

Kører dine AI-serverracks varmere, end dit kølesystem kan håndtere? Luftkøling har nået sit loft, og TIM-mellemrum fra dårlig overfladeplanhed koster dig stille og roligt 10-15% i termisk ydeevne.
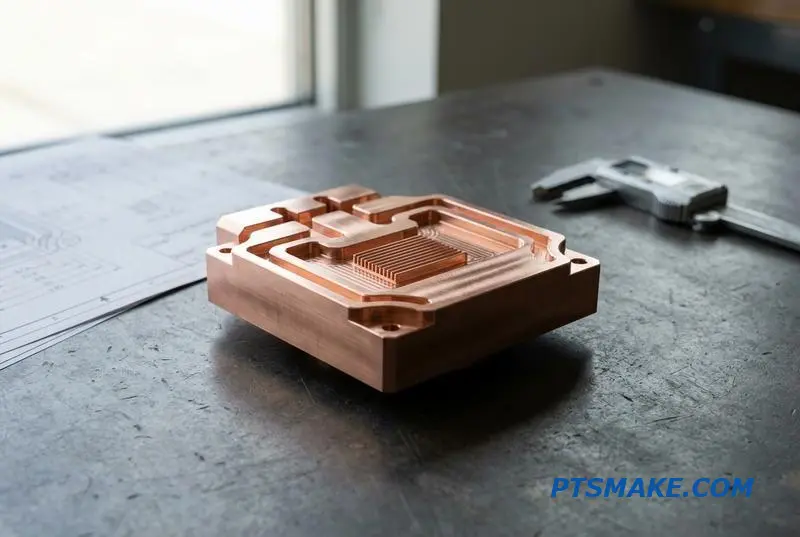
Specialfremstillede CNC-bearbejdede væskekøleplader er præcisionsfræsede kobber- eller aluminiumsvarmevekslere med interne strømningskanaler, designet til direkte-til-chip-køling i AI-datacentre, HPC-systemer og højeffektive elektronik, der kræver under 0,01 mm planhed og komplekse kanalgeometrier.

I denne guide vil jeg gennemgå alt, hvad jeg har lært om fremstilling af køleplader hos PTSMAKE – fra materialevalg og kanaldesign til lodning, planhedskontrol og virkelige produktionscasestudier. Lad os dykke ned i det.
Hvorfor AI-datacentre rammer en termisk mur — og køleplader er flugtvejen
Æraen med luftkøling til højtydende computing er ved at slutte. Med AI-arbejdsbelastninger, der presser racktætheder over 80 kW, svigter traditionelle metoder. Dette er ikke kun et fremtidigt problem; det sker nu. Datacenterets termiske barriere for AI-køling er en betydelig hindring for ydeevnen.
Det uundgåelige skift
Vi ser en klar tendens. En nylig rapport fra S&P Global indikerer, at 21% af datacenteroperatører planlægger en overgang til væskekøling inden for dette år. Dette understreger den presserende situation og branchens reaktion på tendensen med direkte-til-chip køleplade-adoption.
Markedsmomentum
Markedet for væskekølingsløsninger afspejler denne presserende situation. Prognoser viser betydelig vækst, drevet af efterspørgslen efter mere effektiv termisk styring i AI- og HPC-miljøer.
| Markedsmåling | Forventet værdi |
|---|---|
| Markedsstørrelse 2025 | $4,68 Milliarder |
| CAGR | 18.6% |
Denne vækst understreger, at væskekøling, især ved brug af køleplader, er ved at blive den nye standard.

Kerneproblemet handler ikke kun om at fjerne mere varme; det handler om at fjerne den direkte fra kilden. Traditionel luftkøling kæmper med den koncentrerede varme, der genereres af moderne GPU'er og processorer. Det er et spørgsmål om termisk tæthed, ikke kun total termisk belastning. Det er her, direkte-til-chip løsninger udmærker sig.
Hvorfor direkte-til-chip er essentielt
Væskekøleplader tilbyder en direkte vej for varme til at undslippe. Ved at fastgøre en væskefyldt plade til processoren overføres varme langt mere effektivt end gennem luft. Dette gør det muligt for chips at køre på deres optimale ydeevneniveauer uden at drosle ned på grund af for høje temperaturer.
Implementering kræver dog præcision. Grænsefladen mellem chippen og kølepladen er kritisk. En dårlig forbindelse, forkert justerede komponenter eller materialer med uoverensstemmende Termisk udvidelseskoefficient1 kan kompromittere hele systemet. Vores arbejde med kunder viser, at produktionstolerancerne for disse plader er ekstremt stramme.
Luft- vs. væskekølingseffektivitet
Denne tabel illustrerer den grundlæggende forskel i varmeoverførselskapacitet, baseret på vores interne test.
| Afkølingsmetode | Effektivitet af varmeoverførsel | Egnethed til effekttæthed |
|---|---|---|
| Luftkøling | Lav | Under 30kW/rack |
| Væskekøling | Høj | Over 80kW/rack |
Overgangen til væskekøling er ikke blot en opgradering; det er en nødvendig udvikling for at frigøre det fulde potentiale i AI-infrastruktur.
Efterhånden som AI-krav presser racktætheden højere, er luftkøling ikke længere holdbart. Direkte-til-chip væskekøling, anført af præcist konstruerede køleplader, leverer den nødvendige termiske styring, hvilket gør det til en essentiel teknologi for fremtidens højtydende datacentre.
Kobber vs. aluminium køleplader — Termisk ledningsevne er kun halvdelen af historien
Når man vælger et materiale til væskekøleplader, peger alle på kobbers overlegne varmeledningsevne. Selvom det er sandt, kan et fokus udelukkende på dette tal føre til en overkonstrueret og dyr løsning. Det bedste valg balancerer termisk ydeevne, vægt og produktionsomkostninger for din specifikke applikation.
