

Bežia vaše AI serverové racky horúcejšie, než dokáže zvládnuť váš chladiaci systém? Vzduchové chladenie dosiahlo svoj limit, a medzery v TIM z dôvodu zlej rovinnosti povrchu vás potichu stoja 10-15% tepelného výkonu.
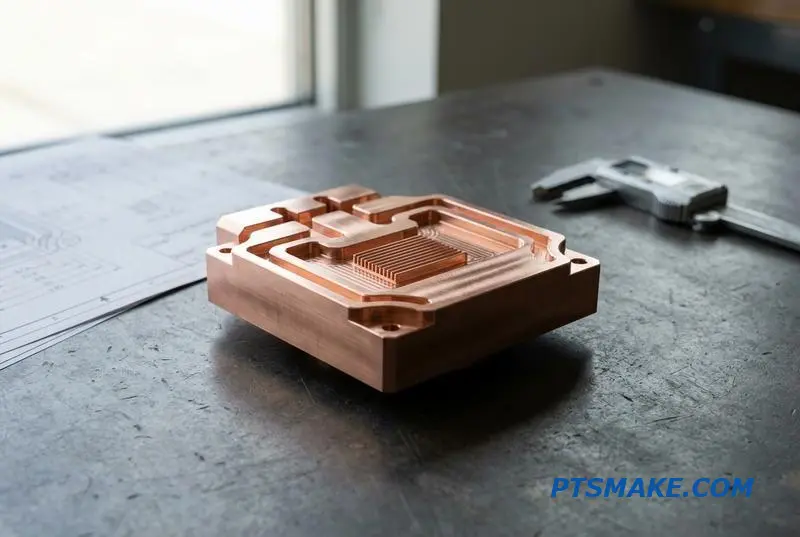
Na mieru CNC obrábané kvapalinové chladiace dosky sú precízne frézované medené alebo hliníkové výmenníky tepla s vnútornými prietokovými kanálmi, navrhnuté pre priame chladenie čipov v dátových centrách AI, systémoch HPC a vysokovýkonnej elektronike vyžadujúce rovinnosť pod 0,01 mm a komplexné geometrie kanálov.

V tomto sprievodcovi vás prevediem všetkým, čo som sa naučil o výrobe chladiacich dosiek v PTSMAKE—od výberu materiálu a dizajnu kanálov po spájkovanie, kontrolu rovinnosti a skutočné prípadové štúdie z výroby. Poďme na to.
Prečo dátové centrá AI narážajú na tepelnú stenu — a chladiace dosky sú únikovou cestou
Éra vzduchového chladenia pre výpočty s vysokou hustotou sa končí. S pracovnými záťažami AI, ktoré tlačia hustotu rackov nad 80 kW, tradičné metódy zlyhávajú. Toto nie je len problém budúcnosti; deje sa to teraz. Tepelná stena dátového centra pre chladenie AI je významnou prekážkou výkonu.
Nevyhnutný posun
Vidíme jasný trend. Nedávna správa S&P Global naznačuje, že 21% operátorov dátových centier plánuje prechod na kvapalinové chladenie v priebehu tohto roka. To zdôrazňuje naliehavosť a reakciu odvetvia na trend prijímania chladiacich platní priamo na čip.
Dynamika trhu
Trh s riešeniami kvapalinového chladenia odráža túto naliehavosť. Projekcie ukazujú významný rast, poháňaný dopytom po efektívnejšom tepelnom manažmente v prostrediach AI a HPC.
| Metrika trhu | Predpokladaná hodnota |
|---|---|
| Veľkosť trhu v roku 2025 | $4,68 miliardy |
| CAGR | 18.6% |
Tento rast podčiarkuje, že kvapalinové chladenie, najmä s použitím chladiacich platní, sa stáva novým štandardom.

Hlavným problémom nie je len odvádzanie väčšieho množstva tepla; ide o jeho odvádzanie priamo zo zdroja. Tradičné vzduchové chladenie má problémy s koncentrovaným teplom generovaným modernými GPU a procesormi. Je to otázka tepelnej hustoty, nielen celkového tepelného zaťaženia. Tu vynikajú riešenia priamo na čip.
Prečo je priame chladenie čipu nevyhnutné
Chladiace platne s kvapalinovým chladením ponúkajú priamu cestu pre únik tepla. Pripojením platne naplnenej kvapalinou k procesoru sa teplo prenáša oveľa efektívnejšie ako vzduchom. To umožňuje čipom bežať na ich optimálnych výkonnostných úrovniach bez obmedzovania v dôsledku nadmerných teplôt.
Avšak, implementácia si vyžaduje presnosť. Rozhranie medzi čipom a chladiacou doskou je kritické. Zlé pripojenie, nesprávne zarovnané komponenty alebo materiály s nezhodnými Koeficient tepelnej rozťažnosti1 môžu ohroziť celý systém. Naša práca s klientmi ukazuje, že výrobné tolerancie pre tieto dosky sú extrémne prísne.
Účinnosť vzduchového vs. kvapalinového chladenia
Táto tabuľka ilustruje zásadný rozdiel v schopnostiach prenosu tepla, na základe nášho interného testovania.
| Metóda chladenia | Účinnosť prenosu tepla | Vhodnosť hustoty výkonu |
|---|---|---|
| Chladenie vzduchom | Nízka | Pod 30kW/rack |
| Kvapalinové chladenie | Vysoká | Nad 80kW/rack |
Prechod na kvapalinové chladenie nie je len vylepšenie; je to nevyhnutná evolúcia na odomknutie plného potenciálu infraštruktúry AI.
Keďže požiadavky AI zvyšujú hustotu rackov, vzduchové chladenie už nie je životaschopné. Priame kvapalinové chladenie čipov, vedené precízne navrhnutými chladiacimi doskami, poskytuje potrebné tepelné riadenie, čo z neho robí základnú technológiu pre budúcnosť dátových centier s vysokovýkonnými výpočtami.
Medené vs. hliníkové chladiace dosky — Tepelná vodivosť je len polovicou príbehu
Pri výbere materiálu pre chladiace dosky s kvapalinovým chladením každý poukazuje na vynikajúcu tepelnú vodivosť medi. Hoci je to pravda, zameranie sa len na toto číslo môže viesť k predimenzovanému a nákladnému riešeniu. Najlepšia voľba vyvažuje tepelný výkon, hmotnosť a výrobné náklady pre vašu konkrétnu aplikáciu.
Vlastnosti materiálov na prvý pohľad
Hliník je často praktickým východiskovým bodom vďaka nižším nákladom a hmotnosti. Meď je prémiovou voľbou pre extrémne tepelné zaťaženia, kde je výkon jedinou prioritou. Rozhodnutie nie je vždy jednoduché.
| Vlastníctvo | Meď (C110) | Hliník (6061) |
|---|---|---|
| Tepelná vodivosť | ~400 W/mK | ~200 W/mK |
| Hustota | 8,9 g/cm³ | 2,7 g/cm³ |
| Relatívne náklady | Vysoká | Nízka |
| Obrábateľnosť | Spravodlivé | Vynikajúce |
Kedy zvoliť ktorý materiál
Pre väčšinu komerčnej elektroniky a priemyselných systémov ponúka hliník dostatočné chladenie za oveľa nižšiu cenu. Avšak pre aplikácie ako vysokovýkonné GPU dátových centier alebo špecializované medicínske lasery je vynikajúci tepelný výkon medenej chladiacej dosky nevyhnutný.

