

Precisa de um eixo de 4 mm com tolerância apertada e rápido? Oficinas de torno convencionais recusam, orçamentam prazos longos ou entregam peças que defletem, vibram e não cumprem as especificações. Seu protótipo atrasa semanas. Sua data de lançamento atrasa com ele.
O torneamento suíço resolve o fornecimento de peças pequenas de precisão usando um cabeçote móvel e uma bucha guia para suportar peças esbeltas perto da ferramenta de corte. Essa configuração mantém tolerância de ±0,005 mm, executa protótipos em 2-5 dias e escala para produção na mesma máquina sem requalificação.

Construí este guia com base em perguntas reais que recebo toda semana. Você verá por que o torneamento suíço funciona para uma peça ou mil, quais geometrias o exigem e como projetar peças que passam do protótipo à produção sem uma única disputa de tolerância. Vamos lá.
Por que suas peças pequenas de precisão são difíceis de obter — e como o torneamento suíço muda isso
A aquisição de peças pequenas e intrincadas é um desafio comum. Você precisa de precisão e velocidade, mas os métodos tradicionais de torneamento muitas vezes falham. Essa lacuna pode levar a atrasos frustrantes no projeto e a peças que não atendem às especificações críticas, impactando todo o seu cronograma de produção.
Lembro-me de uma startup de robótica enfrentando um atraso de oito semanas. O torno convencional de seu fornecedor não conseguia manter a tolerância em um eixo esguio de 4 mm. As peças falhavam repetidamente na inspeção, interrompendo a construção de seu protótipo. Este é um exemplo clássico de usar a ferramenta errada para o trabalho.
O Problema do Torno Convencional
Em um torno padrão, peças longas e finas dobram sob a pressão da ferramenta, arruinando a precisão. Recursos complexos também exigem múltiplas configurações, o que adiciona tempo e introduz potencial de erro a cada nova operação de fixação. Isso torna a aquisição difícil e não confiável para componentes de precisão.
A Vantagem do Torneamento Suíço
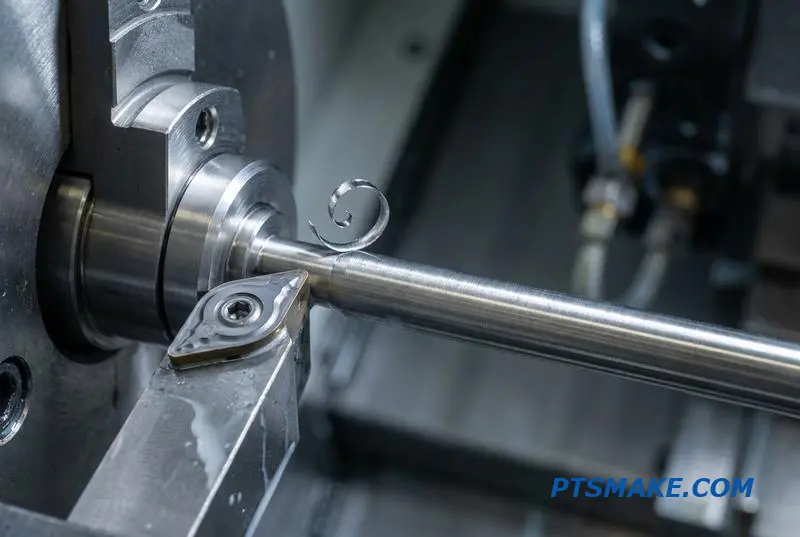
O torneamento CNC suíço oferece uma solução superior. Seu design exclusivo de cabeçote deslizante suporta o material bem no ponto de corte, resolvendo os problemas centrais de deflexão e rigidez. Este método é projetado especificamente para os desafios que as máquinas convencionais não conseguem lidar efetivamente.

A Física por Trás das Falhas de Usinagem
O problema central do torneamento convencional para peças pequenas é a instabilidade física. Quando o comprimento de uma peça é muitas vezes maior que seu diâmetro, a força da ferramenta de corte faz com que ela se curve para longe da ferramenta. Esse fenômeno é conhecido como Deflexão da peça de trabalho1.
Essa pequena dobra, muitas vezes invisível a olho nu, é suficiente para arruinar tolerâncias apertadas. Resulta em conicidade, acabamentos superficiais ruins e, finalmente, componentes que não funcionam como pretendido. Quanto mais longa e fina for a peça, mais grave se torna esse problema.
Obstáculos Econômicos e Logísticos
Além da física, os métodos convencionais introduzem custos logísticos. Cada vez que uma peça complexa é removida e recolocada para uma nova operação, isso adiciona tempo de mão de obra e aumenta o risco de erro. Essa ineficiência impacta diretamente o seu custo unitário e estende significativamente os prazos de entrega.
A tabela abaixo contrasta as principais diferenças na eficiência do processo entre esses dois métodos.
| Caraterística | Torneamento convencional | Torneamento CNC suíço |
|---|---|---|
| Suporte da peça de trabalho | No mandril, longe da ferramenta | Na bucha guia, ao lado da ferramenta |
| Peças esguias | Alto risco de deflexão | Deflexão mínima |
| Recursos Complexos | São necessárias várias configurações | Frequentemente concluído em uma configuração |
| Aplicação ideal | Peças mais curtas e de maior diâmetro | Peças longas, esguias e complexas |
Os serviços de torneamento suíço eliminam esses problemas. Ao usinar perto da bucha guia, o processo é estável, preciso e altamente eficiente para geometrias complexas, reduzindo as taxas de sucata e a necessidade de múltiplas configurações de máquina. Na PTSMAKE, aproveitamos essa tecnologia para oferecer resultados consistentes.
A aquisição de peças pequenas é difícil porque os tornos convencionais causam deflexão da peça e exigem várias configurações. O torneamento CNC suíço resolve isso apoiando a peça de trabalho bem na ferramenta, garantindo alta precisão e eficiência para componentes complexos e esguios, economizando tempo e dinheiro.
Prototipagem em um torno suíço — mais rápido do que você pensa
Muitos engenheiros associam tornos suíços à produção de alto volume, mas eles são surpreendentemente eficazes para prototipagem rápida. A principal vantagem é a conclusão de peças complexas em uma única configuração. Essa capacidade reduz significativamente os prazos de entrega e simplifica o processo de fabricação.
