

¿Sus racks de servidores de IA están funcionando más calientes de lo que su sistema de refrigeración puede manejar? La refrigeración por aire ha llegado a su límite, y las brechas de TIM debido a una mala planitud de la superficie le están costando silenciosamente un 10-15% en rendimiento térmico.
Las placas frías de refrigeración líquida mecanizadas por CNC a medida son intercambiadores de calor de cobre o aluminio fresados con precisión con canales de flujo internos, diseñados para la refrigeración directa al chip en centros de datos de IA, sistemas HPC y electrónica de alta potencia que requieren una planitud inferior a 0.01 mm y geometrías de canal complejas.

En esta guía, le guiaré a través de todo lo que he aprendido sobre la fabricación de placas frías en PTSMAKE—desde la elección del material y el diseño del canal hasta la soldadura fuerte, el control de la planitud y estudios de casos de producción reales. Entremos en materia.
Por qué los centros de datos de IA están chocando contra un muro térmico — y las placas frías son la ruta de escape
La era de la refrigeración por aire para la computación de alta densidad está terminando. Con las cargas de trabajo de IA empujando las densidades de rack más allá de los 80kW, los métodos tradicionales están fallando. Esto no es solo un problema futuro; está ocurriendo ahora. La barrera térmica del centro de datos para la refrigeración de IA es un obstáculo significativo para el rendimiento.
El cambio inevitable
Estamos viendo una tendencia clara. Un informe reciente de S&P Global indica que el 21% de los operadores de centros de datos están planeando una transición a la refrigeración líquida dentro de este año. Esto subraya la urgencia y la respuesta de la industria a la tendencia de adopción de placas frías directas al chip.
Impulso del mercado
El mercado de soluciones de refrigeración líquida refleja esta urgencia. Las proyecciones muestran un crecimiento significativo, impulsado por la demanda de una gestión térmica más eficiente en entornos de IA y HPC.
| Métrica del mercado | Valor proyectado |
|---|---|
| Tamaño del mercado en 2025 | 4.68 mil millones de dólares |
| CAGR | 18.6% |
Este crecimiento subraya que la refrigeración líquida, particularmente el uso de placas frías, se está convirtiendo en el nuevo estándar.

El problema central no es solo eliminar más calor; es eliminarlo directamente de la fuente. La refrigeración por aire tradicional tiene dificultades con el calor concentrado generado por las GPU y los procesadores modernos. Es un problema de densidad térmica, no solo de carga térmica total. Aquí es donde las soluciones directas al chip sobresalen.
Por qué la refrigeración directa al chip es esencial
Las placas frías de refrigeración líquida ofrecen una vía directa para que el calor escape. Al conectar una placa llena de líquido al procesador, el calor se transfiere de manera mucho más eficiente que a través del aire. Esto permite que los chips funcionen a sus niveles de rendimiento óptimos sin estrangularse debido a temperaturas excesivas.
Sin embargo, la implementación requiere precisión. La interfaz entre el chip y la placa fría es crítica. Una conexión deficiente, componentes desalineados o materiales con propiedades incompatibles Coeficiente de dilatación térmica1 pueden comprometer todo el sistema. Nuestro trabajo con clientes demuestra que las tolerancias de fabricación para estas placas son extremadamente ajustadas.
Eficacia de la refrigeración por aire vs. líquido
Esta tabla ilustra la diferencia fundamental en las capacidades de transferencia de calor, basada en nuestras pruebas internas.
| Método de refrigeración | Eficacia de la transferencia de calor | Idoneidad de la densidad de potencia |
|---|---|---|
| Refrigeración por aire | Bajo | Por debajo de 30kW/rack |
| Refrigeración líquida | Alta | Por encima de 80kW/rack |
La transición a la refrigeración líquida no es solo una mejora; es una evolución necesaria para liberar todo el potencial de la infraestructura de IA.
A medida que las demandas de la IA elevan las densidades de los racks, la refrigeración por aire ya no es viable. La refrigeración líquida directa al chip, liderada por placas frías diseñadas con precisión, proporciona la gestión térmica necesaria, convirtiéndola en una tecnología esencial para el futuro de los centros de datos de computación de alto rendimiento.
Placas frías de cobre vs. aluminio — La conductividad térmica es solo la mitad de la historia
Al elegir un material para las placas frías de refrigeración líquida, todo el mundo señala la conductividad térmica superior del cobre. Si bien es cierto, centrarse solo en ese número puede llevar a una solución sobredimensionada y costosa. La mejor elección equilibra el rendimiento térmico, el peso y el coste de fabricación para su aplicación específica.
Propiedades de los materiales de un vistazo
El aluminio es a menudo un punto de partida práctico debido a su menor coste y peso. El cobre es la opción premium para cargas de calor extremas donde el rendimiento es la única prioridad. La decisión no siempre es sencilla.
| Propiedad | Cobre (C110) | Aluminio (6061) |
|---|---|---|
| Conductividad térmica | ~400 W/mK | ~200 W/mK |
| Densidad | 8,9 g/cm³ | 2,7 g/cm³ |
| Coste relativo | Alta | Bajo |
| Maquinabilidad | Feria | Excelente |
Cuándo elegir cada material
Para la mayoría de la electrónica comercial y los sistemas industriales, el aluminio ofrece una refrigeración suficiente a un precio mucho más bajo. Sin embargo, para aplicaciones como las GPU de centros de datos de alta potencia o los láseres médicos especializados, el rendimiento térmico superior de las placas frías de cobre es innegociable.

El debate sobre la refrigeración líquida de aluminio vs. cobre va más allá de los números brutos. En PTSMAKE, a menudo guiamos a los clientes a través de una guía de selección de materiales para placas frías más matizada. La maquinabilidad, por ejemplo, impacta directamente en el coste final. El aluminio es más fácil de mecanizar, lo que permite estructuras de aletas internas más complejas sin un aumento drástico del precio.
Más allá de un solo material: Diseños híbridos
Hemos descubierto que los diseños híbridos a menudo ofrecen lo mejor de ambos mundos. Una base de cobre puede incrustarse o soldarse en un cuerpo de aluminio. Este enfoque apunta a la alta Flujo térmico2 área directamente debajo de la fuente de calor con cobre, manteniendo la estructura general ligera y rentable.