Materialeegenskaber i et overblik
Aluminium er ofte et praktisk udgangspunkt på grund af dets lavere pris og vægt. Kobber er premiumvalget til ekstreme varmelaster, hvor ydeevne er den eneste prioritet. Beslutningen er ikke altid ligetil.
| Ejendom | Kobber (C110) | Aluminium (6061) |
|---|---|---|
| Termisk ledningsevne | ~400 W/mK | ~200 W/mK |
| Tæthed | 8,9 g/cm³ | 2,7 g/cm³ |
| Relative omkostninger | Høj | Lav |
| Bearbejdelighed | Fair | Fremragende |
Hvornår man skal vælge hvert materiale
For de fleste kommercielle elektronik- og industrisystemer tilbyder aluminium tilstrækkelig køling til en meget lavere pris. Men for applikationer som højtydende datacenter-GPU'er eller specialiserede medicinske lasere er den overlegne termiske ydeevne fra kobberkøleplader ikke til forhandling.

Debatten om aluminium vs. kobber væskekøling strækker sig ud over rå tal. Hos PTSMAKE guider vi ofte kunder gennem en mere nuanceret vejledning til valg af køleplademateriale. Bearbejdelighed, for eksempel, påvirker direkte den endelige pris. Aluminium er lettere at bearbejde, hvilket muliggør mere komplekse interne finnestrukturer uden en dramatisk prisstigning.
Ud over et enkelt materiale: Hybriddesign
Vi har erfaret, at hybriddesign ofte giver det bedste fra begge verdener. En kobberbase kan indlejres eller loddes ind i et aluminiumskrop. Denne tilgang retter sig mod det høje Varmeflux2 område direkte under varmekilden med kobber, samtidig med at den samlede struktur holdes let og omkostningseffektiv.
Denne strategi er særligt effektiv til storformat væskekølede koldplader, hvor en fuld kobberkonstruktion ville være uoverkommeligt tung og dyr. Den muliggør målrettet ydeevne uden at overskride budgettet.
Applikationsbaserede anbefalinger
Her er en simpel oversigt baseret på projekter, vi har håndteret. Denne tabel hjælper med at klarlægge, hvilket materiale der typisk passer til visse termiske krav.
| Anvendelse | Anbefalet materiale | Begrundelse |
|---|---|---|
| Forbrugerelektronik | Aluminium | Omkostninger og vægt er primære drivkræfter. |
| Industrielle invertere | Aluminium | God balance mellem ydeevne og omkostninger. |
| High-End PC-gaming | Kobber eller hybrid | Maksimal ydeevne ønskes. |
| AI/HPC GPU'er (>700W) | Kobber | Højeste termiske ledningsevne er påkrævet. |
I sidste ende kræver valg af det rigtige materiale til væskekølede koldplader en afvejning af termisk belastning, budget og vægt. Kobber tilbyder topydelse, men aluminium er ofte det smartere, mere omkostningseffektive valg til en bred vifte af applikationer. Hybriddesign giver et fremragende kompromis.
Mikrokanaler, pin-finner og serpentinstier — Design af kølepladens strømningskanaler forklaret
Valg af den rigtige interne strømningskanal til væskekølede koldplader er afgørende. Denne beslutning afvejer direkte termisk ydeevne mod hydrauliske krav. Hvert design tilbyder unikke fordele, og forståelse af dem hjælper med at skabe en effektiv køleløsning til specifikke applikationer.
Vigtige designkompromiser
Den primære udfordring er at håndtere det termisk-hydrauliske kompromis. Øget overfladeareal eller væsketurbulens forbedrer varmeoverførslen, men øger også trykfaldet. Dette kræver mere kraftfulde og dyrere pumper for at opretholde flowet, hvilket påvirker den samlede systemeffektivitet.
Almindelige flowgeometrier
Forskellige applikationer kræver forskellige strategier. En høj, ensartet varmelast drager fordel af ét design, mens koncentrerede hotspots kræver et andet. Her er en hurtig sammenligning af de mest almindelige interne geometrier, jeg arbejder med.
| Kanaltype | Primær fordel | Ideel anvendelse |
|---|---|---|
| Mikrokanaler | Højt overfladeareal | Ensartet, høj varmeflux |
| Pin Fins | Inducerer turbulens | Målretning mod hotspots |
| Serpentinstier | Lang væskeopholdstid | Samlet temperaturuniformitet |
| Borede kanaler | Enkel fremstilling | Behov for lav ydeevne |

At dykke dybere ned i hver geometri afslører dens specifikke styrker og svagheder. Målet er altid at maksimere varmeafledningen, samtidig med at den nødvendige pumpeeffekt minimeres. Det er en delikat balance, der definerer effektiv koldplade-teknik.
Lige mikrokanaler
For høje, jævnt fordelte varmelaster er et mikrokanal-kølepladedesign ofte min anbefaling. Disse parallelle kanaler skaber et massivt overfladeareal til varmeudveksling. Denne tætte konfiguration fører dog til et betydeligt trykfald, som skal indregnes i systemdesignet.
Pin-fin-arrays
Når man håndterer lokaliserede hotspots, som f.eks. under en specifik processor, er pin fin-kølepladegeometri overlegen. Finnerne forstyrrer kølevæskestrømmen og skaber turbulens, der bryder den termiske Nusselt-tal3 og øger lokal varmeoverførsel præcis der, hvor det er mest nødvendigt.
Serpentin- og borede kanaler
Serpentinkanaler tvinger kølevæsken langs en snoet sti, hvilket øger dens kontakttid for bedre temperaturuniformitet over pladen. Borede tværkanaler er en enklere, billigere løsning, men tilbyder begrænset ydeevne og er mindre almindelige i krævende applikationer i dag.
Produktionens rolle
Moderne CNC-bearbejdede strømningskanaler muliggør disse komplekse geometrier med præcision. Hos PTSMAKE kan vi skabe indviklede pin fins eller mikrokanaler, som er umulige med ældre metoder som støbning. Denne produktionsfleksibilitet er nøglen til at opnå optimal trykfaldsoptimering af kølepladen.
Valg af en kølepladekanalgeometri indebærer en kritisk afvejning. Mikrokanaler maksimerer overfladearealet, pin fins skaber turbulens for hotspots, og serpentinstier forbedrer ensartetheden. Det optimale valg afbalancerer termisk ydeevne mod den hydrauliske straf, en bedrift muliggjort af præcisions-CNC-bearbejdning.
