

Behöver du en 4 mm axel med snäva toleranser, snabbt? Standard svarvverkstäder backar, ger långa leveranstider eller levererar delar som böjs, vibrerar och missar specifikationerna. Din prototyp försenas veckor. Ditt lanseringsdatum försenas med den.
Swiss-svarvning löser problem med små precisionsdelar genom att använda ett glidande spindelhus och en styrbussning för att stödja smala delar nära skärverktyget. Denna uppställning håller ±0,005 mm tolerans, kör prototyper på 2-5 dagar och skalar upp till produktion på samma maskin utan omkvalificering.

Jag byggde den här guiden utifrån verkliga frågor jag får varje vecka. Du kommer att se varför Swiss-svarvning fungerar för en del eller tusen, vilka geometrier som kräver det, och hur man designar delar som går från prototyp till produktion utan en enda toleransstrid. Låt oss dyka in.
Varför dina små precisionsdelar är svåra att få tag på – och hur Swiss-svarvning förändrar det
Sourcing small, intricate parts is a common challenge. You need precision and speed, but traditional turning methods often fall short. This gap can lead to frustrating project delays and parts that fail to meet critical specifications, impacting your entire production timeline.
I recall a robotics startup facing an eight-week delay. Their supplier’s conventional lathe couldn’t hold tolerance on a slender 4mm shaft. The parts repeatedly failed inspection, halting their prototype build. This is a classic example of using the wrong tool for the job.
The Conventional Lathe Problem
On a standard lathe, long, thin parts bend under tool pressure, ruining accuracy. Complex features also require multiple setups, which adds time and introduces potential for error with each new clamping operation. This makes sourcing difficult and unreliable for precision components.
The Swiss Turning Advantage
Swiss CNC turning provides a superior solution. Its unique sliding headstock design supports the material right at the cutting point, solving the core issues of deflection and rigidity. This method is purpose-built for the challenges that conventional machines cannot handle effectively.

The Physics Behind Machining Failures
The core issue with conventional turning for small parts is physical instability. When a part’s length is many times its diameter, the force from the cutting tool causes it to bend away from the tool. This phenomenon is known as Workpiece deflection1.
This tiny bend, often invisible to the eye, is enough to ruin tight tolerances. It results in tapering, poor surface finishes, and ultimately, components that do not function as intended. The longer and thinner the part, the more severe this problem becomes.
Economic and Logistical Hurdles
Beyond physics, conventional methods introduce logistical costs. Each time a complex part is removed and re-clamped for a new operation, it adds labor time and increases the risk of error. This inefficiency directly impacts your unit cost and extends lead times significantly.
The table below contrasts the key differences in process efficiency between these two methods.
| Funktion | Konventionell svarvning | Schweizisk CNC-svarvning |
|---|---|---|
| Stöd för arbetsstycke | Vid chuck, långt från verktyget | Vid styrbussning, bredvid verktyget |
| Smala delar | Hög risk för avböjning | Minimal nedböjning |
| Komplexa detaljer | Flera inställningar krävs | Ofta färdigställda i en uppspänning |
| Idealisk tillämpning | Kortare, större delar | Långa, smala, komplexa delar |
Swiss-svarvning eliminerar dessa problem. Genom att bearbeta nära styrbussningen är processen stabil, exakt och mycket effektiv för komplexa geometrier, vilket minskar både kassationsgraden och behovet av flera maskinuppspänningar. På PTSMAKE använder vi denna teknik för att leverera konsekventa resultat.
Att anskaffa små delar är svårt eftersom konventionella svarvar orsakar avböjning av delen och kräver flera uppspänningar. Swiss CNC-svarvning löser detta genom att stödja arbetsstycket precis vid verktyget, vilket säkerställer hög precision och effektivitet för komplexa, smala komponenter, vilket sparar både tid och pengar.
Prototypframtagning på en Swiss-svarv – snabbare än du tror
Många ingenjörer associerar Swiss-svarvar med högvolymproduktion, men de är förvånansvärt effektiva för snabb prototypframtagning. Den största fördelen är att färdigställa komplexa delar i en enda uppspänning. Denna förmåga minskar ledtiderna avsevärt och förenklar tillverkningsprocessen.
Fördelen med en enda installation
Live-verktyg möjliggör fräsning, borrning och gängning på samma maskin. Detta eliminerar behovet av sekundära uppspänningar, vilket sparar tid och minskar risken för toleransstackningsfel mellan operationer.
Effektivitet i små serier
Moderna CNC-kontroller och snabbväxlande spännhylssystem har drastiskt minskat omställningstiderna. Detta gör det ekonomiskt lönsamt att köra bara några få delar, vilket utmanar den gamla tron att Swiss-maskiner bara är för stora serier.
| Funktion | Inverkan på prototypframtagning |
|---|---|
| Live-verktyg | Eliminerar sekundära operationer |
| Stödbussning | Högre precision på smala delar |
| Snabb omställning | Sänker kostnaden för små kvantiteter |
| Underspindel | Slutför bakre bearbetning i en cykel |

Uppfattningen att schweiziska maskiner är för komplexa för prototyper är förlegad. Även om tekniken är avancerad, förenklar moderna styrsystem programmeringen för enstyckes- eller lågvolymstillverkning. På PTSMAKE utnyttjar vi detta för effektiv schweizisk CNC-prototypframtagning, och omvandlar konstruktioner till delar snabbare än många förväntar sig.
Jämförelse av ledtider
För kvantiteter på 1-50 delar är skillnaden tydlig. En komplex del kan kräva flera uppställningar på konventionella maskiner, vilket förlänger tidslinjen. Med schweizisk CNC-svarvning slutför vi ofta dessa delar i en enda, kontinuerlig operation. Denna process minskar hantering och potential för fel.
| Kvantitet | Konventionell svarvning | Schweizisk svarvning |
|---|---|---|
| 1-10 st | 5-10 dagar | 3-7 dagar |
| 11-50 st | 10-15 dagar | 7-12 dagar |
Ett verkligt fall
Vi arbetade nyligen med en kund inom medicinteknik på en ny kontakt. Med vår schweiziska svarv använde vi för att producera tre designiterationer på bara tio dagar. Denna hastighet gjorde det möjligt för deras ingenjörsteam att testa och validera sin design mycket snabbare än de hade förväntat sig. Den exakta kontrollen över delgeometrin innebär också förståelse för faktorer som tribologi2 vid gränssnittet mellan verktyg och arbetsstycke.