Diskusia o hliníkovom vs. medenom kvapalinovom chladení presahuje len surové čísla. V PTSMAKE často vedieme klientov komplexnejším sprievodcom výberu materiálu chladiacej dosky. Obrobiteľnosť, napríklad, priamo ovplyvňuje konečné náklady. Hliník sa ľahšie obrába, čo umožňuje zložitejšie vnútorné štruktúry rebier bez dramatického zvýšenia ceny.
Za hranicami jedného materiálu: Hybridné dizajny
Zistili sme, že hybridné dizajny často poskytujú to najlepšie z oboch svetov. Medená základňa môže byť vložená alebo spájkovaná do hliníkového tela. Tento prístup sa zameriava na vysokú Tepelný tok2 oblasť priamo pod zdrojom tepla s meďou, pričom celková štruktúra zostáva ľahká a nákladovo efektívna.
Táto stratégia je obzvlášť účinná pre veľkoformátové chladiace dosky s kvapalinovým chladením, kde by celomedená konštrukcia bola neúmerne ťažká a drahá. Umožňuje cielený výkon bez nadmerných výdavkov.
Odporúčania založené na aplikáciách
Tu je jednoduchý prehľad založený na projektoch, ktoré sme riešili. Táto tabuľka pomáha objasniť, ktorý materiál sa zvyčajne hodí pre určité tepelné požiadavky.
| Aplikácia | Odporúčaný materiál | Odôvodnenie |
|---|---|---|
| Spotrebná elektronika | Hliník | Náklady a hmotnosť sú primárne faktory. |
| Priemyselné meniče energie | Hliník | Dobrá rovnováha výkonu a nákladov. |
| Špičkové PC hranie | Meď alebo hybrid | Požaduje sa maximálny výkon. |
| GPU pre AI/HPC (>700W) | Meď | Vyžaduje sa najvyššia tepelná vodivosť. |
V konečnom dôsledku si výber správneho materiálu pre chladiace dosky s kvapalinovým chladením vyžaduje vyváženie tepelného zaťaženia, rozpočtu a hmotnosti. Meď ponúka špičkový výkon, ale hliník je často múdrejšou a nákladovo efektívnejšou voľbou pre širokú škálu aplikácií. Hybridné dizajny poskytujú vynikajúci kompromis.
Mikrokanály, kolíkové rebrá a hadovité dráhy — Vysvetlenie dizajnu prietokových kanálov chladiacich dosiek
Výber správneho vnútorného prietokového kanála pre chladiace dosky s kvapalinovým chladením je kľúčový. Toto rozhodnutie priamo vyvažuje tepelný výkon oproti hydraulickým požiadavkám. Každý dizajn ponúka jedinečné výhody a ich pochopenie pomáha pri vytváraní efektívneho chladiaceho riešenia pre špecifické aplikácie.
Kľúčové kompromisy v dizajne
Hlavnou výzvou je riadenie tepelno-hydraulického kompromisu. Zväčšená plocha povrchu alebo turbulencia tekutiny zlepšuje prenos tepla, ale zároveň zvyšuje pokles tlaku. To si vyžaduje výkonnejšie a drahšie čerpadlá na udržanie prietoku, čo ovplyvňuje celkovú účinnosť systému.
Bežné geometrie prietoku
Rôzne aplikácie si vyžadujú rôzne stratégie. Vysoké, rovnomerné tepelné zaťaženie profituje z jedného dizajnu, zatiaľ čo koncentrované horúce miesta vyžadujú iný. Tu je rýchle porovnanie najbežnejších vnútorných geometrií, s ktorými pracujem.
| Typ kanála | Primárna výhoda | Ideálna aplikácia |
|---|---|---|
| Mikrokanály | Vysoká plocha povrchu | Rovnomerný, vysoký tepelný tok |
| Kolíkové plutvy | Vyvoláva turbulenciu | Cielenie na horúce miesta |
| Hadovité dráhy | Dlhá doba zotrvania tekutiny | Celková rovnomernosť teploty |
| Vŕtané kanály | Jednoduchá výroba | Nízke výkonnostné požiadavky |

Hlbšie ponorenie sa do každej geometrie odhaľuje jej špecifické silné a slabé stránky. Cieľom je vždy maximalizovať odvod tepla pri minimalizácii potrebného výkonu čerpadla. Je to jemná rovnováha, ktorá definuje efektívne inžinierstvo chladiacich dosiek.
Rovné mikrokanály
Pre vysoké, rovnomerne rozložené tepelné zaťaženia je často mojím odporúčaním dizajn chladiacej dosky s mikrokanálmi. Tieto paralelné kanály vytvárajú obrovskú povrchovú plochu pre výmenu tepla. Táto hustá konfigurácia však vedie k výraznému poklesu tlaku, ktorý musí byť zohľadnený v návrhu systému.
Pásy s kolíkovými rebrami
Pri riešení lokalizovaných horúcich miest, napríklad pod konkrétnym procesorom, je geometria chladiacej dosky s kolíkovými rebrami lepšia. Kolíky narúšajú prúdenie chladiacej kvapaliny, čím vytvárajú turbulencie, ktoré rozbíjajú tepelnú Nusseltovo číslo3 a zvyšujú lokálny prenos tepla presne tam, kde je to najviac potrebné.
Hadovité a vŕtané kanály
Hadovité kanály nútia chladiacu kvapalinu prúdiť po kľukatej dráhe, čím sa zvyšuje jej kontaktný čas pre lepšiu rovnomernosť teploty po celej doske. Vŕtané priečne kanály sú jednoduchšou a lacnejšou možnosťou, ale ponúkajú obmedzený výkon a sú dnes menej bežné v náročných aplikáciách.
Úloha výroby
Moderné CNC obrábané prietokové kanály umožňujú tieto komplexné geometrie s presnosťou. V PTSMAKE dokážeme vytvoriť zložité kolíkové rebrá alebo mikrokanály, ktoré sú nemožné staršími metódami, ako je odlievanie. Táto flexibilita výroby je kľúčová pre dosiahnutie optimálnej optimalizácie poklesu tlaku v chladiacej doske.
Výber geometrie kanálov chladiacej dosky zahŕňa kritický kompromis. Mikrokanály maximalizujú povrchovú plochu, kolíkové rebrá vytvárajú turbulencie pre horúce miesta a hadovité dráhy zlepšujú rovnomernosť. Optimálna voľba vyvažuje tepelný výkon proti hydraulickej penalizácii, čo je výkon umožnený presným CNC obrábaním.
