

Vos racks de serveurs IA chauffent-ils plus que ce que votre système de refroidissement peut gérer ? Le refroidissement par air a atteint ses limites, et les espaces TIM dus à une mauvaise planéité de surface vous coûtent discrètement 10-15% en performances thermiques.
Les plaques froides de refroidissement liquide usinées CNC sur mesure sont des échangeurs de chaleur en cuivre ou en aluminium fraisés avec précision, avec des canaux d'écoulement internes, conçues pour le refroidissement direct sur puce dans les centres de données IA, les systèmes HPC et l'électronique de puissance élevée nécessitant une planéité inférieure à 0,01 mm et des géométries de canaux complexes.

Dans ce guide, je vous présenterai tout ce que j'ai appris sur la fabrication de plaques froides chez PTSMAKE—du choix des matériaux et de la conception des canaux au brasage, au contrôle de la planéité et aux études de cas de production réelles. Entrons dans le vif du sujet.
Pourquoi les centres de données IA atteignent un mur thermique — et les plaques froides sont la voie d'évacuation
L'ère du refroidissement par air pour le calcul haute densité touche à sa fin. Avec les charges de travail d'IA poussant les densités de rack au-delà de 80 kW, les méthodes traditionnelles échouent. Ce n'est pas seulement un problème futur ; cela se produit maintenant. Le mur thermique des centres de données pour le refroidissement de l'IA est un obstacle significatif à la performance.
Le Changement Inévitable
Nous observons une tendance claire. Un récent rapport de S&P Global indique que 21% des opérateurs de centres de données prévoient une transition vers le refroidissement liquide cette année. Cela souligne l'urgence et la réponse de l'industrie à la tendance d'adoption des plaques froides directes sur puce.
Dynamique du Marché
Le marché des solutions de refroidissement liquide reflète cette urgence. Les projections montrent une croissance significative, tirée par la demande d'une gestion thermique plus efficace dans les environnements d'IA et de HPC.
| Métrique du Marché | Valeur Projetée |
|---|---|
| Taille du Marché en 2025 | $4,68 Milliards |
| CAGR | 18.6% |
Cette croissance souligne que le refroidissement liquide, en particulier l'utilisation de plaques froides, devient la nouvelle norme.

Le problème principal n'est pas seulement d'évacuer plus de chaleur ; il s'agit de l'évacuer directement de la source. Le refroidissement par air traditionnel a du mal avec la chaleur concentrée générée par les GPU et les processeurs modernes. C'est une question de densité thermique, pas seulement de charge thermique totale. C'est là que les solutions directes sur puce excellent.
Pourquoi le Direct sur Puce est Essentiel
Les plaques froides de refroidissement liquide offrent un chemin direct pour l'évacuation de la chaleur. En fixant une plaque remplie de liquide au processeur, la chaleur est transférée beaucoup plus efficacement que par l'air. Cela permet aux puces de fonctionner à leurs niveaux de performance optimaux sans étranglement dû à des températures excessives.
Cependant, la mise en œuvre exige de la précision. L'interface entre la puce et la plaque froide est critique. Une mauvaise connexion, des composants mal alignés ou des matériaux avec des propriétés incompatibles Coefficient de dilatation thermique1 peuvent compromettre l'ensemble du système. Notre travail avec les clients montre que les tolérances de fabrication pour ces plaques sont extrêmement strictes.
Efficacité du refroidissement par air vs. liquide
Ce tableau illustre la différence fondamentale en termes de capacités de transfert de chaleur, basée sur nos tests internes.
| Méthode de refroidissement | Efficacité du transfert de chaleur | Adéquation à la densité de puissance |
|---|---|---|
| Refroidissement de l'air | Faible | Inférieur à 30kW/rack |
| Refroidissement par liquide | Haut | Supérieur à 80kW/rack |
La transition vers le refroidissement liquide n'est pas seulement une mise à niveau ; c'est une évolution nécessaire pour libérer tout le potentiel de l'infrastructure d'IA.
Alors que les exigences de l'IA poussent les densités de rack à la hausse, le refroidissement par air n'est plus viable. Le refroidissement liquide direct sur puce, mené par des plaques froides conçues avec précision, assure la gestion thermique nécessaire, en faisant une technologie essentielle pour l'avenir des centres de données de calcul haute performance.
Plaques froides en cuivre vs. aluminium — La conductivité thermique n'est que la moitié de l'histoire
Lors du choix d'un matériau pour les plaques froides de refroidissement liquide, tout le monde souligne la conductivité thermique supérieure du cuivre. Bien que cela soit vrai, se concentrer uniquement sur ce chiffre peut conduire à une solution sur-conçue et coûteuse. Le meilleur choix équilibre les performances thermiques, le poids et le coût de fabrication pour votre application spécifique.
Propriétés des matériaux en un coup d'œil
L'aluminium est souvent un point de départ pratique en raison de son coût et de son poids inférieurs. Le cuivre est le choix haut de gamme pour les charges thermiques extrêmes où la performance est la seule priorité. La décision n'est pas toujours simple.
| Propriété | Cuivre (C110) | Aluminium (6061) |
|---|---|---|
| Conductivité thermique | ~400 W/mK | ~200 W/mK |
| Densité | 8,9 g/cm³ | 2,7 g/cm³ |
| Coût relatif | Haut | Faible |
| Usinabilité | Juste | Excellent |
Quand choisir chaque matériau
Pour la plupart des systèmes électroniques commerciaux et industriels, l'aluminium offre un refroidissement suffisant à un prix bien inférieur. Cependant, pour des applications comme les GPU de centres de données haute puissance ou les lasers médicaux spécialisés, la performance thermique supérieure des plaques froides en cuivre est non négociable.

Le débat sur le refroidissement liquide aluminium vs cuivre va au-delà des chiffres bruts. Chez PTSMAKE, nous guidons souvent nos clients à travers un guide de sélection de matériaux de plaques froides plus nuancé. L'usinabilité, par exemple, a un impact direct sur le coût final. L'aluminium est plus facile à usiner, permettant des structures d'ailettes internes plus complexes sans augmentation de prix spectaculaire.
