

Hai bisogno di un albero da 4 mm tenuto con tolleranza stretta, velocemente? Le officine di tornitura standard rifiutano, offrono tempi di consegna lunghi o consegnano pezzi che si flettono, vibrano e non rispettano le specifiche. Il tuo prototipo slitta di settimane. La tua data di lancio slitta con esso.
La tornitura svizzera risolve l'approvvigionamento di piccole parti di precisione utilizzando una testa mobile e una bussola di guida per supportare parti sottili vicino all'utensile di taglio. Questa configurazione mantiene una tolleranza di ±0,005 mm, esegue prototipi in 2-5 giorni e scala alla produzione sulla stessa macchina senza riqualificazione.

Ho creato questa guida da domande reali che ricevo ogni settimana. Vedrai perché la tornitura svizzera funziona per un pezzo o mille, quali geometrie la richiedono e come progettare pezzi che passano dal prototipo alla produzione senza un singolo problema di tolleranza. Approfondiamo.
Perché le tue piccole parti di precisione sono difficili da reperire e come la tornitura svizzera cambia la situazione
L'approvvigionamento di piccole parti intricate è una sfida comune. Hai bisogno di precisione e velocità, ma i metodi di tornitura tradizionali spesso non sono all'altezza. Questo divario può portare a frustranti ritardi nei progetti e a parti che non soddisfano le specifiche critiche, incidendo sulla tua intera linea di produzione.
Ricordo una startup di robotica che ha affrontato un ritardo di otto settimane. Il tornio convenzionale del loro fornitore non riusciva a mantenere la tolleranza su un sottile albero da 4 mm. Le parti fallivano ripetutamente l'ispezione, bloccando la loro costruzione di prototipi. Questo è un classico esempio di utilizzo dello strumento sbagliato per il lavoro.
Il problema del tornio convenzionale
Su un tornio standard, le parti lunghe e sottili si piegano sotto la pressione dell'utensile, rovinando l'accuratezza. Le caratteristiche complesse richiedono anche più setup, il che aggiunge tempo e introduce potenziali errori con ogni nuova operazione di bloccaggio. Questo rende l'approvvigionamento difficile e inaffidabile per i componenti di precisione.
Il vantaggio della tornitura automatica svizzera
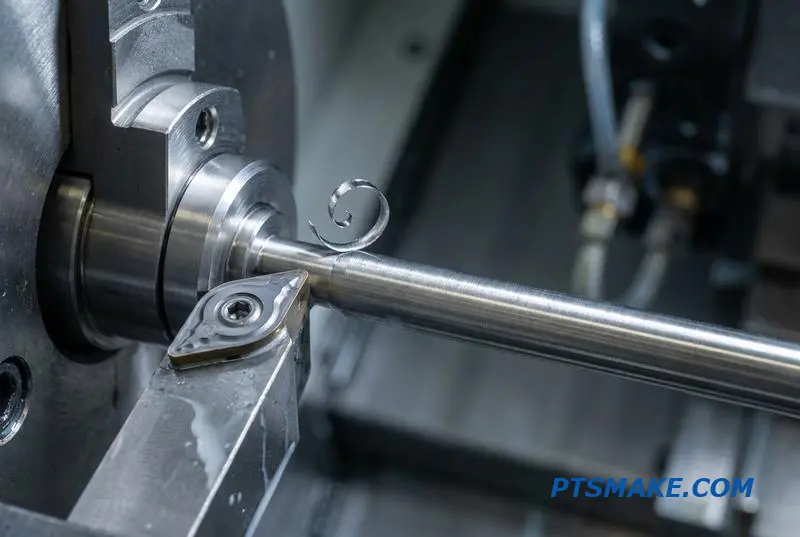
La tornitura automatica svizzera CNC offre una soluzione superiore. Il suo esclusivo design della testa mobile supporta il materiale proprio nel punto di taglio, risolvendo i problemi fondamentali di deflessione e rigidità. Questo metodo è progettato appositamente per le sfide che le macchine convenzionali non possono gestire efficacemente.

La fisica dietro i fallimenti di lavorazione
Il problema principale della tornitura convenzionale per le piccole parti è l'instabilità fisica. Quando la lunghezza di una parte è molte volte il suo diametro, la forza dell'utensile di taglio la fa piegare lontano dall'utensile. Questo fenomeno è noto come Deflessione del pezzo1.
Questa minuscola piegatura, spesso invisibile all'occhio, è sufficiente a rovinare tolleranze strette. Si traduce in conicità, finiture superficiali scadenti e, in definitiva, componenti che non funzionano come previsto. Più la parte è lunga e sottile, più grave diventa questo problema.
Ostacoli economici e logistici
Oltre alla fisica, i metodi convenzionali introducono costi logistici. Ogni volta che una parte complessa viene rimossa e bloccata nuovamente per una nuova operazione, ciò aggiunge tempo di manodopera e aumenta il rischio di errori. Questa inefficienza incide direttamente sul costo unitario e prolunga significativamente i tempi di consegna.
La tabella seguente confronta le principali differenze nell'efficienza del processo tra questi due metodi.
| Caratteristica | Tornitura convenzionale | Tornitura CNC svizzera |
|---|---|---|
| Supporto del pezzo in lavorazione | Al mandrino, lontano dall'utensile | Alla bussola guida, vicino all'utensile |
| Pezzi sottili | Alto rischio di deflessione | Deviazione minima |
| Caratteristiche complesse | Sono necessarie più configurazioni | Spesso completati in una singola impostazione |
| Applicazione ideale | Pezzi più corti e di diametro maggiore | Pezzi lunghi, sottili e complessi |
I servizi di tornitura Swiss eliminano questi problemi. Lavorando vicino alla bussola guida, il processo è stabile, preciso ed altamente efficiente per geometrie complesse, riducendo sia i tassi di scarto che la necessità di più impostazioni macchina. Noi di PTSMAKE sfruttiamo questa tecnologia per fornire risultati coerenti.
L'approvvigionamento di piccoli pezzi è difficile perché i torni convenzionali causano la deflessione del pezzo e richiedono più impostazioni. La tornitura Swiss CNC risolve questo problema supportando il pezzo di lavoro proprio vicino all'utensile, garantendo alta precisione ed efficienza per componenti complessi e sottili, risparmiando tempo e denaro.
Prototipazione su tornio svizzero: più veloce di quanto pensi
Molti ingegneri associano i torni Swiss alla produzione ad alto volume, ma sono sorprendentemente efficaci per la prototipazione rapida. Il vantaggio principale è il completamento di pezzi complessi in una singola impostazione. Questa capacità riduce significativamente i tempi di consegna e semplifica il processo di produzione.
Il vantaggio della configurazione singola
La torretta motorizzata consente operazioni di fresatura, foratura e filettatura sulla stessa macchina. Ciò elimina la necessità di impostazioni secondarie, risparmiando tempo e riducendo il rischio di errori di tolleranza tra le operazioni.