Swiss-svarvning erbjuder en snabb, exakt och förvånansvärt kostnadseffektiv lösning för prototyper. Dess förmåga att producera komplexa delar i en enda uppsättning gör den idealisk för snabba iterationer och utmanar den föråldrade synen att den bara är för massproduktion.
Vad som gör Swiss-svarvning annorlunda för små serier
Många tror att Swiss-svarvning bara är för massiva produktionsserier. Dess unika design gör den dock mycket effektiv även för projekt med låga volymer. Nyckeln är dess förmåga att bearbeta delar med extrem precision och komplexitet i en enda uppsättning.
Stabilitetens fördel
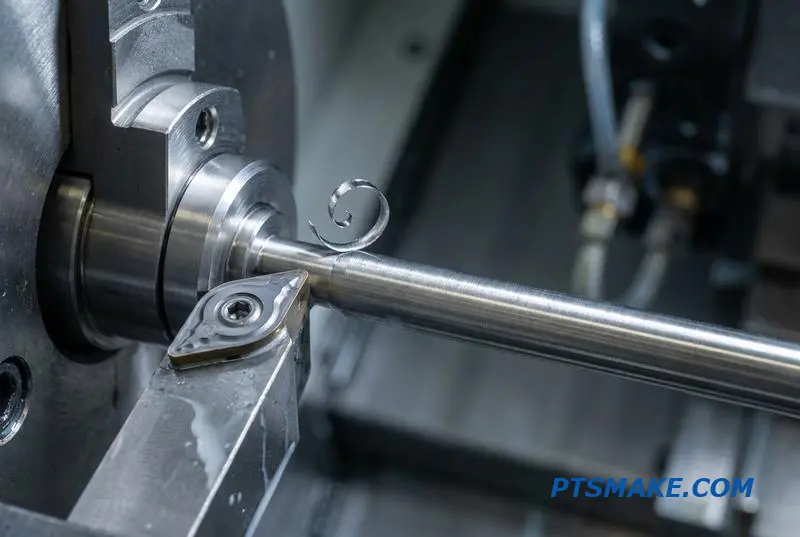
Swiss-svarvar matar material genom en styrbussning, som stöder materialet precis bredvid skärverktyget. Denna design minimerar arbetsstyckets avböjning, vilket är kritiskt för långa, smala delar som kräver snäva toleranser. Det är en fundamental skillnad från konventionell svarvning.
Effektivitet i en enda uppsättning
Dessa maskiner har ofta levande verktyg och sekundära spindlar. Detta möjliggör fräsning, borrning och gängning parallellt med svarvning. Att färdigställa en komplex del i ett svep sparar betydande tid och minskar hanteringsfel.
| Funktion | Schweizisk CNC-svarvning | Konventionell CNC-svarvning |
|---|---|---|
| Stöd för arbetsstycke | Styrbussning stöder lager nära verktyget | Chuck håller ena änden av materialet |
| Bäst för | Långa, smala, komplexa delar | Kortare, större delar |
| Sekundär Ops | Ofta eliminerat via levande verktyg | Ofta nödvändigt för komplexa funktioner |
| Precision | Extremt höga, snäva toleranser | Bra, men begränsat på smala delar |
Detta integrerade tillvägagångssätt gör Swiss CNC-svarvning till en stark utmanare även för mindre serier där precision är avgörande.
Argumentet mot Swiss-maskiner för CNC-svarvning med låg volym kretsar ofta kring inställningstid. Även om inställningar kan vara mer involverade, bortser denna syn från avgörande kostnadsbesparande faktorer som avsevärt skiftar den ekonomiska balansen, särskilt för serier mellan 50 och 1 000 stycken.
Övervinna materialavböjning
Styrbussningen är den definierande egenskapen. Genom att stödja råmaterialet bara millimeter från skärverktyget eliminerar den praktiskt taget avböjning. Detta gör det möjligt för oss att hålla toleranser på långa, tunna komponenter som skulle vara omöjliga på en konventionell svarv utan flera uppsättningar och anpassade fixturer.
Eliminering av sekundära operationer
Moderna schweiziska maskiner är utrustade med fleraxliga funktioner och levande verktyg. Detta innebär att vi kan utföra fräsning, tvärborrning och gängning på delen innan den ens skärs av. På PTSMAKE producerar vi delar som kommer ut ur maskinen helt färdiga, vilket kringgår behovet av ett separat fräsningsteg. Denna multifunktion kinematik3 är en enorm kostnadsbesparing.
Kostnadsbesparingsanalys
Låt oss bryta ner hur dessa tekniska fördelar översätts till ekonomiska fördelar på en hypotetisk körning på 500 delar. Den initiala inställningskostnaden kan vara högre, men den totala kostnaden per del sjunker.
| Kostnadsfaktor | Konventionell svarv + fräs | Schweizisk CNC-svarvning |
|---|---|---|
| Installationskostnad | Lägre (per maskin) | Högre (enkel maskin) |
| Skrotningsgrad | ~5-10% | ~1-2% |
| Kostnad för sekundära operationer | Tillagd arbetskraft och maskintid | $0 |
| Total kostnad per del | Högre | Lägre |
Som tabellen visar, överväger besparingar från minskat skrot och fullständig eliminering av kostnader för sekundära operationer den längre initiala inställningstiden, vilket gör schweizisk svarvning till ett smartare val.
Schweizisk svarvnings precision och funktioner för enkel inställning gör den förvånansvärt kostnadseffektiv för lågvolymskörningar. Genom att eliminera sekundära operationer och minska skrot, erbjuder den en lägre total kostnad per del för komplexa komponenter, vilket motbevisar myten att den bara är för högvolymsproduktion.