Au-delà d'un seul matériau : Conceptions hybrides
Nous avons constaté que les conceptions hybrides offrent souvent le meilleur des deux mondes. Une base en cuivre peut être encastrée ou brasée dans un corps en aluminium. Cette approche cible la zone à forte Flux de chaleur2 directement sous la source de chaleur avec du cuivre tout en maintenant la structure globale légère et rentable.
Cette stratégie est particulièrement efficace pour les plaques froides de refroidissement liquide grand format où une construction entièrement en cuivre serait prohibitivement lourde et coûteuse. Elle permet une performance ciblée sans dépenses excessives.
Recommandations basées sur l'application
Voici une ventilation simple basée sur les projets que nous avons gérés. Ce tableau aide à clarifier quel matériau correspond généralement à certaines exigences thermiques.
| Application | Matériau recommandé | Raison d'être |
|---|---|---|
| Électronique grand public | Aluminium | Le coût et le poids sont les principaux facteurs. |
| Onduleurs industriels | Aluminium | Bon équilibre entre performance et coût. |
| Jeux PC haut de gamme | Cuivre ou hybride | La performance maximale est souhaitée. |
| GPU IA/HPC (>700W) | Cuivre | La conductivité thermique la plus élevée est requise. |
En fin de compte, le choix du bon matériau pour les plaques froides de refroidissement liquide nécessite d'équilibrer la charge thermique, le budget et le poids. Le cuivre offre des performances optimales, mais l'aluminium est souvent le choix plus intelligent et plus rentable pour un large éventail d'applications. Les conceptions hybrides offrent un excellent compromis.
Microcanaux, ailettes à broches et chemins serpentins — Conception des canaux d'écoulement des plaques froides expliquée
Choisir le bon canal d'écoulement interne pour les plaques froides de refroidissement liquide est essentiel. Cette décision équilibre directement la performance thermique et les exigences hydrauliques. Chaque conception offre des avantages uniques, et les comprendre aide à créer une solution de refroidissement efficace pour des applications spécifiques.
Compromis de conception clés
Le principal défi est de gérer le compromis thermo-hydraulique. L'augmentation de la surface ou de la turbulence du fluide améliore le transfert de chaleur mais augmente également la perte de charge. Cela nécessite des pompes plus puissantes et plus coûteuses pour maintenir le débit, ce qui a un impact sur l'efficacité globale du système.
Géométries d'écoulement courantes
Différentes applications nécessitent différentes stratégies. Une charge thermique élevée et uniforme bénéficie d'une conception, tandis que les points chauds concentrés en exigent une autre. Voici une comparaison rapide des géométries internes les plus courantes avec lesquelles je travaille.
| Type de canal | Avantage principal | Application idéale |
|---|---|---|
| Microcanaux | Grande surface | Flux de chaleur uniforme et élevé |
| Palmes à épingles | Induit la turbulence | Ciblage des points chauds |
| Chemins serpentins | Long temps de séjour du fluide | Uniformité globale de la température |
| Canaux forés | Fabrication simple | Besoins de faible performance |

En approfondissant chaque géométrie, on découvre ses forces et ses faiblesses spécifiques. L'objectif est toujours de maximiser l'évacuation de la chaleur tout en minimisant la puissance de pompe requise. C'est un équilibre délicat qui définit l'ingénierie efficace des plaques froides.
Microcanaux droits
Pour les charges thermiques élevées et uniformément réparties, une conception de plaque froide à microcanaux est souvent ma recommandation. Ces canaux parallèles créent une surface massive pour l'échange de chaleur. Cependant, cette configuration dense entraîne une chute de pression significative, qui doit être prise en compte dans la conception du système.
Réseaux d'ailettes à ailettes
Lorsque l'on traite des points chauds localisés, comme sous un processeur spécifique, la géométrie de plaque froide à ailettes est supérieure. Les ailettes perturbent le flux de liquide de refroidissement, créant une turbulence qui rompt la couche thermique Nombre de Nusselt3 et augmente le transfert de chaleur local exactement là où il est le plus nécessaire.
Canaux Serpentine et Forés
Les canaux serpentins forcent le liquide de refroidissement le long d'un chemin sinueux, augmentant son temps de contact pour une meilleure uniformité de température sur toute la plaque. Les canaux transversaux forés sont une option plus simple et moins coûteuse, mais offrent des performances limitées et sont moins courants dans les applications exigeantes aujourd'hui.
Le Rôle de la Fabrication
Les canaux d'écoulement usinés par CNC modernes permettent ces géométries complexes avec précision. Chez PTSMAKE, nous pouvons créer des ailettes complexes ou des microcanaux impossibles avec des méthodes plus anciennes comme le moulage. Cette flexibilité de fabrication est essentielle pour optimiser la chute de pression des plaques froides.
Le choix de la géométrie des canaux d'une plaque froide implique un compromis critique. Les microcanaux maximisent la surface, les ailettes créent de la turbulence pour les points chauds, et les chemins serpentins améliorent l'uniformité. Le choix optimal équilibre les performances thermiques et la pénalité hydraulique, un exploit rendu possible par l'usinage CNC de précision.
Fabrication hybride de plaques froides — Quand l'usinage CNC plus le brasage l'emportent sur le tout-CNC
Lors de la conception de plaques froides de refroidissement liquide haute performance, un seul bloc de métal n'est pas toujours la solution. Bien que les plaques froides entièrement usinées par CNC soient excellentes pour de nombreuses applications, elles ont des limitations physiques. L'approche hybride combinant l'usinage CNC et le brasage permet d'obtenir des performances thermiques supérieures.
Surmonter les Limitations des Outils
La principale contrainte d'une conception monolithique (monobloc) est la portée et le diamètre de la fraise. Les canaux internes profonds, étroits ou complexes sont souvent impossibles à usiner à partir d'un bloc solide. C'est là qu'une conception hybride en deux pièces excelle.
L'Histoire de Deux Méthodes
La méthode hybride crée des géométries internes complexes en usinant deux plaques séparées puis en les assemblant. Cela permet des caractéristiques qui seraient autrement impossibles, optimisant le chemin d'écoulement pour la dissipation de chaleur dans une plaque froide brasée sous vide.
| Fonctionnalité | Tout-CNC (Monolithique) | CNC + Brasage (Hybride) |
|---|---|---|
| Complexité des Canaux | Faible à modéré | Élevée à très élevée |
| Profondeur du canal | Limité par la portée de l'outil | Pratiquement illimité |
| Épaisseur de la paroi | Plus épais (Structurel) | Plus fin (Optimisé) |
| Liberté de conception | Restreint | Grandement étendu |
Cette méthode est un élément central de notre stratégie de fabrication chez PTSMAKE, nous permettant de fournir des solutions adaptées à des défis thermiques spécifiques.
