

At sourcing præcisions-CNC-bearbejdede dele bør ikke føles som et hasardspil. Alligevel modtager mange købere stadig dele med forkerte tolerancer, dårlige overflader og forpassede deadlines, hvilket koster tusindvis i omarbejde og tabt produktionstid.
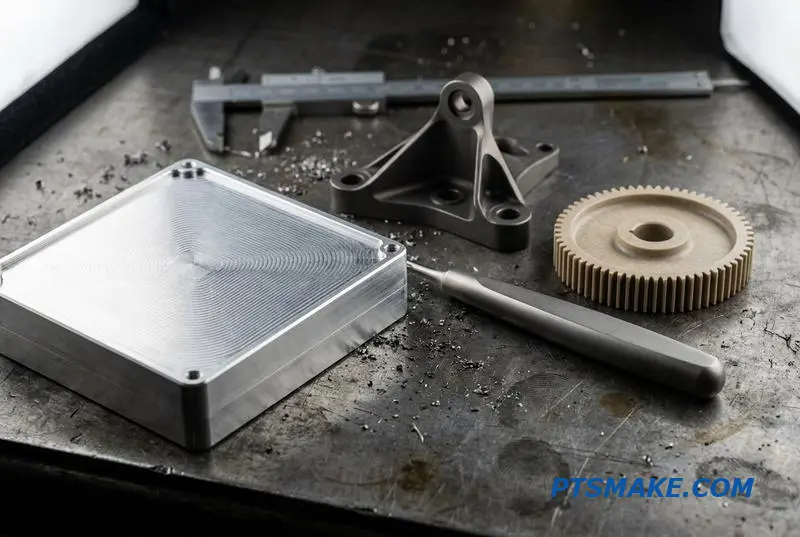
Præcisions-CNC-bearbejdning er en subtraktiv fremstillingsproces, der producerer dele med tolerancer så snævre som ±0,005 mm ved hjælp af computerstyrede skæreværktøjer. Den fungerer for metaller og plast på tværs af rumfart, medicin, robotteknologi og bilindustrien.

I denne guide vil jeg guide dig igennem, hvad der virkelig betyder noget, når du køber præcisions-CNC-dele i 2026, fra tolerancer og materialer til omkostninger, overflader og skalering af produktionen. Hvert afsnit giver dig praktiske svar, som jeg har delt med købere som dig.
Hvilke tolerancer kan du faktisk forvente af præcisions-CNC-bearbejdning?
Når du designer en del, er det afgørende at specificere den rigtige tolerance. Det er en balance mellem funktion og omkostninger. Unødvendigt snævre tolerancer kan øge udgifterne, mens løse tolerancer kan føre til fejl. Forståelse af, hvad der er opnåeligt inden for præcisions-CNC-bearbejdning, hjælper dig med at træffe informerede beslutninger.
Forståelse af tolerancetrin
Der er generelt tre trin. Standardtolerance er typisk omkring ±0,05 mm, velegnet til de fleste applikationer. Snæver tolerancebearbejdning presser dette til ±0,01 mm for mere krævende pasformer. Ultrapræcision, som vi ofte håndterer hos PTSMAKE, kan nå ±0,005 mm for kritiske komponenter.
Tolerance efter maskintype
Selve maskinen spiller en væsentlig rolle i at opnå disse tal. Mere avancerede multi-akse maskiner kan holde strammere tolerancer på komplekse geometrier i en enkelt opsætning, hvilket reducerer fejlopbygning.
| Maskintype | Typisk opnåeligt tolerancemæssigt område | Bedst til |
|---|---|---|
| 3-akset CNC | ±0,025 mm til ±0,1 mm | Simplere geometrier, flade overflader, basale dele |
| 4-akse CNC | ±0,015 mm til ±0,05 mm | Dele, der kræver bearbejdning på flere flader |
| 5-akset CNC | ±0,005 mm til ±0,02 mm | Meget komplekse dele, organiske former, enkelt opsætning |

Ud over tallene: Hvad påvirker tolerancer?
Opnåelse af højpræcisions CNC-tolerancer handler ikke kun om maskinen. Materialevalg er en væsentlig faktor. Blødere materialer som aluminium er lettere at bearbejde præcist end hærdede stål, som kan forårsage mere værktøjsslid og afbøjning, hvilket påvirker de endelige dimensioner.
