

Draaien uw AI-serverracks heter dan uw koelsysteem aankan? Luchtkoeling heeft zijn plafond bereikt, en TIM-gaten door slechte oppervlaktevlakheid kosten u stilletjes 10-15% aan thermische prestaties.
Op maat gemaakte CNC-gefreesde vloeistofkoelplaten zijn precisiegefreesde koperen of aluminium warmtewisselaars met interne stroomkanalen, ontworpen voor directe chipkoeling in AI-datacenters, HPC-systemen en krachtige elektronica die een vlakheid van minder dan 0,01 mm en complexe kanaalgeometrieën vereisen.

In deze gids neem ik u mee door alles wat ik heb geleerd over de productie van koelplaten bij PTSMAKE – van materiaalkeuze en kanaalontwerp tot solderen, vlakheidscontrole en praktijkvoorbeelden. Laten we beginnen.
Waarom AI-datacenters tegen een thermische muur aanlopen — en koelplaten de ontsnappingsroute zijn
Het tijdperk van luchtkoeling voor computing met hoge dichtheid loopt ten einde. Nu AI-workloads de rackdichtheden voorbij 80 kW stuwen, falen traditionele methoden. Dit is niet alleen een toekomstig probleem; het gebeurt nu. De thermische muur van datacenters voor AI-koeling is een aanzienlijke barrière voor prestaties.
De Onvermijdelijke Verschuiving
We zien een duidelijke trend. Een recent rapport van S&P Global geeft aan dat 21% van de datacenteroperators dit jaar een overgang naar vloeistofkoeling plant. Dit benadrukt de urgentie en de reactie van de industrie op de adoptietrend van direct-naar-chip koelplaten.
Marktmomentum
De markt voor vloeistofkoelingsoplossingen weerspiegelt deze urgentie. Prognoses tonen een aanzienlijke groei, gedreven door de vraag naar efficiënter thermisch beheer in AI- en HPC-omgevingen.
| Marktmetriek | Geprojecteerde Waarde |
|---|---|
| Marktomvang 2025 | $4,68 Miljard |
| CAGR | 18.6% |
Deze groei onderstreept dat vloeistofkoeling, met name het gebruik van koelplaten, de nieuwe standaard wordt.

Het kernprobleem is niet alleen het afvoeren van meer warmte; het gaat erom deze direct bij de bron te verwijderen. Traditionele luchtkoeling heeft moeite met de geconcentreerde warmte die wordt gegenereerd door moderne GPU's en processors. Het is een kwestie van thermische dichtheid, niet alleen van de totale thermische belasting. Dit is waar direct-naar-chip oplossingen uitblinken.
Waarom Direct-naar-Chip Essentieel Is
Vloeistofkoelingskoelplaten bieden een directe weg voor warmte om te ontsnappen. Door een met vloeistof gevulde plaat aan de processor te bevestigen, wordt warmte veel efficiënter overgedragen dan via lucht. Hierdoor kunnen chips op hun optimale prestatieniveaus draaien zonder te vertragen als gevolg van te hoge temperaturen.
Echter, implementatie vereist precisie. De interface tussen de chip en de koelplaat is cruciaal. Een slechte verbinding, verkeerd uitgelijnde componenten, of materialen met niet-overeenkomende Thermische uitzettingscoëfficiënt1 kunnen het hele systeem in gevaar brengen. Ons werk met klanten toont aan dat de fabricagetoleranties voor deze platen extreem nauw zijn.
Effectiviteit van lucht- versus vloeistofkoeling
Deze tabel illustreert het fundamentele verschil in warmteoverdrachtscapaciteiten, gebaseerd op onze interne tests.
| Koelmethode | Warmteoverdrachtefficiëntie | Geschiktheid voor vermogensdichtheid |
|---|---|---|
| Luchtkoeling | Laag | Onder 30kW/rack |
| Vloeistofkoeling | Hoog | Boven 80kW/rack |
De overgang naar vloeistofkoeling is niet zomaar een upgrade; het is een noodzakelijke evolutie om het volledige potentieel van AI-infrastructuur te ontsluiten.
Naarmate AI-eisen de rackdichtheden verhogen, is luchtkoeling niet langer haalbaar. Direct-naar-chip vloeistofkoeling, geleid door nauwkeurig ontworpen koelplaten, biedt het noodzakelijke thermische beheer, waardoor het een essentiële technologie is voor de toekomst van high-performance computing datacenters.
Koperen versus aluminium koelplaten — Thermische geleidbaarheid is slechts de helft van het verhaal
Bij het kiezen van een materiaal voor vloeistofkoelingsplaten wijst iedereen op de superieure thermische geleidbaarheid van koper. Hoewel dit waar is, kan het zich alleen richten op dat getal leiden tot een over-engineered en kostbare oplossing. De beste keuze balanceert thermische prestaties, gewicht en fabricagekosten voor uw specifieke toepassing.
Materiaaleigenschappen in één oogopslag
Aluminium is vaak een praktisch startpunt vanwege de lagere kosten en het gewicht. Koper is de premium keuze voor extreme warmtebelastingen waarbij prestaties de enige prioriteit zijn. De beslissing is niet altijd eenvoudig.
| Eigendom | Koper (C110) | Aluminium (6061) |
|---|---|---|
| Thermische geleidbaarheid | ~400 W/mK | ~200 W/mK |
| Dichtheid | 8,9 g/cm³ | 2,7 g/cm³ |
| Relatieve kosten | Hoog | Laag |
| Bewerkbaarheid | Eerlijk | Uitstekend |
Wanneer elk materiaal te kiezen
Voor de meeste commerciële elektronica en industriële systemen biedt aluminium voldoende koeling tegen een veel lagere prijs. Echter, voor toepassingen zoals krachtige datacenter-GPU's of gespecialiseerde medische lasers, zijn de superieure thermische prestaties van koperen koelplaten niet onderhandelbaar.

Het debat over aluminium versus koperen vloeistofkoeling gaat verder dan alleen ruwe cijfers. Bij PTSMAKE begeleiden we klanten vaak door een meer genuanceerde gids voor materiaalkeuze van koelplaten. Bewerkbaarheid, bijvoorbeeld, heeft directe invloed op de uiteindelijke kosten. Aluminium is gemakkelijker te bewerken, waardoor complexere interne vinconstructies mogelijk zijn zonder een dramatische prijsstijging.
Voorbij één enkel materiaal: Hybride ontwerpen
We hebben gemerkt dat hybride ontwerpen vaak het beste van twee werelden bieden. Een koperen basis kan worden ingebed of gesoldeerd in een aluminium behuizing. Deze aanpak richt zich op het hoge Warmtestroom2 gebied direct onder de warmtebron met koper, terwijl de algehele structuur licht en kosteneffectief blijft.
