

Czy Twoje szafy serwerowe AI nagrzewają się bardziej, niż Twój system chłodzenia jest w stanie obsłużyć? Chłodzenie powietrzem osiągnęło swój limit, a luki w TIM spowodowane słabą płaskością powierzchni po cichu kosztują Cię 10-15% wydajności termicznej.
Niestandardowe, obrabiane CNC płyty chłodzące cieczą to precyzyjnie frezowane miedziane lub aluminiowe wymienniki ciepła z wewnętrznymi kanałami przepływowymi, zaprojektowane do bezpośredniego chłodzenia chipów w centrach danych AI, systemach HPC i elektronice dużej mocy, wymagające płaskości poniżej 0,01 mm i złożonych geometrii kanałów.

W tym przewodniku przeprowadzę Cię przez wszystko, czego nauczyłem się o produkcji płyt chłodzących w PTSMAKE—od wyboru materiału i projektu kanałów po lutowanie twarde, kontrolę płaskości i rzeczywiste studia przypadków produkcji. Przejdźmy do tego.
Dlaczego centra danych AI osiągają ścianę termiczną — i płyty chłodzące są drogą ucieczki
Era chłodzenia powietrzem dla obliczeń o wysokiej gęstości dobiega końca. Przy obciążeniach AI, które przekraczają gęstość szaf rackowych powyżej 80 kW, tradycyjne metody zawodzą. To nie jest tylko problem przyszłości; to dzieje się teraz. Bariera termiczna centrum danych dla chłodzenia AI jest znaczącą przeszkodą dla wydajności.
Nieunikniona zmiana
Obserwujemy wyraźny trend. Niedawny raport S&P Global wskazuje, że 21% operatorów centrów danych planuje przejście na chłodzenie cieczą w tym roku. Podkreśla to pilność i reakcję branży na trend adopcji płyt chłodzących bezpośrednio na chipie.
Dynamika rynku
Rynek rozwiązań chłodzenia cieczą odzwierciedla tę pilność. Prognozy pokazują znaczący wzrost, napędzany popytem na bardziej efektywne zarządzanie termiczne w środowiskach AI i HPC.
| Metryka rynkowa | Przewidywana wartość |
|---|---|
| Wielkość rynku w 2025 r. | $4,68 miliarda |
| CAGR | 18.6% |
Ten wzrost podkreśla, że chłodzenie cieczą, zwłaszcza za pomocą płyt chłodzących, staje się nowym standardem.

Podstawowy problem nie polega tylko na odprowadzaniu większej ilości ciepła; polega na odprowadzaniu go bezpośrednio ze źródła. Tradycyjne chłodzenie powietrzem ma trudności ze skoncentrowanym ciepłem generowanym przez nowoczesne procesory graficzne i procesory. Jest to kwestia gęstości termicznej, a nie tylko całkowitego obciążenia termicznego. W tym właśnie wyróżniają się rozwiązania bezpośrednio na chipie.
Dlaczego rozwiązanie bezpośrednio na chipie jest niezbędne
Płyty chłodzące z chłodzeniem cieczą oferują bezpośrednią drogę ucieczki ciepła. Poprzez przymocowanie płyty wypełnionej cieczą do procesora, ciepło jest przenoszone znacznie efektywniej niż przez powietrze. Pozwala to chipom działać na optymalnym poziomie wydajności bez dławienia z powodu nadmiernych temperatur.
1. Jednakże, wdrożenie wymaga precyzji. Interfejs między chipem a płytą chłodzącą jest krytyczny. Słabe połączenie, niewspółosiowe komponenty lub materiały o niedopasowanych Współczynnik rozszerzalności cieplnej1 2. mogą zagrozić całemu systemowi. Nasza praca z klientami pokazuje, że tolerancje produkcyjne dla tych płyt są niezwykle rygorystyczne.
3. Skuteczność chłodzenia powietrzem a cieczą
4. Ta tabela ilustruje fundamentalną różnicę w zdolnościach przenoszenia ciepła, opartą na naszych wewnętrznych testach.
| Metoda chłodzenia | Wydajność wymiany ciepła | 5. Odpowiedniość gęstości mocy |
|---|---|---|
| Chłodzenie powietrzem | Niski | 6. Poniżej 30kW/szafę |
| Chłodzenie cieczą | Wysoki | 7. Powyżej 80kW/szafę |
8. Przejście na chłodzenie cieczą to nie tylko ulepszenie; to niezbędna ewolucja, aby odblokować pełny potencjał infrastruktury AI.
9. W miarę jak wymagania AI zwiększają gęstość szaf, chłodzenie powietrzem przestaje być wykonalne. Chłodzenie cieczą bezpośrednio do chipa, prowadzone przez precyzyjnie zaprojektowane płyty chłodzące, zapewnia niezbędne zarządzanie termiczne, czyniąc je kluczową technologią dla przyszłości centrów danych o wysokiej wydajności.
Miedziane vs. Aluminiowe Płyty Chłodzące — Przewodność cieplna to tylko połowa historii
10. Przy wyborze materiału na płyty chłodzące do chłodzenia cieczą, wszyscy wskazują na doskonałą przewodność cieplną miedzi. Choć to prawda, skupianie się wyłącznie na tej liczbie może prowadzić do nadmiernie skomplikowanego i kosztownego rozwiązania. Najlepszy wybór równoważy wydajność termiczną, wagę i koszt produkcji dla konkretnego zastosowania.
11. Właściwości materiałów w skrócie
12. Aluminium jest często praktycznym punktem wyjścia ze względu na niższy koszt i wagę. Miedź jest wyborem premium dla ekstremalnych obciążeń cieplnych, gdzie wydajność jest jedynym priorytetem. Decyzja nie zawsze jest prosta.
| Własność | Miedź (C110) | Aluminium (6061) |
|---|---|---|
| Przewodność cieplna | ~400 W/mK | ~200 W/mK |
| Gęstość | 8,9 g/cm³ | 2,7 g/cm³ |
| Koszt względny | Wysoki | Niski |
| Obrabialność | Uczciwy | Doskonały |
13. Kiedy wybrać każdy materiał
14. Dla większości komercyjnych urządzeń elektronicznych i systemów przemysłowych, aluminium oferuje wystarczające chłodzenie przy znacznie niższej cenie. Jednakże, w zastosowaniach takich jak wysokowydajne karty graficzne w centrach danych lub specjalistyczne lasery medyczne, doskonała wydajność termiczna miedzianych płyt chłodzących jest bezdyskusyjna.

Debata na temat chłodzenia cieczą aluminium kontra miedź wykracza poza surowe liczby. W PTSMAKE często prowadzimy klientów przez bardziej szczegółowy przewodnik wyboru materiału na płyty chłodzące. Obrabialność, na przykład, bezpośrednio wpływa na koszt końcowy. Aluminium jest łatwiejsze w obróbce, co pozwala na tworzenie bardziej złożonych wewnętrznych struktur żeber bez drastycznego wzrostu ceny.
Poza jednym materiałem: Projekty hybrydowe
Odkryliśmy, że projekty hybrydowe często oferują to, co najlepsze z obu światów. Miedziana podstawa może być osadzona lub przylutowana do aluminiowego korpusu. Takie podejście celuje w wysoką Strumień ciepła2 powierzchnię bezpośrednio pod źródłem ciepła miedzią, jednocześnie utrzymując ogólną strukturę lekką i ekonomiczną.