Omkostningerne ved præcision
At stræbe efter den strammest mulige tolerance er ikke altid den bedste strategi. Hvert trin i præcisionen øger eksponentielt omkostningerne. Dette skyldes langsommere maskinhastigheder, dyrere værktøj og strenge inspektionsprocesser, der kræves. Det er et klassisk tilfælde af faldende udbytte.
Kommuniker dine behov effektivt
Klar kommunikation er nøglen. Brug geometrisk dimensionering og tolerancering (GD&T) på dine tegninger til præcist at definere kritiske funktioner. Dette sprog fjerner tvetydighed og sikrer, at vi fokuserer på det, der virkelig betyder noget for din dels funktion. Hele kvalitetsprocessen styres af principperne for Metrologi1, hvilket sikrer verificerbar nøjagtighed. Hos PTSMAKE gennemgår vi kundetegninger for at sikre, at specifikationerne er både opnåelige og omkostningseffektive, hvilket forhindrer over-engineering fra starten.
Forståelse af realistiske tolerancer involverer mere end blot tal. Det kræver en afvejning af materialegenskaber, maskinkapaciteter og budget. Klar definition af kritiske dimensioner sikrer, at du får funktionelle dele uden at betale for meget for unødvendig præcision, hvilket fører til en mere effektiv produktionsproces.
Hvilke materialer giver de bedste resultater inden for præcisions-CNC-bearbejdning?
Valg af det rigtige materiale er et kritisk første skridt i ethvert præcisions CNC-bearbejdningsprojekt. Materialet påvirker direkte delens endelige ydeevne, omkostninger og produktionsplan. Det er en balance mellem egenskaber, bearbejdelighed og budget.
Grundlaget for ydeevne
Hvert materiale bidrager med sit eget sæt af karakteristika. Nogle tilbyder fremragende styrke-til-vægt-forhold, mens andre giver overlegen korrosionsbestandighed eller elektrisk isolering. Forståelse af disse kerneattributter er afgørende.
Vigtige materialegenskaber på et øjeblik
En hurtig sammenligning kan ofte indsnævre valgmulighederne. For eksempel er aluminium let og let at bearbejde, hvilket gør det til et foretrukket valg til mange anvendelser.
| Materiale | Nøglefunktion | Almindelig brugssag |
|---|---|---|
| Aluminium | Letvægt, høj bearbejdelighed | Luftfart, forbrugerelektronik |
| Rustfrit stål | Korrosionsbestandighed, styrke | Medicinsk udstyr, fødevareforarbejdning |
| Titanium | Højt styrke-til-vægt-forhold | Luft- og rumfart, medicinske implantater |
| PEEK | Højtemperaturydelse | Bilindustri, halvleder |
Valg af de bedste materialer til præcisionsbearbejdning kræver et dybere kig på, hvordan de opfører sig på maskinen. Faktorer som bearbejdelighedsvurderinger og omkostningspåvirkning er ikke bare tal; de omsættes til reelle projektresultater. Hos PTSMAKE guider vi vores kunder gennem denne beslutning dagligt.
Sammenligning af metaller til præcisionsbearbejdning
Aluminiumlegeringer som 6061 og 7075 er populære valg. 6061 er omkostningseffektiv og bearbejdes let, perfekt til generelle dele. 7075 tilbyder overlegen styrke, ideel til højbelastningsanvendelser i luftfart, selvom den er mere udfordrende at bearbejde. Rustfrit stål (304/316) giver fremragende holdbarhed, men kræver langsommere bearbejdningshastigheder, hvilket øger cyklustider og omkostninger. Titanium er premium-muligheden, uovertruffen i styrke-til-vægt, men også den mest krævende at bearbejde. Egenskaberne af nogle materialer, især metaller, kan variere afhængigt af deres kornretning, et koncept kendt som Anisotropi2.