Deze strategie is bijzonder effectief voor grootformaat vloeistofkoelingsplaten waar een volledig koperen constructie onbetaalbaar zwaar en duur zou zijn. Het maakt gerichte prestaties mogelijk zonder te veel uit te geven.
Op toepassingen gebaseerde aanbevelingen
Hier is een eenvoudige uitsplitsing gebaseerd op projecten die we hebben afgehandeld. Deze tabel helpt te verduidelijken welk materiaal doorgaans past bij bepaalde thermische eisen.
| Toepassing | Aanbevolen materiaal | Reden |
|---|---|---|
| Consumentenelektronica | Aluminium | Kosten en gewicht zijn primaire drijfveren. |
| Industriële stroomomvormers | Aluminium | Goede balans tussen prestaties en kosten. |
| High-End PC Gaming | Koper of Hybride | Maximale prestaties zijn gewenst. |
| AI/HPC GPU's (>700W) | Koper | De hoogste thermische geleidbaarheid is vereist. |
Uiteindelijk vereist het selecteren van het juiste materiaal voor vloeistofkoelingsplaten een afweging tussen thermische belasting, budget en gewicht. Koper biedt topprestaties, maar aluminium is vaak de slimmere, kosteneffectievere keuze voor een breed scala aan toepassingen. Hybride ontwerpen bieden een uitstekend compromis.
Microkanalen, pin-vinnen en serpentine paden — Ontwerp van stroomkanalen voor koelplaten uitgelegd
Het kiezen van het juiste interne stroomkanaal voor vloeistofkoelingsplaten is cruciaal. Deze beslissing weegt de thermische prestaties direct af tegen de hydraulische eisen. Elk ontwerp biedt unieke voordelen, en het begrijpen hiervan helpt bij het creëren van een efficiënte koeloplossing voor specifieke toepassingen.
Belangrijke ontwerpafwegingen
De grootste uitdaging is het beheren van de thermisch-hydraulische afweging. Een groter oppervlak of vloeistofturbulentie verbetert de warmteoverdracht, maar verhoogt ook de drukval. Dit vereist krachtigere en duurdere pompen om de stroom te handhaven, wat de algehele systeemefficiëntie beïnvloedt.
Veelvoorkomende stromingsgeometrieën
Verschillende toepassingen vragen om verschillende strategieën. Een hoge, uniforme warmtebelasting profiteert van het ene ontwerp, terwijl geconcentreerde hotspots een ander vereisen. Hier is een snelle vergelijking van de meest voorkomende interne geometrieën waarmee ik werk.
| Kanaaltype | Primair voordeel | Ideale toepassing |
|---|---|---|
| Microkanalen | Groot oppervlak | Uniforme, hoge warmteflux |
| Vinnen | Induceert turbulentie | Gericht op hotspots |
| Serpentijnpaden | Lange verblijftijd van de vloeistof | Algehele temperatuuruniformiteit |
| Geboorde kanalen | Eenvoudige fabricage | Lage prestatiebehoeften |

Dieper ingaan op elke geometrie onthult de specifieke sterke en zwakke punten. Het doel is altijd om de warmteafvoer te maximaliseren en tegelijkertijd het benodigde pompvermogen te minimaliseren. Het is een delicaat evenwicht dat effectieve koudplaatengineering definieert.
Rechte microkanalen
Voor hoge, gelijkmatig verdeelde warmtebelastingen is een microkanaal-koelplaatontwerp vaak mijn aanbeveling. Deze parallelle kanalen creëren een enorm oppervlak voor warmte-uitwisseling. Deze dichte configuratie leidt echter tot een aanzienlijk drukverlies, waarmee rekening moet worden gehouden in het systeemontwerp.
Pin-vin-arrays
Bij het omgaan met gelokaliseerde hotspots, zoals onder een specifieke processor, is de pin fin-koelplaatgeometrie superieur. De pinnen verstoren de koelvloeistofstroom, waardoor turbulentie ontstaat die de thermische Nusselt-getal3 en de lokale warmteoverdracht precies daar stimuleert waar deze het meest nodig is.
Serpentijn- en geboorde kanalen
Serpentijnkanalen dwingen de koelvloeistof langs een kronkelend pad, waardoor de contacttijd toeneemt voor een betere temperatuuruniformiteit over de plaat. Boorde dwarskanalen zijn een eenvoudigere, goedkopere optie, maar bieden beperkte prestaties en zijn tegenwoordig minder gebruikelijk in veeleisende toepassingen.
De rol van productie
Moderne CNC-gefreesde stroomkanalen maken deze complexe geometrieën met precisie mogelijk. Bij PTSMAKE kunnen we ingewikkelde pin fins of microkanalen creëren die onmogelijk zijn met oudere methoden zoals gieten. Deze productieflexibiliteit is essentieel voor het bereiken van optimale koelplaatdrukvaloptimalisatie.
Het kiezen van een koelplaatkanaalgeometrie omvat een kritieke afweging. Microkanalen maximaliseren het oppervlak, pin fins creëren turbulentie voor hotspots, en serpentijnpaden verbeteren de uniformiteit. De optimale keuze balanceert thermische prestaties tegen de hydraulische straf, een prestatie die mogelijk wordt gemaakt door precisie-CNC-bewerking.
Hybride productie van koelplaten — Wanneer CNC-frezen plus solderen beter is dan volledig CNC
Bij het ontwerpen van hoogwaardige vloeistofkoelingskoelplaten is een enkel blok metaal niet altijd het antwoord. Hoewel volledig CNC-gefreesde koelplaten uitstekend zijn voor veel toepassingen, hebben ze fysieke beperkingen. De hybride benadering van het combineren van CNC-bewerking met solderen ontsluit superieure thermische prestaties.
Beperkingen van gereedschap overwinnen
De primaire beperking van een monolithisch (uit één stuk bestaand) ontwerp is het bereik en de diameter van de vingerfrees. Diepe, smalle of complexe interne kanalen zijn vaak onmogelijk te bewerken uit een massief blok. Dit is waar een tweedelig, hybride ontwerp uitblinkt.
Een verhaal van twee methoden
De hybride methode creëert complexe interne geometrieën door twee afzonderlijke platen te bewerken en deze vervolgens samen te voegen. Dit maakt functies mogelijk die anders onmogelijk zouden zijn, waardoor het stroompad voor warmteafvoer in een vacuümgesoldeerde koelplaat wordt geoptimaliseerd.
| Functie | Volledig CNC (Monolithisch) | CNC + Solderen (Hybride) |
|---|---|---|
| Kanaalcomplexiteit | Laag tot gemiddeld | Hoog tot zeer hoog |
| Kanaaldiepte | Beperkt door gereedschapsbereik | Vrijwel onbeperkt |
| Wanddikte | Dikker (Structureel) | Dunner (Geoptimaliseerd) |
| Ontwerpvrijheid | Beperkt | Sterk uitgebreid |
Deze methode is een kernonderdeel van onze productiestrategie bij PTSMAKE, waardoor we oplossingen kunnen leveren die zijn afgestemd op specifieke thermische uitdagingen.
