

I tuoi rack di server AI stanno funzionando a temperature più elevate di quanto il tuo sistema di raffreddamento possa gestire? Il raffreddamento ad aria ha raggiunto il suo limite, e i gap TIM dovuti a una scarsa planarità della superficie ti stanno silenziosamente costando il 10-15% in prestazioni termiche.
Le piastre fredde per raffreddamento a liquido personalizzate lavorate a CNC sono scambiatori di calore in rame o alluminio fresati con precisione con canali di flusso interni, progettati per il raffreddamento diretto del chip in data center AI, sistemi HPC ed elettronica ad alta potenza che richiedono una planarità inferiore a 0,01 mm e geometrie di canale complesse.

In questa guida, ti illustrerò tutto ciò che ho imparato sulla produzione di piastre fredde presso Karkra, dalla scelta del materiale e dal design dei canali alla brasatura, al controllo della planarità e a casi di studio di produzione reali. Entriamo nel dettaglio.
Perché i Data Center AI Stanno Raggiungendo un Muro Termico — e le Piastre Fredde Sono la Via di Fuga
L'era del raffreddamento ad aria per il computing ad alta densità sta finendo. Con i carichi di lavoro AI che spingono le densità dei rack oltre gli 80kW, i metodi tradizionali stanno fallendo. Questo non è solo un problema futuro; sta accadendo ora. La barriera termica del data center per il raffreddamento AI è un ostacolo significativo alle prestazioni.
Il Cambiamento Inevitabile
Stiamo assistendo a una chiara tendenza. Un recente rapporto di S&P Global indica che il 21% degli operatori di data center sta pianificando una transizione al raffreddamento a liquido entro quest'anno. Ciò evidenzia l'urgenza e la risposta del settore alla tendenza all'adozione delle piastre fredde direct-to-chip.
Slancio del Mercato
Il mercato delle soluzioni di raffreddamento a liquido riflette questa urgenza. Le proiezioni mostrano una crescita significativa, guidata dalla domanda di una gestione termica più efficiente negli ambienti AI e HPC.
| Metrica di Mercato | Valore Proiettato |
|---|---|
| Dimensione del Mercato 2025 | 4,68 Miliardi di Dollari |
| CAGR | 18.6% |
Questa crescita sottolinea che il raffreddamento a liquido, in particolare l'uso di piastre fredde, sta diventando il nuovo standard.

Il problema centrale non riguarda solo la rimozione di più calore; riguarda la rimozione diretta dalla fonte. Il raffreddamento ad aria tradizionale fatica con il calore concentrato generato dalle moderne GPU e dai processori. È una questione di densità termica, non solo di carico termico totale. È qui che le soluzioni direct-to-chip eccellono.
Perché il Direct-to-Chip è Essenziale
Le piastre fredde di raffreddamento a liquido offrono un percorso diretto per la fuoriuscita del calore. Collegando una piastra riempita di liquido al processore, il calore viene trasferito in modo molto più efficiente rispetto all'aria. Ciò consente ai chip di funzionare ai loro livelli di prestazioni ottimali senza throttling dovuto a temperature eccessive.
Tuttavia, l'implementazione richiede precisione. L'interfaccia tra il chip e la piastra fredda è critica. Una connessione scadente, componenti disallineati o materiali con proprietà non corrispondenti Coefficiente di espansione termica1 possono compromettere l'intero sistema. Il nostro lavoro con i clienti dimostra che le tolleranze di produzione per queste piastre sono estremamente strette.
Efficacia del raffreddamento ad aria vs. a liquido
Questa tabella illustra la differenza fondamentale nelle capacità di trasferimento del calore, basata sui nostri test interni.
| Metodo di raffreddamento | Efficienza di trasferimento del calore | Idoneità alla densità di potenza |
|---|---|---|
| Raffreddamento ad aria | Basso | Sotto i 30kW/rack |
| Raffreddamento a liquido | Alto | Sopra gli 80kW/rack |
La transizione al raffreddamento a liquido non è solo un aggiornamento; è un'evoluzione necessaria per sbloccare il pieno potenziale dell'infrastruttura AI.
Poiché le esigenze dell'AI spingono le densità dei rack più in alto, il raffreddamento ad aria non è più praticabile. Il raffreddamento a liquido diretto al chip, guidato da piastre fredde ingegnerizzate con precisione, fornisce la gestione termica necessaria, rendendola una tecnologia essenziale per il futuro dei data center di calcolo ad alte prestazioni.
Piastre Fredde in Rame vs. Alluminio — La Conducibilità Termica È Solo Metà della Storia
Quando si sceglie un materiale per le piastre fredde di raffreddamento a liquido, tutti indicano la conduttività termica superiore del rame. Sebbene sia vero, concentrarsi solo su quel numero può portare a una soluzione sovra-ingegnerizzata e costosa. La scelta migliore bilancia prestazioni termiche, peso e costi di produzione per la vostra specifica applicazione.
Proprietà dei materiali a colpo d'occhio
L'alluminio è spesso un punto di partenza pratico grazie al suo costo e peso inferiori. Il rame è la scelta premium per carichi di calore estremi dove le prestazioni sono l'unica priorità. La decisione non è sempre semplice.
| Proprietà | Rame (C110) | Alluminio (6061) |
|---|---|---|
| Conduttività termica | ~400 W/mK | ~200 W/mK |
| Densità | 8,9 g/cm³ | 2,7 g/cm³ |
| Costo relativo | Alto | Basso |
| Lavorabilità | Fiera | Eccellente |
Quando scegliere ciascun materiale
Per la maggior parte dell'elettronica commerciale e dei sistemi industriali, l'alluminio offre un raffreddamento sufficiente a un prezzo molto più basso. Tuttavia, per applicazioni come le GPU di data center ad alta potenza o i laser medici specializzati, le prestazioni termiche superiori della piastra fredda in rame sono non negoziabili.

Il dibattito sul raffreddamento a liquido in alluminio vs rame va oltre i numeri grezzi. Presso PTSMAKE, spesso guidiamo i clienti attraverso una guida più sfumata alla selezione del materiale della piastra fredda. La lavorabilità, ad esempio, incide direttamente sul costo finale. L'alluminio è più facile da lavorare, consentendo strutture interne a alette più complesse senza un aumento significativo del prezzo.
Oltre un singolo materiale: design ibridi
Abbiamo scoperto che i design ibridi spesso offrono il meglio di entrambi i mondi. Una base di rame può essere incorporata o brasata in un corpo di alluminio. Questo approccio mira all'alta Flusso di calore2 area direttamente sotto la fonte di calore con il rame, mantenendo la struttura complessiva leggera ed economica.