Præcisionsbearbejdede plastdele
Plast spiller også en væsentlig rolle. PEEK tilbyder utrolig termisk og kemisk modstandsdygtighed, hvilket gør det til en erstatning for metal i barske miljøer. Delrin er et godt valg til dele, der kræver høj stivhed og lav friktion, som f.eks. tandhjul. PTFE giver enestående kemisk modstandsdygtighed og en lav friktionskoefficient.
| Materialegruppe | Bearbejdelighed | Relative omkostninger | Bedst til |
|---|---|---|---|
| Aluminiumslegeringer | Fremragende | Lav | Prototyping, Strukturelle dele |
| Rustfrit stål | Moderat | Medium | Holdbarhed, korrosionsbestandighed |
| Titanium | Vanskeligt | Høj | Dele med høj belastning, letvægtsdele |
| Teknisk plast | Varierer | Mellemhøj | Specifikke kemiske/termiske behov |
I sidste ende afhænger det bedste materiale af dine specifikke anvendelseskrav. Der er ingen enkelt "bedste" mulighed. At afbalancere ydeevnekrav med budget og produktionsmuligheder er nøglen til at opnå optimale resultater inden for præcisions-CNC-bearbejdning.
Den komplette omkostningsopdeling: Hvad driver prissætningen for præcisions-CNC-bearbejdning?
Forståelse af de reelle omkostningsdrivere bag præcisions-CNC-bearbejdning er nøglen til at styre budgetter. Prisen handler ikke kun om råmaterialer. Det er en kompleks beregning, der involverer maskintid, arbejdskraft og de specifikke krav til din del. Hvert projekt er unikt og kræver en individuel vurdering.
Centrale omkostningsfaktorer
Det endelige tilbud, du modtager, er opbygget af flere grundlæggende elementer. Hvert element bidrager væsentligt til den samlede pris, og forståelse af dem hjælper dig med at se, hvor dine penge bliver brugt. At overse disse kan føre til uventede udgifter.
Materiale og maskintid
Dit materialevalg påvirker direkte omkostningerne gennem dets indkøbspris og bearbejdelighed. Hårdere materialer kræver mere maskintid og specialværktøj, hvilket øger CNC-bearbejdningsprisen pr. time.
| Materiale | Relative omkostninger | Bearbejdelighed |
|---|---|---|
| Aluminium 6061 | Lav | Fremragende |
| Rustfrit stål 304 | Medium | God |
| Titanium | Høj | Vanskeligt |
| PEEK | Meget høj | Fair |
Som du kan se, kan et materiale som PEEK være væsentligt dyrere at bearbejde end en standard aluminiumslegering.

Ud over de åbenlyse faktorer kan flere andre elementer påvirke den endelige pris. Disse relaterer sig ofte til den kompleksitet og præcision, der kræves til den færdige del. At ignorere dem i designfasen er en almindelig måde at utilsigtet øge produktionsomkostningerne på senere.
Avancerede omkostningsovervejelser
En del med komplekse geometrier eller ekstremt snævre tolerancer kræver mere af bearbejdningsprocessen. Dette oversættes til højere programmeringstid, specialværktøj og mere grundig inspektion, som alle bidrager til den endelige pris. Hos PTSMAKE arbejder vi ofte sammen med kunder om Design for Manufacturability (DFM).
Værktøj, efterbehandling og inspektion
Brugerdefineret værktøj er en betydelig, ofte overset, omkostning. Hvis dit design kræver ikke-standard værktøjer, skal disse fremstilles, hvilket tilføjer en engangsudgift. Efterbehandlingstrin som anodisering, plettering eller varmebehandling er også prissat separat og bidrager til det samlede beløb.
Nogle eksotiske legeringer er tilbøjelige til Hærdning af arbejdet3 under bearbejdning. Dette fænomen øger materialets hårdhed, kræver langsommere skærehastigheder og forårsager hurtigere værktøjsslid. Dette øger direkte maskintid og værktøjsomkostninger, hvilket påvirker det samlede projektbudget.