Hybridná výroba chladiacich dosiek — Keď CNC obrábanie plus spájkovanie prekoná čisto CNC
Pri navrhovaní vysokovýkonných chladiacich dosiek s kvapalinovým chladením nie je vždy riešením jeden blok kovu. Hoci plne CNC obrábané chladiace dosky sú vynikajúce pre mnohé aplikácie, majú fyzické obmedzenia. Hybridný prístup kombinujúci CNC obrábanie s spájkovaním odomyká vynikajúci tepelný výkon.
Prekonávanie obmedzení nástrojov
Primárnym obmedzením monolitického (jednodielneho) dizajnu je dosah a priemer frézy. Hlboké, úzke alebo komplexné vnútorné kanály je často nemožné obrábať z pevného bloku. Tu vyniká dvojdielny, hybridný dizajn.
Príbeh dvoch metód
Hybridná metóda vytvára komplexné vnútorné geometrie obrábaním dvoch samostatných dosiek a ich následným spojením. To umožňuje funkcie, ktoré by inak boli nemožné, optimalizujúc dráhu prúdenia pre odvod tepla v vákuovo spájkovanej chladiacej doske.
| Funkcia | Plne CNC (Monolitické) | CNC + Spájkovanie (Hybridné) |
|---|---|---|
| Zložitosť kanálov | Nízka až stredne vysoká | Vysoká až veľmi vysoká |
| Hĺbka kanála | Obmedzené dosahom nástroja | Prakticky neobmedzené |
| Hrúbka steny | Hrubšie (štrukturálne) | Tenšie (optimalizované) |
| Sloboda dizajnu | Obmedzené | Výrazne rozšírené |
Táto metóda je kľúčovou súčasťou našej výrobnej stratégie v PTSMAKE, čo nám umožňuje dodávať riešenia prispôsobené špecifickým tepelným výzvam.
Proces pre CNC obrábanú a spájkovanú chladiacu dosku začína dvoma samostatnými doskami. Do základnej dosky obrábame zložitú sieť kanálov a potom obrábame plochú kryciu dosku. Toto predbežné obrábanie zaisťuje dokonalé, bezmedzerové spojenie, ktoré je kľúčové pre úspešné spojenie.
Proces spájania
Tieto dve komponenty sú potom spojené pomocou špecializovaného procesu. Vákuové spájkovanie je najbežnejšou metódou, ktorá vytvára silné, nepriepustné tesnenie v kontrolovanom prostredí. Tým sa zabráni oxidácii a zabezpečí sa integrita konečnej zostavy, čo je životne dôležité pre všetky chladiace dosky s kvapalinovým chladením.
Pokročilé alternatívy
Pre ešte náročnejšie aplikácie využívame aj iné techniky spájania. Chladiaca doska zváraná trením s miešaním ponúka zvar v pevnom stave s vynikajúcou pevnosťou. Používame tiež Difúzne spájanie4, proces, ktorý spája materiály na molekulárnej úrovni pod vysokým tlakom a teplotou bez tavenia.
Naša investícia do týchto pokročilých montážnych postupov, spolu s našimi rozsiahlymi CNC schopnosťami, nám umožňuje poskytovať optimálne výrobné riešenie. Toto porovnanie metód výroby chladiacich dosiek zaisťuje, že vždy prispôsobíme proces vašim požiadavkám na výkon, rozpočet a materiál.
Pre vysokovýkonné chladiace dosky s kvapalinovým chladením hybridný prístup CNC plus spájkovanie často prekonáva všetky metódy len s CNC. Odomyká zložité vnútorné geometrie pre vynikajúce tepelné riadenie, čo dokazuje, že najinteligentnejšie výrobné riešenie kombinuje to najlepšie z rôznych technológií pre optimálne výsledky.
Prečo CNC obrábanie poskytuje lepšiu rovinnosť chladiacich dosiek než akýkoľvek iný proces
V vysokovýkonnej elektronike nie je rovinnosť chladiacej dosky s kvapalinovým chladením len špecifikáciou; je kritickým faktorom výkonu. Nerovný montážny povrch vytvára mikroskopické medzery medzi chladiacou doskou a zdrojom tepla. Tieto medzery, vyplnené tepelne vodivým materiálom (TIM), pôsobia ako izolátory.
Problém s nedokonalou rovinnosťou
Aj malá medzera výrazne zvyšuje tepelný odpor, čím bráni prenosu tepla. Preto je tolerancia rovinnosti chladiacej dosky taká dôležitá. CNC obrábanie dôsledne dosahuje vynikajúcu rovinnosť, priamo zlepšuje tepelnú účinnosť a zaisťuje, že vaše komponenty zostanú chladné aj pri zaťažení.
Porovnanie výrobných procesov
Rôzne metódy prinášajú výrazne odlišné výsledky pre rovinnosť.
| Výrobný proces | Typická tolerancia rovinnosti | Vplyv na výkon |
|---|---|---|
| CNC obrábanie | 0.01 mm alebo lepšie | Minimálna medzera TIM, optimálny prenos tepla |
| Odlievanie / Skiving | 0.05 mm – 0.1 mm | Väčšia medzera TIM, zvýšený tepelný odpor |
| Vytláčanie | > 0.1 mm | Výrazná strata výkonu, nevhodné pre priamu montáž |
Ako vidíte, CNC obrábanie poskytuje jasnú výhodu pre chladiace dosky s kvapalinovým chladením.

Kritická úloha TIM a povrchovej úpravy
Hlavným problémom s medzerou v materiáli tepelného rozhrania (TIM) v chladiacej doske je jeho nízka tepelná vodivosť v porovnaní s kovom. Rovinnosť 0,05 mm si vyžaduje hrubšiu vrstvu TIM na vyplnenie medzery, čo zachytáva teplo. Rovinnosť povrchu opracovaného CNC strojom 0,01 mm minimalizuje túto medzeru.
Kvantifikácia zvýšenia výkonu
Naše testy s klientmi ukazujú, že tento rozdiel nie je zanedbateľný. Zmenšenie medzery vedie k zlepšeniu prenosu tepla na rozhraní o 10-15%. Pre čipy s vysokou hustotou výkonu to môže byť rozdiel medzi stabilnou prevádzkou a tepelným obmedzením (thermal throttling), čo priamo ovplyvňuje spoľahlivosť konečného produktu.
Okrem rovinnosti: Dôležitosť Ra
Povrchová úprava je rovnako dôležitá. Hladký povrch, ako je Ra 0,4 μm, na ktorý sa zameriavame v PTSMAKE, umožňuje TIM rozprestrieť sa do tenkej, rovnomernej vrstvy bez vzduchových bublín. Tento optimálny kontakt je kľúčovou súčasťou rovnice. Tu vstupuje do hry veda o Povrchovej metrológii5 ktorá sa stáva životne dôležitou vo výrobe.
CNC obrábanie je jediný proces, ktorý spoľahlivo poskytuje prísnu toleranciu rovinnosti aj jemnú povrchovú úpravu potrebnú pre moderné chladiace dosky s kvapalinovým chladením. Je to presná, kontrolovateľná metóda, ktorá eliminuje dohady o výkone.
