

Ваши серверные стойки с ИИ перегреваются, превышая возможности вашей системы охлаждения? Воздушное охлаждение достигло своего предела, а зазоры в термоинтерфейсе из-за плохой плоскостности поверхности незаметно обходятся вам в 10-15% тепловой производительности.
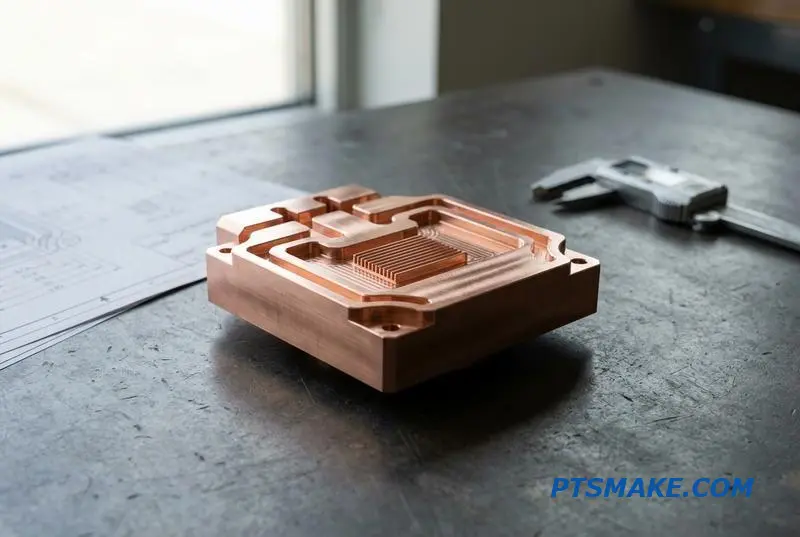
Изготовленные на заказ методом ЧПУ жидкостные охлаждающие пластины (холодные плиты) представляют собой прецизионно фрезерованные медные или алюминиевые теплообменники с внутренними проточными каналами, разработанные для прямого охлаждения чипов в центрах обработки данных с ИИ, высокопроизводительных вычислительных системах (HPC) и мощной электронике, требующих плоскостности менее 0,01 мм и сложных геометрий каналов.

В этом руководстве я расскажу вам обо всем, что я узнал о производстве холодных плит в PTSMAKE — от выбора материала и конструкции каналов до пайки, контроля плоскостности и реальных примеров производства. Давайте начнем.
Почему центры обработки данных с ИИ сталкиваются с тепловым барьером — и холодные плиты являются путем к спасению
Эра воздушного охлаждения для высокоплотных вычислений подходит к концу. Поскольку рабочие нагрузки ИИ доводят плотность стоек до более чем 80 кВт, традиционные методы оказываются неэффективными. Это не просто проблема будущего; это происходит уже сейчас. Тепловой барьер центров обработки данных для охлаждения ИИ является значительным препятствием для производительности.
Неизбежный переход
Мы наблюдаем четкую тенденцию. Недавний отчет S&P Global указывает, что 21% операторов центров обработки данных планируют переход на жидкостное охлаждение в течение этого года. Это подчеркивает срочность и реакцию отрасли на тенденцию внедрения холодных плит прямого контакта с чипом.
Динамика рынка
Рынок решений для жидкостного охлаждения отражает эту срочность. Прогнозы показывают значительный рост, обусловленный спросом на более эффективное управление тепловым режимом в средах ИИ и высокопроизводительных вычислений (HPC).
| Рыночный показатель | Прогнозируемый объем |
|---|---|
| Объем рынка в 2025 году | $4,68 миллиарда |
| CAGR | 18.6% |
Этот рост подчеркивает, что жидкостное охлаждение, особенно с использованием холодных плит, становится новым стандартом.

Основная проблема заключается не только в отводе большего количества тепла; она заключается в отводе его непосредственно от источника. Традиционное воздушное охлаждение с трудом справляется с концентрированным теплом, выделяемым современными графическими процессорами и процессорами. Это вопрос тепловой плотности, а не просто общей тепловой нагрузки. Именно здесь решения прямого контакта с чипом превосходят другие.
Почему прямой контакт с чипом необходим
Холодные плиты для жидкостного охлаждения обеспечивают прямой путь для отвода тепла. Прикрепляя заполненную жидкостью плиту к процессору, тепло передается гораздо эффективнее, чем через воздух. Это позволяет чипам работать на оптимальных уровнях производительности без троттлинга из-за чрезмерных температур.
Однако, реализация требует точности. Интерфейс между чипом и холодной пластиной критически важен. Плохое соединение, смещенные компоненты или материалы с несоответствующими Коэффициент теплового расширения1 могут скомпрометировать всю систему. Наша работа с клиентами показывает, что производственные допуски для этих пластин чрезвычайно жесткие.
Эффективность воздушного и жидкостного охлаждения
Эта таблица иллюстрирует фундаментальное различие в возможностях теплопередачи, основанное на наших внутренних испытаниях.
| Метод охлаждения | Эффективность теплопередачи | Пригодность по плотности мощности |
|---|---|---|
| Охлаждение воздуха | Низкий | Ниже 30 кВт/стойка |
| Жидкостное охлаждение | Высокий | Выше 80 кВт/стойка |
Переход на жидкостное охлаждение — это не просто обновление; это необходимая эволюция для раскрытия полного потенциала инфраструктуры ИИ.
Поскольку требования ИИ повышают плотность стоек, воздушное охлаждение становится нежизнеспособным. Прямое жидкостное охлаждение чипов, осуществляемое с помощью точно спроектированных холодных пластин, обеспечивает необходимое тепловое управление, делая его важной технологией для будущего высокопроизводительных вычислительных центров обработки данных.
Медные против алюминиевых холодных плит — Теплопроводность — это только половина истории
При выборе материала для холодных пластин жидкостного охлаждения все указывают на превосходную теплопроводность меди. Хотя это правда, сосредоточение только на этом показателе может привести к избыточному проектированию и дорогостоящему решению. Лучший выбор балансирует тепловые характеристики, вес и производственные затраты для вашего конкретного применения.
