además, diseñar teniendo en cuenta las herramientas estándar evita gastos de herramientas personalizadas. Finalmente, proporcionar modelos 3D claros con precisión Dimensionamiento geométrico y tolerancias12 reduce el tiempo de programación y la ambigüedad.
En resumen, el costo del torneado suizo depende de la configuración, el tiempo de ciclo y los materiales. Para prototipos complejos, a menudo resulta más económico que los procesos convencionales de múltiples operaciones al reducir los tiempos de entrega, la gestión de proveedores y el potencial de error, lo que ofrece un costo total menor.
Expectativas de tiempo de entrega para pedidos de prototipos de torneado suizo
Al planificar una ejecución de prototipos, comprender el tiempo de entrega del torneado suizo es fundamental. No es un número único, sino un rango influenciado por la complejidad de la pieza. Un componente simple, solo torneado, podría estar listo en pocos días, mientras que una pieza más intrincada requiere más tiempo.
Tiempos de entrega de referencia
Para una referencia rápida, a menudo desgloso las estimaciones iniciales basándome en la geometría. Esto ayuda a establecer un punto de partida realista para los plazos del proyecto. Recuerde que estas son estimaciones antes de considerar los materiales o acabados especiales, que discutiremos más adelante.
| Complejidad de las piezas | Plazo estimado | Características principales |
|---|---|---|
| Simple | 2-3 días | Torneado básico, características de un solo eje. |
| Moderado | 3-5 Días | Incluye fresado en vivo, taladrado cruzado. |
| Complejo | 5-8 Días | Mecanizado multieje, tolerancias ajustadas. |
Por qué la complejidad importa
Una pieza con diámetros torneados simples es sencilla. Sin embargo, añadir características como agujeros descentrados o planos fresados requiere utillaje en vivo y más tiempo de programación. Las geometrías complejas a menudo implican múltiples cambios de herramienta y tiempos de ciclo más lentos, lo que impacta directamente en el cronograma general de su proyecto de torneado CNC suizo.

Factores que Extienden los Tiempos de Entrega
Más allá de la geometría de la pieza, varios otros factores pueden impactar significativamente el tiempo de entrega del torneado suizo. Siempre aconsejo a los clientes que consideren estas variables al principio del proceso de diseño para evitar retrasos inesperados. Estos elementos a menudo añaden más tiempo que el mecanizado en sí.
Adquisición de Materiales y Herramientas
Los materiales exóticos como el titanio o el Inconel no siempre están en stock y pueden tener largos tiempos de entrega del proveedor. De manera similar, si su pieza requiere herramientas de conformado personalizadas o brocas no estándar, pedirlas y recibirlas se suma al cronograma antes de que comience cualquier mecanizado.
Requisitos de inspección
El nivel de inspección requerido es un factor importante. Un informe completo de CMM para cada característica lleva mucho más tiempo que una simple verificación de muestra de las dimensiones críticas. Detallado Metrología13 añade tiempo significativo pero asegura la más alta garantía de calidad para aplicaciones exigentes.
Estimando su Tiempo de Entrega
En PTSMAKE, optimizamos la producción utilizando máquinas suizas de doble husillo, que completan las piezas en un solo ciclo. Esta tecnología ayuda a acortar el tiempo de entrega del torneado suizo. Para ayudarle a estimar, utilice esta sencilla guía:
| Factor | Tiempo Añadido | Ejemplo |
|---|---|---|
| Material Exótico | + 3-10 Días | Suministro de Inconel 718 |
| Herramientas a medida | + 5-15 Días | Una herramienta de forma específica |
| Informe CMM Completo | + 1-2 Días | Componente aeroespacial o médico |
Al combinar la estimación base con estos factores, puede construir un cronograma de proyecto más preciso. Este enfoque proactivo ayuda a gestionar las expectativas y garantiza una ejecución más fluida del proyecto.
La gestión del tiempo de entrega del torneado suizo implica comprender la complejidad de la pieza, la disponibilidad del material y las necesidades de inspección. Una discusión clara sobre estos puntos con su proveedor desde el principio es la mejor manera de garantizar que sus pedidos de prototipos lleguen a tiempo y cumplan con las especificaciones.
Control de calidad para piezas torneadas suizas de tirada corta: qué esperar
Muchos asumen que el control de calidad es menos riguroso para tiradas cortas o prototipos. En mi experiencia, esta es una idea errónea peligrosa. En un taller de alta calidad como PTSMAKE, cada prototipo se trata con la misma seriedad que una pieza de producción completa. El control de calidad del torneado suizo no se reduce para pequeñas cantidades.
