

هل تحتاج إلى عمود بقطر 4 مم يتم تثبيته بتحمل دقيق وبسرعة؟ ورش الخراطة القياسية ترفض، أو تقدم أسعارًا بأوقات تسليم طويلة، أو تسلم أجزاء تنحرف، وتصدر ضوضاء، وتفشل في المواصفات. يتأخر نموذجك الأولي أسابيع. ويتأخر تاريخ إطلاقك معه.
يحل التحويل السويسري مشكلة توريد الأجزاء الدقيقة الصغيرة باستخدام رأس آلة متحرك وجلبة توجيه لدعم الأجزاء النحيلة بالقرب من أداة القطع. يضمن هذا الإعداد تحملًا يبلغ ±0.005 مم، ويقوم بتشغيل النماذج الأولية في 2-5 أيام، ويتوسع إلى الإنتاج على نفس الآلة دون إعادة تأهيل.

لقد بنيت هذا الدليل من أسئلة حقيقية أتلقاها كل أسبوع. سترى لماذا يعمل التحويل السويسري لجزء واحد أو ألف جزء، وما هي الأشكال الهندسية التي تتطلب ذلك، وكيفية تصميم أجزاء تنتقل من النموذج الأولي إلى الإنتاج دون أي مشكلة في التفاوت. دعنا نتعمق.
لماذا يصعب الحصول على أجزائك الدقيقة الصغيرة - وكيف يغير التحويل السويسري ذلك
يعد الحصول على أجزاء صغيرة ومعقدة تحديًا شائعًا. أنت بحاجة إلى الدقة والسرعة، ولكن غالبًا ما تفشل طرق التدوير التقليدية. يمكن أن تؤدي هذه الفجوة إلى تأخيرات محبطة في المشروع وأجزاء لا تلبي المواصفات الحرجة، مما يؤثر على جدول الإنتاج بأكمله.
أتذكر شركة ناشئة في مجال الروبوتات واجهت تأخيرًا لمدة ثمانية أسابيع. لم يتمكن المخرطة التقليدية لموردها من الحفاظ على التفاوت المطلوب على عمود رفيع بقطر 4 مم. فشلت الأجزاء بشكل متكرر في الفحص، مما أوقف بناء نماذجهم الأولية. هذا مثال كلاسيكي على استخدام الأداة الخاطئة للمهمة.
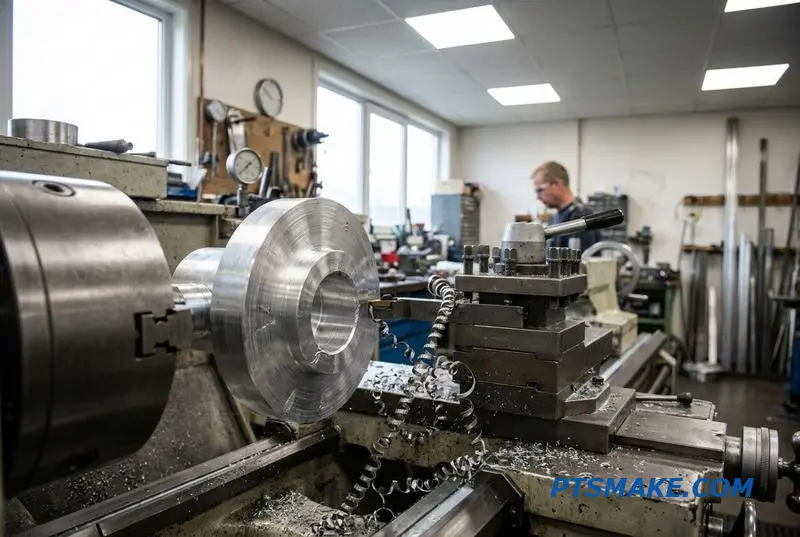
مشكلة المخرطة التقليدية
على المخرطة القياسية، تنحني الأجزاء الطويلة والرفيعة تحت ضغط الأداة، مما يفسد الدقة. تتطلب الميزات المعقدة أيضًا إعدادات متعددة، مما يضيف وقتًا ويزيد من احتمالية الخطأ مع كل عملية تثبيت جديدة. هذا يجعل الحصول على مكونات دقيقة صعبًا وغير موثوق به.
ميزة التدوير السويسري
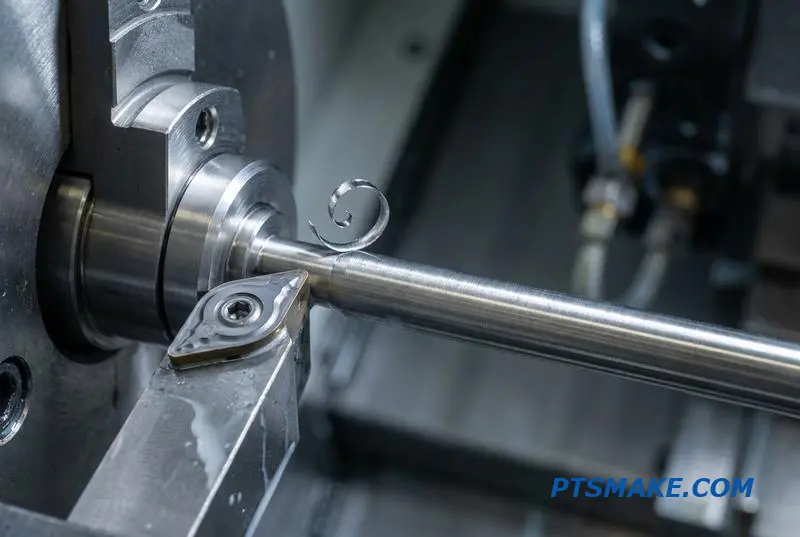
يوفر التدوير السويسري CNC حلاً فائقًا. يدعم تصميم رأس الانزلاق الفريد الخاص به المادة عند نقطة القطع، مما يحل المشكلات الأساسية للانحراف والصلابة. هذه الطريقة مصممة خصيصًا للتحديات التي لا تستطيع الآلات التقليدية التعامل معها بفعالية.

الفيزياء وراء فشل التشغيل الآلي
المشكلة الأساسية في التدوير التقليدي للأجزاء الصغيرة هي عدم الاستقرار المادي. عندما يكون طول الجزء أكبر بكثير من قطره، فإن القوة من أداة القطع تتسبب في انحنائه بعيدًا عن الأداة. تُعرف هذه الظاهرة باسم انحراف قطعة العمل1.
هذا الانحناء الصغير، الذي غالبًا ما يكون غير مرئي للعين، يكفي لإفساد التفاوتات الضيقة. ينتج عنه تفتيش، وتشطيبات سطحية سيئة، وفي النهاية، مكونات لا تعمل كما هو مقصود. كلما كان الجزء أطول وأرفع، أصبحت هذه المشكلة أكثر حدة.
العقبات الاقتصادية واللوجستية
إلى جانب الفيزياء، تقدم الطرق التقليدية تكاليف لوجستية. في كل مرة تتم فيها إزالة جزء معقد وتثبيته مرة أخرى لعملية جديدة، فإنه يضيف وقت العمل ويزيد من خطر الخطأ. يؤثر هذا عدم الكفاءة بشكل مباشر على تكلفة الوحدة الخاصة بك ويطيل أوقات التسليم بشكل كبير.
يقارن الجدول أدناه الاختلافات الرئيسية في كفاءة العملية بين هاتين الطريقتين.
| الميزة | الخراطة التقليدية | الخراطة باستخدام الحاسب الآلي السويسري |
|---|---|---|
| دعم قطعة العمل | عند الظرف، بعيدًا عن الأداة | عند جلبة التوجيه، بجوار الأداة |
| أجزاء نحيلة | خطر انحراف عالي | الحد الأدنى من الانحراف |
| ميزات معقدة | إعدادات متعددة مطلوبة | غالبًا ما تكتمل في إعداد واحد |
| التطبيق المثالي | أجزاء أقصر، ذات قطر أكبر | أجزاء طويلة، نحيلة، معقدة |
خدمات الخراطة السويسرية تلغي هذه المشكلات. من خلال التشغيل بالقرب من جلبة التوجيه، تكون العملية مستقرة ودقيقة وفعالة للغاية للأشكال الهندسية المعقدة، مما يقلل من معدلات الخردة والحاجة إلى إعدادات متعددة للآلات. في PTSMAKE، نستفيد من هذه التقنية لتقديم نتائج متسقة.