Sådan reduceres CNC-bearbejdningsomkostninger med DFM
Implementering af DFM-principper er den mest effektive måde at sænke omkostningerne på. Simple justeringer kan give betydelige besparelser uden at kompromittere delens funktion.
| DFM-tip | Indvirkning på omkostninger |
|---|---|
| Standardiser hulstørrelser | Reducerer værktøjsskift og opsætningstid |
| Øg hjørneradius | Tillader større, mere robuste værktøjer |
| Undgå tynde vægge | Minimerer vibrationer og potentiel delfejl |
| Løsn ikke-kritiske tolerancer | Reducerer maskintid og inspektionsbehov |
Præcisions CNC-bearbejdningspriser er mangefacetterede. Nøgledrivere inkluderer materialevalg, maskintid, opsætningskompleksitet og designfunktioner. Implementering af Design for Manufacturability (DFM) principper er den mest effektive strategi til at styre omkostninger, samtidig med at kvaliteten af dine præcisionsdele opretholdes.
3-akset vs. 5-akset præcisions-CNC-bearbejdning: Hvilken har du faktisk brug for?
Valget mellem 3-akset og 5-akset præcisions CNC-bearbejdning er en hyppig udfordring. Det handler ikke kun om flere akser; det handler om at matche den rigtige teknologi til dit projekts behov. En 5-akset maskine tilbyder større kapacitet, men 3-akset bearbejdning er ofte mere omkostningseffektiv for simplere geometrier.
Et overblik over de vigtigste forskelle
Det rigtige valg balancerer kompleksitet, omkostninger og leveringstid. Forståelse af deres kerneforskelle er det første skridt mod at træffe en informeret beslutning for dine dele.
Sammenligning af funktioner
En hurtig sammenligning viser tydelige fordele for hver proces. Dette hjælper med at afklare, hvor værdien ligger.
| Funktion | 3-akset bearbejdning | 5-akset bearbejdning |
|---|---|---|
| Bevægelse | X, Y, Z-akser | X, Y, Z + A, B rotationsakser |
| Bedst til | Simple, prismatiske dele | Komplekse kurver, underskæringer |
| Opsætninger | Flere opsætninger ofte nødvendige | Enkel opsætning ofte mulig |
| Omkostninger | Lavere timeløn | Højere timeløn |

At beslutte, hvornår man skal investere i 5-akset CNC-bearbejdning, kræver at se ud over de oprindelige omkostninger. Den primære fordel ligger i dens evne til at producere meget komplekse geometrier i en enkelt opsætning. Dette er essentielt for dele som aerospaciale turbineblade eller brugerdefinerede medicinske implantater.
Hvornår 5-akset retfærdiggør omkostningerne
For komponenter med sammensatte kurver og snævre tolerancer er 5-akset bearbejdning ikke en luksus; det er en nødvendighed. Ved løbende at justere værktøjets vinkel opretholder den optimale skærebetingelser. Dette reducerer værktøjsslitage og producerer en overlegen overfladefinish, hvilket ofte eliminerer behovet for sekundære poleringsoperationer.
Reduktion af opsætning og nøjagtighed
Færre opsætninger betyder færre muligheder for fejl. Hver gang en del genfastgøres på en 3-akset maskine, er der risiko for fejlinjicering. I multi-akset præcisionsbearbejdning sikrer færdiggørelse af en del i én fastspænding, at funktionerne er perfekt justeret. Dette er kritisk for komplekse huse, hvor portkoncentricitet er afgørende. Maskinens Kinematik4 definerer dens præcise bevægelsesmuligheder.
Omkostning pr. del: Den virkelige metrik
Selvom timetaksten for en 5-akset maskine er højere, kan de samlede omkostninger pr. del være lavere for komplekse komponenter. Konsolidering af operationer reducerer arbejdskraft, eliminerer behovet for komplekse fiksturer og forkorter leveringstider.
| Del-eksempel | Bedre med 3-akset? | Bedre med 5-akset? | Årsag |
|---|---|---|---|
| Simpel vinkel | Ja | Nej | Ligeud geometri, lav pris |
| Medicinsk implantat | Nej | Ja | Komplekse organiske former, høj nøjagtighed |
| Turbineskovl | Nej | Ja | Aerodynamiske kurver, overlegen finish |
Hos PTSMAKE guider vi kunderne gennem denne analyse for at sikre, at den mest effektive fremstillingsproces vælges for hvert projekt.