V PTSMAKE používame pokročilé CNC techniky na zabezpečenie toho, aby každá chladiaca doska s kvapalinovým chladením spĺňala prísne špecifikácie rovinnosti a povrchovej úpravy. Táto presnosť je nevyhnutná pre maximalizáciu tepelného výkonu a zabezpečenie spoľahlivosti elektronických systémov vysokej hodnoty našich klientov.
Skived vs. CNC obrábané chladiace dosky — Aký je skutočný rozdiel?
Pri výrobe chladiacich dosiek s kvapalinovým chladením je metóda vytvárania rebier kritická. Dva bežné procesy sú skiving (odrezávanie) a CNC obrábanie. Voľba medzi nimi priamo ovplyvňuje výkon, náklady a slobodu dizajnu. Skiving je rýchly proces ideálny pre jednoduché, paralelné usporiadanie rebier.
Kľúčové výrobné rozdiely
Skiving odrezáva tenké rebrá z pevného bloku kovu. Naopak, CNC frézovanie presne odrezáva materiál, aby vytvorilo kanály. Tento zásadný rozdiel určuje geometrické možnosti pre váš dizajn.
Vhodnosť procesu
| Funkcia | Skiving (Preťahovanie) | CNC obrábanie |
|---|---|---|
| Geometria | Jednoduché, paralelné lamely | Komplexné, nelineárne kanály |
| Rýchlosť | Rýchle pre jednoduché dizajny | Pomalšie, orientované na detaily |
| Funkcie | Obmedzené na priechodné kanály | Integrované rozdeľovače, porty |
| Najlepšie pre | Vysokoobjemové, jednoduché dosky | Vlastné, vysokovýkonné návrhy |
Tento rozdiel je kľúčový pri rozhodovaní medzi skived a CNC chladiacou doskou.

Skiving, čo je forma preťahovania6, vytvára rebrá tlačením špeciálneho rezného nástroja cez kovový blok. Táto metóda je neuveriteľne efektívna na výrobu rovných, jednotných rebier. Jej hlavným obmedzením je však jej jednosmerná povaha. Týmto procesom môžete vytvárať iba paralelné rebrá.
Keď je CNC obrábanie nevyhnutné
CNC obrábanie poskytuje oveľa väčšiu flexibilitu dizajnu. V PTSMAKE často odporúčame CNC pre chladiace dosky s kvapalinovým chladením, ktoré vyžadujú komplexné funkcie. Napríklad, ak váš dizajn zahŕňa nelineárne kanály na zacielenie konkrétnych horúcich miest, integrované funkcie rozdeľovača alebo závitové porty, CNC je jedinou životaschopnou možnosťou. CNC frézovaná chladiaca doska oproti dizajnu s rebrovaním umožňuje zóny s viacerými hĺbkami, čo môže optimalizovať prietok chladiacej kvapaliny a prenos tepla.
Úvahy o výkone
Zatiaľ čo preťahovaný chladič je nákladovo efektívny, jeho výkon je obmedzený jeho jednoduchou geometriou. Pre pokročilé aplikácie, kde záleží na každom stupni, presnosť CNC obrábanej chladiacej dosky zaisťuje plné splnenie zámeru dizajnu, čím sa maximalizuje tepelná účinnosť. Schopnosť vytvárať zložité vnútorné štruktúry je významnou výhodou.
Stručne povedané, skiving ponúka rýchlosť a nákladovú efektívnosť pre jednoduché, vysokoobjemové návrhy. Avšak pre komplexné alebo vysokovýkonné chladiace dosky s kvapalinovým chladením, ktoré vyžadujú zložité geometrie a integrované funkcie, je CNC obrábanie nadradenou a často nevyhnutnou výrobnou metódou.
Rovinnosť, drsnosť a rovnobežnosť — Tri metriky kvality povrchu, ktoré definujú výkon chladiacej dosky
Pre chladiace dosky s kvapalinovým chladením závisí optimálny výkon od kvality montážnej plochy. Tri geometrické parametre sú absolútne kritické: rovinnosť, drsnosť povrchu a rovnobežnosť.
Základ prenosu tepla
Tieto metriky priamo ovplyvňujú vrstvu tepelne vodivého materiálu (TIM) medzi chladiacou doskou a zdrojom tepla. Nedokonalý povrch si vynucuje hrubšiu vrstvu TIM, čo dramaticky zvyšuje tepelný odpor a znižuje účinnosť chladenia.
Prečo záleží na každom mikróne
Kontrola týchto vlastností nie je len o výkone, ale aj o spoľahlivosti. Nerovné povrchy môžu počas montáže vytvárať mechanické napätie, čo môže potenciálne poškodiť citlivé elektronické komponenty. Precízne obrábanie je kľúčom k dosiahnutiu požadovanej integrity povrchu.

Na dosiahnutie vynikajúceho tepelného výkonu musíme precízne kontrolovať tieto tri vzájomne súvisiace povrchové charakteristiky. Každá z nich hrá odlišnú úlohu pri minimalizácii tepelného odporu a zabezpečení mechanickej stability pre akúkoľvek zostavu chladiacej dosky s kvapalinovým chladením.
Plochosť
Špecifikácia rovinnosti chladiacej dosky definuje, ako veľmi sa povrch odchyľuje od dokonalej matematickej roviny. Vysoká odchýlka vytvára rozsiahle medzery, ktoré si vyžadujú hrubú vrstvu TIM na ich vyplnenie. Používame súradnicový merací stroj (CMM) pre procesy kontroly rovinnosti chladiacej dosky CMM, aby sme zabezpečili, že rovinnosť je typicky udržiavaná v rozmedzí 0,001 palca na palec.
Drsnosť povrchu
Toto meria jemnejšie vrcholy a údolia na povrchu. Kontrolovaná drsnosť povrchu kontaktnej plochy chladiacej dosky umožňuje TIM rozprestrieť sa tenko a rovnomerne. Často používame profilometer7 na meranie tohto, pričom cieľová hodnota Ra je medzi 0,8 a 1,6 μm pre väčšinu aplikácií.
Paralelnosť
Prísna tolerancia rovnobežnosti chladiacej dosky zaisťuje, že montážna plocha je dokonale rovnobežná so základňou. To zaručuje rovnomerný prítlak po celej súčiastke, čím sa predchádza lokalizovanému namáhaniu a zabezpečuje sa konzistentná hrúbka spojovacej vrstvy TIM.
| Metrické | Primárny vplyv | Metóda merania |
|---|---|---|
| Plochosť | Hrúbka spojovacej vrstvy TIM | CMM |
| Drsnosť | Zmáčanie a priľnavosť TIM | Profilometer |
| Paralelnosť | Upínacie napätie a rovnomernosť | CMM |
Ovládanie rovinnosti, drsnosti a rovnobežnosti je základom pre vysokovýkonné chladiace dosky s kvapalinovým chladením. Tieto vlastnosti priamo riadia tepelný odpor a mechanickú stabilitu, čím zaisťujú, že vaše komponenty budú pracovať chladne a spoľahlivo pod zaťažením.