يعد الحصول على الأجزاء الصغيرة أمرًا صعبًا لأن المخارط التقليدية تسبب انحراف الأجزاء وتتطلب إعدادات متعددة. تحل الخراطة السويسرية CNC هذه المشكلة عن طريق دعم قطعة العمل مباشرة عند الأداة، مما يضمن دقة وكفاءة عالية للمكونات المعقدة والنحيلة، مما يوفر الوقت والمال.
النماذج الأولية على مخرطة سويسرية - أسرع مما تعتقد
يربط العديد من المهندسين المخارط السويسرية بالإنتاج بكميات كبيرة، لكنها فعالة بشكل مدهش للنماذج الأولية السريعة. الميزة الرئيسية هي إكمال الأجزاء المعقدة في إعداد واحد. تقلل هذه القدرة بشكل كبير من أوقات التسليم وتبسط عملية التصنيع.
ميزة الإعداد الواحد
تسمح الأدوات الحية بعمليات التفريز والحفر واللوي على نفس الآلة. هذا يلغي الحاجة إلى إعدادات ثانوية، مما يوفر الوقت ويقلل من خطر أخطاء تراكم التفاوتات بين العمليات.
الكفاءة في الدُفعات الصغيرة
قللت وحدات التحكم CNC الحديثة وأنظمة الكوليت سريعة التغيير بشكل كبير من أوقات التغيير. هذا يجعل تشغيل بضع قطع فقط مجديًا اقتصاديًا، مما يتحدى الاعتقاد القديم بأن الآلات السويسرية مخصصة فقط للتشغيلات الكبيرة.
| الميزة | التأثير على النماذج الأولية |
|---|---|
| الأدوات الحية | يلغي العمليات الثانوية |
| دليل دعم البطانة | دقة أعلى على الأجزاء النحيلة |
| تغيير سريع | يخفض التكلفة للكميات الصغيرة |
| مغزل فرعي | يكمل العمل الخلفي في دورة واحدة |

التصور بأن آلات السويسري معقدة للغاية للنماذج الأولية قد عفا عليها الزمن. في حين أن التكنولوجيا متقدمة، فإن الضوابط الحديثة تبسط البرمجة للدفعات الفردية أو ذات الحجم المنخفض. في PTSMAKE، نستفيد من هذا للنماذج الأولية الفعالة لآلات السويسري CNC، وتحويل التصاميم إلى أجزاء أسرع مما يتوقع الكثيرون.
مقارنة وقت التسليم
بالنسبة للكميات من 1-50 قطعة، فإن الفرق واضح. قد يستغرق الجزء المعقد عدة إعدادات على الآلات التقليدية، مما يطيل الجدول الزمني. مع تشغيل السويسري CNC، غالبًا ما نكمل هذه الأجزاء في عملية واحدة مستمرة. تقلل هذه العملية من التعامل واحتمالية الخطأ.
| الكمية | الخراطة التقليدية | الخراطة السويسرية |
|---|---|---|
| 1-10 قطع | من 5 إلى 10 أيام | 3-7 أيام |
| 11-50 قطعة | 10-15 يومًا | 7-12 يومًا |
حالة واقعية
عملنا مؤخرًا مع عميل في مجال الأجهزة الطبية على موصل جديد. باستخدام مخرطة السويسري الخاصة بنا، أنتجنا ثلاث تكرارات تصميم في عشرة أيام فقط. سمحت هذه السرعة لفريق الهندسة الخاص بهم باختبار وتأكيد تصميمهم بشكل أسرع بكثير مما كانوا يتوقعون. يتضمن التحكم الدقيق في هندسة الجزء أيضًا فهم عوامل مثل الترايبولوجي2 عند واجهة الأداة والقطعة.
يوفر التصنيع السويسري حلاً سريعًا ودقيقًا وفعالًا من حيث التكلفة بشكل مدهش للنماذج الأولية. إن قدرته على إنتاج أجزاء معقدة في إعداد واحد تجعله مثاليًا للتكرارات السريعة، مما يتحدى الرأي القديم بأنه مخصص فقط للإنتاج الضخم.
ما الذي يميز التحويل السويسري للتشغيلات منخفضة الحجم
يعتقد الكثيرون أن التصنيع السويسري مخصص فقط لعمليات الإنتاج الضخمة. ومع ذلك، فإن تصميمه الفريد يجعله فعالًا للغاية للمشاريع ذات الحجم المنخفض أيضًا. المفتاح هو قدرته على تشغيل الأجزاء بدقة وتعقيد فائقين في إعداد واحد.
ميزة الاستقرار
تقوم المخارط من النوع السويسري بتغذية المخزون عبر جلبة توجيه، مما يدعم المادة بجوار أداة القطع مباشرة. يقلل هذا التصميم من انحراف قطعة العمل، وهو أمر بالغ الأهمية للأجزاء الطويلة والنحيلة التي تتطلب تفاوتات دقيقة. إنه اختلاف أساسي عن التصنيع التقليدي.
كفاءة الإعداد الواحد
غالبًا ما تتميز هذه الآلات بأدوات حية ومغزل ثانوي. هذا يسمح بعمليات الطحن والحفر والتنصت بالحدوث جنبًا إلى جنب مع الخراطة. إن إنهاء جزء معقد في مرة واحدة يوفر وقتًا كبيرًا ويقلل من أخطاء المناولة.
| الميزة | الخراطة باستخدام الحاسب الآلي السويسري | الخراطة التقليدية باستخدام الحاسب الآلي بنظام التحكم الرقمي |
|---|---|---|
| دعم قطعة العمل | جلبة التوجيه تدعم المخزون بالقرب من الأداة | يمسك الظرف أحد طرفي المخزون |
| الأفضل لـ | أجزاء طويلة، نحيلة، معقدة | أجزاء أقصر، ذات قطر أكبر |
| العمليات الثانوية | غالبًا ما يتم التخلص منها عبر الأدوات الحية | مطلوب بشكل متكرر للميزات المعقدة |
| الدقة | تفاوتات دقيقة للغاية وصارمة | جيد، ولكن محدود على الأجزاء النحيلة |
هذا النهج المتكامل يجعل التصنيع السويسري باستخدام الحاسب الآلي منافسًا قويًا حتى للدفعة الأصغر حيث الدقة أمر بالغ الأهمية.
غالبًا ما يتركز الجدل ضد الآلات السويسرية للتصنيع باستخدام الحاسب الآلي بكميات صغيرة على وقت الإعداد. في حين أن الإعدادات يمكن أن تكون أكثر تعقيدًا، فإن هذا الرأي يتجاهل عوامل حاسمة لتوفير التكاليف التي تحول التوازن الاقتصادي بشكل كبير، خاصة بالنسبة للتشغيلات بين 50 و 1000 قطعة.
التغلب على انحراف المواد
البطانة الدليل هي الميزة المحددة. من خلال دعم المادة الخام على بعد مليمترات قليلة من أداة القطع، فإنها تقضي عمليًا على الانحراف. هذا يسمح لنا بالحفاظ على التفاوتات على المكونات الطويلة والرفيعة التي ستكون مستحيلة على المخرطة التقليدية دون إعدادات متعددة وأدوات مخصصة.
القضاء على العمليات الثانوية
الآلات السويسرية الحديثة مجهزة بقدرات متعددة المحاور وأدوات حية. هذا يعني أنه يمكننا إجراء الطحن، والحفر المتقاطع، واللوي على الجزء قبل قطعه. في PTSMAKE، ننتج أجزاء تخرج من الجهاز مكتملة تمامًا، متجاوزة الحاجة إلى خطوة طحن منفصلة. هذه الوظيفة المتعددة علم الحركة3 هو موفر كبير للتكاليف.
تحليل توفير التكاليف
دعنا نفصل كيف تترجم هذه المزايا التقنية إلى فوائد اقتصادية في تشغيل افتراضي مكون من 500 قطعة. قد تكون تكلفة الإعداد الأولية أعلى، لكن التكلفة الإجمالية لكل جزء تنخفض.
| عامل التكلفة | مخرطة تقليدية + مطحنة | الخراطة باستخدام الحاسب الآلي السويسري |
|---|---|---|
| تكلفة الإعداد | أقل (لكل آلة) | أعلى (آلة واحدة) |
| معدل الخردة | ~5-10% | ~1-2% |
| تكلفة العمليات الثانوية | وقت العمالة والآلة المضاف | $0 |
| التكلفة الإجمالية لكل جزء | أعلى | أقل |
كما يوضح الجدول، فإن الوفورات الناتجة عن تقليل الخردة والإلغاء الكامل لتكاليف العمليات الثانوية تعوض أكثر من وقت الإعداد الأولي الأطول، مما يجعل التحويل السويسري خيارًا أذكى.