Hybrid fremstilling af køleplader — Når CNC-bearbejdning plus lodning slår ren CNC
Når man designer højtydende væskekøleplader, er en enkelt metalblok ikke altid svaret. Selvom fuldt CNC-bearbejdede køleplader er fremragende til mange applikationer, har de fysiske begrænsninger. Den hybride tilgang med at kombinere CNC-bearbejdning med lodning frigør overlegen termisk ydeevne.
Overvindelse af værktøjsbegrænsninger
Den primære begrænsning ved et monolitisk (enkeltstykke) design er fræserens rækkevidde og diameter. Dybe, smalle eller komplekse interne kanaler er ofte umulige at bearbejde fra en solid blok. Det er her, et todelt, hybrid design udmærker sig.
En fortælling om to metoder
Den hybride metode skaber komplekse interne geometrier ved at bearbejde to separate plader og derefter samle dem. Dette muliggør funktioner, der ellers ville være umulige, og optimerer strømningsvejen for varmeafledning i en vakuumbrazeret køleplade.
| Funktion | Fuld-CNC (Monolitisk) | CNC + Lodning (Hybrid) |
|---|---|---|
| Kanalens kompleksitet | Lav til moderat | Høj til meget høj |
| Kanaldybde | Begrænset af værktøjs rækkevidde | Praktisk talt ubegrænset |
| Væggens tykkelse | Tykkere (strukturel) | Tyndere (optimeret) |
| Frihed til at designe | Begrænset | Stærkt udvidet |
Denne metode er en central del af vores produktionsstrategi hos PTSMAKE, hvilket gør os i stand til at levere løsninger skræddersyet til specifikke termiske udfordringer.
Processen for en CNC-bearbejdet og loddet køleplade begynder med to separate plader. Vi bearbejder det indviklede kanalnetværk ind i bundpladen og bearbejder derefter en flad dækplade. Denne forbearbejdning sikrer en perfekt, spaltefri pasform, hvilket er afgørende for en vellykket binding.
Sammenføjningsprocessen
Disse to komponenter sammenføjes derefter ved hjælp af en specialiseret proces. Vakuumlodning er den mest almindelige metode, der skaber en stærk, lækagesikker forsegling i et kontrolleret miljø. Dette forhindrer oxidation og sikrer integriteten af den endelige samling, hvilket er afgørende for alle væskekølede køleplader.
Avancerede alternativer
Til endnu mere krævende applikationer anvender vi også andre sammenføjningsteknikker. En friktionssvejsningskøleplade tilbyder en solid-state svejsning med fremragende styrke. Vi bruger også Diffusionsbinding4, en proces der sammenføjer materialer på molekylært niveau under højt tryk og temperatur uden smeltning.
Vores investering i disse avancerede samlingsmetoder, sammen med vores omfattende CNC-kapaciteter, gør os i stand til at levere den optimale produktionsløsning. Denne sammenligning af fremstillingsmetoder for køleplader sikrer, at vi matcher processen med dine krav til ydeevne, budget og materiale hver gang.
For højtydende væskekølede køleplader overgår en hybrid CNC-plus-lodningstilgang ofte rene CNC-metoder. Den muliggør komplekse interne geometrier for overlegen termisk styring, hvilket viser, at den smarteste produktionsløsning kombinerer det bedste fra forskellige teknologier for optimale resultater.
Hvorfor CNC-bearbejdning leverer bedre planhed på køleplader end nogen anden proces
Inden for højtydende elektronik er fladheden af en væskekøleplade ikke blot en specifikation; det er en kritisk præstationsfaktor. En ujævn monteringsflade skaber mikroskopiske mellemrum mellem kølepladen og varmekilden. Disse mellemrum, fyldt med termisk interface-materiale (TIM), fungerer som isolatorer.
Problemet med uperfekt fladhed
Selv et lille mellemrum øger termisk modstand betydeligt, hvilket hæmmer varmeoverførslen. Dette er grunden til, at kølepladens fladhedstolerance er så vigtig. CNC-bearbejdning opnår konsekvent overlegen fladhed, hvilket direkte forbedrer termisk effektivitet og sikrer, at dine komponenter forbliver kølige under belastning.
Sammenligning af fremstillingsprocesser
Forskellige metoder giver vidt forskellige resultater for fladhed.
| Fremstillingsproces | Typisk fladhedstolerance | Indvirkning på performance |
|---|---|---|
| CNC-bearbejdning | 0,01 mm eller bedre | Minimalt TIM-mellemrum, optimal varmeoverførsel |
| Støbning / Skiving | 0,05 mm – 0,1 mm | Større TIM-mellemrum, øget termisk modstand |
| Ekstrudering | > 0,1 mm | Betydeligt ydelsestab, uegnet til direkte montering |
Som det fremgår, giver CNC-bearbejdning en klar fordel for væskekøleplader.

TIM's og overfladefinishens kritiske rolle
Hovedproblemet med et mellemrum i termisk interface-materiale (TIM) i en køleplade er dets lave varmeledningsevne sammenlignet med metal. En planhed på 0,05 mm kræver et tykkere TIM-lag for at udfylde hulrummet, hvilket fanger varme. En CNC-bearbejdet overfladeplanhed på 0,01 mm minimerer dette mellemrum.
Kvantificering af ydelsesforbedringen
Vores tests med kunder viser, at denne forskel ikke er triviel. Reduktion af mellemrummet fører til en 10-15% forbedring i varmeoverførsel ved grænsefladen. For chips med høj effekttæthed kan dette være forskellen mellem stabil drift og termisk drosling, hvilket direkte påvirker pålideligheden af det endelige produkt.
Ud over planhed: Betydningen af Ra
Overfladefinish er lige så afgørende. En glat overflade, som den Ra 0,4μm vi sigter efter hos PTSMAKE, gør det muligt for TIM'en at sprede sig i et tyndt, ensartet lag uden luftlommer. Denne optimale kontakt er en nøgledel af ligningen. Det er her videnskaben om Overflademetrologi5 bliver afgørende i fremstillingen.
CNC-bearbejdning er den eneste proces, der pålideligt leverer både den snævre planhedstolerance og den fine overfladefinish, der kræves til moderne væskekøleplader. Det er en præcis, kontrollerbar metode, der eliminerer gætværk om ydeevne.