Dizajn fluidného portu, drážky pre O-krúžok a závitovej vložky — Správne pripojenie
Výkon chladiacej dosky je v konečnom dôsledku určený jej pripojeniami. Únik môže ohroziť celý systém, preto je robustný dizajn fluidného portu nevyhnutný. Výber správneho typu portu je prvým kritickým rozhodnutím v každom projekte chladiacich dosiek s kvapalinovým chladením, aby sa zabezpečilo bezpečné, nepriepustné tesnenie.
Pochopenie typov závitov portov
Najbežnejšie typy závitov slúžia na rôzne účely. Výber nesprávneho je častou príčinou zlyhania. Často radíme klientom, ktorý štandard najlepšie vyhovuje potrebám ich aplikácie z hľadiska tlaku, vibrácií a údržby. Prevencia úniku z chladiacej dosky začína tu.
Bežné závitové štandardy
| Typ vlákna | Metóda tesnenia | Bežné aplikácie |
|---|---|---|
| NPT | Kužeľové závity | Priemyselná fluidná technika |
| G / BSPP | Tesnenie alebo O-krúžok | Nízkotlakové systémy |
| SAE J1926 | O-krúžok | Vysokotlaková hydraulika |
Správny dizajn portu pre kvapalinu chladiacej dosky zaisťuje dlhodobú spoľahlivosť. Voľba závisí výlučne od prevádzkových požiadaviek systému. Pre prostredia s vysokými vibráciami je port s O-krúžkovým tesnením, ako je SAE, často spoľahlivejšou voľbou než pripojenie chladiacej dosky so závitom NPT.

Okrem závitov je kritická aj samotná drážka O-krúžku. Jej geometria určuje účinnosť a životnosť tesnenia. Dva primárne dizajny, rybinový a obdĺžnikový, ponúkajú rôzne výhody pre drážku O-krúžku chladiacej dosky. Rybinová drážka pomáha udržať O-krúžok počas montáže, čo je užitočné.
Úvahy o drážke O-krúžku a vložkách
Avšak obrábanie rybinovej drážky je zložitejšie a môže zvýšiť náklady. Štandardná obdĺžniková drážka je často dostatočná, ak sú montážne postupy kontrolované. Materiálna Durometer8 je tiež kľúčovým faktorom pri výpočte správnej kompresie pre trvalé tesnenie.
Možnosti závitových vložiek
Pri práci s mäkšími materiálmi, ako je hliník, sú závitové vložky nevyhnutné na zabránenie strhnutiu závitu. Vložky s kľúčovým zámkom poskytujú vynikajúcu odolnosť voči krútiacemu momentu v porovnaní s drôtenými vložkami, ako sú Heli-Coils, čo ich robí ideálnymi pre spoje, ktoré sa často montujú a demontujú.
V PTSMAKE nám naše pokročilé možnosti CNC obrábania umožňujú integrovať tieto presné porty, drážky pre O-krúžky a prípravy pre vložky priamo do tela chladiacej dosky. Táto jednodielna konštrukcia eliminuje potenciálne miesta úniku z sekundárnych operácií, čím výrazne zvyšuje spoľahlivosť chladiacich dosiek s kvapalinovým chladením.
Správne vyhotovenie kvapalinových spojení je základom výkonu. Starostlivý výber typov závitov, presný dizajn drážok pre O-krúžky a vhodné závitové vložky sú nevyhnutné pre vytvorenie spoľahlivej, nepriepustnej chladiacej dosky, ktorá chráni citlivé elektronické komponenty pred poškodením.
Prototypovanie chladiacich dosiek na CNC — Prečo sú nulové náklady na nástroje dôležité pre iteráciu dizajnu
Pri vývoji vlastných chladiacich dosiek s kvapalinovým chladením je najväčšou výhodou CNC obrábania eliminácia nákladov na nástroje. Tradičné metódy ako tlakové liatie alebo razenie vyžadujú drahé formy a pevné upínacie prípravky. Tieto nástroje pridávajú značné počiatočné investície a dodacie lehoty, kým vôbec uvidíte jediný diel.
Výhoda CNC: Rýchlosť a flexibilita
S CNC môžeme obrábať prototyp priamo z pevného bloku hliníka alebo medi. Tento prístup k výrobe chladiacich dosiek bez nástrojov znamená, že prvý kus môže byť hotový už za 5-7 dní. Zmeny sú jednoduché softvérové úpravy, nie drahé modifikácie foriem.
Porovnanie nákladov na prvý pohľad
Táto tabuľka ilustruje rozdiely v počiatočnom nastavení. Hlavným záverom je, že CNC sa vyhýba vysokej vstupnej bariére spojenej s tradičným nástrojovým vybavením, čo umožňuje oveľa agilnejší cyklus prototypovania DFM chladiacich dosiek.
| Funkcia | CNC obrábanie | Odlievanie pod tlakom |
|---|---|---|
| Náklady na nástroje | $0 | Môže presiahnuť tisíce na dutinu |
| Počiatočný čas realizácie | 5-7 dní | 6-10 týždňov |
| Typ upínacieho prípravku | Základné upínanie obrobku | Vlastné pevné nástroje |
| Náklady na zmenu dizajnu | Minimálne (Programovanie) | Vysoké (Prepracovanie nástrojov) |
Tento zjednodušený proces je ideálny na rýchle dodanie funkčných prototypov do rúk inžinierov.
Odomykanie rýchlej iterácie dizajnu
Skutočná sila procesu prototypovania CNC chladiacej dosky sa prejaví počas validácie dizajnu. Tepelný inžinier môže testovať viaceré geometrie vnútorných kanálov v rámci jedného prototypovacieho cyklu. To umožňuje empirické testovanie na nájdenie optimálnej rovnováhy medzi prietokom chladiacej kvapaliny a tepelným výkonom.
Iteratívna slučka
S CNC je iterácia priamočiara. Inžinier môže požiadať o diel s hadovitým kanálom, otestovať ho a potom požiadať o ďalší s paralelným kanálovým dizajnom. Keďže náklady sú viazané len na čas stroja a programovanie, táto rýchla iterácia chladiacej dosky je neuveriteľne nákladovo efektívna.
Porovnanie iteratívnych cyklov
Tento prístup je pri odlievaní takmer nemožný. Vytvorenie nového nástroja na tlakové liatie pre každú variantu dizajnu je finančne neúnosné a pomalé. V PTSMAKE pomáhame inžinierom využiť túto flexibilitu na zdokonalenie ich návrhov na základe reálnych testovacích údajov, čím zabezpečujeme, že konečný produkt Koeficient prenosu tepla9 spĺňa špecifikácie.
| Aspekt | CNC prototypovanie | Prototypovanie tlakovým liatím |
|---|---|---|
| Testovanie viacerých návrhov | Realizovateľné v jednom cykle | Vyžaduje viacero drahých nástrojov |
| Čas na iteráciu | Dni | Týždne alebo mesiace |
| Náklady na iteráciu | Nízke (Programovanie + Materiál) | Veľmi vysoké (Nové nástroje) |
| Sloboda dizajnu | Vysoká | Obmedzené nástrojovými obmedzeniami |
V konečnom dôsledku, CNC obrábanie znižuje riziko vývojového procesu pre chladiace dosky s kvapalinovým chladením.