تجعل دقة التحويل السويسري وقدراته على الإعداد الواحد فعالة من حيث التكلفة بشكل مدهش للتشغيلات منخفضة الحجم. من خلال إلغاء العمليات الثانوية وتقليل الخردة، فإنه يوفر تكلفة إجمالية أقل لكل جزء للمكونات المعقدة، مما يدحض الأسطورة القائلة بأنه مخصص فقط للإنتاج بكميات كبيرة.
خمسة أشكال هندسية للأجزاء تتطلب التحويل السويسري في مرحلة النموذج الأولي
عند إنشاء نماذج أولية لأجزاء معقدة، تدفع بعض الأشكال الهندسية التحويل التقليدي باستخدام الحاسب الآلي إلى ما وراء حدوده. لهذه التصميمات المحددة، لا يعد التحويل السويسري باستخدام الحاسب الآلي مجرد خيار أفضل؛ غالبًا ما يكون المسار الوحيد الممكن للنجاح. التحدي الأساسي مع الطرق التقليدية هو صلابة قطعة العمل، خاصة بالنسبة للأجزاء الطويلة أو الرقيقة.
العيب المتأصل في التحويل التقليدي
في المخرطة القياسية، يتم تثبيت قطعة العمل عند طرف واحد أو طرفين وتدور. تتحرك الأداة على طولها. بالنسبة للأجزاء الطويلة والرفيعة، تتسبب قوة القطع في انحناء أو اهتزاز منتصف الجزء. يؤدي هذا الانحراف إلى عدم دقة الأبعاد وتشطيبات سطحية سيئة.
لماذا يتفوق التحويل السويسري
يحل التحويل السويسري هذه المشكلة عن طريق تحريك قطعة العمل نفسها عبر جلبة توجيه. تتفاعل أداة القطع مع المادة مباشرة عند نقطة الدعم، مما يلغي الانحراف. هذه الطريقة مثالية لإنتاج أجزاء معقدة ونحيلة وعالية الدقة. نماذج أولية محولة سويسريًا.
| الميزة | الخراطة التقليدية | الخراطة باستخدام الحاسب الآلي السويسري |
|---|---|---|
| دعم قطعة العمل | مثبتة عند الأطراف | جلبة توجيه بالقرب من الأداة |
| حد نسبة الطول إلى القطر | عادةً < 5:1 | يمكن أن تتجاوز 20:1 |
| مخاطر الانحراف | عالية | الحد الأدنى |
| مثالي لـ | أجزاء أقصر وأكثر صلابة | مكونات طويلة ونحيلة |

بعض الأشكال الهندسية ببساطة غير ممكنة للنماذج الأولية بدون القدرات الفريدة للمخرطة من النوع السويسري. الدعم الذي توفره جلبة التوجيه هو العامل الحاسم، حيث يحول الأجزاء التي يصعب تصنيعها إلى واقع إنتاجي. إليك خمسة أشكال هندسية أرى فيها هذا المبدأ قيد التنفيذ باستمرار.
1. أعمدة طويلة ونحيلة
أي جزء بنسبة طول إلى قطر أكبر من 5:1 هو مرشح رئيسي. يسبب التحويل التقليدي اهتزازًا شديدًا للأداة وانحرافًا. احتاج عميل في مجال الأجهزة الطبية إلى مسبار بقطر 1.5 مم وطول 40 مم. على مخرطة قياسية، كان من المستحيل الحفاظ على التفاوت. مع التحويل السويسري، حافظنا على ±0.005 مم بسهولة.
2. مكونات أنبوبية رقيقة الجدران
تصنيع الأنابيب رقيقة الجدران أمر صعب لأنها تتشوه تحت الضغط. توفر جلبة التوجيه في الماكينة السويسرية دعمًا بزاوية 360 درجة، مما يمنع الانهيار. هذا أمر بالغ الأهمية لأجزاء مثل الأكمام الهيدروليكية أو أغلفة المستشعرات، حيث يكون سلامة الجدار أمرًا أساسيًا. إنه يلغي التمركزية و نفاد4 المشاكل التي تظهر مع إعدادات العمليات المتعددة.
3. أجزاء ذات ميزات لا مركزية
غالبًا ما تتطلب المكونات التي تحتاج إلى ثقوب غير مركزية أو أسطح مسطحة مطحونة عمليات متعددة على آلة التفريز والمخرطة، مما يؤدي إلى حدوث خطأ. يمكن للآلات السويسرية المزودة بأدوات حية ومحور C حفر هذه الميزات وتفريزها وتدويرها في عملية واحدة، مما يضمن المحاذاة المثالية ويوفر وقت إعداد كبير.
| تحدي الهندسة | وضع الفشل التقليدي | حل الدوران السويسري |
|---|---|---|
| أعمدة طويلة/نحيلة | الانحراف، الاهتزاز | دليل دعم البطانة |
| أنابيب رقيقة الجدران | التشوه، الانهيار | دعم مستمر للجزء |
| ميزات لا مركزية | تفاوتات مكدسة | تشغيل في إعداد واحد |
بالنسبة لهذه الأشكال الهندسية الصعبة، يعد الدوران السويسري هو الخيار النهائي للنماذج الأولية. فهو يخفف من حالات الفشل الشائعة مثل الانحراف والاهتزاز عن طريق دعم قطعة العمل مباشرة عند نقطة القطع، مما يضمن أن النموذج الأولي يعكس بدقة نية التصميم النهائية ووظيفتها.
اختيار المواد للنماذج الأولية والتشغيلات القصيرة بالتحويل السويسري
يعد اختيار المادة المناسبة للدوران السويسري أمرًا بالغ الأهمية، خاصة بالنسبة للنماذج الأولية والدفعات القصيرة. يؤثر القرار بشكل مباشر على سرعة التشغيل، وجودة السطح، وأداء الجزء النهائي. إنه توازن بين خصائص المادة والمتطلبات المحددة للمشروع.
العوامل الرئيسية في النماذج الأولية
بالنسبة للنماذج الأولية، غالبًا ما تكون السرعة وقابلية التشغيل لها الأولوية. يعتبر الألمنيوم 6061 خيارًا شائعًا لأنه يسمح بأوقات دورة سريعة جدًا وينتج تشطيبًا ممتازًا للسطح بأقل جهد. هذا يساعدنا على تسليم الأجزاء الوظيفية إليك بسرعة للاختبار.
المفاضلات الشائعة للمواد
عندما تكون المتانة مطلوبة، غالبًا ما ننظر إلى الفولاذ المقاوم للصدأ. ومع ذلك، فإن المقايضة هي أوقات دورة أطول وزيادة تآكل الأدوات مقارنة بالمعادن الأكثر ليونة. إليك مقارنة سريعة بناءً على اختبارات التشغيل الداخلية لدينا.
| المواد | سرعة التصنيع | مقاومة التآكل | التكلفة النسبية |
|---|---|---|---|
| ألومنيوم 6061 | سريع جداً | جيد | منخفضة |
| الفولاذ المقاوم للصدأ 303 | معتدل | ممتاز | متوسط |

عند اختيار مواد التشغيل السويسرية، يجب أن ننظر إلى ما هو أبعد من الخيارات الأكثر شيوعًا. تقدم كل مادة تحديات ومزايا فريدة تؤثر على كل من عملية التصنيع وملاءمة الجزء النهائي لتطبيقه المقصود.
توسيع لوحة المواد
معادن لاحتياجات محددة
يعتبر النحاس C360 بلا شك أسهل معدن للتشغيل، مما يجعله مثاليًا للمكونات مثل الموصلات الكهربائية حيث يكون الإنتاج عالي السرعة أمرًا أساسيًا. للتطبيقات عالية القوة وخفيفة الوزن، لا مثيل لدرجة التيتانيوم 5، على الرغم من أنها تتطلب تغذية أبطأ وأدوات متخصصة.
