

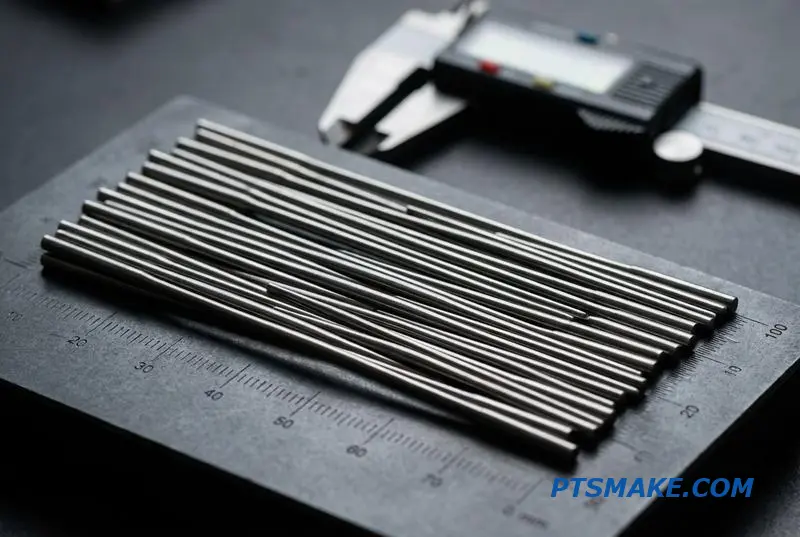
Нужен вал диаметром 4 мм с жесткими допусками, быстро? Стандартные токарные цеха отказываются, называют длительные сроки или поставляют детали, которые прогибаются, вибрируют и не соответствуют спецификациям. Ваш прототип задерживается на недели. Ваша дата запуска сдвигается вместе с ним.
Швейцарское точение решает проблему поиска мелких прецизионных деталей, используя подвижную головку и направляющую втулку для поддержки тонких деталей вблизи режущего инструмента. Эта установка обеспечивает допуск ±0,005 мм, изготавливает прототипы за 2-5 дней и масштабируется до производства на той же машине без повторной квалификации.

Я составил это руководство на основе реальных вопросов, которые получаю каждую неделю. Вы узнаете, почему швейцарское точение подходит для одной детали или тысячи, какие геометрии его требуют и как проектировать детали, которые переходят от прототипа к производству без единой борьбы за допуски. Давайте приступим.
Почему ваши мелкие прецизионные детали трудно найти — и как швейцарское точение меняет это
Поиск мелких, сложных деталей — распространенная проблема. Вам нужна точность и скорость, но традиционные методы токарной обработки часто не справляются. Этот пробел может привести к разочаровывающим задержкам проекта и деталям, которые не соответствуют критическим спецификациям, что повлияет на весь ваш производственный график.
Я вспоминаю стартап в области робототехники, столкнувшийся с восьминедельной задержкой. Обычный токарный станок их поставщика не мог выдержать допуск на тонкий вал диаметром 4 мм. Детали неоднократно не проходили проверку, что останавливало сборку их прототипа. Это классический пример использования неподходящего инструмента для работы.
Проблема обычного токарного станка
На стандартном токарном станке длинные, тонкие детали изгибаются под давлением инструмента, что нарушает точность. Сложные элементы также требуют нескольких установок, что увеличивает время и вносит потенциальные ошибки при каждой новой операции зажима. Это делает поиск надежным и ненадежным для прецизионных компонентов.