A vantagem da configuração única
Ferramentas vivas permitem operações de fresamento, perfuração e rosqueamento na mesma máquina. Isso elimina a necessidade de configurações secundárias, o que economiza tempo e reduz o risco de erros de empilhamento de tolerância entre as operações.
Eficiência em Lotes Pequenos
Controles CNC modernos e sistemas de pinças de troca rápida reduziram drasticamente os tempos de troca. Isso torna a execução de apenas algumas peças economicamente viável, desafiando a antiga crença de que as máquinas suíças são apenas para grandes tiragens.
| Caraterística | Impacto na Prototipagem |
|---|---|
| Ferramentas em tempo real | Elimina operações secundárias |
| Suporte da Bucha Guia | Maior precisão em peças esbeltas |
| Troca Rápida | Reduz custos para pequenas quantidades |
| Sub-eixo | Completa o trabalho traseiro em um ciclo |

A percepção de que as máquinas suíças são muito complexas para prototipagem está desatualizada. Embora a tecnologia seja avançada, os controles modernos simplificam a programação para lotes de peça única ou de baixo volume. Na PTSMAKE, aproveitamos isso para prototipagem eficiente em CNC suíço, transformando projetos em peças mais rapidamente do que muitos esperam.
Comparação de Tempo de Resposta
Para quantidades de 1 a 50 peças, a diferença é clara. Uma peça complexa pode exigir várias configurações em máquinas convencionais, estendendo o cronograma. Com o torneamento CNC suíço, frequentemente completamos essas peças em uma única operação contínua. Este processo reduz o manuseio e o potencial de erro.
| Quantidade | Torneamento convencional | Torneamento suíço |
|---|---|---|
| 1-10 peças | 5-10 dias | 3-7 dias |
| 11-50 peças | 10-15 dias | 7-12 dias |
Um Caso do Mundo Real
Recentemente, trabalhamos com um cliente de dispositivos médicos em um novo conector. Usando nosso torno suíço, produzimos três iterações de design em apenas dez dias. Essa velocidade permitiu que sua equipe de engenharia testasse e validasse seu projeto muito mais rápido do que haviam antecipado. O controle preciso sobre a geometria da peça também envolve a compreensão de fatores como tribologia2 na interface ferramenta-peça.
A usinagem suíça oferece uma solução rápida, precisa e surpreendentemente econômica para prototipagem. Sua capacidade de produzir peças complexas em uma única configuração a torna ideal para iterações rápidas, desafiando a visão ultrapassada de que é apenas para produção em massa.
O que torna o torneamento suíço diferente para tiragens de baixo volume
Muitos acreditam que a usinagem suíça é apenas para grandes tiragens de produção. No entanto, seu design exclusivo a torna altamente eficiente também para projetos de baixo volume. A chave é sua capacidade de usinar peças com extrema precisão e complexidade em uma única configuração.
A Vantagem da Estabilidade
Os tornos tipo suíço alimentam o material através de uma bucha guia, apoiando o material bem próximo à ferramenta de corte. Este design minimiza a deflexão da peça, o que é crítico para peças longas e esbeltas que exigem tolerâncias apertadas. É uma diferença fundamental em relação à usinagem convencional.
Eficiência de Configuração Única
Essas máquinas geralmente possuem ferramentas vivas e sub-fusos. Isso permite que operações de fresamento, perfuração e rosqueamento ocorram ao lado da torneamento. Finalizar uma peça complexa de uma só vez economiza tempo significativo e reduz erros de manuseio.
| Caraterística | Torneamento CNC suíço | Torneamento CNC convencional |
|---|---|---|
| Suporte da peça de trabalho | O casquilho guia suporta o material perto da ferramenta | O mandril segura uma extremidade do material |
| Melhor para | Peças longas, esguias e complexas | Peças mais curtas e de maior diâmetro |
| Operações secundárias | Frequentemente eliminado através de ferramentas vivas | Frequentemente necessário para recursos complexos |
| Precisão | Tolerâncias extremamente altas e apertadas | Bom, mas limitado em peças esbeltas |
Essa abordagem integrada torna a usinagem suíça CNC um forte concorrente mesmo para lotes menores onde a precisão é fundamental.
O argumento contra máquinas suíças para usinagem CNC de baixo volume geralmente se concentra no tempo de configuração. Embora as configurações possam ser mais complexas, essa visão ignora fatores cruciais de economia que alteram significativamente o equilíbrio econômico, especialmente para tiragens entre 50 e 1.000 peças.
Superando a Deflexão do Material
A bucha guia é a característica definidora. Ao apoiar a matéria-prima a apenas milímetros da ferramenta de corte, ela praticamente elimina a deflexão. Isso nos permite manter tolerâncias em componentes longos e finos que seriam impossíveis em um torno convencional sem múltiplas configurações e gabaritos personalizados.
Eliminação de operações secundárias
As máquinas suíças modernas são equipadas com capacidades multieixos e ferramentas acionadas. Isso significa que podemos realizar fresamento, furação cruzada e rosqueamento na peça antes mesmo de ela ser cortada. Na PTSMAKE, produzimos peças que saem da máquina completamente acabadas, eliminando a necessidade de uma etapa de fresamento separada. Esta multifuncionalidade cinemática3 é uma grande economia.
Análise de Economia de Custos
Vamos detalhar como essas vantagens técnicas se traduzem em benefícios econômicos em uma tiragem hipotética de 500 peças. O custo inicial de configuração pode ser maior, mas o custo total por peça diminui.
| Fator de custo | Torno Convencional + Fresadora | Torneamento CNC suíço |
|---|---|---|
| Custo de instalação | Menor (por máquina) | Maior (máquina única) |
| Taxa de sucata | ~5-10% | ~1-2% |
| Custo de Operações Secundárias | Tempo adicional de mão de obra e máquina | $0 |
| Custo total por peça | Mais alto | Inferior |
Como a tabela mostra, a economia com a redução de sucata e a eliminação completa dos custos de operações secundárias compensam mais do que o tempo de configuração inicial mais longo, tornando o torneamento suíço uma escolha mais inteligente.