تشغيل البلاستيك المتقدم
البلاستيك مثل PEEK و Delrin رائع للأجزاء التي تم تشغيلها بالماكينات السويسرية ولكنه يتطلب استراتيجيات مختلفة لإدارة الرقائق. على عكس المعادن، يمكن أن تصبح رقائقها خيطية وتلتف حول الأدوات، لذلك نقوم بتعديل المعلمات لضمان قطع نظيفة. تتطلب هذه المواد أيضًا معالجة دقيقة لتجنب تباين الخواص5 التأثير على الاستقرار البعدي.
مصادر المواد وأوقات التسليم
بالنسبة للتشغيلات القصيرة، يعد توفر المواد مصدر قلق عملي. تتوفر الأحجام القياسية من الألومنيوم أو النحاس بسهولة، مما يقلل من أوقات التسليم. في المقابل، قد تحتاج الكميات الصغيرة من التيتانيوم المتخصص أو PEEK إلى طلب مخصص، مما يضيف وقتًا إلى الجدول الزمني للمشروع.
| التطبيق | المواد الموصى بها | الميزة الرئيسية |
|---|---|---|
| الفضاء الجوي | تيتانيوم درجة 5 | نسبة عالية من القوة إلى الوزن |
| الطب الباطني | الفولاذ المقاوم للصدأ 304، PEEK | التوافق الحيوي ومقاومة التآكل والتآكل |
| السيارات | ألومنيوم 6061 | خفيف الوزن، قابلية تشغيل ممتازة |
| الروبوتات | ديلرين، ألومنيوم 6061 | احتكاك منخفض، سلامة هيكلية |
يوازن الاختيار الصحيح للمواد لنماذج التحويل السويسري بين قابلية التشغيل ومتطلبات الأداء ووقت التسليم. هذا الاختيار أساسي لتحقيق أجزاء عالية الجودة وفعالة من حيث التكلفة تلبي مواصفات المشروع من التشغيل الأول.
توقعات التفاوت للأجزاء النموذجية المحولة سويسريًا
غالبًا ما يسألني المهندسون عن مدى التسامح الذي يمكنهم توقعه بشكل واقعي في النموذج الأولي الأول. مع التحويل السويسري CNC، غالبًا ما تكون الإجابة أفضل مما يعتقدون. يسمح تصميم الماكينة لنا بتحقيق دقة مستوى الإنتاج من البداية.
تفاوتات النماذج الأولية القياسية
بالنسبة لمعظم الأشكال الهندسية، يمكن تحقيق تفاوت قياسي يبلغ ±0.01 مم (0.0004 بوصة) بسهولة. بالنسبة للأجزاء التي يزيد طولها عن 100 مم، قد يتسع هذا قليلاً إلى ±0.02-0.05 مم بسبب عوامل المواد. ومع ذلك، هذه أرقام متحفظة للتشغيل الأول.
تحقيق دقة أعلى
عندما يتطلب المشروع ذلك، يمكننا ضبط العملية للحفاظ على ±0.005 مم (0.0002 بوصة) على الأقطار الحرجة. يتطلب هذا اختيارًا دقيقًا للمواد والتحكم في العملية.
| نوع الميزة | تفاوت النموذج الأولي القياسي | تفاوت الدقة العالية |
|---|---|---|
| الأقطار | ±0.01 مم (0.0004 بوصة) | ±0.005 مم (0.0002 بوصة) |
| الأطوال (>100 مم) | ±0.02 مم – ±0.05 مم | ±0.01 مم (يعتمد على العملية) |
| التركيز | 0.01 مم (0.0004 بوصة) | 0.005 مم (0.0002 بوصة) |

السبب الرئيسي وراء تطابق تفاوتات النماذج الأولية مع مواصفات الإنتاج هو التصميم الأساسي للمخرطة السويسرية. يتم دعم المادة بواسطة جلبة توجيه بجوار أداة القطع مباشرة. هذا الإعداد يلغي فعليًا الانحراف والاهتزاز، وهما مصدران رئيسيان لعدم الدقة في الخراطة التقليدية.
العوامل المؤثرة على النتائج الواقعية
حتى مع المعدات المتقدمة، تؤثر عدة عوامل على تفاوت الخراطة السويسرية النهائي. يساعد فهم هذه العوامل في وضع توقعات واقعية وتحسين التصميم للتصنيع. استقرار المادة أمر بالغ الأهمية؛ يمكن أن تتسبب الضغوط الداخلية في المخزون الخام في تشوه الأجزاء قليلاً بعد التشغيل الآلي.
اعتبارات المواد والأدوات
يمكن أن يتسبب تآكل الأداة، حتى أثناء تشغيل نموذج أولي قصير، في انحراف طفيف في الأبعاد. نحن نخفف من ذلك باستخدام أدوات ممتازة مطلية. المادة الليونة6 تلعب دورًا أيضًا. يمكن أن تكون المواد الأكثر ليونة أكثر صعوبة في التشغيل الآلي للحصول على تشطيب دقيق وتفاوت ضيق.
| العامل | التأثير على التسامح | استراتيجية التخفيف لدينا في PTSMAKE |
|---|---|---|
| الاستقرار المادي | يمكن أن تتسبب الضغوط الداخلية في تشوه ما بعد التشغيل الآلي. | نوصي بمصادر المواد المعالجة لتخفيف الإجهاد. |
| ارتداء الأدوات | يمكن أن تنحرف الأبعاد مع تبلد حافة القطع. | نستخدم أدوات مطلية عالية الجودة ونراقب التآكل. |
| التمدد الحراري | تؤثر التغيرات في درجات الحرارة في الورشة على حجم الآلة والجزء. | منشأتنا مكيفة الهواء لتحقيق الاستقرار. |
يمكن لنماذج الخراطة السويسرية الأولية أن تلبي تفاوتات الإنتاج لأن العملية مستقرة بطبيعتها. يضمن غياب إعادة التثبيت والدعم من جلبة التوجيه الاتساق من الجزء الأول إلى الأخير، مما يجعلها مثالية للتحقق من صحة التصاميم بدقة.
قدرات تشطيب السطح في التشغيلات القصيرة بالتحويل السويسري
في الإنتاج قصير المدى، يعد تحقيق تشطيب سطحي فائق أمرًا بالغ الأهمية. تتفوق الخراطة السويسرية بطبيعتها في هذا المجال، ويرجع ذلك إلى حد كبير إلى نظام جلبة التوجيه الخاص بها الذي يدعم قطعة العمل مباشرة عند أداة القطع. هذا يقلل من الاهتزاز والانحراف، مما يؤدي إلى تشطيب أكثر سلاسة باستمرار.
التشطيبات التشغيلية القياسية
بالنسبة لمعظم النماذج الأولية والأجزاء ذات الإنتاج المنخفض، فإن التشطيب القياسي كافٍ. مع الأدوات المناسبة وإدارة سائل التبريد، نحقق باستمرار نتائج ممتازة ضمن نطاق تشغيلي نموذجي. يلبي هذا المستوى الأساسي متطلبات مجموعة واسعة من التطبيقات.
التشطيبات عالية الدقة
عندما يتطلب المشروع سطحًا أدق، يمكن لآلات الخراطة السويسرية تحقيق ذلك. يمكن للأدوات المتخصصة، مثل أدوات المسح، أو العمليات الثانوية مثل التلميع، إنتاج أسطح ناعمة بشكل استثنائي. فيما يلي تفصيل لما يمكنك توقعه.
| مستوى التشطيب | قيمة Ra (ميكرومتر) | الطريقة | تطبيق مشترك |
|---|---|---|---|
| قياسي | 0.4 - 0.8 | أدوات وسوائل تبريد قياسية | المكونات الميكانيكية العامة، الأجزاء غير الجمالية |
| جيد | 0.2 – 0.4 | أدوات وسرعات محسّنة | أسطح الختم، الأجزاء المرئية الجمالية، تركيبات المحامل |
| تشبه المرآة | < 0.2 | أدوات المسح / عملية ثانوية | مكونات الأجهزة البصرية أو الطبية عالية الأداء |
توفر الآلات السويسرية ميزة واضحة لجودة السطح. دعم جلبة التوجيه بجوار الأداة مباشرة هو المفتاح. تخفف هذه الإعدادات بشكل كبير من الاهتزاز، وهو سبب رئيسي للتشطيبات الرديئة في الخراطة التقليدية، خاصة على الأجزاء الطويلة والنحيلة.