Hos PTSMAKE bruger vi avancerede CNC-teknikker for at sikre, at hver væskekøleplade opfylder strenge specifikationer for planhed og finish. Denne præcision er afgørende for at maksimere termisk ydeevne og sikre pålideligheden af vores kunders højt værdsatte elektroniske systemer.
Skivede vs. CNC-bearbejdede køleplader — Hvad er den reelle forskel?
Ved fremstilling af væskekøleplader er metoden til finnedannelse afgørende. To almindelige processer er skiving og CNC-bearbejdning. Valget mellem dem påvirker direkte ydeevne, omkostninger og designfrihed. Skiving er en hurtig proces, der er ideel til enkle, parallelle finne-arrays.
Vigtige produktionsforskelle
Skiving skærer tynde finner fra en solid metalblok. I modsætning hertil skærer CNC-fræsning præcist materiale væk for at danne kanaler. Denne grundlæggende forskel dikterer de geometriske muligheder for dit design.
Procesegnethed
| Funktion | Skiving (Broaching) | CNC-bearbejdning |
|---|---|---|
| Geometri | Enkle, parallelle finner | Komplekse, ikke-lineære kanaler |
| Hastighed | Hurtig til simple designs | Langsommere, detaljeorienteret |
| Funktioner | Begrænset til gennemgående kanaler | Integrerede manifolder, porte |
| Bedst til | Højvolumen, simple plader | Brugerdefinerede, højtydende designs |
Denne forskel er afgørende, når man skal vælge mellem en skåret vs. CNC-koldplade.

Skæring (skiving), som er en form for rømning6, skaber finner ved at skubbe et specielt skæreværktøj hen over en metalblok. Denne metode er utrolig effektiv til at producere lige, ensartede finner. Dens største begrænsning er dog dens ensrettede natur. Du kan kun skabe parallelle finner med denne proces.
Når CNC-bearbejdning er essentiel
CNC-bearbejdning giver langt større designfleksibilitet. Hos PTSMAKE anbefaler vi ofte CNC til væskekølede koldplader, der kræver komplekse funktioner. Hvis dit design for eksempel inkluderer ikke-lineære kanaler til at målrette specifikke hot spots, integrerede manifoldfunktioner eller gevindporte, er CNC den eneste levedygtige mulighed. En CNC-fræset koldplade vs. et skåret finnedesign giver mulighed for zoner med flere dybder, hvilket kan optimere kølevæskeflow og termisk overførsel.
Overvejelser om ydeevne
Selvom en rømmet køleplade er omkostningseffektiv, er dens ydeevne begrænset af dens simple geometri. Til avancerede applikationer, hvor hver grad tæller, sikrer præcisionen af en CNC-bearbejdet koldplade, at designintentionen er fuldt ud realiseret, hvilket maksimerer den termiske effektivitet. Evnen til at skabe indviklede interne strukturer er en betydelig fordel.
Kort sagt tilbyder skæring (skiving) hastighed og omkostningseffektivitet til simple designs med høj volumen. Men for komplekse eller højtydende væskekølede koldplader, der kræver indviklede geometrier og integrerede funktioner, er CNC-bearbejdning den overlegne og ofte nødvendige fremstillingsmetode.
Planhed, ruhed og parallelitet — De tre overfladekvalitetsmålinger, der definerer kølepladens ydeevne
For væskekølede koldplader afhænger optimal ydeevne af monteringsfladens kvalitet. Tre geometriske parametre er absolut kritiske: planhed, overfladeruhed og parallelitet.
Grundlaget for termisk overførsel
Disse målinger påvirker direkte Thermal Interface Material (TIM)-laget mellem koldpladen og varmekilden. En ufuldkommen overflade tvinger et tykkere TIM-lag, hvilket dramatisk øger den termiske modstand og reducerer køleeffektiviteten.
Hvorfor hver mikron betyder noget
At kontrollere disse egenskaber handler ikke kun om ydeevne, men også om pålidelighed. Ujævne overflader kan skabe mekanisk stress under samling, hvilket potentielt kan beskadige følsomme elektroniske komponenter. Præcisionsbearbejdning er nøglen til at opnå den krævede overfladeintegritet.

For at opnå overlegen termisk ydeevne skal vi præcist kontrollere disse tre indbyrdes forbundne overfladeegenskaber. Hver især spiller en særskilt rolle i at minimere termisk modstand og sikre mekanisk stabilitet for enhver væskekøleplade-samling.
Fladhed
En specifikation for kølepladens planhed definerer, hvor meget en overflade afviger fra et perfekt matematisk plan. Høj afvigelse skaber store mellemrum, der kræver et tykt TIM-lag for at udfylde dem. Vi bruger en koordinatmålemaskine (CMM) til CMM-inspektion af kølepladeprocesser for at sikre, at planheden typisk holdes inden for 0,001 tommer pr. tomme.
Overfladens ruhed
Dette måler de finere toppe og dale på en overflade. En kontrolleret overfladeruhed på kølepladens kontaktflade gør det muligt for TIM'en at sprede sig tyndt og jævnt. Vi bruger ofte en profilometer7 til at måle dette, med et mål for Ra-værdien mellem 0,8 og 1,6 μm for de fleste applikationer.
Parallelisme
En stram parallelitetstolerance for kølepladen sikrer, at monteringsfladen er perfekt parallel med basen. Dette garanterer et jævnt klemmetryk over hele komponenten, hvilket forhindrer lokaliseret stress og sikrer en ensartet TIM-bindingslinjetykkelse.
| Metrisk | Primær påvirkning | Målemetode |
|---|---|---|
| Fladhed | TIM-bindingslinjetykkelse | CMM |
| Ruhed | TIM-befugtning og -vedhæftning | Profilometer |
| Parallelisme | Klemmetryk og ensartethed | CMM |
At mestre planhed, ruhed og parallelitet er fundamentalt for højtydende væskekøleplader. Disse kvaliteter styrer direkte termisk modstand og mekanisk stabilitet, hvilket sikrer, at dine komponenter fungerer køligt og pålideligt under belastning.