Het proces voor een CNC-gefreesde en gesoldeerde koelplaat begint met twee afzonderlijke platen. We frezen het ingewikkelde kanaalnetwerk in de basisplaat en frezen vervolgens een vlakke afdekplaat. Deze voorbewerking zorgt voor een perfecte, naadloze pasvorm, wat cruciaal is voor een succesvolle verbinding.
Het verbindingsproces
Deze twee componenten worden vervolgens verbonden met behulp van een gespecialiseerd proces. Vacuümhardsolderen is de meest gebruikelijke methode, waarbij een sterke, lekvrije afdichting wordt gecreëerd in een gecontroleerde omgeving. Dit voorkomt oxidatie en waarborgt de integriteit van de uiteindelijke assemblage, wat essentieel is voor alle vloeistofkoelingskoelplaten.
Geavanceerde alternatieven
Voor nog veeleisendere toepassingen maken we ook gebruik van andere verbindingstechnieken. Een wrijvingsroerlas-koelplaat biedt een vaste-stoflas met uitstekende sterkte. We gebruiken ook Diffusiebinding4, een proces dat materialen op moleculair niveau verbindt onder hoge druk en temperatuur zonder te smelten.
Onze investering in deze geavanceerde assemblageprocessen, naast onze uitgebreide CNC-mogelijkheden, stelt ons in staat de optimale productieoplossing te bieden. Deze vergelijking van productiemethoden voor koelplaten zorgt ervoor dat we het proces elke keer afstemmen op uw prestatie-, budget- en materiaaleisen.
Voor hoogwaardige vloeistofkoelingskoelplaten overtreft een hybride CNC-plus-hardsoldeerbenadering vaak alle CNC-methoden. Het ontsluit complexe interne geometrieën voor superieur thermisch beheer, wat aantoont dat de slimste productieoplossing het beste van verschillende technologieën combineert voor optimale resultaten.
Waarom CNC-frezen een betere vlakheid van koelplaten oplevert dan enig ander proces
In hoogwaardige elektronica is de vlakheid van een vloeistofkoelplaat niet zomaar een specificatie; het is een kritieke prestatiefactor. Een ongelijk montageoppervlak creëert microscopische openingen tussen de koelplaat en de warmtebron. Deze openingen, gevuld met thermisch interface materiaal (TIM), fungeren als isolatoren.
Het Probleem met Onvolmaakte Vlakheid
Zelfs een kleine opening verhoogt de thermische weerstand aanzienlijk, wat de warmteoverdracht belemmert. Dit is waarom de vlakheidstolerantie van de koelplaat zo belangrijk is. CNC-bewerking bereikt consistent superieure vlakheid, wat de thermische efficiëntie direct verbetert en ervoor zorgt dat uw componenten koel blijven onder belasting.
Productieprocessen Vergelijken
Verschillende methoden leveren zeer uiteenlopende resultaten op voor vlakheid.
| Productieproces | Typische Vlakheidstolerantie | Invloed op prestaties |
|---|---|---|
| CNC-bewerking | 0.01 mm of beter | Minimale TIM-opening, optimale warmteoverdracht |
| Gieten / Skiving | 0.05 mm – 0.1 mm | Grotere TIM-opening, verhoogde thermische weerstand |
| Extrusie | > 0.1 mm | Aanzienlijk prestatieverlies, ongeschikt voor directe montage |
Zoals u kunt zien, biedt CNC-bewerking een duidelijk voordeel voor vloeistofkoelplaten.

De Kritieke Rol van TIM en Oppervlakteafwerking
Het kernprobleem met een opening in het thermische interface materiaal (TIM) in een cold plate is de lage thermische geleidbaarheid vergeleken met metaal. Een vlakheid van 0,05 mm vereist een dikkere TIM-laag om de opening te vullen, wat warmte vasthoudt. Een CNC-gefreesde oppervlaktevlakheid van 0,01 mm minimaliseert deze opening.
Kwantificering van de Prestatiewinst
Onze tests met klanten tonen aan dat dit verschil niet triviaal is. Het verkleinen van de opening resulteert in een verbetering van 10-15% in thermische overdracht aan het grensvlak. Voor chips met een hoge vermogensdichtheid kan dit het verschil zijn tussen stabiele werking en thermische throttling, wat direct van invloed is op de betrouwbaarheid van het eindproduct.
Voorbij Vlakheid: Het Belang van Ra
Oppervlakteafwerking is even cruciaal. Een glad oppervlak, zoals de Ra 0,4 μm die we bij PTSMAKE nastreven, zorgt ervoor dat de TIM zich verspreidt tot een dunne, uniforme laag zonder luchtbellen. Dit optimale contact is een essentieel onderdeel van de vergelijking. Dit is waar de wetenschap van Oppervlaktemetrologie5 vitaal wordt in de productie.
CNC-bewerking is het enige proces dat betrouwbaar zowel de strakke vlakheidstolerantie als de fijne oppervlakteafwerking levert die nodig is voor moderne vloeistofkoeling cold plates. Het is een precieze, controleerbare methode die giswerk over prestaties elimineert.
Bij PTSMAKE gebruiken we geavanceerde CNC-technieken om ervoor te zorgen dat elke vloeistofkoeling cold plate voldoet aan strenge vlakheids- en afwerkingsspecificaties. Deze precisie is essentieel voor het maximaliseren van thermische prestaties en het waarborgen van de betrouwbaarheid van de hoogwaardige elektronische systemen van onze klanten.
Gesneden versus CNC-gefreesde koelplaten — Wat is het echte verschil?
Bij de productie van vloeistofkoeling cold plates is de methode voor het creëren van vinnen cruciaal. Twee veelvoorkomende processen zijn skiving en CNC-bewerking. De keuze hiertussen heeft directe invloed op prestaties, kosten en ontwerpvrijheid. Skiving is een snel proces, ideaal voor eenvoudige, parallelle vinarrays.
Belangrijkste Productieverschillen
Skiving scheert dunne vinnen van een massief metalen blok. CNC-frezen daarentegen snijdt nauwkeurig materiaal weg om kanalen te vormen. Dit fundamentele verschil bepaalt de geometrische mogelijkheden voor uw ontwerp.
Procesgeschiktheid
| Functie | Skiving (Brootsen) | CNC-bewerking |
|---|---|---|
| Meetkunde | Eenvoudige, parallelle vinnen | Complexe, niet-lineaire kanalen |
| Snelheid | Snel voor eenvoudige ontwerpen | Langzamer, detailgericht |
| Kenmerken | Beperkt tot doorgaande kanalen | Geïntegreerde spruitstukken, poorten |
| Beste voor | Grote volumes, eenvoudige platen | Maatwerk, hoogwaardige ontwerpen |
Dit onderscheid is cruciaal bij de keuze tussen een geskivede en een CNC-gefreesde koelplaat.