Свойства материалов с первого взгляда
Алюминий часто является практичной отправной точкой из-за его более низкой стоимости и веса. Медь — это премиальный выбор для экстремальных тепловых нагрузок, где производительность является единственным приоритетом. Решение не всегда очевидно.
| Недвижимость | Медь (C110) | Алюминий (6061) |
|---|---|---|
| Теплопроводность | ~400 Вт/мК | ~200 Вт/мК |
| Плотность | 8,9 г/см³ | 2,7 г/см³ |
| Относительная стоимость | Высокий | Низкий |
| Обрабатываемость | Ярмарка | Превосходно |
Когда выбирать каждый материал
Для большинства коммерческой электроники и промышленных систем алюминий обеспечивает достаточное охлаждение при значительно более низкой цене. Однако для таких применений, как высокомощные графические процессоры центров обработки данных или специализированные медицинские лазеры, превосходные тепловые характеристики медной холодной пластины являются бескомпромиссными.

Дискуссия об алюминиевом против медного жидкостного охлаждения выходит за рамки сухих цифр. В PTSMAKE мы часто помогаем клиентам с более тонким руководством по выбору материала холодной пластины. Обрабатываемость, например, напрямую влияет на конечную стоимость. Алюминий легче обрабатывать, что позволяет создавать более сложные внутренние структуры ребер без резкого увеличения цены.
За пределами одного материала: Гибридные конструкции
Мы обнаружили, что гибридные конструкции часто обеспечивают лучшее из обоих миров. Медное основание может быть встроено или припаяно к алюминиевому корпусу. Этот подход нацелен на высокую Тепловой поток2 область непосредственно под источником тепла с помощью меди, сохраняя при этом общую структуру легкой и экономичной.
Эта стратегия особенно эффективна для крупноформатных холодных пластин жидкостного охлаждения, где полностью медная конструкция была бы непомерно тяжелой и дорогой. Она позволяет достичь целевой производительности без перерасхода средств.
Рекомендации на основе применения
Вот простая разбивка, основанная на проектах, которыми мы занимались. Эта таблица помогает уточнить, какой материал обычно соответствует определенным тепловым требованиям.
| Приложение | Рекомендуемый материал | Обоснование |
|---|---|---|
| Бытовая электроника | Алюминий | Стоимость и вес являются основными факторами. |
| Промышленные силовые инверторы | Алюминий | Хороший баланс производительности и стоимости. |
| Высокопроизводительный игровой ПК | Медь или гибрид | Желательна максимальная производительность. |
| Графические процессоры для ИИ/ВПК (>700 Вт) | Медь | Требуется максимальная теплопроводность. |
В конечном итоге, выбор правильного материала для холодных пластин жидкостного охлаждения требует баланса между тепловой нагрузкой, бюджетом и весом. Медь обеспечивает пиковую производительность, но алюминий часто является более разумным и экономичным выбором для широкого спектра применений. Гибридные конструкции представляют собой отличный компромисс.
Микроканалы, штыревые ребра и змеевидные пути — Объяснение конструкции проточных каналов холодных плит
Выбор правильного внутреннего канала потока для холодных пластин жидкостного охлаждения имеет решающее значение. Это решение напрямую балансирует тепловую производительность с гидравлическими требованиями. Каждая конструкция предлагает уникальные преимущества, и их понимание помогает в создании эффективного решения для охлаждения для конкретных применений.
Ключевые проектные компромиссы
Основная задача — управление теплогидравлическим компромиссом. Увеличение площади поверхности или турбулентность жидкости улучшает теплопередачу, но также повышает перепад давления. Это требует более мощных и дорогостоящих насосов для поддержания потока, что влияет на общую эффективность системы.
Общие геометрии потока
Различные применения требуют разных стратегий. Высокая, равномерная тепловая нагрузка выигрывает от одной конструкции, в то время как концентрированные горячие точки требуют другой. Вот краткое сравнение наиболее распространенных внутренних геометрий, с которыми я работаю.
| Тип канала | Основное преимущество | Идеальное применение |
|---|---|---|
| Микроканалы | Большая площадь поверхности | Равномерный, высокий тепловой поток |
| Штифты | Вызывает турбулентность | Нацеливание на горячие точки |
| Змеевидные пути | Длительное время пребывания жидкости | Общая равномерность температуры |
| Сверленые каналы | Простое производство | Низкие требования к производительности |

Более глубокое изучение каждой геометрии выявляет ее специфические сильные и слабые стороны. Цель всегда состоит в максимизации отвода тепла при минимизации требуемой мощности насоса. Это тонкий баланс, который определяет эффективное проектирование холодных плит.
Прямые микроканалы
Для высоких, равномерно распределенных тепловых нагрузок я часто рекомендую конструкцию холодной плиты с микроканалами. Эти параллельные каналы создают огромную площадь поверхности для теплообмена. Однако эта плотная конфигурация приводит к значительному падению давления, которое необходимо учитывать при проектировании системы.
Массивы штифтовых ребер
При работе с локализованными горячими точками, например, под конкретным процессором, геометрия холодной плиты с игольчатыми ребрами превосходит другие. Ребра нарушают поток хладагента, создавая турбулентность, которая разрушает тепловой число Нуссельта3 и усиливает локальную теплопередачу именно там, где это больше всего необходимо.
Змеевидные и Сверленые Каналы
Змеевидные каналы заставляют хладагент двигаться по извилистому пути, увеличивая время его контакта для лучшей равномерности температуры по всей плите. Сверленые поперечные каналы являются более простым и дешевым вариантом, но предлагают ограниченную производительность и менее распространены в требовательных приложениях сегодня.
Роль Производства
Современные проточные каналы, обработанные на станках с ЧПУ, позволяют создавать эти сложные геометрии с высокой точностью. В PTSMAKE мы можем создавать сложные игольчатые ребра или микроканалы, которые невозможно получить с помощью старых методов, таких как литье. Эта гибкость производства является ключом к достижению оптимальной оптимизации падения давления в холодной плите.