Esta estrategia es particularmente efectiva para placas frías de refrigeración líquida de gran formato donde una construcción completamente de cobre sería prohibitivamente pesada y costosa. Permite un rendimiento dirigido sin gastar de más.
Recomendaciones Basadas en la Aplicación
Aquí hay un desglose simple basado en proyectos que hemos manejado. Esta tabla ayuda a aclarar qué material se adapta típicamente a ciertas demandas térmicas.
| Aplicación | Material recomendado | Justificación |
|---|---|---|
| Electrónica de consumo | Aluminio | El costo y el peso son los principales impulsores. |
| Inversores industriales | Aluminio | Buen equilibrio entre rendimiento y costo. |
| Juegos de PC de Gama Alta | Cobre o Híbrido | Se desea el máximo rendimiento. |
| GPUs de IA/HPC (>700W) | Cobre | Se requiere la máxima conductividad térmica. |
En última instancia, seleccionar el material adecuado para las placas frías de refrigeración líquida requiere equilibrar la carga térmica, el presupuesto y el peso. El cobre ofrece un rendimiento máximo, pero el aluminio suele ser la opción más inteligente y rentable para una amplia gama de aplicaciones. Los diseños híbridos ofrecen un excelente compromiso.
Microcanales, aletas de pasador y caminos serpentinos — Diseño de canales de flujo de placas frías explicado
Elegir el canal de flujo interno adecuado para las placas frías de refrigeración líquida es fundamental. Esta decisión equilibra directamente el rendimiento térmico con las demandas hidráulicas. Cada diseño ofrece ventajas únicas, y comprenderlas ayuda a crear una solución de refrigeración eficiente para aplicaciones específicas.
Compromisos Clave del Diseño
El principal desafío es gestionar el equilibrio termohidráulico. El aumento de la superficie o la turbulencia del fluido mejora la transferencia de calor, pero también eleva la caída de presión. Esto requiere bombas más potentes y costosas para mantener el flujo, lo que afecta la eficiencia general del sistema.
Geometrías de Flujo Comunes
Diferentes aplicaciones requieren diferentes estrategias. Una carga de calor alta y uniforme se beneficia de un diseño, mientras que los puntos calientes concentrados requieren otro. Aquí hay una comparación rápida de las geometrías internas más comunes con las que trabajo.
| Tipo de Canal | Ventaja principal | Aplicación ideal |
|---|---|---|
| Microcanales | Alta superficie | Flujo de calor uniforme y alto |
| Aletas | Induce turbulencia | Dirigido a puntos calientes |
| Caminos Serpentinos | Largo tiempo de permanencia del fluido | Uniformidad general de la temperatura |
| Canales Perforados | Fabricación sencilla | Necesidades de bajo rendimiento |

Profundizar en cada geometría revela sus fortalezas y debilidades específicas. El objetivo es siempre maximizar la eliminación de calor minimizando la potencia de bombeo requerida. Es un equilibrio delicado que define la ingeniería eficaz de las placas frías.
Microcanales Rectos
Para cargas de calor altas y uniformemente distribuidas, un diseño de placa fría de microcanales es a menudo mi recomendación. Estos canales paralelos crean una enorme superficie para el intercambio de calor. Sin embargo, esta configuración densa provoca una caída de presión significativa, que debe tenerse en cuenta en el diseño del sistema.
Matrices de aletas de clavija
Al tratar con puntos calientes localizados, como debajo de un procesador específico, la geometría de placa fría con aletas de pasador es superior. Los pasadores interrumpen el flujo del refrigerante, creando turbulencia que rompe la barrera térmica Número Nusselt3 y aumenta la transferencia de calor local exactamente donde más se necesita.
Canales Serpentinos y Perforados
Los canales serpentinos fuerzan al refrigerante a seguir un camino sinuoso, aumentando su tiempo de contacto para una mejor uniformidad de temperatura en toda la placa. Los canales transversales perforados son una opción más simple y de menor costo, pero ofrecen un rendimiento limitado y son menos comunes en aplicaciones exigentes hoy en día.
El Papel de la Fabricación
Los canales de flujo mecanizados por CNC modernos permiten estas geometrías complejas con precisión. En PTSMAKE, podemos crear aletas de pasador o microcanales intrincados que son imposibles con métodos más antiguos como la fundición. Esta flexibilidad de fabricación es clave para lograr una optimización óptima de la caída de presión de la placa fría.
La selección de la geometría del canal de una placa fría implica una compensación crítica. Los microcanales maximizan la superficie, las aletas de pasador crean turbulencia para los puntos calientes y los caminos serpentinos mejoran la uniformidad. La elección óptima equilibra el rendimiento térmico con la penalización hidráulica, una hazaña posible gracias al mecanizado CNC de precisión.
Fabricación híbrida de placas frías — Cuando el mecanizado CNC más la soldadura fuerte supera a todo-CNC
Al diseñar placas frías de refrigeración líquida de alto rendimiento, un solo bloque de metal no siempre es la respuesta. Si bien las placas frías totalmente mecanizadas por CNC son excelentes para muchas aplicaciones, tienen limitaciones físicas. El enfoque híbrido de combinar el mecanizado CNC con la soldadura fuerte (brazing) desbloquea un rendimiento térmico superior.
Superando las Limitaciones de las Herramientas
La principal limitación de un diseño monolítico (de una sola pieza) es el alcance y el diámetro de la fresa. Los canales internos profundos, estrechos o complejos a menudo son imposibles de mecanizar a partir de un bloque sólido. Aquí es donde destaca un diseño híbrido de dos piezas.
Una Historia de Dos Métodos
El método híbrido crea geometrías internas complejas mecanizando dos placas separadas y luego uniéndolas. Esto permite características que de otro modo serían imposibles, optimizando la trayectoria del flujo para la disipación de calor en una placa fría soldada al vacío.
| Característica | Totalmente CNC (Monolítico) | CNC + Soldadura Fuerte (Híbrido) |
|---|---|---|
| Complejidad del Canal | Bajo a moderado | Alto a muy alto |
| Profundidad del Canal | Limitado por el Alcance de la Herramienta | Prácticamente Ilimitado |
| Espesor de pared | Más Grueso (Estructural) | Más Delgado (Optimizado) |
| Libertad de diseño | Restringido | Enormemente Expandido |
Este método es una parte fundamental de nuestra estrategia de fabricación en PTSMAKE, lo que nos permite ofrecer soluciones adaptadas a desafíos térmicos específicos.