Skiving, een vorm van brootsen6, creëert vinnen door een speciaal snijgereedschap over een metalen blok te duwen. Deze methode is ongelooflijk efficiënt voor het produceren van rechte, uniforme vinnen. De belangrijkste beperking is echter het unidirectionele karakter. Met dit proces kunt u alleen parallelle vinnen creëren.
Wanneer CNC-bewerking essentieel is
CNC-bewerking biedt veel grotere ontwerpvrijheid. Bij PTSMAKE bevelen we CNC vaak aan voor vloeistofkoelplaten die complexe functies vereisen. Als uw ontwerp bijvoorbeeld niet-lineaire kanalen omvat om specifieke hotspots aan te pakken, geïntegreerde spruitstukfuncties of schroefdraadpoorten, is CNC de enige haalbare optie. Een CNC-gefreesde koelplaat versus een geskived vinontwerp maakt zones met meerdere dieptes mogelijk, wat de koelvloeistofstroom en warmteoverdracht kan optimaliseren.
Prestatieoverwegingen
Hoewel een gebrootste koelplaat kosteneffectief is, wordt de prestatie beperkt door de eenvoudige geometrie. Voor geavanceerde toepassingen waarbij elke graad telt, zorgt de precisie van een CNC-gefreesde koelplaat ervoor dat het ontwerp volledig wordt gerealiseerd, waardoor de thermische efficiëntie wordt gemaximaliseerd. Het vermogen om ingewikkelde interne structuren te creëren is een aanzienlijk voordeel.
Kortom, skiving biedt snelheid en kostenefficiëntie voor eenvoudige ontwerpen met grote volumes. Voor complexe of hoogwaardige vloeistofkoelplaten die ingewikkelde geometrieën en geïntegreerde functies vereisen, is CNC-bewerking echter de superieure en vaak noodzakelijke productiemethode.
Vlakheid, ruwheid en parallelliteit — De drie oppervlaktekwaliteitsmetrieken die de prestaties van koelplaten bepalen
Voor vloeistofkoelplaten hangt optimale prestatie af van de kwaliteit van het montageoppervlak. Drie geometrische parameters zijn absoluut cruciaal: vlakheid, oppervlakteruwheid en parallelliteit.
De basis van warmteoverdracht
Deze metingen beïnvloeden direct de Thermal Interface Material (TIM)-laag tussen de koelplaat en de warmtebron. Een imperfect oppervlak dwingt een dikkere TIM-laag af, wat de thermische weerstand dramatisch verhoogt en de koelefficiëntie vermindert.
Waarom elke micron ertoe doet
Het beheersen van deze kenmerken gaat niet alleen over prestaties, maar ook over betrouwbaarheid. Oneffen oppervlakken kunnen mechanische spanning veroorzaken tijdens de montage, wat potentieel gevoelige elektronische componenten kan beschadigen. Precisiebewerking is de sleutel tot het bereiken van de vereiste oppervlakte-integriteit.

Om superieure thermische prestaties te bereiken, moeten we deze drie onderling gerelateerde oppervlaktekenmerken nauwkeurig beheersen. Elk speelt een aparte rol bij het minimaliseren van de thermische weerstand en het waarborgen van mechanische stabiliteit voor elke vloeistofkoelplaatconstructie.
Vlakheid
Een specificatie voor de vlakheid van een koelplaat definieert hoeveel een oppervlak afwijkt van een perfect wiskundig vlak. Grote afwijkingen creëren grootschalige openingen, waarvoor een dikke TIM-laag nodig is om deze op te vullen. We gebruiken een Coördinatenmeetmachine (CMM) voor CMM-inspectieprocessen van koelplaten om ervoor te zorgen dat de vlakheid doorgaans binnen 0,001 inch per inch wordt gehouden.
Oppervlakteruwheid
Dit meet de fijnere pieken en dalen op een oppervlak. Een gecontroleerde oppervlakteruwheid van het contactvlak van de koelplaat zorgt ervoor dat de TIM dun en gelijkmatig kan worden verspreid. We gebruiken vaak een profilometer7 om dit te meten, waarbij we een Ra-waarde tussen 0,8 en 1,6 μm nastreven voor de meeste toepassingen.
Parallellisme
Een strakke parallelliteitstolerantie van de koelplaat zorgt ervoor dat het montageoppervlak perfect parallel is aan de basis. Dit garandeert een gelijkmatige klemkracht over het gehele onderdeel, voorkomt gelokaliseerde spanning en zorgt voor een consistente TIM-lijmdikte.
| Metrisch | Primaire invloed | Meetmethode |
|---|---|---|
| Vlakheid | TIM-lijmdikte | CMM |
| Ruwheid | TIM-bevochtiging en -hechting | Profilometer |
| Parallellisme | Klemspanning en uniformiteit | CMM |
Het beheersen van vlakheid, ruwheid en parallelliteit is fundamenteel voor hoogwaardige vloeistofkoelplaten. Deze eigenschappen bepalen direct de thermische weerstand en mechanische stabiliteit, waardoor uw componenten koel en betrouwbaar werken onder belasting.
Ontwerp van vloeistofpoort, O-ringgroef en schroefdraadinzetstuk — De verbinding correct maken
De prestaties van een koelplaat worden uiteindelijk bepaald door de aansluitingen. Een lek kan een heel systeem in gevaar brengen, waardoor een robuust ontwerp van de vloeistofpoort essentieel is. Het kiezen van het juiste poorttype is de eerste cruciale beslissing in elk project met vloeistofkoelplaten om een veilige, lekvrije afdichting te garanderen.
Inzicht in poortschroefdraadtypen
De meest voorkomende schroefdraadtypen dienen elk verschillende doelen. Het selecteren van de verkeerde is een veelvoorkomende oorzaak van storingen. We adviseren klanten vaak welke standaard het beste past bij de druk-, trillings- en onderhoudsbehoeften van hun toepassing. Lekpreventie van cold plates begint hier.
Gangbare Schroefdraadstandaarden
| Type schroefdraad | Verzegelingsmethode | Algemene toepassingen |
|---|---|---|
| NPT | Conische draad | Industriële vloeistofkracht |
| G / BSPP | Pakking of O-ring | Lagedruksystemen |
| SAE J1926 | O-ring | Hogedrukhydrauliek |
Een correct ontwerp van de vloeistofpoort van een cold plate zorgt voor langdurige betrouwbaarheid. De keuze hangt volledig af van de operationele eisen van het systeem. Voor omgevingen met veel trillingen is een O-ring afgedichte poort zoals SAE vaak een betrouwbaardere keuze dan een NPT-schroefdraad cold plate-aansluiting.