A precisão e as capacidades de configuração única do torneamento suíço o tornam surpreendentemente econômico para tiragens de baixo volume. Ao eliminar operações secundárias e reduzir a sucata, ele oferece um custo total por peça menor para componentes complexos, desmistificando o mito de que é apenas para produção de alto volume.
Cinco geometrias de peças que exigem torneamento suíço na fase de protótipo
Ao prototipar peças complexas, certas geometrias levam o torneamento CNC convencional além de seus limites. Para esses designs específicos, o torneamento CNC suíço não é apenas uma opção melhor; é frequentemente o único caminho viável para o sucesso. O principal desafio com os métodos tradicionais é a rigidez da peça, especialmente para peças longas ou delicadas.
A Falha Inerente do Torneamento Convencional
Em um torno padrão, a peça é fixada em uma ou ambas as extremidades e gira. A ferramenta se move ao longo de seu comprimento. Para peças longas e finas, a força de corte faz com que o meio da peça se curve ou vibre. Essa deflexão leva a imprecisões dimensionais e acabamentos superficiais ruins.
Por que o Torneamento Suíço se Destaca
O torneamento suíço resolve isso movendo a própria peça através de uma bucha guia. A ferramenta de corte engaja o material bem no ponto de apoio, eliminando a deflexão. Este método é ideal para produzir peças intrincadas, esbeltas e de alta precisão Protótipos de tornos suíços.
| Caraterística | Torneamento convencional | Torneamento CNC suíço |
|---|---|---|
| Suporte da peça de trabalho | Fixado nas extremidades | Bucha guia perto da ferramenta |
| Limite da Razão L/D | Tipicamente < 5:1 | Pode exceder 20:1 |
| Risco de deflexão | Elevado | Mínimo |
| Ideal para | Peças curtas e rígidas | Componentes longos e esguios |

Certas geometrias simplesmente não são viáveis para prototipagem sem as capacidades únicas de um torno tipo suíço. O suporte fornecido pela bucha guia é o diferencial, transformando peças impossíveis de usinar em realidades de produção. Aqui estão cinco geometrias onde vejo consistentemente este princípio em ação.
1. Eixos Longos e Esguios
Qualquer peça com uma relação comprimento/diâmetro superior a 5:1 é um candidato principal. O torneamento convencional causa vibração severa da ferramenta e deflexão. Um cliente de dispositivos médicos precisava de uma sonda de 1,5 mm de diâmetro, com 40 mm de comprimento. Em um torno padrão, era impossível manter a tolerância. Com o torneamento suíço, mantivemos ±0,005 mm facilmente.
2. Componentes Tubulares de Parede Fina
Usinar tubos de parede fina é desafiador porque eles se deformam sob pressão. A bucha guia em uma máquina suíça fornece suporte de 360 graus, evitando o colapso. Isso é crucial para peças como camisas hidráulicas ou carcaças de sensores, onde a integridade da parede é fundamental. Elimina os problemas de concentricidade e fuga4 vistos em configurações de múltiplas operações.
3. Peças com Características Excêntricas
Componentes que necessitam de furos descentralizados ou faces usinadas frequentemente exigem múltiplas configurações em uma fresadora e torno, introduzindo erros. Máquinas suíças com ferramentas vivas e um eixo C podem furar, fresar e tornear essas características em uma única operação, garantindo alinhamento perfeito e economizando tempo significativo de configuração.
| Geometry Challenge | Conventional Failure Mode | Swiss Turning Solution |
|---|---|---|
| Long/Slender Shafts | Deflection, Chatter | Suporte da Bucha Guia |
| Thin-Walled Tubes | Deformation, Collapse | Continuous Part Support |
| Eccentric Features | Stacked Tolerances | Single Setup Machining |
For these challenging geometries, Swiss turning is the definitive choice for prototyping. It mitigates common failures like deflection and runout by supporting the workpiece right at the cutting point, ensuring the prototype accurately reflects the final design intent and functionality.
Seleção de material para protótipos e tiragens curtas de torneamento suíço
Choosing the right material for Swiss turning is crucial, especially for prototypes and short runs. The decision directly impacts machining speed, surface finish, and final part performance. It is a balance between a material’s properties and the project’s specific requirements.
Key Factors in Prototyping
For prototypes, speed and machinability often take priority. Aluminum 6061 is a popular choice because it allows for very fast cycle times and produces an excellent surface finish with minimal effort. This helps us get functional parts into your hands quickly for testing.
Common Material Trade-offs
Quando a durabilidade é necessária, muitas vezes recorremos ao aço inoxidável. No entanto, a contrapartida são tempos de ciclo mais longos e maior desgaste da ferramenta em comparação com metais mais macios. Aqui está uma comparação rápida com base em nossos testes internos de usinagem.
| Material | Velocidade de maquinagem | Resistência à corrosão | Custo relativo |
|---|---|---|---|
| Alumínio 6061 | Muito rápido | Bom | Baixa |
| Aço inoxidável 303 | Moderado | Excelente | Médio |

Ao selecionar materiais para tornos suíços, devemos olhar além das opções mais comuns. Cada material apresenta desafios e vantagens únicas que influenciam tanto o processo de fabricação quanto a adequação da peça final para sua aplicação pretendida.
Expandindo a Paleta de Materiais
Metais para Necessidades Específicas
O Latão C360 é, sem dúvida, o metal mais fácil de usinar, tornando-o ideal para componentes como conectores elétricos onde a produção em alta velocidade é fundamental. Para aplicações de alta resistência e leveza, o Titânio Grau 5 é incomparável, embora exija velocidades de avanço mais lentas e ferramentas especializadas.
Usinagem de Plásticos Avançados
Plásticos como PEEK e Delrin são ótimos para peças usinadas em torno suíço, mas exigem diferentes estratégias de gerenciamento de cavacos. Ao contrário dos metais, seus cavacos podem se tornar fibrosos e se enrolar nas ferramentas, então ajustamos os parâmetros para garantir cortes limpos. Esses materiais também exigem manuseio cuidadoso para evitar Anisotropia5 afetar a estabilidade dimensional.