El proceso para una placa fría mecanizada por CNC y soldada con soldadura fuerte comienza con dos placas separadas. Mecanizamos la intrincada red de canales en la placa base y luego mecanizamos una placa de cubierta plana. Este pre-mecanizado asegura un ajuste perfecto y sin espacios, lo cual es crítico para una unión exitosa.
El Proceso de Unión
Estos dos componentes se unen luego utilizando un proceso especializado. La soldadura fuerte al vacío es el método más común, creando un sello fuerte y a prueba de fugas en un entorno controlado. Esto previene la oxidación y asegura la integridad del conjunto final, lo cual es vital para todas las placas frías de refrigeración líquida.
Alternativas Avanzadas
Para aplicaciones aún más exigentes, también utilizamos otras técnicas de unión. Una placa fría soldada por fricción-agitación ofrece una soldadura en estado sólido con excelente resistencia. También utilizamos Unión por Difusión4, un proceso que une materiales a nivel molecular bajo alta presión y temperatura sin fundirlos.
Nuestra inversión en estas vías de ensamblaje avanzadas, junto con nuestras amplias capacidades CNC, nos permite proporcionar la solución de fabricación óptima. Esta comparación de métodos de fabricación de placas frías asegura que siempre adaptemos el proceso a sus requisitos de rendimiento, presupuesto y material.
Para placas frías de refrigeración líquida de alto rendimiento, un enfoque híbrido de CNC más soldadura fuerte a menudo supera a los métodos totalmente CNC. Desbloquea geometrías internas complejas para una gestión térmica superior, demostrando que la solución de fabricación más inteligente combina lo mejor de diferentes tecnologías para obtener resultados óptimos.
Por qué el mecanizado CNC ofrece una mejor planitud de placas frías que cualquier otro proceso
En la electrónica de alto rendimiento, la planitud de una placa fría de refrigeración líquida no es solo una especificación; es un factor de rendimiento crítico. Una superficie de montaje irregular crea huecos microscópicos entre la placa fría y la fuente de calor. Estos huecos, llenados por material de interfaz térmica (TIM), actúan como aislantes.
El problema con la planitud imperfecta
Incluso un pequeño hueco aumenta significativamente la resistencia térmica, dificultando la transferencia de calor. Por eso la tolerancia de planitud de la placa fría es tan importante. El mecanizado CNC logra consistentemente una planitud superior, mejorando directamente la eficiencia térmica y asegurando que sus componentes se mantengan fríos bajo carga.
Comparación de procesos de fabricación
Diferentes métodos producen resultados muy diferentes en cuanto a la planitud.
| Proceso de fabricación | Tolerancia de planitud típica | Impacto en el rendimiento |
|---|---|---|
| Mecanizado CNC | 0.01 mm o mejor | Hueco TIM mínimo, transferencia térmica óptima |
| Fundición / Skiving | 0.05 mm – 0.1 mm | Hueco TIM más grande, mayor resistencia térmica |
| Extrusión | > 0.1 mm | Pérdida significativa de rendimiento, inadecuado para montaje directo |
Como puede ver, el mecanizado CNC ofrece una clara ventaja para las placas frías de refrigeración líquida.

El papel crítico del TIM y el acabado superficial
El problema principal con un espacio de material de interfaz térmica en una placa fría es su baja conductividad térmica en comparación con el metal. Una planitud de 0.05mm requiere una capa de TIM más gruesa para llenar el vacío, lo que atrapa el calor. Una planitud de superficie mecanizada por CNC de 0.01mm minimiza este espacio.
Cuantificando la Ganancia de Rendimiento
Nuestras pruebas con clientes demuestran que esta diferencia no es trivial. Reducir el espacio se traduce en una mejora del 10-15% en la transferencia térmica en la interfaz. Para chips de alta densidad de potencia, esto puede ser la diferencia entre una operación estable y la limitación térmica (thermal throttling), impactando directamente la fiabilidad del producto final.
Más allá de la Planitud: La Importancia de Ra
El acabado superficial es igualmente crucial. Una superficie lisa, como el Ra 0.4μm que buscamos en PTSMAKE, permite que el TIM se extienda en una capa delgada y uniforme sin bolsas de aire. Este contacto óptimo es una parte clave de la ecuación. Aquí es donde la ciencia de Metrología de Superficies5 se vuelve vital en la fabricación.
El mecanizado CNC es el único proceso que ofrece de manera fiable tanto la estricta tolerancia de planitud como el fino acabado superficial requeridos para las placas frías de refrigeración líquida modernas. Es un método preciso y controlable que elimina las conjeturas sobre el rendimiento.
En PTSMAKE, utilizamos técnicas CNC avanzadas para asegurar que cada placa fría de refrigeración líquida cumpla con estrictas especificaciones de planitud y acabado. Esta precisión es esencial para maximizar el rendimiento térmico y garantizar la fiabilidad de los sistemas electrónicos de alto valor de nuestros clientes.
Placas frías skived vs. mecanizadas por CNC — ¿Cuál es la verdadera diferencia?
Al fabricar placas frías de refrigeración líquida, el método de creación de aletas es crítico. Dos procesos comunes son el skiving (corte por deslizamiento) y el mecanizado CNC. La elección entre ellos impacta directamente el rendimiento, el costo y la libertad de diseño. El skiving es un proceso rápido ideal para matrices de aletas simples y paralelas.
Diferencias Clave de Fabricación
El skiving (corte por deslizamiento) rasura aletas delgadas de un bloque sólido de metal. En contraste, el fresado CNC corta con precisión el material para formar canales. Esta diferencia fundamental dicta las posibilidades geométricas para su diseño.