CNC obrábanie odstraňuje významnú bariéru nákladov na nástroje a oneskorení. To umožňuje rýchle, cenovo dostupné a flexibilné prototypovanie, čo inžinierom umožňuje testovať a validovať viaceré návrhy pre chladiace dosky s kvapalinovým chladením bez masívnych investícií vyžadovaných tradičnými výrobnými metódami.
Od jednorazového prototypu k výrobe — Škálavanie chladiacich dosiek bez prepracovania nástrojov
Škálavanie chladiacich dosiek s kvapalinovým chladením z jednej jednotky na tisíce nemusí zahŕňať drahé nástroje. Cesta od prototypu chladiacej dosky k výrobe by mala byť bezproblémová. Pri CNC obrábaní je proces definovaný flexibilitou, nie počiatočnou investíciou do foriem alebo razníc.
Naša cesta škálovania
V PTSMAKE máme jasný, trojstupňový proces. Táto štruktúra umožňuje našim klientom validovať návrhy s prototypmi predtým, ako sa zaviažu k väčším objemom. Poskytuje predvídateľný časový plán a štruktúru nákladov s rastúcim dopytom.
| Etapa | Množstvo | Typický čas realizácie |
|---|---|---|
| Prototyp | 5-50 ks | 3–5 pracovných dní |
| Nízkoobjemové | 50-1 000 ks | 1-2 týždne |
| Veľkoobjemové | 1 000+ ks | 3-4 týždne |
Tento model dokonale podporuje výrobu na požiadanie.

Hlavnou výhodou škálovateľnosti CNC chladiacich dosiek je absencia nákladov na nástroje. Na rozdiel od vstrekovania alebo tlakového liatia nie ste viazaní na dizajn formou v hodnote niekoľkých tisíc dolárov. To umožňuje iterácie dizajnu aj po počiatočných výrobných sériách bez finančnej sankcie.
Sila kapacity, nie foriem
Ako škálujeme? Je to jednoduché: vyčleníme viac strojového času. Pre prototyp sa môžu použiť jeden alebo dva CNC stroje. Pre veľkoobjemové objednávky CNC chladiacich dosiek môžeme vyhradiť bunku strojov na súbežné spracovanie dielov. Samotný výrobný proces zostáva identický.
To zaisťuje, že desiaty diel je identický s desaťtisícim. Udržiavanie tejto konzistencie je kľúčové. Vysoká Opakovateľnosť10 presnosť CNC obrábania znamená, že tepelný výkon a mechanické prispôsobenie sú konzistentné v celom objeme výroby. Toto je úroveň zabezpečenia kvality, s ktorou môžu mať metódy založené na nástrojoch problémy, keďže formy sa časom opotrebúvajú.
Pre podniky to znižuje riziko celého uvedenia produktu na trh. Môžete vstúpiť na trh s nízkobjemovou výrobou chladiacich platní a zvýšiť produkciu len vtedy, keď to podporia údaje o predaji. Tým sa vaše výrobné náklady priamo zosúladia s príjmami.
CNC obrábanie ponúka flexibilnú cestu bez nástrojov na škálovanie výroby chladiacich platní. Táto metóda vám umožňuje prejsť od prototypu k veľkoobjemovým objednávkam jednoduchým pridaním kapacity strojov, čím sa zabezpečí konzistencia a zabráni sa veľkým počiatočným investíciám.
Certifikácie materiálov a sledovateľnosť — Čo vyžadujú OEM výrobcovia dátových centier od dodávateľov chladiacich dosiek
Pre výrobcov OEM dátových centier nie sú certifikácie materiálov pre chladiace platne s kvapalinovým chladením len papierovaním. Sú nevyhnutné na zabezpečenie výkonu, spoľahlivosti a súladu s predpismi. Úplná sledovateľnosť je základným očakávaním, najmä ak komponenty musia spĺňať prísne tepelné a mechanické špecifikácie.
Kľúčové dokumenty sledovateľnosti
Výrobcovia OEM často vyžadujú kompletný balík dokumentácie. Ten potvrdzuje pôvod, zloženie a vlastnosti materiálu. Eliminuje dohady a zabezpečuje, že každá časť spĺňa zámer návrhu. Zlyhanie kvality materiálu môže ohroziť celý chladiaci systém.
Správy o skúškach z mlyna (MTR)
MTR je základný dokument. Poskytuje súhrn fyzikálnych a chemických vlastností materiálu priamo z mlyna, ktorý ho vyrobil.
| Typ dokumentu | Poskytuje | Účel |
|---|---|---|
| Správa o skúške mlyna (MTR) | Materiálový mlyn | Certifikuje chemické/mechanické vlastnosti |
| Certifikát o zhode | Dodávateľ CNC | Potvrdzuje, že diel spĺňa špecifikácie |
| Dokumenty o zhode (RoHS/REACH) | Materiálový mlyn/Dodávateľ | Overuje súlad s environmentálnymi predpismi |
Pochopenie certifikácií EN 10204
Pre projekty s prísnymi požiadavkami, najmä na európskych trhoch, sú certifikáty EN 10204 kľúčové. Poskytujú rôzne úrovne overenia. Certifikát typu 3.1 je overený autorizovaným zástupcom výrobcu, nezávisle od výrobného oddelenia. Certifikát typu 3.2 pridáva ďalšiu úroveň, vyžadujúcu overenie inšpekčnou agentúrou tretej strany.
Chemické a mechanické overenie
Často vykonávame nezávislé overenie, aby sme zabezpečili úplnú zhodu. To zahŕňa použitie metód ako napríklad Spektrometria11 na potvrdenie chemického zloženia materiálov ako je meď C11000. Tým sa zabezpečí úplná sledovateľnosť medi C11000. Podobne sa testujú mechanické vlastnosti, aby sa zaručilo, že materiál odolá prevádzkovým namáhaniam.
| Typ certifikátu | Overovanie | Bežný prípad použitia |
|---|---|---|
| EN 10204 3.1 | Inšpektor výrobcu | Štandardné priemyselné aplikácie |
| EN 10204 3.2 | Inšpektor tretej strany | Kritické komponenty (letectvo, obrana) |
Zhoda s RoHS a REACH
Okrem výkonu sú environmentálne predpisy neodškriepiteľné. Zhoda s RoHS aj REACH je povinná pre prístup na trh v mnohých regiónoch. Ako váš dodávateľ CNC zabezpečujeme, aby všetky hliníkové a medené zliatiny používané v chladiacich doskách s kvapalinovým chladením boli plne v súlade, pričom ku každej šarži poskytujeme potrebnú dokumentáciu.
