

Os seus racks de servidores de IA estão a aquecer mais do que o seu sistema de arrefecimento consegue suportar? O arrefecimento a ar atingiu o seu limite, e as folgas de TIM devido à má planicidade da superfície estão silenciosamente a custar-lhe 10-15% em desempenho térmico.
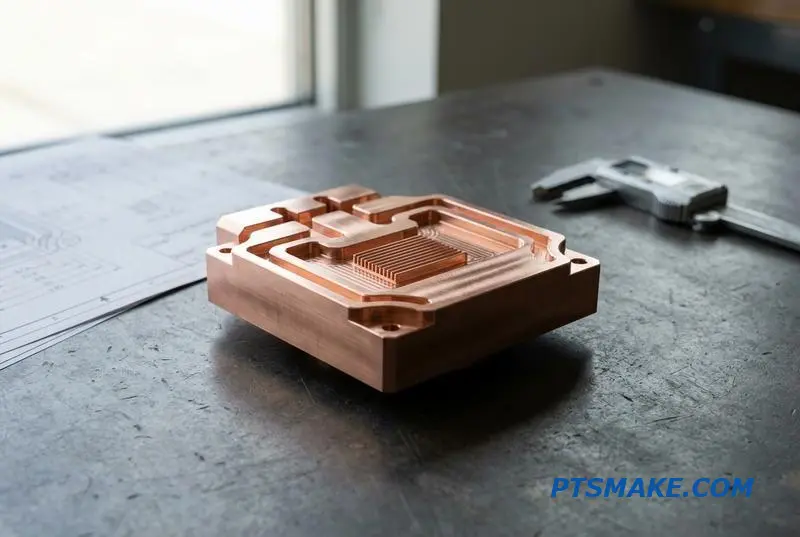
As placas frias de arrefecimento líquido personalizadas usinadas por CNC são trocadores de calor de cobre ou alumínio fresados com precisão, com canais de fluxo internos, projetados para arrefecimento direto no chip em centros de dados de IA, sistemas HPC e eletrónica de alta potência que exigem planicidade sub-0.01mm e geometrias de canal complexas.

Neste guia, vou guiá-lo por tudo o que aprendi sobre o fabrico de placas frias na PTSMAKE—desde a escolha do material e design do canal até à brasagem, controlo de planicidade e estudos de caso de produção reais. Vamos a isso.
Por Que os Centros de Dados de IA Estão a Atingir uma Barreira Térmica — e as Placas Frias São a Rota de Fuga
A era do arrefecimento a ar para computação de alta densidade está a terminar. Com as cargas de trabalho de IA a empurrar as densidades de rack para além dos 80kW, os métodos tradicionais estão a falhar. Isto não é apenas um problema futuro; está a acontecer agora. A barreira térmica do centro de dados para o arrefecimento de IA é um obstáculo significativo ao desempenho.
A Mudança Inevitável
Estamos a ver uma tendência clara. Um relatório recente da S&P Global indica que 21% dos operadores de centros de dados estão a planear uma transição para o arrefecimento líquido ainda este ano. Isto realça a urgência e a resposta da indústria à tendência de adoção de placas frias diretas ao chip.
Dinâmica do Mercado
O mercado de soluções de arrefecimento líquido reflete esta urgência. As projeções mostram um crescimento significativo, impulsionado pela procura por uma gestão térmica mais eficiente em ambientes de IA e HPC.
| Métrica de Mercado | Valor Projetado |
|---|---|
| Tamanho do Mercado em 2025 | $4,68 Bilhões |
| CAGR | 18.6% |
Este crescimento sublinha que o arrefecimento líquido, particularmente usando placas frias, está a tornar-se o novo padrão.

A questão central não é apenas remover mais calor; é removê-lo diretamente da fonte. O arrefecimento a ar tradicional tem dificuldades com o calor concentrado gerado pelas GPUs e processadores modernos. É uma questão de densidade térmica, não apenas de carga térmica total. É aqui que as soluções diretas ao chip se destacam.
Por Que o Direto ao Chip é Essencial
As placas frias de arrefecimento líquido oferecem um caminho direto para o calor escapar. Ao anexar uma placa preenchida com líquido ao processador, o calor é transferido de forma muito mais eficiente do que através do ar. Isso permite que os chips funcionem nos seus níveis de desempenho ideais sem estrangulamento devido a temperaturas excessivas.
No entanto, a implementação exige precisão. A interface entre o chip e a placa fria é crítica. Uma conexão deficiente, componentes desalinhados ou materiais com incompatibilidade Coeficiente de expansão térmica1 podem comprometer todo o sistema. Nosso trabalho com clientes mostra que as tolerâncias de fabricação para essas placas são extremamente rigorosas.
Eficácia do Resfriamento a Ar vs. Líquido
Esta tabela ilustra a diferença fundamental nas capacidades de transferência de calor, com base em nossos testes internos.
| Método de arrefecimento | Eficiência da transferência de calor | Adequação da Densidade de Potência |
|---|---|---|
| Arrefecimento do ar | Baixa | Abaixo de 30kW/rack |
| Arrefecimento líquido | Elevado | Acima de 80kW/rack |
A transição para o resfriamento líquido não é apenas uma atualização; é uma evolução necessária para desbloquear todo o potencial da infraestrutura de IA.
À medida que as demandas de IA elevam as densidades de rack, o resfriamento a ar não é mais viável. O resfriamento líquido direto ao chip, liderado por placas frias projetadas com precisão, fornece o gerenciamento térmico necessário, tornando-o uma tecnologia essencial para o futuro dos data centers de computação de alto desempenho.
Placas Frias de Cobre vs. Alumínio — A Condutividade Térmica É Apenas Metade da História
Ao escolher um material para placas frias de resfriamento líquido, todos apontam para a condutividade térmica superior do cobre. Embora seja verdade, focar apenas nesse número pode levar a uma solução superdimensionada e cara. A melhor escolha equilibra desempenho térmico, peso e custo de fabricação para sua aplicação específica.