Ta strategia jest szczególnie skuteczna w przypadku wielkoformatowych płyt chłodzących cieczą, gdzie pełna konstrukcja miedziana byłaby zbyt ciężka i droga. Pozwala na ukierunkowaną wydajność bez nadmiernych wydatków.
Rekomendacje oparte na zastosowaniach
Oto proste zestawienie oparte na projektach, które realizowaliśmy. Ta tabela pomaga wyjaśnić, który materiał zazwyczaj pasuje do określonych wymagań termicznych.
| Zastosowanie | Zalecany materiał | Uzasadnienie |
|---|---|---|
| Elektronika użytkowa | Aluminium | Koszt i waga są głównymi czynnikami. |
| Przemysłowe falowniki mocy | Aluminium | Dobra równowaga wydajności i kosztów. |
| Wysokiej klasy gry PC | Miedź lub hybryda | Pożądana jest maksymalna wydajność. |
| Procesory graficzne AI/HPC (>700W) | Miedź | Wymagana jest najwyższa przewodność cieplna. |
Ostatecznie, wybór odpowiedniego materiału na płyty chłodzące cieczą wymaga zrównoważenia obciążenia termicznego, budżetu i wagi. Miedź oferuje szczytową wydajność, ale aluminium jest często mądrzejszym, bardziej ekonomicznym wyborem dla szerokiego zakresu zastosowań. Projekty hybrydowe stanowią doskonały kompromis.
Mikrokanały, żeberka szpilkowe i ścieżki serpentynowe — Wyjaśnienie projektu kanałów przepływowych płyt chłodzących
Wybór odpowiedniego wewnętrznego kanału przepływowego dla płyt chłodzących cieczą jest kluczowy. Decyzja ta bezpośrednio równoważy wydajność termiczną z wymaganiami hydraulicznymi. Każda konstrukcja oferuje unikalne zalety, a ich zrozumienie pomaga w tworzeniu wydajnego rozwiązania chłodzącego dla konkretnych zastosowań.
Kluczowe kompromisy projektowe
Głównym wyzwaniem jest zarządzanie kompromisem termiczno-hydraulicznym. Zwiększona powierzchnia lub turbulencja płynu poprawia wymianę ciepła, ale także zwiększa spadek ciśnienia. Wymaga to mocniejszych i droższych pomp do utrzymania przepływu, co wpływa na ogólną wydajność systemu.
Typowe Geometrie Przepływu
Różne zastosowania wymagają różnych strategii. Wysokie, równomierne obciążenie cieplne korzysta z jednej konstrukcji, podczas gdy skoncentrowane gorące punkty wymagają innej. Oto szybkie porównanie najczęściej spotykanych geometrii wewnętrznych, z którymi pracuję.
| Typ Kanału | Podstawowa zaleta | Idealne zastosowanie |
|---|---|---|
| Mikrokanaly | Duża powierzchnia | Równomierny, wysoki strumień ciepła |
| Pin Fins | Wywołuje turbulencje | Celowanie w gorące punkty |
| Ścieżki Wężowe | Długi czas przebywania płynu | Ogólna jednorodność temperatury |
| Kanały Wiercone | Prosta produkcja | Niskie wymagania wydajnościowe |

Zagłębianie się w każdą geometrię ujawnia jej specyficzne mocne i słabe strony. Celem jest zawsze maksymalizacja odprowadzania ciepła przy jednoczesnej minimalizacji wymaganej mocy pompy. To delikatna równowaga, która definiuje efektywne projektowanie płyt chłodzących.
Proste Mikrokanaly
Dla wysokich, równomiernie rozłożonych obciążeń cieplnych, często polecam konstrukcję płyty chłodzącej z mikrokanalikami. Te równoległe kanały tworzą ogromną powierzchnię wymiany ciepła. Jednak ta gęsta konfiguracja prowadzi do znacznego spadku ciśnienia, który musi być uwzględniony w projekcie systemu.
Układy żeber pinowych
W przypadku lokalnych punktów gorących, takich jak pod konkretnym procesorem, geometria płyty chłodzącej z żeberkami (pin fin) jest lepsza. Żeberka zakłócają przepływ chłodziwa, tworząc turbulencje, które rozbijają warstwę termiczną Liczba Nusselta3 i zwiększają lokalne odprowadzanie ciepła dokładnie tam, gdzie jest to najbardziej potrzebne.
Kanały serpentynowe i wiercone
Kanały serpentynowe wymuszają przepływ chłodziwa po krętej ścieżce, zwiększając czas kontaktu dla lepszej jednorodności temperatury na całej płycie. Wiercone kanały poprzeczne są prostszą, tańszą opcją, ale oferują ograniczoną wydajność i są dziś mniej powszechne w wymagających zastosowaniach.
Rola produkcji
Nowoczesne kanały przepływowe obrabiane CNC umożliwiają precyzyjne tworzenie tych złożonych geometrii. W PTSMAKE możemy tworzyć skomplikowane żeberka (pin fins) lub mikrokanaliki, które są niemożliwe do wykonania starszymi metodami, takimi jak odlewanie. Ta elastyczność produkcyjna jest kluczem do osiągnięcia optymalizacji spadku ciśnienia w płycie chłodzącej.
Wybór geometrii kanałów płyty chłodzącej wiąże się z kluczowym kompromisem. Mikrokanaliki maksymalizują powierzchnię, żeberka (pin fins) tworzą turbulencje dla punktów gorących, a ścieżki serpentynowe poprawiają jednorodność. Optymalny wybór równoważy wydajność termiczną z karą hydrauliczną, co jest możliwe dzięki precyzyjnej obróbce CNC.
Hybrydowa Produkcja Płyt Chłodzących — Kiedy obróbka CNC plus lutowanie twarde przewyższa samo CNC
Przy projektowaniu wysokowydajnych płyt chłodzących do chłodzenia cieczą, pojedynczy blok metalu nie zawsze jest rozwiązaniem. Chociaż płyty chłodzące w całości obrabiane CNC są doskonałe do wielu zastosowań, mają one fizyczne ograniczenia. Hybrydowe podejście łączące obróbkę CNC z lutowaniem twardym (brazing) odblokowuje doskonałą wydajność termiczną.
Pokonywanie ograniczeń narzędziowych
Głównym ograniczeniem monolitycznej (jednoczęściowej) konstrukcji jest zasięg i średnica frezu. Głębokie, wąskie lub złożone kanały wewnętrzne są często niemożliwe do obróbki z litego bloku. W tym miejscu wyróżnia się dwuczęściowa, hybrydowa konstrukcja.