Questa strategia è particolarmente efficace per le piastre fredde di raffreddamento a liquido di grande formato, dove una costruzione interamente in rame sarebbe proibitivamente pesante e costosa. Permette prestazioni mirate senza spendere troppo.
Raccomandazioni Basate sull'Applicazione
Ecco una semplice ripartizione basata sui progetti che abbiamo gestito. Questa tabella aiuta a chiarire quale materiale si adatta tipicamente a determinate esigenze termiche.
| Applicazione | Materiale consigliato | Motivazione |
|---|---|---|
| Elettronica di consumo | Alluminio | Costo e peso sono i fattori principali. |
| Inverter industriali di potenza | Alluminio | Buon equilibrio tra prestazioni e costi. |
| Gaming PC di Fascia Alta | Rame o Ibrido | Si desiderano le massime prestazioni. |
| GPU AI/HPC (>700W) | Rame | È richiesta la massima conduttività termica. |
In definitiva, la scelta del materiale giusto per le piastre fredde di raffreddamento a liquido richiede un equilibrio tra carico termico, budget e peso. Il rame offre prestazioni di punta, ma l'alluminio è spesso la scelta più intelligente ed economica per un'ampia gamma di applicazioni. I design ibridi offrono un eccellente compromesso.
Microcanali, Alette a Spillo e Percorsi Serpentini — Spiegazione del Design dei Canali di Flusso delle Piastre Fredde
Scegliere il giusto canale di flusso interno per le piastre fredde di raffreddamento a liquido è fondamentale. Questa decisione bilancia direttamente le prestazioni termiche con le esigenze idrauliche. Ogni design offre vantaggi unici, e comprenderli aiuta a creare una soluzione di raffreddamento efficiente per applicazioni specifiche.
Compromessi di Progettazione Chiave
La sfida principale è la gestione del compromesso termo-idraulico. L'aumento della superficie o della turbolenza del fluido migliora il trasferimento di calore ma aumenta anche la caduta di pressione. Ciò richiede pompe più potenti e costose per mantenere il flusso, influenzando l'efficienza complessiva del sistema.
Geometrie di Flusso Comuni
Applicazioni diverse richiedono strategie diverse. Un carico termico elevato e uniforme beneficia di un design, mentre i punti caldi concentrati ne richiedono un altro. Ecco un rapido confronto delle geometrie interne più comuni con cui lavoro.
| Tipo di Canale | Vantaggio primario | Applicazione ideale |
|---|---|---|
| Microcanali | Elevata superficie | Flusso di calore uniforme ed elevato |
| Pinne | Induce turbolenza | Mirare ai punti caldi |
| Percorsi a Serpentina | Lungo tempo di permanenza del fluido | Uniformità complessiva della temperatura |
| Canali Forati | Produzione semplice | Esigenze di basse prestazioni |

Approfondire ogni geometria rivela i suoi specifici punti di forza e di debolezza. L'obiettivo è sempre massimizzare la rimozione del calore minimizzando la potenza della pompa richiesta. È un equilibrio delicato che definisce l'ingegneria efficace delle piastre fredde.
Microcanali Dritti
Per carichi termici elevati e uniformemente distribuiti, un design a piastra fredda a microcanali è spesso la mia raccomandazione. Questi canali paralleli creano una vasta superficie per lo scambio di calore. Tuttavia, questa configurazione densa porta a una significativa caduta di pressione, che deve essere considerata nella progettazione del sistema.
Matrici di alette a perno
Quando si tratta di hotspot localizzati, come sotto un processore specifico, la geometria della piastra fredda a alette (pin fin) è superiore. Le alette interrompono il flusso del refrigerante, creando turbolenza che rompe il termico Numero di Nusselt3 e aumenta il trasferimento di calore locale esattamente dove è più necessario.
Canali a Serpentina e Forati
I canali a serpentina forzano il refrigerante lungo un percorso tortuoso, aumentandone il tempo di contatto per una migliore uniformità della temperatura sulla piastra. I canali trasversali forati sono un'opzione più semplice e a basso costo, ma offrono prestazioni limitate e sono meno comuni nelle applicazioni più esigenti oggi.
Il Ruolo della Produzione
I moderni canali di flusso lavorati a CNC consentono queste geometrie complesse con precisione. Presso PTSMAKE, possiamo creare alette (pin fin) o microcanali intricati che sono impossibili con metodi più vecchi come la fusione. Questa flessibilità di produzione è fondamentale per ottenere un'ottimizzazione ottimale della caduta di pressione della piastra fredda.
La selezione di una geometria del canale della piastra fredda comporta un compromesso critico. I microcanali massimizzano la superficie, le alette (pin fin) creano turbolenza per gli hotspot e i percorsi a serpentina migliorano l'uniformità. La scelta ottimale bilancia le prestazioni termiche con la penalità idraulica, un'impresa resa possibile dalla lavorazione CNC di precisione.
Produzione Ibrida di Piastre Fredde — Quando la Lavorazione CNC Più la Brasatura Batte il Tutto-CNC
Nella progettazione di piastre fredde per il raffreddamento a liquido ad alte prestazioni, un singolo blocco di metallo non è sempre la risposta. Sebbene le piastre fredde interamente lavorate a CNC siano eccellenti per molte applicazioni, presentano limitazioni fisiche. L'approccio ibrido che combina la lavorazione CNC con la brasatura sblocca prestazioni termiche superiori.
Superare le Limitazioni degli Utensili
Il vincolo principale di un design monolitico (a pezzo unico) è la portata e il diametro della fresa. Canali interni profondi, stretti o complessi sono spesso impossibili da lavorare da un blocco solido. È qui che un design ibrido a due pezzi eccelle.
Una Storia di Due Metodi
Il metodo ibrido crea geometrie interne complesse lavorando due piastre separate e poi unendole. Ciò consente di realizzare caratteristiche che altrimenti sarebbero impossibili, ottimizzando il percorso del flusso per la dissipazione del calore in una piastra fredda brasata sottovuoto.
| Caratteristica | Tutto-CNC (Monolitico) | CNC + Brasatura (Ibrido) |
|---|---|---|
| Complessità del Canale | Da basso a moderato | Da alto a molto alto |
| Profondità del Canale | Limitato dalla Portata dell'Utensile | Praticamente Illimitato |
| Spessore della parete | Più Spesso (Strutturale) | Più Sottile (Ottimizzato) |
| Libertà di progettazione | Limitato | Notevolmente Espanso |
Questo metodo è una parte fondamentale della nostra strategia di produzione presso PTSMAKE, permettendoci di fornire soluzioni su misura per specifiche sfide termiche.