I sidste ende afhænger beslutningen om 3-akset vs. 5-akset af din dels kompleksitet, krævede nøjagtighed og budget. 3-akset er ideel til simplere, omkostningsfølsomme dele, mens 5-akset excellerer i at producere komplekse geometrier med overlegen præcision og finish i en enkelt opsætning.
Overfladefinishmuligheder: Valg af den rigtige finish til din applikation
Valg af den rigtige overfladefinish til dine dele er mere end blot et æstetisk valg. Det påvirker direkte ydeevne, holdbarhed og omkostninger. Den ideelle finish afhænger helt af anvendelsen, fra visuelle prototyper til funktionelle, slidstærke industrielle komponenter.
Funktionalitet vs. Æstetik
En almindelig fejl er at vælge en finish udelukkende baseret på udseendet. Selvom en poleret del ser godt ud, giver den måske ikke den nødvendige korrosionsbestandighed. Vi guider altid vores kunder til at balancere visuelle krav med funktionelle behov som hårdhed eller smøreevne.
Forståelse af Ra-værdier
Overfladeruhed (Ra) er en kritisk specifikation inden for præcisions-CNC-bearbejdning. En lavere Ra-værdi indikerer en glattere overflade. Den krævede Ra dikterer ofte efterbehandlingsprocessen, hvilket påvirker både tid og omkostninger.
| Finish Type | Typisk Ra (µm) | Primært mål |
|---|---|---|
| Som bearbejdet | 1.6 - 3.2 | Funktionel, ikke-kosmetisk |
| Perleblæsning | > 3,2 | Ensartet mat tekstur |
| Anodisering | 1.6 - 6.3 | Modstandsdygtighed over for korrosion |

Valget af den optimale overflade kræver et detaljeret kig på kompromiserne. Hver mulighed giver en unik kombination af beskyttelse, udseende og omkostninger. Forståelse af disse forskelle er nøglen til succesfuldt deldesign og fremstilling.
Sammenligning af almindelige overflader
Hos PTSMAKE håndterer vi en række forskellige efterbehandlingsanmodninger. For aluminiumsdele er anodisering et populært valg. Type II tilbyder god korrosionsbestandighed og farvemuligheder for forbrugerelektronik, mens Type III (hårdcoat) skaber en holdbar, slidstærk overflade til industrimaskiner. Perleblæsning giver en ensartet mat overflade, men tilbyder ingen beskyttende egenskaber i sig selv.
Omkostnings- og ydeevnepåvirkning
Omkostningerne ved en overflade kan variere betydeligt. En overflade som bearbejdet er den mest basale, mens flertrins-processer som pulverlakering eller PVD er dyrere. Vi råder kunderne til at overveje de samlede livscyklusomkostninger, hvor en dyrere overflade kan forhindre dyre delfejl senere hen. Dette gælder især for projekter, der kræver forbedret Passivering5 for at forhindre nedbrydning over tid.
| Færdiggør | Primær anvendelse | Relative omkostninger | Vigtige fordele |
|---|---|---|---|
| Perleblæsning | Æstetik | Lav | Ensartet, ikke-retningsbestemt tekstur |
| Anodisering (type II) | Æstetik og korrosion | Medium | Farvemuligheder, moderat beskyttelse |
| Pulverlakering | Holdbarhed | Mellemhøj | Høj slagfasthed |
| Elektropolering | Medicinsk & Fødevarer | Høj | Ultraglattere, rengøringsvenlig overflade |
Valget af den rigtige overflade balancerer æstetik, funktion og omkostninger. Fra en grundlæggende bearbejdet overflade til avancerede belægninger påvirker hvert valg den endelige ydeevne og budgettet for dit præcisions-CNC-bearbejdningsprojekt.
Design for fremstilling: 10 regler, ingeniører skal følge for præcisionsdele
Design for Manufacturing (DFM) er essentielt for at skabe præcisionsdele af høj kvalitet og omkostningseffektivitet. Som ingeniør bygger anvendelsen af DFM-principper bro mellem din designintention og produktionsrealiteterne. Det hjælper med at undgå unødvendige omkostninger og forsinkelser ved at forenkle fremstillingsprocessen fra starten.