Opowieść o dwóch metodach
Metoda hybrydowa tworzy złożone geometrie wewnętrzne poprzez obróbkę dwóch oddzielnych płyt, a następnie ich połączenie. Pozwala to na uzyskanie cech, które w innym przypadku byłyby niemożliwe, optymalizując ścieżkę przepływu dla rozpraszania ciepła w płycie chłodzącej lutowanej twardo w próżni.
| Cecha | W całości CNC (Monolityczne) | CNC + Lutowanie twarde (Hybrydowe) |
|---|---|---|
| Złożoność kanałów | Niski do umiarkowanego | Wysoki do bardzo wysokiego |
| Głębokość kanału | Ograniczona zasięgiem narzędzia | Praktycznie nieograniczona |
| Grubość ścianki | Grubsza (strukturalna) | Cieńsza (zoptymalizowana) |
| Swoboda projektowania | Ograniczony | Znacznie rozszerzona |
Ta metoda jest kluczową częścią naszej strategii produkcyjnej w PTSMAKE, pozwalając nam dostarczać rozwiązania dopasowane do konkretnych wyzwań termicznych.
Proces produkcji płyty chłodzącej obrabianej CNC i lutowanej zaczyna się od dwóch oddzielnych płyt. Wytwarzamy skomplikowaną sieć kanałów w płycie bazowej, a następnie obrabiamy płaską płytę pokrywową. To wstępne obrobienie zapewnia idealne, bezszczelinowe dopasowanie, co jest kluczowe dla udanego połączenia.
Proces łączenia
Te dwa komponenty są następnie łączone za pomocą specjalistycznego procesu. Lutowanie próżniowe jest najczęstszą metodą, tworzącą mocne, szczelne połączenie w kontrolowanym środowisku. Zapobiega to utlenianiu i zapewnia integralność końcowego montażu, co jest kluczowe dla wszystkich płyt chłodzących cieczą.
Zaawansowane alternatywy
Do jeszcze bardziej wymagających zastosowań wykorzystujemy również inne techniki łączenia. Płyta chłodząca spawana tarciowo z mieszaniem (Friction Stir Welding) oferuje spawanie w stanie stałym o doskonałej wytrzymałości. Używamy również Spajanie dyfuzyjne4, proces, który łączy materiały na poziomie molekularnym pod wysokim ciśnieniem i temperaturą bez topienia.
Nasza inwestycja w te zaawansowane metody montażu, wraz z naszymi rozległymi możliwościami CNC, pozwala nam dostarczać optymalne rozwiązania produkcyjne. To porównanie metod produkcji płyt chłodzących zapewnia, że za każdym razem dopasowujemy proces do Twoich wymagań dotyczących wydajności, budżetu i materiałów.
W przypadku wysokowydajnych płyt chłodzących cieczą, hybrydowe podejście CNC-plus-lutowanie często przewyższa wszystkie metody oparte wyłącznie na CNC. Umożliwia ono tworzenie złożonych geometrii wewnętrznych dla doskonałego zarządzania termicznego, pokazując, że najinteligentniejsze rozwiązanie produkcyjne łączy najlepsze cechy różnych technologii dla optymalnych rezultatów.
Dlaczego obróbka CNC zapewnia lepszą płaskość płyt chłodzących niż jakikolwiek inny proces
W wysokowydajnej elektronice płaskość płyty chłodzącej cieczą to nie tylko specyfikacja; to krytyczny czynnik wydajności. Nierówna powierzchnia montażowa tworzy mikroskopijne szczeliny między płytą chłodzącą a źródłem ciepła. Te szczeliny, wypełnione materiałem termoprzewodzącym (TIM), działają jak izolatory.
Problem z niedoskonałą płaskością
Nawet mała szczelina znacznie zwiększa opór cieplny, utrudniając wymianę ciepła. Dlatego tolerancja płaskości płyty chłodzącej jest tak ważna. Obróbka CNC konsekwentnie zapewnia doskonałą płaskość, bezpośrednio poprawiając wydajność cieplną i zapewniając, że komponenty pozostają chłodne pod obciążeniem.
Porównanie procesów produkcyjnych
Różne metody dają znacznie odmienne wyniki pod względem płaskości.
| Proces produkcji | Typowa tolerancja płaskości | Wpływ na wydajność |
|---|---|---|
| Obróbka CNC | 0,01 mm lub lepiej | Minimalna szczelina TIM, optymalny transfer ciepła |
| Odlewanie / Skrawanie | 0,05 mm – 0,1 mm | Większa szczelina TIM, zwiększony opór cieplny |
| Wytłaczanie | > 0,1 mm | Znaczna utrata wydajności, nieodpowiednie do bezpośredniego montażu |
Jak widać, obróbka CNC zapewnia wyraźną przewagę w przypadku płyt chłodzących cieczą.

Krytyczna rola TIM i wykończenia powierzchni
Głównym problemem z luką materiału interfejsu termicznego w płycie chłodzącej jest jego niska przewodność cieplna w porównaniu do metalu. Płaskość 0,05 mm wymaga grubszej warstwy TIM do wypełnienia pustki, co zatrzymuje ciepło. Płaskość powierzchni obrabianej CNC wynosząca 0,01 mm minimalizuje tę lukę.
Kwantyfikacja wzrostu wydajności
Nasze testy z klientami pokazują, że ta różnica nie jest trywialna. Zmniejszenie szczeliny przekłada się na poprawę transferu ciepła na styku o 10-15%. W przypadku chipów o wysokiej gęstości mocy może to być różnica między stabilną pracą a dławieniem termicznym, bezpośrednio wpływając na niezawodność produktu końcowego.
Poza płaskością: znaczenie Ra
Wykończenie powierzchni jest równie kluczowe. Gładka powierzchnia, taka jak Ra 0,4 μm, którą dążymy w PTSMAKE, pozwala TIM rozprzestrzenić się w cienką, jednolitą warstwę bez pęcherzyków powietrza. Ten optymalny kontakt jest kluczową częścią równania. To tutaj nauka o Metrologia powierzchni5 staje się kluczowa w produkcji.
Obróbka CNC jest jedynym procesem, który niezawodnie zapewnia zarówno wąską tolerancję płaskości, jak i drobne wykończenie powierzchni wymagane dla nowoczesnych płyt chłodzących cieczą. Jest to precyzyjna, kontrolowana metoda, która eliminuje zgadywanie wydajności.
W PTSMAKE stosujemy zaawansowane techniki CNC, aby zapewnić, że każda płyta chłodząca cieczą spełnia rygorystyczne specyfikacje płaskości i wykończenia. Ta precyzja jest niezbędna do maksymalizacji wydajności cieplnej i zapewnienia niezawodności wysokowartościowych systemów elektronicznych naszych klientów.
Płyty chłodzące skrawane vs. obrabiane CNC — Jaka jest prawdziwa różnica?
Przy produkcji płyt chłodzących cieczą, metoda tworzenia żeber jest kluczowa. Dwa powszechne procesy to skrawanie (skiving) i obróbka CNC. Wybór między nimi bezpośrednio wpływa na wydajność, koszt i swobodę projektowania. Skrawanie jest szybkim procesem idealnym dla prostych, równoległych układów żeber.
Kluczowe różnice w produkcji
Skrawanie (skiving) usuwa cienkie żebra z litego bloku metalu. Natomiast frezowanie CNC precyzyjnie wycina materiał, tworząc kanały. Ta fundamentalna różnica dyktuje możliwości geometryczne dla Twojego projektu.