Propriedades do Material em Destaque
O alumínio é frequentemente um ponto de partida prático devido ao seu menor custo e peso. O cobre é a escolha premium para cargas de calor extremas onde o desempenho é a única prioridade. A decisão nem sempre é simples.
| Imóveis | Cobre (C110) | Alumínio (6061) |
|---|---|---|
| Condutividade térmica | ~400 W/mK | ~200 W/mK |
| Densidade | 8,9 g/cm³ | 2,7 g/cm³ |
| Custo relativo | Elevado | Baixa |
| Maquinabilidade | Justo | Excelente |
Quando Escolher Cada Material
Para a maioria dos eletrônicos comerciais e sistemas industriais, o alumínio oferece resfriamento suficiente a um preço muito mais baixo. No entanto, para aplicações como GPUs de alta potência em data centers ou lasers médicos especializados, o desempenho térmico superior da placa fria de cobre é inegociável.

O debate sobre o resfriamento líquido de alumínio vs. cobre vai além dos números brutos. Na PTSMAKE, frequentemente orientamos os clientes através de um guia de seleção de material de placa fria mais detalhado. A usinabilidade, por exemplo, impacta diretamente o custo final. O alumínio é mais fácil de usinar, permitindo estruturas de aletas internas mais complexas sem um aumento drástico de preço.
Além de um Único Material: Designs Híbridos
Descobrimos que designs híbridos frequentemente oferecem o melhor de dois mundos. Uma base de cobre pode ser embutida ou brasada em um corpo de alumínio. Essa abordagem visa a alta Fluxo de calor2 área diretamente sob a fonte de calor com cobre, mantendo a estrutura geral leve e econômica.
Essa estratégia é particularmente eficaz para placas frias de resfriamento líquido de grande formato, onde uma construção totalmente em cobre seria proibitivamente pesada e cara. Ela permite um desempenho direcionado sem gastos excessivos.
Recomendações Baseadas na Aplicação
Aqui está um resumo simples baseado em projetos que gerenciamos. Esta tabela ajuda a esclarecer qual material geralmente se adapta a certas demandas térmicas.
| Aplicação | Material recomendado | Justificação |
|---|---|---|
| Eletrónica de consumo | Alumínio | Custo e peso são os principais fatores. |
| Inversores de potência industriais | Alumínio | Bom equilíbrio entre desempenho e custo. |
| Jogos de PC de Alta Performance | Cobre ou Híbrido | Desempenho máximo é desejado. |
| GPUs de IA/HPC (>700W) | Cobre | A mais alta condutividade térmica é necessária. |
Em última análise, selecionar o material certo para placas frias de resfriamento líquido requer equilibrar carga térmica, orçamento e peso. O cobre oferece desempenho máximo, mas o alumínio é frequentemente a escolha mais inteligente e econômica para uma ampla gama de aplicações. Designs híbridos oferecem um excelente compromisso.
Microcanais, Aletas de Pino e Caminhos Serpentinos — Design de Canais de Fluxo de Placas Frias Explicado
Escolher o canal de fluxo interno correto para placas frias de resfriamento líquido é crítico. Essa decisão equilibra diretamente o desempenho térmico com as demandas hidráulicas. Cada design oferece vantagens únicas, e compreendê-las ajuda a criar uma solução de resfriamento eficiente para aplicações específicas.
Principais Compromissos de Design
O principal desafio é gerenciar o equilíbrio térmico-hidráulico. O aumento da área de superfície ou da turbulência do fluido melhora a transferência de calor, mas também aumenta a queda de pressão. Isso exige bombas mais potentes e caras para manter o fluxo, impactando a eficiência geral do sistema.
Geometrias de Fluxo Comuns
Diferentes aplicações exigem diferentes estratégias. Uma carga de calor alta e uniforme se beneficia de um design, enquanto pontos quentes concentrados exigem outro. Aqui está uma rápida comparação das geometrias internas mais comuns com as quais trabalho.
| Tipo de Canal | Vantagem principal | Aplicação ideal |
|---|---|---|
| Microcanais | Alta área de superfície | Fluxo de calor uniforme e alto |
| Barbatanas de pinos | Induz turbulência | Visando pontos quentes |
| Caminhos Serpentinos | Longo tempo de permanência do fluido | Uniformidade geral da temperatura |
| Canais Perfurados | Fabrico simples | Necessidades de baixo desempenho |

Aprofundar-se em cada geometria revela suas forças e fraquezas específicas. O objetivo é sempre maximizar a remoção de calor, minimizando a potência da bomba necessária. É um equilíbrio delicado que define a engenharia eficaz de placas frias.
Microcanais Retos
Para cargas de calor elevadas e uniformemente distribuídas, um design de placa fria de microcanais é frequentemente a minha recomendação. Estes canais paralelos criam uma enorme área de superfície para troca de calor. No entanto, esta configuração densa leva a uma queda de pressão significativa, que deve ser considerada no design do sistema.
Matrizes de aletas
Ao lidar com pontos quentes localizados, como sob um processador específico, a geometria da placa fria com aletas de pino é superior. Os pinos interrompem o fluxo do líquido de arrefecimento, criando turbulência que quebra a térmica Número de Nusselt3 e aumenta a transferência de calor local exatamente onde é mais necessária.
Canais Serpentinos e Perfurados
Canais serpentinos forçam o líquido de arrefecimento ao longo de um caminho sinuoso, aumentando o seu tempo de contacto para uma melhor uniformidade de temperatura em toda a placa. Canais transversais perfurados são uma opção mais simples e de menor custo, mas oferecem desempenho limitado e são menos comuns em aplicações exigentes hoje em dia.
O Papel da Fabricação
Canais de fluxo usinados por CNC modernos permitem estas geometrias complexas com precisão. Na PTSMAKE, podemos criar aletas de pino intrincadas ou microcanais que são impossíveis com métodos mais antigos como a fundição. Esta flexibilidade de fabricação é fundamental para alcançar a otimização ideal da queda de pressão da placa fria.