Fornecimento de Materiais e Prazos de Entrega
Para lotes curtos, a disponibilidade de material é uma preocupação prática. Tamanhos padrão de estoque de alumínio ou latão estão prontamente disponíveis, minimizando os prazos de entrega. Em contraste, pequenas quantidades de titânio ou PEEK especializados podem precisar ser encomendadas sob medida, adicionando tempo ao cronograma do projeto.
| Aplicação | Material recomendado | Benefício chave |
|---|---|---|
| Aeroespacial | Titânio de grau 5 | Elevada relação resistência/peso |
| Médico | Aço Inoxidável 304, PEEK | Biocompatibilidade, resistência à corrosão |
| Automóvel | Alumínio 6061 | Leve, excelente maquinabilidade |
| Robótica | Delrin, Alumínio 6061 | Baixo atrito, integridade estrutural |
A seleção correta de material para protótipos de torno suíço equilibra usinabilidade, requisitos de desempenho e prazo de entrega. Essa escolha é fundamental para obter peças de alta qualidade e custo-benefício que atendam às especificações do projeto desde o primeiro lote.
Expectativas de tolerância para peças protótipo torneadas em suíço
Engenheiros frequentemente me perguntam qual tolerância eles podem esperar realisticamente em um primeiro protótipo. Com a usinagem CNC suíça, a resposta é muitas vezes melhor do que eles pensam. O design da máquina nos permite alcançar precisão em nível de produção desde o início.
Standard Prototype Tolerances
For most geometries, a standard tolerance of ±0.01mm (0.0004in) is readily achievable. For parts longer than 100mm, this might open up slightly to ±0.02-0.05mm due to material factors. However, these are conservative figures for a first run.
Achieving Higher Precision
When a project demands it, we can dial in the process to hold ±0.005mm (0.0002in) on critical diameters. This requires careful material selection and process control.
| Tipo de caraterística | Standard Prototype Tolerance | High-Precision Tolerance |
|---|---|---|
| Diameters | ±0.01mm (0.0004in) | ±0.005mm (0.0002in) |
| Lengths (>100mm) | ±0.02mm – ±0.05mm | ±0.01mm (process dependent) |
| Concentricidade | 0.01mm (0.0004in) | 0.005mm (0.0002in) |

The primary reason prototype tolerances can match production specs is the fundamental design of a Swiss lathe. The material is supported by a guide bushing right next to the cutting tool. This setup virtually eliminates deflection and vibration, which are major sources of inaccuracy in conventional turning.
Fatores que Influenciam os Resultados no Mundo Real
Mesmo com equipamentos avançados, vários fatores afetam a tolerância final da usinagem suíça. Compreender estes ajuda a definir expectativas realistas e a melhorar o design para a fabricabilidade. A estabilidade do material é crucial; tensões internas no material bruto podem fazer com que as peças se deformem ligeiramente após a usinagem.
Considerações de Material e Ferramentas
O desgaste da ferramenta, mesmo durante uma curta execução de protótipo, pode causar uma ligeira deriva dimensional. Mitigamos isso usando ferramentas premium revestidas. O material Ductilidade6 também desempenha um papel. Materiais mais macios podem ser mais desafiadores de usinar para um acabamento fino e tolerância apertada.
| Fator | Impacto na tolerância | Nossa Estratégia de Mitigação em PTSMAKE |
|---|---|---|
| Estabilidade do material | Tensões internas podem causar deformação pós-usinagem. | Recomendamos e fornecemos materiais aliviados de tensões. |
| Desgaste da ferramenta | As dimensões podem derivar à medida que a aresta de corte embota. | Usamos ferramentas revestidas de alta qualidade e monitoramos o desgaste. |
| Expansão térmica | Mudanças de temperatura na oficina afetam o tamanho da máquina e da peça. | Nossa instalação é climatizada para estabilidade. |
Protótipos de usinagem suíça podem atender às tolerâncias de produção porque o processo é inerentemente estável. A ausência de re-fixação e o suporte da bucha guia garantem consistência da primeira peça à última, tornando-o ideal para validar designs com precisão.
Capacidades de acabamento de superfície em tiragens curtas de torneamento suíço
Na produção de lotes curtos, atingir um acabamento superficial superior é crítico. A usinagem suíça se destaca inerentemente aqui, em grande parte devido ao seu sistema de bucha guia que suporta a peça de trabalho diretamente na ferramenta de corte. Isso minimiza vibrações e deflexões, levando a um acabamento consistentemente mais suave.
Acabamentos Operacionais Padrão
Para a maioria dos protótipos e peças de baixo volume, um acabamento padrão é suficiente. Com ferramentas adequadas e gerenciamento de refrigerante, alcançamos consistentemente excelentes resultados dentro de uma faixa operacional típica. Esta linha de base atende aos requisitos para uma ampla variedade de aplicações.
Acabamentos de Alta Precisão
Quando um projeto exige uma superfície ainda mais fina, o torneamento suíço pode entregar. Ferramentas especializadas, como pastilhas de raspagem, ou processos secundários como polimento podem produzir superfícies excepcionalmente lisas. Abaixo está um detalhamento do que você pode esperar.
| Nível de Acabamento | Valor Ra (μm) | Método | Aplicação comum |
|---|---|---|---|
| Padrão | 0.4 - 0.8 | Ferramentas e Refrigeração Padrão | Componentes mecânicos gerais, peças não cosméticas |
| Ótimo | 0.2 - 0.4 | Ferramentas e Velocidades Otimizadas | Superfícies de vedação, peças cosméticas visíveis, encaixes de rolamento |
| Espelhado | < 0.2 | Pastilhas de Raspagem / Processo Secundário | Componentes de dispositivos ópticos ou médicos de alto desempenho |
As máquinas suíças oferecem uma vantagem distinta para a qualidade da superfície. O suporte da bucha guia, bem ao lado da ferramenta, é a chave. Essa configuração atenua significativamente a vibração, que é uma causa primária de acabamentos ruins no torneamento convencional, especialmente em peças longas e esguias.
Gerenciando Desafios de Curta Tiragem
Tiragens curtas geralmente apresentam problemas únicos. Marcas de entrada da ferramenta podem aparecer quando o cortador engata o material pela primeira vez. Em peças com características como chavetas ou furos transversais, cortes interrompidos podem causar vibração. A rigidez e o controle preciso de uma máquina suíça ajudam a gerenciar esses problemas de forma eficaz.