Il processo per una piastra fredda lavorata a CNC e brasata inizia con due piastre separate. Lavoriamo la complessa rete di canali nella piastra di base e poi lavoriamo una piastra di copertura piatta. Questa pre-lavorazione garantisce un accoppiamento perfetto e senza spazi, fondamentale per una saldatura riuscita.
Il Processo di Giunzione
Questi due componenti vengono poi uniti utilizzando un processo specializzato. La brasatura sottovuoto è il metodo più comune, creando una sigillatura forte e a prova di perdite in un ambiente controllato. Ciò previene l'ossidazione e garantisce l'integrità dell'assemblaggio finale, che è vitale per tutte le piastre fredde a raffreddamento liquido.
Alternative Avanzate
Per applicazioni ancora più esigenti, utilizziamo anche altre tecniche di giunzione. Una piastra fredda saldata per attrito-agitazione offre una saldatura allo stato solido con eccellente resistenza. Utilizziamo anche Saldatura per Diffusione4, un processo che unisce i materiali a livello molecolare sotto alta pressione e temperatura senza fusione.
Il nostro investimento in queste vie di assemblaggio avanzate, insieme alle nostre ampie capacità CNC, ci permette di fornire la soluzione di produzione ottimale. Questo confronto tra i metodi di produzione delle piastre fredde garantisce che abbiniamo il processo alle vostre esigenze di prestazioni, budget e materiali ogni volta.
Per le piastre fredde a raffreddamento liquido ad alte prestazioni, un approccio ibrido CNC-più-brasatura spesso supera i metodi interamente CNC. Sblocca geometrie interne complesse per una gestione termica superiore, dimostrando che la soluzione di produzione più intelligente combina il meglio di diverse tecnologie per risultati ottimali.
Perché la Lavorazione CNC Offre una Planarità delle Piastre Fredde Migliore di Qualsiasi Altro Processo
Nell'elettronica ad alte prestazioni, la planarità di una piastra fredda per raffreddamento a liquido non è solo una specifica; è un fattore critico di prestazione. Una superficie di montaggio irregolare crea spazi microscopici tra la piastra fredda e la fonte di calore. Questi spazi, riempiti da materiale di interfaccia termica (TIM), agiscono come isolanti.
Il Problema della Planarità Imperfetta
Anche un piccolo spazio aumenta significativamente la resistenza termica, ostacolando il trasferimento di calore. Ecco perché la tolleranza di planarità della piastra fredda è così importante. La lavorazione CNC raggiunge costantemente una planarità superiore, migliorando direttamente l'efficienza termica e garantendo che i componenti rimangano freschi sotto carico.
Confronto tra Processi di Fabbricazione
Metodi diversi producono risultati molto diversi per la planarità.
| Processo di produzione | Tolleranza di Planarità Tipica | Impatto sulle prestazioni |
|---|---|---|
| Lavorazione CNC | 0.01 mm o migliore | Spazio TIM minimo, trasferimento termico ottimale |
| Fusione / Skiving | 0.05 mm – 0.1 mm | Spazio TIM maggiore, resistenza termica aumentata |
| Estrusione | > 0.1 mm | Perdita significativa di prestazioni, inadatto per montaggio diretto |
Come si può vedere, la lavorazione CNC offre un chiaro vantaggio per le piastre fredde per raffreddamento a liquido.

Il Ruolo Critico del TIM e della Finitura Superficiale
Il problema principale con un gap di materiale di interfaccia termica in una piastra fredda è la sua bassa conduttività termica rispetto al metallo. Una planarità di 0,05 mm richiede uno strato TIM più spesso per riempire il vuoto, che intrappola il calore. Una planarità della superficie lavorata a CNC di 0,01 mm minimizza questo gap.
Quantificare il Guadagno di Prestazioni
I nostri test con i clienti mostrano che questa differenza non è banale. Ridurre il gap si traduce in un miglioramento del 10-15% nel trasferimento termico all'interfaccia. Per i chip ad alta densità di potenza, questo può fare la differenza tra un funzionamento stabile e il throttling termico, influenzando direttamente l'affidabilità del prodotto finale.
Oltre la Planarità: L'Importanza di Ra
La finitura superficiale è altrettanto cruciale. Una superficie liscia, come la Ra 0,4μm che miriamo a PTSMAKE, permette al TIM di diffondersi in uno strato sottile e uniforme senza sacche d'aria. Questo contatto ottimale è una parte fondamentale dell'equazione. È qui che la scienza della Metrologia delle Superfici5 diventa vitale nella produzione.
La lavorazione CNC è l'unico processo che offre in modo affidabile sia la stretta tolleranza di planarità che la finitura superficiale fine richieste per le moderne piastre fredde a raffreddamento liquido. È un metodo preciso e controllabile che elimina le congetture sulle prestazioni.
A PTSMAKE, utilizziamo tecniche CNC avanzate per garantire che ogni piastra fredda a raffreddamento liquido soddisfi rigorose specifiche di planarità e finitura. Questa precisione è essenziale per massimizzare le prestazioni termiche e garantire l'affidabilità dei sistemi elettronici di alto valore dei nostri clienti.
Piastre Fredde Skived vs. Lavorate a CNC — Qual È la Vera Differenza?
Nella produzione di piastre fredde a raffreddamento liquido, il metodo di creazione delle alette è critico. Due processi comuni sono la skiving e la lavorazione CNC. La scelta tra essi influisce direttamente su prestazioni, costi e libertà di progettazione. La skiving è un processo veloce ideale per array di alette semplici e parallele.
Principali Differenze di Produzione
La skiving raschia alette sottili da un blocco solido di metallo. Al contrario, la fresatura CNC taglia con precisione il materiale per formare canali. Questa differenza fondamentale determina le possibilità geometriche per il vostro design.
Idoneità del Processo
| Caratteristica | Skiving (Brocciatura) | Lavorazione CNC |
|---|---|---|
| Geometria | Alette semplici e parallele | Canali complessi, non lineari |
| Velocità | Veloce per design semplici | Più lento, orientato ai dettagli |
| Caratteristiche | Limitato ai canali passanti | Collettori integrati, porte |
| Il migliore per | Piastre semplici, ad alto volume | Design personalizzati, ad alte prestazioni |
Questa distinzione è fondamentale quando si decide tra una piastra fredda skived e una CNC.