إدارة تحديات الإنتاج القصير
غالبًا ما تقدم التشغيلات القصيرة تحديات فريدة. يمكن أن تظهر علامات دخول الأداة عند بدء القطع للمادة. على الأجزاء ذات الميزات مثل المجاري أو الثقوب المتقاطعة، يمكن أن تسبب القطع المتقطع اهتزازًا. تساعد صلابة الآلة السويسرية والتحكم الدقيق في إدارة هذه المشكلات بفعالية.
تحديد التشطيبات على الرسومات
مشكلة شائعة أراها هي الإفراط في تحديد خشونة السطح7. طلب تشطيب مرآة حيث يكفي تشطيب قياسي يزيد التكاليف وأوقات التسليم دون إضافة قيمة وظيفية. بالنسبة للنماذج الأولية، من الأفضل تحديد التشطيب فقط على الأسطح الحرجة.
يوفر هذا الجدول دليلاً بسيطًا لتحديد التشطيبات على رسومات النماذج الأولية.
| المتطلبات | المواصفات الموصى بها | الأساس المنطقي |
|---|---|---|
| سطح غير حرج | اتركه غير محدد أو اكتب "كما تم تشكيله" | يتجنب التكاليف غير الضرورية للمناطق غير الوظيفية. |
| سطح اقتران أو إحكام | حدد Ra المطلوب، على سبيل المثال، "Ra 0.8" | يضمن الوظيفة الصحيحة دون معالجة مفرطة. |
| منطقة عالية التآكل | حدد Ra وربما عملية ثانوية | يضمن المتانة حيثما تكون الأكثر أهمية. |
| المظهر الجمالي | حدد Ra، على سبيل المثال، "Ra 0.4 على جميع الأسطح المرئية" | يوصل المتطلبات الجمالية بوضوح. |
يوفر التحويل السويسري تشطيبات سطحية استثنائية للدفعات القصيرة نظرًا لاستقراره المتأصل. المواصفات الصحيحة ضرورية لتحقيق التوازن بين الجودة والتكلفة. يضمن التحديد الواضح للمتطلبات على الأسطح الحرجة الأداء الوظيفي دون تكلفة غير ضرورية، وهو عامل رئيسي في النماذج الأولية والإنتاج بكميات صغيرة.
إعداد واحد، جزء واحد - كيف يبسط دمج الطحن السويسري النماذج الأولية
الميزة الأساسية للتحويل السويسري CNC للنماذج الأولية هي أدواته الحية المتكاملة. هذه الميزة تحول المخرطة إلى مركز تشغيل متعدد الوظائف، يتعامل مع الأجزاء المعقدة في عملية واحدة. هذه القدرة ضرورية للنماذج الأولية السريعة والدقيقة.
تبسيط الأشكال الهندسية المعقدة
يمكن للآلات السويسرية المزودة بأدوات حية إجراء التحويل، والطحن، والحفر، والتنصت دون إزالة الجزء. هذا يلغي عمليات الإعداد المتعددة، مما يوفر وقتًا كبيرًا ويقلل من خطر الأخطاء بين العمليات.
من النموذج الأولي إلى الإنتاج
يضمن نهج الإعداد الواحد هذا أن العملية المستخدمة للنموذج الأولي هي نفس العملية المستخدمة للإنتاج بالضبط. هذا الانتقال السلس هو فائدة رئيسية للتوسع.
| الميزة | التشغيل الآلي التقليدي | تكامل الطحن السويسري |
|---|---|---|
| إعدادات للجزء المعقد | 3-5 إعدادات | 1 إعداد |
| المهلة الزمنية | أسابيع | الأيام |
| اتساق التفاوت | أقل | أعلى |
| تكلفة العمالة | عالية | منخفضة |

تكمن القوة الحقيقية للآلات السويسرية في قدراتها متعددة المحاور. يمكن لإعداد أدوات حية أساسي بثلاثة محاور حفر ثقوب أو طحن أسطح مستوية على وجه الجزء أو قطره. ومع ذلك، تضيف آلة سويسرية بخمسة محاور طبقة أخرى من التعقيد والكفاءة.
أدوات حية بثلاثة محاور مقابل خمسة محاور
مع القدرة بخمسة محاور، يمكن للآلة إنشاء ميزات بزوايا وأشكال معقدة دون إعداد ثانوي. تخيل مكون جهاز طبي به ثقوب خارج المحور وفتحات بزوايا. على الآلات التقليدية، قد يتطلب هذا أربعة إعدادات منفصلة، مما يزيد من الوقت والتكلفة.
في PTSMAKE، نتعامل مع هذه الأجزاء في تشغيل واحد. هذا الدمج يتعلق بأكثر من مجرد السرعة. في كل مرة يتم فيها نقل الجزء وإعادة تثبيته، فإنك تخاطر بفقدان دقة الـ التاريخ8. من خلال الاحتفاظ بالجزء في آلة واحدة، نتخلص من تراكم التفاوتات من مثبتات متعددة.
تؤثر هذه العملية بشكل مباشر على دورة التطوير الخاصة بك. بدلاً من انتظار أسابيع للحصول على نموذج أولي مر عبر بائعين متعددين لعمليات ثانوية، تحصل على جزء مكتمل بشكل أسرع. الأجزاء الأسرع تعني اختبارًا أسرع، وتكرارات تصميم أسرع، ومسارًا أسرع إلى السوق. هذا هو جوهر الطحن السويسري الفعال.
يعمل الطحن السويسري المتكامل على تبسيط النماذج الأولية من خلال دمج عمليات تشغيل آلية متعددة في إعداد واحد. تقلل هذه الطريقة من أخطاء التفاوت، وتلغي الحاجة إلى بائعين ثانويين، وتسرع بشكل كبير دورات التكرار، مما يوفر مسارًا مباشرًا من النموذج الأولي إلى الإنتاج بدقة محسنة.
متى لا تستخدم التحويل السويسري للنماذج الأولية
يعتبر الخراطة السويسرية CNC ممتازة للأجزاء المعقدة والنحيلة. ومع ذلك، بالنسبة للنماذج الأولية، فهي ليست دائمًا الخيار الأفضل. معرفة قيودها توفر الوقت والمال. أنصح العملاء دائمًا بالنظر في الاحتياجات المحددة لنموذجهم الأولي قبل الالتزام بعملية.
أجزاء ذات أقطار كبيرة
تكمن القوة الأساسية للخراطة السويسرية في نظام البطانة الدليلي الخاص بها، والذي يدعم قطع العمل النحيلة. يقتصر هذا النظام عادةً على أقطار قضبان أصغر، غالبًا أقل من 32 مم. بالنسبة للنماذج الأولية الأكبر، فإن المخرطة التقليدية CNC أكثر كفاءة وفعالية من حيث التكلفة.
هندسة بسيطة
إذا كان نموذجك الأولي عبارة عن عمود بسيط أو يحتوي على ميزات أساسية، فإن تعقيد إعداد الآلة السويسرية مبالغ فيه. يمكن للمخرطة التقليدية إنتاج هذه الأجزاء بشكل أسرع وبتكلفة أقل، مما يجعلها خيارًا أفضل للتصميمات المباشرة.
| تعقيد الميزة | العملية الموصى بها | السبب |
|---|---|---|
| عالي (نحيل، معقد) | الخراطة باستخدام الحاسب الآلي السويسري | دعم فائق، دقة عالية |
| منخفض (أعمدة بسيطة، قطع أساسية) | مخرطة CNC تقليدية | إعداد أسرع، تكلفة أقل |
| قطر كبير (> 32 مم) | مخرطة CNC تقليدية | قيود سعة الماكينة |
فهم قيود الخراطة السويسرية هو مفتاح النماذج الأولية الفعالة. يتعلق الأمر باختيار الأداة المناسبة للمهمة. دفع آلة إلى ما وراء استخدامها المقصود يؤدي إلى تنازلات في الجودة والتكلفة ووقت التسليم، وهو أمر بالغ الأهمية بشكل خاص خلال مرحلة النماذج الأولية سريعة الوتيرة.
اعتبارات المواد والكمية
بعض المواد ليست مثالية للتحويل السويسري. المواد الكاشطة أو المقواة يمكن أن تسبب تآكلًا مفرطًا في جلبة التوجيه، مما يؤدي إلى فقدان الدقة. يمكن أن تكون هذه مشكلة كبيرة للمواد مثل الفولاذ المقوى أو السيراميك، حيث تتراكم تكاليف الأدوات ووقت التوقف عن العمل بسرعة. عامل رئيسي آخر هو وقت الإعداد.