Naast schroefdraad is de O-ringgroef zelf cruciaal. De geometrie ervan bepaalt de effectiviteit en levensduur van de afdichting. De twee primaire ontwerpen, zwaluwstaart en rechthoekig, bieden verschillende voordelen voor een O-ringgroef cold plate. Een zwaluwstaartgroef helpt de O-ring op zijn plaats te houden tijdens de montage, wat handig is.
O-ringgroef en Inzetstukoverwegingen
Het bewerken van een zwaluwstaartgroef is echter complexer en kan de kosten verhogen. Een standaard rechthoekige groef is vaak voldoende als de montageprocedures gecontroleerd worden. Het materiaal Durometer8 is ook een sleutelfactor bij het berekenen van de juiste compressie voor een duurzame afdichting.
Opties voor Schroefdraadinzetstukken
Bij het werken met zachtere materialen zoals aluminium zijn schroefdraadinzetstukken nodig om het strippen van schroefdraad te voorkomen. Sleutelvergrendelende inzetstukken bieden superieure torsieweerstand vergeleken met draadstijl inzetstukken zoals Heli-Coils, waardoor ze ideaal zijn voor verbindingen die frequent worden gemonteerd en gedemonteerd.
Bij PTSMAKE stellen onze geavanceerde CNC-bewerkingsmogelijkheden ons in staat om deze precieze poorten, O-ringgroeven en insertvoorbereidingen direct in het koudplaatlichaam te integreren. Deze constructie uit één stuk elimineert potentiële lekpaden van secundaire bewerkingen, wat de betrouwbaarheid van vloeistofgekoelde koudplaten aanzienlijk verbetert.
Het correct maken van vloeistofaansluitingen is fundamenteel voor de prestaties. Zorgvuldige selectie van schroefdraadtypen, een nauwkeurig O-ringgroefontwerp en geschikte schroefdraadinzetstukken zijn ononderhandelbaar voor het creëren van een betrouwbare, lekvrije koudplaat die gevoelige elektronische componenten beschermt tegen schade.
Prototyping van koelplaten op een CNC — Waarom nul gereedschapskosten belangrijk zijn voor ontwerpherhaling
Bij de ontwikkeling van op maat gemaakte vloeistofgekoelde koudplaten is het grootste voordeel van CNC-bewerking het elimineren van gereedschapskosten. Traditionele methoden zoals spuitgieten of stempelen vereisen dure mallen en vaste opspanmiddelen. Deze gereedschappen voegen aanzienlijke initiële investeringen en doorlooptijd toe voordat u zelfs maar één onderdeel ziet.
Het CNC-voordeel: Snelheid en Flexibiliteit
Met CNC kunnen we een prototype direct uit een massief blok aluminium of koper bewerken. Deze productiemethode voor koudplaten zonder gereedschap betekent dat het eerste artikel al in 5-7 dagen klaar kan zijn. Wijzigingen zijn eenvoudige softwareaanpassingen, geen dure malmodificaties.
Kostenvergelijking in één oogopslag
Deze tabel illustreert de initiële setup-verschillen. De belangrijkste conclusie is dat CNC de hoge instapdrempel vermijdt die gepaard gaat met traditionele gereedschappen, waardoor een veel flexibelere DFM-prototypecyclus voor koudplaten mogelijk wordt.
| Functie | CNC-bewerking | Spuitgieten |
|---|---|---|
| Kosten gereedschap | $0 | Kan duizenden per matrijs overschrijden |
| Initiële doorlooptijd | 5-7 Days | 6-10 Weken |
| Type opspanmiddel | Basis werkstukopspanning | Aangepaste vaste gereedschappen |
| Kosten voor ontwerpaanpassing | Minimaal (Programmering) | Hoog (Gereedschapsherbewerking) |
Dit gestroomlijnde proces is ideaal om functionele prototypes snel in handen van ingenieurs te krijgen.
Snelle Ontwerpiteratie Ontgrendelen
De ware kracht van een CNC-koudplaatprototypeproces komt tot uiting tijdens de ontwerpvalidatie. Een thermisch ingenieur kan meerdere interne kanaalgeometrieën testen binnen één enkele prototypingcyclus. Dit maakt empirisch testen mogelijk om de optimale balans te vinden tussen koelvloeistofstroom en thermische prestaties.
De Iteratielus
Met CNC is itereren eenvoudig. Een ingenieur kan een onderdeel aanvragen met een serpentijnkanaal, dit testen en vervolgens een ander aanvragen met een parallel kanaalontwerp. Aangezien de kosten alleen gebonden zijn aan machinetijd en programmering, is deze snelle koudplaatiteratie ongelooflijk kosteneffectief.
Iteratiecycli Vergelijken
Deze aanpak is vrijwel onmogelijk met gieten. Het creëren van een nieuwe spuitgietmatrijs voor elke ontwerpvariatie is financieel onhaalbaar en traag. Bij PTSMAKE helpen we ingenieurs deze flexibiliteit te benutten om hun ontwerpen te verfijnen op basis van praktijktestgegevens, zodat het eindproduct's Warmteoverdrachtscoëfficiënt9 voldoet aan de specificaties.
| Aspect | CNC Prototyping | Spuitgietprototyping |
|---|---|---|
| Meerdere Ontwerpen Testen | Haalbaar in één cyclus | Vereist meerdere dure gereedschappen |
| Tijd Per Iteratie | Dagen | Weken of maanden |
| Kosten Per Iteratie | Laag (Programmering + Materiaal) | Zeer Hoog (Nieuwe Gereedschappen) |
| Ontwerpvrijheid | Hoog | Beperkt door gereedschapsbeperkingen |
Uiteindelijk verkleint CNC-bewerking het risico van het ontwikkelingsproces voor vloeistofkoelplaten.
CNC-bewerking elimineert de aanzienlijke barrière van gereedschapskosten en vertragingen. Dit maakt snelle, betaalbare en flexibele prototyping mogelijk, waardoor ingenieurs meerdere ontwerpen voor vloeistofkoelplaten kunnen testen en valideren zonder de enorme investering die traditionele productiemethoden vereisen.
Van eenmalig prototype naar productie — Schaalvergroting van koelplaten zonder herinrichting
Het opschalen van vloeistofkoelplaten van één enkele eenheid naar duizenden hoeft geen dure gereedschappen met zich mee te brengen. Het pad van koudplaatprototype naar productie moet naadloos zijn. Met CNC-bewerking wordt het proces bepaald door flexibiliteit, niet door een initiële investering in mallen of stempels.