A seleção de uma geometria de canal de placa fria envolve uma troca crítica. Microcanais maximizam a área de superfície, aletas de pino criam turbulência para pontos quentes, e caminhos serpentinos melhoram a uniformidade. A escolha ideal equilibra o desempenho térmico com a penalidade hidráulica, uma proeza tornada possível pela usinagem CNC de precisão.
Fabrico Híbrido de Placas Frias — Quando a Usinagem CNC Mais Brasagem Supera o Tudo-CNC
Ao projetar placas frias de refrigeração líquida de alto desempenho, um único bloco de metal nem sempre é a resposta. Embora as placas frias totalmente usinadas por CNC sejam excelentes para muitas aplicações, elas têm limitações físicas. A abordagem híbrida de combinar usinagem CNC com brasagem desbloqueia um desempenho térmico superior.
Superando Limitações de Ferramentas
A principal restrição de um design monolítico (peça única) é o alcance e o diâmetro da fresa. Canais internos profundos, estreitos ou complexos são frequentemente impossíveis de usinar a partir de um bloco sólido. É aqui que um design híbrido de duas peças se destaca.
Uma História de Dois Métodos
O método híbrido cria geometrias internas complexas usinando duas placas separadas e depois unindo-as. Isso permite recursos que de outra forma seriam impossíveis, otimizando o caminho do fluxo para dissipação de calor em uma placa fria brasada a vácuo.
| Caraterística | Totalmente CNC (Monolítico) | CNC + Brasagem (Híbrido) |
|---|---|---|
| Complexidade do Canal | Baixo a moderado | Elevado a muito elevado |
| Profundidade do Canal | Limitado pelo Alcance da Ferramenta | Praticamente Ilimitado |
| Espessura da parede | Mais Espesso (Estrutural) | Mais Fino (Otimizado) |
| Liberdade de conceção | Restrito | Grandemente Expandido |
Este método é uma parte central da nossa estratégia de fabricação na PTSMAKE, permitindo-nos entregar soluções adaptadas a desafios térmicos específicos.
O processo para uma placa fria usinada por CNC e brasada começa com duas placas separadas. Usinamos a intrincada rede de canais na placa base e depois usinamos uma placa de cobertura plana. Esta pré-usinagem garante um encaixe perfeito e sem folgas, o que é crítico para uma ligação bem-sucedida.
O Processo de União
Estes dois componentes são então unidos usando um processo especializado. A brasagem a vácuo é o método mais comum, criando uma vedação forte e à prova de vazamentos em um ambiente controlado. Isso evita a oxidação e garante a integridade da montagem final, o que é vital para todas as placas frias de refrigeração líquida.
Alternativas Avançadas
Para aplicações ainda mais exigentes, também utilizamos outras técnicas de união. Uma placa fria soldada por atrito oferece uma solda em estado sólido com excelente resistência. Também usamos Ligação por Difusão4, um processo que une materiais a nível molecular sob alta pressão e temperatura sem fusão.
Nosso investimento nestes avançados caminhos de montagem, juntamente com nossas extensas capacidades CNC, nos permite fornecer a solução de fabricação ideal. Esta comparação de métodos de fabricação de placas frias garante que sempre combinamos o processo com seus requisitos de desempenho, orçamento e material.
Para placas frias de refrigeração líquida de alto desempenho, uma abordagem híbrida CNC-mais-brasagem frequentemente supera todos os métodos somente CNC. Ela desbloqueia geometrias internas complexas para um gerenciamento térmico superior, demonstrando que a solução de fabricação mais inteligente combina o melhor de diferentes tecnologias para resultados ótimos.
Por Que a Usinagem CNC Oferece Melhor Planicidade de Placas Frias do Que Qualquer Outro Processo
Em eletrônicos de alto desempenho, a planicidade de uma placa fria de resfriamento líquido não é apenas uma especificação; é um fator crítico de desempenho. Uma superfície de montagem irregular cria lacunas microscópicas entre a placa fria e a fonte de calor. Essas lacunas, preenchidas por material de interface térmica (TIM), atuam como isolantes.
O Problema com a Planicidade Imperfeita
Mesmo uma pequena lacuna aumenta significativamente a resistência térmica, dificultando a transferência de calor. É por isso que a tolerância de planicidade da placa fria é tão importante. A usinagem CNC consistentemente alcança planicidade superior, melhorando diretamente a eficiência térmica e garantindo que seus componentes permaneçam frios sob carga.
Comparando Processos de Fabricação
Métodos diferentes produzem resultados muito distintos para a planicidade.
| Processo de fabrico | Tolerância de Planicidade Típica | Impacto no desempenho |
|---|---|---|
| Maquinação CNC | 0,01 mm ou melhor | Lacuna mínima de TIM, transferência térmica ideal |
| Fundição / Skiving | 0,05 mm – 0,1 mm | Lacuna maior de TIM, resistência térmica aumentada |
| Extrusão | > 0,1 mm | Perda significativa de desempenho, inadequado para montagem direta |
Como você pode ver, a usinagem CNC oferece uma clara vantagem para placas frias de resfriamento líquido.

O Papel Crítico do TIM e do Acabamento Superficial
O problema central com uma lacuna de material de interface térmica em uma placa fria é sua baixa condutividade térmica em comparação com o metal. Uma planicidade de 0,05 mm requer uma camada TIM mais espessa para preencher o vazio, o que retém o calor. Uma planicidade de superfície usinada por CNC de 0,01 mm minimiza essa lacuna.
Quantificando o Ganho de Desempenho
Nossos testes com clientes mostram que essa diferença não é trivial. Reduzir a lacuna se traduz em uma melhoria de 10-15% na transferência térmica na interface. Para chips de alta densidade de potência, isso pode ser a diferença entre operação estável e estrangulamento térmico, impactando diretamente a confiabilidade do produto final.
Além da Planicidade: A Importância do Ra
O acabamento da superfície é igualmente crucial. Uma superfície lisa, como o Ra 0,4μm que visamos na PTSMAKE, permite que o TIM se espalhe em uma camada fina e uniforme sem bolsas de ar. Este contato ideal é uma parte fundamental da equação. É aqui que a ciência da Metrologia de Superfície5 se torna vital na fabricação.