بالنسبة للكميات الصغيرة جدًا، مثل قطعة إلى ثلاث قطع، يمكن أن يشكل الإعداد المكثف لآلة سويسرية جزءًا كبيرًا من التكلفة الإجمالية. في هذه السيناريوهات، تصبح تكلفة الجزء الواحد مرتفعة للغاية. لقد وجدنا أن وقت الإعداد غالبًا ما يفوق وقت التشغيل لمثل هذه التشغيلات النموذجية الصغيرة.
مناهج النمذجة الهجينة
لاختبارات الشكل والملاءمة الأولية، ضع في اعتبارك نهجًا هجينًا. يمكن أن يكون الطباعة ثلاثية الأبعاد لإصدار بوليمر سريعًا ورخيصًا بشكل لا يصدق. إذا كانت بعض الميزات تتطلب تفاوتات دقيقة، يمكن إجراء عملية تحويل ثانوية على الجزء المطبوع ثلاثي الأبعاد. توفر هذه الطريقة نموذجًا وظيفيًا دون التكلفة العالية للتشغيل الآلي الكامل باستخدام الحاسب الآلي. مشاكل المواد مثل جالينج9 يتم تجنبها أيضًا تمامًا.
| التقييد | الحل البديل | لماذا هو أفضل للنماذج الأولية |
|---|---|---|
| المواد الكاشطة | التحويل التقليدي (بدون جلبة توجيه) | يتجنب تآكل الأدوات والتكاليف المفرطة |
| كمية صغيرة جدًا (1-3) | التحويل التقليدي أو الطباعة ثلاثية الأبعاد | وقت إعداد أقل وتكلفة أقل للجزء |
| ميزات وجه معقدة | الطحن بخمسة محاور | أكثر كفاءة للميزات غير المحولة |
التحويل السويسري دقيق ولكنه ليس حلاً عالميًا للنماذج الأولية. التعرف على قيود التحويل السويسري المتعلقة بحجم الجزء، والهندسة، والمواد، والكمية يساعد في اختيار عملية أكثر كفاءة. هذا يضمن بقاء مشروعك في الموعد المحدد وفي حدود الميزانية، وهو أولويتنا في PTSMAKE.
من النموذج الأولي إلى الإنتاج - انتقال سلس على نفس منصة الآلة
أحد أكبر التحديات في تطوير الأجهزة هو الفجوة بين النمذجة الأولية والإنتاج. غالبًا ما تؤدي الموردون أو الآلات المختلفة إلى صداع كبير. تخاطر بإعادة التأهيل، وجدالات التفاوتات، وإعادة تصميم التركيبات المكلفة عند تبديل بيئات التصنيع. هذا عنق زجاجة شائع.
ميزة الاستمرارية
يحل استخدام نفس منصة الماكينة السويسرية لكلا المرحلتين هذه المشكلة. إنها تخلق جسرًا سلسًا، مما يضمن أن ما توافق عليه في النموذج الأولي هو بالضبط ما تحصل عليه في الإنتاج. يبسط هذا النهج العملية برمتها للتوسع بشكل كبير.
إزالة عقبات الإنتاج
تلغي هذه الطريقة العديد من المتغيرات التي تسبب التأخير. يضمن الاتساق في البرمجة والأدوات وفحوصات الجودة من البداية انتقالًا سلسًا. هذا هو المفتاح لجداول زمنية فعالة للمشروع.

التحول الحقيقي من النموذج الأولي إلى الإنتاج بالماكينة السويسرية يعني تدفقًا سلسًا واحدًا. تعتمد هذه الاستراتيجية على الحفاظ على الاتساق عبر مجالات التشغيل الرئيسية. عندما يتعامل نفس الفريق والتكنولوجيا مع جزء من البداية إلى النهاية، يصبح الانتقال مسألة بسيطة تتعلق بتوسيع الكمية، وليس إعادة هندسة العملية.
دراسة حالة: مكون مفصل روبوتي
عملنا مؤخرًا على مكون مفصل روبوتي معقد. تم تشكيل النماذج الأولية الأولية على مخرطة Citizen L20 السويسرية الخاصة بنا. بعد أن وافق العميل على التصميم، قمنا بتوسيع الإنتاج إلى 500 وحدة شهريًا على نفس الماكينة تمامًا، باستخدام نفس الإعداد.
فائدة منصة واحدة
| أسبكت | مرحلة النموذج الأولي | مرحلة الإنتاج | المزايا |
|---|---|---|---|
| المبرمج | جون دو | جون دو | لا منحنى تعلم |
| CAM Post | L20 مخصص | L20 مخصص | G-code متطابق |
| الأدوات | موحد | موحد | لا توجد تكاليف إعداد جديدة |
| الجودة | بروتوكول CMM | بروتوكول CMM | قياسات متسقة |
تكمن القيمة الحقيقية في هذه الاستمرارية. قدرة العملية10 التي تم تأسيسها أثناء النمذجة الأولية تترجم مباشرة إلى الإنتاج. لم تكن هناك تغييرات في العملية، ولا إعادة تفاوض على التفاوتات، ولا مفاجآت للعميل. الجزء الذي تمت الموافقة عليه هو الجزء الذي تم تسليمه بكميات كبيرة.
استخدام نفس منصة الماكينة من النموذج الأولي إلى الإنتاج يلغي إعادة العمل وعدم اليقين. يضمن هذا النهج الاتساق في البرمجة والأدوات ومراقبة الجودة، مما يوفر وقتًا وتكاليف كبيرة مع ضمان أن الأجزاء النهائية تلبي المواصفات الدقيقة التي تمت الموافقة عليها خلال المرحلة الأولية.
التصميم للتحويل السويسري - نصائح هندسة التصميم للنماذج الأولية
عند تصميم نماذج أولية لآلات الخراطة السويسرية CNC، يمكن لبعض الخيارات الذكية أن تقلل التكاليف بشكل كبير وتسرع التسليم. التركيز على قابلية التصنيع من البداية هو المفتاح. تضمن التعديلات البسيطة على تصميمك أننا نستطيع استخدام أدوات قياسية وتقليل هدر المواد، وهو أمر بالغ الأهمية لتشغيل النماذج الأولية.
الاعتبارات الرئيسية لسوق دبي المالي
التفكير في كيفية تثبيت الجزء وتشغيله أمر ضروري. غالبًا ما يعتمد هذا على حجم مادة المخزون وإمكانية الوصول إلى الميزات. يمكن أن يحدث تغيير صغير في القطر فرقًا كبيرًا.
| النظر في | التأثير على النماذج الأولية |
|---|---|
| قطر قضيب المخزون | يقلل من هدر المواد ووقت الدورة |
| القطع السفلية | يتجنب الحاجة إلى أدوات تشكيل مخصصة باهظة الثمن |
| أحجام الكوليت | يستخدم أدوات تثبيت العمل القياسية لإعداد أسرع |
| الميزات الداخلية | يمنع العمليات الثانوية المكلفة |
هذه العوامل أساسية في التصميم الفعال لآلات السويسري. الحصول عليها بشكل صحيح في وقت مبكر يمنع التأخير وإعادة التصميم لاحقًا.

التصميم المناسب لآلات السويسري يتجاوز مجرد الهندسة الأساسية. يتضمن فهمًا أعمق لقدرات الآلة وقيودها. تحسين جزءك للعملية يجعل الانتقال من النموذج الأولي إلى الإنتاج أكثر سلاسة.
حجم المخزون القضيب والمشابك
حاول دائمًا تصميم أكبر قطر خارجي لجزءك ليكون أصغر قليلاً من حجم المخزون القضيب القياسي. هذا يقلل من المواد التي يتعين علينا إزالتها، مما يوفر الوقت والمال. مطابقة أحجام المشابك القياسية تتجنب أيضًا الحاجة إلى أدوات مخصصة أثناء النمذجة الأولية.
الميزات الداخلية مقابل العمليات الثانوية
تمتلك العديد من آلات السويسري الحديثة أدوات حية، والتي تسمح بالطحن والحفر والتنصت على الميزات غير المركزية. تصميم الميزات الداخلية التي يمكن تشغيلها بهذه الطريقة أكثر كفاءة بكثير من الاعتماد على عملية ثانوية مثل التفريغ الكهربائي11, ، مما يضيف وقتًا وتكلفة كبيرين.