Fem delgeometrier som kräver Swiss-svarvning i prototypfasen
Vid prototypframtagning av komplexa delar, pressar vissa geometrier konventionell CNC-svarvning bortom sina gränser. För dessa specifika konstruktioner är schweizisk CNC-svarvning inte bara ett bättre alternativ; det är ofta den enda gångbara vägen till framgång. Den centrala utmaningen med traditionella metoder är arbetsstyckets styvhet, särskilt för långa eller ömtåliga delar.
Den inneboende bristen hos konventionell svarvning
I en standard svarv hålls arbetsstycket i ena eller båda ändarna och roterar. Verktyget rör sig längs dess längd. För långa, tunna delar orsakar skärkraften att mitten av delen böjs eller vibrerar. Denna avböjning leder till dimensionsmässiga felaktigheter och dålig ytfinish.
Varför schweizisk svarvning utmärker sig
Schweizisk svarvning löser detta genom att flytta själva arbetsstycket genom en styrbussning. Skärverktyget engagerar materialet precis vid stödpunkten, vilket eliminerar avböjning. Denna metod är idealisk för att producera intrikata, smala och högprecisionsdelar. Prototyper med Swiss-svarv.
| Funktion | Konventionell svarvning | Schweizisk CNC-svarvning |
|---|---|---|
| Stöd för arbetsstycke | Spända i ändarna | Styrbussning nära verktyget |
| L/D-förhållandets gräns | Vanligtvis < 5:1 | Kan överstiga 20:1 |
| Risk för avböjning | Hög | Minimal |
| Idealisk för | Kortare, styva delar | Långa, smala komponenter |

Vissa geometrier är helt enkelt inte möjliga att prototypa utan de unika möjligheterna hos en Swiss-svarv. Stödet från styrbussningen är det som förändrar spelet och gör om omöjliga delar till produktionsrealiteter. Här är fem geometrier där jag konsekvent ser denna princip i praktiken.
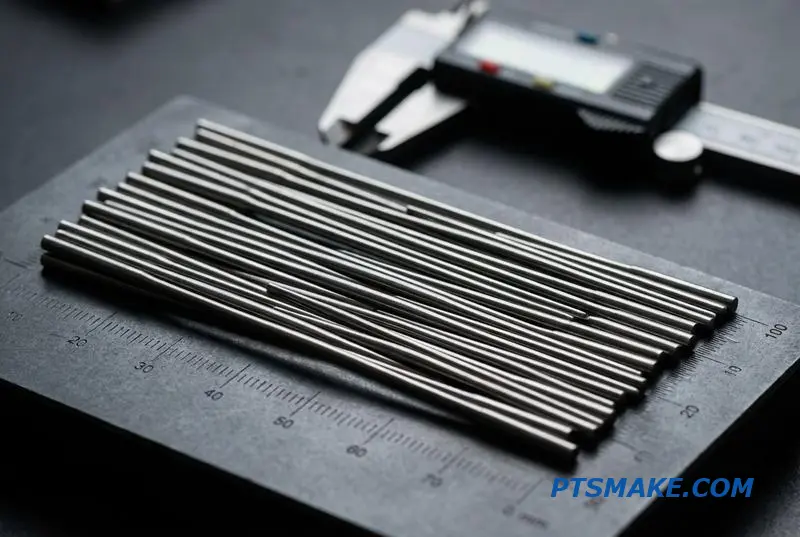
1. Långa, smala axlar
Varje del med ett längd-till-diameter-förhållande större än 5:1 är en primär kandidat. Konventionell svarvning orsakar allvarliga verktygsvibrationer och avböjning. En kund inom medicinteknik behövde en sond med 1,5 mm diameter och 40 mm längd. På en standardsvarv var det omöjligt att hålla toleransen. Med Swiss-svarvning höll vi enkelt ±0,005 mm.
2. Tunna rörformade komponenter
Bearbetning av tunna rör är utmanande eftersom de deformeras under tryck. Styrbussningen på en Swiss-maskin ger 360-graders stöd, vilket förhindrar kollaps. Detta är kritiskt för delar som hydrauliska hylsor eller sensorhus, där väggintegritet är avgörande. Det eliminerar koncentriska och utbrytning4 problem som ses med fleroperationsuppställningar.
3. Delar med excentriska detaljer
Komponenter som behöver excentriska hål eller frästa flats kräver ofta flera uppställningar på en fräs och svarv, vilket introducerar fel. Swiss-maskiner med drivna verktyg och en C-axel kan borra, fräsa och svarva dessa detaljer i en enda operation, vilket säkerställer perfekt inriktning och sparar betydande uppställningstid.
| Geometry Challenge | Conventional Failure Mode | Swiss Turning Solution |
|---|---|---|
| Long/Slender Shafts | Deflection, Chatter | Stödbussning |
| Thin-Walled Tubes | Deformation, Collapse | Continuous Part Support |
| Eccentric Features | Stacked Tolerances | Single Setup Machining |
For these challenging geometries, Swiss turning is the definitive choice for prototyping. It mitigates common failures like deflection and runout by supporting the workpiece right at the cutting point, ensuring the prototype accurately reflects the final design intent and functionality.
Materialval för Swiss-svarvningsprototyper och korta serier
Choosing the right material for Swiss turning is crucial, especially for prototypes and short runs. The decision directly impacts machining speed, surface finish, and final part performance. It is a balance between a material’s properties and the project’s specific requirements.
Key Factors in Prototyping
For prototypes, speed and machinability often take priority. Aluminum 6061 is a popular choice because it allows for very fast cycle times and produces an excellent surface finish with minimal effort. This helps us get functional parts into your hands quickly for testing.