Idoneidad del Proceso
| Característica | Skiving (Brochado) | Mecanizado CNC |
|---|---|---|
| Geometría | Aletas simples y paralelas | Canales complejos, no lineales |
| Velocidad | Rápido para diseños simples | Más lento, orientado al detalle |
| Características | Limitado a canales pasantes | Colectores integrados, puertos |
| Lo mejor para | Placas sencillas de gran volumen | Diseños personalizados de alto rendimiento |
Esta distinción es clave al decidir entre una placa fría skived y una CNC.

El skiving, que es una forma de mortajado6, crea aletas empujando una herramienta de corte especial a través de un bloque de metal. Este método es increíblemente eficiente para producir aletas rectas y uniformes. Sin embargo, su principal limitación es su naturaleza unidireccional. Solo se pueden crear aletas paralelas con este proceso.
Cuando el mecanizado CNC es esencial
El mecanizado CNC ofrece una flexibilidad de diseño mucho mayor. En PTSMAKE, a menudo recomendamos CNC para placas frías de refrigeración líquida que requieren características complejas. Por ejemplo, si su diseño incluye canales no lineales para apuntar a puntos calientes específicos, características de colector integradas o puertos roscados, el CNC es la única opción viable. Una placa fría fresada por CNC frente a un diseño de aletas skived permite zonas de múltiples profundidades, lo que puede optimizar el flujo de refrigerante y la transferencia térmica.
Consideraciones sobre el rendimiento
Si bien un disipador de calor mortajado es rentable, su rendimiento está limitado por su geometría simple. Para aplicaciones avanzadas donde cada grado importa, la precisión de una placa fría mecanizada por CNC asegura que la intención del diseño se realice por completo, maximizando la eficiencia térmica. La capacidad de crear estructuras internas intrincadas es una ventaja significativa.
En resumen, el skiving ofrece velocidad y rentabilidad para diseños simples y de gran volumen. Sin embargo, para placas frías de refrigeración líquida complejas o de alto rendimiento que requieren geometrías intrincadas y características integradas, el mecanizado CNC es el método de fabricación superior y a menudo necesario.
Planitud, rugosidad y paralelismo — Las tres métricas de calidad de superficie que definen el rendimiento de las placas frías
Para las placas frías de refrigeración líquida, el rendimiento óptimo depende de la calidad de la superficie de montaje. Tres parámetros geométricos son absolutamente críticos: planitud, rugosidad de la superficie y paralelismo.
La base de la transferencia térmica
Estas métricas influyen directamente en la capa de Material de Interfaz Térmica (TIM) entre la placa fría y la fuente de calor. Una superficie imperfecta fuerza una capa de TIM más gruesa, lo que aumenta drásticamente la resistencia térmica y reduce la eficiencia de enfriamiento.
¿Por qué cada micra importa?
Controlar estas características no se trata solo de rendimiento, sino también de fiabilidad. Las superficies irregulares pueden crear estrés mecánico durante el ensamblaje, dañando potencialmente componentes electrónicos sensibles. El mecanizado de precisión es clave para lograr la integridad superficial requerida.

Para lograr un rendimiento térmico superior, debemos controlar con precisión estas tres características superficiales interrelacionadas. Cada una desempeña un papel distinto en la minimización de la resistencia térmica y en la garantía de la estabilidad mecánica para cualquier conjunto de placa fría de refrigeración líquida.
Planitud
Una especificación de planitud de placa fría define cuánto se desvía una superficie de un plano matemático perfecto. Una alta desviación crea grandes huecos, lo que requiere una capa gruesa de TIM para rellenarlos. Utilizamos una Máquina de Medición por Coordenadas (CMM) para los procesos de inspección de placas frías con CMM para asegurar que la planitud se mantiene típicamente dentro de 0.001 pulgadas por pulgada.
Rugosidad superficial
Esto mide los picos y valles más finos de una superficie. Una cara de contacto de placa fría con rugosidad superficial controlada permite que el TIM se extienda de forma fina y uniforme. A menudo utilizamos un perfilómetro7 para medir esto, apuntando a un valor Ra entre 0.8 y 1.6 μm para la mayoría de las aplicaciones.
Paralelismo
Una tolerancia de paralelismo ajustada en la placa fría asegura que la superficie de montaje sea perfectamente paralela a la base. Esto garantiza una presión de sujeción uniforme en todo el componente, evitando el estrés localizado y asegurando un espesor de línea de unión TIM consistente.
| Métrica | Impacto primario | Método de medición |
|---|---|---|
| Planitud | Espesor de la Línea de Unión del TIM | MMC |
| Rugosidad | Mojado y Adhesión del TIM | Perfilómetro |
| Paralelismo | Estrés y Uniformidad de Sujeción | MMC |
Dominar la planitud, la rugosidad y el paralelismo es fundamental para las placas frías de refrigeración líquida de alto rendimiento. Estas cualidades rigen directamente la resistencia térmica y la estabilidad mecánica, asegurando que sus componentes funcionen de manera fría y fiable bajo carga.
Diseño de puerto de fluido, ranura para junta tórica e inserto roscado — Acertar con la conexión
El rendimiento de una placa fría está determinado en última instancia por sus conexiones. Una fuga puede comprometer todo un sistema, haciendo que un diseño robusto del puerto de fluido sea esencial. Elegir el tipo de puerto correcto es la primera decisión crítica en cualquier proyecto de placas frías de refrigeración líquida para asegurar un sellado seguro y a prueba de fugas.
Comprendiendo los Tipos de Rosca de Puerto
Los tipos de rosca más comunes cumplen diferentes propósitos. Seleccionar el incorrecto es una causa frecuente de fallas. A menudo guiamos a los clientes sobre qué estándar se adapta mejor a las necesidades de presión, vibración y facilidad de servicio de su aplicación. La prevención de fugas en placas frías comienza aquí.
Estándares Comunes de Rosca
| Tipo de hilo | Método de sellado | Aplicaciones comunes |
|---|---|---|
| NPT | Roscas cónicas | Potencia fluida industrial |
| G / BSPP | Junta o junta tórica | Sistemas de baja presión |
| SAE J1926 | Junta tórica | Hidráulica de alta presión |
El diseño adecuado del puerto de fluido de la placa fría garantiza una fiabilidad a largo plazo. La elección depende completamente de las demandas operativas del sistema. Para entornos de alta vibración, un puerto sellado con junta tórica como SAE es a menudo una opción más fiable que una conexión de placa fría con rosca NPT.