Efficienza in piccoli lotti
I moderni controlli CNC e i sistemi di pinze a cambio rapido hanno drasticamente ridotto i tempi di cambio. Ciò rende economicamente vantaggioso eseguire anche solo pochi pezzi, sfidando la vecchia convinzione che le macchine Swiss siano solo per grandi tirature.
| Caratteristica | Impatto sulla prototipazione |
|---|---|
| Utensili vivi | Elimina le operazioni secondarie |
| Supporto per bussola guida | Maggiore precisione su pezzi sottili |
| Cambio rapido | Riduce i costi per piccole quantità |
| Sottomandrino | Completa il contromandrino in un ciclo |

La percezione che le macchine svizzere siano troppo complesse per la prototipazione è superata. Sebbene la tecnologia sia avanzata, i controlli moderni semplificano la programmazione per lotti di un singolo pezzo o di basso volume. Noi di PTSMAKE sfruttiamo questo per una prototipazione efficiente con CNC svizzero, trasformando i progetti in pezzi più velocemente di quanto molti si aspettino.
Confronto dei tempi di consegna
Per quantità da 1 a 50 pezzi, la differenza è chiara. Un pezzo complesso potrebbe richiedere più impostazioni su macchine convenzionali, prolungando la tempistica. Con la tornitura CNC svizzera, spesso completiamo questi pezzi in un'unica operazione continua. Questo processo riduce la manipolazione e il potenziale di errore.
| Quantità | Tornitura convenzionale | Tornitura svizzera |
|---|---|---|
| 1-10 pezzi | 5-10 giorni | 3-7 giorni |
| 11-50 pezzi | 10-15 giorni | 7-12 giorni |
Un caso reale
Recentemente abbiamo lavorato con un cliente nel settore dei dispositivi medici su un nuovo connettore. Utilizzando il nostro tornio svizzero, abbiamo prodotto tre iterazioni di progettazione in soli dieci giorni. Questa velocità ha permesso al loro team di ingegneri di testare e convalidare il loro progetto molto più velocemente di quanto avessero previsto. Il controllo preciso sulla geometria del pezzo comporta anche la comprensione di fattori come tribologia2 all'interfaccia utensile-pezzo.
La tornitura automatica offre una soluzione rapida, precisa e sorprendentemente conveniente per la prototipazione. La sua capacità di produrre parti complesse in una singola impostazione la rende ideale per iterazioni rapide, sfidando la visione obsoleta che sia solo per la produzione di massa.
Cosa rende diversa la tornitura svizzera per le piccole serie
Molti credono che la tornitura automatica sia solo per produzioni massicce. Tuttavia, il suo design unico la rende altamente efficiente anche per progetti a basso volume. La chiave è la sua capacità di lavorare parti con estrema precisione e complessità in una singola impostazione.
Il Vantaggio della Stabilità
I torni automatici alimentano il materiale attraverso una bussola di guida, supportando il materiale proprio accanto all'utensile di taglio. Questo design minimizza la deflessione del pezzo, che è fondamentale per parti lunghe e sottili che richiedono tolleranze strette. È una differenza fondamentale rispetto alla tornitura convenzionale.
Efficienza in una Singola Impostazione
Queste macchine spesso dispongono di utensili motorizzati e contromandrini. Ciò consente operazioni di fresatura, foratura e maschiatura che avvengono parallelamente alla tornitura. Rifinire una parte complessa in un'unica soluzione fa risparmiare tempo significativo e riduce gli errori di manipolazione.
| Caratteristica | Tornitura CNC svizzera | Tornitura CNC convenzionale |
|---|---|---|
| Supporto del pezzo in lavorazione | La boccola di guida sostiene il materiale vicino all'utensile | Il mandrino trattiene un'estremità del materiale |
| Il migliore per | Pezzi lunghi, sottili e complessi | Pezzi più corti e di diametro maggiore |
| Operazioni secondarie | Spesso eliminato tramite utensili motorizzati | Frequentemente richiesto per caratteristiche complesse |
| Precisione | Tolleranze estremamente elevate e strette | Buono, ma limitato su parti sottili |
Questo approccio integrato rende la tornitura automatica CNC un forte contendente anche per lotti più piccoli dove la precisione è fondamentale.
L'argomento contro le macchine automatiche per la tornitura CNC a basso volume si concentra spesso sul tempo di impostazione. Sebbene le impostazioni possano essere più complesse, questa visione trascura fattori cruciali di risparmio sui costi che spostano significativamente l'equilibrio economico, specialmente per lotti tra 50 e 1.000 pezzi.
Superare la Deflessione del Materiale
La bussola di guida è la caratteristica distintiva. Supportando il materiale grezzo a pochi millimetri dall'utensile di taglio, elimina praticamente la deflessione. Ciò ci consente di mantenere tolleranze su componenti lunghi e sottili che sarebbero impossibili su un tornio convenzionale senza impostazioni multiple e maschere personalizzate.
Eliminazione delle operazioni secondarie
Le macchine svizzere moderne sono dotate di capacità multi-asse e utensili motorizzati. Ciò significa che possiamo eseguire fresatura, foratura trasversale e maschiatura sul pezzo prima ancora che venga tagliato. Presso PTSMAKE, produciamo pezzi che escono dalla macchina completamente finiti, bypassando la necessità di una fase di fresatura separata. Questa multifunzionalità cinematica3 è un enorme risparmio sui costi.
Analisi dei risparmi sui costi
Analizziamo come questi vantaggi tecnici si traducano in benefici economici su una ipotetica produzione di 500 pezzi. Il costo iniziale di impostazione potrebbe essere più elevato, ma il costo totale per pezzo diminuisce.
| Fattore di costo | Tornio convenzionale + Fresatrice | Tornitura CNC svizzera |
|---|---|---|
| Costo di installazione | Inferiore (per macchina) | Superiore (macchina singola) |
| Tasso di scarto | ~5-10% | ~1-2% |
| Costo delle operazioni secondarie | Tempo di manodopera e macchina aggiuntivo | $0 |
| Costo totale per parte | Più alto | Più basso |
Come mostra la tabella, i risparmi derivanti dalla riduzione degli scarti e dall'eliminazione completa dei costi delle operazioni secondarie compensano ampiamente il tempo di impostazione iniziale più lungo, rendendo la tornitura svizzera una scelta più intelligente.
La precisione e le capacità di impostazione singola della tornitura svizzera la rendono sorprendentemente conveniente anche per produzioni a basso volume. Eliminando le operazioni secondarie e riducendo gli scarti, offre un costo totale per pezzo inferiore per componenti complessi, sfatando il mito che sia adatta solo alla produzione ad alto volume.