Common Material Trade-offs
När hållbarhet behövs tittar vi ofta på rostfritt stål. Kompromissen är dock längre cykeltider och ökat verktygsslitage jämfört med mjukare metaller. Här är en snabb jämförelse baserad på våra interna bearbetningstester.
| Material | Bearbetningshastighet | Motståndskraft mot korrosion | Relativ kostnad |
|---|---|---|---|
| Aluminium 6061 | Mycket snabb | Bra | Låg |
| Rostfritt stål 303 | Måttlig | Utmärkt | Medium |

När vi väljer material för svarvning måste vi titta bortom de vanligaste alternativen. Varje material presenterar unika utmaningar och fördelar som påverkar både tillverkningsprocessen och den färdiga delens lämplighet för dess avsedda användning.
Utöka materialpaletten
Metaller för specifika behov
Mässing C360 är utan tvekan den enklaste metallen att bearbeta, vilket gör den idealisk för komponenter som elektriska kontakter där höghastighetsproduktion är avgörande. För höghållfasta, lätta applikationer är titan Grade 5 oöverträffad, även om den kräver långsammare matningar och specialverktyg.
Bearbetning av avancerade plaster
Plaster som PEEK och Delrin är utmärkta för svarvade delar men kräver olika strategier för spånhantering. Till skillnad från metaller kan deras spånor bli trådiga och linda sig runt verktygen, så vi justerar parametrarna för att säkerställa rena snitt. Dessa material kräver också noggrann hantering för att undvika Anisotropi5 påverkan på dimensionsstabiliteten.
Materialanskaffning och ledtider
För korta serier är materialtillgänglighet en praktisk fråga. Standardstorlekar av aluminium eller mässing finns lättillgängliga, vilket minimerar ledtiderna. Däremot kan små kvantiteter av specialtitan eller PEEK behöva beställas specialtillverkade, vilket lägger till tid till projektplanen.
| Tillämpning | Rekommenderat material | Viktig fördel |
|---|---|---|
| Flyg- och rymdindustrin | Titan klass 5 | Högt förhållande mellan styrka och vikt |
| Medicinsk | Rostfritt stål 304, PEEK | Biokompatibilitet, korrosionsbeständighet |
| Fordon | Aluminium 6061 | Låg vikt, utmärkt bearbetbarhet |
| Robotteknik | Delrin, Aluminium 6061 | Låg friktion, strukturell integritet |
Rätt materialval för prototyper av svarvade delar balanserar bearbetbarhet, prestandakrav och ledtid. Detta val är grundläggande för att uppnå kostnadseffektiva, högkvalitativa delar som uppfyller projektspecifikationerna från första körningen.
Toleransförväntningar för Swiss-svarvade prototypdelar
Ingenjörer frågar mig ofta vilken tolerans de realistiskt kan förvänta sig på en första prototyp. Med CNC-svarvning är svaret ofta bättre än de tror. Maskinens design gör det möjligt för oss att uppnå produktionsprecision direkt från början.
Standard prototypstoleranser
För de flesta geometrier är en standardtolerans på ±0,01 mm (0,0004 tum) lätt att uppnå. För delar som är längre än 100 mm kan detta vidgas något till ±0,02–0,05 mm på grund av materialfaktorer. Dessa är dock konservativa siffror för en första körning.
Uppnå högre precision
När ett projekt kräver det kan vi finjustera processen för att hålla ±0,005 mm (0,0002 tum) på kritiska diametrar. Detta kräver noggrant materialval och processkontroll.
| Funktionstyp | Standard prototypstolerans | Högprecisions tolerans |
|---|---|---|
| Diametrar | ±0,01 mm (0,0004 tum) | ±0,005 mm (0,0002 tum) |
| Längder (>100 mm) | ±0,02 mm – ±0,05 mm | ±0,01 mm (processberoende) |
| Koncentricitet | 0,01 mm (0,0004 tum) | 0,005 mm (0,0002 tum) |

Den främsta anledningen till att prototypstoleranser kan matcha produktionsspecifikationer är den grundläggande designen hos en schweizisk svarv. Materialet stöds av en styrbussning precis bredvid skärverktyget. Denna uppställning eliminerar praktiskt taget böjning och vibrationer, som är de största källorna till felaktighet vid konventionell svarvning.
Faktorer som påverkar resultat i verkligheten
Även med avancerad utrustning påverkar flera faktorer den slutliga toleransen för Swiss-svarvning. Att förstå dessa hjälper till att sätta realistiska förväntningar och förbättra design för tillverkningsbarhet. Materialstabilitet är avgörande; interna spänningar i råmaterial kan orsaka att delar skevas något efter bearbetning.
Material- och verktygsöverväganden
Verktygsslitage, även under en kort prototypkörning, kan orsaka en liten dimensionsdrift. Vi mildrar detta genom att använda premium, belagda verktyg. Materialets Duktilitet6 spelar också en roll. Mjukare material kan vara mer utmanande att bearbeta till en fin yta och snäv tolerans.
| Faktor | Påverkan på toleransen | Vår mildringsstrategi på PTSMAKE |
|---|---|---|
| Materialets stabilitet | Interna spänningar kan orsaka skevhet efter bearbetning. | Vi rekommenderar och köper spänningsavlastade material. |
| Verktygsslitage | Dimensioner kan driva när skäreggen blir slö. | Vi använder högkvalitativa belagda verktyg och övervakar slitage. |
| Termisk expansion | Temperaturförändringar i verkstaden påverkar maskinens och delens storlek. | Vår anläggning är klimatkontrollerad för stabilitet. |
Swiss-svarvprototyper kan uppfylla produktionsspecifikationer eftersom processen i sig är stabil. Frånvaron av omfixering och stödet från styrbussningen säkerställer konsekvens från den första delen till den sista, vilket gör den idealisk för att validera konstruktioner med precision.
Ytfinhetskapacitet vid Swiss-svarvning av korta serier
I kortserieproduktion är det avgörande att uppnå en överlägsen ytfinish. Swiss-svarvning utmärker sig i detta, till stor del tack vare sitt styrbussningssystem som stöder arbetsstycket precis vid skärverktyget. Detta minimerar vibrationer och avböjning, vilket leder till en konsekvent jämnare finish.
Standard operationella ytbehandlingar
För de flesta prototyper och lågvolymdelar är en standardfinish tillräcklig. Med rätt verktyg och kylvätskehantering uppnår vi konsekvent utmärkta resultat inom ett typiskt operationellt intervall. Denna baslinje uppfyller kraven för en mängd olika applikationer.