Más allá de las roscas, la ranura de la junta tórica en sí es crítica. Su geometría dicta la eficacia y la longevidad del sello. Los dos diseños principales, cola de milano y rectangular, ofrecen diferentes ventajas para una placa fría con ranura para junta tórica. Una ranura de cola de milano ayuda a retener la junta tórica durante el montaje, lo cual es útil.
Consideraciones sobre la Ranura de la Junta Tórica y los Insertos
Sin embargo, el mecanizado de una ranura de cola de milano es más complejo y puede aumentar los costos. Una ranura rectangular estándar suele ser suficiente si los procedimientos de montaje están controlados. El material del Durómetro8 también es un factor clave para calcular la compresión correcta para un sello duradero.
Opciones de Insertos Roscados
Al trabajar con materiales más blandos como el aluminio, los insertos roscados son necesarios para evitar el desgarro de la rosca. Los insertos con bloqueo de chaveta proporcionan una resistencia superior al par en comparación con los insertos de tipo alambre como los Heli-Coils, lo que los hace ideales para conexiones que se montan y desmontan con frecuencia.
En PTSMAKE, nuestras avanzadas capacidades de mecanizado CNC nos permiten integrar estos puertos precisos, ranuras para juntas tóricas y preparaciones de insertos directamente en el cuerpo de la placa fría. Esta construcción de una sola pieza elimina posibles rutas de fuga de operaciones secundarias, mejorando en gran medida la fiabilidad de las placas frías de refrigeración líquida.
Acertar con las conexiones de fluidos es fundamental para el rendimiento. La selección cuidadosa de los tipos de rosca, el diseño preciso de la ranura de la junta tórica y los insertos roscados adecuados son innegociables para crear una placa fría fiable y a prueba de fugas que proteja los componentes electrónicos sensibles de daños.
Prototipado de placas frías en una CNC — Por qué el costo cero de herramientas es importante para la iteración del diseño
Al desarrollar placas frías de refrigeración líquida personalizadas, la mayor ventaja del mecanizado CNC es la eliminación de los costes de utillaje. Los métodos tradicionales como la fundición a presión o el estampado requieren moldes caros y utillajes rígidos. Estas herramientas añaden una inversión inicial y un tiempo de entrega significativos antes de que se vea una sola pieza.
La ventaja del CNC: Velocidad y flexibilidad
Con el CNC, podemos mecanizar un prototipo directamente a partir de un bloque sólido de aluminio o cobre. Este enfoque de fabricación de placas frías sin utillaje significa que el primer artículo puede estar listo en tan solo 5-7 días. Los cambios son simples ajustes de software, no costosas modificaciones de moldes.
Comparación de costes de un vistazo
Esta tabla ilustra las diferencias de configuración inicial. La principal conclusión es que el CNC evita la alta barrera de entrada asociada con el utillaje tradicional, lo que permite un ciclo de prototipado DFM de placa fría mucho más ágil.
| Característica | Mecanizado CNC | Fundición a presión |
|---|---|---|
| Coste de utillaje | $0 | Puede superar los miles por cavidad |
| Plazo de entrega inicial | 5-7 Días | 6-10 Semanas |
| Tipo de fijación | Sujeción básica | Utillaje rígido personalizado |
| Coste de cambio de diseño | Mínimo (Programación) | Alto (Retrabajo de herramientas) |
Este proceso optimizado es ideal para que los ingenieros obtengan prototipos funcionales rápidamente.
Desbloqueando la iteración rápida de diseño
El verdadero poder de un proceso de prototipado de placa fría CNC surge durante la validación del diseño. Un ingeniero térmico puede probar múltiples geometrías de canales internos dentro de un solo ciclo de prototipado. Esto permite realizar pruebas empíricas para encontrar el equilibrio óptimo entre el flujo de refrigerante y el rendimiento térmico.
El Bucle de Iteración
Con CNC, la iteración es sencilla. Un ingeniero puede solicitar una pieza con un canal serpentín, probarla y luego solicitar otra con un diseño de canal paralelo. Dado que el costo solo está ligado al tiempo de máquina y la programación, esta rápida iteración de la placa fría es increíblemente rentable.
Comparando Ciclos de Iteración
Este enfoque es casi imposible con la fundición. Crear una nueva herramienta de fundición a presión para cada variación de diseño es financieramente prohibitivo y lento. En PTSMAKE, ayudamos a los ingenieros a aprovechar esta flexibilidad para refinar sus diseños basándose en datos de pruebas del mundo real, asegurando que el producto final Coeficiente de Transferencia de Calor9 cumpla con las especificaciones.
| Aspecto | Prototipado CNC | Prototipado por Fundición a Presión |
|---|---|---|
| Prueba de Múltiples Diseños | Factible en un ciclo | Requiere múltiples herramientas costosas |
| Tiempo por Iteración | Días | Semanas o meses |
| Costo por Iteración | Bajo (Programación + Material) | Muy Alto (Nuevas Herramientas) |
| Libertad de diseño | Alta | Limitado por las restricciones de las herramientas |
En última instancia, el mecanizado CNC reduce los riesgos del proceso de desarrollo de placas frías de refrigeración líquida.
El mecanizado CNC elimina la barrera significativa de los costos y retrasos de las herramientas. Esto permite un prototipado rápido, asequible y flexible, permitiendo a los ingenieros probar y validar múltiples diseños de placas frías de refrigeración líquida sin la inversión masiva requerida por los métodos de fabricación tradicionales.
Del prototipo único a la producción — Escalado de placas frías sin reequipamiento
Escalar las placas frías de refrigeración líquida de una sola unidad a miles no tiene por qué implicar herramientas costosas. El camino desde el prototipo de placa fría hasta la producción debe ser fluido. Con el mecanizado CNC, el proceso se define por la flexibilidad, no por la inversión inicial en moldes o troqueles.