Cinque geometrie di pezzi che richiedono la tornitura svizzera in fase di prototipazione
Durante la prototipazione di pezzi complessi, alcune geometrie spingono la tornitura CNC convenzionale oltre i suoi limiti. Per questi progetti specifici, la tornitura CNC svizzera non è solo un'opzione migliore; è spesso l'unica via percorribile per il successo. La sfida principale dei metodi tradizionali è la rigidità del pezzo, specialmente per pezzi lunghi o delicati.
Il difetto intrinseco della tornitura convenzionale
In un tornio standard, il pezzo viene tenuto a una o entrambe le estremità e ruota. L'utensile si muove lungo la sua lunghezza. Per pezzi lunghi e sottili, la forza di taglio fa piegare o vibrare la parte centrale del pezzo. Questa deflessione porta a imprecisioni dimensionali e finiture superficiali scadenti.
Perché la tornitura svizzera eccelle
La tornitura svizzera risolve questo problema spostando il pezzo stesso attraverso una bussola di guida. L'utensile da taglio aggancia il materiale proprio nel punto di supporto, eliminando la deflessione. Questo metodo è ideale per produrre pezzi intricati, sottili e ad alta precisione. Prototipi torniti Swiss.
| Caratteristica | Tornitura convenzionale | Tornitura CNC svizzera |
|---|---|---|
| Supporto del pezzo in lavorazione | Bloccato alle estremità | Bussola di guida vicino all'utensile |
| Limite del rapporto L/D | Tipicamente < 5:1 | Può superare 20:1 |
| Rischio di deviazione | Alto | Minimo |
| Ideale per | Pezzi più corti e rigidi | Componenti lunghi e sottili |

Alcune geometrie sono semplicemente irrealizzabili per la prototipazione senza le capacità uniche di un tornio tipo Swiss. Il supporto fornito dalla bussola di guida è il punto di svolta, trasformando pezzi impossibili da lavorare in realtà produttive. Ecco cinque geometrie in cui vedo costantemente questo principio in azione.
1. Alberi lunghi e sottili
Qualsiasi pezzo con un rapporto lunghezza-diametro superiore a 5:1 è un candidato ideale. La tornitura convenzionale causa gravi vibrazioni dell'utensile e deflessioni. Un cliente di dispositivi medici necessitava di una sonda di diametro 1,5 mm, lunga 40 mm. Su un tornio standard, era impossibile mantenere la tolleranza. Con la tornitura Swiss, abbiamo mantenuto facilmente ±0,005 mm.
2. Componenti tubolari a parete sottile
La lavorazione di tubi a parete sottile è impegnativa perché si deformano sotto pressione. La bussola di guida su una macchina Swiss fornisce un supporto a 360 gradi, prevenendo il collasso. Questo è fondamentale per pezzi come manicotti idraulici o alloggiamenti di sensori, dove l'integrità della parete è fondamentale. Elimina la concentricità e esaurimento4 problemi riscontrati con configurazioni multi-operazione.
3. Pezzi con caratteristiche eccentriche
I componenti che necessitano di fori decentrati o spianature fresate spesso richiedono più setup su fresatrice e tornio, introducendo errori. Le macchine Swiss con utensili motorizzati e asse C possono forare, fresare e tornire queste caratteristiche in una singola operazione, garantendo un allineamento perfetto e risparmiando un tempo di setup significativo.
| Sfida di Geometria | Modalità di Guasto Convenzionale | Soluzione di Tornitura Svizzera |
|---|---|---|
| Alberi Lunghi/Sottili | Deflessione, Vibrazioni | Supporto per bussola guida |
| Tubi a Parete Sottile | Deformazione, Collasso | Supporto Continuo del Pezzo |
| Caratteristiche Eccentriche | Tolleranze Cumulate | Lavorazione in una Sola Messa in Stazione |
Per queste geometrie impegnative, la tornitura svizzera è la scelta definitiva per la prototipazione. Mitiga guasti comuni come la deflessione e il disallineamento supportando il pezzo di lavoro proprio nel punto di taglio, garantendo che il prototipo rifletta accuratamente l'intento e la funzionalità del progetto finale.
Selezione dei materiali per prototipi e piccole serie di tornitura svizzera
La scelta del materiale giusto per la tornitura svizzera è cruciale, specialmente per prototipi e piccole serie. La decisione influisce direttamente sulla velocità di lavorazione, sulla finitura superficiale e sulle prestazioni finali del pezzo. È un equilibrio tra le proprietà di un materiale e i requisiti specifici del progetto.
Fattori Chiave nella Prototipazione
Per i prototipi, la velocità e la lavorabilità hanno spesso la priorità. L'alluminio 6061 è una scelta popolare perché consente tempi ciclo molto rapidi e produce un'eccellente finitura superficiale con il minimo sforzo. Questo ci aiuta a consegnarti rapidamente parti funzionali per i test.
Compromessi Comuni sui Materiali
Quando è necessaria la durabilità, spesso ci rivolgiamo all'acciaio inossidabile. Tuttavia, il compromesso è rappresentato da tempi ciclo più lunghi e da un maggiore usura degli utensili rispetto ai metalli più morbidi. Ecco un rapido confronto basato sui nostri test di lavorazione interni.
| Materiale | Velocità di lavorazione | Resistenza alla corrosione | Costo relativo |
|---|---|---|---|
| Alluminio 6061 | Molto veloce | Buono | Basso |
| Acciaio inox 303 | Moderato | Eccellente | Medio |

Quando si selezionano i materiali per la tornitura Swiss, dobbiamo guardare oltre le opzioni più comuni. Ogni materiale presenta sfide e vantaggi unici che influenzano sia il processo di produzione sia l'idoneità del componente finale per la sua applicazione prevista.
Ampliare la gamma di materiali
Metalli per esigenze specifiche
L'ottone C360 è probabilmente il metallo più facile da lavorare, il che lo rende ideale per componenti come connettori elettrici dove la produzione ad alta velocità è fondamentale. Per applicazioni ad alta resistenza e leggerezza, il titanio Grado 5 è insuperabile, sebbene richieda avanzamenti più lenti e utensili specializzati.
Lavorazione di plastiche avanzate
Plastiche come PEEK e Delrin sono ottime per componenti torniti Swiss, ma richiedono diverse strategie di gestione dei trucioli. A differenza dei metalli, i loro trucioli possono diventare filamentosi e avvolgersi attorno agli utensili, quindi regoliamo i parametri per garantire tagli puliti. Questi materiali richiedono anche un'attenta manipolazione per evitare Anisotropia5 di influenzare la stabilità dimensionale.