High-Precision Finishes
When a project demands an even finer surface, Swiss turning can deliver. Specialized tooling, such as wiper inserts, or secondary processes like polishing can produce exceptionally smooth surfaces. Below is a breakdown of what you can expect.
| Finish Level | Ra-värde (μm) | Metod | Gemensam ansökan |
|---|---|---|---|
| Standard | 0.4 - 0.8 | Standard Tooling & Coolant | General mechanical components, non-cosmetic parts |
| Fina | 0.2 – 0.4 | Optimized Tooling & Speeds | Sealing surfaces, visible cosmetic parts, bearing fits |
| Spegelblank | < 0.2 | Wiper Inserts / Secondary Process | High-performance optical or medical device components |
Swiss machines provide a distinct advantage for surface quality. The guide bushing’s support right next to the tool is the key. This setup significantly damps vibration, which is a primary cause of poor finishes in conventional turning, especially on long, slender parts.
Managing Short-Run Challenges
Short runs often present unique issues. Tool entry marks can appear as the cutter first engages the material. On parts with features like keyways or cross-holes, interrupted cuts can cause chatter. A Swiss machine’s rigidity and precise control help manage these problems effectively.
Specifying Finishes on Drawings
A common issue I see is over-specifying the Ytjämnhet7. Requesting a mirror finish where a standard one will do increases costs and lead times without adding functional value. For prototypes, it’s best to specify the finish only on critical surfaces.
This table provides a simple guide for specifying finishes on prototype drawings.
| Krav | Rekommenderad specifikation | Motivering |
|---|---|---|
| Non-critical surface | Leave unspecified or note "As-machined" | Avoids unnecessary costs for non-functional areas. |
| Mating or sealing surface | Specify required Ra, e.g., "Ra 0.8" | Ensures proper function without over-processing. |
| High-wear area | Specify Ra and possibly a secondary process | Guarantees durability where it matters most. |
| Cosmetic appearance | Specify Ra, e.g., "Ra 0.4 on all visible surfaces" | Clearly communicates aesthetic requirements. |
Swiss turning offers exceptional surface finishes for short runs due to its inherent stability. Proper specification is crucial for balancing quality and cost. Clearly defining requirements on critical surfaces ensures functional performance without unnecessary expense, a key factor in prototyping and low-volume production.
En uppställning, en del – hur Swiss-fräsningsintegration förenklar prototypframtagning
The core advantage of Swiss CNC turning for prototypes is its integrated live tooling. This feature transforms a lathe into a multi-functional machining center, handling complex parts in a single operation. This capability is crucial for rapid and accurate prototyping.
Streamlining Complex Geometries
Swiss machines with live tooling can perform turning, milling, drilling, and tapping without removing the part. This eliminates multiple setups, which saves significant time and reduces the risk of errors between operations.
Från prototyp till produktion
This single-setup approach ensures that the process used for the prototype is the exact same one used for production. This seamless transition is a major benefit for scaling up.
| Funktion | Conventional Machining | Swiss Milling Integration |
|---|---|---|
| Uppställningar för komplexa delar | 3-5 Setups | 1 Setup |
| Ledtid | Veckor | Dagar |
| Tolerance Consistency | Lägre | Högre |
| Arbetskostnad | Hög | Låg |

The real power of Swiss machines lies in their multi-axis capabilities. A basic 3-axis live tooling setup can drill holes or mill flats on the face or diameter of a part. However, a 5-axis Swiss machine adds another layer of complexity and efficiency.
3-Axis vs. 5-Axis Live Tooling
With 5-axis capability, the machine can create angled features and complex contours without a secondary setup. Imagine a medical device component with off-axis holes and angled slots. On conventional machines, this might require four distinct setups, increasing both time and cost.
At PTSMAKE, we handle these parts in a single run. This consolidation is about more than just speed. Each time a part is moved and re-clamped, you risk losing the precision of your Datum8. By keeping the part in one machine, we eliminate tolerance stack-up from multiple fixtures.
This process directly impacts your development cycle. Instead of waiting weeks for a prototype that has passed through multiple vendors for secondary operations, you get a finished part faster. Faster parts mean faster testing, faster design iterations, and a quicker path to market. This is the essence of efficient Swiss milling.
Integrated Swiss milling streamlines prototyping by consolidating multiple machining processes into a single setup. This method minimizes tolerance errors, eliminates the need for secondary vendors, and significantly accelerates iteration cycles, providing a direct path from prototype to production with enhanced precision.
När du inte ska använda Swiss-svarvning för prototyper
Swiss CNC-svarvning är utmärkt för komplexa, smala delar. För prototyper är det dock inte alltid det bästa valet. Att känna till dess begränsningar sparar tid och pengar. Jag råder alltid kunder att överväga prototypens specifika behov innan de binder sig till en process.
Delar med stora diametrar
Kärnan i Swiss-svarvning ligger i dess styrbussningssystem, som stöder smala arbetsstycken. Detta system är vanligtvis begränsat till mindre stångmaterialdiametrar, ofta under 32 mm. För större prototyper är en konventionell CNC-svarv mycket mer effektiv och kostnadseffektiv.
Enkla geometrier
Om din prototyp är en enkel axel eller har grundläggande funktioner, är Swiss-maskinens uppsättningskomplexitet överdriven. En konventionell svarv kan producera dessa delar snabbare och till en lägre kostnad, vilket gör den till ett bättre val för enkla konstruktioner.
| Funktionens komplexitet | Rekommenderad process | Anledning |
|---|---|---|
| Hög (smal, intrikat) | Schweizisk CNC-svarvning | Överlägset stöd, hög precision |
| Låg (enkla axlar, grundläggande snitt) | Konventionell CNC-svarv | Snabbare uppsättning, lägre kostnad |
| Stor diameter (>32 mm) | Konventionell CNC-svarv | Maskinkapacitetsbegränsningar |
Att förstå Swiss-svarvningens begränsningar är nyckeln till effektiv prototyptillverkning. Det handlar om att välja rätt verktyg för jobbet. Att pressa en maskin bortom dess avsedda användning leder till kompromisser i kvalitet, kostnad och ledtid, vilket är särskilt kritiskt under den snabba prototypfasen.