Преимущество швейцарской токарной обработки
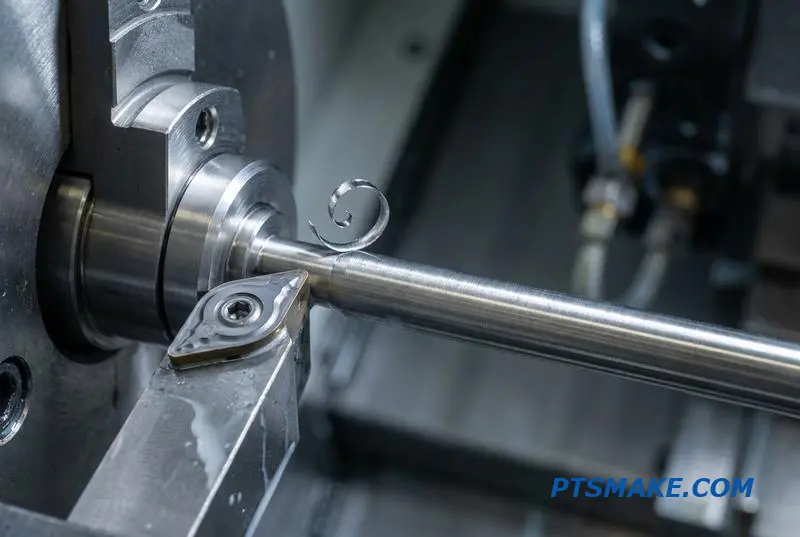
Швейцарская токарная обработка с ЧПУ предлагает превосходное решение. Его уникальная конструкция скользящей головки поддерживает материал непосредственно в точке резания, решая основные проблемы отклонения и жесткости. Этот метод специально разработан для решения задач, с которыми обычные станки не могут эффективно справиться.

Физика отказов при обработке
Основная проблема обычной токарной обработки мелких деталей заключается в физической нестабильности. Когда длина детали во много раз превышает ее диаметр, сила режущего инструмента вызывает ее изгиб в сторону от инструмента. Это явление известно как Отклонение заготовки1.
Этот крошечный изгиб, часто невидимый глазу, достаточен для нарушения жестких допусков. Это приводит к конусности, плохому качеству поверхности и, в конечном итоге, к компонентам, которые не функционируют должным образом. Чем длиннее и тоньше деталь, тем серьезнее эта проблема.
Экономические и логистические препятствия
Помимо физики, традиционные методы влекут за собой логистические расходы. Каждый раз, когда сложная деталь снимается и переустанавливается для новой операции, это увеличивает трудозатраты и повышает риск ошибок. Эта неэффективность напрямую влияет на стоимость единицы продукции и значительно увеличивает сроки выполнения заказов.
Таблица ниже сравнивает ключевые различия в эффективности процессов между этими двумя методами.
| Характеристика | Традиционная токарная обработка | Швейцарская токарная обработка с ЧПУ |
|---|---|---|
| Опора для заготовок | У патрона, далеко от инструмента | У направляющей втулки, рядом с инструментом |
| Тонкие детали | Высокий риск отклонения | Минимальный прогиб |
| Сложные элементы | Требуется несколько установок | Часто завершается за одну установку |
| Идеальное применение | Более короткие детали большего диаметра | Длинные, тонкие, сложные детали |
Услуги токарной обработки на станках типа Swiss устраняют эти проблемы. Обрабатывая вблизи направляющей втулки, процесс становится стабильным, точным и высокоэффективным для сложных геометрий, снижая как процент брака, так и необходимость в нескольких установках станка. В PTSMAKE мы используем эту технологию для достижения стабильных результатов.
Поиск мелких деталей затруднен, поскольку традиционные токарные станки вызывают отклонение детали и требуют нескольких установок. Токарная обработка на станках с ЧПУ типа Swiss решает эту проблему, поддерживая заготовку непосредственно у инструмента, обеспечивая высокую точность и эффективность для сложных, тонких компонентов, экономя время и деньги.
Прототипирование на швейцарском токарном станке — быстрее, чем вы думаете
Многие инженеры ассоциируют токарные станки типа Swiss с крупносерийным производством, но они удивительно эффективны для быстрого прототипирования. Основное преимущество заключается в завершении сложных деталей за одну установку. Эта возможность значительно сокращает сроки выполнения работ и упрощает производственный процесс.
Преимущество одиночной установки
Вращающийся инструмент позволяет выполнять операции фрезерования, сверления и нарезания резьбы на одном станке. Это устраняет необходимость во вторичных установках, что экономит время и снижает риск ошибок накопления допусков между операциями.