Approvvigionamento materiali e tempi di consegna
Per piccole serie, la disponibilità del materiale è una preoccupazione pratica. Le dimensioni standard di alluminio o ottone sono prontamente disponibili, riducendo al minimo i tempi di consegna. Al contrario, piccole quantità di titanio speciale o PEEK potrebbero dover essere ordinate su misura, aggiungendo tempo al programma del progetto.
| Applicazione | Materiale consigliato | Vantaggi principali |
|---|---|---|
| Aerospaziale | Titanio grado 5 | Elevato rapporto resistenza/peso |
| Medico | Acciaio inossidabile 304, PEEK | Biocompatibilità, resistenza alla corrosione |
| Automotive | Alluminio 6061 | Leggero, eccellente lavorabilità |
| Robotica | Delrin, Alluminio 6061 | Basso attrito, integrità strutturale |
La giusta selezione del materiale per prototipi di tornitura Swiss bilancia la lavorabilità, i requisiti di prestazione e i tempi di consegna. Questa scelta è fondamentale per ottenere componenti di alta qualità e convenienti che soddisfino le specifiche del progetto fin dalla prima lavorazione.
Aspettative di tolleranza per pezzi prototipo torniti con tornio svizzero
Gli ingegneri mi chiedono spesso quale tolleranza possono realisticamente aspettarsi su un primo prototipo. Con la tornitura CNC Swiss, la risposta è spesso migliore di quanto pensino. Il design della macchina ci consente di raggiungere una precisione di livello produttivo fin dall'inizio.
Tolleranze standard per prototipi
Per la maggior parte delle geometrie, una tolleranza standard di ±0,01 mm (0,0004 pollici) è facilmente ottenibile. Per parti più lunghe di 100 mm, questa potrebbe aumentare leggermente a ±0,02-0,05 mm a causa di fattori legati al materiale. Tuttavia, queste sono cifre conservative per una prima esecuzione.
Ottenere una maggiore precisione
Quando un progetto lo richiede, possiamo ottimizzare il processo per mantenere ±0,005 mm (0,0002 pollici) sui diametri critici. Ciò richiede un'attenta selezione dei materiali e un controllo del processo.
| Tipo di caratteristica | Tolleranza standard per prototipi | Tolleranza di alta precisione |
|---|---|---|
| Diametri | ±0,01 mm (0,0004 pollici) | ±0,005 mm (0,0002 pollici) |
| Lunghezze (>100 mm) | ±0,02 mm – ±0,05 mm | ±0,01 mm (dipendente dal processo) |
| Concentricità | 0,01 mm (0,0004 pollici) | 0,005 mm (0,0002 pollici) |

Il motivo principale per cui le tolleranze dei prototipi possono eguagliare le specifiche di produzione è il design fondamentale di un tornio svizzero. Il materiale è supportato da una bussola di guida proprio accanto all'utensile di taglio. Questa configurazione elimina virtualmente la deflessione e le vibrazioni, che sono le principali fonti di imprecisione nella tornitura convenzionale.
Fattori che influenzano i risultati nel mondo reale
Anche con attrezzature avanzate, diversi fattori influenzano la tolleranza finale della tornitura svizzera. La comprensione di questi aiuta a stabilire aspettative realistiche e a migliorare la progettazione per la producibilità. La stabilità del materiale è fondamentale; le tensioni interne nel materiale grezzo possono causare una leggera deformazione dei pezzi dopo la lavorazione.
Considerazioni su materiali e utensili
L'usura degli utensili, anche durante una breve esecuzione di prototipi, può causare una leggera deriva dimensionale. Mitighiamo questo utilizzando utensili premium rivestiti. Il materiale Duttilità6 gioca anche un ruolo. I materiali più morbidi possono essere più difficili da lavorare per ottenere una finitura fine e tolleranze strette.
| Fattore | Impatto sulla tolleranza | La nostra strategia di mitigazione a PTSMAKE |
|---|---|---|
| Stabilità del materiale | Le tensioni interne possono causare deformazioni dopo la lavorazione. | Raccomandiamo e reperiamo materiali trattati per lo scarico delle tensioni. |
| Usura degli utensili | Le dimensioni possono variare man mano che il tagliente si smussa. | Utilizziamo utensili rivestiti di alta qualità e monitoriamo l'usura. |
| Espansione termica | Le variazioni di temperatura nell'officina influenzano le dimensioni della macchina e del pezzo. | La nostra struttura è climatizzata per garantire stabilità. |
I prototipi di tornitura svizzera possono soddisfare le tolleranze di produzione perché il processo è intrinsecamente stabile. L'assenza di ri-fissaggio e il supporto della bussola di guida garantiscono la coerenza dal primo all'ultimo pezzo, rendendolo ideale per la convalida di progetti con precisione.
Capacità di finitura superficiale nelle piccole serie di tornitura svizzera
Nella produzione di piccole serie, ottenere una finitura superficiale superiore è fondamentale. La tornitura svizzera eccelle intrinsecamente in questo, in gran parte grazie al suo sistema di bussole di guida che supporta il pezzo di lavoro proprio in corrispondenza dell'utensile di taglio. Ciò riduce al minimo le vibrazioni e la deflessione, portando a una finitura costantemente più liscia.
Finiture operative standard
Per la maggior parte dei prototipi e dei pezzi a basso volume, una finitura standard è sufficiente. Con un'adeguata gestione degli utensili e del refrigerante, otteniamo costantemente risultati eccellenti entro un intervallo operativo tipico. Questa base soddisfa i requisiti per un'ampia varietà di applicazioni.
Finiture ad alta precisione
Quando un progetto richiede una superficie ancora più fine, la tornitura automatica svizzera può fornire. Utensili specializzati, come inserti a spazzola, o processi secondari come la lucidatura possono produrre superfici eccezionalmente lisce. Di seguito è riportata una ripartizione di ciò che ci si può aspettare.
| Livello di finitura | Valore Ra (μm) | Metodo | Applicazione comune |
|---|---|---|---|
| Standard | 0.4 - 0.8 | Utensili standard e refrigerante | Componenti meccanici generali, parti non estetiche |
| Fine | 0.2 - 0.4 | Utensili e velocità ottimizzati | Superfici di tenuta, parti estetiche visibili, accoppiamenti di cuscinetti |
| A specchio | < 0.2 | Inserti a spazzola / Processo secondario | Componenti di dispositivi ottici o medici ad alte prestazioni |
Le macchine svizzere offrono un vantaggio distintivo per la qualità della superficie. Il supporto della bussola di guida proprio accanto all'utensile è la chiave. Questa configurazione smorza significativamente le vibrazioni, che sono una causa principale di finiture scadenti nella tornitura convenzionale, specialmente su pezzi lunghi e sottili.
Gestire le sfide delle piccole serie
Le piccole serie presentano spesso problemi unici. I segni di ingresso dell'utensile possono apparire quando la fresa entra per la prima volta nel materiale. Su pezzi con caratteristiche come scanalature o fori trasversali, i tagli interrotti possono causare vibrazioni. La rigidità e il controllo preciso di una macchina svizzera aiutano a gestire efficacemente questi problemi.
Specificare le finiture sui disegni
Un problema comune che vedo è la sovra-specifica della Ruvidità della superficie7. Richiedere una finitura a specchio dove una standard sarà sufficiente aumenta i costi e i tempi di consegna senza aggiungere valore funzionale. Per i prototipi, è meglio specificare la finitura solo sulle superfici critiche.