Material- och kvantitetsöverväganden
Vissa material är inte idealiska för Swiss-svarvning. Slitande eller härdade material kan orsaka överdrivet slitage på styrbussningen, vilket leder till precisionsförlust. Detta kan vara ett betydande problem för material som härdat stål eller keramik, där verktygskostnader och driftstopp snabbt ackumuleras. En annan viktig faktor är inställningstiden.
För mycket små kvantiteter, som en till tre delar, kan den omfattande inställningen för en Swiss-maskin utgöra en stor del av den totala kostnaden. I dessa scenarier blir kostnaden per del oöverkomligt hög. Vi har funnit att inställningstiden ofta överväger bearbetningstiden för sådana små prototypkörningar.
Hybridprototypmetoder
För initiala form- och passningstester, överväg en hybridmetod. 3D-utskrift av en polymerversion kan vara otroligt snabb och billig. Om vissa funktioner kräver snäva toleranser kan en sekundär svarvningsoperation utföras på den 3D-utskrivna delen. Denna metod ger en funktionell prototyp utan den höga kostnaden för fullständig CNC-bearbetning. Materialproblem som Gallring9 undviks också helt.
| Begränsning | Alternativ lösning | Varför det är bättre för prototyper |
|---|---|---|
| Slipande material | Konventionell svarvning (ingen styrbussning) | Undviker överdrivet verktygsslitage och kostnader |
| Mycket liten kvantitet (1-3) | Konventionell svarvning eller 3D-utskrift | Lägre inställningstid och kostnad per del |
| Komplexa frontfunktioner | 5-axlig fräsning | Mer effektivt för icke-svarvade funktioner |
Swiss-svarvning är exakt men inte en universell lösning för prototyper. Att känna till Swiss-svarvningens begränsningar relaterade till delstorlek, geometri, material och kvantitet hjälper till att välja en mer effektiv process. Detta säkerställer att ditt projekt håller sig inom tidsplanen och budgeten, vilket är vår prioritet på PTSMAKE.
Från prototyp till produktion – sömlös övergång på samma maskinplattform
En av de mest betydande utmaningarna inom hårdvaruutveckling är gapet mellan prototyptillverkning och produktion. Olika leverantörer eller maskiner leder ofta till stora huvudvärk. Du riskerar omkvalificering, toleransdiskussioner och kostsamma fixturdesigner när du byter tillverkningsmiljö. Detta är en vanlig flaskhals.
Kontinuitetsfördelen
Att använda samma Swiss-maskinplattform för båda stegen löser detta. Det skapar en sömlös brygga, vilket säkerställer att det du godkänner i prototypen är exakt vad du får i produktionen. Detta tillvägagångssätt förenklar hela skalningsprocessen avsevärt.
Eliminera produktionshinder
Denna metod eliminerar många variabler som orsakar förseningar. Konsekvens i programmering, verktyg och kvalitetskontroller från början säkerställer en smidig övergång. Detta är nyckeln till effektiva projektplaner.

Äkta prototyp till produktion Swiss-turning innebär ett sömlöst flöde. Denna strategi bygger på att upprätthålla konsekvens inom viktiga operativa områden. När samma team och teknik hanterar en del från början till slut blir övergången en enkel fråga om att skala upp kvantiteten, inte att återkonstruera processen.
Fallstudie: Robotledskomponent
Vi arbetade nyligen med en komplex robotledskomponent. De initiala prototyperna bearbetades på vår Citizen L20 Swiss-svarv. Efter att kunden godkänt designen skalade vi upp produktionen till 500 enheter per månad på exakt samma maskin, med exakt samma inställning.
Fördelen med en enda plattform
| Aspekt | Prototypfas | Produktionsfas | Förmån |
|---|---|---|---|
| Programmerare | John Doe | John Doe | Ingen inlärningskurva |
| CAM Post | Anpassad L20 | Anpassad L20 | Identisk G-kod |
| Verktyg | Standardiserad | Standardiserad | Inga nya uppstartskostnader |
| Kvalitet | CMM-protokoll | CMM-protokoll | Konsekvent metrologi |
Denna kontinuitet är där det verkliga värdet ligger. Den Processkapacitet10 etablerades under prototypframtagning och översätts direkt till produktion. Det gjordes noll processförändringar, ingen omförhandling av toleranser och inga överraskningar för kunden. Den del som godkändes var den del som levererades i volym.
Att använda samma maskinplattform från prototyp till produktion eliminerar omarbetning och osäkerhet. Detta tillvägagångssätt säkerställer konsekvens i programmering, verktyg och kvalitetskontroll, vilket sparar betydande tid och kostnader samtidigt som det garanterar att de slutliga delarna uppfyller de exakta specifikationer som godkänts under den initiala fasen.
Design för Swiss-svarvning – DFM-tips för prototypingenjörer
Vid design av prototyper för Swiss CNC-svarvning kan några smarta val avsevärt minska kostnaderna och påskynda leveransen. Att fokusera på tillverkningsbarhet från början är nyckeln. Enkla justeringar av din design säkerställer att vi kan använda standardverktyg och minimera materialspill, vilket är avgörande för prototypkörningar.
Viktiga DFM-överväganden
Att tänka på hur delen hålls och bearbetas är avgörande. Detta handlar ofta om storleken på råmaterialet och åtkomligheten till funktioner. En liten förändring i diameter kan göra stor skillnad.
| Övervägande | Inverkan på prototypframtagning |
|---|---|
| Stångdiameter | Minskar materialspill och cykeltid |
| Underskärningar | Undviker behovet av dyra specialformade verktyg |
| Spännhylsestorlekar | Använder standardarbetsfixturer för snabbare inställning |
| Interna funktioner | Förhindrar dyra sekundära operationer |
Dessa faktorer är grundläggande för effektiv design för Swiss-svarvning. Att få dem rätt tidigt förhindrar förseningar och omdesign senare.