قائمة التحقق من DFM لآلات السويسري
إليك قائمة تحقق سريعة أوصي بها للمهندسين قبل الانتهاء من رسوماتهم الأولية. اتباع هذه الإرشادات يساعدنا في PTSMAKE على تسليم أجزائك بشكل أسرع.
| عنصر القائمة المرجعية | نعم / لا | الملاحظات |
|---|---|---|
| هل الحد الأقصى للقطر الخارجي أقل بقليل من حجم قضيب قياسي؟ | تحقق من أحجام مخزون موردي المواد. | |
| هل جميع التجاوزات ضرورية؟ | هل يمكن استبدالها بتخفيف مستقيم؟ | |
| هل يمكن إنشاء ثقوب ملولبة داخلية باستخدام لولبة؟ | تجنب الميزات التي تتطلب اللولبة بنقطة واحدة. | |
| هل سمك الجدار أكبر من 0.5 مم؟ | الجدران الأرق تخاطر بالتشوه. |
من خلال تحسين تصميمك لآلات السويس تورنينج، يمكنك تحقيق أوقات تسليم أسرع وتكاليف أقل لنماذجك الأولية. هذه الاعتبارات الصغيرة في المواد والأدوات وتصميم الميزات تضيف ما يصل إلى وفورات كبيرة وعملية تصنيع أكثر كفاءة للأجزاء الدقيقة.
محركات التكلفة للنماذج الأولية والتشغيلات القصيرة بالتحويل السويسري
فهم التكلفة الحقيقية
يفترض العديد من مصممي المنتجات أن آلات السويس CNC تورنينج باهظة الثمن بالنسبة للنماذج الأولية أو التشغيلات القصيرة. في حين أن تكاليف الإعداد عامل، فإن هذا الرأي غالباً ما يتجاهل التكلفة الإجمالية للتصنيع. تظهر القيمة الحقيقية عند النظر إلى الصورة الكاملة.
مكونات التكلفة الرئيسية
يتأثر السعر النهائي للجزء المصقول بآلات السويس بشكل أساسي بثلاثة مجالات. هذه هي وقت الإعداد، ووقت دورة التشغيل الآلي، وتكاليف المواد الخام. يساهم كل عنصر بشكل مختلف اعتماداً على مدى تعقيد وكمية الطلب.
لماذا غالباً ما يكون أرخص
بالنسبة للأجزاء المعقدة، تلغي آلات السويس تورنينج الحاجة إلى عمليات ثانوية مثل التفريز أو التجليخ. هذا الدمج يقلل من المناولة والخدمات اللوجستية واحتمالية الخطأ، مما يجعله غالباً أكثر فعالية من حيث التكلفة من استخدام موردين متعددين لعملية تقليدية.

الإعداد مقابل وقت الدورة
تكاليف الإعداد ثابتة. وهذا يشمل برمجة الآلة وإعداد الأدوات. بالنسبة لنموذج أولي واحد، تكون هذه التكلفة كبيرة. بالنسبة للتشغيلات القصيرة، يتم توزيعها على المزيد من الأجزاء، مما يقلل من سعر القطعة. هذا جانب رئيسي من هيكل تكلفة آلات السويس تورنينج.
عامل المواد
تلعب تكاليف المواد أيضاً دوراً، خاصة مع متطلبات شراء الحد الأدنى من مخزون القضبان للسبائك المتخصصة. ومع ذلك، فإن كفاءة آلات السويس CNC تورنينج تقلل من النفايات، مما يمكن أن يعوض بعض هذه التكاليف الأولية مقارنة بالعمليات التي بها المزيد من هدر المواد.
مقارنة تكلفة عملية
ضع في اعتبارك مكونًا طبيًا معقدًا. إليك سيناريو نموذجي نراه في PTSMAKE لدفعة مكونة من 50 قطعة. الميزة الواضحة لآلات الخراطة السويسرية CNC هي الإعداد الواحد، مما يقلل من وقت التسليم وعدد الموردين الذين تحتاج إلى إدارتهم.
| الميزة | الخراطة التقليدية + التفريز | الخراطة السويسرية (إعداد واحد) |
|---|---|---|
| عدد الموردين | 2-3 (خراطة، تفريز، تشطيب) | 1 (PTSMAKE) |
| إجمالي المهلة الزمنية | ~2 أسابيع | ~3 أيام |
| تأثير التكلفة | أعلى بسبب الإعدادات المتعددة والخدمات اللوجستية | أقل بشكل عام بسبب الكفاءة |
| مخاطر الجودة | تزداد مع التعامل مع القطعة | تقلل إلى الحد الأدنى مع التثبيت الواحد |
نصائح لخفض التكاليف
لخفض تكاليف النماذج الأولية الخاصة بك، قم بدمج الأجزاء المختلفة التي تستخدم نفس المادة والقطر في طلب واحد. أيضًا، التصميم مع وضع الأدوات القياسية في الاعتبار يتجنب نفقات الأدوات المخصصة. أخيرًا، توفير نماذج ثلاثية الأبعاد واضحة ودقيقة تحديد الأبعاد الهندسية والمقايسة الهندسية12 يقلل من وقت البرمجة والغموض.
باختصار، تعتمد تكلفة التشغيل السويسري على الإعداد، ووقت الدورة، والمواد. بالنسبة للنماذج الأولية المعقدة، غالبًا ما تكون أكثر اقتصادًا من العمليات التقليدية متعددة العمليات عن طريق تقليل أوقات التسليم، وإدارة الموردين، واحتمالية الخطأ، مما يوفر تكلفة إجمالية أقل.
توقعات المهلة الزمنية لطلبات النماذج الأولية للتدوير السويسري
عند التخطيط لدورة إنتاج نموذج أولي، يعد فهم وقت تسليم التشغيل السويسري أمرًا بالغ الأهمية. إنه ليس رقمًا واحدًا ولكنه نطاق يتأثر بتعقيد الجزء. قد يكون المكون البسيط، الذي يتم تشغيله فقط، جاهزًا في غضون أيام قليلة، بينما يتطلب الجزء الأكثر تعقيدًا مزيدًا من الوقت.
أوقات التسليم الأساسية
للرجوع إليها بسرعة، غالبًا ما أقوم بتقسيم التقديرات الأولية بناءً على الهندسة. يساعد هذا في وضع نقطة انطلاق واقعية للجداول الزمنية للمشروع. تذكر، هذه تقديرات قبل النظر في المواد أو التشطيبات الخاصة، والتي سنناقشها لاحقًا.
| جزء التعقيد الجزئي | وقت التسليم المقدر | الميزات الرئيسية |
|---|---|---|
| بسيطة | 2-3 أيام | تشغيل أساسي، ميزات أحادية المحور. |
| معتدل | 3-5 أيام | يشمل الطحن الحي، والحفر المتقاطع. |
| مجمع | 5-8 أيام | تشغيل متعدد المحاور، تفاوتات دقيقة. |
لماذا التعقيد مهم
الجزء ذو الأقطار المشغلة البسيطة أمر مباشر. ومع ذلك، فإن إضافة ميزات مثل الثقوب غير المركزية أو الأسطح المسطحة المشغلة تتطلب أدوات حية والمزيد من وقت البرمجة. غالبًا ما تتضمن الأشكال الهندسية المعقدة تغييرات متعددة في الأدوات وأوقات دورة أبطأ، مما يؤثر بشكل مباشر على الجدول الزمني الإجمالي لمشروع التشغيل السويسري CNC الخاص بك.

العوامل التي تزيد من أوقات التسليم
إلى جانب هندسة الجزء، يمكن لعدة عوامل أخرى أن تؤثر بشكل كبير على وقت تسليم التشغيل السويسري. أنصح العملاء دائمًا بالنظر في هذه المتغيرات في وقت مبكر من عملية التصميم لتجنب التأخير غير المتوقع. غالبًا ما تضيف هذه العناصر وقتًا أطول من التشغيل نفسه.
شراء المواد والأدوات
المواد الغريبة مثل التيتانيوم أو الإنكونيل ليست دائمًا متوفرة في المخزون ويمكن أن يكون لها أوقات تسليم طويلة من الموردين. وبالمثل، إذا كان جزءك يتطلب أدوات تشكيل مخصصة أو مثاقب غير قياسية، فإن طلبها واستلامها يضيف إلى الجدول الزمني قبل بدء أي تشغيل آلي.