Vigtige DFM-overvejelser
Fokus på et par kerneområder under designfasen har en betydelig indvirkning. Disse omfatter materialevalg, tolerancespecifikation og feature-geometri. Korrekt DFM sikrer, at dine komponenter ikke kun er funktionelle, men også effektive at producere, især for præcisions-CNC-bearbejdning.
Indvirkning af DFM på produktionen
Optimering af dit design til bearbejdningsprocessen påvirker direkte den endelige dels kvalitet og pris. Her er, hvordan små ændringer kan føre til store forbedringer:
| DFM-princippet | Designvalg (Dårligt) | Designvalg (Godt) | Indvirkning på produktionen |
|---|---|---|---|
| Væggens tykkelse | Tynde, ujævne vægge | Ensartede, tykkere vægge | Reducerer vibrationer, forbedrer stabilitet |
| Indvendige radier | Skarpe indvendige hjørner | Radier > værktøjsradius | Hurtigere bearbejdning, lavere værktøjsbelastning |
| Hullets dybde | Meget dybe, smalle huller | Dybde < 4x diameter | Mindre værktøjsbrud, hurtigere boring |
Ved at følge disse retningslinjer gør du fremstillingsprocessen lettere for partnere som os hos PTSMAKE og får i sidste ende bedre dele hurtigere.
Lad os dykke dybere ned i nogle specifikke regler, som jeg ofte diskuterer med kunder for at optimere deres designs til præcisions CNC-bearbejdning. Disse praktiske tips kan gøre en markant forskel i det endelige produkts kvalitet og dit projekts budget.
Regel 1: Undgå ikke-standard gevindspecifikationer
Forsøg altid at bruge standard gevindstørrelser i dine designs. Brugerdefinerede gevind kræver specialværktøj og ekstra opsætningstid, hvilket øger både omkostninger og leveringstid. At holde sig til standard specifikationer sikrer, at værktøjet er let tilgængeligt, hvilket forenkler fremstillingsprocessen markant.
Regel 2: Vær opmærksom på dine huldybder og diametre
Et almindeligt problem, vi ser, er huller, der er designet til at være for dybe i forhold til deres diameter. En god tommelfingerregel er at holde dybden af et hul til mindre end fire gange dets diameter. Overskridelse af dette forhold øger risikoen for værktøjsbrud og gør spånevakuering vanskelig.
Regel 3: Vær realistisk med Geometrisk dimensionering og tolerance6
Mens snævre tolerancer er nødvendige for præcisionsdele, er over-tolerancering en dyr fejl. Angiv kun snævre tolerancer, hvor de er funktionelt kritiske. Unødvendigt snævre tolerancer kræver mere komplekse bearbejdningsoperationer, specialiseret inspektionsudstyr og højere skrotprocenter, hvilket driver omkostningerne op uden at tilføje værdi.
Her er nogle almindelige do's og don'ts:
| Funktion | Gør | Lad være |
|---|---|---|
| Tråde | Brug standardstørrelser (f.eks. M6, 1/4-20) | Angiv brugerdefinerede gevindstigninger |
| Huller | Hold dybde-til-diameter-forholdet under 4:1 | Design dybe, smalle blinde huller |
| Tolerancer | Anvend kun snævre tolerancer på kritiske funktioner | Dæk hele delen med snævre tolerancer |
| Tekst | Brug indgraveret (forsænket) tekst | Angiv hævet (præget) tekst |
Ved at følge disse DFM-regler for CNC-bearbejdning sikres en glattere produktionsproces, lavere omkostninger og dele af højere kvalitet. Ved at optimere vægtykkelse, radier, huller og tolerancer, tilpasser du dit design til produktionsmulighederne og forhindrer dyre forsinkelser og omarbejde.
Brancheapplikationer: Hvor præcisions-CNC-bearbejdning skaber eller ødelægger projekter
I industrier med høje indsatser er præcision ikke en luksus; det er et krav. Succes eller fiasko af et projekt afhænger ofte af komponenter, der er bearbejdet til nøjagtige specifikationer. En lille afvigelse kan have katastrofale konsekvenser, hvilket gør leverandørvalg til en kritisk beslutning for enhver projektleder.