A usinagem CNC é o único processo que entrega de forma confiável tanto a tolerância de planicidade apertada quanto o acabamento de superfície fino exigidos para placas frias de resfriamento líquido modernas. É um método preciso e controlável que elimina suposições de desempenho.
Na PTSMAKE, usamos técnicas avançadas de CNC para garantir que cada placa fria de resfriamento líquido atenda às rigorosas especificações de planicidade e acabamento. Essa precisão é essencial para maximizar o desempenho térmico e garantir a confiabilidade dos sistemas eletrônicos de alto valor de nossos clientes.
Placas Frias Skived vs. Usinadas por CNC — Qual a Real Diferença?
Ao fabricar placas frias de resfriamento líquido, o método de criação de aletas é crítico. Dois processos comuns são o skiving e a usinagem CNC. A escolha entre eles impacta diretamente o desempenho, o custo e a liberdade de design. O skiving é um processo rápido ideal para arranjos de aletas simples e paralelas.
Principais Diferenças de Fabricação
O skiving raspa aletas finas de um bloco sólido de metal. Em contraste, a fresagem CNC corta precisamente o material para formar canais. Essa diferença fundamental dita as possibilidades geométricas para o seu design.
Adequação do Processo
| Caraterística | Skiving (Brochamento) | Maquinação CNC |
|---|---|---|
| Geometria | Aletas simples e paralelas | Canais complexos e não lineares |
| Velocidade | Rápido para designs simples | Mais lento, orientado a detalhes |
| Caraterísticas | Limitado a canais passantes | Coletores integrados, portas |
| Melhor para | Placas simples, de alto volume | Designs personalizados, de alto desempenho |
Esta distinção é fundamental ao decidir entre uma placa fria skived vs CNC.

Skiving, que é uma forma de brochamento6, cria aletas empurrando uma ferramenta de corte especial através de um bloco de metal. Este método é incrivelmente eficiente para produzir aletas retas e uniformes. No entanto, sua principal limitação é sua natureza unidirecional. Você só pode criar aletas paralelas com este processo.
Quando a Usinagem CNC é Essencial
A usinagem CNC oferece muito maior flexibilidade de design. Na PTSMAKE, frequentemente recomendamos CNC para placas frias de resfriamento líquido que exigem recursos complexos. Por exemplo, se o seu design inclui canais não lineares para atingir pontos quentes específicos, recursos de coletor integrado ou portas roscadas, o CNC é a única opção viável. Uma placa fria fresada por CNC vs um design de aleta skived permite zonas de múltiplas profundidades, o que pode otimizar o fluxo de refrigerante e a transferência térmica.
Considerações sobre o desempenho
Embora um dissipador de calor brochado seja econômico, seu desempenho é limitado por sua geometria simples. Para aplicações avançadas onde cada grau importa, a precisão de uma placa fria usinada por CNC garante que a intenção do design seja totalmente realizada, maximizando a eficiência térmica. A capacidade de criar estruturas internas intrincadas é uma vantagem significativa.
Em resumo, o skiving oferece velocidade e eficiência de custo para designs simples e de alto volume. No entanto, para placas frias de resfriamento líquido complexas ou de alto desempenho que exigem geometrias intrincadas e recursos integrados, a usinagem CNC é o método de fabricação superior e frequentemente necessário.
Planicidade, Rugosidade e Paralelismo — As Três Métricas de Qualidade de Superfície Que Definem o Desempenho da Placa Fria
Para placas frias de resfriamento líquido, o desempenho ideal depende da qualidade da superfície de montagem. Três parâmetros geométricos são absolutamente críticos: planicidade, rugosidade da superfície e paralelismo.
A Base da Transferência Térmica
Essas métricas influenciam diretamente a camada de Material de Interface Térmica (TIM) entre a placa fria e a fonte de calor. Uma superfície imperfeita força uma camada de TIM mais espessa, o que aumenta drasticamente a resistência térmica e reduz a eficiência de resfriamento.
Por que Cada Mícron Importa
Controlar essas características não é apenas sobre desempenho, mas também sobre confiabilidade. Superfícies irregulares podem criar estresse mecânico durante a montagem, potencialmente danificando componentes eletrônicos sensíveis. A usinagem de precisão é a chave para alcançar a integridade superficial necessária.

Para alcançar um desempenho térmico superior, devemos controlar precisamente estas três características de superfície inter-relacionadas. Cada uma desempenha um papel distinto na minimização da resistência térmica e na garantia da estabilidade mecânica para qualquer montagem de placa fria de resfriamento líquido.
Planicidade
Uma especificação de planicidade de placa fria define o quanto uma superfície se desvia de um plano matemático perfeito. Alta desvio cria grandes lacunas, exigindo uma camada espessa de TIM para preenchê-las. Usamos uma Máquina de Medição por Coordenadas (CMM) para processos de inspeção CMM de placas frias para garantir que a planicidade seja tipicamente mantida dentro de 0,001 polegadas por polegada.
Rugosidade da superfície
Isso mede os picos e vales mais finos em uma superfície. Uma face de contato de placa fria com rugosidade superficial controlada permite que o TIM se espalhe de forma fina e uniforme. Frequentemente usamos um perfilômetro7 para medir isso, visando um valor Ra entre 0,8 e 1,6 μm para a maioria das aplicações.
Paralelismo
Uma tolerância de paralelismo apertada na placa fria garante que a superfície de montagem seja perfeitamente paralela à base. Isso garante uma pressão de fixação uniforme em todo o componente, prevenindo estresse localizado e assegurando uma espessura consistente da linha de ligação do TIM.
| Métrica | Impacto primário | Método de medição |
|---|---|---|
| Planicidade | Espessura da Linha de Ligação do TIM | CMM |
| Rugosidade | Molhabilidade e Adesão do TIM | Profilómetro |
| Paralelismo | Estresse e Uniformidade de Fixação | CMM |
Dominar a planicidade, rugosidade e paralelismo é fundamental para placas frias de resfriamento líquido de alto desempenho. Essas qualidades governam diretamente a resistência térmica e a estabilidade mecânica, garantindo que seus componentes operem de forma fria e confiável sob carga.