Выбор геометрии каналов холодной плиты включает в себя критический компромисс. Микроканалы максимизируют площадь поверхности, игольчатые ребра создают турбулентность для горячих точек, а змеевидные пути улучшают равномерность. Оптимальный выбор балансирует тепловые характеристики с гидравлическими потерями, что стало возможным благодаря прецизионной обработке на станках с ЧПУ.
Гибридное производство холодных плит — Когда обработка на ЧПУ плюс пайка превосходит полностью ЧПУ
При проектировании высокопроизводительных холодных плит жидкостного охлаждения цельный металлический блок не всегда является решением. Хотя полностью обработанные на станках с ЧПУ холодные плиты отлично подходят для многих применений, они имеют физические ограничения. Гибридный подход, сочетающий обработку на станках с ЧПУ с пайкой, открывает превосходные тепловые характеристики.
Преодоление Ограничений Инструмента
Основным ограничением монолитной (цельной) конструкции является вылет и диаметр концевой фрезы. Глубокие, узкие или сложные внутренние каналы часто невозможно обработать из цельного блока. Именно здесь превосходит двухкомпонентная гибридная конструкция.
История Двух Методов
Гибридный метод создает сложные внутренние геометрии путем обработки двух отдельных пластин с последующим их соединением. Это позволяет создавать элементы, которые в противном случае были бы невозможны, оптимизируя путь потока для рассеивания тепла в холодной плите, паянной в вакууме.
| Характеристика | Полностью ЧПУ (Монолитный) | ЧПУ + Пайка (Гибридный) |
|---|---|---|
| Сложность Канала | От низкого до умеренного | От высокого до очень высокого |
| Глубина канала | Ограничено досягаемостью инструмента | Практически неограниченно |
| Толщина стенок | Толще (структурный) | Тоньше (оптимизированный) |
| Свобода дизайна | Ограниченный | Значительно расширено |
Этот метод является основной частью нашей производственной стратегии в PTSMAKE, позволяя нам предлагать решения, адаптированные к конкретным тепловым задачам.
Процесс изготовления холодной плиты, обработанной на станке с ЧПУ и спаянной, начинается с двух отдельных плит. Мы обрабатываем сложную сеть каналов в базовой плите, а затем обрабатываем плоскую покровную плиту. Эта предварительная обработка обеспечивает идеальное, беззазорное соединение, что критически важно для успешного скрепления.
Процесс соединения
Затем эти два компонента соединяются с использованием специализированного процесса. Вакуумная пайка является наиболее распространенным методом, создавая прочное, герметичное уплотнение в контролируемой среде. Это предотвращает окисление и обеспечивает целостность конечной сборки, что жизненно важно для всех холодных плит жидкостного охлаждения.
Расширенные альтернативы
Для еще более требовательных применений мы также используем другие методы соединения. Холодная плита, сваренная методом сварки трением с перемешиванием, обеспечивает твердотельную сварку с превосходной прочностью. Мы также используем Диффузионная сварка4, процесс, который соединяет материалы на молекулярном уровне под высоким давлением и температурой без плавления.
Наши инвестиции в эти передовые методы сборки, наряду с нашими обширными возможностями ЧПУ, позволяют нам предлагать оптимальное производственное решение. Это сравнение методов производства холодных плит гарантирует, что мы каждый раз подбираем процесс в соответствии с вашими требованиями к производительности, бюджету и материалам.
Для высокопроизводительных холодных плит жидкостного охлаждения гибридный подход ЧПУ-плюс-пайка часто превосходит все методы ЧПУ. Он открывает сложные внутренние геометрии для превосходного теплового управления, демонстрируя, что самое умное производственное решение сочетает в себе лучшее из различных технологий для достижения оптимальных результатов.
Почему обработка на ЧПУ обеспечивает лучшую плоскостность холодных плит, чем любой другой процесс
В высокопроизводительной электронике плоскостность жидкостного охлаждающего холодной плиты — это не просто спецификация; это критический фактор производительности. Неровная монтажная поверхность создает микроскопические зазоры между холодной плитой и источником тепла. Эти зазоры, заполненные термоинтерфейсным материалом (ТИМ), действуют как изоляторы.
Проблема с несовершенной плоскостностью
Даже небольшой зазор значительно увеличивает термическое сопротивление, препятствуя теплопередаче. Вот почему допуск плоскостности холодной плиты так важен. Обработка на станках с ЧПУ стабильно обеспечивает превосходную плоскостность, напрямую улучшая тепловую эффективность и гарантируя, что ваши компоненты остаются холодными под нагрузкой.
Сравнение производственных процессов
Различные методы дают совершенно разные результаты по плоскостности.
| Производственный процесс | Типичный допуск плоскостности | Влияние на производительность |
|---|---|---|
| Обработка с ЧПУ | 0.01 мм или лучше | Минимальный зазор ТИМ, оптимальная теплопередача |
| Литье / Скивинг | 0.05 мм – 0.1 мм | Больший зазор ТИМ, повышенное термическое сопротивление |
| Экструзия | > 0.1 мм | Значительная потеря производительности, непригодно для прямого монтажа |
Как вы можете видеть, обработка на станках с ЧПУ обеспечивает явное преимущество для жидкостных охлаждающих холодных плит.

Критическая роль ТИМ и чистоты поверхности
Основная проблема зазора термоинтерфейсного материала в холодной плите — его низкая теплопроводность по сравнению с металлом. Плоскостность 0,05 мм требует более толстого слоя ТИМ для заполнения пустоты, что задерживает тепло. Плоскостность поверхности 0,01 мм, обработанная на станке с ЧПУ, минимизирует этот зазор.
Количественная оценка прироста производительности
Наши тесты с клиентами показывают, что эта разница не является тривиальной. Уменьшение зазора приводит к улучшению теплопередачи на границе раздела на 10-15%. Для чипов с высокой плотностью мощности это может быть разницей между стабильной работой и тепловым троттлингом, что напрямую влияет на надежность конечного продукта.
За пределами плоскостности: Важность Ra
Чистота поверхности не менее важна. Гладкая поверхность, такая как Ra 0,4 мкм, которую мы достигаем в PTSMAKE, позволяет ТИМ распределяться тонким, равномерным слоем без воздушных карманов. Этот оптимальный контакт является ключевой частью уравнения. Именно здесь наука о Метрология поверхности5 становится жизненно важной в производстве.