Questa tabella fornisce una guida semplice per la specifica delle finiture sui disegni di prototipi.
| Requisiti | Specifica raccomandata | Motivazione |
|---|---|---|
| Superficie non critica | Lasciare non specificato o annotare "Come lavorato" | Evita costi non necessari per aree non funzionali. |
| Superficie di accoppiamento o di tenuta | Specificare Ra richiesto, ad es. "Ra 0.8" | Garantisce il corretto funzionamento senza sovra-lavorazione. |
| Area ad alta usura | Specificare Ra e possibilmente un processo secondario | Garantisce la durata dove conta di più. |
| Aspetto estetico | Specificare Ra, ad es. "Ra 0.4 su tutte le superfici visibili" | Comunica chiaramente i requisiti estetici. |
La tornitura automatica offre finiture superficiali eccezionali per piccoli lotti grazie alla sua intrinseca stabilità. Una specifica corretta è fondamentale per bilanciare qualità e costi. Definire chiaramente i requisiti sulle superfici critiche garantisce prestazioni funzionali senza spese inutili, un fattore chiave nella prototipazione e nella produzione a basso volume.
Una configurazione, un pezzo: come l'integrazione della fresatura svizzera semplifica la prototipazione
Il vantaggio principale della tornitura CNC automatica per i prototipi è la sua attrezzatura viva integrata. Questa funzione trasforma un tornio in un centro di lavoro multifunzionale, gestendo parti complesse in una singola operazione. Questa capacità è cruciale per la prototipazione rapida e accurata.
Semplificazione di Geometrie Complesse
Le macchine svizzere con utensili motorizzati possono eseguire tornitura, fresatura, foratura e maschiatura senza rimuovere il pezzo. Questo elimina molteplici setup, risparmiando tempo significativo e riducendo il rischio di errori tra le operazioni.
Dal prototipo alla produzione
Questo approccio a setup singolo garantisce che il processo utilizzato per il prototipo sia esattamente lo stesso utilizzato per la produzione. Questa transizione fluida è un grande vantaggio per lo scaling up.
| Caratteristica | Lavorazioni Convenzionali | Integrazione di Fresatura Svizzera |
|---|---|---|
| Setup per parti complesse | 3-5 Setup | 1 Setup |
| Tempi di consegna | Settimane | Giorni |
| Coerenza delle Tolleranze | Più basso | Più alto |
| Costo del lavoro | Alto | Basso |

La vera potenza delle macchine svizzere risiede nelle loro capacità multi-asse. Un setup di base a 3 assi con utensili motorizzati può forare o fresare superfici piane sulla faccia o sul diametro di un pezzo. Tuttavia, una macchina svizzera a 5 assi aggiunge un ulteriore livello di complessità ed efficienza.
Utensili Motorizzati a 3 Assi vs. 5 Assi
Con la capacità a 5 assi, la macchina può creare caratteristiche angolate e contorni complessi senza un setup secondario. Immagina un componente di un dispositivo medico con fori fuori asse e scanalature angolate. Su macchine convenzionali, ciò potrebbe richiedere quattro setup distinti, aumentando sia il tempo che i costi.
Presso PTSMAKE, gestiamo questi pezzi in un'unica lavorazione. Questo consolidamento riguarda più della semplice velocità. Ogni volta che un pezzo viene spostato e bloccato nuovamente, si rischia di perdere la precisione del tuo Dato8. Mantenendo il pezzo in una sola macchina, eliminiamo l'accumulo di tolleranze da più maschere.
Questo processo influisce direttamente sul tuo ciclo di sviluppo. Invece di aspettare settimane per un prototipo che è passato attraverso più fornitori per operazioni secondarie, ottieni un pezzo finito più velocemente. Pezzi più veloci significano test più veloci, iterazioni di progettazione più veloci e un percorso più rapido verso il mercato. Questa è l'essenza della fresatura svizzera efficiente.
La fresatura svizzera integrata semplifica la prototipazione consolidando molteplici processi di lavorazione in un unico setup. Questo metodo minimizza gli errori di tolleranza, elimina la necessità di fornitori secondari e accelera significativamente i cicli di iterazione, fornendo un percorso diretto dal prototipo alla produzione con maggiore precisione.
Quando non utilizzare la tornitura svizzera per prototipi
La tornitura CNC svizzera è eccellente per pezzi complessi e sottili. Tuttavia, per la prototipazione, non è sempre la scelta migliore. Conoscere i suoi limiti fa risparmiare tempo e denaro. Consiglio sempre ai clienti di considerare le esigenze specifiche del loro prototipo prima di impegnarsi in un processo.
Pezzi di grande diametro
La forza principale della tornitura svizzera risiede nel suo sistema di bussola di guida, che supporta pezzi sottili. Questo sistema è tipicamente limitato a diametri di barra più piccoli, spesso inferiori a 32 mm. Per prototipi più grandi, un tornio CNC convenzionale è molto più efficiente ed economico.
Geometrie semplici
Se il tuo prototipo è un albero semplice o presenta caratteristiche di base, la complessità di impostazione di una macchina svizzera è eccessiva. Un tornio convenzionale può produrre questi pezzi più velocemente e a un costo inferiore, rendendolo una scelta migliore per progetti semplici.
| Complessità delle caratteristiche | Processo consigliato | Motivo |
|---|---|---|
| Alto (sottile, intricato) | Tornitura CNC svizzera | Supporto superiore, alta precisione |
| Basso (alberi semplici, tagli di base) | Tornio CNC convenzionale | Impostazione più veloce, costo inferiore |
| Grande diametro (>32 mm) | Tornio CNC convenzionale | Limitazioni della capacità della macchina |
Comprendere i limiti della tornitura svizzera è fondamentale per una prototipazione efficiente. Si tratta di selezionare lo strumento giusto per il lavoro. Spingere una macchina oltre il suo uso previsto porta a compromessi in termini di qualità, costo e tempi di consegna, il che è particolarmente critico durante la fase di prototipazione frenetica.
Considerazioni su materiali e quantità
Alcuni materiali non sono ideali per la tornitura svizzera. Materiali abrasivi o induriti possono causare un'usura eccessiva della bussola di guida, portando a una perdita di precisione. Questo può essere un problema significativo per materiali come acciai induriti o ceramiche, dove i costi degli utensili e i tempi di fermo si accumulano rapidamente. Un altro fattore chiave è il tempo di impostazione.
Per quantità molto piccole, da uno a tre pezzi, l'ampia impostazione di una macchina svizzera può costituire una parte considerevole del costo totale. In questi scenari, il costo per pezzo diventa proibitivo. Abbiamo riscontrato che il tempo di impostazione spesso supera il tempo di lavorazione per tali piccole serie di prototipi.