Design de Porta de Fluido, Ranhura para O-Ring e Inserto Roscado — Acertando a Conexão
O desempenho de uma placa fria é, em última análise, determinado por suas conexões. Um vazamento pode comprometer um sistema inteiro, tornando essencial um design robusto da porta de fluido. Escolher o tipo de porta certo é a primeira decisão crítica em qualquer projeto de placas frias de resfriamento líquido para garantir uma vedação segura e à prova de vazamentos.
Compreendendo os Tipos de Rosca de Porta
Os tipos de rosca mais comuns servem a diferentes propósitos. Selecionar o incorreto é uma causa frequente de falha. Frequentemente orientamos os clientes sobre qual padrão melhor se adapta às necessidades de pressão, vibração e manutenção de sua aplicação. A prevenção de vazamentos em placas frias começa aqui.
Padrões Comuns de Rosca
| Tipo de rosca | Método de selagem | Aplicações comuns |
|---|---|---|
| NPT | Roscas cónicas | Potência fluida industrial |
| G / BSPP | Junta ou O-ring | Sistemas de baixa pressão |
| SAE J1926 | O-ring | Hidráulica de alta pressão |
O design adequado da porta de fluido da placa fria garante confiabilidade a longo prazo. A escolha depende inteiramente das demandas operacionais do sistema. Para ambientes de alta vibração, uma porta vedada por O-ring como a SAE é frequentemente uma escolha mais confiável do que uma conexão de placa fria com rosca NPT.

Além das roscas, a própria ranhura do O-ring é crítica. Sua geometria dita a eficácia e a longevidade da vedação. Os dois designs primários, rabo de andorinha e retangular, oferecem diferentes vantagens para uma placa fria com ranhura de O-ring. Uma ranhura em rabo de andorinha ajuda a reter o O-ring durante a montagem, o que é útil.
Considerações sobre Ranhura de O-ring e Inserções
No entanto, usinar uma ranhura em rabo de andorinha é mais complexo e pode aumentar os custos. Uma ranhura retangular padrão é frequentemente suficiente se os procedimentos de montagem forem controlados. O material do Durómetro8 também é um fator chave no cálculo da compressão correta para uma vedação duradoura.
Opções de Inserções Roscadas
Ao trabalhar com materiais mais macios como o alumínio, as inserções roscadas são necessárias para evitar o desgaste da rosca. As inserções com travamento por chave fornecem resistência superior ao torque em comparação com as inserções tipo arame como as Heli-Coils, tornando-as ideais para conexões que são frequentemente montadas e desmontadas.
Na PTSMAKE, nossas avançadas capacidades de usinagem CNC nos permitem integrar essas portas precisas, ranhuras de O-ring e preparações de inserções diretamente no corpo da placa fria. Esta construção de peça única elimina potenciais caminhos de vazamento de operações secundárias, aumentando grandemente a confiabilidade das placas frias de resfriamento líquido.
Acertar as conexões de fluido é fundamental para o desempenho. A seleção cuidadosa dos tipos de rosca, o design preciso da ranhura do O-ring e os insertos roscados apropriados são inegociáveis para criar uma placa fria confiável e à prova de vazamentos que protege os componentes eletrônicos sensíveis contra danos.
Prototipagem de Placas Frias em uma CNC — Por Que o Custo Zero de Ferramental Importa para a Iteração de Design
Ao desenvolver placas frias de resfriamento líquido personalizadas, a maior vantagem da usinagem CNC é a eliminação dos custos de ferramental. Métodos tradicionais como fundição sob pressão ou estampagem exigem moldes caros e fixações rígidas. Essas ferramentas adicionam um investimento inicial significativo e tempo de espera antes mesmo de você ver uma única peça.
A Vantagem CNC: Velocidade e Flexibilidade
Com CNC, podemos usinar um protótipo diretamente de um bloco sólido de alumínio ou cobre. Essa abordagem de fabricação de placa fria sem ferramental significa que o primeiro artigo pode estar pronto em apenas 5 a 7 dias. As alterações são simples ajustes de software, não modificações caras de molde.
Comparação de Custos em Resumo
Esta tabela ilustra as diferenças de configuração inicial. A principal conclusão é que o CNC evita a alta barreira de entrada associada ao ferramental tradicional, permitindo um ciclo de prototipagem DFM de placa fria muito mais ágil.
| Caraterística | Maquinação CNC | Fundição injectada |
|---|---|---|
| Custo das ferramentas | $0 | Pode exceder milhares por cavidade |
| Prazo de execução inicial | 5-7 Dias | 6-10 Semanas |
| Tipo de Fixação | Fixação Básica da Peça | Ferramental Rígido Personalizado |
| Custo de Alteração de Design | Mínimo (Programação) | Alto (Retrabalho de Ferramenta) |
Este processo simplificado é ideal para colocar protótipos funcionais nas mãos dos engenheiros rapidamente.
Desbloqueando a Iteração Rápida de Design
O verdadeiro poder de um processo de prototipagem de placa fria CNC surge durante a validação do projeto. Um engenheiro térmico pode testar múltiplas geometrias de canais internos dentro de um único ciclo de prototipagem. Isso permite testes empíricos para encontrar o equilíbrio ideal entre o fluxo de refrigerante e o desempenho térmico.
O Ciclo de Iteração
Com CNC, iterar é simples. Um engenheiro pode solicitar uma peça com um canal serpentino, testá-la e depois solicitar outra com um design de canal paralelo. Como o custo está ligado apenas ao tempo de máquina e à programação, esta iteração rápida de placa fria é incrivelmente econômica.