Væskeport, O-ringsrille og gevindindsatsdesign — Sådan får du forbindelsen rigtig
En køleplades ydeevne bestemmes i sidste ende af dens forbindelser. En lækage kan kompromittere et helt system, hvilket gør robust design af væskeporte essentielt. Valg af den rigtige porttype er den første kritiske beslutning i ethvert væskekølepladeprojekt for at sikre en sikker, lækagesikker forsegling.
Forståelse af portgevindtyper
De mest almindelige gevindtyper tjener hver især forskellige formål. Valg af den forkerte er en hyppig årsag til fejl. Vi vejleder ofte kunder i, hvilken standard der bedst passer til deres applikations tryk-, vibrations- og servicebehov. Forebyggelse af lækage i køleplader starter her.
Almindelige Gevindstandarder
| Trådtype | Forseglingsmetode | Almindelige anvendelser |
|---|---|---|
| NPT | Koniske gevind | Industriel væskekraft |
| G / BSPP | Pakning eller O-ring | Lavtrykssystemer |
| SAE J1926 | O-ring | Højtrykshydraulik |
Korrekt design af væskeporte i køleplader sikrer langsigtet pålidelighed. Valget afhænger udelukkende af systemets driftskrav. I miljøer med høj vibration er en O-ring forseglet port som SAE ofte et mere pålideligt valg end en NPT-gevindforbindelse til køleplader.

Ud over gevind er O-ringsrillen i sig selv kritisk. Dens geometri bestemmer tætningens effektivitet og levetid. De to primære designs, svalehale og rektangulær, tilbyder forskellige fordele for en O-ringsrille i en køleplade. En svalehalesrille hjælper med at fastholde O-ringen under montering, hvilket er nyttigt.
Overvejelser vedrørende O-ringsrille og Indsatser
Bearbejdning af en svalehalesrille er dog mere kompleks og kan øge omkostningerne. En standard rektangulær rille er ofte tilstrækkelig, hvis monteringsprocedurerne er kontrollerede. Materialets Durometer8 er også en nøglefaktor i beregningen af den korrekte kompression for en holdbar tætning.
Gevindindsatsmuligheder
Ved arbejde med blødere materialer som aluminium er gevindindsatser nødvendige for at forhindre gevindafrivning. Nøglelåsende indsatser giver overlegen drejningsmomentmodstand sammenlignet med tråd-stil indsatser som Heli-Coils, hvilket gør dem ideelle til forbindelser, der ofte samles og skilles ad.
Hos PTSMAKE gør vores avancerede CNC-bearbejdningskapacitet os i stand til at integrere disse præcise porte, O-ringsriller og indsatsforberedelser direkte i koldpladens krop. Denne konstruktion i ét stykke eliminerer potentielle lækageveje fra sekundære operationer, hvilket i høj grad forbedrer pålideligheden af væskekølende koldplader.
At få væskeforbindelserne rigtige er fundamentalt for ydeevnen. Omhyggelig udvælgelse af gevindtyper, præcist O-ringsrilledesign og passende gevindindsatser er ikke til forhandling for at skabe en pålidelig, lækagesikker koldplade, der beskytter følsomme elektroniske komponenter mod skader.
Prototyping af køleplader på en CNC — Hvorfor nul værktøjsomkostninger betyder noget for designiteration
Ved udvikling af specialfremstillede væskekølende koldplader er den største fordel ved CNC-bearbejdning eliminering af værktøjsomkostninger. Traditionelle metoder som trykstøbning eller stansning kræver dyre forme og faste opspændingsværktøjer. Disse værktøjer tilføjer betydelige forhåndsinvesteringer og leveringstid, før du overhovedet ser en enkelt del.
CNC-fordelen: Hastighed og fleksibilitet
Med CNC kan vi bearbejde en prototype direkte fra en solid blok af aluminium eller kobber. Denne værktøjsfri tilgang til fremstilling af koldplader betyder, at den første del kan være klar på så lidt som 5-7 dage. Ændringer er simple softwarejusteringer, ikke dyre formmodifikationer.
Omkostningssammenligning i et overblik
Denne tabel illustrerer de indledende opsætningsforskelle. Hovedbudskabet er, at CNC undgår den høje adgangsbarriere forbundet med traditionel værktøjsfremstilling, hvilket muliggør en meget mere agil DFM-prototypecyklus for koldplader.
| Funktion | CNC-bearbejdning | Trykstøbning |
|---|---|---|
| Værktøjsomkostninger | $0 | Kan overstige tusinder pr. kavitets |
| Indledende leveringstid | 5-7 Dage | 6-10 Uger |
| Opspændingstype | Grundlæggende opspænding | Specialfremstillet hårdt værktøj |
| Omkostninger ved designændring | Minimal (Programmering) | Høj (Værktøjsomarbejdning) |
Denne strømlinede proces er ideel til hurtigt at få funktionelle prototyper i hænderne på ingeniører.
Frigør hurtig designiteration
Den virkelige styrke ved en CNC-kølepladeprototypeproces kommer under designvalidering. En termisk ingeniør kan teste flere interne kanalgeometrier inden for en enkelt prototypecyklus. Dette muliggør empirisk testning for at finde den optimale balance mellem kølevæskeflow og termisk ydeevne.
Iterationssløjfen
Med CNC er iteration ligetil. En ingeniør kan anmode om en del med en serpentinkanal, teste den og derefter anmode om en anden med et parallelt kanaldesign. Da omkostningerne kun er bundet til maskintid og programmering, er denne hurtige kølepladeiteration utrolig omkostningseffektiv.
Sammenligning af iterationscyklusser
Denne tilgang er næsten umulig med støbning. At skabe et nyt trykstøbeværktøj for hver designvariation er økonomisk uoverkommeligt og langsomt. Hos PTSMAKE hjælper vi ingeniører med at udnytte denne fleksibilitet til at forfine deres designs baseret på virkelige testdata, hvilket sikrer det endelige produkts Varmeoverførselskoefficient9 opfylder specifikationerne.
| Aspekt | CNC-prototyping | Trykstøbningsprototyping |
|---|---|---|
| Test af flere designs | Muligt i én cyklus | Kræver flere dyre værktøjer |
| Tid pr. iteration | Dage | Uger eller måneder |
| Omkostning pr. iteration | Lav (Programmering + Materiale) | Meget høj (Nye værktøjer) |
| Frihed til at designe | Høj | Begrænset af værktøjsbegrænsninger |
I sidste ende mindsker CNC-bearbejdning risikoen i udviklingsprocessen for væskekølede køleplader.