Le processus pour une plaque froide usinée CNC et brasée commence par deux plaques distinctes. Nous usinons le réseau complexe de canaux dans la plaque de base, puis nous usinons une plaque de recouvrement plate. Ce pré-usinage assure un ajustement parfait et sans interstice, ce qui est essentiel pour une liaison réussie.
Le processus d'assemblage
Ces deux composants sont ensuite assemblés à l'aide d'un processus spécialisé. Le brasage sous vide est la méthode la plus courante, créant un joint solide et étanche dans un environnement contrôlé. Cela empêche l'oxydation et assure l'intégrité de l'assemblage final, ce qui est vital pour toutes les plaques froides de refroidissement liquide.
Alternatives avancées
Pour les applications encore plus exigeantes, nous utilisons également d'autres techniques d'assemblage. Une plaque froide soudée par friction-malaxage offre une soudure à l'état solide avec une excellente résistance. Nous utilisons également Soudage par diffusion4, un processus qui joint les matériaux au niveau moléculaire sous haute pression et température sans fusion.
Notre investissement dans ces voies d'assemblage avancées, parallèlement à nos vastes capacités CNC, nous permet de fournir la solution de fabrication optimale. Cette comparaison des méthodes de fabrication de plaques froides garantit que nous adaptons le processus à vos exigences de performance, de budget et de matériaux à chaque fois.
Pour les plaques froides de refroidissement liquide haute performance, une approche hybride CNC-plus-brasage surpasse souvent les méthodes entièrement CNC. Elle débloque des géométries internes complexes pour une gestion thermique supérieure, démontrant que la solution de fabrication la plus intelligente combine le meilleur des différentes technologies pour des résultats optimaux.
Pourquoi l'usinage CNC offre une meilleure planéité des plaques froides que tout autre processus
Dans l'électronique haute performance, la planéité d'une plaque froide de refroidissement liquide n'est pas seulement une spécification ; c'est un facteur de performance critique. Une surface de montage inégale crée des espaces microscopiques entre la plaque froide et la source de chaleur. Ces espaces, remplis par le matériau d'interface thermique (TIM), agissent comme des isolants.
Le problème de la planéité imparfaite
Même un petit espace augmente considérablement la résistance thermique, entravant le transfert de chaleur. C'est pourquoi la tolérance de planéité de la plaque froide est si importante. L'usinage CNC atteint constamment une planéité supérieure, améliorant directement l'efficacité thermique et garantissant que vos composants restent froids sous charge.
Comparaison des processus de fabrication
Différentes méthodes donnent des résultats très différents en matière de planéité.
| Processus de fabrication | Tolérance de planéité typique | Impact sur les performances |
|---|---|---|
| Usinage CNC | 0,01 mm ou mieux | Espace TIM minimal, transfert thermique optimal |
| Moulage / Skiving | 0,05 mm – 0,1 mm | Espace TIM plus grand, résistance thermique accrue |
| Extrusion | > 0,1 mm | Perte de performance significative, inadapté au montage direct |
Comme vous pouvez le constater, l'usinage CNC offre un avantage évident pour les plaques froides de refroidissement liquide.

Le rôle critique du TIM et de la finition de surface
Le problème fondamental avec un espace de matériau d'interface thermique dans une plaque froide est sa faible conductivité thermique par rapport au métal. Une planéité de 0,05 mm nécessite une couche de TIM plus épaisse pour combler le vide, ce qui emprisonne la chaleur. Une planéité de surface usinée CNC de 0,01 mm minimise cet espace.
Quantification du gain de performance
Nos tests avec les clients montrent que cette différence n'est pas triviale. La réduction de l'espace se traduit par une amélioration de 10 à 15 % du transfert thermique à l'interface. Pour les puces à haute densité de puissance, cela peut faire la différence entre un fonctionnement stable et un étranglement thermique, impactant directement la fiabilité du produit final.
Au-delà de la planéité : l'importance du Ra
La finition de surface est tout aussi cruciale. Une surface lisse, comme le Ra 0,4 μm que nous visons chez PTSMAKE, permet au TIM de s'étaler en une couche mince et uniforme sans poches d'air. Ce contact optimal est un élément clé de l'équation. C'est là que la science de la Métrologie de surface5 devient vitale dans la fabrication.
L'usinage CNC est le seul processus qui offre de manière fiable à la fois la tolérance de planéité étroite et la finition de surface fine requises pour les plaques froides de refroidissement liquide modernes. C'est une méthode précise et contrôlable qui élimine les approximations de performance.
Chez PTSMAKE, nous utilisons des techniques CNC avancées pour garantir que chaque plaque froide de refroidissement liquide respecte des spécifications strictes de planéité et de finition. Cette précision est essentielle pour maximiser les performances thermiques et assurer la fiabilité des systèmes électroniques de grande valeur de nos clients.
Plaques froides à ailettes découpées vs. usinées CNC — Quelle est la vraie différence ?
Lors de la fabrication de plaques froides de refroidissement liquide, la méthode de création des ailettes est critique. Deux processus courants sont le skiving et l'usinage CNC. Le choix entre eux impacte directement les performances, le coût et la liberté de conception. Le skiving est un processus rapide idéal pour les réseaux d'ailettes simples et parallèles.
Différences clés de fabrication
Le skiving rase de fines ailettes à partir d'un bloc de métal solide. En revanche, le fraisage CNC coupe précisément le matériau pour former des canaux. Cette différence fondamentale dicte les possibilités géométriques de votre conception.
Adéquation du processus
| Fonctionnalité | Skiving (Brochage) | Usinage CNC |
|---|---|---|
| Géométrie | Ailettes simples et parallèles | Canaux complexes et non linéaires |
| Vitesse | Rapide pour les conceptions simples | Plus lent, axé sur les détails |
| Caractéristiques | Limité aux canaux traversants | Collecteurs intégrés, orifices |
| Meilleur pour | Plaques simples à grand volume | Conceptions personnalisées et haute performance |
Cette distinction est essentielle pour choisir entre une plaque froide à ailettes skived et une plaque froide usinée CNC.