Luftfart og medicinske krav
For luftfarts- og medicinske anvendelser er der ingen plads til fejl. Komponenter skal modstå ekstreme forhold og opfylde strenge regulatoriske standarder. Inden for disse områder, præcisions CNC-bearbejdning sikrer både sikkerhed og ydeevne, fra flyturbinblade til kirurgiske implantater.
Bil- og robotteknologi Ydeevne
Inden for bil- og robotsektoren oversættes præcision til pålidelighed og effektivitet. Højtydende motordele eller robotarmkomponenter kræver snævre tolerancer for jævn drift og lang levetid. Dette nøjagtighedsniveau forhindrer for tidlig slitage og sikrer ensartet ydeevne over millioner af cyklusser.
| Industri | Vigtige krav | Almindeligt materiale |
|---|---|---|
| Luft- og rumfart | Højt styrke-til-vægt-forhold | Titanium, Inconel |
| Medicinsk udstyr | Biokompatibilitet, steriliserbarhed | Rustfrit stål 316L, PEEK |

Valg af en produktionspartner kræver at se ud over deres maskinliste. Ægte ekspertise ligger i at forstå branchespecifikke nuancer. For eksempel er en leverandør, der udmærker sig inden for et område, muligvis ikke egnet til et andet. Hos PTSMAKE har vi opbygget vores kapaciteter omkring disse distinkte krav.
CNC-bearbejdning til rumfart
I luftfart CNC-bearbejdning, materialesporbarhed og certificeringer som AS9100 er ikke til forhandling. Dele involverer ofte kompleks 5-akset bearbejdning af materialer som titanium og Inconel. Tolerancer er kritiske for komponenter, der oplever høje belastninger og temperaturvariationer under flyvning.
Medicinsk udstyr CNC-bearbejdning
For medicinsk udstyr CNC-bearbejdning, skifter fokus til overfladefinish og materialerenhed. Vi arbejder ofte med biokompatible materialer som PEEK og medicinsk rustfrit stål. Dele skal være fri for grater og forurenende stoffer, da patientsikkerheden afhænger af deres fejlfri integration. Dette indebærer en dyb forståelse af Biokompatibilitet7.
Robotik og bilpræcision
Robotpræcisionsdele og bilpræcisionsbearbejdning kræver gentagelighed og holdbarhed. Vi bearbejder tandhjul, aksler og huse, der skal modstå konstant bevægelse og slid. Udfordringen er at opretholde snævre tolerancer på tværs af masseproduktion, samtidig med at omkostningerne styres effektivt.
| Sektor | Kritisk tolerance (typisk) | Certificeringsfokus |
|---|---|---|
| Luft- og rumfart | ±0,005 mm | AS9100, NADCAP |
| Medicinsk | ±0,010 mm | ISO 13485, FDA |
| Biler | ±0,025 mm | IATF 16949 |
| Robotteknologi | ±0,020 mm | ISO 9001 |
Valget af en leverandør handler ikke kun om deres tekniske formåen. Det handler om at finde en partner med dokumenteret ekspertise inden for din specifikke branche. Deres forståelse af materialer, certificeringer og anvendelseskrav er afgørende for at mindske risikoen og sikre dit projekts succes.
Fra prototype til produktion: Skalering af præcisions-CNC-bearbejdning uden kvalitetstab
Overgangen fra en enkelt perfekt prototype til fuldskala produktion er, hvor mange projekter støder på forhindringer. De metoder, der skaber én fejlfri del, kan ofte ikke overføres til tusind. Succes kræver et bevidst skift i tankegang fra at bevise et koncept til at sikre gentagelig ekspertise inden for præcisions-CNC-bearbejdning.
Prototankegangen vs. Produktionsgang
Fokus under prototyping er fleksibilitet og hastighed. Til produktion er prioriteterne gentagelighed, omkostningseffektivitet og konsistens. Denne overgang er en kritisk planlægningsfase, der kræver omhyggelig overvejelse af flere faktorer.
Væsentlige forskelle i tilgang
| Funktion | Prototypefokus | Produktionsfokus |
|---|---|---|
| Værktøj | Standard, fleksible opsætninger | Brugerdefinerede inventar, optimeret værktøj |
| Proces | Manuelle justeringer, operatørfærdigheder | Automatiserede, validerede processer |
| Inspektion | 100% manuel inspektion | Statistisk proceskontrol (SPC) |
| Mål | Valider design og funktion | Opnå konsistens i stor skala |
Tidlig planlægning af dette skift er afgørende for en problemfri opstart. Vi guider vores partnere gennem denne proces og sikrer, at designet er optimeret ikke kun til funktion, men også til skalerbar produktion fra starten.