Обработка на станках с ЧПУ — единственный процесс, который надежно обеспечивает как жесткий допуск на плоскостность, так и тонкую чистоту поверхности, необходимые для современных холодных плит жидкостного охлаждения. Это точный, контролируемый метод, который исключает догадки о производительности.
В PTSMAKE мы используем передовые методы ЧПУ для обеспечения соответствия каждой холодной плиты жидкостного охлаждения строгим спецификациям по плоскостности и чистоте поверхности. Эта точность необходима для максимизации тепловых характеристик и обеспечения надежности дорогостоящих электронных систем наших клиентов.
Скивированные против холодных плит, обработанных на ЧПУ — В чем реальная разница?
При производстве холодных плит жидкостного охлаждения метод создания ребер имеет решающее значение. Два распространенных процесса — это протяжка и обработка на станках с ЧПУ. Выбор между ними напрямую влияет на производительность, стоимость и свободу дизайна. Протяжка — это быстрый процесс, идеально подходящий для простых, параллельных массивов ребер.
Ключевые производственные различия
Протяжка срезает тонкие ребра с цельного металлического блока. В отличие от этого, фрезерование на станках с ЧПУ точно вырезает материал для формирования каналов. Это фундаментальное различие определяет геометрические возможности вашего дизайна.
Применимость процесса
| Характеристика | Протяжка (Броширование) | Обработка с ЧПУ |
|---|---|---|
| Геометрия | Простые, параллельные плавники | Сложные, нелинейные каналы |
| Скорость | Быстро для простых конструкций | Медленнее, ориентированный на детали |
| Характеристики | Ограничено сквозными каналами | Встроенные коллекторы, порты |
| Лучшее для | Большой объем, простые пластины | Индивидуальные, высокопроизводительные конструкции |
Это различие является ключевым при выборе между холодной пластиной с продольным фрезерованием и холодной пластиной с ЧПУ.

Продольное фрезерование, которое является формой протяжки6, создает ребра путем проталкивания специального режущего инструмента по металлическому блоку. Этот метод невероятно эффективен для производства прямых, однородных ребер. Однако его основное ограничение — это его однонаправленный характер. С помощью этого процесса можно создавать только параллельные ребра.
Когда обработка на ЧПУ необходима
Обработка на ЧПУ обеспечивает гораздо большую гибкость проектирования. В PTSMAKE мы часто рекомендуем ЧПУ для холодных пластин жидкостного охлаждения, требующих сложных функций. Например, если ваш дизайн включает нелинейные каналы для нацеливания на определенные горячие точки, встроенные функции коллектора или резьбовые порты, ЧПУ является единственным жизнеспособным вариантом. Холодная пластина, фрезерованная на ЧПУ, по сравнению с конструкцией с продольно фрезерованными ребрами, позволяет создавать зоны различной глубины, что может оптимизировать поток хладагента и теплопередачу.
Соображения по производительности
Хотя протяжной радиатор является экономически эффективным, его производительность ограничена его простой геометрией. Для передовых применений, где важен каждый градус, точность холодной пластины, обработанной на ЧПУ, гарантирует полную реализацию проектного замысла, максимизируя тепловую эффективность. Способность создавать сложные внутренние структуры является значительным преимуществом.
Короче говоря, продольное фрезерование обеспечивает скорость и экономичность для простых, крупносерийных конструкций. Однако для сложных или высокопроизводительных холодных пластин жидкостного охлаждения, требующих сложной геометрии и интегрированных функций, обработка на ЧПУ является превосходным и часто необходимым методом производства.
Плоскостность, шероховатость и параллельность — Три метрики качества поверхности, определяющие производительность холодных плит
Для холодных пластин жидкостного охлаждения оптимальная производительность зависит от качества монтажной поверхности. Три геометрических параметра абсолютно критичны: плоскостность, шероховатость поверхности и параллельность.
Основа теплопередачи
Эти показатели напрямую влияют на слой термоинтерфейсного материала (ТИМ) между холодной пластиной и источником тепла. Неидеальная поверхность требует более толстого слоя ТИМ, что значительно увеличивает термическое сопротивление и снижает эффективность охлаждения.
Почему важен каждый микрон
Контроль этих характеристик важен не только для производительности, но и для надежности. Неровные поверхности могут создавать механическое напряжение во время сборки, потенциально повреждая чувствительные электронные компоненты. Точная механическая обработка является ключом к достижению требуемой целостности поверхности.

Для достижения превосходных тепловых характеристик мы должны точно контролировать эти три взаимосвязанные характеристики поверхности. Каждая из них играет особую роль в минимизации теплового сопротивления и обеспечении механической стабильности для любой сборки холодной пластины жидкостного охлаждения.
Плоскость
Спецификация плоскостности холодной пластины определяет, насколько поверхность отклоняется от идеальной математической плоскости. Большое отклонение создает крупномасштабные зазоры, требующие толстого слоя ТИМ для их заполнения. Мы используем координатно-измерительную машину (КИМ) для процессов контроля холодных пластин КИМ, чтобы гарантировать, что плоскостность обычно выдерживается в пределах 0,001 дюйма на дюйм.
Шероховатость поверхности
Это измеряет более мелкие пики и впадины на поверхности. Контролируемая шероховатость контактной поверхности холодной пластины позволяет ТИМ распределяться тонким и равномерным слоем. Мы часто используем профилометр7 для измерения этого, стремясь к значению Ra от 0,8 до 1,6 мкм для большинства применений.
Параллелизм
Жесткий допуск параллельности холодной пластины гарантирует, что монтажная поверхность идеально параллельна основанию. Это обеспечивает равномерное прижимное давление по всему компоненту, предотвращая локализованное напряжение и обеспечивая постоянную толщину клеевого слоя ТИМ.
| Метрика | Первичное воздействие | Метод измерения |
|---|---|---|
| Плоскость | Толщина клеевого слоя ТИМ | CMM |
| Шероховатость | Смачивание и адгезия ТИМ | Профилометр |
| Параллелизм | Прижимное напряжение и равномерность | CMM |
Освоение плоскостности, шероховатости и параллельности является фундаментальным для высокопроизводительных холодных пластин жидкостного охлаждения. Эти качества напрямую определяют тепловое сопротивление и механическую стабильность, обеспечивая прохладную и надежную работу ваших компонентов под нагрузкой.