متطلبات التفتيش
مستوى الفحص المطلوب هو عامل رئيسي. يستغرق تقرير CMM الكامل لكل ميزة وقتًا أطول بكثير من فحص عينة بسيط للأبعاد الحرجة. مفصل علم القياس13 يضيف وقتًا كبيرًا ولكنه يضمن أعلى ضمان للجودة للتطبيقات المتطلبة.
تقدير وقت التسليم الخاص بك
في PTSMAKE، نقوم بتبسيط الإنتاج باستخدام آلات سويسرية مزدوجة المغزل، والتي تكمل الأجزاء في دورة واحدة. تساعد هذه التقنية في تقصير وقت تسليم الدوران السويسري. لمساعدتك في التقدير، استخدم هذا الدليل البسيط:
| العامل | وقت إضافي | مثال على ذلك |
|---|---|---|
| مادة غريبة | + 3-10 أيام | توريد الإنكونيل 718 |
| أدوات مخصصة | + 5-15 أيام | أداة تشكيل محددة |
| تقرير CMM كامل | + 1-2 يوم | مكون طيران أو طبي |
من خلال الجمع بين التقدير الأساسي وهذه العوامل، يمكنك بناء جدول زمني أكثر دقة للمشروع. يساعد هذا النهج الاستباقي في إدارة التوقعات ويضمن تنفيذًا أكثر سلاسة للمشروع.
تتضمن إدارة وقت تسليم الدوران السويسري فهم تعقيد الجزء، وتوافر المواد، واحتياجات الفحص. يعد النقاش الواضح حول هذه النقاط مع المورد الخاص بك من البداية هو أفضل طريقة لضمان وصول طلبات النماذج الأولية الخاصة بك في الوقت المحدد وتلبية المواصفات.
مراقبة الجودة للأجزاء المدورة السويسرية ذات الإنتاج القصير - ما يمكن توقعه
يفترض الكثيرون أن مراقبة الجودة أقل صرامة للكميات القصيرة أو النماذج الأولية. في تجربتي، هذا اعتقاد خاطئ خطير. في ورشة عمل عالية الجودة مثل PTSMAKE، يتم التعامل مع كل نموذج أولي بنفس الجدية التي يتم بها التعامل مع جزء إنتاج كامل. لا يتم تقليص جودة التحكم في التحول السويسري للكميات الصغيرة.
عقلية النموذج الأولي كإنتاج
نحن نرى النموذج الأولي كخطوة أولى في شراكة محتملة طويلة الأجل. الحصول على الأمر بشكل صحيح من البداية أمر بالغ الأهمية. هذا يعني تطبيق إطار عمل جودة قوي على كل جزء على حدة، بغض النظر عن حجم الطلب. هذا يبني الثقة ويمنع المشاكل المكلفة لاحقًا.
مراحل مراقبة الجودة الرئيسية للكميات القصيرة
العملية منهجية، تضمن عدم ترك أي شيء للصدفة. فيما يلي سير عمل نموذجي لجزء محول سويسري بكميات قصيرة.
| المرحلة | الغرض |
|---|---|
| فحص المادة الأولى | يتحقق من أن الجزء الأول الذي تم إنتاجه يتطابق مع جميع مواصفات الرسم. |
| فحوصات أثناء العملية | يراقب الأبعاد أثناء دورة التشغيل الآلي لاكتشاف الانحرافات مبكرًا. |
| الفحص النهائي | يؤكد أن جميع الميزات الهامة ومتطلبات تشطيب السطح قد تم تلبيتها. |
فحص القطعة الأولى (FAI)
لكل إعداد جديد، حتى لجزء واحد، نقوم بإجراء فحص القطعة الأولى (FAI). هذا ليس فحصًا سريعًا؛ إنها عملية شاملة مستوحاة من معايير AS9102. نقوم بقياس كل بُعد على الرسم بدقة للتأكد من أن الإعداد والأدوات مثاليان قبل تشغيل الكمية المتبقية.
المراقبة والتقارير أثناء العملية
تسمح آلات التحول السويسري CNC الحديثة بالتحقيق أثناء العملية. تتحقق هذه الوظيفة الآلية من الأبعاد الهامة في منتصف الدورة، مما يوفر ردود فعل فورية. بالنسبة للأجزاء ذات الأشكال الهندسية المعقدة، نقوم بإنشاء تقارير آلة قياس الإحداثيات (CMM). يوفر هذا بيانات دقيقة حول الميزات التي يصعب قياسها بالأدوات القياسية.
التوثيق وحماية الملكية الفكرية
كل جزء مصحوب بالوثائق المناسبة. يشمل ذلك شهادات المواد لضمان سلامة السبيكة و التتبع14. نحن نتفهم أيضًا أهمية الملكية الفكرية، خاصة في مرحلة النموذج الأولي. نحن دائمًا نوقع اتفاقيات عدم الإفشاء (NDAs) ولدينا بروتوكولات داخلية صارمة لحماية تصميمات عملائنا.
| وثيقة مراقبة الجودة | الوصف |
|---|---|
| تقرير FAI (تقرير الفحص الأول) | سجل مفصل لقياسات الجزء الأول مقابل الرسم. |
| تقرير CMM | يوفر بيانات إحداثيات ثلاثية الأبعاد للميزات المعقدة أو الحرجة. |
| الشهادة المادية | يتحقق من تكوين المواد الخام ومنشأها من المطحنة. |
| تقرير تشطيب السطح | يؤكد أن الجزء يلبي متطلبات الخشونة (Ra) المحددة. |
مراقبة جودة الدوران السويسري الصارمة للكميات الصغيرة أمر غير قابل للتفاوض. يتضمن ذلك فحصًا أوليًا على مستوى الإنتاج، وفحوصات أثناء العملية، وتوثيقًا كاملاً. يضمن هذا أن كل نموذج أولي يلبي المواصفات الدقيقة، مما يضع الأساس للإنتاج الناجح وبناء الثقة من الجزء الأول.

يساعد فهم هذا المفهوم في تشخيص أعطال التشغيل واختيار العملية المناسبة للمكونات النحيلة. ↩
يساعد فهم علم الاحتكاك على تحسين سوائل القطع وعمر الأداة، وهو أمر بالغ الأهمية لتحقيق دقة عالية. ↩
استكشف حركيات الآلة لفهم كيف تتيح الحركة المنسقة متعددة المحاور التصنيع المعقد في إعداد واحد. ↩
يعد فهم الارتجاج أمرًا بالغ الأهمية لتقييم دقة الدوران للتجميعات الميكانيكية عالية الدقة. ↩
يساعد فهم هذه الخاصية في التنبؤ بسلوك المادة، مما يضمن دقة أعلى في الأجزاء المعقدة. ↩
يساعد فهم هذه الخاصية في التنبؤ بقابلية تشغيل المادة وقدرتها على الحفاظ على تفاوتات ضيقة. ↩
يساعدك فهم هذا المقياس على تحديد التشطيبات التي يمكن تحقيقها وفعالة من حيث التكلفة لوظيفة الجزء الخاص بك. ↩
يعد فهم نقاط المرجع مفتاحًا لتقدير كيف يحقق التشغيل في إعداد واحد دقة واتساقًا فائقين للجزء. ↩
فهم التآكل يساعد في اختيار المواد لمنع فشل المكونات أثناء التشغيل الآلي. ↩
يساعد فهم هذا المفهوم في ضمان استقرار عملية التصنيع الخاصة بك وتلبية متطلبات الجودة باستمرار على نطاق واسع. ↩
فهم كيف تقوم هذه العملية غير التلامسية بتشغيل المعادن الصلبة والأشكال المعقدة التي لا تستطيع الأدوات التقليدية إنشاؤها. ↩
تعلم كيف تتواصل لغة الرموز هذه عن قصد التصميم الدقيق للتصنيع، مما يضمن شكل وملاءمة ووظيفة الجزء الخاص بك. ↩
يساعد فهم القياسات في تحديد احتياجات الفحص، مما يضمن تلبية الأجزاء للمعايير الدقيقة دون تأخير غير ضروري. ↩
اكتشف كيف يضمن هذا المفهوم سلامة المواد وتاريخ الجزء في الصناعات المنظمة. ↩