Ons Opschaaltraject
Bij PTSMAKE hanteren we een duidelijk proces in drie fasen. Deze structuur stelt onze klanten in staat ontwerpen te valideren met prototypes voordat ze zich vastleggen op grotere volumes. Het biedt een voorspelbare tijdlijn en kostenstructuur naarmate de vraag toeneemt.
| Stadium | Hoeveelheid | Typische levertijd |
|---|---|---|
| Prototype | 5-50 stuks | 3-5 werkdagen |
| Laag volume | 50-1.000 stuks | 1-2 Weken |
| Hoog volume | 1.000+ stuks | 3-4 Weken |
Dit model ondersteunt perfect de productie op aanvraag.

Het belangrijkste voordeel van de schaalbaarheid van CNC-koelplaten is de afwezigheid van gereedschapskosten. In tegenstelling tot spuitgieten of spuitgieten, zit u niet vast aan een ontwerp door een mal van duizenden dollars. Dit maakt ontwerpherhalingen mogelijk, zelfs na de eerste productieruns, zonder financiële boete.
De Kracht van Capaciteit, Niet van Mallen
Hoe schalen we op? Het is eenvoudig: we wijzen meer machinetijd toe. Voor een prototype kunnen één of twee CNC-machines worden gebruikt. Voor grote volumes CNC-koelplaatbestellingen kunnen we een cel van machines toewijzen om onderdelen gelijktijdig te produceren. Het productieproces zelf blijft identiek.
Dit zorgt ervoor dat het tiende onderdeel identiek is aan het tienduizendste. Het handhaven van deze consistentie is cruciaal. De hoge Herhaalbaarheid10 van CNC-bewerking betekent dat de thermische prestaties en mechanische pasvorm consistent zijn over het gehele productievolume. Dit is een niveau van kwaliteitsborging waarmee op gereedschap gebaseerde methoden kunnen worstelen naarmate mallen na verloop van tijd slijten.
Voor bedrijven verkleint dit het risico van de gehele productlancering. U kunt de markt betreden met de productie van koudplaten in kleine volumes en de productie pas opschalen wanneer verkoopgegevens dit ondersteunen. Dit stemt uw productie-uitgaven direct af op de inkomsten.
CNC-bewerking biedt een flexibele, gereedschapsloze weg voor het opschalen van de productie van koudplaten. Deze methode stelt u in staat om van prototype naar grote orders te gaan door simpelweg machinecapaciteit toe te voegen, wat consistentie garandeert en grote initiële investeringen vermijdt.
Materiaalcertificeringen en traceerbaarheid — Wat OEM's van datacenters eisen van leveranciers van koelplaten
Voor OEM's van datacenters zijn materiaalcertificeringen voor vloeistofkoelingskoudplaten niet zomaar papierwerk. Ze zijn essentieel voor het waarborgen van prestaties, betrouwbaarheid en naleving van regelgeving. Volledige traceerbaarheid is een basisverwachting, vooral wanneer componenten moeten voldoen aan strikte thermische en mechanische specificaties.
Belangrijke traceerbaarheidsdocumenten
OEM's vereisen vaak een compleet documentatiepakket. Dit bevestigt de oorsprong, samenstelling en eigenschappen van het materiaal. Het elimineert giswerk en zorgt ervoor dat elk onderdeel voldoet aan het ontwerpdoel. Een falen in materiaalkwaliteit kan een heel koelsysteem in gevaar brengen.
Fabriekstestrapporten (MTR's)
Het MTR is het basisdocument. Het geeft een samenvatting van de fysische en chemische eigenschappen van het materiaal, rechtstreeks van de fabriek die het heeft geproduceerd.
| Documenttype | Geleverd door | Doel |
|---|---|---|
| Mill Test Report (MTR) | Materiaalfabriek | Certificeert chemische/mechanische eigenschappen |
| Conformiteitscertificaat | CNC-leverancier | Bevestigt dat onderdeel voldoet aan specificaties |
| Nalevingsdocumenten (RoHS/REACH) | Materiaalfabriek/Leverancier | Verifieert milieunaleving |
EN 10204 Certificeringen Begrijpen
Voor projecten met strenge eisen, vooral op Europese markten, zijn EN 10204 certificaten cruciaal. Deze bieden verschillende niveaus van validatie. Een Type 3.1 certificaat wordt gevalideerd door de geautoriseerde vertegenwoordiger van de fabrikant, onafhankelijk van de productieafdeling. Een Type 3.2 certificaat voegt een extra laag toe, waarbij validatie door een externe inspectie-instantie vereist is.
Chemische en Mechanische Verificatie
We voeren vaak onafhankelijke verificatie uit om volledige naleving te garanderen. Dit omvat het gebruik van methoden zoals Spectrometrie11 om de chemische samenstelling van materialen zoals C11000 koper te bevestigen. Dit garandeert volledige traceerbaarheid van C11000 koper. Op dezelfde manier worden mechanische eigenschappen getest om te garanderen dat het materiaal bestand is tegen operationele spanningen.
| Certificaattype | Validatie | Veelvoorkomend gebruik |
|---|---|---|
| EN 10204 3.1 | Inspecteur van de fabrikant | Standaard industriële toepassingen |
| EN 10204 3.2 | Inspecteur van derden | Kritieke componenten (luchtvaart, defensie) |
RoHS- en REACH-conformiteit
Naast prestaties zijn milieuregelgevingen niet onderhandelbaar. Zowel RoHS- als REACH-conformiteit is verplicht voor markttoegang in veel regio's. Als uw CNC-leverancier zorgen wij ervoor dat alle aluminium- en koperlegeringen die worden gebruikt in vloeistofkoelplaten volledig conform zijn, en leveren we de benodigde documentatie bij elke batch.
Volledige materiaaltraceerbaarheid is fundamenteel voor hoogwaardige vloeistofkoelplaten. Van Mill Test Reports tot EN 10204-certificaten en RoHS-conformiteit, deze documentatie biedt de kwaliteitsborging die OEM's van datacenters eisen om de systeem betrouwbaarheid en naleving van regelgeving te garanderen.
Ontwerp van koelplaten voor maakbaarheid — Hoe kosten te besparen zonder thermische prestaties op te offeren
Bij het ontwerpen van vloeistofkoelplaten kunnen kleine keuzes leiden tot grote kostenstijgingen. Focussen op Design for Manufacturability (DFM) is cruciaal. Het zorgt ervoor dat uw ontwerp efficiënt te produceren is zonder de thermische capaciteiten te schaden. Eenvoudige nalatigheden drijven de uiteindelijke prijs vaak onnodig op.
Bij PTSMAKE begeleiden we onze klanten bij deze beslissingen. Enkele belangrijke aanpassingen in de ontwerpfase kunnen de productiekosten aanzienlijk verlagen. Deze aanpak richt zich op bruikbaarheid en vermijdt over-engineering waar het geen echt voordeel oplevert. Laten we eens kijken naar enkele praktische DFM-richtlijnen voor koelplaten.