Конструкция порта для жидкости, канавки для уплотнительного кольца и резьбовой вставки — Правильное подключение
Производительность холодной пластины в конечном итоге определяется ее соединениями. Утечка может скомпрометировать всю систему, что делает надежную конструкцию жидкостного порта крайне важной. Выбор правильного типа порта является первым критическим решением в любом проекте холодных пластин жидкостного охлаждения для обеспечения надежного, герметичного уплотнения.
Понимание типов резьбы портов
Наиболее распространенные типы резьбы служат разным целям. Выбор неправильного типа часто является причиной отказа. Мы часто консультируем клиентов по выбору стандарта, который наилучшим образом соответствует требованиям их применения по давлению, вибрации и удобству обслуживания. Предотвращение утечек в холодных плитах начинается здесь.
Распространенные стандарты резьбы
| Тип резьбы | Метод герметизации | Общие приложения |
|---|---|---|
| NPT | Конические резьбы | Промышленная гидропневматика |
| G / BSPP | Прокладка или уплотнительное кольцо | Системы низкого давления |
| SAE J1926 | Уплотнительное кольцо | Гидравлика высокого давления |
Правильная конструкция портов для жидкости в холодной плите обеспечивает долгосрочную надежность. Выбор полностью зависит от эксплуатационных требований системы. Для сред с высокой вибрацией порт с уплотнительным кольцом, такой как SAE, часто является более надежным выбором, чем соединение холодной плиты с резьбой NPT.

Помимо резьбы, сама канавка для уплотнительного кольца имеет решающее значение. Ее геометрия определяет эффективность и долговечность уплотнения. Две основные конструкции, «ласточкин хвост» и прямоугольная, предлагают различные преимущества для холодной плиты с канавкой для уплотнительного кольца. Канавка типа «ласточкин хвост» помогает удерживать уплотнительное кольцо во время сборки, что полезно.
Соображения по канавкам для уплотнительных колец и вставкам
Однако обработка канавки типа «ласточкин хвост» сложнее и может увеличить затраты. Стандартная прямоугольная канавка часто достаточна, если процедуры сборки контролируются. Материал Дюрометр8 также является ключевым фактором при расчете правильного сжатия для долговечного уплотнения.
Варианты резьбовых вставок
При работе с более мягкими материалами, такими как алюминий, резьбовые вставки необходимы для предотвращения срыва резьбы. Вставки с фиксацией ключом обеспечивают превосходную устойчивость к крутящему моменту по сравнению с проволочными вставками, такими как Heli-Coils, что делает их идеальными для соединений, которые часто собираются и разбираются.
В PTSMAKE наши передовые возможности обработки на станках с ЧПУ позволяют нам интегрировать эти точные порты, канавки для уплотнительных колец и подготовку под вставки непосредственно в корпус холодной плиты. Эта цельная конструкция исключает потенциальные пути утечки, возникающие при вторичных операциях, значительно повышая надежность холодных плит жидкостного охлаждения.
Правильное выполнение жидкостных соединений является основополагающим для производительности. Тщательный выбор типов резьбы, точная конструкция канавок для уплотнительных колец и соответствующие резьбовые вставки являются обязательными условиями для создания надежной, герметичной холодной плиты, которая защищает чувствительные электронные компоненты от повреждений.
Прототипирование холодных плит на ЧПУ — Почему нулевая стоимость оснастки важна для итерации дизайна
При разработке индивидуальных холодных плит жидкостного охлаждения самым большим преимуществом обработки на станках с ЧПУ является устранение затрат на оснастку. Традиционные методы, такие как литье под давлением или штамповка, требуют дорогих форм и жестких приспособлений. Эти инструменты добавляют значительные первоначальные инвестиции и время выполнения заказа, прежде чем вы увидите хотя бы одну деталь.
Преимущество ЧПУ: Скорость и гибкость
С помощью ЧПУ мы можем изготовить прототип непосредственно из цельного блока алюминия или меди. Такой подход к производству холодных плит без оснастки означает, что первый образец может быть готов всего за 5-7 дней. Изменения представляют собой простые программные корректировки, а не дорогостоящие модификации форм.
Сравнение затрат с первого взгляда
Эта таблица иллюстрирует различия в первоначальной настройке. Основной вывод заключается в том, что ЧПУ позволяет избежать высокого барьера входа, связанного с традиционной оснасткой, обеспечивая гораздо более гибкий цикл прототипирования DFM холодных плит.
| Характеристика | Обработка с ЧПУ | Литье под давлением |
|---|---|---|
| Стоимость оснастки | $0 | Может превышать тысячи за полость |
| Первоначальное время выполнения заказа | 5-7 дней | 6-10 недель |
| Тип приспособления | Базовое крепление заготовки | Специальная жесткая оснастка |
| Стоимость изменения дизайна | Минимальная (программирование) | Высокая (переработка оснастки) |
Этот упрощенный процесс идеально подходит для быстрой передачи функциональных прототипов инженерам.
Обеспечение быстрой итерации дизайна
Истинная мощь процесса прототипирования холодной плиты с ЧПУ проявляется во время проверки дизайна. Инженер-теплотехник может протестировать несколько внутренних геометрий каналов в рамках одного цикла прототипирования. Это позволяет проводить эмпирические испытания для нахождения оптимального баланса между потоком хладагента и тепловыми характеристиками.
Цикл итераций
С ЧПУ итерация проста. Инженер может запросить деталь со змеевидным каналом, протестировать ее, а затем запросить другую с параллельным каналом. Поскольку стоимость привязана только к машинному времени и программированию, эта быстрая итерация холодной плиты невероятно экономична.