La skiving, che è una forma di brocciatura6, crea alette spingendo uno speciale utensile da taglio attraverso un blocco di metallo. Questo metodo è incredibilmente efficiente per produrre alette dritte e uniformi. Tuttavia, la sua principale limitazione è la sua natura unidirezionale. Con questo processo è possibile creare solo alette parallele.
Quando la lavorazione CNC è essenziale
La lavorazione CNC offre una flessibilità di progettazione molto maggiore. Presso PTSMAKE, spesso raccomandiamo la CNC per piastre fredde a raffreddamento liquido che richiedono caratteristiche complesse. Ad esempio, se il vostro progetto include canali non lineari per mirare a punti caldi specifici, caratteristiche di collettore integrate o porte filettate, la CNC è l'unica opzione praticabile. Una piastra fredda fresata CNC rispetto a un design con alette skived consente zone a più profondità, che possono ottimizzare il flusso del refrigerante e il trasferimento termico.
Considerazioni sulle prestazioni
Sebbene un dissipatore di calore brocciato sia conveniente, le sue prestazioni sono limitate dalla sua geometria semplice. Per applicazioni avanzate in cui ogni grado conta, la precisione di una piastra fredda lavorata a CNC garantisce che l'intento progettuale sia pienamente realizzato, massimizzando l'efficienza termica. La capacità di creare intricate strutture interne è un vantaggio significativo.
In breve, la skiving offre velocità ed efficienza dei costi per progetti semplici e ad alto volume. Tuttavia, per piastre fredde a raffreddamento liquido complesse o ad alte prestazioni che richiedono geometrie intricate e caratteristiche integrate, la lavorazione CNC è il metodo di produzione superiore e spesso necessario.
Planarità, Rugosità e Parallelismo — Le Tre Metriche di Qualità della Superficie Che Definiscono le Prestazioni delle Piastre Fredde
Per le piastre fredde a raffreddamento liquido, le prestazioni ottimali dipendono dalla qualità della superficie di montaggio. Tre parametri geometrici sono assolutamente critici: planarità, rugosità superficiale e parallelismo.
Le fondamenta del trasferimento termico
Queste metriche influenzano direttamente lo strato di Materiale di Interfaccia Termica (TIM) tra la piastra fredda e la fonte di calore. Una superficie imperfetta impone uno strato di TIM più spesso, il che aumenta drasticamente la resistenza termica e riduce l'efficienza di raffreddamento.
Perché ogni micron conta
Controllare queste caratteristiche non riguarda solo le prestazioni, ma anche l'affidabilità. Le superfici irregolari possono creare stress meccanico durante l'assemblaggio, danneggiando potenzialmente i componenti elettronici sensibili. La lavorazione di precisione è la chiave per ottenere l'integrità superficiale richiesta.

Per ottenere prestazioni termiche superiori, dobbiamo controllare con precisione queste tre caratteristiche superficiali interrelate. Ognuna svolge un ruolo distinto nel minimizzare la resistenza termica e garantire la stabilità meccanica per qualsiasi assemblaggio di piastre fredde a raffreddamento liquido.
Piattezza
Una specifica di planarità della piastra fredda definisce quanto una superficie devia da un piano matematico perfetto. Un'elevata deviazione crea lacune su larga scala, richiedendo uno spesso strato di TIM per riempirle. Utilizziamo una macchina di misura a coordinate (CMM) per i processi di ispezione CMM delle piastre fredde per garantire che la planarità sia tipicamente mantenuta entro 0,001 pollici per pollice.
Ruvidità della superficie
Questo misura i picchi e le valli più fini su una superficie. Una faccia di contatto della piastra fredda con rugosità superficiale controllata consente al TIM di diffondersi in modo sottile e uniforme. Spesso utilizziamo un profilometro7 per misurare questo, puntando a un valore Ra tra 0,8 e 1,6 μm per la maggior parte delle applicazioni.
Parallelismo
Una stretta tolleranza di parallelismo della piastra fredda assicura che la superficie di montaggio sia perfettamente parallela alla base. Ciò garantisce una pressione di serraggio uniforme su tutto il componente, prevenendo stress localizzati e garantendo uno spessore costante della linea di legame del TIM.
| Metrico | Impatto primario | Metodo di misurazione |
|---|---|---|
| Piattezza | Spessore della linea di legame del TIM | CMM |
| Rugosità | Bagnatura e adesione del TIM | Profilometro |
| Parallelismo | Stress e uniformità di serraggio | CMM |
La padronanza della planarità, della rugosità e del parallelismo è fondamentale per le piastre fredde a raffreddamento liquido ad alte prestazioni. Queste qualità governano direttamente la resistenza termica e la stabilità meccanica, garantendo che i vostri componenti operino in modo fresco e affidabile sotto carico.
Design della Porta Fluido, della Scanalatura per O-Ring e dell'Inserto Filettato — Ottenere la Connessione Corretta
Le prestazioni di una piastra fredda sono in definitiva determinate dalle sue connessioni. Una perdita può compromettere un intero sistema, rendendo essenziale una robusta progettazione della porta del fluido. La scelta del tipo di porta giusto è la prima decisione critica in qualsiasi progetto di piastre fredde a raffreddamento liquido per garantire una tenuta sicura e a prova di perdite.
Comprensione dei tipi di filettatura delle porte
I tipi di filettatura più comuni servono ciascuno a scopi diversi. Selezionare quello errato è una causa frequente di guasti. Spesso guidiamo i clienti su quale standard si adatta meglio alle esigenze di pressione, vibrazione e manutenibilità della loro applicazione. La prevenzione delle perdite della piastra fredda inizia qui.
Standard di Filettatura Comuni
| Tipo di filo | Metodo di sigillatura | Applicazioni comuni |
|---|---|---|
| NPT | Filettature coniche | Potenza fluida industriale |
| G / BSPP | Guarnizione o O-ring | Sistemi a bassa pressione |
| SAE J1926 | O-ring | Impianti idraulici ad alta pressione |
Una corretta progettazione della porta del fluido della piastra fredda garantisce affidabilità a lungo termine. La scelta dipende interamente dalle esigenze operative del sistema. Per ambienti ad alta vibrazione, una porta sigillata con O-ring come SAE è spesso una scelta più affidabile rispetto a una connessione della piastra fredda con filettatura NPT.