Especificando Acabamentos em Desenhos
Um problema comum que vejo é a especificação excessiva do Rugosidade da superfície7. Solicitar um acabamento espelhado onde um padrão seria suficiente aumenta os custos e os prazos de entrega sem adicionar valor funcional. Para protótipos, é melhor especificar o acabamento apenas em superfícies críticas.
Esta tabela fornece um guia simples para especificar acabamentos em desenhos de protótipos.
| Requisito | Especificação Recomendada | Justificação |
|---|---|---|
| Superfície não crítica | Deixar não especificado ou anotar "Como usinado" | Evita custos desnecessários para áreas não funcionais. |
| Superfície de acoplamento ou vedação | Especificar Ra necessário, por exemplo, "Ra 0.8" | Garante o funcionamento adequado sem processamento excessivo. |
| Área de alto desgaste | Especificar Ra e possivelmente um processo secundário | Garante durabilidade onde é mais importante. |
| Aparência cosmética | Especificar Ra, por exemplo, "Ra 0.4 em todas as superfícies visíveis" | Comunica claramente os requisitos estéticos. |
O torneamento suíço oferece acabamentos de superfície excepcionais para pequenas tiragens devido à sua estabilidade inerente. A especificação adequada é crucial para equilibrar qualidade e custo. A definição clara dos requisitos em superfícies críticas garante o desempenho funcional sem despesas desnecessárias, um fator chave na prototipagem e produção de baixo volume.
Uma configuração, uma peça — como a integração de fresamento suíço simplifica a prototipagem
A principal vantagem do torneamento CNC suíço para protótipos é sua ferramenta viva integrada. Este recurso transforma um torno em um centro de usinagem multifuncional, lidando com peças complexas em uma única operação. Essa capacidade é crucial para prototipagem rápida e precisa.
Simplificando Geometrias Complexas
As máquinas suíças com ferramentas vivas podem realizar torneamento, fresamento, furação e rosqueamento sem remover a peça. Isso elimina múltiplas configurações, o que economiza tempo significativo e reduz o risco de erros entre as operações.
Do protótipo à produção
Essa abordagem de configuração única garante que o processo usado para o protótipo seja exatamente o mesmo usado para a produção. Essa transição perfeita é um grande benefício para o escalonamento.
| Caraterística | Usinagem Convencional | Integração de Fresamento Suíço |
|---|---|---|
| Configurações para peças complexas | 3-5 Configurações | 1 Configuração |
| Prazo de execução | Semanas | Dias |
| Consistência de Tolerância | Inferior | Mais alto |
| Custo do trabalho | Elevado | Baixa |

O verdadeiro poder das máquinas suíças reside em suas capacidades multiaxiais. Uma configuração básica de ferramenta viva de 3 eixos pode furar ou fresar superfícies planas na face ou diâmetro de uma peça. No entanto, uma máquina suíça de 5 eixos adiciona outra camada de complexidade e eficiência.
Ferramenta Viva de 3 Eixos vs. 5 Eixos
Com a capacidade de 5 eixos, a máquina pode criar recursos angulados e contornos complexos sem uma configuração secundária. Imagine um componente de dispositivo médico com furos fora de eixo e ranhuras anguladas. Em máquinas convencionais, isso pode exigir quatro configurações distintas, aumentando o tempo e o custo.
Na PTSMAKE, lidamos com essas peças em uma única execução. Essa consolidação é mais do que apenas velocidade. Cada vez que uma peça é movida e reapertada, você corre o risco de perder a precisão de sua Ponto de referência8. Ao manter a peça em uma única máquina, eliminamos o acúmulo de tolerância de múltiplos fixadores.
Este processo impacta diretamente seu ciclo de desenvolvimento. Em vez de esperar semanas por um protótipo que passou por vários fornecedores para operações secundárias, você obtém uma peça acabada mais rapidamente. Peças mais rápidas significam testes mais rápidos, iterações de design mais rápidas e um caminho mais rápido para o mercado. Essa é a essência do fresamento suíço eficiente.
O fresamento suíço integrado simplifica a prototipagem ao consolidar múltiplos processos de usinagem em uma única configuração. Este método minimiza erros de tolerância, elimina a necessidade de fornecedores secundários e acelera significativamente os ciclos de iteração, fornecendo um caminho direto do protótipo à produção com precisão aprimorada.
Quando não usar torneamento suíço para protótipos
A usinagem CNC suíça é excelente para peças complexas e esguias. No entanto, para prototipagem, nem sempre é a melhor escolha. Conhecer suas limitações economiza tempo e dinheiro. Sempre aconselho os clientes a considerar as necessidades específicas de seu protótipo antes de se comprometerem com um processo.
Peças com Grandes Diâmetros
A força principal da usinagem suíça reside em seu sistema de bucha guia, que suporta peças esguias. Este sistema é tipicamente limitado a diâmetros menores de barra, muitas vezes abaixo de 32 mm. Para protótipos maiores, um torno CNC convencional é muito mais eficiente e econômico.
Geometrias simples
Se o seu protótipo for um eixo simples ou tiver recursos básicos, a complexidade de configuração de uma máquina suíça é excessiva. Um torno convencional pode produzir essas peças mais rapidamente e a um custo menor, tornando-o uma escolha melhor para projetos simples.
| Complexidade das caraterísticas | Processo recomendado | Motivo |
|---|---|---|
| Alto (esguio, intrincado) | Torneamento CNC suíço | Suporte superior, alta precisão |
| Baixo (eixos simples, cortes básicos) | Torno CNC convencional | Configuração mais rápida, custo menor |
| Grande Diâmetro (>32mm) | Torno CNC convencional | Limitações de capacidade da máquina |
Compreender as limitações da usinagem suíça é fundamental para uma prototipagem eficiente. Trata-se de selecionar a ferramenta certa para o trabalho. Empurrar uma máquina além de seu uso pretendido leva a compromissos na qualidade, custo e tempo de entrega, o que é especialmente crítico durante a fase de prototipagem acelerada.
Considerações de Material e Quantidade
Certos materiais não são ideais para usinagem suíça. Materiais abrasivos ou endurecidos podem causar desgaste excessivo na bucha guia, levando à perda de precisão. Isso pode ser um problema significativo para materiais como aços endurecidos ou cerâmicas, onde os custos de ferramental e o tempo de inatividade aumentam rapidamente. Outro fator chave é o tempo de configuração.