Korrekt design för Swiss-svarvning går utöver bara grundläggande geometri. Det innebär en djupare förståelse för maskinens kapacitet och begränsningar. Att optimera din del för processen gör övergången från prototyp till produktion mycket smidigare.
Stång- och spännhylsestorlekar
Försök alltid att designa din parts största yttre diameter till att vara något mindre än en standard stångstorlek. Detta minimerar materialet vi måste svarva bort, vilket sparar både tid och pengar. Att matcha standard spännhylsestorlekar undviker också behovet av specialarbetsfixturer under prototypframtagning.
Interna funktioner vs. sekundära operationer
Många moderna schweiziska maskiner har roterande verktyg, vilket möjliggör fräsning, borrning och gängning av excentriska funktioner. Att designa interna funktioner som kan bearbetas på detta sätt är mycket effektivare än att förlita sig på en sekundär process som gnistbearbetning11, vilket lägger till betydande tid och kostnad.
DFM-checklista för schweizisk svarvning
Här är en snabb checklista som jag rekommenderar att ingenjörer använder innan de slutför sina prototypritningar. Att följa dessa riktlinjer hjälper oss på PTSMAKE att leverera dina delar snabbare.
| Punkt i checklistan | Ja / Nej | Anteckningar |
|---|---|---|
| Är maximal yttre diameter strax under en standardstångstorlek? | Kontrollera materialleverantörens lagerstorlekar. | |
| Är alla underskärningar nödvändiga? | Kan de ersättas med en rak avlastning? | |
| Kan interna gängor skapas med en gängsnitt? | Undvik funktioner som kräver gängning med enpunktsverktyg. | |
| Är väggtjockleken större än 0,5 mm? | Tunnare väggar riskerar deformation. |
Genom att optimera din design för schweizisk svarvning kan du uppnå snabbare leveranstider och lägre kostnader för dina prototyper. Dessa små överväganden gällande material, verktyg och funktionsdesign bidrar till betydande besparingar och en effektivare tillverkningsprocess för precisionsdelar.
Kostnadsdrivare för Swiss-svarvningsprototyper och korta serier
Understanding the True Cost
Many product designers assume swiss cnc turning is too expensive for prototypes or short runs. While setup costs are a factor, this view often overlooks the total cost of manufacturing. The real value emerges when you consider the whole picture.
Viktiga kostnadskomponenter
The final price for a Swiss-turned part is mainly influenced by three areas. These are setup time, machining cycle time, and raw material costs. Each element contributes differently depending on the complexity and quantity of the order.
Why It’s Often Cheaper
For complex parts, Swiss turning eliminates the need for secondary operations like milling or grinding. This consolidation reduces handling, logistics, and potential for error, often making it more cost-effective than using multiple vendors for a conventional process.

Setup vs. Cycle Time
Setup costs are fixed. This includes programming the machine and preparing the tooling. For a single prototype, this cost is significant. For short runs, it’s spread across more parts, lowering the per-piece price. This is a key aspect of the Swiss turning cost structure.
The Material Factor
Material costs also play a role, especially with minimum bar stock purchase requirements for specialized alloys. However, the efficiency of swiss cnc turning minimizes scrap, which can offset some of these initial costs compared to processes with more material waste.
A Practical Cost Comparison
Consider a complex medical component. Here’s a typical scenario we see at PTSMAKE for a 50-piece run. The single-setup advantage of swiss cnc turning is clear, reducing both lead time and the number of suppliers you need to manage.
| Funktion | Conventional Turning + Milling | Swiss Turning (Single Setup) |
|---|---|---|
| Number of Vendors | 2-3 (Turning, Milling, Finishing) | 1 (PTSMAKE) |
| Total ledtid | ~2 Weeks | ~3 Days |
| Kostnadspåverkan | Higher due to multiple setups & logistics | Lower overall due to efficiency |
| Quality Risk | Increased with part handling | Minimized with single clamping |
Tips for Cost Reduction
To lower your prototyping costs, consolidate different parts that use the same material and diameter into one order. Also, designing with standard tooling in mind avoids custom tool expenses. Finally, providing clear 3D models with precise Geometrisk dimensionering och toleransberäkning12 reduces programming time and ambiguity.
In short, Swiss turning cost depends on setup, cycle time, and materials. For complex prototypes, it often proves more economical than conventional multi-operation processes by reducing lead times, vendor management, and potential for error, delivering a lower total cost.
Lead Time Expectations for Swiss Turning Prototype Orders
When planning a prototype run, understanding the Swiss turning lead time is critical. It’s not a single number but a range influenced by part complexity. A simple, turned-only component might be ready in just a few days, while a more intricate part requires more time.
Baseline Turnaround Times
For quick reference, I often break down initial estimates based on geometry. This helps set a realistic starting point for project timelines. Remember, these are estimates before considering materials or special finishing, which we will discuss later.
| Delens komplexitet | Beräknad ledtid | Viktiga funktioner |
|---|---|---|
| Enkel | 2-3 dagar | Basic turning, single-axis features. |
| Måttlig | 3-5 Dagar | Includes live milling, cross-drilling. |
| Komplex | 5-8 Days | Multi-axis machining, tight tolerances. |
Why Complexity Matters
A part with simple turned diameters is straightforward. However, adding features like off-center holes or milled flats requires live tooling and more programming time. Complex geometries often involve multiple tool changes and slower cycle times, directly impacting the overall schedule for your swiss cnc turning project.

Factors That Extend Lead Times
Beyond the part’s geometry, several other factors can significantly impact the Swiss turning lead time. I always advise clients to consider these variables early in the design process to avoid unexpected delays. These elements often add more time than the machining itself.
Material and Tooling Procurement
Exotic materials like titanium or Inconel are not always in stock and can have long supplier lead times. Similarly, if your part requires custom form tools or non-standard drills, ordering and receiving them adds to the schedule before any machining starts.