Oltre alle filettature, la scanalatura dell'O-ring stessa è fondamentale. La sua geometria determina l'efficacia e la longevità della tenuta. I due design principali, a coda di rondine e rettangolare, offrono diversi vantaggi per una piastra fredda con scanalatura per O-ring. Una scanalatura a coda di rondine aiuta a trattenere l'O-ring durante l'assemblaggio, il che è utile.
Considerazioni sulla Scanalatura dell'O-ring e sugli Inserti
Tuttavia, la lavorazione di una scanalatura a coda di rondine è più complessa e può aumentare i costi. Una scanalatura rettangolare standard è spesso sufficiente se le procedure di assemblaggio sono controllate. Il materiale Durometro8 è anche un fattore chiave nel calcolo della compressione corretta per una tenuta duratura.
Opzioni di Inserti Filettati
Quando si lavora con materiali più morbidi come l'alluminio, gli inserti filettati sono necessari per prevenire lo spanamento della filettatura. Gli inserti con bloccaggio a chiave offrono una resistenza alla coppia superiore rispetto agli inserti a filo come gli Heli-Coil, rendendoli ideali per connessioni che vengono frequentemente assemblate e disassemblate.
Presso PTSMAKE, le nostre avanzate capacità di lavorazione CNC ci consentono di integrare queste porte precise, scanalature per O-ring e preparazioni per inserti direttamente nel corpo della piastra fredda. Questa costruzione monoblocco elimina potenziali percorsi di perdita derivanti da operazioni secondarie, migliorando notevolmente l'affidabilità delle piastre fredde per il raffreddamento a liquido.
Realizzare correttamente i collegamenti fluidici è fondamentale per le prestazioni. L'attenta selezione dei tipi di filettatura, la progettazione precisa delle scanalature per O-ring e gli inserti filettati appropriati sono non negoziabili per creare una piastra fredda affidabile e a prova di perdite che protegga i componenti elettronici sensibili da danni.
Prototipazione di Piastre Fredde su una CNC — Perché il Costo Zero degli Utensili È Importante per l'Iterazione del Design
Quando si sviluppano piastre fredde di raffreddamento a liquido personalizzate, il più grande vantaggio della lavorazione CNC è l'eliminazione dei costi di attrezzaggio. I metodi tradizionali come la pressofusione o lo stampaggio richiedono stampi costosi e attrezzature rigide. Questi strumenti aggiungono un significativo investimento iniziale e tempi di consegna prima ancora di vedere un singolo pezzo.
Il Vantaggio CNC: Velocità e Flessibilità
Con il CNC, possiamo lavorare un prototipo direttamente da un blocco solido di alluminio o rame. Questo approccio di produzione di piastre fredde senza attrezzaggio significa che il primo articolo può essere pronto in soli 5-7 giorni. Le modifiche sono semplici aggiustamenti software, non costose modifiche allo stampo.
Confronto dei Costi a Colpo d'Occhio
Questa tabella illustra le differenze di configurazione iniziale. Il punto chiave è che il CNC evita l'elevata barriera all'ingresso associata all'attrezzaggio tradizionale, consentendo un ciclo di prototipazione DFM per piastre fredde molto più agile.
| Caratteristica | Lavorazione CNC | Pressofusione |
|---|---|---|
| Costo degli utensili | $0 | Può superare migliaia per cavità |
| Tempo di consegna iniziale | 5-7 Giorni | 6-10 Settimane |
| Tipo di Attrezzatura | Fissaggio Base | Attrezzaggio Rigido Personalizzato |
| Costo Modifica Design | Minimo (Programmazione) | Alto (Rilavorazione Utensile) |
Questo processo semplificato è ideale per far arrivare rapidamente prototipi funzionali nelle mani degli ingegneri.
Sbloccare l'Iterazione Rapida del Design
1. Il vero potere di un processo di prototipazione di piastre fredde CNC emerge durante la convalida del design. Un ingegnere termico può testare molteplici geometrie di canali interni all'interno di un singolo ciclo di prototipazione. Ciò consente test empirici per trovare l'equilibrio ottimale tra il flusso del refrigerante e le prestazioni termiche.
2. Il Ciclo di Iterazione
3. Con il CNC, l'iterazione è semplice. Un ingegnere può richiedere un pezzo con un canale a serpentina, testarlo e poi richiederne un altro con un design a canali paralleli. Poiché il costo è legato solo al tempo macchina e alla programmazione, questa rapida iterazione della piastra fredda è incredibilmente conveniente.
4. Confronto dei Cicli di Iterazione
5. Questo approccio è quasi impossibile con la fusione. Creare un nuovo stampo per pressofusione per ogni variazione di design è finanziariamente proibitivo e lento. In PTSMAKE, aiutiamo gli ingegneri a sfruttare questa flessibilità per affinare i loro progetti basati su dati di test reali, garantendo che il prodotto finale 6. Coefficiente di Trasferimento del Calore9 7. soddisfi le specifiche.
| Aspetto | Prototipazione CNC | 8. Prototipazione per Pressofusione |
|---|---|---|
| 9. Test di Design Multipli | 10. Fattibile in un ciclo | 11. Richiede più strumenti costosi |
| 12. Tempo per Iterazione | Giorni | Settimane o mesi |
| 13. Costo per Iterazione | 14. Basso (Programmazione + Materiale) | 15. Molto Alto (Nuovi Stampi) |
| Libertà di progettazione | Alto | Limited by tooling constraints |
In definitiva, la lavorazione CNC riduce i rischi del processo di sviluppo per le piastre fredde a raffreddamento liquido.
La lavorazione CNC elimina la barriera significativa dei costi e dei ritardi di attrezzaggio. Ciò consente una prototipazione rapida, economica e flessibile, permettendo agli ingegneri di testare e convalidare più progetti per le piastre fredde a raffreddamento liquido senza il massiccio investimento richiesto dai metodi di produzione tradizionali.
Dal Prototipo Unico alla Produzione — Scalabilità delle Piastre Fredde Senza Ristrutturazione degli Utensili
Scalare le piastre fredde a raffreddamento liquido da una singola unità a migliaia non deve comportare costosi attrezzaggi. Il percorso dal prototipo di piastra fredda alla produzione dovrebbe essere senza interruzioni. Con la lavorazione CNC, il processo è definito dalla flessibilità, non dall'investimento iniziale in stampi o matrici.