Le skiving, qui est une forme de brochage6, crée des ailettes en poussant un outil de coupe spécial sur un bloc métallique. Cette méthode est incroyablement efficace pour produire des ailettes droites et uniformes. Cependant, sa principale limitation est sa nature unidirectionnelle. Vous ne pouvez créer que des ailettes parallèles avec ce processus.
Quand l'usinage CNC est essentiel
L'usinage CNC offre une flexibilité de conception bien plus grande. Chez PTSMAKE, nous recommandons souvent le CNC pour les plaques froides de refroidissement liquide qui nécessitent des caractéristiques complexes. Par exemple, si votre conception inclut des canaux non linéaires pour cibler des points chauds spécifiques, des caractéristiques de collecteur intégrées ou des orifices filetés, le CNC est la seule option viable. Une plaque froide fraisée CNC par rapport à une conception à ailettes skived permet des zones à profondeurs multiples, ce qui peut optimiser le flux de liquide de refroidissement et le transfert thermique.
Considérations sur les performances
Bien qu'un dissipateur thermique broché soit rentable, ses performances sont limitées par sa géométrie simple. Pour les applications avancées où chaque degré compte, la précision d'une plaque froide usinée CNC garantit que l'intention de conception est pleinement réalisée, maximisant l'efficacité thermique. La capacité à créer des structures internes complexes est un avantage significatif.
En bref, le skiving offre rapidité et rentabilité pour les conceptions simples et à grand volume. Cependant, pour les plaques froides de refroidissement liquide complexes ou haute performance nécessitant des géométries complexes et des caractéristiques intégrées, l'usinage CNC est la méthode de fabrication supérieure et souvent nécessaire.
Planéité, rugosité et parallélisme — Les trois métriques de qualité de surface qui définissent la performance des plaques froides
Pour les plaques froides de refroidissement liquide, la performance optimale dépend de la qualité de la surface de montage. Trois paramètres géométriques sont absolument critiques : la planéité, la rugosité de surface et le parallélisme.
Le fondement du transfert thermique
Ces métriques influencent directement la couche de Matériau d'Interface Thermique (TIM) entre la plaque froide et la source de chaleur. Une surface imparfaite force une couche de TIM plus épaisse, ce qui augmente considérablement la résistance thermique et réduit l'efficacité du refroidissement.
Pourquoi chaque micron compte
Le contrôle de ces caractéristiques ne concerne pas seulement la performance, mais aussi la fiabilité. Les surfaces inégales peuvent créer des contraintes mécaniques lors de l'assemblage, endommageant potentiellement les composants électroniques sensibles. L'usinage de précision est la clé pour atteindre l'intégrité de surface requise.

Pour atteindre une performance thermique supérieure, nous devons contrôler précisément ces trois caractéristiques de surface interdépendantes. Chacune joue un rôle distinct dans la minimisation de la résistance thermique et l'assurance de la stabilité mécanique pour tout assemblage de plaque froide de refroidissement liquide.
Planéité
Une spécification de planéité de plaque froide définit à quel point une surface dévie d'un plan mathématique parfait. Une déviation élevée crée des espaces à grande échelle, nécessitant une couche épaisse de TIM pour les remplir. Nous utilisons une machine à mesurer tridimensionnelle (MMT) pour les processus d'inspection de plaque froide par MMT afin de garantir que la planéité est généralement maintenue à moins de 0,001 pouce par pouce.
Rugosité de surface
Ceci mesure les pics et les creux plus fins sur une surface. Une face de contact de plaque froide à rugosité de surface contrôlée permet au TIM de s'étaler finement et uniformément. Nous utilisons souvent un profilomètre7 pour mesurer cela, ciblant une valeur Ra entre 0,8 et 1,6 μm pour la plupart des applications.
Parallélisme
Une tolérance de parallélisme stricte pour la plaque froide garantit que la surface de montage est parfaitement parallèle à la base. Cela assure une pression de serrage uniforme sur l'ensemble du composant, prévenant les contraintes localisées et garantissant une épaisseur de ligne de liaison TIM constante.
| Métrique | Impact primaire | Méthode de mesure |
|---|---|---|
| Planéité | Épaisseur de la ligne de liaison TIM | CMM |
| Rugosité | Mouillage et Adhésion du TIM | Profilomètre |
| Parallélisme | Contrainte de serrage et Uniformité | CMM |
Maîtriser la planéité, la rugosité et le parallélisme est fondamental pour les plaques froides de refroidissement liquide haute performance. Ces qualités régissent directement la résistance thermique et la stabilité mécanique, garantissant que vos composants fonctionnent de manière froide et fiable sous charge.
Conception du port de fluide, de la gorge de joint torique et de l'insert fileté — Réussir la connexion
La performance d'une plaque froide est finalement déterminée par ses connexions. Une fuite peut compromettre un système entier, rendant la conception de ports de fluide robustes essentielle. Choisir le bon type de port est la première décision critique dans tout projet de plaques froides de refroidissement liquide pour assurer une étanchéité sûre et sans fuite.
Comprendre les types de filetages de port
Les types de filetage les plus courants servent chacun à des fins différentes. Choisir le mauvais est une cause fréquente de défaillance. Nous guidons souvent nos clients sur la norme qui convient le mieux aux besoins de leur application en matière de pression, de vibration et de facilité d'entretien. La prévention des fuites de plaques froides commence ici.
Normes de filetage courantes
| Type de fil | Méthode de scellement | Applications courantes |
|---|---|---|
| NPT | Filets coniques | Puissance fluide industrielle |
| G / BSPP | Joint ou joint torique | Systèmes à basse pression |
| SAE J1926 | Joint torique | Hydraulique haute pression |
Une conception appropriée des orifices de fluide de la plaque froide assure une fiabilité à long terme. Le choix dépend entièrement des exigences opérationnelles du système. Pour les environnements à fortes vibrations, un orifice étanche par joint torique comme le SAE est souvent un choix plus fiable qu'une connexion de plaque froide à filetage NPT.