Przydatność procesu
| Cecha | Skrawanie (przeciąganie) | Obróbka CNC |
|---|---|---|
| Geometria | Proste, równoległe płetwy | Złożone, nieliniowe kanały |
| Prędkość | Szybkie dla prostych projektów | Wolniejsze, zorientowane na szczegóły |
| Cechy | Ograniczone do kanałów przelotowych | Zintegrowane kolektory, porty |
| Najlepsze dla | Duże wolumeny, proste płyty | Niestandardowe, wysokowydajne projekty |
To rozróżnienie jest kluczowe przy wyborze między płytą chłodzącą skrawaną a CNC.

Skrawanie, które jest formą przeciągania6, tworzy żeberka poprzez przesuwanie specjalnego narzędzia tnącego po bloku metalu. Ta metoda jest niezwykle wydajna w produkcji prostych, jednolitych żeberek. Jednak jej głównym ograniczeniem jest jej jednokierunkowy charakter. Za pomocą tego procesu można tworzyć tylko równoległe żeberka.
Kiedy obróbka CNC jest niezbędna
Obróbka CNC zapewnia znacznie większą elastyczność projektowania. W PTSMAKE często polecamy CNC do płyt chłodzących cieczą, które wymagają złożonych funkcji. Na przykład, jeśli Twój projekt obejmuje nieliniowe kanały do celowania w określone gorące punkty, zintegrowane funkcje kolektora lub gwintowane porty, CNC jest jedyną realną opcją. Frezowana CNC płyta chłodząca w porównaniu do konstrukcji z żebrami skrawanymi pozwala na strefy o różnej głębokości, co może zoptymalizować przepływ chłodziwa i transfer ciepła.
Rozważania dotyczące wydajności
Chociaż radiator przeciągany jest opłacalny, jego wydajność jest ograniczona przez jego prostą geometrię. W zaawansowanych zastosowaniach, gdzie liczy się każdy stopień, precyzja płyty chłodzącej obrabianej CNC zapewnia pełną realizację zamierzeń projektowych, maksymalizując wydajność cieplną. Zdolność do tworzenia skomplikowanych struktur wewnętrznych jest znaczącą zaletą.
Krótko mówiąc, skrawanie oferuje szybkość i efektywność kosztową dla prostych, wielkoseryjnych projektów. Jednak w przypadku złożonych lub wysokowydajnych płyt chłodzących cieczą, wymagających skomplikowanych geometrii i zintegrowanych funkcji, obróbka CNC jest lepszą i często niezbędną metodą produkcji.
Płaskość, Chropowatość i Równoległość — Trzy metryki jakości powierzchni, które definiują wydajność płyt chłodzących
W przypadku płyt chłodzących cieczą, optymalna wydajność zależy od jakości powierzchni montażowej. Trzy parametry geometryczne są absolutnie kluczowe: płaskość, chropowatość powierzchni i równoległość.
Podstawa transferu ciepła
Te metryki bezpośrednio wpływają na warstwę materiału interfejsu termicznego (TIM) między płytą chłodzącą a źródłem ciepła. Niedoskonała powierzchnia wymusza grubszą warstwę TIM, co drastycznie zwiększa opór cieplny i zmniejsza wydajność chłodzenia.
Dlaczego każdy mikron ma znaczenie
Kontrolowanie tych cech to nie tylko kwestia wydajności, ale także niezawodności. Nierówne powierzchnie mogą powodować naprężenia mechaniczne podczas montażu, potencjalnie uszkadzając wrażliwe komponenty elektroniczne. Precyzyjna obróbka jest kluczem do osiągnięcia wymaganej integralności powierzchni.

Aby osiągnąć doskonałą wydajność cieplną, musimy precyzyjnie kontrolować te trzy wzajemnie powiązane cechy powierzchni. Każda z nich odgrywa odrębną rolę w minimalizowaniu oporu cieplnego i zapewnianiu stabilności mechanicznej dla każdego zespołu płyty chłodzącej cieczą.
Płaskość
Specyfikacja płaskości płyty chłodzącej określa, jak bardzo powierzchnia odbiega od idealnej płaszczyzny matematycznej. Duże odchylenia tworzą duże szczeliny, wymagające grubej warstwy TIM do ich wypełnienia. Używamy maszyny pomiarowej współrzędnościowej (CMM) do procesów kontroli płaskości płyt chłodzących CMM, aby zapewnić, że płaskość jest zazwyczaj utrzymywana w granicach 0,001 cala na cal.
Chropowatość powierzchni
Mierzy to drobniejsze szczyty i doliny na powierzchni. Kontrolowana chropowatość powierzchni styku płyty chłodzącej pozwala na cienkie i równomierne rozprowadzenie TIM. Często używamy profilometru7 do pomiaru tego, celując w wartość Ra między 0,8 a 1,6 μm dla większości zastosowań.
Równoległość
Ciasna tolerancja równoległości płyty chłodzącej zapewnia, że powierzchnia montażowa jest idealnie równoległa do podstawy. Gwarantuje to równomierny nacisk zaciskowy na cały komponent, zapobiegając lokalnym naprężeniom i zapewniając stałą grubość linii wiązania TIM.
| Metryczny | Główny wpływ | Metoda pomiaru |
|---|---|---|
| Płaskość | Grubość linii wiązania TIM | CMM |
| Chropowatość | Zwilżanie i adhezja TIM | Profilometr |
| Równoległość | Naprężenie zaciskowe i jednorodność | CMM |
Opanowanie płaskości, chropowatości i równoległości jest fundamentalne dla wysokowydajnych płyt chłodzących cieczą. Te cechy bezpośrednio wpływają na opór cieplny i stabilność mechaniczną, zapewniając, że Twoje komponenty działają chłodno i niezawodnie pod obciążeniem.
Konstrukcja portu płynu, rowka na oring i gwintowanej wkładki — Jak prawidłowo wykonać połączenie
Wydajność płyty chłodzącej jest ostatecznie określana przez jej połączenia. Wyciek może zagrozić całemu systemowi, dlatego solidna konstrukcja portu płynu jest niezbędna. Wybór odpowiedniego typu portu to pierwsza krytyczna decyzja w każdym projekcie płyt chłodzących cieczą, aby zapewnić bezpieczne, szczelne uszczelnienie.
Zrozumienie typów gwintów portów
Najpopularniejsze typy gwintów służą różnym celom. Wybór niewłaściwego jest częstą przyczyną awarii. Często doradzamy klientom, który standard najlepiej odpowiada potrzebom ich zastosowania w zakresie ciśnienia, wibracji i łatwości serwisowania. Zapobieganie wyciekom z płyty chłodzącej zaczyna się tutaj.
Typowe standardy gwintów
| Typ wątku | Metoda uszczelniania | Typowe zastosowania |
|---|---|---|
| NPT | Gwinty stożkowe | Przemysłowa hydraulika siłowa |
| G / BSPP | Uszczelka płaska lub O-ring | Systemy niskociśnieniowe |
| SAE J1926 | O-ring | Hydraulika wysokociśnieniowa |
Właściwa konstrukcja portu płynu w płycie chłodzącej zapewnia długoterminową niezawodność. Wybór zależy wyłącznie od wymagań operacyjnych systemu. W środowiskach o wysokich wibracjach, port uszczelniony O-ringiem, taki jak SAE, jest często bardziej niezawodnym wyborem niż połączenie płyty chłodzącej z gwintem NPT.