CNC-bearbejdning fjerner den betydelige barriere med værktøjsomkostninger og forsinkelser. Dette muliggør hurtig, prisvenlig og fleksibel prototyping, hvilket giver ingeniører mulighed for at teste og validere flere designs til væskekølede køleplader uden den massive investering, der kræves af traditionelle fremstillingsmetoder.
Fra engangsprototype til produktion — Skalering af køleplader uden omværktøj
Skalering af væskekølede køleplader fra en enkelt enhed til tusinder behøver ikke at involvere dyre værktøjer. Vejen fra kølepladeprototype til produktion bør være problemfri. Med CNC-bearbejdning defineres processen af fleksibilitet, ikke af den oprindelige investering i forme eller matricer.
Vores skaleringsvej
Hos PTSMAKE har vi en klar, tre-trins proces. Denne struktur giver vores kunder mulighed for at validere designs med prototyper, før de forpligter sig til større mængder. Den giver en forudsigelig tidslinje og omkostningsstruktur, efterhånden som efterspørgslen vokser.
| Scene | Mængde | Typisk leveringstid |
|---|---|---|
| Prototype | 5-50 stk. | 3-5 hverdage |
| Lavt volumen | 50-1.000 stk. | 1-2 uger |
| Højt volumen | 1.000+ stk. | 3-4 uger |
Denne model understøtter perfekt on-demand fremstilling.

Den primære fordel ved skalerbarhed af CNC-køleplader er fraværet af værktøjsomkostninger. I modsætning til sprøjtestøbning eller trykstøbning er du ikke låst fast i et design af en form til flere tusinde dollars. Dette giver mulighed for designiterationer selv efter indledende produktionsserier uden økonomisk straf.
Kraften i kapacitet, ikke forme
Hvordan skalerer vi? Det er simpelt: vi tildeler mere maskintid. Til en prototype kan en eller to CNC-maskiner bruges. Til store ordrer af CNC-køleplader kan vi dedikere en celle af maskiner til at køre dele samtidigt. Selve fremstillingsprocessen forbliver identisk.
Dette sikrer, at den tiende del er identisk med den ti-tusindende. At opretholde denne konsistens er afgørende. Den høje Repeterbarhed10 præcision ved CNC-bearbejdning betyder, at termisk ydeevne og mekanisk pasform er konsistente på tværs af hele produktionsvolumen. Dette er et niveau af kvalitetssikring, som værktøjsbaserede metoder kan kæmpe med, da forme slides over tid.
For virksomheder mindsker dette risikoen ved hele produktlanceringen. Du kan komme ind på markedet med lavvolumenproduktion af køleplader og kun øge produktionen, når salgsdata understøtter det. Dette afstemmer dine produktionsudgifter direkte med omsætningen.
CNC-bearbejdning tilbyder en fleksibel, værktøjsfri vej til skalering af kølepladeproduktion. Denne metode giver dig mulighed for at bevæge dig fra prototype til højvolumenordrer ved blot at tilføje maskinkapacitet, hvilket sikrer konsistens og undgår store forhåndsinvesteringer.
Materialecertificeringer og sporbarhed — Hvad datacentre OEM'er kræver af leverandører af køleplader
For OEM'er til datacentre er materialecertificeringer for væskekølede køleplader ikke bare papirarbejde. De er afgørende for at sikre ydeevne, pålidelighed og overholdelse af lovgivningen. Fuld sporbarhed er en grundlæggende forventning, især når komponenter skal opfylde strenge termiske og mekaniske specifikationer.
Vigtige sporbarhedsdokumenter
OEM'er kræver ofte en komplet dokumentationspakke. Dette bekræfter materialets oprindelse, sammensætning og egenskaber. Det eliminerer gætværk og sikrer, at hver del opfylder designintentionen. En fejl i materialekvaliteten kan kompromittere et helt kølesystem.
Mølletestrapporter (MTR'er)
MTR'en er det grundlæggende dokument. Den giver et resumé af materialets fysiske og kemiske egenskaber direkte fra den mølle, der producerede det.
| Dokumenttype | Leveret af | Formål |
|---|---|---|
| Rapport om mølletest (MTR) | Materialemølle | Certificerer kemiske/mekaniske egenskaber |
| Overensstemmelsescertifikat | CNC-leverandør | Bekræfter, at delen opfylder specifikationerne |
| Overholdelsesdokumenter (RoHS/REACH) | Materialemølle/Leverandør | Verificerer miljømæssig overholdelse |
Forståelse af EN 10204-certificeringer
For projekter med strenge krav, især på europæiske markeder, er EN 10204-certifikater afgørende. Disse giver forskellige niveauer af validering. Et Type 3.1-certifikat valideres af producentens autoriserede repræsentant, uafhængigt af produktionsafdelingen. Et Type 3.2-certifikat tilføjer et yderligere lag, der kræver validering af et tredjepartsinspektionsorgan.
Kemisk og mekanisk verifikation
Vi udfører ofte uafhængig verifikation for at sikre fuld overholdelse. Dette inkluderer brug af metoder som Spektrometri11 til at bekræfte den kemiske sammensætning af materialer som C11000 kobber. Dette sikrer fuldstændig sporbarhed for C11000 kobber. Tilsvarende testes mekaniske egenskaber for at garantere, at materialet kan modstå driftsbelastninger.
| Certifikattype | Validering | Almindelig brugssag |
|---|---|---|
| EN 10204 3.1 | Producentens inspektør | Standard industrielle applikationer |
| EN 10204 3.2 | Tredjepartsinspektør | Kritiske komponenter (luftfart, forsvar) |
RoHS- og REACH-overholdelse
Ud over ydeevne er miljøbestemmelser ikke-forhandlingsbare. Både RoHS- og REACH-overholdelse er obligatorisk for markedsadgang i mange regioner. Som din CNC-leverandør sikrer vi, at alle aluminium- og kobberlegeringer, der anvendes i væskekølede koldplader, er fuldt ud i overensstemmelse, og vi leverer den nødvendige dokumentation med hver batch.