Comparando Ciclos de Iteração
Esta abordagem é quase impossível com fundição. Criar uma nova ferramenta de fundição para cada variação de design é financeiramente proibitivo e lento. Na PTSMAKE, ajudamos os engenheiros a aproveitar esta flexibilidade para refinar seus projetos com base em dados de testes do mundo real, garantindo que o produto final Coeficiente de Transferência de Calor9 atenda às especificações.
| Aspeto | Prototipagem CNC | Prototipagem por Fundição |
|---|---|---|
| Testando Múltiplos Designs | Viável em um ciclo | Requer múltiplas ferramentas caras |
| Tempo Por Iteração | Dias | Semanas ou meses |
| Custo Por Iteração | Baixo (Programação + Material) | Muito Alto (Novas Ferramentas) |
| Liberdade de conceção | Elevado | Limitado por restrições de ferramentas |
Em última análise, a usinagem CNC desrisca o processo de desenvolvimento para placas frias de refrigeração líquida.
A usinagem CNC remove a barreira significativa dos custos e atrasos de ferramentaria. Isso permite prototipagem rápida, acessível e flexível, permitindo que os engenheiros testem e validem múltiplos designs para placas frias de refrigeração líquida sem o investimento massivo exigido pelos métodos de fabricação tradicionais.
Do Protótipo Único à Produção — Escalabilidade de Placas Frias Sem Retooling
A escalada de placas frias de refrigeração líquida de uma única unidade para milhares não precisa envolver ferramentaria cara. O caminho do protótipo da placa fria à produção deve ser contínuo. Com a usinagem CNC, o processo é definido pela flexibilidade, não pelo investimento inicial em moldes ou matrizes.
Nosso Caminho de Escalada
Na PTSMAKE, temos um processo claro de três estágios. Esta estrutura permite que nossos clientes validem designs com protótipos antes de se comprometerem com volumes maiores. Ela oferece um cronograma e uma estrutura de custos previsíveis à medida que a demanda cresce.
| Estágio | Quantidade | Prazo de entrega típico |
|---|---|---|
| Protótipo | 5-50 peças | 3-5 dias úteis |
| Baixo volume | 50-1.000 peças | 1-2 semanas |
| Alto volume | 1.000+ peças | 3-4 semanas |
Este modelo suporta perfeitamente a fabricação sob demanda.

A principal vantagem da escalabilidade da placa fria CNC é a ausência de custos de ferramentaria. Ao contrário da moldagem por injeção ou fundição sob pressão, você não fica preso a um design por um molde de milhares de dólares. Isso permite iterações de design mesmo após as execuções de produção iniciais, sem penalidade financeira.
O Poder da Capacidade, Não dos Moldes
Como escalamos? É simples: alocamos mais tempo de máquina. Para um protótipo, uma ou duas máquinas CNC podem ser usadas. Para pedidos de placas frias CNC de alto volume, podemos dedicar uma célula de máquinas para produzir peças simultaneamente. O processo de fabricação em si permanece idêntico.
Isso garante que a décima peça seja idêntica à décima milésima. Manter essa consistência é crucial. A alta Repetibilidade10 da usinagem CNC significa que o desempenho térmico e o ajuste mecânico são consistentes em todo o volume de produção. Este é um nível de garantia de qualidade com o qual os métodos baseados em ferramentaria podem ter dificuldades à medida que os moldes se desgastam com o tempo.
Para as empresas, isso desrisca todo o lançamento do produto. Você pode entrar no mercado com fabricação de placas frias de baixo volume e aumentar a produção apenas quando os dados de vendas o apoiarem. Isso alinha seus gastos de fabricação diretamente com a receita.
A usinagem CNC oferece um caminho flexível e sem ferramentas para escalar a produção de placas frias. Este método permite passar do protótipo para pedidos de alto volume simplesmente adicionando capacidade de máquina, garantindo consistência e evitando grandes investimentos iniciais.
Certificações de Materiais e Rastreabilidade — O Que os OEMs de Centros de Dados Exigem dos Fornecedores de Placas Frias
Para OEMs de data centers, as certificações de material para placas frias de refrigeração líquida não são apenas burocracia. Elas são essenciais para garantir desempenho, confiabilidade e conformidade regulatória. A rastreabilidade completa é uma expectativa básica, especialmente quando os componentes devem atender a especificações térmicas e mecânicas rigorosas.
Principais documentos de rastreabilidade
Os OEMs frequentemente exigem um pacote completo de documentação. Isso confirma a origem, composição e propriedades do material. Elimina suposições e garante que cada peça atenda à intenção do projeto. Uma falha na qualidade do material pode comprometer todo um sistema de refrigeração.
Relatórios de Teste de Fábrica (MTRs)
O MTR é o documento fundamental. Ele fornece um resumo das propriedades físicas e químicas do material diretamente da fábrica que o produziu.
| Tipo de documento | Fornecido por | Objetivo |
|---|---|---|
| Relatório de Teste de Laminação (MTR) | Fábrica de Material | Certifica propriedades químicas/mecânicas |
| Certificado de Conformidade | Fornecedor CNC | Confirma que a peça atende às especificações |
| Documentos de Conformidade (RoHS/REACH) | Fábrica/Fornecedor de Material | Verifica conformidade ambiental |
Compreendendo as Certificações EN 10204
Para projetos com requisitos rigorosos, especialmente nos mercados europeus, os certificados EN 10204 são críticos. Estes fornecem diferentes níveis de validação. Um certificado Tipo 3.1 é validado pelo representante autorizado do fabricante, independente do departamento de fabricação. Um certificado Tipo 3.2 adiciona outra camada, exigindo validação por uma agência de inspeção terceirizada.
Verificação Química e Mecânica
Frequentemente realizamos verificação independente para garantir total conformidade. Isso inclui o uso de métodos como Espectrometria11 para confirmar a composição química de materiais como o cobre C11000. Isso garante a rastreabilidade completa do cobre C11000. Da mesma forma, as propriedades mecânicas são testadas para garantir que o material possa suportar tensões operacionais.
| Tipo de Certificado | Validação | Caso de utilização comum |
|---|---|---|
| EN 10204 3.1 | Inspetor do Fabricante | Aplicações industriais padrão |
| EN 10204 3.2 | Inspetor Terceirizado | Componentes críticos (aeroespacial, defesa) |
Conformidade RoHS e REACH
Além do desempenho, as regulamentações ambientais são inegociáveis. A conformidade com RoHS e REACH é obrigatória para o acesso ao mercado em muitas regiões. Como seu fornecedor de CNC, garantimos que todas as ligas de alumínio e cobre usadas em placas frias de refrigeração líquida estejam totalmente em conformidade, fornecendo a documentação necessária a cada lote.