Poza gwintami, sam rowek O-ringu jest kluczowy. Jego geometria decyduje o skuteczności i trwałości uszczelnienia. Dwa główne projekty, jaskółczy ogon i prostokątny, oferują różne zalety dla rowka O-ringu w płycie chłodzącej. Rowek typu jaskółczy ogon pomaga utrzymać O-ring podczas montażu, co jest przydatne.
Rowek O-ringu i uwagi dotyczące wkładek
Jednak obróbka rowka typu jaskółczy ogon jest bardziej złożona i może zwiększyć koszty. Standardowy rowek prostokątny jest często wystarczający, jeśli procedury montażu są kontrolowane. Materiału Durometr8 jest również kluczowym czynnikiem przy obliczaniu prawidłowego ściskania dla trwałego uszczelnienia.
Opcje wkładek gwintowanych
Podczas pracy z bardziej miękkimi materiałami, takimi jak aluminium, wkładki gwintowane są niezbędne, aby zapobiec zerwaniu gwintu. Wkładki z blokadą kluczykową zapewniają doskonałą odporność na moment obrotowy w porównaniu do wkładek drucianych, takich jak Heli-Coils, co czyni je idealnymi do połączeń, które są często montowane i demontowane.
W PTSMAKE nasze zaawansowane możliwości obróbki CNC pozwalają nam integrować te precyzyjne porty, rowki na oringi i przygotowania pod wkładki bezpośrednio w korpusie płyty chłodzącej. Ta jednoczęściowa konstrukcja eliminuje potencjalne ścieżki wycieku z operacji wtórnych, znacznie zwiększając niezawodność płyt chłodzących z chłodzeniem cieczą.
Prawidłowe wykonanie połączeń płynowych jest fundamentalne dla wydajności. Staranny dobór typów gwintów, precyzyjny projekt rowków na oringi oraz odpowiednie wkładki gwintowane są bezwzględnie konieczne do stworzenia niezawodnej, szczelnej płyty chłodzącej, która chroni wrażliwe komponenty elektroniczne przed uszkodzeniem.
Prototypowanie płyt chłodzących na CNC — Dlaczego zerowy koszt oprzyrządowania ma znaczenie dla iteracji projektu
Podczas opracowywania niestandardowych płyt chłodzących z chłodzeniem cieczą, największą zaletą obróbki CNC jest eliminacja kosztów oprzyrządowania. Tradycyjne metody, takie jak odlewanie ciśnieniowe lub tłoczenie, wymagają drogich form i twardych oprzyrządowań. Te narzędzia generują znaczne początkowe inwestycje i czas realizacji, zanim jeszcze zobaczysz pojedynczą część.
Zaleta CNC: Szybkość i Elastyczność
Dzięki CNC możemy obrabiać prototyp bezpośrednio z litego bloku aluminium lub miedzi. To podejście do produkcji płyt chłodzących bez oprzyrządowania oznacza, że pierwszy egzemplarz może być gotowy w zaledwie 5-7 dni. Zmiany to proste korekty oprogramowania, a nie kosztowne modyfikacje form.
Porównanie Kosztów w Skrócie
Ta tabela ilustruje różnice w początkowej konfiguracji. Głównym wnioskiem jest to, że CNC pozwala uniknąć wysokiej bariery wejścia związanej z tradycyjnym oprzyrządowaniem, umożliwiając znacznie bardziej zwinny cykl prototypowania DFM płyt chłodzących.
| Cecha | Obróbka CNC | Odlewanie ciśnieniowe |
|---|---|---|
| Koszt oprzyrządowania | $0 | Może przekroczyć tysiące za wnękę |
| Początkowy czas realizacji | 5-7 Dni | 6-10 Tygodni |
| Typ Oprzyrządowania | Podstawowe Mocowanie Detalu | Niestandardowe Twarde Oprzyrządowanie |
| Koszt Zmiany Projektu | Minimalny (Programowanie) | Wysoki (Przeróbka Narzędzi) |
Ten usprawniony proces jest idealny do szybkiego dostarczania funkcjonalnych prototypów w ręce inżynierów.
Odblokowanie szybkiej iteracji projektu
Prawdziwa moc procesu prototypowania płyty chłodzącej CNC ujawnia się podczas walidacji projektu. Inżynier termiczny może przetestować wiele wewnętrznych geometrii kanałów w ramach jednego cyklu prototypowania. Pozwala to na empiryczne testy w celu znalezienia optymalnej równowagi między przepływem chłodziwa a wydajnością cieplną.
Pętla iteracji
Dzięki CNC iteracja jest prosta. Inżynier może zamówić część z kanałem wężowym, przetestować ją, a następnie zamówić inną z równoległym układem kanałów. Ponieważ koszt jest związany jedynie z czasem pracy maszyny i programowaniem, ta szybka iteracja płyty chłodzącej jest niezwykle opłacalna.
Porównanie cykli iteracji
Takie podejście jest prawie niemożliwe w przypadku odlewania. Tworzenie nowego narzędzia do odlewania ciśnieniowego dla każdej wariacji projektu jest finansowo zaporowe i czasochłonne. W PTSMAKE pomagamy inżynierom wykorzystać tę elastyczność do udoskonalania ich projektów w oparciu o rzeczywiste dane testowe, zapewniając, że produkt końcowy Współczynnik przenikania ciepła9 spełnia specyfikacje.
| Aspekt | CNC Prototyping | Prototypowanie odlewów ciśnieniowych |
|---|---|---|
| Testowanie wielu projektów | Wykonalne w jednym cyklu | Wymaga wielu drogich narzędzi |
| Czas na iterację | Dni | Tygodnie lub miesiące |
| Koszt na iterację | Niski (Programowanie + Materiał) | Bardzo wysoki (Nowe oprzyrządowanie) |
| Swoboda projektowania | Wysoki | Ograniczone przez ograniczenia oprzyrządowania |
Ostatecznie, obróbka CNC zmniejsza ryzyko w procesie rozwoju płyt chłodzących do chłodzenia cieczą.
Obróbka CNC eliminuje znaczącą barierę kosztów i opóźnień związanych z oprzyrządowaniem. Umożliwia to szybkie, przystępne cenowo i elastyczne prototypowanie, pozwalając inżynierom testować i walidować wiele projektów płyt chłodzących do chłodzenia cieczą bez ogromnych inwestycji wymaganych przez tradycyjne metody produkcji.
Od jednorazowego prototypu do produkcji — Skalowanie płyt chłodzących bez przezbrajania
Skalowanie płyt chłodzących do chłodzenia cieczą od jednej sztuki do tysięcy nie musi wiązać się z kosztownym oprzyrządowaniem. Droga od prototypu płyty chłodzącej do produkcji powinna być płynna. Dzięki obróbce CNC proces ten jest definiowany przez elastyczność, a nie przez początkową inwestycję w formy lub matryce.