Il nostro Percorso di Scalabilità
Presso PTSMAKE, abbiamo un processo chiaro, a tre fasi. Questa struttura consente ai nostri clienti di convalidare i progetti con prototipi prima di impegnarsi in volumi maggiori. Fornisce una tempistica e una struttura dei costi prevedibili man mano che la domanda cresce.
| Palcoscenico | Quantità | Tempi di consegna tipici |
|---|---|---|
| Prototipo | 5-50 pz | 3-5 giorni lavorativi |
| Basso volume | 50-1.000 pz | 1-2 settimane |
| Alto volume | 1.000+ pz | 3-4 settimane |
Questo modello supporta perfettamente la produzione su richiesta.

Il vantaggio principale della scalabilità delle piastre fredde CNC è l'assenza di costi di attrezzaggio. A differenza dello stampaggio a iniezione o della pressofusione, non si è vincolati a un progetto da uno stampo da migliaia di dollari. Ciò consente iterazioni di progettazione anche dopo le prime serie di produzione senza penalità finanziarie.
Il Potere della Capacità, Non degli Stampi
Come scaliamo? È semplice: allocchiamo più tempo macchina. Per un prototipo, potrebbero essere utilizzate una o due macchine CNC. Per ordini di piastre fredde CNC ad alto volume, possiamo dedicare una cella di macchine per produrre i pezzi contemporaneamente. Il processo di produzione stesso rimane identico.
Ciò garantisce che il decimo pezzo sia identico al diecimillesimo. Mantenere questa coerenza è cruciale. L'elevata Ripetibilità10 della lavorazione CNC significa che le prestazioni termiche e l'accoppiamento meccanico sono costanti su tutto il volume di produzione. Questo è un livello di garanzia della qualità con cui i metodi basati su attrezzature possono avere difficoltà man mano che gli stampi si usurano nel tempo.
Per le aziende, ciò riduce i rischi dell'intero lancio del prodotto. È possibile entrare nel mercato con la produzione di piastre fredde a basso volume e aumentare la produzione solo quando i dati di vendita lo supportano. Ciò allinea la spesa di produzione direttamente con i ricavi.
La lavorazione CNC offre un percorso flessibile e senza utensili per scalare la produzione di piastre fredde. Questo metodo consente di passare dal prototipo agli ordini di grandi volumi semplicemente aggiungendo capacità di macchina, garantendo coerenza ed evitando grandi investimenti iniziali.
Certificazioni dei Materiali e Tracciabilità — Cosa Richiedono gli OEM dei Data Center ai Fornitori di Piastre Fredde
Per gli OEM di data center, le certificazioni dei materiali per le piastre fredde a raffreddamento liquido non sono solo burocrazia. Sono essenziali per garantire prestazioni, affidabilità e conformità normativa. La piena tracciabilità è un'aspettativa di base, soprattutto quando i componenti devono soddisfare rigorose specifiche termiche e meccaniche.
Documenti chiave di tracciabilità
Gli OEM spesso richiedono un pacchetto di documentazione completo. Questo conferma l'origine, la composizione e le proprietà del materiale. Elimina le congetture e garantisce che ogni parte soddisfi l'intento progettuale. Un difetto nella qualità del materiale può compromettere un intero sistema di raffreddamento.
Certificati di Prova del Mulino (MTR)
L'MTR è il documento fondamentale. Fornisce un riepilogo delle proprietà fisiche e chimiche del materiale direttamente dal mulino che lo ha prodotto.
| Tipo di documento | Fornito da | Scopo |
|---|---|---|
| Rapporto di prova del laminatoio (MTR) | Mulino del Materiale | Certifica le proprietà chimiche/meccaniche |
| Certificato di conformità | Fornitore CNC | Conferma che la parte soddisfa le specifiche |
| Documenti di Conformità (RoHS/REACH) | Mulino/Fornitore del Materiale | Verifica la conformità ambientale |
Comprendere le Certificazioni EN 10204
Per progetti con requisiti rigorosi, specialmente nei mercati europei, i certificati EN 10204 sono fondamentali. Questi forniscono diversi livelli di convalida. Un certificato di Tipo 3.1 è convalidato dal rappresentante autorizzato del produttore, indipendente dal reparto di produzione. Un certificato di Tipo 3.2 aggiunge un ulteriore livello, richiedendo la convalida da parte di un'agenzia di ispezione di terze parti.
Verifica Chimica e Meccanica
Eseguiamo spesso verifiche indipendenti per garantire la piena conformità. Ciò include l'utilizzo di metodi come Spettrometria11 per confermare la composizione chimica di materiali come il rame C11000. Ciò garantisce la completa tracciabilità del rame C11000. Allo stesso modo, le proprietà meccaniche vengono testate per garantire che il materiale possa resistere alle sollecitazioni operative.
| Tipo di Certificato | Convalida | Caso d'uso comune |
|---|---|---|
| EN 10204 3.1 | Ispettore del Produttore | Applicazioni industriali standard |
| EN 10204 3.2 | Ispettore di Terze Parti | Componenti critici (aerospaziale, difesa) |
Conformità RoHS e REACH
Oltre alle prestazioni, le normative ambientali sono non negoziabili. La conformità RoHS e REACH è obbligatoria per l'accesso al mercato in molte regioni. Come vostro fornitore CNC, garantiamo che tutte le leghe di alluminio e rame utilizzate nelle piastre fredde per il raffreddamento a liquido siano pienamente conformi, fornendo la documentazione necessaria con ogni lotto.
La piena tracciabilità dei materiali è fondamentale per le piastre fredde per il raffreddamento a liquido ad alte prestazioni. Dai rapporti di prova del mulino ai certificati EN 10204 e alla conformità RoHS, questa documentazione fornisce la garanzia di qualità che i produttori OEM di data center richiedono per garantire l'affidabilità del sistema e l'aderenza alle normative.
Design delle Piastre Fredde per la Fabbricabilità — Come Risparmiare Costi Senza Sacrificare le Prestazioni Termiche
Quando si progettano piastre fredde per il raffreddamento a liquido, piccole scelte possono portare a grandi aumenti dei costi. Concentrarsi sulla Progettazione per la Fabbricabilità (DFM) è cruciale. Garantisce che il vostro design sia efficiente da produrre senza compromettere le sue capacità termiche. Semplici sviste spesso gonfiano inutilmente il prezzo finale.
In PTSMAKE, guidiamo i nostri clienti attraverso queste decisioni. Alcuni aggiustamenti chiave nella fase di progettazione possono ridurre significativamente i costi di produzione. Questo approccio si concentra sulla praticità ed evita l'eccessiva ingegnerizzazione dove non offre alcun beneficio reale. Vediamo alcune linee guida pratiche DFM per le piastre fredde.