La Mentalidad de Prototipo como Producción
Vemos un prototipo como el primer paso en una posible asociación a largo plazo. Hacerlo bien desde el principio es crucial. Esto significa aplicar un marco de calidad robusto a cada pieza individual, independientemente del tamaño del pedido. Genera confianza y previene problemas costosos más adelante.
Etapas Clave de Control de Calidad para Tiradas Cortas
El proceso es sistemático, asegurando que nada se deje al azar. A continuación, se presenta un flujo de trabajo típico para una pieza torneada suiza de tirada corta.
| Escenario | Propósito |
|---|---|
| Inspección del primer artículo | Verifica que la primera pieza de la línea coincida con todas las especificaciones del dibujo. |
| Verificaciones en proceso | Monitorea las dimensiones durante el ciclo de mecanizado para detectar desviaciones tempranamente. |
| Inspección final | Confirma que se cumplen todas las características críticas y los requisitos de acabado superficial. |
Inspección de Primer Artículo (FAI)
Para cada configuración nueva, incluso para una sola pieza, realizamos una Inspección de Primer Artículo (FAI). Esta no es una verificación rápida; es un proceso integral modelado según los estándares AS9102. Medimos meticulosamente cada dimensión en el plano para confirmar que la configuración y las herramientas son perfectas antes de ejecutar la cantidad restante.
Monitoreo e informes en proceso
Las modernas máquinas de torneado CNC suizas permiten la detección en proceso. Esta función automatizada verifica las dimensiones críticas a mitad de ciclo, proporcionando retroalimentación inmediata. Para piezas con geometrías complejas, generamos informes de Máquina de Medición por Coordenadas (CMM). Esto proporciona datos precisos sobre características que son difíciles de medir con herramientas estándar.
Documentación y protección de propiedad intelectual
Cada pieza va acompañada de la documentación adecuada. Esto incluye certificaciones de material para garantizar la integridad de la aleación y el Trazabilidad14. También entendemos la importancia de la propiedad intelectual, especialmente en la etapa de prototipo. Siempre firmamos Acuerdos de Confidencialidad (NDA) y tenemos estrictos protocolos internos para proteger los diseños de nuestros clientes.
| Documento de control de calidad | Descripción |
|---|---|
| Informe FAI | Un registro detallado de las mediciones de la primera pieza frente al plano. |
| Informe CMM | Proporciona datos de coordenadas 3D para características complejas o críticas. |
| Certificado de materiales | Verifica la composición y el origen de la materia prima del molino. |
| Informe de acabado superficial | Confirma que la pieza cumple con los requisitos de rugosidad (Ra) especificados. |
El riguroso control de calidad de mecanizado suizo para tiradas cortas es innegociable. Implica una FAI a nivel de producción, comprobaciones en proceso y documentación completa. Esto garantiza que cada prototipo cumpla con las especificaciones exactas, sentando las bases para una producción exitosa y generando confianza desde la primera pieza.

Comprender este concepto ayuda a diagnosticar fallos de mecanizado y a seleccionar el proceso adecuado para componentes esbeltos. ↩
Comprender la tribología ayuda a optimizar los fluidos de corte y la vida útil de las herramientas, lo cual es fundamental para lograr una alta precisión. ↩
Explore la cinemática de la máquina para comprender cómo el movimiento coordinado multieje permite la fabricación compleja en una sola configuración. ↩
Comprender el descentramiento es crucial para evaluar la precisión rotacional de los ensamblajes mecánicos de alta precisión. ↩
Comprender esta propiedad ayuda a predecir el comportamiento del material, garantizando una mayor precisión en piezas complejas. ↩
Comprender esta propiedad ayuda a predecir la maquinabilidad de un material y su capacidad para mantener tolerancias ajustadas. ↩
Comprender esta métrica le ayuda a especificar acabados que sean factibles y rentables para la función de su pieza. ↩
Comprender los planos de referencia es clave para apreciar cómo el mecanizado en una sola configuración logra una precisión y consistencia superiores de la pieza. ↩
Comprender el agarrotamiento ayuda en la selección de materiales para prevenir fallos de componentes durante el mecanizado. ↩
Comprender este concepto ayuda a garantizar que su proceso de fabricación sea estable y cumpla consistentemente con los requisitos de calidad a escala. ↩
Comprenda cómo este proceso sin contacto mecaniza metales duros y formas complejas que las herramientas tradicionales no pueden crear. ↩
Aprenda cómo este lenguaje simbólico comunica la intención de diseño precisa para la fabricación, asegurando la forma, el ajuste y la función de su pieza. ↩
Comprender la metrología ayuda a especificar las necesidades de inspección, asegurando que las piezas cumplan con los estándares exactos sin demoras innecesarias. ↩
Descubra cómo este concepto garantiza la integridad del material y el historial de las piezas en industrias reguladas. ↩