Nasza Ścieżka Skalowania
W PTSMAKE mamy jasny, trzystopniowy proces. Ta struktura pozwala naszym klientom walidować projekty za pomocą prototypów przed zobowiązaniem się do większych wolumenów. Zapewnia przewidywalny harmonogram i strukturę kosztów wraz ze wzrostem popytu.
| Etap | Ilość | Typowy czas realizacji |
|---|---|---|
| Prototyp | 5-50 szt. | 3-5 dni roboczych |
| Niska objętość | 50-1 000 szt. | 1-2 tygodnie |
| Duża objętość | 1 000+ szt. | 3-4 tygodnie |
Ten model doskonale wspiera produkcję na żądanie.

Główną zaletą skalowalności płyt chłodzących CNC jest brak kosztów oprzyrządowania. W przeciwieństwie do formowania wtryskowego czy odlewania ciśnieniowego, nie jesteś związany projektem przez formę kosztującą wiele tysięcy dolarów. Pozwala to na iteracje projektowe nawet po początkowych seriach produkcyjnych bez kary finansowej.
Siła zdolności produkcyjnych, nie form
Jak skalujemy? To proste: przeznaczamy więcej czasu maszynowego. Do prototypu można użyć jednej lub dwóch maszyn CNC. W przypadku zamówień na płyty chłodzące CNC o dużej objętości, możemy przeznaczyć komórkę maszyn do równoczesnego wytwarzania części. Sam proces produkcyjny pozostaje identyczny.
To zapewnia, że dziesiąta część jest identyczna z dziesięciotysięczną. Utrzymanie tej spójności jest kluczowe. Wysoka Powtarzalność10 precyzja obróbki CNC oznacza, że wydajność cieplna i dopasowanie mechaniczne są spójne w całym wolumenie produkcji. Jest to poziom zapewnienia jakości, z którym metody oparte na oprzyrządowaniu mogą mieć trudności, ponieważ formy zużywają się z czasem.
Dla firm, to zmniejsza ryzyko całego wprowadzenia produktu na rynek. Możesz wejść na rynek z niskoseryjną produkcją płyt chłodzących i zwiększać produkcję tylko wtedy, gdy dane sprzedażowe to potwierdzą. To bezpośrednio dopasowuje Twoje wydatki produkcyjne do przychodów.
Obróbka CNC oferuje elastyczną, beznarzędziową ścieżkę do skalowania produkcji płyt chłodzących. Ta metoda pozwala przejść od prototypu do zamówień wielkoseryjnych poprzez proste zwiększenie zdolności maszynowych, zapewniając spójność i unikając dużych inwestycji początkowych.
Certyfikaty materiałowe i identyfikowalność — Czego wymagają producenci OEM centrów danych od dostawców płyt chłodzących
Dla producentów OEM centrów danych, certyfikaty materiałowe dla płyt chłodzących cieczą to nie tylko formalności. Są one niezbędne do zapewnienia wydajności, niezawodności i zgodności z przepisami. Pełna identyfikowalność jest podstawowym oczekiwaniem, zwłaszcza gdy komponenty muszą spełniać rygorystyczne specyfikacje termiczne i mechaniczne.
Kluczowe dokumenty dotyczące identyfikowalności
Producenci OEM często wymagają kompletnego pakietu dokumentacji. Potwierdza to pochodzenie, skład i właściwości materiału. Eliminuje to zgadywanie i zapewnia, że każda część spełnia zamierzenia projektowe. Wada jakości materiału może zagrozić całemu systemowi chłodzenia.
Raporty z Badań Młynarskich (MTR)
MTR jest dokumentem podstawowym. Zawiera podsumowanie właściwości fizycznych i chemicznych materiału bezpośrednio od huty, która go wyprodukowała.
| Typ dokumentu | Dostarczone przez | Cel |
|---|---|---|
| Mill Test Report (MTR) | Huta Materiałowa | Certyfikuje właściwości chemiczne/mechaniczne |
| Certyfikat zgodności | Dostawca CNC | Potwierdza zgodność części ze specyfikacjami |
| Dokumenty Zgodności (RoHS/REACH) | Huta Materiałowa/Dostawca | Weryfikuje zgodność środowiskową |
Zrozumienie Certyfikatów EN 10204
Dla projektów o rygorystycznych wymaganiach, zwłaszcza na rynkach europejskich, certyfikaty EN 10204 są kluczowe. Zapewniają one różne poziomy walidacji. Certyfikat typu 3.1 jest walidowany przez upoważnionego przedstawiciela producenta, niezależnie od działu produkcyjnego. Certyfikat typu 3.2 dodaje kolejną warstwę, wymagając walidacji przez zewnętrzną agencję inspekcyjną.
Weryfikacja chemiczna i mechaniczna
Często przeprowadzamy niezależną weryfikację, aby zapewnić pełną zgodność. Obejmuje to stosowanie metod takich jak Spektrometria11 w celu potwierdzenia składu chemicznego materiałów, takich jak miedź C11000. Zapewnia to pełną identyfikowalność miedzi C11000. Podobnie, właściwości mechaniczne są testowane, aby zagwarantować, że materiał wytrzyma naprężenia operacyjne.
| Rodzaj certyfikatu | Walidacja | Typowy przypadek użycia |
|---|---|---|
| EN 10204 3.1 | Inspektor producenta | Standardowe zastosowania przemysłowe |
| EN 10204 3.2 | Inspektor strony trzeciej | Komponenty krytyczne (lotnictwo, obrona) |
Zgodność z RoHS i REACH
Poza wydajnością, przepisy środowiskowe są bezwzględne. Zgodność z RoHS i REACH jest obowiązkowa dla dostępu do rynku w wielu regionach. Jako Twój dostawca CNC, zapewniamy, że wszystkie stopy aluminium i miedzi używane w płytach chłodzących do chłodzenia cieczą są w pełni zgodne, dostarczając niezbędną dokumentację z każdą partią.
Pełna identyfikowalność materiałów jest fundamentalna dla wysokowydajnych płyt chłodzących do chłodzenia cieczą. Od raportów z badań młynowych po certyfikaty EN 10204 i zgodność z RoHS, ta dokumentacja zapewnia gwarancję jakości, której wymagają producenci OEM centrów danych, aby zapewnić niezawodność systemu i zgodność z przepisami.
Projektowanie płyt chłodzących pod kątem produkcyjności — Jak oszczędzać koszty bez poświęcania wydajności termicznej
Podczas projektowania płyt chłodzących do chłodzenia cieczą, małe wybory mogą prowadzić do dużych wzrostów kosztów. Skupienie się na projektowaniu pod kątem możliwości produkcyjnych (DFM) jest kluczowe. Zapewnia to, że Twój projekt jest efektywny w produkcji, nie wpływając negatywnie na jego możliwości termiczne. Proste przeoczenia często niepotrzebnie zawyżają ostateczną cenę.
W PTSMAKE prowadzimy naszych klientów przez te decyzje. Kilka kluczowych korekt na etapie projektowania może znacząco obniżyć koszty produkcji. To podejście koncentruje się na praktyczności i unika nadmiernego inżynieringu tam, gdzie nie przynosi on realnych korzyści. Przyjrzyjmy się kilku praktycznym wytycznym DFM dla płyt chłodzących.