Approcci ibridi alla prototipazione
Per i test iniziali di forma e adattamento, considera un approccio ibrido. La stampa 3D di una versione polimerica può essere incredibilmente veloce ed economica. Se alcune caratteristiche richiedono tolleranze strette, è possibile eseguire un'operazione di tornitura secondaria sulla parte stampata in 3D. Questo metodo fornisce un prototipo funzionale senza gli alti costi della lavorazione CNC completa. Vengono inoltre evitati del tutto problemi di materiale come Galleggiante9 are also avoided entirely.
| Limitazione | Soluzione alternativa | Perché è migliore per i prototipi |
|---|---|---|
| Materiali abrasivi | Tornitura convenzionale (senza bussola di guida) | Evita usura eccessiva degli utensili e costi |
| Quantità molto piccola (1-3) | Tornitura convenzionale o stampa 3D | Minore tempo di impostazione e costo per pezzo |
| Caratteristiche frontali complesse | Fresatura a 5 assi | Più efficiente per caratteristiche non tornite |
La tornitura Swiss è precisa ma non è una soluzione universale per i prototipi. Riconoscere i limiti della tornitura Swiss relativi a dimensioni, geometria, materiale e quantità del pezzo aiuta a selezionare un processo più efficiente. Ciò garantisce che il tuo progetto rimanga nei tempi e nel budget previsti, che è la nostra priorità presso PTSMAKE.
Dal prototipo alla produzione: transizione fluida sulla stessa piattaforma macchina
Una delle sfide più significative nello sviluppo hardware è il divario tra prototipazione e produzione. Fornitori o macchine diversi spesso portano a grossi mal di testa. Si rischia riqualificazioni, discussioni sulle tolleranze e costose riprogettazioni di attrezzature quando si cambiano ambienti di produzione. Questo è un collo di bottiglia comune.
Il vantaggio della continuità
L'utilizzo della stessa piattaforma di macchine Swiss per entrambe le fasi risolve questo problema. Crea un ponte senza soluzione di continuità, garantendo che ciò che approvi nel prototipo sia esattamente ciò che ottieni in produzione. Questo approccio semplifica notevolmente l'intero processo di scalabilità.
Eliminare gli ostacoli alla produzione
Questo metodo elimina molte variabili che causano ritardi. La coerenza nella programmazione, negli strumenti e nei controlli di qualità fin dall'inizio garantisce una transizione agevole. Questo è fondamentale per tempistiche di progetto efficienti.

La vera prototipazione alla produzione Swiss turning significa un flusso unico e senza interruzioni. Questa strategia si basa sul mantenimento della coerenza nelle aree operative chiave. Quando lo stesso team e la stessa tecnologia gestiscono un pezzo dall'inizio alla fine, la transizione diventa una semplice questione di scalare la quantità, non di riprogettare il processo.
Studio di caso: Componente di giunto robotico
Recentemente abbiamo lavorato su un complesso componente di giunto robotico. I prototipi iniziali sono stati lavorati sul nostro tornio Swiss Citizen L20. Dopo che il cliente ha approvato il progetto, abbiamo scalato la produzione a 500 unità al mese sulla stessa identica macchina, utilizzando la stessa configurazione.
Il vantaggio di una singola piattaforma
| Aspetto | Fase di prototipazione | Fase di produzione | Benefici |
|---|---|---|---|
| Programmatore | John Doe | John Doe | Nessuna curva di apprendimento |
| CAM Post | L20 personalizzato | L20 personalizzato | G-code identico |
| Utensili | Standardizzato | Standardizzato | Nessun costo di nuova configurazione |
| Qualità | Protocollo CMM | Protocollo CMM | Metrologia coerente |
Questa continuità è dove risiede il vero valore. La Capacità di processo10 stabilita durante la prototipazione si traduce direttamente nella produzione. Non ci sono state modifiche al processo, nessuna rinegoziazione delle tolleranze e nessuna sorpresa per il cliente. Il pezzo che è stato approvato è stato il pezzo che è stato consegnato in volume.
L'utilizzo della stessa piattaforma di macchine dal prototipo alla produzione elimina rilavorazioni e incertezze. Questo approccio garantisce coerenza nella programmazione, negli utensili e nel controllo qualità, risparmiando tempo e costi significativi e garantendo che i pezzi finali soddisfino le specifiche esatte approvate durante la fase iniziale.
Progettare per la tornitura svizzera: consigli DFM per ingegneri di prototipazione
Quando si progettano prototipi per la tornitura Swiss CNC, alcune scelte intelligenti possono ridurre significativamente i costi e accelerare la consegna. Concentrarsi sulla producibilità fin dall'inizio è fondamentale. Semplici aggiustamenti al tuo progetto garantiscono che possiamo utilizzare utensili standard e ridurre al minimo gli sprechi di materiale, il che è fondamentale per le serie di prototipi.
Considerazioni chiave sul DFM
Pensare a come il pezzo viene tenuto e lavorato è essenziale. Questo spesso si riduce alla dimensione del materiale grezzo e all'accessibilità delle caratteristiche. Una piccola modifica al diametro può fare una grande differenza.
| Considerazione | Impatto sulla prototipazione |
|---|---|
| Diametro del materiale grezzo | Riduce gli sprechi di materiale e il tempo ciclo |
| Sottotagli | Evita la necessità di costosi utensili sagomati personalizzati |
| Dimensioni pinze | Utilizza sistemi di bloccaggio standard per un setup più rapido |
| Caratteristiche interne | Previene costose operazioni secondarie |
Questi fattori sono fondamentali nella progettazione efficiente per la tornitura Swiss. Ottenerli correttamente fin dall'inizio previene ritardi e riprogettazioni successive.

Una corretta progettazione per la tornitura Swiss va oltre la semplice geometria di base. Implica una comprensione più approfondita delle capacità e dei limiti della macchina. Ottimizzare il tuo pezzo per il processo rende la transizione dal prototipo alla produzione molto più agevole.
Dimensioni della barra e del mandrino
Progetta sempre il diametro esterno maggiore della tua parte in modo che sia leggermente inferiore a una dimensione standard della barra. Ciò riduce al minimo il materiale che dobbiamo scartare, risparmiando tempo e denaro. L'abbinamento di dimensioni standard dei mandrini evita anche la necessità di lavorazioni personalizzate durante la prototipazione.
Caratteristiche interne vs. Operazioni secondarie
Molte macchine Swiss moderne dispongono di utensili motorizzati, che consentono la fresatura, la foratura e la maschiatura di caratteristiche fuori centro. Progettare caratteristiche interne che possono essere lavorate in questo modo è molto più efficiente che fare affidamento su un processo secondario come Elettroerosione a tuffo11, che aggiunge tempo e costi significativi.