Эффективность в малых партиях
Современные системы управления с ЧПУ и системы быстрой смены цанг значительно сократили время переналадки. Это делает экономически выгодным производство всего нескольких деталей, бросая вызов старому убеждению, что станки типа Swiss предназначены только для больших партий.
| Характеристика | Влияние на прототипирование |
|---|---|
| Живая оснастка | Устраняет вторичные операции |
| Опора направляющей втулки | Более высокая точность для тонких деталей |
| Быстрая переналадка | Снижает затраты на малые партии |
| Подшпиндель | Завершает заднюю обработку за один цикл |

Представление о том, что станки продольного точения слишком сложны для прототипирования, устарело. Хотя технология продвинута, современное управление упрощает программирование для единичных или мелкосерийных партий. В PTSMAKE мы используем это для эффективного прототипирования на токарных автоматах продольного точения, превращая чертежи в детали быстрее, чем многие ожидают.
Сравнение сроков выполнения
Для партий от 1 до 50 штук разница очевидна. Сложная деталь может потребовать нескольких установок на традиционных станках, что увеличивает сроки. При токарной обработке на токарных автоматах продольного точения мы часто изготавливаем эти детали за одну непрерывную операцию. Этот процесс снижает количество операций и вероятность ошибок.
| Количество | Традиционная токарная обработка | Швейцарская токарная обработка |
|---|---|---|
| 1-10 шт. | 5-10 дней | 3-7 дней |
| 11-50 шт. | 10-15 дней | 7-12 дней |
Реальный пример
Недавно мы работали с клиентом из сферы медицинского оборудования над новым разъемом. Используя наш токарный автомат продольного точения, мы изготовили три итерации дизайна всего за десять дней. Эта скорость позволила их инженерной команде тестировать и утверждать свой дизайн гораздо быстрее, чем они ожидали. Точный контроль геометрии детали также включает понимание таких факторов, как трибология2 на стыке инструмента и заготовки.
Швейцарская токарная обработка предлагает быстрое, точное и удивительно экономичное решение для прототипирования. Ее способность производить сложные детали за одну установку делает ее идеальной для быстрых итераций, бросая вызов устаревшему мнению, что она предназначена только для массового производства.
Что отличает швейцарское точение для мелкосерийного производства
Многие считают, что швейцарская токарная обработка подходит только для массового производства. Однако ее уникальная конструкция делает ее высокоэффективной и для малообъемных проектов. Ключ к этому — способность обрабатывать детали с высокой точностью и сложностью за одну установку.
Преимущество стабильности
Швейцарские токарные станки подают заготовку через направляющую втулку, поддерживая материал непосредственно рядом с режущим инструментом. Такая конструкция минимизирует прогиб заготовки, что критически важно для длинных, тонких деталей, требующих жестких допусков. Это фундаментальное отличие от традиционной токарной обработки.
Эффективность одной установки
Эти станки часто оснащены приводным инструментом и вторичным шпинделем. Это позволяет выполнять операции фрезерования, сверления и нарезания резьбы параллельно с токарной обработкой. Завершение сложной детали за один проход экономит значительное время и снижает ошибки при обработке.
| Характеристика | Швейцарская токарная обработка с ЧПУ | Обычная токарная обработка с ЧПУ |
|---|---|---|
| Опора для заготовок | Направляющая втулка поддерживает массу вблизи инструмента | Патрон удерживает один конец заготовки |
| Лучшее для | Длинные, тонкие, сложные детали | Более короткие детали большего диаметра |
| Вторичные операции | Часто устраняются с помощью приводного инструмента | Часто требуются для сложных элементов |
| Точность | Чрезвычайно высокие, жесткие допуски | Хорошо, но ограничено для тонких деталей |
Такой интегрированный подход делает швейцарскую ЧПУ-токарную обработку сильным конкурентом даже для небольших партий, где точность имеет первостепенное значение.