Сравнение циклов итераций
Этот подход почти невозможен при литье. Создание новой литейной формы для каждой вариации дизайна финансово непомерно и медленно. В PTSMAKE мы помогаем инженерам использовать эту гибкость для доработки своих проектов на основе реальных тестовых данных, гарантируя, что конечный продукт Коэффициент теплопередачи9 соответствует спецификациям.
| Аспект | Прототипирование на ЧПУ | Прототипирование литьем под давлением |
|---|---|---|
| Тестирование нескольких дизайнов | Возможно за один цикл | Требует нескольких дорогих инструментов |
| Время на итерацию | Дни | Недели или месяцы |
| Стоимость одной итерации | Низкая (Программирование + Материал) | Очень высокая (Новая оснастка) |
| Свобода дизайна | Высокий | Ограничено ограничениями оснастки |
В конечном итоге, обработка на станках с ЧПУ снижает риски в процессе разработки холодных пластин для жидкостного охлаждения.
Обработка на станках с ЧПУ устраняет значительный барьер в виде затрат на оснастку и задержек. Это обеспечивает быстрое, доступное и гибкое прототипирование, позволяя инженерам тестировать и проверять несколько конструкций холодных пластин для жидкостного охлаждения без огромных инвестиций, требуемых традиционными методами производства.
От единичного прототипа к производству — Масштабирование холодных плит без переоснастки
Масштабирование холодных пластин для жидкостного охлаждения от одной единицы до тысяч не обязательно должно включать дорогостоящую оснастку. Путь от прототипа холодной пластины до производства должен быть бесшовным. При обработке на станках с ЧПУ процесс определяется гибкостью, а не первоначальными инвестициями в формы или штампы.
Наш путь масштабирования
В PTSMAKE у нас есть четкий трехэтапный процесс. Эта структура позволяет нашим клиентам проверять конструкции с помощью прототипов, прежде чем переходить к большим объемам. Она обеспечивает предсказуемый график и структуру затрат по мере роста спроса.
| Сцена | Количество | Стандартное время выполнения заказа |
|---|---|---|
| Прототип | 5-50 шт. | 3-5 рабочих дней |
| Малые объемы | 50-1 000 шт. | 1-2 недели |
| Большой объем | 1 000+ шт. | 3-4 недели |
Эта модель идеально поддерживает производство по требованию.

Основное преимущество масштабируемости холодных пластин, изготовленных на станках с ЧПУ, заключается в отсутствии затрат на оснастку. В отличие от литья под давлением или литья в формы, вы не привязаны к дизайну многотысячной формой. Это позволяет вносить изменения в дизайн даже после первоначальных производственных циклов без финансовых потерь.
Сила мощности, а не форм
Как мы масштабируемся? Это просто: мы выделяем больше машинного времени. Для прототипа может использоваться одна или две машины с ЧПУ. Для крупносерийных заказов холодных пластин, изготовленных на станках с ЧПУ, мы можем выделить группу машин для одновременного производства деталей. Сам производственный процесс остается идентичным.
Это гарантирует, что десятая деталь идентична десятитысячной. Поддержание этой согласованности имеет решающее значение. Высокая Повторяемость10 точность обработки на станках с ЧПУ означает, что тепловые характеристики и механическая посадка остаются неизменными по всему объему производства. Это уровень обеспечения качества, с которым методы, основанные на оснастке, могут испытывать трудности по мере износа форм со временем.
Для компаний это снижает риски всего запуска продукта. Вы можете выйти на рынок с мелкосерийным производством холодных плит и наращивать производство только тогда, когда это подтверждается данными о продажах. Это напрямую связывает ваши производственные расходы с доходом.
Обработка на станках с ЧПУ предлагает гибкий, безинструментальный путь для масштабирования производства холодных плит. Этот метод позволяет переходить от прототипа к крупносерийным заказам, просто добавляя производственные мощности, обеспечивая при этом согласованность и избегая крупных первоначальных инвестиций.
Сертификация материалов и отслеживаемость — Что требуют OEM-производители центров обработки данных от поставщиков холодных плит
Для OEM-производителей центров обработки данных сертификация материалов для холодных плит жидкостного охлаждения — это не просто формальность. Они необходимы для обеспечения производительности, надежности и соответствия нормативным требованиям. Полная прослеживаемость является базовым ожиданием, особенно когда компоненты должны соответствовать строгим тепловым и механическим спецификациям.
Основные документы по прослеживаемости
OEM-производители часто требуют полный пакет документации. Это подтверждает происхождение, состав и свойства материала. Это исключает догадки и гарантирует, что каждая деталь соответствует проектному замыслу. Отказ в качестве материала может поставить под угрозу всю систему охлаждения.
Сертификаты качества (MTR)
MTR является основополагающим документом. Он содержит сводку физических и химических свойств материала непосредственно от завода-производителя.
| Тип документа | Предоставлено | Назначение |
|---|---|---|
| Протокол заводских испытаний (MTR) | Завод-производитель материала | Сертифицирует химические/механические свойства |
| Сертификат соответствия | Поставщик ЧПУ | Подтверждает соответствие детали спецификациям |
| Документы о соответствии (RoHS/REACH) | Завод-производитель/Поставщик материала | Проверяет соответствие экологическим нормам |
Понимание сертификатов EN 10204
Для проектов со строгими требованиями, особенно на европейских рынках, сертификаты EN 10204 имеют решающее значение. Они обеспечивают различные уровни проверки. Сертификат типа 3.1 подтверждается уполномоченным представителем производителя, независимо от производственного отдела. Сертификат типа 3.2 добавляет еще один уровень, требуя проверки сторонним инспекционным агентством.
Химическая и механическая проверка
Мы часто проводим независимую проверку для обеспечения полного соответствия. Это включает использование таких методов, как Спектрометрия11 для подтверждения химического состава таких материалов, как медь C11000. Это обеспечивает полную отслеживаемость меди C11000. Аналогично, механические свойства проверяются, чтобы гарантировать, что материал может выдерживать эксплуатационные нагрузки.
| Тип сертификата | Валидация | Общий пример использования |
|---|---|---|
| EN 10204 3.1 | Инспектор производителя | Стандартные промышленные применения |
| EN 10204 3.2 | Инспектор третьей стороны | Критические компоненты (аэрокосмическая отрасль, оборона) |
Соответствие RoHS и REACH
Помимо производительности, экологические нормы являются не подлежащими обсуждению. Соответствие RoHS и REACH является обязательным для доступа на рынок во многих регионах. Как ваш поставщик ЧПУ, мы гарантируем, что все алюминиевые и медные сплавы, используемые в холодных пластинах жидкостного охлаждения, полностью соответствуют требованиям, предоставляя необходимую документацию с каждой партией.