Nuestra Ruta de Escalado
En PTSMAKE, tenemos un proceso claro de tres etapas. Esta estructura permite a nuestros clientes validar diseños con prototipos antes de comprometerse con volúmenes mayores. Proporciona un cronograma y una estructura de costos predecibles a medida que crece la demanda.
| Escenario | Cantidad | Plazo de entrega |
|---|---|---|
| Prototipo | 5-50 unidades | 3-5 días hábiles |
| Bajo volumen | 50-1,000 unidades | 1-2 semanas |
| Gran volumen | 1,000+ unidades | 3-4 semanas |
Este modelo soporta perfectamente la fabricación bajo demanda.

La principal ventaja de la escalabilidad de las placas frías CNC es la ausencia de costos de herramientas. A diferencia del moldeo por inyección o la fundición a presión, no estás atado a un diseño por un molde de miles de dólares. Esto permite iteraciones de diseño incluso después de las primeras series de producción sin penalización financiera.
El Poder de la Capacidad, No de los Moldes
¿Cómo escalamos? Es simple: asignamos más tiempo de máquina. Para un prototipo, se podrían usar una o dos máquinas CNC. Para pedidos de placas frías CNC de alto volumen, podemos dedicar una celda de máquinas para producir piezas simultáneamente. El proceso de fabricación en sí mismo permanece idéntico.
Esto asegura que la décima pieza sea idéntica a la diezmilésima. Mantener esta consistencia es crucial. La alta Repetibilidad10 del mecanizado CNC significa que el rendimiento térmico y el ajuste mecánico son consistentes en todo el volumen de producción. Este es un nivel de garantía de calidad con el que los métodos basados en herramientas pueden tener dificultades a medida que los moldes se desgastan con el tiempo.
Para las empresas, esto reduce el riesgo de todo el lanzamiento del producto. Puedes entrar al mercado con la fabricación de placas frías de bajo volumen y aumentar la producción solo cuando los datos de ventas lo respalden. Esto alinea tu gasto de fabricación directamente con los ingresos.
El mecanizado CNC ofrece una ruta flexible y sin herramientas para escalar la producción de placas frías. Este método le permite pasar del prototipo a pedidos de gran volumen simplemente añadiendo capacidad de máquina, asegurando la consistencia y evitando grandes inversiones iniciales.
Certificaciones de materiales y trazabilidad — Lo que los OEM de centros de datos requieren de los proveedores de placas frías
Para los OEM de centros de datos, las certificaciones de materiales para placas frías de refrigeración líquida no son solo papeleo. Son esenciales para garantizar el rendimiento, la fiabilidad y el cumplimiento normativo. La trazabilidad completa es una expectativa básica, especialmente cuando los componentes deben cumplir especificaciones térmicas y mecánicas estrictas.
Documentos clave de trazabilidad
Los OEM a menudo requieren un paquete de documentación completo. Esto confirma el origen, la composición y las propiedades del material. Elimina las conjeturas y asegura que cada pieza cumpla con la intención del diseño. Una falla en la calidad del material puede comprometer todo un sistema de refrigeración.
Informes de Prueba de Molino (MTRs)
El MTR es el documento fundamental. Proporciona un resumen de las propiedades físicas y químicas del material directamente del molino que lo produjo.
| Tipo de documento | Proporcionado por | Propósito |
|---|---|---|
| Informe de pruebas de molienda (MTR) | Molino de Material | Certifica propiedades químicas/mecánicas |
| Certificado de conformidad | Proveedor CNC | Confirma que la pieza cumple las especificaciones |
| Documentos de Cumplimiento (RoHS/REACH) | Molino/Proveedor de Material | Verifica el cumplimiento ambiental |
Entendiendo las Certificaciones EN 10204
Para proyectos con requisitos estrictos, especialmente en mercados europeos, los certificados EN 10204 son críticos. Estos proporcionan diferentes niveles de validación. Un certificado Tipo 3.1 es validado por el representante autorizado del fabricante, independiente del departamento de fabricación. Un certificado Tipo 3.2 añade otra capa, requiriendo la validación por una agencia de inspección de terceros.
Verificación Química y Mecánica
A menudo realizamos verificaciones independientes para asegurar el cumplimiento total. Esto incluye el uso de métodos como Espectrometría11 para confirmar la composición química de materiales como el cobre C11000. Esto asegura una trazabilidad completa del cobre C11000. De manera similar, se prueban las propiedades mecánicas para garantizar que el material pueda soportar las tensiones operativas.
| Tipo de Certificado | Validación | Caso de uso común |
|---|---|---|
| EN 10204 3.1 | Inspector del Fabricante | Aplicaciones industriales estándar |
| EN 10204 3.2 | Inspector de Terceros | Componentes críticos (aeroespacial, defensa) |
Cumplimiento RoHS y REACH
Más allá del rendimiento, las regulaciones ambientales son innegociables. El cumplimiento de RoHS y REACH es obligatorio para el acceso al mercado en muchas regiones. Como su proveedor de CNC, nos aseguramos de que todas las aleaciones de aluminio y cobre utilizadas en las placas frías de refrigeración líquida cumplan plenamente, proporcionando la documentación necesaria con cada lote.
La trazabilidad completa del material es fundamental para las placas frías de refrigeración líquida de alto rendimiento. Desde los informes de prueba de molino hasta los certificados EN 10204 y el cumplimiento de RoHS, esta documentación proporciona la garantía de calidad que los OEM de centros de datos exigen para asegurar la fiabilidad del sistema y la adhesión a las normativas.
Diseño de placas frías para la fabricabilidad — Cómo ahorrar costos sin sacrificar el rendimiento térmico
Al diseñar placas frías de refrigeración líquida, las pequeñas elecciones pueden llevar a grandes aumentos de costos. Centrarse en el Diseño para la Fabricabilidad (DFM) es crucial. Asegura que su diseño sea eficiente de producir sin perjudicar sus capacidades térmicas. Los simples descuidos a menudo inflan el precio final innecesariamente.
En PTSMAKE, guiamos a nuestros clientes a través de estas decisiones. Algunos ajustes clave en la fase de diseño pueden reducir significativamente los costos de producción. Este enfoque se centra en la practicidad y evita la sobreingeniería donde no proporciona ningún beneficio real. Veamos algunas pautas prácticas de DFM para placas frías.