Uprość geometrię kanałów
Głębokie, wąskie kanały są częstym czynnikiem wpływającym na koszty w obróbce CNC. Obróbka kanałów głębszych niż 50 mm często wymaga specjalnych narzędzi i wolniejszych prędkości skrawania, co zwiększa czas obróbki. Trzymanie się standardowych długości frezów palcowych upraszcza proces i zmniejsza koszty.
Określ realistyczne tolerancje
Jednym z najłatwiejszych sposobów na oszczędność kosztów jest określenie osiągalnych tolerancji. Chociaż tolerancja ±0,005 mm może wyglądać dobrze na papierze, często jest niepotrzebna. Jeśli luźniejsza tolerancja ±0,02 mm działa idealnie, wybierz ją. Węższe tolerancje wymagają bardziej starannych ustawień i kontroli.
| Wybór projektu | Podejście niskokosztowe | Podejście oparte na wysokich kosztach |
|---|---|---|
| Tolerancja | Określ tolerancje funkcjonalne (np. ±0,02 mm) | Niepotrzebnie ciasne (np. ±0,005 mm) |
| Głębokość kanału | < 50 mm (Standardowe narzędzia) | > 50 mm (Specjalne narzędzia) |
| Rozmiar materiału | Projektuj pod standardowe wymiary prętów | Wymaga niestandardowo ciętych bloków surowca |
| Cechy | Zintegruj otwory montażowe z korpusem | Dodaj operacje wtórne dla funkcji |

Optymalizacja projektu polega na równoważeniu wydajności i możliwości produkcyjnych. Na przykład, projektowanie części pasujących do standardowych rozmiarów prętów minimalizuje straty materiału i potrzebę dodatkowych operacji zgrubnych. Ten prosty krok jest podstawową zasadą optymalizacji kosztów dla płyt chłodzenia cieczą. Każdy zły wybór projektowy stopniowo zwiększa cenę jednostkową.
Rozważ alternatywne metody produkcji
W przypadku projektów z bardzo złożonymi lub głębokimi kanałami wewnętrznymi, bezpośrednia obróbka CNC może nie być najbardziej ekonomiczną drogą. Tutaj wchodzą w grę alternatywne metody. Konstrukcja wieloczęściowa wykorzystująca Lutowanie12 może być bardziej opłacalne. Polega to na obróbce prostszych komponentów, a następnie ich łączeniu.
Integracja funkcji
Kolejnym kluczowym aspektem projektu płyty chłodzącej, który można wyprodukować, jest integracja funkcji. W miarę możliwości należy zintegrować otwory montażowe i inne elementy bezpośrednio z głównym korpusem płyty chłodzącej. Zmniejsza to liczbę operacji wtórnych, upraszcza przepływ produkcji i obniża ogólny koszt części. To prosta wygrana dla wydajności.
Inteligentne wybory DFM dla płyt chłodzących z chłodzeniem cieczą, takie jak optymalizacja głębokości kanałów, stosowanie realistycznych tolerancji i projektowanie dla standardowych materiałów, bezpośrednio obniżają koszty. Te korekty zapewniają możliwość produkcji bez poświęcania wydajności cieplnej niezbędnej dla Twojej aplikacji.
Grubość płyty, wygięcie i naprężenia szczątkowe — Wyzwania obróbki CNC, o których nikt nie mówi
Obróbka dużych, cienkich komponentów, takich jak płyty chłodzące z chłodzeniem cieczą, stanowi wyjątkowe wyzwanie. Kiedy usuwasz materiał z jednej strony płyty o wymiarach 300 mm x 200 mm x 8 mm, na przykład, nie tylko tniesz metal; uwalniasz uwięzione naprężenia szczątkowe. Powoduje to wygięcie lub wypaczenie płyty.
Niewidzialny Wróg
Naprężenia szczątkowe są uwięzione w surowcu z jego procesu produkcyjnego, takiego jak walcowanie lub wytłaczanie. Zwykłe zaciśnięcie i obróbka do ostatecznych wymiarów często skutkuje częścią, która wypacza się natychmiast po zwolnieniu z uchwytu. Jest to częsty punkt awarii.
Problem Równowagi
Osiągnięcie wymaganej płaskości po obróbce nie polega na sile; polega na kontroli. Kluczem jest systematyczne zarządzanie uwalnianiem naprężeń w całej sekwencji produkcyjnej, a nie tylko podczas ostatniego cięcia.
| Wyzwanie | Powszechne Błędne Przekonanie |
|---|---|
| Wypaczenie Płyty | Materiał jest "zły"." |
| Utracona Płaskość | Mocniejsze zaciskanie to naprawi. |
| Niespójne Wyniki | Maszyna nie jest wystarczająco dokładna. |

W PTSMAKE radzimy sobie z wypaczeniami cienkich płyt chłodzących podczas obróbki, stosując sprawdzoną, wieloetapową strategię. Jest to metodyczne podejście, które szanuje właściwości materiału, zamiast z nimi walczyć. Ignorowanie tego procesu prowadzi do złomowania części i opóźnień w harmonogramach, na co nasi klienci nie mogą sobie pozwolić.
Nasza Trzystopniowa Strategia Obróbki
Po pierwsze, wykonujemy operację zgrubną. Obrabiamy płytę blisko jej ostatecznego kształtu, ale pozostawiamy wystarczający naddatek na wszystkich krytycznych powierzchniach. Ten początkowy etap usuwa większość materiału i uwalnia większość naprężeń wewnętrznych. Płyta prawdopodobnie wypaczy się na tym etapie, co jest oczekiwane.
Następnie następuje wyżarzanie odprężające. Zgrubnie obrobiona część jest podgrzewana do określonej temperatury, a następnie powoli schładzana. Ten cykl termiczny zmienia wewnętrzną strukturę materiału, rozluźniając prawie wszystkie pozostałe naprężenia szczątkowe bez zmiany jego właściwości mechanicznych. Jest to krytyczny reset dla materiału.
Na koniec wykonujemy przejścia wykończeniowe. Gdy materiał jest już stabilny, możemy obrobić część do jej ostatecznych wymiarów i osiągnąć wąskie tolerancje płaskości. Naprężenia wewnętrzne spowodowane przez materiał Anizotropia13 zostały zneutralizowane.
Zaawansowane Mocowanie Detali dla Precyzji
Sposób mocowania części jest równie ważny. W przypadku cienkich płyt, tradycyjne mocowanie może wprowadzać nowe naprężenia i zniekształcenia.
| Metoda | Najlepszy przypadek użycia | Kluczowa zaleta |
|---|---|---|
| Uchwyt Próżniowy | Końcowe operacje wykończeniowe | Jednorodne mocowanie niskociśnieniowe |
| Taśma Dwustronna | Na szlifowanej powierzchni do wstępnych operacji | Brak bocznych zacisków, które mogłyby przeszkadzać |
| Zaciski Niskoprofilowe | Etapy zgrubne na grubszym materiale | Bezpieczne mocowanie do ciężkiego cięcia |
Osiągnięcie płaskości na cienkich elementach, takich jak płyty chłodzące do chłodzenia cieczą, wymaga czegoś więcej niż tylko precyzyjnego cięcia. Wymaga systematycznego procesu, który zarządza naprężeniami materiałowymi poprzez obróbkę zgrubną, wyżarzanie termiczne i staranne wykończenie, w połączeniu z odpowiednimi strategiami mocowania, aby zapobiec odkształceniom.