Полная отслеживаемость материалов является основополагающей для высокопроизводительных холодных пластин жидкостного охлаждения. От отчетов о заводских испытаниях до сертификатов EN 10204 и соответствия RoHS, эта документация обеспечивает гарантию качества, которую требуют OEM-производители центров обработки данных для обеспечения надежности системы и соблюдения нормативных требований.
Проектирование холодных плит для технологичности — Как сэкономить без ущерба для тепловой производительности
При проектировании холодных пластин жидкостного охлаждения небольшие решения могут привести к значительному увеличению затрат. Сосредоточение внимания на проектировании для технологичности (DFM) имеет решающее значение. Это гарантирует, что ваш дизайн будет эффективным в производстве, не ухудшая его тепловые характеристики. Простые недочеты часто неоправданно завышают конечную цену.
В PTSMAKE мы направляем наших клиентов в принятии этих решений. Несколько ключевых корректировок на этапе проектирования могут значительно снизить производственные затраты. Этот подход фокусируется на практичности и избегает избыточного проектирования там, где оно не приносит реальной пользы. Давайте рассмотрим некоторые практические рекомендации DFM для холодных пластин.
Упростите геометрию каналов
Глубокие, узкие каналы являются распространенным фактором затрат в ЧПУ-обработке. Обработка каналов глубиной более 50 мм часто требует специального инструмента и более низких скоростей резания, что увеличивает время обработки. Использование стандартных длин концевых фрез упрощает процесс и снижает затраты.
Указывайте реалистичные допуски
Один из самых простых способов сэкономить — это указывать достижимые допуски. Хотя допуск ±0,005 мм может хорошо выглядеть на бумаге, он часто излишен. Если более свободный допуск ±0,02 мм функционирует идеально, выберите его. Более жесткие допуски требуют более тщательной настройки и контроля.
| Выбор дизайна | Подход с низкими затратами | Высокозатратный подход |
|---|---|---|
| Толерантность | Указывайте функциональные допуски (например, ±0,02 мм) | Излишне жесткие (например, ±0,005 мм) |
| Глубина канала | < 50 мм (Стандартный инструмент) | > 50 мм (Специальный инструмент) |
| Размер материала | Проектируйте под стандартные размеры прутка | Требует блоков сырья, нарезанных по индивидуальному заказу |
| Характеристики | Интегрируйте монтажные отверстия в корпус | Добавляйте вторичные операции для элементов |

Оптимизация вашего дизайна заключается в балансе между производительностью и технологичностью. Например, проектирование деталей под стандартные размеры прутка минимизирует отходы материала и необходимость в дополнительных черновых операциях. Этот простой шаг является основным принципом для любой оптимизации затрат на пластины жидкостного охлаждения. Каждый неудачный выбор дизайна постепенно увеличивает стоимость единицы продукции.
Рассмотрите альтернативные методы производства
Для конструкций с очень сложными или глубокими внутренними каналами прямая ЧПУ-обработка может быть не самым экономичным путем. Именно здесь вступают в игру альтернативные методы. Многокомпонентная конструкция с использованием Пайка12 может быть более рентабельным. Это включает механическую обработку более простых компонентов с последующим их соединением.
Интеграция функций
Еще одним ключевым аспектом конструкции производимой холодной плиты является интеграция функций. По возможности интегрируйте монтажные отверстия и другие элементы непосредственно в основной корпус холодной плиты. Это уменьшает количество вторичных операций, упрощает производственный процесс и снижает общую стоимость детали. Это прямая выгода для эффективности.
Разумный выбор DFM для холодных плит жидкостного охлаждения, такой как оптимизация глубины каналов, использование реалистичных допусков и проектирование для стандартных материалов, напрямую снижает затраты. Эти корректировки обеспечивают технологичность без ущерба для тепловых характеристик, необходимых для вашего применения.
Толщина плиты, коробление и остаточное напряжение — Проблемы обработки на ЧПУ, о которых никто не говорит
Механическая обработка больших тонких компонентов, таких как холодные плиты жидкостного охлаждения, представляет собой уникальную проблему. Например, когда вы удаляете материал с одной стороны плиты размером 300 мм x 200 мм x 8 мм, вы не просто режете металл; вы высвобождаете запертые остаточные напряжения. Это приводит к изгибу или деформации плиты.
Невидимый враг
Остаточное напряжение заложено в сырье в процессе его производства, например, при прокатке или экструзии. Простое зажимание и механическая обработка до окончательных размеров часто приводит к тому, что деталь деформируется сразу после освобождения из приспособления. Это распространенная точка отказа.
Проблема баланса
Достижение требуемой плоскостности после механической обработки — это не вопрос силы; это вопрос контроля. Ключ к успеху — систематическое управление снятием напряжений на протяжении всей производственной последовательности, а не только во время окончательной резки.
| Вызов | Распространенное заблуждение |
|---|---|
| Деформация плиты | Материал "плохой"." |
| Потеря плоскостности | Более сильный зажим исправит это. |
| Непостоянные результаты | Станок недостаточно точен. |

У PTSMAKE мы боремся с короблением тонких холодных пластин при механической обработке с помощью проверенной многоэтапной стратегии. Это методичный подход, который учитывает свойства материала, а не борется с ними. Игнорирование этого процесса приводит к браку деталей и задержкам сроков, чего наши клиенты не могут себе позволить.
Наша трехэтапная стратегия механической обработки
Во-первых, мы выполняем черновую обработку. Мы обрабатываем пластину близко к ее окончательной форме, но оставляем достаточный припуск на всех критических поверхностях. Этот начальный этап удаляет основную массу материала и снимает большую часть внутренних напряжений. Пластина, вероятно, деформируется на этом этапе, что ожидаемо.