Para quantidades muito pequenas, como uma a três peças, a configuração extensa para uma máquina suíça pode representar uma grande parte do custo total. Nesses cenários, o custo por peça torna-se proibitivamente alto. Descobrimos que o tempo de configuração muitas vezes supera o tempo de usinagem para essas pequenas execuções de protótipo.
Abordagens Híbridas de Prototipagem
For initial form and fit tests, consider a hybrid approach. 3D printing a polymer version can be incredibly fast and cheap. If certain features need tight tolerances, a secondary turning operation on the 3D-printed part can be performed. This method provides a functional prototype without the high cost of full CNC machining. Material issues like Galgando9 are also avoided entirely.
| Limitação | Solução alternativa | Why It’s Better for Prototypes |
|---|---|---|
| Materiais Abrasivos | Conventional Turning (no guide bushing) | Avoids excessive tool wear and cost |
| Very Small Quantity (1-3) | Conventional Turning or 3D Printing | Lower setup time and cost per part |
| Complex Face Features | 5-Axis Milling | More efficient for non-turned features |
Swiss turning is precise but not a universal solution for prototypes. Recognizing Swiss turning limitations related to part size, geometry, material, and quantity helps in selecting a more efficient process. This ensures your project stays on schedule and within budget, which is our priority at PTSMAKE.
Do protótipo à produção — transição perfeita na mesma plataforma de máquina
One of the most significant challenges in hardware development is the gap between prototyping and production. Different suppliers or machines often lead to major headaches. You risk re-qualification, tolerance arguments, and costly fixture redesigns when you switch manufacturing environments. This is a common bottleneck.
The Continuity Advantage
Using the same Swiss machine platform for both stages solves this. It creates a seamless bridge, ensuring what you approve in the prototype is exactly what you get in production. This approach simplifies the entire scaling process significantly.
Eliminating Production Hurdles
Este método elimina muitas variáveis que causam atrasos. A consistência na programação, nas ferramentas e nas verificações de qualidade desde o início garante uma transição suave. Isso é fundamental para cronogramas de projeto eficientes.

A transição de protótipo para produção em tornos suíços significa um fluxo contínuo. Essa estratégia depende da manutenção da consistência em áreas operacionais chave. Quando a mesma equipe e tecnologia lidam com uma peça do início ao fim, a transição se torna uma simples questão de escalar a quantidade, não de redesenhar o processo.
Estudo de Caso: Componente de Junta Robótica
Recentemente, trabalhamos em um componente complexo de junta robótica. Os protótipos iniciais foram usinados em nosso torno suíço Citizen L20. Após o cliente aprovar o projeto, escalamos a produção para 500 unidades por mês na mesma máquina, usando a mesma configuração.
O Benefício de uma Plataforma Única
| Aspeto | Fase de Protótipo | Fase de produção | Benefício |
|---|---|---|---|
| Programador | John Doe | John Doe | Sem curva de aprendizado |
| Posto CAM | L20 Personalizado | L20 Personalizado | Código G Idêntico |
| Ferramentas | Padronizado | Padronizado | Sem custos de nova configuração |
| Qualidade | Protocolo CMM | Protocolo CMM | Metrologia consistente |
Essa continuidade é onde reside o verdadeiro valor. A Capacidade de Processo10 estabelecida durante a prototipagem se traduz diretamente na produção. Não houve alterações de processo, renegociação de tolerâncias ou surpresas para o cliente. A peça aprovada foi a peça entregue em volume.
O uso da mesma plataforma de máquina do protótipo à produção elimina retrabalho e incertezas. Essa abordagem garante consistência na programação, ferramental e controle de qualidade, economizando tempo e custos significativos, ao mesmo tempo em que garante que as peças finais atendam às especificações exatas aprovadas durante a fase inicial.
Projeto para torneamento suíço — dicas de DFM para engenheiros de protótipo
Ao projetar protótipos para torneamento suíço CNC, algumas escolhas inteligentes podem reduzir significativamente os custos e acelerar a entrega. Focar na manufaturabilidade desde o início é fundamental. Ajustes simples no seu projeto garantem que possamos usar ferramentas padrão e minimizar o desperdício de material, o que é crucial para lotes de protótipos.
Principais considerações sobre DFM
Pensar em como a peça é fixada e usinada é essencial. Isso geralmente se resume ao tamanho do material de estoque e à acessibilidade das características. Uma pequena mudança no diâmetro pode fazer uma grande diferença.
| Considerações | Impacto na Prototipagem |
|---|---|
| Diâmetro da Barra de Material | Reduz o desperdício de material e o tempo de ciclo |
| Cortes inferiores | Evita a necessidade de ferramentas de conformação personalizadas e caras |
| Tamanhos de Pinças | Utiliza fixação de trabalho padrão para configuração mais rápida |
| Caraterísticas internas | Evita operações secundárias caras |
Esses fatores são fundamentais no projeto eficiente para torneamento suíço. Acertá-los desde o início evita atrasos e redesenhos posteriores.

O projeto adequado para torneamento suíço vai além da geometria básica. Envolve uma compreensão mais profunda das capacidades e limitações da máquina. Otimizar sua peça para o processo torna a transição do protótipo para a produção muito mais suave.
Tamanho de Barra e Pinça
Tente sempre projetar o maior diâmetro externo da sua peça para ser ligeiramente menor que o tamanho de uma barra padrão. Isso minimiza o material que temos que remover, economizando tempo e dinheiro. A correspondência de tamanhos de pinças padrão também evita a necessidade de fixação personalizada durante a prototipagem.
Recursos Internos vs. Operações Secundárias
Muitas máquinas suíças modernas possuem ferramentas vivas, que permitem fresar, furar e roscar recursos descentralizados. Projetar recursos internos que podem ser usinados dessa forma é muito mais eficiente do que depender de um processo secundário como Eletroerosão11, que adiciona tempo e custo significativos.