Аргумент против использования швейцарских станков для малообъемной ЧПУ-токарной обработки часто сводится к времени наладки. Хотя наладка может быть более сложной, эта точка зрения упускает из виду важные факторы экономии затрат, которые значительно смещают экономический баланс, особенно для партий от 50 до 1000 штук.
Преодоление прогиба материала
Направляющая втулка является определяющей особенностью. Поддерживая сырье в нескольких миллиметрах от режущего инструмента, она практически исключает отклонение. Это позволяет нам выдерживать допуски на длинные, тонкие компоненты, которые были бы невозможны на обычном токарном станке без множества установок и специальных приспособлений.
Устранение второстепенных операций
Современные швейцарские станки оснащены многоосевыми возможностями и приводным инструментом. Это означает, что мы можем выполнять фрезерование, поперечное сверление и нарезание резьбы на детали еще до ее отрезания. В PTSMAKE мы производим детали, которые выходят из станка полностью готовыми, минуя необходимость отдельной операции фрезерования. Эта многофункциональность кинематика3 является огромной экономией средств.
Анализ экономии затрат
Давайте разберем, как эти технические преимущества трансформируются в экономические выгоды на гипотетической партии из 500 штук. Начальная стоимость установки может быть выше, но общая стоимость детали снижается.
| Фактор стоимости | Обычный токарный станок + фрезерный станок | Швейцарская токарная обработка с ЧПУ |
|---|---|---|
| Стоимость установки | Ниже (на станок) | Выше (один станок) |
| Количество лома | ~5-10% | ~1-2% |
| Стоимость вторичных операций | Дополнительные трудозатраты и время работы станка | $0 |
| Общая стоимость одной детали | Выше | Нижний |
Как показывает таблица, экономия за счет сокращения брака и полного исключения затрат на вторичные операции более чем компенсирует более длительное время первоначальной установки, делая швейцарское точение более разумным выбором.
Точность швейцарского точения и возможность однократной установки делают его удивительно экономически эффективным для мелкосерийных партий. Исключая вторичные операции и сокращая количество брака, он предлагает более низкую общую стоимость детали для сложных компонентов, опровергая миф о том, что он предназначен только для крупносерийного производства.
Пять геометрий деталей, требующих швейцарского точения на этапе прототипирования
При прототипировании сложных деталей определенные геометрии выводят обычное ЧПУ-точение за пределы его возможностей. Для этих конкретных конструкций швейцарское ЧПУ-точение — это не просто лучший вариант; это часто единственный жизнеспособный путь к успеху. Основная проблема традиционных методов заключается в жесткости заготовки, особенно для длинных или хрупких деталей.
Врожденный недостаток обычного точения
На стандартном токарном станке заготовка удерживается с одного или обоих концов и вращается. Инструмент движется вдоль ее длины. Для длинных, тонких деталей сила резания вызывает изгиб или вибрацию средней части детали. Это отклонение приводит к погрешностям размеров и плохому качеству поверхности.
Почему швейцарское точение превосходит
Швейцарский токарный станок решает эту проблему, перемещая саму заготовку через направляющую втулку. Режущий инструмент воздействует на материал непосредственно в точке опоры, устраняя прогиб. Этот метод идеально подходит для производства сложных, тонких и высокоточных деталей. Прототипы, изготовленные на швейцарском токарном станке.
| Характеристика | Традиционная токарная обработка | Швейцарская токарная обработка с ЧПУ |
|---|---|---|
| Опора для заготовок | Зажаты на концах | Направляющая втулка рядом с инструментом |
| Предел соотношения длины к диаметру | Обычно < 5:1 | Может превышать 20:1 |
| Риск отклонения | Высокий | Минимум |
| Идеально подходит для | Короткие, жесткие детали | Длинные, тонкие компоненты |

Некоторые геометрии просто невозможны для прототипирования без уникальных возможностей швейцарского токарного станка. Опора, обеспечиваемая направляющей втулкой, меняет правила игры, превращая детали, которые невозможно обработать, в производственные реалии. Вот пять геометрий, где я постоянно вижу этот принцип в действии.