Au-delà des filetages, la gorge du joint torique elle-même est critique. Sa géométrie dicte l'efficacité et la longévité du joint. Les deux conceptions principales, en queue d'aronde et rectangulaire, offrent des avantages différents pour une plaque froide à gorge de joint torique. Une gorge en queue d'aronde aide à retenir le joint torique pendant l'assemblage, ce qui est utile.
Considérations relatives aux gorges de joint torique et aux inserts
Cependant, l'usinage d'une gorge en queue d'aronde est plus complexe et peut augmenter les coûts. Une gorge rectangulaire standard est souvent suffisante si les procédures d'assemblage sont contrôlées. Le matériau Duromètre8 est également un facteur clé dans le calcul de la compression correcte pour un joint durable.
Options d'inserts filetés
Lorsque l'on travaille avec des matériaux plus tendres comme l'aluminium, des inserts filetés sont nécessaires pour éviter l'arrachement des filets. Les inserts à verrouillage par clé offrent une résistance au couple supérieure à celle des inserts de type fil comme les Heli-Coils, ce qui les rend idéaux pour les connexions fréquemment assemblées et désassemblées.
Chez PTSMAKE, nos capacités d'usinage CNC avancées nous permettent d'intégrer ces orifices précis, ces gorges de joint torique et ces préparations d'inserts directement dans le corps de la plaque froide. Cette construction monobloc élimine les chemins de fuite potentiels des opérations secondaires, améliorant considérablement la fiabilité des plaques froides de refroidissement liquide.
Bien réaliser les connexions fluides est fondamental pour la performance. Une sélection minutieuse des types de filetages, une conception précise des gorges de joint torique et des inserts filetés appropriés sont non négociables pour créer une plaque froide fiable et étanche qui protège les composants électroniques sensibles des dommages.
Prototypage de plaques froides sur une CNC — Pourquoi le coût d'outillage nul est important pour l'itération de conception
Lors du développement de plaques froides de refroidissement liquide personnalisées, le plus grand avantage de l'usinage CNC est l'élimination des coûts d'outillage. Les méthodes traditionnelles comme le moulage sous pression ou l'estampage nécessitent des moules coûteux et des montages rigides. Ces outils ajoutent un investissement initial et un délai importants avant même de voir une seule pièce.
L'avantage CNC : Vitesse et Flexibilité
Avec la CNC, nous pouvons usiner un prototype directement à partir d'un bloc solide d'aluminium ou de cuivre. Cette approche de fabrication de plaques froides sans outillage signifie que le premier article peut être prêt en seulement 5 à 7 jours. Les modifications sont de simples ajustements logiciels, et non des modifications de moule coûteuses.
Comparaison des coûts en un coup d'œil
Ce tableau illustre les différences de configuration initiale. Le principal enseignement est que la CNC évite la barrière d'entrée élevée associée à l'outillage traditionnel, permettant un cycle de prototype DFM de plaque froide beaucoup plus agile.
| Fonctionnalité | Usinage CNC | Moulage sous pression |
|---|---|---|
| Coût de l'outillage | $0 | Peut dépasser des milliers par cavité |
| Délai initial | 5-7 Jours | 6-10 Semaines |
| Type de montage | Bridage de base | Outillage rigide personnalisé |
| Coût de modification de conception | Minimal (Programmation) | Élevé (Reprise d'outillage) |
Ce processus rationalisé est idéal pour mettre rapidement des prototypes fonctionnels entre les mains des ingénieurs.
Débloquer l'itération rapide de conception
La véritable puissance d'un processus de prototypage de plaque froide CNC se révèle lors de la validation de la conception. Un ingénieur thermicien peut tester plusieurs géométries de canaux internes au cours d'un seul cycle de prototypage. Cela permet des tests empiriques pour trouver l'équilibre optimal entre le débit de liquide de refroidissement et les performances thermiques.
La boucle d'itération
Avec la CNC, l'itération est simple. Un ingénieur peut demander une pièce avec un canal en serpentin, la tester, puis en demander une autre avec une conception de canal parallèle. Étant donné que le coût n'est lié qu'au temps machine et à la programmation, cette itération rapide de la plaque froide est incroyablement rentable.
Comparaison des cycles d'itération
Cette approche est presque impossible avec le moulage. La création d'un nouvel outil de moulage sous pression pour chaque variation de conception est financièrement prohibitive et lente. Chez PTSMAKE, nous aidons les ingénieurs à tirer parti de cette flexibilité pour affiner leurs conceptions basées sur des données de test réelles, garantissant ainsi que le produit final Coefficient de transfert de chaleur9 répond aux spécifications.
| Aspect | Prototypage CNC | Prototypage par moulage sous pression |
|---|---|---|
| Test de plusieurs conceptions | Faisable en un seul cycle | Nécessite plusieurs outils coûteux |
| Temps par itération | Jours | Semaines ou mois |
| Coût par itération | Faible (Programmation + Matériau) | Très élevé (Nouvel outillage) |
| Liberté de conception | Haut | Limité par les contraintes d'outillage |
En fin de compte, l'usinage CNC réduit les risques du processus de développement des plaques froides à refroidissement liquide.
L'usinage CNC élimine l'obstacle majeur des coûts et des délais d'outillage. Cela permet un prototypage rapide, abordable et flexible, permettant aux ingénieurs de tester et de valider plusieurs conceptions de plaques froides à refroidissement liquide sans l'investissement massif requis par les méthodes de fabrication traditionnelles.
Du prototype unique à la production — Mise à l'échelle des plaques froides sans réoutillage
La mise à l'échelle des plaques froides à refroidissement liquide, d'une seule unité à des milliers, n'a pas à impliquer un outillage coûteux. Le chemin du prototype de plaque froide à la production doit être fluide. Avec l'usinage CNC, le processus est défini par la flexibilité, et non par l'investissement initial dans des moules ou des matrices.
Notre parcours de mise à l'échelle
Chez PTSMAKE, nous avons un processus clair en trois étapes. Cette structure permet à nos clients de valider les conceptions avec des prototypes avant de s'engager sur des volumes plus importants. Elle offre un calendrier et une structure de coûts prévisibles à mesure que la demande augmente.
| Stade | Quantité | Délai d'exécution type |
|---|---|---|
| Prototype | 5-50 pièces | 3 à 5 jours ouvrables |
| Faible volume | 50-1 000 pièces | 1-2 semaines |
| Haut volume | 1 000+ pièces | 3-4 semaines |
Ce modèle prend parfaitement en charge la fabrication à la demande.