Simplificar la Geometría del Canal
Los canales profundos y estrechos son un factor común de aumento de costos en el mecanizado CNC. El mecanizado de canales de más de 50 mm de profundidad a menudo requiere herramientas especiales y velocidades de corte más lentas, lo que aumenta el tiempo de máquina. Ceñirse a las longitudes estándar de las fresas de extremo simplifica el proceso y reduce los costos.
Especificar Tolerancias Realistas
Una de las formas más fáciles de ahorrar costes es especificando tolerancias alcanzables. Aunque una tolerancia de ±0.005mm pueda parecer buena sobre el papel, a menudo es innecesaria. Si una tolerancia más holgada de ±0.02mm funciona perfectamente, elija esa. Las tolerancias más ajustadas requieren configuraciones e inspecciones más cuidadosas.
| Elección del diseño | Enfoque de Bajo Coste | Enfoque de alto coste |
|---|---|---|
| Tolerancia | Especificar tolerancias funcionales (p. ej., ±0.02mm) | Innecesariamente ajustadas (p. ej., ±0.005mm) |
| Profundidad del Canal | < 50mm (Herramientas estándar) | > 50mm (Herramientas especiales) |
| Tamaño del Material | Diseñar para dimensiones de barra estándar | Requiere bloques de material en bruto cortados a medida |
| Características | Integrar orificios de montaje en el cuerpo | Añadir operaciones secundarias para características |

Optimizar su diseño consiste en equilibrar el rendimiento y la fabricabilidad. Por ejemplo, diseñar piezas para que se ajusten a tamaños de barra estándar minimiza el desperdicio de material y la necesidad de operaciones de desbaste adicionales. Este simple paso es un principio fundamental para cualquier optimización de costes en placas de refrigeración líquida. Cada mala elección de diseño aumenta incrementalmente el precio unitario.
Considerar Métodos de Fabricación Alternativos
Para diseños con canales internos muy complejos o profundos, el mecanizado CNC directo podría no ser la ruta más económica. Aquí es donde entran en juego los métodos alternativos. Una construcción de varias piezas utilizando Soldadura12 puede ser más rentable. Esto implica mecanizar componentes más simples y luego unirlos.
Integración de características
Otro aspecto clave de un diseño de placa fría fabricable es la integración de características. Siempre que sea posible, integre los orificios de montaje y otras características directamente en el cuerpo principal de la placa fría. Esto reduce el número de operaciones secundarias, simplifica el flujo de fabricación y disminuye el costo total de la pieza. Es una victoria directa para la eficiencia.
Las elecciones inteligentes de DFM para placas frías de refrigeración líquida, como optimizar la profundidad del canal, usar tolerancias realistas y diseñar para materiales estándar, reducen directamente los costos. Estos ajustes aseguran la fabricabilidad sin sacrificar el rendimiento térmico esencial para su aplicación.
Espesor de la placa, alabeo y tensión residual — Los desafíos del mecanizado CNC de los que nadie habla
El mecanizado de componentes grandes y delgados como las placas frías de refrigeración líquida presenta un desafío único. Cuando se elimina material de un lado de una placa de 300 mm x 200 mm x 8 mm, por ejemplo, no solo se está cortando metal; se está liberando la tensión residual atrapada. Esto hace que la placa se doble o se deforme.
El enemigo invisible
La tensión residual está bloqueada en la materia prima desde su proceso de fabricación, como el laminado o la extrusión. Simplemente sujetarla y mecanizarla a las dimensiones finales a menudo resulta en una pieza que se deforma tan pronto como se libera de la fijación. Este es un punto de falla común.
Un problema de equilibrio
Lograr la planitud requerida después del mecanizado no se trata de fuerza; se trata de control. La clave es gestionar la liberación de tensión sistemáticamente a lo largo de toda la secuencia de fabricación, no solo durante el corte final.
| Desafío | Concepto erróneo común |
|---|---|
| Deformación de la placa | El material es "malo"." |
| Pérdida de planitud | Sujetar más fuerte lo arreglará. |
| Resultados inconsistentes | La máquina no es lo suficientemente precisa. |

En PTSMAKE, abordamos la deformación por mecanizado de placas frías delgadas con una estrategia probada y de múltiples etapas. Es un enfoque metódico que respeta las propiedades del material en lugar de luchar contra ellas. Ignorar este proceso conduce a piezas desechadas y plazos retrasados, algo que nuestros clientes no pueden permitirse.
Nuestra estrategia de mecanizado en tres pasos
Primero, realizamos una operación de desbaste. Mecanizamos la placa cerca de su forma final, pero dejamos suficiente material en todas las superficies críticas. Este paso inicial elimina la mayor parte del material y libera la mayoría de las tensiones internas. Es probable que la placa se deforme en esta etapa, lo cual es esperado.
A continuación, se realiza el recocido de alivio de tensiones. La pieza desbastada se calienta a una temperatura específica y luego se enfría lentamente. Este ciclo térmico reorganiza la estructura interna del material, relajando casi todas las tensiones residuales restantes sin alterar sus propiedades mecánicas. Es un reinicio crítico para el material.
Finalmente, ejecutamos las pasadas de acabado. Con el material ahora estable, podemos mecanizar la pieza a sus dimensiones finales y lograr tolerancias de planitud ajustadas. Las tensiones internas causadas por el material Anisotropía13 han sido neutralizadas.
Sujeción avanzada de piezas para precisión
La forma en que se sujeta la pieza es igual de importante. Para placas delgadas, la sujeción tradicional puede introducir nuevas tensiones y distorsiones.
| Método | El mejor caso de uso | Ventajas clave |
|---|---|---|
| Plato de vacío | Operaciones de acabado final | Sujeción uniforme y de baja presión |
| Cinta de doble cara | Sobre una superficie rectificada para operaciones iniciales | Sin abrazaderas laterales que interfieran |
| Abrazaderas de perfil bajo | Etapas de desbaste en material más grueso | Sujeción segura para corte pesado |
Lograr la planitud en componentes delgados como las placas frías de refrigeración líquida requiere más que un corte preciso. Exige un proceso sistemático que gestione la tensión del material mediante el desbaste, el recocido térmico y un acabado cuidadoso, junto con estrategias de sujeción adecuadas para evitar la distorsión.