Fuld materialersporbarhed er grundlæggende for højtydende væskekølede koldplader. Fra mølletestrapporter til EN 10204-certifikater og RoHS-overholdelse giver denne dokumentation den kvalitetssikring, som datacenters-OEM'er kræver for at sikre systemets pålidelighed og overholdelse af lovgivningen.
Design af køleplader for fremstillingsvenlighed — Sådan sparer du omkostninger uden at ofre termisk ydeevne
Ved design af væskekølede koldplader kan små valg føre til store omkostningsstigninger. Fokus på Design for Manufacturability (DFM) er afgørende. Det sikrer, at dit design er effektivt at producere uden at skade dets termiske egenskaber. Simple forglemmelser puster ofte den endelige pris unødvendigt op.
Hos PTSMAKE guider vi vores kunder gennem disse beslutninger. Et par vigtige justeringer i designfasen kan betydeligt sænke produktionsomkostningerne. Denne tilgang fokuserer på praktisk anvendelighed og undgår over-engineering, hvor det ikke giver nogen reel fordel. Lad os se på nogle praktiske DFM-retningslinjer for koldplader.
Forenkle kanalgeometrien
Dybe, smalle kanaler er en almindelig omkostningsdriver inden for CNC-bearbejdning. Bearbejdning af kanaler dybere end 50 mm kræver ofte specialværktøj og langsommere skærehastigheder, hvilket øger maskintiden. At holde sig til standardlængder på fræsere forenkler processen og reducerer omkostningerne.
Angiv realistiske tolerancer
En af de nemmeste måder at spare omkostninger på er ved at angive opnåelige tolerancer. Selvom en tolerance på ±0,005 mm kan se godt ud på papiret, er den ofte unødvendig. Hvis en løsere tolerance på ±0,02 mm fungerer perfekt, skal du vælge den. Strammere tolerancer kræver mere omhyggelige opsætninger og inspektion.
| Valg af design | Lavpris tilgang | Tilgang med høje omkostninger |
|---|---|---|
| Tolerance | Angiv funktionelle tolerancer (f.eks. ±0,02 mm) | Unødvendigt stram (f.eks. ±0,005 mm) |
| Kanaldybde | < 50 mm (Standardværktøj) | > 50 mm (Specialværktøj) |
| Materialestørrelse | Design til standardstangmaterialedimensioner | Kræver specialskårne råmaterialeblokke |
| Funktioner | Integrer monteringshuller i kroppen | Tilføj sekundære operationer for funktioner |

Optimering af dit design handler om at balancere ydeevne og fremstillingsvenlighed. For eksempel minimerer design af dele, der passer til standardstangmaterialestørrelser, materialespild og behovet for ekstra grovbearbejdning. Dette enkle trin er et kerneprincip for enhver omkostningsoptimering af væskekøleplader. Hvert dårligt designvalg øger enhedsprisen trinvis.
Overvej alternative fremstillingsmetoder
For designs med meget komplekse eller dybe interne kanaler er direkte CNC-bearbejdning muligvis ikke den mest økonomiske vej. Det er her, alternative metoder kommer i spil. En flerkomponentkonstruktion ved brug af Lodning12 kan være mere omkostningseffektivt. Dette involverer bearbejdning af enklere komponenter og derefter samling af dem.
Integrering af funktioner
Et andet centralt aspekt ved et fremstilleligt koldpladedesign er funktionsintegration. Hvor det er muligt, integrer monteringshuller og andre funktioner direkte i koldpladens hoveddel. Dette reducerer antallet af sekundære operationer, forenkler produktionsflowet og sænker den samlede delomkostning. Det er en ligetil gevinst for effektiviteten.
Smarte DFM-valg for væskekølingskoldplader, som optimering af kanaldybde, brug af realistiske tolerancer og design for standardmaterialer, sænker direkte omkostningerne. Disse justeringer sikrer fremstillelighed uden at ofre den termiske ydeevne, der er afgørende for din applikation.
Pladetykkelse, krumning og restspænding — De CNC-bearbejdningsudfordringer, ingen taler om
Bearbejdning af store, tynde komponenter som væskekølingskoldplader udgør en unik udfordring. Når du fjerner materiale fra den ene side af en plade på f.eks. 300 mm x 200 mm x 8 mm, skærer du ikke bare metal; du frigiver indespærret restspænding. Dette får pladen til at bøje eller vride sig.
Den usynlige fjende
Restspænding er låst inde i råmaterialet fra dets fremstillingsproces, som valsning eller ekstrudering. Blot at spænde det fast og bearbejde det til endelige dimensioner resulterer ofte i en del, der vrider sig, så snart den frigives fra opspændingen. Dette er et almindeligt fejlpunkt.
Et balanceproblem
At opnå den krævede planhed efter bearbejdning handler ikke om kraft; det handler om kontrol. Nøglen er at styre spændingsfrigørelsen systematisk gennem hele produktionssekvensen, ikke kun under det sidste snit.
| Udfordring | Almindelig misforståelse |
|---|---|
| Pladeforvridning | Materialet er "dårligt"." |
| Tabt planhed | Hårdere opspænding vil løse det. |
| Inkonsekvente resultater | Maskinen er ikke nøjagtig nok. |

Hos PTSMAKE tackler vi vridning af tynde koldplader under bearbejdning med en gennemprøvet, flertrinsstrategi. Det er en metodisk tilgang, der respekterer materialets egenskaber i stedet for at kæmpe imod dem. At ignorere denne proces fører til kasserede dele og forsinkede tidsplaner, noget vores kunder ikke har råd til.
Vores tretrins bearbejdningsstrategi
Først udfører vi en grovbearbejdning. Vi bearbejder pladen tæt på dens endelige form, men efterlader tilstrækkeligt materiale på alle kritiske overflader. Dette indledende trin fjerner størstedelen af materialet og frigiver størstedelen af den interne spænding. Pladen vil sandsynligvis vride sig på dette stadie, hvilket er forventet.