Úplná sledovateľnosť materiálu je základom pre vysokovýkonné chladiace dosky s kvapalinovým chladením. Od správ o skúškach z valcovne po certifikáty EN 10204 a súlad s RoHS, táto dokumentácia poskytuje zabezpečenie kvality, ktoré vyžadujú výrobcovia OEM dátových centier na zabezpečenie spoľahlivosti systému a dodržiavania predpisov.
Dizajn chladiacich dosiek pre výrobnú schopnosť — Ako ušetriť náklady bez obetovania tepelného výkonu
Pri navrhovaní chladiacich dosiek s kvapalinovým chladením môžu malé rozhodnutia viesť k veľkým nárastom nákladov. Zameranie sa na dizajn pre výrobu (DFM) je kľúčové. Zabezpečuje, že váš dizajn je efektívny na výrobu bez toho, aby to poškodilo jeho tepelné vlastnosti. Jednoduché prehliadnutia často zbytočne nafúknu konečnú cenu.
V PTSMAKE vedieme našich klientov týmito rozhodnutiami. Niekoľko kľúčových úprav vo fáze návrhu môže výrazne znížiť výrobné náklady. Tento prístup sa zameriava na praktickosť a vyhýba sa prehnanému inžinierstvu tam, kde neprináša žiadny skutočný úžitok. Pozrime sa na niektoré praktické pokyny DFM pre chladiace dosky.
Zjednodušte geometriu kanálov
Hlboké, úzke kanály sú bežným faktorom zvyšujúcim náklady pri CNC obrábaní. Obrábanie kanálov hlbších ako 50 mm si často vyžaduje špeciálne nástroje a pomalšie rezné rýchlosti, čo predlžuje čas obrábania. Používanie štandardných dĺžok fréz zjednodušuje proces a znižuje náklady.
Špecifikujte realistické tolerancie
Jedným z najjednoduchších spôsobov, ako ušetriť náklady, je špecifikovať dosiahnuteľné tolerancie. Zatiaľ čo tolerancia ±0,005 mm môže vyzerať dobre na papieri, často je zbytočná. Ak voľnejšia tolerancia ±0,02 mm funguje perfektne, zvoľte tú. Prísnejšie tolerancie si vyžadujú starostlivejšie nastavenia a kontrolu.
| Výber dizajnu | Nízkonákladový prístup | Prístup s vysokými nákladmi |
|---|---|---|
| Tolerancia | Špecifikujte funkčné tolerancie (napr. ±0,02 mm) | Zbytočne prísne (napr. ±0,005 mm) |
| Hĺbka kanála | < 50 mm (Štandardné nástroje) | > 50 mm (Špeciálne nástroje) |
| Veľkosť materiálu | Navrhujte pre štandardné rozmery tyčového materiálu | Vyžaduje na mieru rezané bloky surového materiálu |
| Funkcie | Integrujte montážne otvory do tela | Pridajte sekundárne operácie pre prvky |

Optimalizácia vášho návrhu spočíva v vyvážení výkonu a vyrobiteľnosti. Napríklad, navrhovanie dielov tak, aby zodpovedali štandardným rozmerom tyčového materiálu, minimalizuje plytvanie materiálom a potrebu dodatočných hrubovacích operácií. Tento jednoduchý krok je základným princípom pre akúkoľvek optimalizáciu nákladov na kvapalinové chladiace dosky. Každá zlá voľba návrhu postupne zvyšuje jednotkovú cenu.
Zvážte alternatívne výrobné metódy
Pre návrhy s veľmi komplexnými alebo hlbokými vnútornými kanálmi nemusí byť priame CNC obrábanie najekonomickejšou cestou. Tu prichádzajú do hry alternatívne metódy. Viacdielna konštrukcia s použitím Spájkovanie12 môže byť nákladovo efektívnejšie. To zahŕňa obrábanie jednoduchších komponentov a ich následné spájanie.
Integrácia funkcií
Ďalším kľúčovým aspektom vyrobiteľného dizajnu chladiacej dosky je integrácia funkcií. Vždy, keď je to možné, integrujte montážne otvory a ďalšie funkcie priamo do hlavného tela chladiacej dosky. Tým sa znižuje počet sekundárnych operácií, zjednodušuje sa výrobný tok a znižujú sa celkové náklady na diel. Je to priamy prínos pre efektivitu.
Inteligentné voľby DFM pre chladiace dosky s kvapalinovým chladením, ako je optimalizácia hĺbky kanálov, používanie realistických tolerancií a navrhovanie pre štandardné materiály, priamo znižujú náklady. Tieto úpravy zabezpečujú vyrobiteľnosť bez obetovania tepelného výkonu, ktorý je nevyhnutný pre vašu aplikáciu.
Hrúbka dosky, prehnutie a zvyškové napätie — Výzvy CNC obrábania, o ktorých nikto nehovorí
Obrábanie veľkých, tenkých komponentov, ako sú chladiace dosky s kvapalinovým chladením, predstavuje jedinečnú výzvu. Keď odoberáte materiál z jednej strany dosky s rozmermi napríklad 300 mm x 200 mm x 8 mm, nielenže režete kov; uvoľňujete zachytené zvyškové napätie. To spôsobuje prehnutie alebo deformáciu dosky.
Neviditeľný nepriateľ
Zvyškové napätie je uzamknuté v surovom materiáli z jeho výrobného procesu, ako je valcovanie alebo extrúzia. Jednoduché upnutie a obrábanie na konečné rozmery často vedie k dielu, ktorý sa deformuje hneď po uvoľnení z upínacieho prípravku. Toto je bežný bod zlyhania.
Problém rovnováhy
Dosiahnutie požadovanej rovinnosti po obrábaní nie je o sile; je to o kontrole. Kľúčom je systematicky riadiť uvoľňovanie napätia počas celej výrobnej sekvencie, nielen počas záverečného rezu.
| Výzva | Bežná mylná predstava |
|---|---|
| Deformácia dosky | Materiál je "zlý." |
| Strata rovinnosti | Silnejšie upnutie to napraví. |
| Nespoľahlivé výsledky | Stroj nie je dostatočne presný. |

V PTSMAKE riešime deformáciu tenkých chladiacich dosiek pri obrábaní osvedčenou, viacstupňovou stratégiou. Je to metodický prístup, ktorý rešpektuje vlastnosti materiálu namiesto boja proti nim. Ignorovanie tohto procesu vedie k vyradeným dielom a oneskoreným termínom, čo si naši klienti nemôžu dovoliť.
Naša trojstupňová stratégia obrábania
Najprv vykonáme hrubovanie. Dosku obrábame blízko jej konečného tvaru, ale na všetkých kritických povrchoch ponecháme dostatočný prídavok. Tento počiatočný krok odstráni väčšinu materiálu a uvoľní väčšinu vnútorného napätia. Doska sa v tejto fáze pravdepodobne zdeformuje, čo je očakávané.