L'avantage principal de l'évolutivité des plaques froides CNC est l'absence de coûts d'outillage. Contrairement au moulage par injection ou à la coulée sous pression, vous n'êtes pas lié à une conception par un moule de plusieurs milliers de dollars. Cela permet des itérations de conception même après les premières séries de production sans pénalité financière.
La puissance de la capacité, pas des moules
Comment mettons-nous à l'échelle ? C'est simple : nous allouons plus de temps machine. Pour un prototype, une ou deux machines CNC peuvent être utilisées. Pour les commandes de plaques froides CNC à grand volume, nous pouvons dédier une cellule de machines pour produire des pièces simultanément. Le processus de fabrication lui-même reste identique.
Cela garantit que la dixième pièce est identique à la dix-millième. Maintenir cette cohérence est crucial. La haute Répétabilité10 de l'usinage CNC signifie que les performances thermiques et l'ajustement mécanique sont constants sur l'ensemble du volume de production. C'est un niveau d'assurance qualité avec lequel les méthodes basées sur l'outillage peuvent avoir des difficultés à mesure que les moules s'usent avec le temps.
Pour les entreprises, cela réduit les risques de l'ensemble du lancement de produit. Vous pouvez entrer sur le marché avec une fabrication de plaques froides à faible volume et augmenter la production uniquement lorsque les données de vente le justifient. Cela aligne vos dépenses de fabrication directement avec les revenus.
L'usinage CNC offre une voie flexible et sans outillage pour l'intensification de la production de plaques froides. Cette méthode vous permet de passer du prototype aux commandes à grand volume en ajoutant simplement de la capacité machine, garantissant la cohérence et évitant de gros investissements initiaux.
Certifications des matériaux et traçabilité — Ce que les OEM de centres de données exigent des fournisseurs de plaques froides
Pour les équipementiers de centres de données, les certifications de matériaux pour les plaques froides de refroidissement liquide ne sont pas que de la paperasse. Elles sont essentielles pour garantir la performance, la fiabilité et la conformité réglementaire. Une traçabilité complète est une attente de base, surtout lorsque les composants doivent répondre à des spécifications thermiques et mécaniques strictes.
Documents clés de traçabilité
Les équipementiers exigent souvent un dossier de documentation complet. Celui-ci confirme l'origine, la composition et les propriétés du matériau. Il élimine les incertitudes et garantit que chaque pièce répond à l'intention de conception. Une défaillance de la qualité des matériaux peut compromettre l'ensemble d'un système de refroidissement.
Rapports d'essai d'usine (MTR)
Le MTR est le document fondamental. Il fournit un résumé des propriétés physiques et chimiques du matériau directement de l'usine qui l'a produit.
| Type de document | Fourni par | Objectif |
|---|---|---|
| Rapport de test de production (MTR) | Usine de matériaux | Certifie les propriétés chimiques/mécaniques |
| Certificat de conformité | Fournisseur CNC | Confirme que la pièce répond aux spécifications |
| Documents de conformité (RoHS/REACH) | Usine de matériaux/Fournisseur | Vérifie la conformité environnementale |
Comprendre les certifications EN 10204
Pour les projets aux exigences strictes, en particulier sur les marchés européens, les certificats EN 10204 sont essentiels. Ceux-ci offrent différents niveaux de validation. Un certificat de type 3.1 est validé par le représentant autorisé du fabricant, indépendant du service de fabrication. Un certificat de type 3.2 ajoute une couche supplémentaire, nécessitant une validation par un organisme d'inspection tiers.
Vérification chimique et mécanique
Nous effectuons souvent une vérification indépendante pour garantir une conformité totale. Cela inclut l'utilisation de méthodes telles que Spectrométrie11 pour confirmer la composition chimique de matériaux comme le cuivre C11000. Cela assure une traçabilité complète du cuivre C11000. De même, les propriétés mécaniques sont testées pour garantir que le matériau peut résister aux contraintes opérationnelles.
| Type de certificat | Validation | Cas d'utilisation courante |
|---|---|---|
| EN 10204 3.1 | Inspecteur du fabricant | Applications industrielles standard |
| EN 10204 3.2 | Inspecteur tiers | Composants critiques (aérospatiale, défense) |
Conformité RoHS et REACH
Au-delà de la performance, les réglementations environnementales sont non négociables. La conformité RoHS et REACH est obligatoire pour l'accès au marché dans de nombreuses régions. En tant que votre fournisseur CNC, nous nous assurons que tous les alliages d'aluminium et de cuivre utilisés dans les plaques froides de refroidissement liquide sont entièrement conformes, en fournissant la documentation nécessaire avec chaque lot.
La traçabilité complète des matériaux est fondamentale pour les plaques froides de refroidissement liquide haute performance. Des rapports d'essai d'usine aux certificats EN 10204 et à la conformité RoHS, cette documentation fournit l'assurance qualité que les OEM de centres de données exigent pour garantir la fiabilité du système et le respect de la réglementation.
Conception de plaques froides pour la fabricabilité — Comment économiser des coûts sans sacrifier les performances thermiques
Lors de la conception de plaques froides de refroidissement liquide, de petits choix peuvent entraîner d'importantes augmentations de coûts. Se concentrer sur la conception pour la fabricabilité (DFM) est crucial. Cela garantit que votre conception est efficace à produire sans nuire à ses capacités thermiques. De simples oublis gonflent souvent inutilement le prix final.
Chez PTSMAKE, nous guidons nos clients à travers ces décisions. Quelques ajustements clés dans la phase de conception peuvent réduire considérablement les coûts de production. Cette approche se concentre sur la praticité et évite la sur-ingénierie là où elle n'apporte aucun avantage réel. Examinons quelques directives pratiques de DFM pour les plaques froides.