Vereenvoudig kanaalgeometrie
Diepe, smalle kanalen zijn een veelvoorkomende kostenfactor bij CNC-bewerking. Het bewerken van kanalen die dieper zijn dan 50 mm vereist vaak speciaal gereedschap en lagere snijsnelheden, wat de machinetijd verlengt. Het vasthouden aan standaard lengtes van vingerfrezen vereenvoudigt het proces en verlaagt de kosten.
Specificeer Realistische Toleranties
Een van de eenvoudigste manieren om kosten te besparen, is door haalbare toleranties te specificeren. Hoewel een tolerantie van ±0,005 mm er op papier goed uit kan zien, is deze vaak onnodig. Als een ruimere tolerantie van ±0,02 mm perfect functioneert, kies dan daarvoor. Strakkere toleranties vereisen zorgvuldigere instellingen en inspectie.
| Ontwerp Keuze | Kostenbesparende Aanpak | Aanpak met hoge kosten |
|---|---|---|
| Tolerantie | Specificeer functionele toleranties (bijv. ±0,02 mm) | Onnodig strak (bijv. ±0,005 mm) |
| Kanaaldiepte | < 50 mm (Standaard gereedschap) | > 50 mm (Speciaal gereedschap) |
| Materiaalafmeting | Ontwerp voor standaard stafmateriaalafmetingen | Vereist op maat gesneden ruwe materiaalbblokken |
| Kenmerken | Integreer montagegaten in het lichaam | Voeg secundaire bewerkingen toe voor kenmerken |

Het optimaliseren van uw ontwerp gaat over het balanceren van prestaties en maakbaarheid. Het ontwerpen van onderdelen die passen bij standaard stafmateriaalafmetingen minimaliseert bijvoorbeeld materiaalverspilling en de noodzaak van extra voorbewerkingen. Deze eenvoudige stap is een kernprincipe voor elke kostenoptimalisatie van vloeistofkoelplaten. Elke slechte ontwerpkeuze draagt stapsgewijs bij aan de eenheidsprijs.
Overweeg Alternatieve Productiemethoden
Voor ontwerpen met zeer complexe of diepe interne kanalen is directe CNC-bewerking mogelijk niet de meest economische route. Dit is waar alternatieve methoden in beeld komen. Een meerdelige constructie met behulp van Solderen12 kan kosteneffectiever zijn. Dit omvat het bewerken van eenvoudigere componenten en deze vervolgens samenvoegen.
Integratie van Functies
Een ander belangrijk aspect van een produceerbaar koudplaatontwerp is de integratie van functies. Waar mogelijk, integreer montagegaten en andere functies direct in het hoofdlichaam van de koudplaat. Dit vermindert het aantal secundaire bewerkingen, vereenvoudigt de productiestroom en verlaagt de totale onderdeelkosten. Het is een duidelijke winst voor efficiëntie.
Slimme DFM-keuzes voor vloeistofkoeling koudplaten, zoals het optimaliseren van de kanaaldiepte, het gebruik van realistische toleranties en het ontwerpen voor standaardmaterialen, verlagen direct de kosten. Deze aanpassingen garanderen de produceerbaarheid zonder de thermische prestaties op te offeren die essentieel zijn voor uw toepassing.
Plaatdikte, kromming en restspanning — De CNC-bewerkingsuitdagingen waar niemand over praat
Het bewerken van grote, dunne componenten zoals vloeistofkoeling koudplaten vormt een unieke uitdaging. Wanneer u bijvoorbeeld materiaal verwijdert van één zijde van een plaat van 300 mm x 200 mm x 8 mm, snijdt u niet alleen metaal; u laat opgesloten restspanning vrij. Dit zorgt ervoor dat de plaat buigt of kromtrekt.
De Ongeziene Vijand
Restspanning zit opgesloten in ruw materiaal vanuit het productieproces, zoals walsen of extrusie. Het simpelweg vastklemmen en bewerken tot de uiteindelijke afmetingen resulteert vaak in een onderdeel dat kromtrekt zodra het uit de opspanning wordt vrijgegeven. Dit is een veelvoorkomend faalpunt.
Een Probleem van Balans
Het bereiken van de vereiste vlakheid na het bewerken gaat niet over kracht; het gaat over controle. De sleutel is om de spanningsontspanning systematisch te beheren gedurende de gehele productievolgorde, niet alleen tijdens de laatste snede.
| Uitdaging | Veelvoorkomende Misvatting |
|---|---|
| Plaatvervorming | Het materiaal is "slecht." |
| Verloren Vlakheid | Harder klemmen zal het oplossen. |
| Inconsistente Resultaten | De machine is niet nauwkeurig genoeg. |

Bij PTSMAKE pakken we kromtrekking van dunne koudplaatbewerking aan met een bewezen, meerfasige strategie. Het is een methodische aanpak die de eigenschappen van het materiaal respecteert in plaats van ertegenin te gaan. Het negeren van dit proces leidt tot afgekeurde onderdelen en vertraagde levertijden, iets wat onze klanten zich niet kunnen veroorloven.
Onze driestaps bewerkingsstrategie
Eerst voeren we een voorbewerking uit. We bewerken de plaat dicht bij de uiteindelijke vorm, maar laten voldoende materiaal over op alle kritieke oppervlakken. Deze eerste stap verwijdert het grootste deel van het materiaal en ontlast de meeste interne spanning. De plaat zal in dit stadium waarschijnlijk kromtrekken, wat verwacht wordt.
Vervolgens komt spanningsarm gloeien. Het voorbewerkte onderdeel wordt tot een specifieke temperatuur verwarmd en vervolgens langzaam afgekoeld. Deze thermische cyclus herschikt de interne structuur van het materiaal, waardoor bijna alle resterende restspanning wordt ontlast zonder de mechanische eigenschappen te veranderen. Het is een kritieke reset voor het materiaal.
Tot slot voeren we de nabewerkingen uit. Nu het materiaal stabiel is, kunnen we het onderdeel bewerken tot de uiteindelijke afmetingen en strakke vlakheidstoleranties bereiken. De interne spanningen veroorzaakt door het materiaal zijn Anisotropie13 geneutraliseerd.
Geavanceerde werkstukklemming voor precisie
Hoe u het onderdeel vasthoudt, is net zo belangrijk. Bij dunne platen kan traditionele klemming nieuwe spanning en vervorming introduceren.
| Methode | Beste gebruikscasus | Belangrijkste voordeel |
|---|---|---|
| Vacuümtafel | Laatste nabewerkingen | Uniforme klemming met lage druk |
| Dubbelzijdig tape | Op een geslepen oppervlak voor initiële bewerkingen | Geen zijdelingse klemmen die storen |
| Laagprofielklemmen | Voorbewerkingsfasen op dikker materiaal | Stevige grip voor zwaar snijwerk |
Het bereiken van vlakheid op dunne componenten zoals vloeistofkoelplaten vereist meer dan alleen nauwkeurig snijden. Het vraagt om een systematisch proces dat materiaalspanning beheert door middel van voorbewerken, thermisch gloeien en zorgvuldige afwerking, gekoppeld aan geschikte opspanstrategieën om vervorming te voorkomen.