Semplificare la Geometria dei Canali
I canali profondi e stretti sono un comune fattore di costo nella lavorazione CNC. La lavorazione di canali più profondi di 50 mm spesso richiede utensili speciali e velocità di taglio più lente, il che aumenta il tempo di macchina. Attenersi a lunghezze standard delle frese a candela semplifica il processo e riduce i costi.
Specificare Tolleranze Realistiche
Uno dei modi più semplici per risparmiare sui costi è specificare tolleranze realizzabili. Sebbene una tolleranza di ±0,005 mm possa sembrare buona sulla carta, è spesso inutile. Se una tolleranza più ampia di ±0,02 mm funziona perfettamente, scegli quella. Tolleranze più strette richiedono configurazioni e ispezioni più accurate.
| Scelta del design | Approccio a Basso Costo | Approccio ad alto costo |
|---|---|---|
| Tolleranza | Specificare tolleranze funzionali (es. ±0,02 mm) | Inutilmente strette (es. ±0,005 mm) |
| Profondità del Canale | < 50mm (Utensili standard) | > 50mm (Utensili speciali) |
| Dimensione del Materiale | Progettare per dimensioni standard di barre | Richiede blocchi di materia prima tagliati su misura |
| Caratteristiche | Integrare i fori di montaggio nel corpo | Aggiungere operazioni secondarie per le caratteristiche |

Ottimizzare il tuo design significa bilanciare prestazioni e producibilità. Ad esempio, progettare parti per adattarsi a dimensioni standard di barre riduce al minimo lo spreco di materiale e la necessità di operazioni di sgrossatura extra. Questo semplice passaggio è un principio fondamentale per qualsiasi ottimizzazione dei costi sulle piastre di raffreddamento a liquido. Ogni scelta di design scadente aggiunge in modo incrementale al prezzo unitario.
Considerare Metodi di Fabbricazione Alternativi
Per design con canali interni molto complessi o profondi, la lavorazione CNC diretta potrebbe non essere la via più economica. È qui che entrano in gioco metodi alternativi. Una costruzione multi-parte che utilizza Brasatura12 può essere più conveniente. Ciò comporta la lavorazione di componenti più semplici e la loro successiva unione.
Integrazione delle Funzionalità
Un altro aspetto chiave di un design di piastra fredda producibile è l'integrazione delle funzionalità. Ogni volta che è possibile, integrare i fori di montaggio e altre funzionalità direttamente nel corpo principale della piastra fredda. Ciò riduce il numero di operazioni secondarie, semplifica il flusso di produzione e abbassa il costo complessivo del pezzo. È un vantaggio diretto per l'efficienza.
Scelte DFM intelligenti per le piastre fredde a raffreddamento liquido, come l'ottimizzazione della profondità del canale, l'uso di tolleranze realistiche e la progettazione per materiali standard, riducono direttamente i costi. Queste regolazioni garantiscono la producibilità senza sacrificare le prestazioni termiche essenziali per la vostra applicazione.
Spessore della Piastra, Deformazione e Stress Residuo — Le Sfide della Lavorazione CNC di Cui Nessuno Parla
La lavorazione di componenti grandi e sottili come le piastre fredde a raffreddamento liquido presenta una sfida unica. Quando si rimuove materiale da un lato di una piastra di 300 mm x 200 mm x 8 mm, ad esempio, non si sta solo tagliando il metallo; si sta rilasciando lo stress residuo intrappolato. Questo fa sì che la piastra si pieghi o si deformi.
Il Nemico Invisibile
Lo stress residuo è bloccato nella materia prima dal suo processo di produzione, come la laminazione o l'estrusione. Semplicemente bloccandolo e lavorandolo alle dimensioni finali spesso si ottiene un pezzo che si deforma non appena viene rilasciato dal dispositivo di fissaggio. Questo è un punto di fallimento comune.
Un Problema di Equilibrio
Ottenere la planarità richiesta dopo la lavorazione non riguarda la forza; riguarda il controllo. La chiave è gestire il rilascio dello stress sistematicamente durante l'intera sequenza di produzione, non solo durante il taglio finale.
| Sfida | Errore Comune |
|---|---|
| Deformazione della Piastra | Il materiale è "cattivo"." |
| Perdita di Planarità | Serrare più forte lo risolverà. |
| Risultati Incoerenti | La macchina non è abbastanza precisa. |

In PTSMAKE, affrontiamo la deformazione della lavorazione di piastre fredde sottili con una strategia comprovata e multistadio. È un approccio metodico che rispetta le proprietà del materiale invece di combatterle. Ignorare questo processo porta a pezzi scartati e a ritardi nelle tempistiche, qualcosa che i nostri clienti non possono permettersi.
La nostra strategia di lavorazione in tre fasi
Per prima cosa, eseguiamo un'operazione di sgrossatura. Lavoriamo la piastra vicino alla sua forma finale ma lasciamo materiale sufficiente su tutte le superfici critiche. Questo passaggio iniziale rimuove la maggior parte del materiale e rilascia la maggior parte delle tensioni interne. La piastra probabilmente si deformerà in questa fase, il che è previsto.
Successivamente, si procede alla ricottura di distensione. La parte sgrossata viene riscaldata a una temperatura specifica e poi raffreddata lentamente. Questo ciclo termico riorganizza la struttura interna del materiale, rilassando quasi tutte le tensioni residue rimanenti senza alterarne le proprietà meccaniche. È un ripristino critico per il materiale.
Infine, eseguiamo le passate di finitura. Con il materiale ora stabile, possiamo lavorare il pezzo alle sue dimensioni finali e ottenere tolleranze di planarità strette. Le tensioni interne causate dal materiale Anisotropia13 sono state neutralizzate.
Fissaggio avanzato del pezzo per la precisione
Il modo in cui si fissa il pezzo è altrettanto importante. Per le piastre sottili, il serraggio tradizionale può introdurre nuove tensioni e distorsioni.
| Metodo | Il miglior caso d'uso | Vantaggio chiave |
|---|---|---|
| Mandrino a vuoto | Operazioni di finitura finale | Serraggio uniforme a bassa pressione |
| Nastro biadesivo | Su una superficie rettificata per le operazioni iniziali | Nessun morsetto laterale che interferisca |
| Morsetti a basso profilo | Fasi di sgrossatura su materiale più spesso | Tenuta sicura per tagli pesanti |
Ottenere la planarità su componenti sottili come le piastre fredde per il raffreddamento a liquido richiede più di un semplice taglio preciso. Richiede un processo sistematico che gestisca lo stress del materiale attraverso la sgrossatura, la ricottura termica e una finitura accurata, abbinato a strategie di bloccaggio appropriate per prevenire la distorsione.