1. Длинные, тонкие валы
Любая деталь с соотношением длины к диаметру более 5:1 является отличным кандидатом. Обычное точение вызывает сильную вибрацию инструмента и прогиб. Клиенту, производящему медицинское оборудование, требовался зонд диаметром 1,5 мм и длиной 40 мм. На стандартном токарном станке было невозможно выдержать допуск. При использовании швейцарского токарного станка мы легко выдерживали ±0,005 мм.
2. Тонкостенные трубчатые компоненты
Обработка тонкостенных труб сложна, поскольку они деформируются под давлением. Направляющая втулка на швейцарском станке обеспечивает поддержку на 360 градусов, предотвращая деформацию. Это критически важно для таких деталей, как гидравлические гильзы или корпуса датчиков, где целостность стенки имеет ключевое значение. Это устраняет проблемы с концентричностью и выбег4 проблемы, наблюдаемые при многооперационных установках.
3. Детали с эксцентричными элементами
Компоненты, требующие эксцентриковых отверстий или фрезерованных плоскостей, часто требуют нескольких установок на фрезерном и токарном станках, что вносит погрешность. Швейцарские станки с приводным инструментом и осью C могут сверлить, фрезеровать и точить эти элементы за одну операцию, обеспечивая идеальное выравнивание и экономя значительное время на установку.
| Геометрическая проблема | Традиционный режим отказа | Решение для швейцарского токарного станка |
|---|---|---|
| Длинные/тонкие валы | Отклонение, вибрация | Опора направляющей втулки |
| Тонкостенные трубки | Деформация, схлопывание | Непрерывная поддержка детали |
| Эксцентриковые элементы | Накопленные допуски | Обработка в одну установку |
Для этих сложных геометрий швейцарский токарный станок является окончательным выбором для прототипирования. Он смягчает распространенные отказы, такие как отклонение и биение, поддерживая заготовку непосредственно в точке резания, гарантируя, что прототип точно отражает окончательное намерение и функциональность дизайна.
Выбор материала для прототипов и коротких серий швейцарского точения
Выбор правильного материала для швейцарского токарного станка имеет решающее значение, особенно для прототипов и коротких серий. Решение напрямую влияет на скорость обработки, качество поверхности и конечную производительность детали. Это баланс между свойствами материала и конкретными требованиями проекта.
Ключевые факторы в прототипировании
Для прототипов часто приоритет отдается скорости и обрабатываемости. Алюминий 6061 является популярным выбором, поскольку он позволяет достичь очень быстрого времени цикла и обеспечивает превосходное качество поверхности с минимальными усилиями. Это помогает нам быстро предоставить вам функциональные детали для тестирования.
Общие компромиссы материалов
Когда требуется долговечность, мы часто обращаемся к нержавеющей стали. Однако компромиссом являются более длительные циклы обработки и повышенный износ инструмента по сравнению с более мягкими металлами. Вот краткое сравнение, основанное на наших внутренних испытаниях механической обработки.
| Материал | Скорость обработки | Устойчивость к коррозии | Относительная стоимость |
|---|---|---|---|
| Алюминий 6061 | Очень быстро | Хорошо | Низкий |
| Нержавеющая сталь 303 | Умеренный | Превосходно | Средний |

При выборе материалов для токарных автоматов продольного точения мы должны выходить за рамки наиболее распространенных вариантов. Каждый материал представляет уникальные проблемы и преимущества, которые влияют как на производственный процесс, так и на пригодность конечной детали для предполагаемого применения.
Расширение палитры материалов
Металлы для конкретных нужд
Латунь C360, пожалуй, самый простой в обработке металл, что делает ее идеальной для таких компонентов, как электрические разъемы, где ключевое значение имеет высокоскоростное производство. Для применений, требующих высокой прочности и малого веса, титан марки 5 не имеет себе равных, хотя и требует более медленных подач и специализированного инструмента.