A rastreabilidade completa do material é fundamental para placas frias de refrigeração líquida de alto desempenho. Desde Relatórios de Teste de Moinho até certificados EN 10204 e conformidade RoHS, esta documentação fornece a garantia de qualidade que os OEMs de data centers exigem para garantir a confiabilidade do sistema e a adesão regulatória.
Design de Placas Frias para Manufaturabilidade — Como Economizar Custo Sem Sacrificar o Desempenho Térmico
Ao projetar placas frias de refrigeração líquida, pequenas escolhas podem levar a grandes aumentos de custo. Focar no Design para Manufaturabilidade (DFM) é crucial. Ele garante que seu projeto seja eficiente para produzir sem prejudicar suas capacidades térmicas. Simples descuidos frequentemente inflacionam o preço final desnecessariamente.
Na PTSMAKE, guiamos nossos clientes através dessas decisões. Alguns ajustes chave na fase de projeto podem reduzir significativamente os custos de produção. Essa abordagem foca na praticidade e evita o excesso de engenharia onde não há benefício real. Vamos analisar algumas diretrizes práticas de DFM para placas frias.
Simplificar a Geometria dos Canais
Canais profundos e estreitos são um fator comum de custo na usinagem CNC. Usinar canais com mais de 50mm de profundidade frequentemente requer ferramentas especiais e velocidades de corte mais lentas, o que aumenta o tempo de máquina. Manter-se em comprimentos padrão de fresas de topo simplifica o processo e reduz o custo.
Especifique Tolerâncias Realistas
Uma das maneiras mais fáceis de economizar custos é especificando tolerâncias alcançáveis. Embora uma tolerância de ±0,005mm possa parecer boa no papel, muitas vezes é desnecessária. Se uma tolerância mais frouxa de ±0,02mm funcionar perfeitamente, escolha essa. Tolerâncias mais apertadas exigem configurações e inspeções mais cuidadosas.
| Escolha do design | Abordagem de Baixo Custo | Abordagem de alto custo |
|---|---|---|
| Tolerância | Especifique tolerâncias funcionais (por exemplo, ±0,02mm) | Desnecessariamente apertado (por exemplo, ±0,005mm) |
| Profundidade do Canal | < 50mm (Ferramental padrão) | > 50mm (Ferramental especial) |
| Tamanho do Material | Projete para dimensões de barras padrão | Requer blocos de matéria-prima cortados sob medida |
| Caraterísticas | Integre furos de montagem no corpo | Adicione operações secundárias para recursos |

Otimizar seu projeto é sobre equilibrar desempenho e manufaturabilidade. Por exemplo, projetar peças para se ajustarem a tamanhos de barras padrão minimiza o desperdício de material e a necessidade de operações de desbaste extras. Este passo simples é um princípio fundamental para qualquer otimização de custos em placas de resfriamento líquido. Cada escolha de projeto ruim adiciona incrementalmente ao preço unitário.
Considere Métodos de Fabricação Alternativos
Para projetos com canais internos muito complexos ou profundos, a usinagem CNC direta pode não ser a rota mais econômica. É aqui que entram os métodos alternativos. Uma construção de várias peças usando Brasagem12 pode ser mais econômica. Isso envolve usinar componentes mais simples e depois uni-los.
Integrando Recursos
Outro aspecto chave de um design de placa fria fabricável é a integração de recursos. Sempre que possível, integre furos de montagem e outros recursos diretamente no corpo principal da placa fria. Isso reduz o número de operações secundárias, simplifica o fluxo de fabricação e diminui o custo total da peça. É uma vitória direta para a eficiência.
Escolhas inteligentes de DFM para placas frias de refrigeração líquida, como otimizar a profundidade do canal, usar tolerâncias realistas e projetar para materiais padrão, reduzem diretamente os custos. Esses ajustes garantem a fabricabilidade sem sacrificar o desempenho térmico essencial para sua aplicação.
Espessura da Placa, Empenamento e Tensão Residual — Os Desafios da Usinagem CNC Que Ninguém Fala
A usinagem de componentes grandes e finos, como placas frias de refrigeração líquida, apresenta um desafio único. Quando você remove material de um lado de uma placa de 300mm x 200mm x 8mm, por exemplo, você não está apenas cortando metal; você está liberando tensões residuais aprisionadas. Isso faz com que a placa se curve ou deforme.
O Inimigo Invisível
A tensão residual está aprisionada na matéria-prima desde seu processo de fabricação, como laminação ou extrusão. Simplesmente prendê-la e usiná-la nas dimensões finais frequentemente resulta em uma peça que se deforma assim que é liberada do dispositivo de fixação. Este é um ponto de falha comum.
Um Problema de Equilíbrio
Alcançar a planicidade exigida após a usinagem não é uma questão de força; é uma questão de controle. A chave é gerenciar a liberação de tensão sistematicamente ao longo de toda a sequência de fabricação, não apenas durante o corte final.
| Desafio | Equívoco Comum |
|---|---|
| Empenamento da Placa | O material é "ruim"." |
| Perda de Planicidade | Prender mais forte vai resolver. |
| Resultados Inconsistentes | A máquina não é precisa o suficiente. |

Na PTSMAKE, abordamos o empenamento na usinagem de placas frias finas com uma estratégia comprovada e multi-estágio. É uma abordagem metódica que respeita as propriedades do material em vez de lutar contra elas. Ignorar este processo leva a peças descartadas e prazos atrasados, algo que nossos clientes não podem se dar ao luxo.
Nossa Estratégia de Usinagem em Três Etapas
Primeiro, realizamos uma operação de desbaste. Usinamos a placa perto de sua forma final, mas deixamos material suficiente em todas as superfícies críticas. Esta etapa inicial remove a maior parte do material e libera a maioria do estresse interno. A placa provavelmente empenará nesta fase, o que é esperado.