Casi di Studio di Piastre Fredde Personalizzate — Configurazioni Reali e Come Sono State Lavorate
La teoria fornisce una base, ma esempi reali mostrano come le piastre fredde personalizzate risolvano sfide termiche specifiche. Ho selezionato alcuni progetti anonimi per illustrare diversi approcci alla progettazione e alla produzione. Questi casi coprono una gamma di complessità e volumi di produzione.
Ogni progetto è iniziato con un problema unico. Le soluzioni hanno richiesto materiali, strategie di lavorazione e processi di controllo qualità diversi per raggiungere gli obiettivi di prestazione.
| Panoramica dei casi di studio | Applicazione | Caratteristiche principali | Processo primario |
|---|---|---|---|
| Caso 1 | Switch di rete | Semplice canale singolo | Fresatura a 3 Assi |
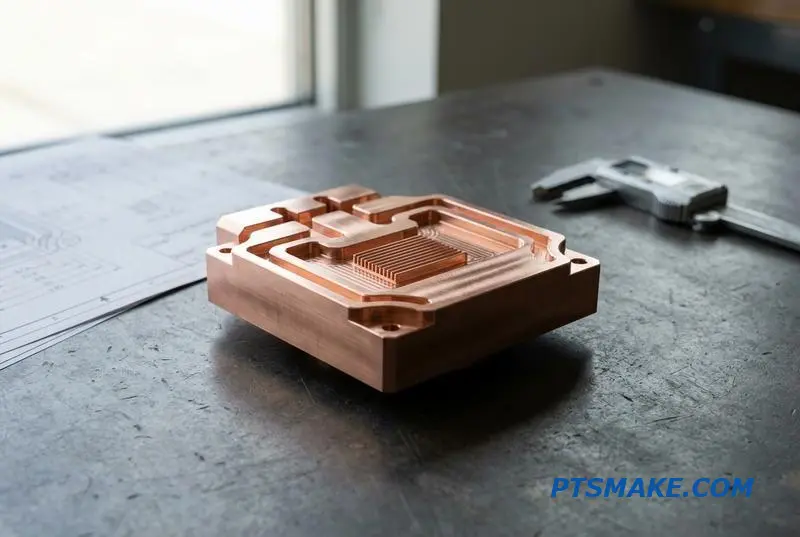
| Caso 2 | GPU AI | Microcanali in rame | Fresatura a 5 assi |
| Caso 3 | IGBT ad alta potenza | Canali a serpentina | CNC + Brasatura sotto vuoto |
| Caso 4 | CDU per rack server | Collettore integrato | 5 assi + Foratura |

Approfondiamo i dettagli di questi esempi di piastre fredde personalizzate. Il caso più semplice era una piastra in alluminio a canale singolo per un prototipo di switch di rete. Ha comportato una fresatura a 3 assi semplice. L'attenzione era rivolta a una rapida realizzazione per i test funzionali, con controlli di base di perdite e pressione che ne confermavano l'integrità.
Al contrario, la piastra fredda a microcanali in rame per una GPU di server AI era molto più complessa. Questo progetto di lavorazione di piastre fredde per server AI ha richiesto una fresatura a 5 assi per creare una densa Alette a spillo14 matrice. Lavorare il rame con tolleranze così strette senza deformare le alette è una sfida significativa. Abbiamo utilizzato utensili specializzati e parametri di taglio attentamente controllati.
Costruzione Brasata in Due Pezzi
Per un modulo IGBT ad alta potenza, abbiamo fabbricato un assemblaggio brasato in due pezzi. Una piastra è stata lavorata a CNC con canali a serpentina, e una copertura piatta è stata sigillata su di essa utilizzando la brasatura sottovuoto. Questo processo crea un legame robusto e a prova di perdite, essenziale per le piastre fredde di raffreddamento a liquido ad alta pressione.
Ibrido con Collettore Integrato
Una piastra fredda ibrida per un rack di server ha richiesto un collettore integrato. Questo design è stato lavorato da un singolo blocco utilizzando la fresatura a 5 assi combinata con canali trasversali forati con precisione. Ciò ha eliminato potenziali punti di perdita dai raccordi, creando un componente altamente affidabile per un sistema denso.
Questi casi di studio mostrano come i processi di produzione siano adattati ai requisiti termici e meccanici specifici dell'applicazione, dai semplici prototipi ai componenti di produzione complessi e ad alto volume.

Questa proprietà è fondamentale per garantire l'affidabilità dell'interfaccia termica in presenza di variazioni di temperatura. ↩
Comprendere questo concetto aiuta a specificare i requisiti precisi di gestione termica per l'elettronica ad alta potenza. ↩
Questo rapporto aiuta a quantificare le prestazioni di trasferimento di calore convettivo tra diversi design di piastre fredde a raffreddamento liquido. ↩
Esplora come questo processo allo stato solido crei legami a livello molecolare, essenziali per applicazioni termiche e strutturali ad alta integrità. ↩
Comprendi come la misurazione delle caratteristiche superficiali su micro-scala influenzi direttamente le prestazioni termiche e meccaniche dei componenti. ↩
Comprendere questo metodo di taglio chiarisce i limiti geometrici delle alette skived rispetto alla fresatura CNC multi-asse. ↩
Scopri come questo strumento quantifica la texture superficiale, garantendo che i componenti soddisfino le specifiche critiche di prestazioni termiche. ↩
Comprendere questo aiuta a selezionare il materiale giusto per l'O-ring per una pressione di tenuta e una longevità ottimali. ↩
Comprendere questo coefficiente è fondamentale per ottimizzare le prestazioni termiche nei vostri progetti di piastre fredde per il raffreddamento a liquido. ↩
Comprendere come la ripetibilità garantisca una qualità costante dal primo pezzo all'ultimo, un fattore critico nella scalabilità della produzione. ↩
Scopri come questa tecnica di analisi verifica la purezza e la composizione del materiale, garantendo il controllo qualità nella produzione di precisione. ↩
Comprendere come questo processo di giunzione consenta geometrie complesse per soluzioni di gestione termica ad alte prestazioni. ↩
Comprendere questa proprietà aiuta a prevedere e controllare il comportamento del materiale durante la lavorazione. ↩
Comprendere il design a pin-fin aiuta a ottimizzare le prestazioni termiche in applicazioni compatte e ad alto calore. ↩