Lista de Verificação DFM para Torneamento Suíço
Aqui está uma lista de verificação rápida que recomendo que os engenheiros usem antes de finalizar seus desenhos de protótipo. Seguir estas diretrizes nos ajuda na PTSMAKE a entregar suas peças mais rapidamente.
| Item da lista de controlo | Sim / Não | Notas |
|---|---|---|
| O OD máximo está logo abaixo de um tamanho de barra padrão? | Verifique os tamanhos de estoque dos fornecedores de material. | |
| Todos os rebaixos são necessários? | Eles podem ser substituídos por um alívio reto? | |
| As roscas internas podem ser criadas com um macho? | Evite recursos que exijam roscamento de ponto único. | |
| A espessura da parede é maior que 0,5 mm? | Paredes mais finas correm o risco de deformação. |
Ao otimizar seu projeto para o torneamento suíço, você pode alcançar tempos de resposta mais rápidos e custos mais baixos para seus protótipos. Essas pequenas considerações em material, ferramentas e design de recursos somam economias significativas e um processo de fabricação mais eficiente para peças de precisão.
Fatores de custo para protótipos e tiragens curtas de torneamento suíço
Entendendo o Custo Real
Muitos designers de produtos assumem que o torneamento suíço CNC é muito caro para protótipos ou pequenas tiragens. Embora os custos de configuração sejam um fator, essa visão muitas vezes ignora o custo total de fabricação. O valor real emerge quando você considera o quadro geral.
Principais componentes de custo
O preço final de uma peça torneada suíça é influenciado principalmente por três áreas. Estas são o tempo de configuração, o tempo de ciclo de usinagem e os custos de matéria-prima. Cada elemento contribui de forma diferente, dependendo da complexidade e quantidade do pedido.
Por que é Frequentemente Mais Barato
Para peças complexas, o torneamento suíço elimina a necessidade de operações secundárias como fresamento ou retificação. Essa consolidação reduz o manuseio, a logística e o potencial de erro, tornando-o frequentemente mais econômico do que usar vários fornecedores para um processo convencional.

Configuração vs. Tempo de Ciclo
Os custos de configuração são fixos. Isso inclui a programação da máquina e a preparação das ferramentas. Para um único protótipo, esse custo é significativo. Para pequenas tiragens, ele é distribuído por mais peças, reduzindo o preço por unidade. Este é um aspecto chave da estrutura de custos do torneamento suíço.
O Fator Material
Os custos de material também desempenham um papel, especialmente com os requisitos mínimos de compra de barras para ligas especializadas. No entanto, a eficiência do torneamento suíço CNC minimiza o desperdício, o que pode compensar alguns desses custos iniciais em comparação com processos com mais desperdício de material.
Uma Comparação de Custos Prática
Considere um componente médico complexo. Aqui está um cenário típico que vemos na PTSMAKE para uma tiragem de 50 peças. A vantagem de configuração única do torneamento suíço CNC é clara, reduzindo tanto o tempo de entrega quanto o número de fornecedores que você precisa gerenciar.
| Caraterística | Torneamento Convencional + Fresamento | Torneamento Suíço (Configuração Única) |
|---|---|---|
| Número de Fornecedores | 2-3 (Torneamento, Fresagem, Acabamento) | 1 (PTSMAKE) |
| Prazo de execução total | ~2 Semanas | ~3 Dias |
| Impacto nos custos | Maior devido a múltiplas configurações e logística | Menor no geral devido à eficiência |
| Risco de Qualidade | Aumentado com o manuseio da peça | Minimizada com fixação única |
Dicas para Redução de Custos
Para reduzir os custos de prototipagem, consolide diferentes peças que usam o mesmo material e diâmetro em um único pedido. Além disso, projetar com ferramentas padrão em mente evita despesas com ferramentas personalizadas. Finalmente, fornecer modelos 3D claros com precisão Dimensionamento Geométrico e Tolerância12 reduz o tempo de programação e a ambiguidade.
Em resumo, o custo do torneamento suíço depende da configuração, tempo de ciclo e materiais. Para protótipos complexos, muitas vezes prova ser mais econômico do que processos convencionais de múltiplas operações, reduzindo prazos de entrega, gerenciamento de fornecedores e potencial de erro, entregando um custo total menor.
Expectativas de Prazo de Entrega para Pedidos de Protótipos de Torneamento Suíço
Ao planejar uma execução de protótipo, entender o prazo de entrega do torneamento suíço é fundamental. Não é um número único, mas uma faixa influenciada pela complexidade da peça. Um componente simples, apenas torneado, pode estar pronto em poucos dias, enquanto uma peça mais intrincada requer mais tempo.
Prazos de Entrega Base
Para referência rápida, costumo detalhar as estimativas iniciais com base na geometria. Isso ajuda a definir um ponto de partida realista para os cronogramas do projeto. Lembre-se, estas são estimativas antes de considerar materiais ou acabamentos especiais, que discutiremos mais tarde.
| Complexidade da peça | Tempo Estimado de Produção | Caraterísticas principais |
|---|---|---|
| Simples | 2-3 dias | Torneamento básico, recursos de eixo único. |
| Moderado | 3-5 Dias | Inclui fresamento em movimento, furação cruzada. |
| Complexo | 5-8 Dias | Usinagem multi-eixo, tolerâncias apertadas. |
Por que a Complexidade Importa
Uma peça com diâmetros torneados simples é direta. No entanto, adicionar recursos como furos descentralizados ou planos fresados requer ferramentas motorizadas e mais tempo de programação. Geometrias complexas geralmente envolvem múltiplas trocas de ferramentas e tempos de ciclo mais lentos, impactando diretamente o cronograma geral do seu projeto de torneamento suíço CNC.

Fatores Que Estendem os Tempos de Produção
Além da geometria da peça, vários outros fatores podem impactar significativamente o tempo de produção do torneamento suíço. Sempre aconselho os clientes a considerar essas variáveis no início do processo de design para evitar atrasos inesperados. Esses elementos geralmente adicionam mais tempo do que a própria usinagem.
Aquisição de Material e Ferramentas
Materiais exóticos como titânio ou Inconel nem sempre estão em estoque e podem ter longos prazos de entrega do fornecedor. Da mesma forma, se sua peça requer ferramentas de conformação personalizadas ou brocas não padronizadas, o pedido e o recebimento delas adicionam ao cronograma antes mesmo de qualquer usinagem começar.
Requisitos de inspeção
O nível de inspeção exigido é um fator importante. Um relatório completo de CMM para cada recurso leva muito mais tempo do que uma simples verificação de amostra das dimensões críticas. Detalhado Metrologia13 adiciona tempo significativo, mas garante a mais alta garantia de qualidade para aplicações exigentes.