Далее следует отжиг для снятия напряжений. Черновая деталь нагревается до определенной температуры, а затем медленно охлаждается. Этот термический цикл перестраивает внутреннюю структуру материала, снимая почти все оставшиеся остаточные напряжения без изменения его механических свойств. Это критическая перезагрузка для материала.
Наконец, мы выполняем чистовые проходы. Теперь, когда материал стабилен, мы можем обработать деталь до ее окончательных размеров и достичь жестких допусков на плоскостность. Внутренние напряжения, вызванные материалом Анизотропия13 были нейтрализованы.
Усовершенствованные методы крепления для точности
То, как вы закрепляете деталь, не менее важно. Для тонких пластин традиционное зажимное крепление может вызвать новые напряжения и деформации.
| Метод | Лучший пример использования | Ключевое преимущество |
|---|---|---|
| Вакуумный патрон | Окончательные чистовые операции | Равномерное зажимное крепление с низким давлением |
| Двусторонний скотч | На шлифованной поверхности для начальных операций | Отсутствие боковых зажимов, которые могли бы мешать |
| Низкопрофильные зажимы | Черновые этапы на более толстом материале | Надежный зажим для тяжелой резки |
Достижение плоскостности на тонких компонентах, таких как холодные пластины жидкостного охлаждения, требует большего, чем просто точная резка. Это требует систематического процесса, который управляет напряжением материала посредством черновой обработки, термического отжига и тщательной чистовой обработки, в сочетании с соответствующими стратегиями крепления заготовки для предотвращения деформации.
Примеры использования кастомных холодных плит — Реальные конфигурации и как они были изготовлены
Теория обеспечивает основу, но реальные примеры показывают, как индивидуальные холодные пластины решают конкретные тепловые проблемы. Я выбрал несколько анонимизированных проектов, чтобы проиллюстрировать различные подходы к проектированию и производству. Эти случаи охватывают широкий спектр сложностей и объемов производства.
Каждый проект начинался с уникальной проблемы. Решения требовали различных материалов, стратегий обработки и процессов контроля качества для достижения целей производительности.
| Обзор тематических исследований | Приложение | Ключевая особенность | Первичный процесс |
|---|---|---|---|
| Случай 1 | Сетевой коммутатор | Простой одноканальный | 3-осевое фрезерование |
| Случай 2 | ИИ ГПУ | Медные микроканалы | 5-осевая фрезерная обработка |
| Случай 3 | High-Power IGBT | Змеевидные каналы | ЧПУ + Вакуумная пайка |
| Случай 4 | Блок распределения охлаждения для серверной стойки | Интегрированный коллектор | 5-осевая обработка + Сверление |

Давайте углубимся в детали этих примеров индивидуальных холодных плит. Самым простым случаем была алюминиевая одноканальная плита для прототипа сетевого коммутатора. Она включала простую 3-осевую фрезеровку. Основное внимание уделялось быстрой реализации для функционального тестирования, с базовыми проверками на герметичность и давление, подтверждающими целостность.
Напротив, медная микроканальная холодная плита для графического процессора AI-сервера была гораздо сложнее. Этот проект по механической обработке холодной плиты для AI-сервера требовал 5-осевой фрезеровки для создания плотного Штыревого оребрения14 массива. Обработка меди с такими жесткими допусками без деформации ребер является серьезной проблемой. Мы использовали специализированный инструмент и тщательно контролировали параметры резания.
Двухкомпонентная паяная конструкция
Для мощного модуля IGBT мы изготовили двухкомпонентную паяную сборку. Одна плита была обработана на станке с ЧПУ с серпантинными каналами, а плоская крышка была герметизирована поверх нее с использованием вакуумной пайки. Этот процесс создает герметичное, прочное соединение, необходимое для холодных плит жидкостного охлаждения высокого давления.
Гибридная с интегрированным коллектором
Гибридная холодная плита для серверной стойки требовала интегрированного коллектора. Эта конструкция была обработана из цельного блока с использованием 5-осевой фрезеровки в сочетании с точно просверленными поперечными каналами. Это устранило потенциальные точки утечки от фитингов, создав высоконадежный компонент для плотной системы.
Эти тематические исследования показывают, как производственные процессы адаптируются к конкретным тепловым и механическим требованиям применения, от простых прототипов до сложных, крупносерийных деталей.

Это свойство является ключевым для обеспечения надежности теплового интерфейса при изменениях температуры. ↩
Понимание этой концепции помогает в определении точных требований к тепловому менеджменту для мощной электроники. ↩
Это соотношение помогает количественно оценить эффективность конвективной теплопередачи для различных конструкций холодных плит жидкостного охлаждения. ↩
Изучите, как этот твердотельный процесс создает связи на молекулярном уровне, что важно для высоконадежных тепловых и структурных применений. ↩
Поймите, как измерение микромасштабных особенностей поверхности напрямую влияет на тепловые и механические характеристики компонентов. ↩
Понимание этого метода резки проясняет геометрические ограничения строганых ребер по сравнению с многоосевой фрезеровкой на станках с ЧПУ. ↩
Узнайте, как этот прибор количественно определяет текстуру поверхности, обеспечивая соответствие деталей критическим спецификациям тепловых характеристик. ↩
Понимание этого помогает выбрать правильный материал уплотнительного кольца для оптимального давления уплотнения и долговечности. ↩
Понимание этого коэффициента является ключом к оптимизации тепловых характеристик в ваших конструкциях холодных плит жидкостного охлаждения. ↩
Поймите, как повторяемость обеспечивает постоянное качество от первой детали до последней, что является критическим фактором при масштабировании производства. ↩
Узнайте, как этот метод анализа проверяет чистоту и состав материала, обеспечивая контроль качества в точном производстве. ↩
Поймите, как этот процесс соединения позволяет создавать сложные геометрии для высокопроизводительных решений по управлению тепловым режимом. ↩
Понимание этого свойства помогает прогнозировать и контролировать поведение материала во время механической обработки. ↩
Понимание конструкции штыревых ребер помогает оптимизировать тепловые характеристики в компактных приложениях с высокой теплоотдачей. ↩