Обработка современных пластиков
Пластики, такие как PEEK и Delrin, отлично подходят для деталей, изготовленных на токарных автоматах продольного точения, но требуют различных стратегий управления стружкой. В отличие от металлов, их стружка может быть волокнистой и наматываться на инструмент, поэтому мы корректируем параметры для обеспечения чистых резов. Эти материалы также требуют осторожного обращения, чтобы избежать Анизотропия5 влияния на стабильность размеров.
Поиск материалов и сроки поставки
Для коротких партий практическим вопросом является наличие материалов. Стандартные размеры алюминия или латуни легко доступны, что минимизирует сроки поставки. Напротив, небольшие количества специализированного титана или PEEK могут потребовать индивидуального заказа, что увеличит время выполнения проекта.
| Приложение | Рекомендуемый материал | Ключевое преимущество |
|---|---|---|
| Аэрокосмическая промышленность | Титан 5 класса | Высокое соотношение прочности и веса |
| Медицина | Нержавеющая сталь 304, PEEK | Биосовместимость, коррозионная стойкость |
| Автомобили | Алюминий 6061 | Легкий вес, отличная обрабатываемость |
| Робототехника | Delrin, Алюминий 6061 | Низкое трение, структурная целостность |
Правильный выбор материала для прототипов на швейцарских токарных станках обеспечивает баланс между обрабатываемостью, требованиями к производительности и сроками поставки. Этот выбор имеет основополагающее значение для получения экономически эффективных, высококачественных деталей, соответствующих спецификациям проекта с самого первого запуска.
Ожидания по допускам для прототипов деталей, изготовленных методом швейцарского точения
Инженеры часто спрашивают меня, какую точность они могут реально ожидать от первого прототипа. При токарной обработке на станках с ЧПУ швейцарского типа ответ часто бывает лучше, чем они думают. Конструкция станка позволяет нам достигать точности производственного уровня с самого начала.
Стандартные допуски для прототипов
Для большинства геометрий легко достигается стандартный допуск ±0,01 мм (0,0004 дюйма). Для деталей длиной более 100 мм этот допуск может немного увеличиться до ±0,02–0,05 мм из-за факторов, связанных с материалом. Однако это консервативные значения для первого запуска.
Достижение более высокой точности
Когда проект этого требует, мы можем точно настроить процесс для поддержания ±0,005 мм (0,0002 дюйма) на критических диаметрах. Это требует тщательного выбора материала и контроля процесса.
| Тип характеристики | Стандартный допуск для прототипа | Высокоточный допуск |
|---|---|---|
| Диаметры | ±0,01 мм (0,0004 дюйма) | ±0,005 мм (0,0002 дюйма) |
| Длины (>100 мм) | ±0,02 мм – ±0,05 мм | ±0,01 мм (зависит от процесса) |
| Концентричность | 0,01 мм (0,0004 дюйма) | 0,005 мм (0,0002 дюйма) |

Основная причина, по которой допуски прототипов могут соответствовать производственным спецификациям, заключается в фундаментальной конструкции швейцарского токарного станка. Материал поддерживается направляющей втулкой непосредственно рядом с режущим инструментом. Эта установка практически исключает прогиб и вибрацию, которые являются основными источниками неточности при традиционной токарной обработке.
Факторы, влияющие на реальные результаты
Даже при использовании современного оборудования на конечные допуски швейцарской токарной обработки влияют несколько факторов. Понимание этих факторов помогает установить реалистичные ожидания и улучшить дизайн для производства. Стабильность материала имеет решающее значение; внутренние напряжения в сырье могут привести к небольшому искривлению деталей после обработки.