Dernæst kommer spændingsudglødning. Den grovbearbejdede del opvarmes til en specifik temperatur og afkøles derefter langsomt. Denne termiske cyklus omarrangerer materialets interne struktur, hvilket afslapper næsten al resterende spænding uden at ændre dets mekaniske egenskaber. Det er en kritisk nulstilling for materialet.
Endelig udfører vi de afsluttende bearbejdninger. Med materialet nu stabilt kan vi bearbejde delen til dens endelige dimensioner og opnå snævre planhedstolerancer. De interne spændinger forårsaget af materialets Anisotropi13 er blevet neutraliseret.
Avanceret opspænding for præcision
Hvordan du holder delen, er lige så vigtigt. For tynde plader kan traditionel opspænding introducere nye spændinger og deformationer.
| Metode | Bedste brugssag | Vigtig fordel |
|---|---|---|
| Vakuumchuck | Afsluttende bearbejdningsoperationer | Ensartet, lavtryksopspænding |
| Dobbeltklæbende tape | På en slebet overflade til indledende operationer | Ingen sideklemmer til at forstyrre |
| Lavprofilklemmer | Grovbearbejdningsstadier på tykkere emner | Sikkert greb til tung skæring |
At opnå planhed på tynde komponenter som væskekølede koldplader kræver mere end blot præcis skæring. Det kræver en systematisk proces, der håndterer materialespændinger gennem grovbearbejdning, termisk udglødning og omhyggelig efterbehandling, kombineret med passende fastspændingsstrategier for at forhindre deformation.
Casestudier om specialfremstillede køleplader — Reelle konfigurationer og hvordan de blev bearbejdet
Teori giver et fundament, men eksempler fra den virkelige verden viser, hvordan specialfremstillede koldplader løser specifikke termiske udfordringer. Jeg har udvalgt et par anonymiserede projekter for at illustrere forskellige tilgange til design og fremstilling. Disse cases dækker en række kompleksiteter og produktionsvolumener.
Hvert projekt startede med et unikt problem. Løsningerne krævede forskellige materialer, bearbejdningsstrategier og kvalitetskontrolprocesser for at opfylde ydelsesmålene.
| Oversigt over casestudier | Anvendelse | Nøglefunktion | Primær proces |
|---|---|---|---|
| Case 1 | Netværksswitch | Simpel enkeltkanal | 3-akset fræsning |
| Case 2 | AI GPU | Kobbermikrokanaler | 5-akset fræsning |
| Case 3 | Høj-effekt IGBT | Serpentinske kanaler | CNC + Vakuumlodning |
| Case 4 | Server Rack CDU | Integreret manifold | 5-akset + boring |

Lad os dykke ned i detaljerne for disse tilpassede koldpladeeksempler. Det enkleste tilfælde var en aluminiumsplade med enkeltkanal til en prototype af en netværksswitch. Det involverede ligetil 3-akset fræsning. Fokus var på hurtig levering til funktionel test, med grundlæggende lækage- og trykkontrol, der bekræftede integriteten.
I modsætning hertil var kobbermikrokanal-koldpladen til en AI-server-GPU langt mere kompleks. Dette bearbejdningsprojekt for AI-server-koldplader krævede 5-akset fræsning for at skabe et tæt Pin-fin14 array. Bearbejdning af kobber til så snævre tolerancer uden at deformere finnerne er en betydelig udfordring. Vi brugte specialværktøj og omhyggeligt kontrollerede skæreparametre.
To-delt loddet konstruktion
Til et IGBT-modul med høj effekt fremstillede vi en to-delt loddet samling. Én plade blev CNC-bearbejdet med serpentinekanaler, og et fladt dæksel blev forseglet over den ved hjælp af vakuumlodning. Denne proces skaber en lækagesikker, robust binding, afgørende for højtryksvæskekølingskoldplader.
Hybrid med integreret manifold
En hybrid koldplade til et serverrack krævede en integreret manifold. Dette design blev bearbejdet fra en enkelt blok ved hjælp af 5-akset fræsning kombineret med præcisionsborede tværkanaler. Dette eliminerede potentielle lækagepunkter fra fittings, hvilket skabte en yderst pålidelig komponent til et tæt system.
Disse casestudier viser, hvordan fremstillingsprocesser er skræddersyet til applikationsspecifikke termiske og mekaniske krav, fra simple prototyper til komplekse produktionsdele i store mængder.

Denne egenskab er afgørende for at sikre termisk grænsefladepålidelighed under temperaturændringer. ↩
Forståelse af dette koncept hjælper med at specificere præcise krav til termisk styring for højeffektselektronik. ↩
Dette forhold hjælper med at kvantificere konvektiv varmeoverførselsydelse på tværs af forskellige designs af væskekølingskoldplader. ↩
Udforsk hvordan denne solid-state proces skaber bindinger på molekylært niveau, afgørende for termiske og strukturelle applikationer med høj integritet. ↩
Forstå hvordan måling af mikroskala overfladeegenskaber direkte påvirker termisk og mekanisk komponentydelse. ↩
Forståelse af denne skæremetode afklarer de geometriske grænser for skivede finner versus multi-akset CNC-fræsning. ↩
Lær hvordan dette instrument kvantificerer overfladetekstur, hvilket sikrer, at dele opfylder kritiske termiske ydeevnespecifikationer. ↩
Forståelse af dette hjælper med at vælge det rigtige O-ringsmateriale for optimal tætningstryk og levetid. ↩
Forståelse af denne koefficient er nøglen til at optimere termisk ydeevne i dine væskekølingskoldpladedesigns. ↩
Forstå hvordan repeterbarhed sikrer ensartet kvalitet fra den første del til den sidste, en kritisk faktor i produktionsskalering. ↩
Lær hvordan denne analyseteknik verificerer materialets renhed og sammensætning, hvilket sikrer kvalitetskontrol i præcisionsfremstilling. ↩
Forstå hvordan denne sammenføjningsproces muliggør komplekse geometrier for højtydende termiske styringsløsninger. ↩
Forståelse af denne egenskab hjælper med at forudsige og kontrollere materialeadfærd under bearbejdning. ↩
Forståelse af pin-fin design hjælper med at optimere termisk ydeevne i kompakte applikationer med høj varme. ↩