Checklist DFM per la tornitura Swiss
Ecco una rapida checklist che consiglio agli ingegneri di utilizzare prima di finalizzare i disegni dei loro prototipi. Seguire queste linee guida ci aiuta a PTSMAKE consegnare le tue parti più velocemente.
| Lista di controllo Voce | Sì / No | Note |
|---|---|---|
| L'OD massimo è appena inferiore a una dimensione standard della barra? | Controlla le dimensioni di magazzino dei fornitori di materiali. | |
| Tutti i sottosquadri sono necessari? | Possono essere sostituiti con un semplice raccordo? | |
| Le filettature interne possono essere create con un maschio? | Evita caratteristiche che richiedono filettatura a punto singolo. | |
| Lo spessore della parete è maggiore di 0,5 mm? | Pareti più sottili rischiano deformazioni. |
Ottimizzando il tuo design per la tornitura svizzera, puoi ottenere tempi di consegna più rapidi e costi inferiori per i tuoi prototipi. Queste piccole considerazioni su materiale, utensili e design delle caratteristiche si traducono in risparmi significativi e un processo di produzione più efficiente per parti di precisione.
Fattori di costo per prototipi e piccole serie di tornitura svizzera
Comprendere il Vero Costo
Molti progettisti di prodotti presumono che la tornitura CNC svizzera sia troppo costosa per prototipi o piccole serie. Sebbene i costi di impostazione siano un fattore, questa visione spesso trascura il costo totale di produzione. Il vero valore emerge quando si considera il quadro generale.
Componenti chiave dei costi
Il prezzo finale di una parte tornita con processo svizzero è influenzato principalmente da tre aree. Queste sono il tempo di impostazione, il tempo di ciclo di lavorazione e i costi delle materie prime. Ogni elemento contribuisce in modo diverso a seconda della complessità e della quantità dell'ordine.
Perché è Spesso Più Economico
Per parti complesse, la tornitura svizzera elimina la necessità di operazioni secondarie come fresatura o rettifica. Questo consolidamento riduce la movimentazione, la logistica e il potenziale di errore, rendendola spesso più conveniente rispetto all'utilizzo di più fornitori per un processo convenzionale.

Tempo di Impostazione vs. Tempo di Ciclo
I costi di impostazione sono fissi. Ciò include la programmazione della macchina e la preparazione degli utensili. Per un singolo prototipo, questo costo è significativo. Per piccole serie, viene ripartito su più parti, abbassando il prezzo per pezzo. Questo è un aspetto chiave della struttura dei costi della tornitura svizzera.
Il Fattore Materiale
Anche i costi dei materiali giocano un ruolo, specialmente con i requisiti minimi di acquisto di barre per leghe specializzate. Tuttavia, l'efficienza della tornitura CNC svizzera minimizza gli scarti, il che può compensare alcuni di questi costi iniziali rispetto a processi con maggiore spreco di materiale.
Un Confronto Pratico dei Costi
Considera un componente medico complesso. Ecco uno scenario tipico che vediamo presso PTSMAKE per una serie di 50 pezzi. Il vantaggio del setup singolo della tornitura CNC svizzera è chiaro, riducendo sia i tempi di consegna che il numero di fornitori da gestire.
| Caratteristica | Tornitura Convenzionale + Fresatura | Tornitura Svizzera (Setup Singolo) |
|---|---|---|
| Numero di fornitori | 2-3 (Tornitura, Fresatura, Finitura) | 1 (PTSMAKE) |
| Tempo totale di esecuzione | ~2 Settimane | ~3 Giorni |
| Impatto sui costi | Maggiore a causa di più setup e logistica | Inferiore nel complesso grazie all'efficienza |
| Rischio di qualità | Aumentato con la manipolazione dei pezzi | Minimizzato con un singolo bloccaggio |
Suggerimenti per la riduzione dei costi
Per ridurre i costi di prototipazione, consolida diverse parti che utilizzano lo stesso materiale e diametro in un unico ordine. Inoltre, la progettazione tenendo conto degli utensili standard evita spese per utensili personalizzati. Infine, la fornitura di modelli 3D chiari con precisione Dimensionamento e tolleranza geometrica12 riduce i tempi di programmazione e l'ambiguità.
In breve, il costo della tornitura automatica dipende dal setup, dal tempo ciclo e dai materiali. Per prototipi complessi, spesso si rivela più economico dei processi convenzionali multi-operazione riducendo i tempi di consegna, la gestione dei fornitori e il potenziale di errore, offrendo un costo totale inferiore.
Aspettative sui tempi di consegna per ordini di prototipi di tornitura automatica svizzera
Quando si pianifica una produzione di prototipi, comprendere i tempi di consegna della tornitura automatica è fondamentale. Non è un numero singolo ma un intervallo influenzato dalla complessità del pezzo. Un componente semplice, solo tornito, potrebbe essere pronto in pochi giorni, mentre un pezzo più intricato richiede più tempo.
Tempi di consegna di base
Per un rapido riferimento, spesso suddivido le stime iniziali in base alla geometria. Questo aiuta a stabilire un punto di partenza realistico per le tempistiche del progetto. Ricorda, queste sono stime prima di considerare materiali o finiture speciali, di cui parleremo più avanti.
| Parte Complessa | Tempi di consegna stimati | Caratteristiche principali |
|---|---|---|
| Semplice | 2-3 giorni | Tornitura di base, caratteristiche a singolo asse. |
| Moderato | 3-5 Giorni | Include fresatura in rotazione, foratura trasversale. |
| Complesso | 5-8 Giorni | Lavorazioni multi-asse, tolleranze strette. |
Perché la Complessità Conta
Un pezzo con semplici diametri torniti è diretto. Tuttavia, l'aggiunta di caratteristiche come fori decentrati o spianature fresate richiede utensili motorizzati e più tempo di programmazione. Le geometrie complesse spesso comportano cambi utensile multipli e tempi ciclo più lenti, incidendo direttamente sulla pianificazione complessiva del tuo progetto di tornitura CNC Swiss.

Fattori che Estendono i Tempi di Consegna
Oltre alla geometria del pezzo, diversi altri fattori possono influire in modo significativo sui tempi di consegna della tornitura Swiss. Consiglio sempre ai clienti di considerare queste variabili all'inizio del processo di progettazione per evitare ritardi imprevisti. Questi elementi spesso aggiungono più tempo della lavorazione stessa.
Approvvigionamento di Materiali e Utensili
Materiali esotici come titanio o Inconel non sono sempre disponibili a magazzino e possono avere lunghi tempi di consegna da parte del fornitore. Allo stesso modo, se il tuo pezzo richiede utensili sagomati personalizzati o punte non standard, ordinarli e riceverli aggiunge alla pianificazione prima che inizi qualsiasi lavorazione.
Requisiti di ispezione
Il livello di ispezione richiesto è un fattore importante. Un rapporto CMM completo per ogni caratteristica richiede molto più tempo di un semplice controllo a campione delle dimensioni critiche. Dettagliato Metrologia13 aggiunge tempo significativo ma garantisce la massima garanzia di qualità per applicazioni esigenti.