Материалы и оснастка
Износ инструмента, даже во время короткого прототипирования, может вызвать небольшое смещение размеров. Мы смягчаем это, используя премиальные инструменты с покрытием. Материал Пластичность6 также играет роль. Более мягкие материалы могут быть более сложными для обработки с высокой точностью и жесткими допусками.
| Фактор | Влияние на толерантность | Наша стратегия смягчения последствий в PTSMAKE |
|---|---|---|
| Стабильность материала | Внутренние напряжения могут вызвать деформацию после обработки. | Мы рекомендуем и поставляем материалы с рельефом напряжений. |
| Износ инструмента | Размеры могут смещаться по мере затупления режущей кромки. | Мы используем высококачественные инструменты с покрытием и контролируем износ. |
| Тепловое расширение | Изменения температуры в цехе влияют на размер станка и детали. | Наше предприятие имеет климат-контроль для обеспечения стабильности. |
Прототипы швейцарской токарной обработки могут соответствовать производственным допускам, поскольку процесс по своей сути стабилен. Отсутствие повторного закрепления и поддержка направляющей втулкой обеспечивают постоянство от первой детали до последней, что делает его идеальным для проверки дизайнов с высокой точностью.
Возможности обработки поверхности при коротких сериях швейцарского точения
При мелкосерийном производстве достижение превосходной чистоты поверхности имеет решающее значение. Швейцарская токарная обработка здесь превосходит все ожидания, во многом благодаря системе направляющих втулок, которая поддерживает заготовку непосредственно у режущего инструмента. Это минимизирует вибрацию и прогиб, что приводит к неизменно более гладкой поверхности.
Стандартная операционная отделка
Для большинства прототипов и малосерийных деталей стандартная отделка достаточна. При правильном использовании инструмента и управлении охлаждающей жидкостью мы стабильно достигаем отличных результатов в типичном рабочем диапазоне. Эта базовая отделка соответствует требованиям широкого спектра применений.
Высокоточные отделки
Когда проект требует еще более тонкой поверхности, токарная обработка по швейцарской технологии может обеспечить это. Специализированный инструмент, такой как резцы с подрезной кромкой, или вторичные процессы, такие как полировка, могут создавать исключительно гладкие поверхности. Ниже приведено описание того, чего вы можете ожидать.
| Уровень отделки | Значение Ra (мкм) | Метод | Общее приложение |
|---|---|---|---|
| Стандарт | 0.4 - 0.8 | Стандартный инструмент и охлаждающая жидкость | Общие механические компоненты, невидимые детали |
| Fine | 0.2 – 0.4 | Оптимизированный инструмент и скорости | Уплотнительные поверхности, видимые детали, посадки под подшипники |
| Зеркало | < 0.2 | Резцы с подрезной кромкой / Вторичный процесс | Высокопроизводительные компоненты оптических или медицинских устройств |
Швейцарские станки обеспечивают явное преимущество в качестве поверхности. Опорой направляющей втулки непосредственно у инструмента является ключевым фактором. Эта конструкция значительно гасит вибрации, которые являются основной причиной плохого качества отделки при обычной токарной обработке, особенно на длинных и тонких деталях.
Решение проблем коротких серий
Короткие серии часто представляют собой уникальные проблемы. При первом контакте резца с материалом могут появляться следы от входа инструмента. На деталях с такими элементами, как пазы или поперечные отверстия, прерывистые резы могут вызывать вибрацию. Жесткость и точный контроль швейцарского станка помогают эффективно решать эти проблемы.
Указание отделки на чертежах
Распространенная проблема, которую я вижу, — это излишнее указание Шероховатость поверхности7. Запрос зеркальной отделки, когда достаточно стандартной, увеличивает затраты и сроки поставки без добавления функциональной ценности. Для прототипов лучше указывать отделку только на критических поверхностях.
Эта таблица представляет собой простое руководство по указанию отделки на чертежах прототипов.
| Требование | Рекомендуемая спецификация | Обоснование |
|---|---|---|
| Некритическая поверхность | Оставить неуказанным или отметить "Как обработанная" | Позволяет избежать ненужных затрат на нефункциональные области. |
| Сопрягаемая или уплотнительная поверхность | Указать требуемую Ra, например, "Ra 0.8" | Обеспечивает надлежащую функцию без излишней обработки. |
| Зона высокого износа | Указать Ra и, возможно, вторичную обработку | Гарантирует долговечность там, где это наиболее важно. |
| Косметический вид | Указать Ra, например, "Ra 0.4 на всех видимых поверхностях" | Четко сообщает об эстетических требованиях. |
Швейцарское токарное оборудование обеспечивает исключительную чистоту поверхности для коротких партий благодаря своей присущей стабильности. Правильная спецификация имеет решающее значение для баланса качества и стоимости. Четкое определение требований к критическим поверхностям обеспечивает функциональность без лишних затрат, что является ключевым фактором при прототипировании и мелкосерийном производстве.