Em seguida, vem o recozimento para alívio de tensões. A peça desbastada é aquecida a uma temperatura específica e depois resfriada lentamente. Este ciclo térmico reorganiza a estrutura interna do material, relaxando quase todas as tensões residuais restantes sem alterar suas propriedades mecânicas. É uma reinicialização crítica para o material.
Finalmente, executamos os passes de acabamento. Com o material agora estável, podemos usinar a peça em suas dimensões finais e alcançar tolerâncias de planicidade apertadas. As tensões internas causadas pelo material Anisotropia13 foram neutralizadas.
Fixação Avançada de Peças para Precisão
A forma como você prende a peça é igualmente importante. Para placas finas, a fixação tradicional pode introduzir novas tensões e distorções.
| Método | Melhor caso de utilização | Vantagem chave |
|---|---|---|
| Mandril a Vácuo | Operações finais de acabamento | Fixação uniforme e de baixa pressão |
| Fita Dupla Face | Em uma superfície retificada para operações iniciais | Sem grampos laterais para interferir |
| Grampos de Perfil Baixo | Estágios de desbaste em material mais espesso | Fixação segura para corte pesado |
Alcançar a planicidade em componentes finos como placas frias de refrigeração líquida requer mais do que apenas corte preciso. Exige um processo sistemático que gerencia o estresse do material através de desbaste, recozimento térmico e acabamento cuidadoso, combinado com estratégias de fixação de peças apropriadas para evitar distorção.
Estudos de Caso de Placas Frias Personalizadas — Configurações Reais e Como Foram Usinadas
A teoria fornece uma base, mas exemplos do mundo real mostram como placas frias personalizadas resolvem desafios térmicos específicos. Selecionei alguns projetos anonimizados para ilustrar diferentes abordagens de design e fabricação. Esses casos cobrem uma gama de complexidades e volumes de produção.
Cada projeto começou com um problema único. As soluções exigiram diferentes materiais, estratégias de usinagem e processos de controle de qualidade para atingir as metas de desempenho.
| Visão Geral dos Estudos de Caso | Aplicação | Caraterísticas principais | Processo primário |
|---|---|---|---|
| Caso 1 | Switch de Rede | Canal Único Simples | Fresagem de 3 Eixos |
| Caso 2 | GPU de IA | Microcanais de Cobre | 5-Axis Milling |
| Caso 3 | IGBT de Alta Potência | Canais em serpentina | CNC + Brasagem a Vácuo |
| Caso 4 | CDU de Rack de Servidor | Coletor Integrado | 5 Eixos + Perfuração |

Vamos mergulhar nos detalhes desses exemplos de placas frias personalizadas. O caso mais simples foi uma placa de alumínio de canal único para um protótipo de switch de rede. Envolveu fresagem de 3 eixos direta. O foco foi na rápida execução para testes funcionais, com verificações básicas de vazamento e pressão confirmando a integridade.
Em contraste, a placa fria de microcanais de cobre para uma GPU de servidor de IA era muito mais complexa. Este projeto de usinagem de placa fria para servidor de IA exigiu fresagem de 5 eixos para criar uma densa Matriz de pinos14 matriz. Usinar cobre com tolerâncias tão apertadas sem deformar as aletas é um desafio significativo. Usamos ferramentas especializadas e parâmetros de corte cuidadosamente controlados.
Construção Brasada de Duas Peças
Para um módulo IGBT de alta potência, fabricamos um conjunto brasado de duas peças. Uma placa foi usinada em CNC com canais serpentinos, e uma tampa plana foi selada sobre ela usando brasagem a vácuo. Este processo cria uma ligação robusta e à prova de vazamentos, essencial para placas frias de resfriamento líquido de alta pressão.
Híbrido com Coletor Integrado
Uma placa fria híbrida para um rack de servidor exigia um coletor integrado. Este design foi usinado a partir de um único bloco usando fresagem de 5 eixos combinada com canais transversais perfurados com precisão. Isso eliminou potenciais pontos de vazamento de conexões, criando um componente altamente confiável para um sistema denso.
Estes estudos de caso mostram como os processos de fabricação são adaptados aos requisitos térmicos e mecânicos específicos da aplicação, desde protótipos simples até peças de produção complexas e de alto volume.

Esta propriedade é fundamental para garantir a confiabilidade da interface térmica sob mudanças de temperatura. ↩
Compreender este conceito ajuda a especificar requisitos precisos de gerenciamento térmico para eletrônicos de alta potência. ↩
Esta razão ajuda a quantificar o desempenho da transferência de calor por convecção em diferentes designs de placas frias de resfriamento líquido. ↩
Explore como este processo de estado sólido cria ligações em nível molecular, essenciais para aplicações térmicas e estruturais de alta integridade. ↩
Entenda como a medição de características de superfície em microescala influencia diretamente o desempenho térmico e mecânico dos componentes. ↩
Compreender este método de corte esclarece os limites geométricos das aletas skived versus a fresagem CNC multi-eixos. ↩
Aprenda como este instrumento quantifica a textura da superfície, garantindo que as peças atendam às especificações críticas de desempenho térmico. ↩
Compreender isto ajuda a selecionar o material certo do O-ring para uma pressão de vedação e longevidade ideais. ↩
Compreender este coeficiente é fundamental para otimizar o desempenho térmico nos seus designs de placas frias de refrigeração líquida. ↩
Compreenda como a repetibilidade garante qualidade consistente da primeira peça à última, um fator crítico na escalabilidade da produção. ↩
Aprenda como esta técnica de análise verifica a pureza e composição do material, garantindo o controlo de qualidade na fabricação de precisão. ↩
Compreenda como este processo de união permite geometrias complexas para soluções de gestão térmica de alto desempenho. ↩
Compreender esta propriedade ajuda a prever e controlar o comportamento do material durante a maquinação. ↩
Compreender o design de aletas tipo pino ajuda a otimizar o desempenho térmico em aplicações compactas e de alto calor. ↩