Simplifier la géométrie des canaux
Les canaux profonds et étroits sont un facteur de coût courant dans l'usinage CNC. L'usinage de canaux de plus de 50 mm de profondeur nécessite souvent des outils spéciaux et des vitesses de coupe plus lentes, ce qui augmente le temps machine. S'en tenir aux longueurs de fraises en bout standard simplifie le processus et réduit les coûts.
Spécifier des tolérances réalistes
L'un des moyens les plus simples de réduire les coûts est de spécifier des tolérances réalisables. Bien qu'une tolérance de ±0,005 mm puisse sembler bonne sur le papier, elle est souvent inutile. Si une tolérance plus lâche de ±0,02 mm fonctionne parfaitement, choisissez celle-ci. Des tolérances plus serrées nécessitent des réglages et une inspection plus minutieux.
| Choix de la conception | Approche à faible coût | Approche à coût élevé |
|---|---|---|
| Tolérance | Spécifier des tolérances fonctionnelles (par exemple, ±0,02 mm) | Inutilement serré (par exemple, ±0,005 mm) |
| Profondeur du canal | < 50 mm (Outillage standard) | > 50 mm (Outillage spécial) |
| Taille du matériau | Concevoir pour des dimensions de barres standard | Nécessite des blocs de matière première coupés sur mesure |
| Caractéristiques | Intégrer les trous de montage dans le corps | Ajouter des opérations secondaires pour les caractéristiques |

L'optimisation de votre conception consiste à équilibrer les performances et la fabricabilité. Par exemple, la conception de pièces adaptées aux dimensions de barres standard minimise le gaspillage de matière et le besoin d'opérations d'ébauche supplémentaires. Cette étape simple est un principe fondamental pour toute optimisation des coûts des plaques de refroidissement liquide. Chaque mauvais choix de conception ajoute progressivement au prix unitaire.
Envisager des méthodes de fabrication alternatives
Pour les conceptions avec des canaux internes très complexes ou profonds, l'usinage CNC direct pourrait ne pas être la voie la plus économique. C'est là que des méthodes alternatives entrent en jeu. Une construction en plusieurs parties utilisant Brasage12 peut être plus rentable. Cela implique d'usiner des composants plus simples puis de les assembler.
Intégration des fonctionnalités
Un autre aspect clé de la conception d'une plaque froide fabricable est l'intégration des fonctionnalités. Chaque fois que possible, intégrez les trous de montage et d'autres fonctionnalités directement dans le corps principal de la plaque froide. Cela réduit le nombre d'opérations secondaires, simplifie le flux de fabrication et diminue le coût global de la pièce. C'est un gain évident en termes d'efficacité.
Des choix DFM intelligents pour les plaques froides de refroidissement liquide, tels que l'optimisation de la profondeur des canaux, l'utilisation de tolérances réalistes et la conception pour des matériaux standard, réduisent directement les coûts. Ces ajustements garantissent la fabricabilité sans sacrifier les performances thermiques essentielles à votre application.
Épaisseur de la plaque, déformation et contrainte résiduelle — Les défis de l'usinage CNC dont personne ne parle
L'usinage de composants grands et minces comme les plaques froides de refroidissement liquide présente un défi unique. Lorsque vous retirez de la matière d'un côté d'une plaque de 300 mm x 200 mm x 8 mm, par exemple, vous ne faites pas que couper du métal ; vous libérez des contraintes résiduelles piégées. Cela provoque le bombement ou le gauchissement de la plaque.
L'ennemi invisible
Les contraintes résiduelles sont emprisonnées dans la matière première dès son processus de fabrication, comme le laminage ou l'extrusion. Le simple fait de la serrer et de l'usiner aux dimensions finales entraîne souvent une pièce qui se déforme dès qu'elle est libérée du montage. C'est un point de défaillance courant.
Un problème d'équilibre
Atteindre la planéité requise après l'usinage n'est pas une question de force ; c'est une question de contrôle. La clé est de gérer la libération des contraintes systématiquement tout au long de la séquence de fabrication, et pas seulement lors de la coupe finale.
| Défi | Idée fausse courante |
|---|---|
| Déformation de la plaque | Le matériau est "mauvais"." |
| Perte de planéité | Serrer plus fort résoudra le problème. |
| Résultats incohérents | La machine n'est pas assez précise. |

Chez PTSMAKE, nous abordons le gauchissement des plaques froides minces usinées avec une stratégie éprouvée et multi-étapes. C'est une approche méthodique qui respecte les propriétés du matériau au lieu de les combattre. Ignorer ce processus entraîne des pièces mises au rebut et des délais prolongés, ce que nos clients ne peuvent pas se permettre.
Notre stratégie d'usinage en trois étapes
Premièrement, nous effectuons une opération d'ébauche. Nous usinons la plaque près de sa forme finale mais laissons suffisamment de matière sur toutes les surfaces critiques. Cette étape initiale enlève la majeure partie du matériau et libère la majorité des contraintes internes. La plaque est susceptible de se déformer à ce stade, ce qui est attendu.
Vient ensuite le recuit de détente. La pièce ébauchée est chauffée à une température spécifique puis lentement refroidie. Ce cycle thermique réorganise la structure interne du matériau, relâchant presque toutes les contraintes résiduelles restantes sans altérer ses propriétés mécaniques. C'est une réinitialisation critique pour le matériau.
Enfin, nous exécutons les passes de finition. Le matériau étant maintenant stable, nous pouvons usiner la pièce à ses dimensions finales et atteindre des tolérances de planéité strictes. Les contraintes internes causées par le matériau Anisotropie13 ont été neutralisées.
Bridage avancé pour la précision
La façon dont vous maintenez la pièce est tout aussi importante. Pour les plaques minces, le serrage traditionnel peut introduire de nouvelles contraintes et déformations.
| Méthode | Meilleur cas d'utilisation | Avantage principal |
|---|---|---|
| Mandrin à vide | Opérations de finition finales | Serrage uniforme à basse pression |
| Ruban adhésif double face | Sur une surface rectifiée pour les opérations initiales | Pas de pinces latérales pour interférer |
| Brides à profil bas | Étapes d'ébauche sur des matériaux plus épais | Maintien sûr pour la coupe lourde |
Obtenir la planéité sur des composants minces comme les plaques froides de refroidissement liquide nécessite plus qu'une simple découpe précise. Cela exige un processus systématique qui gère les contraintes matérielles par l'ébauche, le recuit thermique et une finition soignée, associé à des stratégies de bridage appropriées pour éviter la déformation.