Casestudies van aangepaste koelplaten — Echte configuraties en hoe ze werden bewerkt
Theorie biedt een basis, maar praktijkvoorbeelden laten zien hoe op maat gemaakte koelplaten specifieke thermische uitdagingen oplossen. Ik heb een paar geanonimiseerde projecten geselecteerd om verschillende benaderingen van ontwerp en fabricage te illustreren. Deze cases bestrijken een reeks complexiteiten en productievolumes.
Elk project begon met een uniek probleem. De oplossingen vereisten verschillende materialen, bewerkingsstrategieën en kwaliteitscontroleprocessen om de prestatiedoelen te behalen.
| Overzicht Casestudies | Toepassing | Belangrijkste kenmerken | Primair proces |
|---|---|---|---|
| Case 1 | Netwerkswitch | Eenvoudig enkel kanaal | 3-assig frezen |
| Case 2 | AI GPU | Koperen microkanalen | 5-assig frezen |
| Case 3 | Krachtige IGBT | Serpentijnkanalen | CNC + Vacuümhardsolderen |
| Case 4 | Serverrack CDU | Geïntegreerd verdeelstuk | 5-assig + boren |

Laten we dieper ingaan op de details van deze voorbeelden van op maat gemaakte koelplaten. Het eenvoudigste geval was een aluminium enkelkanaalsplaat voor een prototype van een netwerkswitch. Dit omvatte eenvoudig 3-assig frezen. De focus lag op een snelle doorlooptijd voor functionele tests, waarbij basislek- en drukcontroles de integriteit bevestigden.
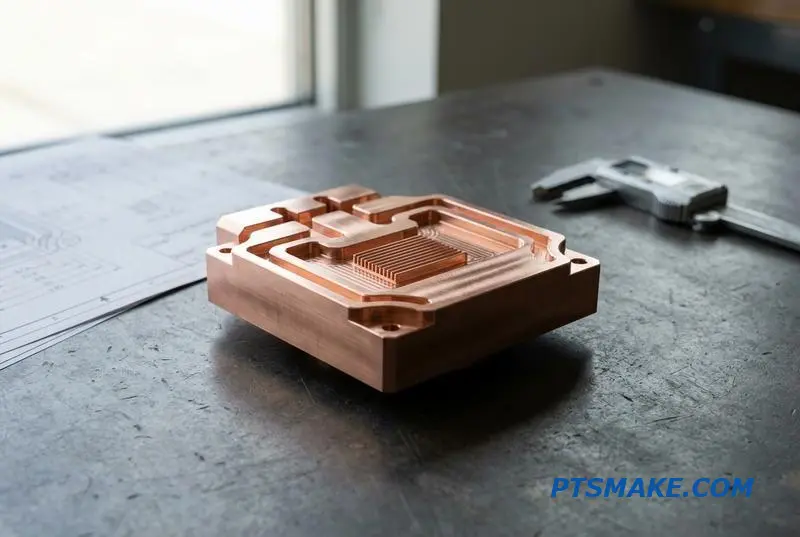
Daarentegen was de koperen microkanaalskoelplaat voor een AI-server-GPU veel complexer. Dit bewerkingsproject voor een AI-serverkoelplaat vereiste 5-assig frezen om een dicht Pin-vin14 array te creëren. Het bewerken van koper tot zulke nauwe toleranties zonder de vinnen te vervormen is een aanzienlijke uitdaging. We gebruikten gespecialiseerd gereedschap en zorgvuldig gecontroleerde snijparameters.
Tweeledige gesoldeerde constructie
Voor een krachtige IGBT-module hebben we een tweeledige gesoldeerde assemblage vervaardigd. Eén plaat werd CNC-gefreesd met serpentinekanalen, en een vlakke afdekking werd eroverheen afgedicht met behulp van vacuümsolderen. Dit proces creëert een lekvrije, robuuste verbinding, essentieel voor hogedruk vloeistofkoelingskoelplaten.
Hybride met geïntegreerd verdeelstuk
Een hybride koelplaat voor een serverrack vereiste een geïntegreerd verdeelstuk. Dit ontwerp werd uit één blok gefreesd met behulp van 5-assig frezen in combinatie met precisiegeboorde dwarskanalen. Dit elimineerde potentiële lekpunten van fittingen, waardoor een zeer betrouwbaar onderdeel voor een dicht systeem werd gecreëerd.
Deze casestudies laten zien hoe productieprocessen worden afgestemd op toepassingsspecifieke thermische en mechanische vereisten, van eenvoudige prototypes tot complexe, grootschalige productieonderdelen.

Deze eigenschap is cruciaal voor het waarborgen van de betrouwbaarheid van de thermische interface bij temperatuurveranderingen. ↩
Het begrijpen van dit concept helpt bij het specificeren van precieze thermische beheervereisten voor krachtige elektronica. ↩
Deze verhouding helpt bij het kwantificeren van de prestaties van convectieve warmteoverdracht bij verschillende ontwerpen van vloeistofkoelingskoelplaten. ↩
Ontdek hoe dit vaste-stofproces bindingen op moleculair niveau creëert, essentieel voor thermische en structurele toepassingen met hoge integriteit. ↩
Begrijp hoe het meten van oppervlaktekenmerken op microschaal de thermische en mechanische prestaties van componenten direct beïnvloedt. ↩
Het begrijpen van deze snijmethode verduidelijkt de geometrische grenzen van geschaafde vinnen versus meerassig CNC-frezen. ↩
Leer hoe dit instrument oppervlaktetextuur kwantificeert, zodat onderdelen voldoen aan kritieke thermische prestatiespecificaties. ↩
Inzicht hierin helpt bij het selecteren van het juiste O-ringmateriaal voor optimale afdichtingsdruk en levensduur. ↩
Inzicht in deze coëfficiënt is essentieel voor het optimaliseren van thermische prestaties in uw ontwerpen van vloeistofkoeling koudplaten. ↩
Begrijp hoe herhaalbaarheid zorgt voor consistente kwaliteit van het eerste tot het laatste onderdeel, een kritieke factor bij productieschaling. ↩
Leer hoe deze analysetechniek de zuiverheid en samenstelling van materialen verifieert, wat zorgt voor kwaliteitscontrole bij precisieproductie. ↩
Begrijp hoe dit verbindingsproces complexe geometrieën mogelijk maakt voor hoogwaardige thermische beheeroplossingen. ↩
Inzicht in deze eigenschap helpt bij het voorspellen en beheersen van materiaalgedrag tijdens bewerking. ↩
Inzicht in het pin-fin ontwerp helpt bij het optimaliseren van thermische prestaties in compacte toepassingen met hoge warmte. ↩