Estudios de caso de placas frías personalizadas — Configuraciones reales y cómo fueron mecanizadas
La teoría proporciona una base, pero los ejemplos del mundo real muestran cómo las placas frías personalizadas resuelven desafíos térmicos específicos. He seleccionado algunos proyectos anonimizados para ilustrar diferentes enfoques de diseño y fabricación. Estos casos cubren una variedad de complejidades y volúmenes de producción.
Cada proyecto comenzó con un problema único. Las soluciones requirieron diferentes materiales, estrategias de mecanizado y procesos de control de calidad para cumplir los objetivos de rendimiento.
| Resumen de Casos de Estudio | Aplicación | Característica principal | Proceso primario |
|---|---|---|---|
| Caso 1 | Conmutador de Red | Canal Único Simple | Fresado de 3 Ejes |
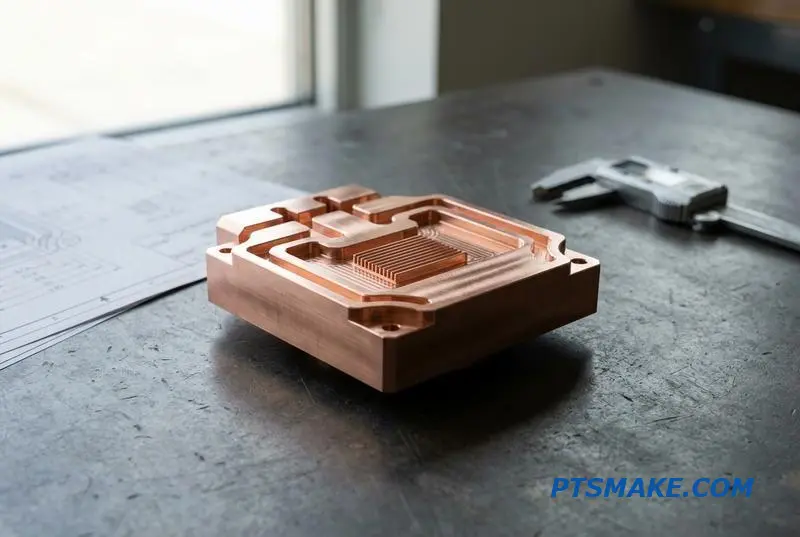
| Caso 2 | GPU de IA | Microcanales de Cobre | Fresado de 5 ejes |
| Caso 3 | IGBT de alta potencia | Canales serpentinos | CNC + Soldadura al Vacío |
| Caso 4 | CDU de Rack de Servidores | Colector Integrado | 5 Ejes + Perforación |

Profundicemos en los detalles de estos ejemplos de placas frías personalizadas. El caso más simple fue una placa de aluminio de un solo canal para un prototipo de switch de red. Implicó un fresado de 3 ejes sencillo. El enfoque fue la entrega rápida para pruebas funcionales, con comprobaciones básicas de fugas y presión que confirmaron la integridad.
En contraste, la placa fría de microcanales de cobre para una GPU de servidor de IA fue mucho más compleja. Este proyecto de mecanizado de placa fría para servidor de IA requirió fresado de 5 ejes para crear una densa Matriz de aletas (Pin-fin)14 matriz. Mecanizar cobre con tolerancias tan ajustadas sin deformar las aletas es un desafío significativo. Utilizamos herramientas especializadas y parámetros de corte cuidadosamente controlados.
Construcción Brazada de Dos Piezas
Para un módulo IGBT de alta potencia, fabricamos un conjunto brazado de dos piezas. Una placa fue mecanizada por CNC con canales serpentinos, y una cubierta plana se selló sobre ella utilizando soldadura fuerte al vacío. Este proceso crea una unión robusta y a prueba de fugas, esencial para placas frías de refrigeración líquida de alta presión.
Híbrido con Colector Integrado
Una placa fría híbrida para un rack de servidor requería un colector integrado. Este diseño fue mecanizado a partir de un solo bloque utilizando fresado de 5 ejes combinado con canales transversales perforados con precisión. Esto eliminó posibles puntos de fuga de los accesorios, creando un componente altamente fiable para un sistema denso.
Estos estudios de caso muestran cómo los procesos de fabricación se adaptan a los requisitos térmicos y mecánicos específicos de la aplicación, desde prototipos simples hasta piezas de producción complejas y de gran volumen.

Esta propiedad es clave para garantizar la fiabilidad de la interfaz térmica bajo cambios de temperatura. ↩
Comprender este concepto ayuda a especificar los requisitos precisos de gestión térmica para la electrónica de alta potencia. ↩
Esta relación ayuda a cuantificar el rendimiento de la transferencia de calor por convección en diferentes diseños de placas frías de refrigeración líquida. ↩
Explore cómo este proceso de estado sólido crea enlaces a nivel molecular, esenciales para aplicaciones térmicas y estructurales de alta integridad. ↩
Comprenda cómo la medición de las características de la superficie a microescala influye directamente en el rendimiento térmico y mecánico de los componentes. ↩
Comprender este método de corte aclara los límites geométricos de las aletas skived frente al fresado CNC multieje. ↩
Aprenda cómo este instrumento cuantifica la textura de la superficie, asegurando que las piezas cumplan con las especificaciones críticas de rendimiento térmico. ↩
Comprender esto ayuda a seleccionar el material de junta tórica (O-ring) adecuado para una presión de sellado y longevidad óptimas. ↩
Comprender este coeficiente es clave para optimizar el rendimiento térmico en sus diseños de placas frías de refrigeración líquida. ↩
Comprenda cómo la repetibilidad garantiza una calidad constante desde la primera pieza hasta la última, un factor crítico en la escalabilidad de la producción. ↩
Aprenda cómo esta técnica de análisis verifica la pureza y composición del material, garantizando el control de calidad en la fabricación de precisión. ↩
Comprenda cómo este proceso de unión permite geometrías complejas para soluciones de gestión térmica de alto rendimiento. ↩
Comprender esta propiedad ayuda a predecir y controlar el comportamiento del material durante el mecanizado. ↩
Comprender el diseño de aletas de pasador (pin-fin) ayuda a optimizar el rendimiento térmico en aplicaciones compactas y de alta temperatura. ↩