Niestandardowe płyty chłodzące – studia przypadków — Rzeczywiste konfiguracje i sposób ich obróbki
Teoria stanowi podstawę, ale rzeczywiste przykłady pokazują, jak niestandardowe płyty chłodzące rozwiązują konkretne wyzwania termiczne. Wybrałem kilka anonimowych projektów, aby zilustrować różne podejścia do projektowania i produkcji. Te przypadki obejmują szeroki zakres złożoności i wolumenów produkcji.
Każdy projekt rozpoczął się od unikalnego problemu. Rozwiązania wymagały różnych materiałów, strategii obróbki i procesów kontroli jakości, aby osiągnąć cele wydajnościowe.
| Przegląd studiów przypadku | Zastosowanie | Główne cechy | Proces podstawowy |
|---|---|---|---|
| Przypadek 1 | Przełącznik sieciowy | Prosty pojedynczy kanał | Frezowanie 3-osiowe |
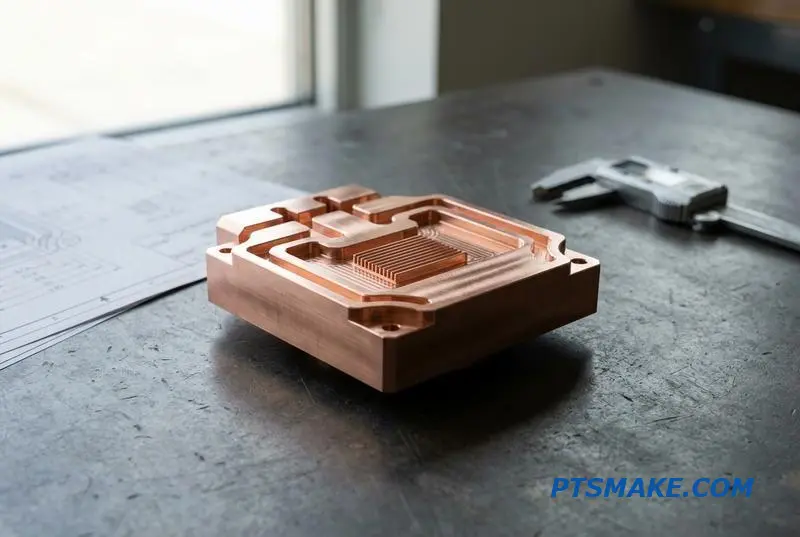
| Przypadek 2 | GPU AI | Miedziane mikrokanaly | Frezowanie 5-osiowe |
| Przypadek 3 | IGBT dużej mocy | Kanały serpentynowe | CNC + Lutowanie próżniowe |
| Przypadek 4 | CDU do szafy serwerowej | Zintegrowany kolektor | 5-osiowe + wiercenie |

Przyjrzyjmy się szczegółom tych niestandardowych przykładów płyt chłodzących. Najprostszym przypadkiem była aluminiowa płyta jednokanałowa do prototypu przełącznika sieciowego. Obejmowało to proste frezowanie 3-osiowe. Skupiono się na szybkim wykonaniu w celu testów funkcjonalnych, z podstawowymi kontrolami szczelności i ciśnienia potwierdzającymi integralność.
W przeciwieństwie do tego, miedziana płyta chłodząca z mikrokanalikami do procesora graficznego serwera AI była znacznie bardziej złożona. Ten projekt obróbki płyty chłodzącej serwera AI wymagał frezowania 5-osiowego w celu stworzenia gęstej Żeberka szpilkowe14 macierzy. Obróbka miedzi z tak wąskimi tolerancjami bez deformowania żeber jest znaczącym wyzwaniem. Użyliśmy specjalistycznych narzędzi i starannie kontrolowanych parametrów cięcia.
Konstrukcja dwuczęściowa lutowana twardo
Dla modułu IGBT o dużej mocy wyprodukowaliśmy dwuczęściowy zespół lutowany twardo. Jedna płyta została obrobiona CNC z kanałami wężowymi, a płaska pokrywa została do niej uszczelniona za pomocą lutowania próżniowego. Proces ten tworzy szczelne, wytrzymałe połączenie, niezbędne dla płyt chłodzących z chłodzeniem cieczą pod wysokim ciśnieniem.
Hybryda ze zintegrowanym kolektorem
Hybrydowa płyta chłodząca do szafy serwerowej wymagała zintegrowanego kolektora. Ta konstrukcja została obrobiona z pojedynczego bloku za pomocą frezowania 5-osiowego w połączeniu z precyzyjnie wierconymi kanałami poprzecznymi. To wyeliminowało potencjalne punkty wycieku z połączeń, tworząc wysoce niezawodny komponent dla gęstego systemu.
Te studia przypadków pokazują, jak procesy produkcyjne są dostosowywane do specyficznych dla zastosowania wymagań termicznych i mechanicznych, od prostych prototypów po złożone części do produkcji masowej.

Ta właściwość jest kluczowa dla zapewnienia niezawodności interfejsu termicznego w warunkach zmian temperatury. ↩
Zrozumienie tej koncepcji pomaga w określeniu precyzyjnych wymagań dotyczących zarządzania termicznego dla elektroniki dużej mocy. ↩
Ten współczynnik pomaga ilościowo określić wydajność konwekcyjnego przenoszenia ciepła w różnych konstrukcjach płyt chłodzących z chłodzeniem cieczą. ↩
Dowiedz się, jak ten proces w stanie stałym tworzy wiązania na poziomie molekularnym, niezbędne dla zastosowań termicznych i strukturalnych o wysokiej integralności. ↩
Zrozum, jak pomiar mikro-skalowych cech powierzchni bezpośrednio wpływa na wydajność termiczną i mechaniczną komponentów. ↩
Zrozumienie tej metody cięcia wyjaśnia geometryczne ograniczenia żeber skrawanych w porównaniu z frezowaniem CNC wieloosiowym. ↩
Dowiedz się, jak ten instrument kwantyfikuje teksturę powierzchni, zapewniając, że części spełniają krytyczne specyfikacje wydajności cieplnej. ↩
Zrozumienie tego pomaga wybrać odpowiedni materiał oringa dla optymalnego ciśnienia uszczelnienia i trwałości. ↩
Zrozumienie tego współczynnika jest kluczowe dla optymalizacji wydajności cieplnej w projektach płyt chłodzących do chłodzenia cieczą. ↩
Zrozum, jak powtarzalność zapewnia stałą jakość od pierwszej do ostatniej części, co jest krytycznym czynnikiem w skalowaniu produkcji. ↩
Dowiedz się, jak ta technika analizy weryfikuje czystość i skład materiału, zapewniając kontrolę jakości w precyzyjnej produkcji. ↩
Zrozum, jak ten proces łączenia umożliwia złożone geometrie dla wysokowydajnych rozwiązań zarządzania termicznego. ↩
Zrozumienie tej właściwości pomaga przewidywać i kontrolować zachowanie materiału podczas obróbki. ↩
Zrozumienie konstrukcji żeber pinowych pomaga zoptymalizować wydajność cieplną w kompaktowych zastosowaniach o wysokiej temperaturze. ↩