Estimando Seu Tempo de Entrega
Na PTSMAKE, otimizamos a produção utilizando máquinas suíças de fuso duplo, que completam as peças em um único ciclo. Essa tecnologia ajuda a encurtar o tempo de entrega do torneamento suíço. Para ajudar você a estimar, use este guia simples:
| Fator | Tempo Adicional | Exemplo |
|---|---|---|
| Material Exótico | + 3-10 Dias | Obtenção de Inconel 718 |
| Ferramentas personalizadas | + 5-15 Dias | Uma ferramenta de forma específica |
| Relatório Completo de CMM | + 1-2 Dias | Componente aeroespacial ou médico |
Ao combinar a estimativa base com esses fatores, você pode construir um cronograma de projeto mais preciso. Essa abordagem proativa ajuda a gerenciar as expectativas e garante uma execução de projeto mais tranquila.
Gerenciar o tempo de entrega do torneamento suíço envolve entender a complexidade da peça, a disponibilidade do material e as necessidades de inspeção. Uma discussão clara sobre esses pontos com seu fornecedor desde o início é a melhor maneira de garantir que seus pedidos de protótipo cheguem no prazo e atendam às especificações.
Controle de Qualidade para Peças de Torneamento Suíço de Curta Tiragem — O Que Esperar
Muitos assumem que o controle de qualidade é menos rigoroso para lotes curtos ou protótipos. Em minha experiência, essa é uma concepção errônea perigosa. Em uma oficina de alta qualidade como a PTSMAKE, cada protótipo é tratado com a mesma seriedade que uma peça de produção completa. O controle de qualidade do torneamento suíço não é reduzido para pequenas quantidades.
A Mentalidade de Protótipo como Produção
Vemos um protótipo como o primeiro passo em uma potencial parceria de longo prazo. Fazer isso corretamente desde o início é crucial. Isso significa aplicar uma estrutura de qualidade robusta a cada peça individual, independentemente do tamanho do pedido. Isso constrói confiança e evita problemas caros posteriormente.
Principais Etapas de CQ para Produções Curtas
O processo é sistemático, garantindo que nada seja deixado ao acaso. Abaixo está um fluxo de trabalho típico para uma peça torneada suíça de produção curta.
| Estágio | Objetivo |
|---|---|
| Inspeção do primeiro artigo | Verifica se a primeira peça produzida corresponde a todas as especificações do desenho. |
| Verificações em Processo | Monitora as dimensões durante o ciclo de usinagem para detectar desvios precocemente. |
| Inspeção final | Confirma que todos os recursos críticos e requisitos de acabamento superficial são atendidos. |
Inspeção de Primeira Peça (FAI)
Para cada nova configuração, mesmo para uma única peça, realizamos uma Inspeção de Primeira Peça (FAI). Esta não é uma verificação rápida; é um processo abrangente modelado nos padrões AS9102. Medimos meticulosamente cada dimensão no desenho para confirmar que a configuração e as ferramentas estão perfeitas antes de executar a quantidade restante.
Monitoramento e Relatórios em Processo
Máquinas modernas de torneamento CNC suíças permitem a sondagem em processo. Esta função automatizada verifica dimensões críticas no meio do ciclo, fornecendo feedback imediato. Para peças com geometrias complexas, geramos relatórios de Máquina de Medição por Coordenadas (CMM). Isso fornece dados precisos sobre recursos que são difíceis de medir com ferramentas padrão.
Documentação e Proteção de PI
Cada peça é acompanhada pela documentação adequada. Isso inclui certificações de material para garantir a integridade da liga e o Rastreabilidade14. Também entendemos a importância da propriedade intelectual, especialmente na fase de protótipo. Sempre assinamos Acordos de Não Divulgação (NDAs) e temos protocolos internos rigorosos para proteger os projetos de nossos clientes.
| Documento de CQ | Descrição |
|---|---|
| Relatório FAI | Um registro detalhado das medições da primeira peça em relação ao desenho. |
| Relatório CMM | Fornece dados de coordenadas 3D para recursos complexos ou críticos. |
| Certificado de material | Verifica a composição e a origem da matéria-prima da usina. |
| Relatório de Acabamento de Superfície | Confirma que a peça atende aos requisitos especificados de rugosidade (Ra). |
O rigoroso controle de qualidade de usinagem suíça para pequenas tiragens é inegociável. Envolve um FAI em nível de produção, verificações em processo e documentação completa. Isso garante que cada protótipo atenda às especificações exatas, estabelecendo a base para uma produção bem-sucedida e construindo confiança desde a primeira peça.

Compreender este conceito ajuda a diagnosticar falhas de usinagem e a selecionar o processo correto para componentes esbeltos. ↩
Compreender a tribologia ajuda a otimizar fluidos de corte e a vida útil da ferramenta, o que é fundamental para alcançar alta precisão. ↩
Explore a cinemática da máquina para entender como o movimento coordenado multieixo permite a fabricação complexa em uma única configuração. ↩
Compreender o batimento é crucial para avaliar a precisão rotacional de conjuntos mecânicos de alta precisão. ↩
Compreender esta propriedade ajuda a prever o comportamento do material, garantindo maior precisão em peças complexas. ↩
Compreender esta propriedade ajuda a prever a usinabilidade de um material e sua capacidade de manter tolerâncias apertadas. ↩
Compreender esta métrica ajuda você a especificar acabamentos que são alcançáveis e econômicos para a função da sua peça. ↩
Compreender os datum é fundamental para apreciar como a usinagem em uma única configuração alcança precisão e consistência superiores da peça. ↩
Compreender o engripamento ajuda na seleção de materiais para evitar falhas de componentes durante a usinagem. ↩
Compreender este conceito ajuda a garantir que seu processo de fabricação seja estável e atenda consistentemente aos requisitos de qualidade em escala. ↩
Understand how this non-contact process machines hard metals and complex shapes traditional tools cannot create. ↩
Learn how this symbolic language communicates precise design intent for manufacturing, ensuring your part’s form, fit, and function. ↩
Understanding metrology helps specify inspection needs, ensuring parts meet exact standards without unnecessary delays. ↩
Discover how this concept ensures material integrity and part history in regulated industries. ↩