Stima del Tuo Tempo di Consegna
In PTSMAKE, semplifichiamo la produzione utilizzando macchine svizzere a doppio mandrino, che completano i pezzi in un unico ciclo. Questa tecnologia aiuta a ridurre i tempi di consegna della tornitura svizzera. Per aiutarti a stimare, usa questa semplice guida:
| Fattore | Tempo Aggiuntivo | Esempio |
|---|---|---|
| Materiale Esotico | + 3-10 Giorni | Approvvigionamento Inconel 718 |
| Utensili personalizzati | + 5-15 Giorni | Uno specifico utensile sagomato |
| Report CMM Completo | + 1-2 Giorni | Componente aerospaziale o medicale |
Combinando la stima di base con questi fattori, puoi costruire una timeline di progetto più accurata. Questo approccio proattivo aiuta a gestire le aspettative e garantisce un'esecuzione del progetto più fluida.
La gestione dei tempi di consegna della tornitura svizzera implica la comprensione della complessità del pezzo, della disponibilità del materiale e delle esigenze di ispezione. Una discussione chiara su questi punti con il tuo fornitore fin dall'inizio è il modo migliore per garantire che i tuoi ordini di prototipi arrivino in tempo e soddisfino le specifiche.
Controllo qualità per parti tornite automatiche svizzere a basso volume: cosa aspettarsi
Molti presumono che il controllo qualità sia meno rigoroso per le piccole serie o i prototipi. Nella mia esperienza, questa è una pericolosa idea sbagliata. In un'officina di alta qualità come PTSMAKE, ogni prototipo viene trattato con la stessa serietà di un pezzo di produzione completo. Il controllo qualità della tornitura svizzera non viene ridimensionato per piccole quantità.
La mentalità del prototipo come produzione
Consideriamo un prototipo come il primo passo di una potenziale partnership a lungo termine. Farlo bene fin dall'inizio è fondamentale. Ciò significa applicare un robusto quadro di qualità a ogni singolo pezzo, indipendentemente dalle dimensioni dell'ordine. Costruisce fiducia e previene costosi problemi in seguito.
Fasi chiave del controllo qualità per piccole serie
Il processo è sistematico, assicurando che nulla sia lasciato al caso. Di seguito è riportato un tipico flusso di lavoro per una parte tornita Swiss a breve esecuzione.
| Palcoscenico | Scopo |
|---|---|
| Ispezione del primo articolo | Verifica che la prima parte prodotta corrisponda a tutte le specifiche del disegno. |
| Controlli in corso di lavorazione | Monitora le dimensioni durante il ciclo di lavorazione per individuare precocemente le deviazioni. |
| Ispezione finale | Conferma che tutte le caratteristiche critiche e i requisiti di finitura superficiale siano soddisfatti. |
Ispezione del primo articolo (FAI)
Per ogni nuova impostazione, anche per una singola parte, eseguiamo un'ispezione del primo articolo (FAI). Questo non è un controllo rapido; è un processo completo modellato sugli standard AS9102. Misuriamo meticolosamente ogni dimensione sul disegno per confermare che l'impostazione e gli utensili siano perfetti prima di eseguire la quantità rimanente.
Monitoraggio e reportistica in corso di lavorazione
Le moderne macchine per tornitura CNC Swiss consentono il controllo in corso di lavorazione. Questa funzione automatizzata controlla le dimensioni critiche a metà ciclo, fornendo un feedback immediato. Per le parti con geometrie complesse, generiamo report della macchina di misura a coordinate (CMM). Questo fornisce dati precisi sulle caratteristiche difficili da misurare con strumenti standard.
Documentazione e protezione della proprietà intellettuale
Ogni parte è accompagnata dalla documentazione appropriata. Ciò include certificazioni dei materiali per garantire l'integrità della lega e la completa Tracciabilità14. Comprendiamo anche l'importanza della proprietà intellettuale, specialmente nella fase di prototipazione. Firmiamo sempre accordi di non divulgazione (NDA) e disponiamo di rigorosi protocolli interni per proteggere i progetti dei nostri clienti.
| Documento di controllo qualità | Descrizione |
|---|---|
| Report FAI | Un registro dettagliato delle misurazioni della prima parte rispetto al disegno. |
| Report CMM | Fornisce dati di coordinate 3D per caratteristiche complesse o critiche. |
| Certificato del materiale | Verifica la composizione e l'origine della materia prima dal laminatoio. |
| Rapporto sulla finitura superficiale | Conferma che il pezzo soddisfa i requisiti di rugosità (Ra) specificati. |
Un rigoroso controllo di qualità Swiss turning per piccoli lotti è non negoziabile. Coinvolge un FAI a livello di produzione, controlli in-process e documentazione completa. Ciò garantisce che ogni prototipo soddisfi le specifiche esatte, ponendo le basi per una produzione di successo e costruendo fiducia fin dal primo pezzo.

La comprensione di questo concetto aiuta a diagnosticare i guasti di lavorazione e a selezionare il processo giusto per componenti sottili. ↩
La comprensione della tribologia aiuta a ottimizzare i fluidi da taglio e la durata degli utensili, il che è fondamentale per ottenere alta precisione. ↩
Esplora la cinematica della macchina per capire come il movimento coordinato multi-asse consente la produzione complessa in una singola impostazione. ↩
La comprensione del runout è fondamentale per valutare l'accuratezza rotazionale di assemblaggi meccanici di alta precisione. ↩
La comprensione di questa proprietà aiuta a prevedere il comportamento del materiale, garantendo una maggiore precisione in parti complesse. ↩
La comprensione di questa proprietà aiuta a prevedere la lavorabilità di un materiale e la sua capacità di mantenere tolleranze strette. ↩
La comprensione di questa metrica ti aiuta a specificare finiture che sono sia realizzabili che convenienti per la funzione del tuo pezzo. ↩
La comprensione dei datum è fondamentale per apprezzare come la lavorazione in una singola impostazione ottiene una precisione e una coerenza superiori del pezzo. ↩
La comprensione del grippaggio aiuta nella selezione dei materiali per prevenire il cedimento dei componenti durante la lavorazione. ↩
La comprensione di questo concetto aiuta a garantire che il tuo processo di produzione sia stabile e soddisfi costantemente i requisiti di qualità su larga scala. ↩
Comprendi come questo processo senza contatto lavora metalli duri e forme complesse che gli strumenti tradizionali non possono creare. ↩
Scopri come questo linguaggio simbolico comunica un intento di progettazione preciso per la produzione, garantendo forma, adattamento e funzione del tuo pezzo. ↩
La comprensione della metrologia aiuta a specificare le esigenze di ispezione, garantendo che i pezzi soddisfino standard precisi senza ritardi inutili. ↩
Scopri come questo concetto garantisce l'integrità dei materiali e la cronologia dei pezzi nei settori regolamentati. ↩