Ďalej nasleduje žíhanie na uvoľnenie napätia. Hrubo opracovaný diel sa zahreje na špecifickú teplotu a potom sa pomaly ochladí. Tento tepelný cyklus preusporiada vnútornú štruktúru materiálu, uvoľní takmer všetko zostávajúce zvyškové napätie bez zmeny jeho mechanických vlastností. Je to kritický reset pre materiál.
Nakoniec vykonáme dokončovacie prechody. Keď je materiál stabilný, môžeme diel opracovať na jeho konečné rozmery a dosiahnuť prísne tolerancie rovinnosti. Vnútorné napätia spôsobené materiálom Anizotropia13 boli neutralizované.
Pokročilé upínanie pre presnosť
Spôsob, akým držíte diel, je rovnako dôležitý. Pri tenkých doskách môže tradičné upínanie zaviesť nové napätie a deformáciu.
| Metóda | Najlepší prípad použitia | Kľúčová výhoda |
|---|---|---|
| Vákuová upínacia doska | Záverečné dokončovacie operácie | Rovnomerné upínanie s nízkym tlakom |
| Obojstranná páska | Na brúsenom povrchu pre počiatočné operácie | Žiadne bočné svorky, ktoré by prekážali |
| Nízkoprofilové svorky | Hrubovacie fázy na hrubšom materiáli | Bezpečné uchytenie pre ťažké rezanie |
Dosiahnutie rovinnosti na tenkých komponentoch, ako sú chladiace platne pre kvapalinové chladenie, si vyžaduje viac než len presné rezanie. Vyžaduje si systematický proces, ktorý riadi napätie materiálu prostredníctvom hrubovania, tepelného žíhania a starostlivého dokončovania, spárovaný s vhodnými stratégiami upínania obrobku, aby sa zabránilo deformácii.
Vlastné prípadové štúdie chladiacich platní — Skutočné konfigurácie a ako boli obrábané
Teória poskytuje základ, ale príklady z reálneho sveta ukazujú, ako vlastné chladiace platne riešia špecifické tepelné výzvy. Vybral som niekoľko anonymizovaných projektov, aby som ilustroval rôzne prístupy k dizajnu a výrobe. Tieto prípady pokrývajú rozsah zložitosti a objemov výroby.
Každý projekt začal jedinečným problémom. Riešenia si vyžadovali rôzne materiály, stratégie obrábania a procesy kontroly kvality na splnenie výkonnostných cieľov.
| Prehľad prípadových štúdií | Aplikácia | Kľúčová funkcia | Primárny proces |
|---|---|---|---|
| Prípad 1 | Sieťový prepínač | Jednoduchý jeden kanál | 3-osové frézovanie |
| Prípad 2 | AI GPU | Medené mikrokanály | 5-osé frézovanie |
| Prípad 3 | Vysoko výkonný IGBT | Serpentínové kanály | CNC + vákuové spájkovanie |
| Prípad 4 | CDU serverového racku | Integrovaný rozdeľovač | 5-osové + vŕtanie |

Ponorme sa do detailov týchto príkladov zákazkových chladiacich platní. Najjednoduchším prípadom bola hliníková jednokanálová platňa pre prototyp sieťového prepínača. Zahŕňala priame 3-osové frézovanie. Dôraz bol kladený na rýchle dodanie pre funkčné testovanie, pričom základné kontroly tesnosti a tlaku potvrdili integritu.
Naopak, medená mikrokanálová chladiaca platňa pre GPU AI servera bola oveľa zložitejšia. Tento projekt obrábania chladiacej platne pre AI server vyžadoval 5-osové frézovanie na vytvorenie hustého Pin-fin14 poľa. Obrábanie medi s takýmito prísnymi toleranciami bez deformácie rebier je značná výzva. Použili sme špecializované nástroje a starostlivo kontrolované parametre rezania.
Dvojdielna spájkovaná konštrukcia
Pre vysokovýkonný IGBT modul sme vyrobili dvojdielnu spájkovanú zostavu. Jedna platňa bola CNC obrábaná so serpentínovými kanálmi a plochý kryt bol na ňu utesnený pomocou vákuového spájkovania. Tento proces vytvára nepriepustné, robustné spojenie, nevyhnutné pre vysokotlakové kvapalinové chladiace platne.
Hybrid s integrovaným rozdeľovačom
Hybridná chladiaca platňa pre serverový rack vyžadovala integrovaný rozdeľovač. Tento dizajn bol obrábaný z jedného bloku pomocou 5-osového frézovania v kombinácii s presne vŕtanými priečnymi kanálmi. Tým sa eliminovali potenciálne miesta úniku z armatúr, čím sa vytvoril vysoko spoľahlivý komponent pre hustý systém.
Tieto prípadové štúdie ukazujú, ako sú výrobné procesy prispôsobené špecifickým tepelným a mechanickým požiadavkám aplikácie, od jednoduchých prototypov po komplexné, vysokosériové výrobné diely.

Táto vlastnosť je kľúčová pre zabezpečenie spoľahlivosti tepelného rozhrania pri zmenách teploty. ↩
Pochopenie tohto konceptu pomáha pri špecifikácii presných požiadaviek na tepelný manažment pre vysokovýkonnú elektroniku. ↩
Tento pomer pomáha kvantifikovať výkon konvekčného prenosu tepla naprieč rôznymi návrhmi kvapalinových chladiacich platní. ↩
Preskúmajte, ako tento proces v pevnej fáze vytvára väzby na molekulárnej úrovni, nevyhnutné pre tepelné a štrukturálne aplikácie s vysokou integritou. ↩
Pochopte, ako meranie mikro-rozmerových povrchových prvkov priamo ovplyvňuje tepelný a mechanický výkon komponentov. ↩
Pochopenie tejto metódy rezania objasňuje geometrické limity skived rebier oproti viacosovým CNC frézovaním. ↩
Naučte sa, ako tento prístroj kvantifikuje textúru povrchu, čím zaisťuje, že diely spĺňajú kritické špecifikácie tepelného výkonu. ↩
Pochopenie tohto pomáha vybrať správny materiál O-krúžku pre optimálny tesniaci tlak a životnosť. ↩
Pochopenie tohto koeficientu je kľúčové pre optimalizáciu tepelného výkonu vo vašich návrhoch chladiacich dosiek s kvapalinovým chladením. ↩
Pochopte, ako opakovateľnosť zaisťuje konzistentnú kvalitu od prvého dielu po posledný, čo je kritický faktor pri škálovaní výroby. ↩
Naučte sa, ako táto analytická technika overuje čistotu a zloženie materiálu, čím zaisťuje kontrolu kvality v presnej výrobe. ↩
Pochopte, ako tento proces spájania umožňuje komplexné geometrie pre vysokovýkonné riešenia tepelného manažmentu. ↩
Pochopenie tejto vlastnosti pomáha predpovedať a kontrolovať správanie materiálu počas obrábania. ↩
Pochopenie dizajnu s kolíkovými rebrami pomáha optimalizovať tepelný výkon v kompaktných aplikáciách s vysokým odvodom tepla. ↩