Skalering af præcisionsbearbejdning er mere end blot at køre maskiner længere; det handler om at systematisere kvalitet. Overgangen fra CNC-bearbejdningsprototype til produktion introducerer udfordringer, der skal adresseres proaktivt for at forhindre kvalitetsforringelse og forsinkelser.
Procesvalidering og investering
En valideret proces er en, der konsekvent producerer dele inden for specifikationerne. Dette indebærer etablering af faste parametre for maskinhastigheder, fødninger, værktøjsbaner og kvalitetskontroller. Det er et grundlæggende skridt, før man starter nogen lavvolumen CNC-produktion kørsel.
Fixturing: Fra skruestik til brugerdefinerede jigs
Mens en standard skruestik er tilstrækkelig til en prototype, kræver produktion robust fixturing. Investering i brugerdefinerede jigs sikrer, at hvert emne holdes i nøjagtig samme position, hvilket er kritisk for at opretholde snævre tolerancer på tværs af tusindvis af enheder. Denne investering betaler sig selv i reducerede opsætningstider og lavere skrotprocenter.
| Scene | Fixturering Metode | Primær fordel |
|---|---|---|
| Prototype | Standard Skruestik / Klemmer | Hastighed og fleksibilitet |
| Lav volumen | Bløde kæber / Modulære fixturer | Forbedret gentagelsesnøjagtighed |
| Høj produktion | Brugerdefinerede hydrauliske / pneumatiske jigs | Maksimal hastighed og konsistens |
Sikring af batch-til-batch konsistens
Opnåelse af konsistens kræver streng kontrol over materialer og processer. Vi implementerer materialeforvaltning og overvåger værktøjsslid tæt. Desuden bruger vi målinger som Indeks for proceskapacitet (Cpk)8 hjælper os med statistisk at verificere, at vores proces er stabil og i stand til at opfylde designkrav længe før en fuld produktionskørsel er lanceret. Denne datadrevne tilgang er fundamental for skalering af præcisionsbearbejdning succesfuldt.
Skalering fra prototype til produktion kræver et strategisk fokus på procesvalidering, fixturering og leverandørkapacitet. Denne proaktive planlægning er essentiel for at opretholde den kvalitet og præcision, der er etableret i de indledende faser, hvilket sikrer en problemfri og omkostningseffektiv produktionsopsætning.
Sæt din præcisionsviden i aktion med PTSMAKE.
Denne guide viste dig kompleksiteten af præcisionsbearbejdning. Lad os forenkle det for dig. Som din betroede partner fra prototype til produktion eliminerer vi leverandørens usikkerhed med garanteret præcision og pålidelighed. Udfordr vores ekspertise – send dit design til et hurtigt, konkurrencedygtigt tilbud i dag.

Udforsk, hvordan videnskaben om måling sikrer, at dine dele opfylder nøjagtige specifikationer og funktionelle krav. ↩
Forstå, hvordan denne materialeegenskab påvirker bearbejdningsstrategier og den endelige præcision af delen. ↩
Forståelse af denne egenskab hjælper med at forudsige materialers adfærd, hvilket forhindrer uventet værktøjsslitage og omkostningsstigninger. ↩
Forståelse af dette koncept hjælper med at afklare, hvordan maskinbevægelser skaber komplekse emnegeometrier. ↩
Lær, hvordan denne kemiske proces forbedrer materialers holdbarhed og korrosionsbestandighed i ingeniørmæssige anvendelser. ↩
Udforsk dette system til præcist at definere og styre emnegeometri, hvilket sikrer, at funktionelle og samlingskrav opfyldes. ↩
Forstå, hvordan materialevalg direkte påvirker patientsikkerhed og succes for medicinsk udstyr. ↩
Forstå denne metrik til at forudsige din produktionskvalitet og processtabilitet, før du forpligter dig til opskalering. ↩