Études de cas de plaques froides personnalisées — Configurations réelles et comment elles ont été usinées
La théorie fournit une base, mais des exemples concrets montrent comment les plaques froides personnalisées résolvent des défis thermiques spécifiques. J'ai sélectionné quelques projets anonymisés pour illustrer différentes approches de conception et de fabrication. Ces cas couvrent un éventail de complexités et de volumes de production.
Chaque projet a commencé par un problème unique. Les solutions ont nécessité des matériaux, des stratégies d'usinage et des processus de contrôle qualité différents pour atteindre les objectifs de performance.
| Aperçu des études de cas | Application | Caractéristiques principales | Processus primaire |
|---|---|---|---|
| Cas 1 | Commutateur réseau | Canal unique simple | Fraisage 3 axes |
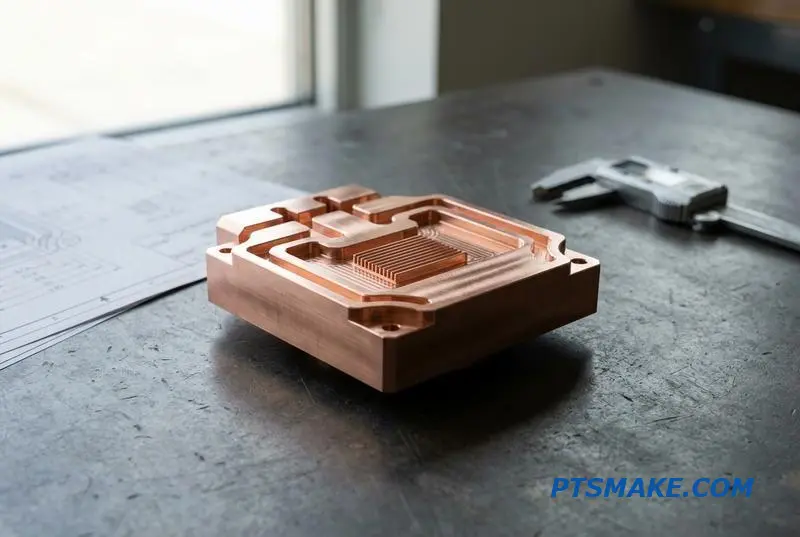
| Cas 2 | GPU IA | Microcanaux en cuivre | Fraisage 5 axes |
| Cas 3 | IGBT haute puissance | Canaux serpentins | CNC + Brasage sous vide |
| Cas 4 | CDU de rack de serveur | Collecteur intégré | 5 axes + Perçage |

Plongeons dans les détails de ces exemples de plaques froides personnalisées. Le cas le plus simple était une plaque en aluminium à canal unique pour un prototype de commutateur réseau. Cela impliquait un fraisage 3 axes simple. L'accent était mis sur un délai d'exécution rapide pour les tests fonctionnels, avec des contrôles de fuite et de pression de base confirmant l'intégrité.
En revanche, la plaque froide à microcanaux en cuivre pour un GPU de serveur IA était beaucoup plus complexe. Ce projet d'usinage de plaque froide pour serveur IA a nécessité un fraisage 5 axes pour créer un dense Ailettes à picots14 réseau. L'usinage du cuivre avec des tolérances aussi serrées sans déformer les ailettes est un défi majeur. Nous avons utilisé des outils spécialisés et des paramètres de coupe soigneusement contrôlés.
Construction brasée en deux pièces
Pour un module IGBT de haute puissance, nous avons fabriqué un assemblage brasé en deux pièces. Une plaque a été usinée par CNC avec des canaux serpentins, et un couvercle plat a été scellé par brasage sous vide. Ce processus crée une liaison robuste et étanche, essentielle pour les plaques froides de refroidissement liquide à haute pression.
Hybride avec collecteur intégré
Une plaque froide hybride pour un rack de serveur nécessitait un collecteur intégré. Cette conception a été usinée à partir d'un seul bloc par fraisage 5 axes combiné à des canaux transversaux percés avec précision. Cela a éliminé les points de fuite potentiels des raccords, créant un composant très fiable pour un système dense.
Ces études de cas montrent comment les processus de fabrication sont adaptés aux exigences thermiques et mécaniques spécifiques à l'application, des prototypes simples aux pièces de production complexes à grand volume.

Cette propriété est essentielle pour assurer la fiabilité de l'interface thermique lors des changements de température. ↩
Comprendre ce concept aide à spécifier les exigences précises de gestion thermique pour l'électronique de puissance. ↩
Ce rapport aide à quantifier la performance du transfert de chaleur convectif à travers différentes conceptions de plaques froides de refroidissement liquide. ↩
Explorez comment ce processus à l'état solide crée des liaisons au niveau moléculaire, essentielles pour les applications thermiques et structurelles de haute intégrité. ↩
Comprenez comment la mesure des caractéristiques de surface à micro-échelle influence directement les performances thermiques et mécaniques des composants. ↩
Comprendre cette méthode de coupe clarifie les limites géométriques des ailettes écrouies par rapport au fraisage CNC multi-axes. ↩
Apprenez comment cet instrument quantifie la texture de surface, garantissant que les pièces répondent aux spécifications critiques de performance thermique. ↩
Comprendre cela aide à sélectionner le bon matériau de joint torique pour une pression d'étanchéité et une longévité optimales. ↩
Comprendre ce coefficient est essentiel pour optimiser les performances thermiques de vos conceptions de plaques froides de refroidissement liquide. ↩
Comprendre comment la répétabilité assure une qualité constante de la première à la dernière pièce, un facteur critique dans la mise à l'échelle de la production. ↩
Apprenez comment cette technique d'analyse vérifie la pureté et la composition des matériaux, assurant le contrôle qualité dans la fabrication de précision. ↩
Comprendre comment ce processus d'assemblage permet des géométries complexes pour des solutions de gestion thermique haute performance. ↩
Comprendre cette propriété aide à prédire et à contrôler le comportement des matériaux pendant l'usinage. ↩
Comprendre la conception des ailettes à picots aide à optimiser les performances thermiques dans les applications compactes à forte chaleur. ↩