Krav på inspektion
The level of required inspection is a major factor. A full CMM report for every feature takes much longer than a simple sample check of critical dimensions. Detailed Metrologi13 adds significant time but ensures the highest quality assurance for demanding applications.
Estimating Your Lead Time
At PTSMAKE, we streamline production by using dual-spindle Swiss machines, which complete parts in a single cycle. This technology helps shorten the Swiss turning lead time. To help you estimate, use this simple guide:
| Faktor | Added Time | Exempel |
|---|---|---|
| Exotic Material | + 3-10 Dagar | Inköp av Inconel 718 |
| Anpassade verktyg | + 5-15 Dagar | Ett specifikt formverktyg |
| Fullständig CMM-rapport | + 1-2 Dagar | Komponent för flyg- eller medicinteknik |
Genom att kombinera den grundläggande uppskattningen med dessa faktorer kan du bygga en mer exakt projektplan. Detta proaktiva tillvägagångssätt hjälper till att hantera förväntningar och säkerställer en smidigare projektgenomförande.
Att hantera ledtider för Swiss turning innebär att förstå delens komplexitet, materialtillgänglighet och inspektionsbehov. En tydlig diskussion om dessa punkter med din leverantör från början är det bästa sättet att säkerställa att dina prototypbeställningar anländer i tid och uppfyller specifikationerna.
Quality Control for Short-Run Swiss Turned Parts — What to Expect
Många antar att kvalitetskontrollen är mindre rigorös för korta serier eller prototyper. Enligt min erfarenhet är detta en farlig missuppfattning. På en högkvalitativ verkstad som PTSMAKE behandlas varje prototyp med samma allvar som en full produktionsdel. Kvalitetskontrollen för Swiss turning skalas inte ner för små kvantiteter.
Tankesättet "Prototypen som produktion"
Vi ser en prototyp som det första steget i ett potentiellt långsiktigt partnerskap. Att få det rätt från början är avgörande. Det innebär att tillämpa ett robust kvalitetsramverk på varje enskild del, oavsett orderstorlek. Det bygger förtroende och förhindrar kostsamma problem senare.
Viktiga QC-steg för korta serier
Processen är systematisk och säkerställer att inget lämnas åt slumpen. Nedan följer ett typiskt arbetsflöde för en kort serie Swiss turned-del.
| Etapp | Syfte |
|---|---|
| Första artikeln Inspektion | Verifierar att den första delen som tas från linjen matchar alla ritningsspecifikationer. |
| Kontroller i pågående processer | Övervakar dimensioner under bearbetningscykeln för att tidigt upptäcka avvikelser. |
| Slutlig inspektion | Confirms all critical features and surface finish requirements are met. |
First-Article Inspection (FAI)
For every new setup, even for a single part, we perform a First-Article Inspection (FAI). This isn’t a quick check; it’s a comprehensive process modeled on AS9102 standards. We meticulously measure every dimension on the print to confirm the setup and tooling are perfect before running the remaining quantity.
In-Process Monitoring and Reporting
Modern Swiss CNC turning machines allow for in-process probing. This automated function checks critical dimensions mid-cycle, providing immediate feedback. For parts with complex geometries, we generate Coordinate Measuring Machine (CMM) reports. This provides precise data on features that are difficult to measure with standard tools.
Documentation and IP Protection
Every part is accompanied by proper documentation. This includes material certifications to guarantee the alloy’s integrity and full Spårbarhet14. We also understand the importance of intellectual property, especially at the prototype stage. We always sign Non-Disclosure Agreements (NDAs) and have strict internal protocols to protect our clients’ designs.
| QC Document | Beskrivning |
|---|---|
| FAI-rapport | A detailed record of the first part’s measurements against the drawing. |
| CMM Report | Provides 3D coordinate data for complex or critical features. |
| Certifikat för material | Verifies the raw material’s composition and origin from the mill. |
| Surface Finish Report | Confirms the part meets specified roughness (Ra) requirements. |
Rigorous Swiss turning quality control for short runs is non-negotiable. It involves a production-level FAI, in-process checks, and full documentation. This ensures every prototype meets exact specifications, setting the foundation for successful production and building trust from the very first part.

Att förstå detta koncept hjälper till att diagnostisera bearbetningsfel och välja rätt process för smala komponenter. ↩
Att förstå tribologi hjälper till att optimera skärvätskor och verktygslivslängd, vilket är avgörande för att uppnå hög precision. ↩
Utforska maskinkinetik för att förstå hur koordinerad fleraxlig rörelse möjliggör komplex tillverkning i en enda uppsättning. ↩
Att förstå kast är avgörande för att bedöma rotationsnoggrannheten hos högprecisionsmekaniska aggregat. ↩
Att förstå denna egenskap hjälper till att förutsäga materialbeteende, vilket säkerställer högre precision i komplexa delar. ↩
Att förstå denna egenskap hjälper till att förutsäga ett materials bearbetbarhet och dess förmåga att hålla snäva toleranser. ↩
Att förstå denna metrik hjälper dig att specificera ytfinisher som är både uppnåeliga och kostnadseffektiva för din dels funktion. ↩
Att förstå referensplan är nyckeln till att uppskatta hur bearbetning i en enda uppsättning uppnår överlägsen delnoggrannhet och konsistens. ↩
Att förstå greppning hjälper vid materialval för att förhindra komponentfel under bearbetning. ↩
Att förstå detta koncept hjälper till att säkerställa att din tillverkningsprocess är stabil och konsekvent uppfyller kvalitetskrav i stor skala. ↩
Förstå hur denna beröringsfria process bearbetar hårda metaller och komplexa former som traditionella verktyg inte kan skapa. ↩
Lär dig hur detta symboliska språk kommunicerar exakt designintention för tillverkning, vilket säkerställer din dels form, passform och funktion. ↩
Att förstå metrologi hjälper till att specificera inspektionsbehov, vilket säkerställer att delar uppfyller exakta standarder utan onödiga förseningar. ↩
Upptäck hur detta koncept säkerställer materialintegritet och delhistorik i reglerade branscher. ↩