Одна установка, одна деталь — как интеграция швейцарской фрезеровки упрощает прототипирование
Основным преимуществом швейцарской токарной обработки с ЧПУ для прототипов является интегрированный приводной инструмент. Эта функция превращает токарный станок в многофункциональный обрабатывающий центр, позволяющий обрабатывать сложные детали за одну операцию. Эта возможность имеет решающее значение для быстрого и точного прототипирования.
Оптимизация сложных геометрий
Швейцарские станки с приводным инструментом могут выполнять токарную обработку, фрезерование, сверление и нарезание резьбы без снятия детали. Это исключает множество установок, что значительно экономит время и снижает риск ошибок между операциями.
От прототипа до производства
Такой подход с одной установкой гарантирует, что процесс, используемый для прототипа, будет точно таким же, как и для производства. Этот плавный переход является основным преимуществом при масштабировании.
| Характеристика | Традиционная обработка | Интеграция швейцарского фрезерования |
|---|---|---|
| Установки для сложной детали | 3-5 установок | 1 установка |
| Время выполнения | Недели | Дни |
| Постоянство допусков | Нижний | Выше |
| Стоимость труда | Высокий | Низкий |

Настоящая мощь швейцарских станков заключается в их многоосевых возможностях. Базовая установка с приводным инструментом на 3 оси может сверлить отверстия или фрезеровать плоские поверхности на торце или диаметре детали. Однако 5-осевой швейцарский станок добавляет еще один уровень сложности и эффективности.
Приводной инструмент на 3 оси против 5 осей
Благодаря 5-осевой возможности станок может создавать наклонные элементы и сложные контуры без вторичной установки. Представьте себе компонент медицинского устройства с отверстиями под углом и прорезями под углом. На традиционных станках это может потребовать четырех отдельных установок, увеличивая время и стоимость.
В PTSMAKE мы обрабатываем эти детали за один прогон. Эта консолидация — больше, чем просто скорость. Каждый раз, когда деталь перемещается и повторно зажимается, вы рискуете потерять точность вашего Дата8. Сохраняя деталь в одном станке, мы устраняем накопление погрешностей от нескольких приспособлений.
Этот процесс напрямую влияет на ваш цикл разработки. Вместо того чтобы неделями ждать прототип, прошедший через нескольких поставщиков для вторичных операций, вы получаете готовую деталь быстрее. Более быстрые детали означают более быстрое тестирование, более быстрые итерации дизайна и более быстрый выход на рынок. В этом суть эффективной швейцарской фрезеровки.
Интегрированная швейцарская фрезеровка оптимизирует прототипирование, объединяя несколько процессов механической обработки в одной установке. Этот метод минимизирует ошибки допусков, устраняет необходимость в сторонних поставщиках и значительно ускоряет циклы итераций, обеспечивая прямой путь от прототипа к производству с повышенной точностью.
Когда не следует использовать швейцарское точение для прототипов
Швейцарское токарное оборудование с ЧПУ отлично подходит для сложных, тонких деталей. Однако для прототипирования это не всегда лучший выбор. Знание его ограничений экономит время и деньги. Я всегда советую клиентам учитывать конкретные потребности их прототипа, прежде чем выбирать процесс.
Детали большого диаметра
Основная сила швейцарской токарной обработки заключается в системе направляющих втулок, которая поддерживает тонкие заготовки. Эта система обычно ограничена меньшими диаметрами прутка, часто менее 32 мм. Для более крупных прототипов обычный токарный станок с ЧПУ гораздо более эффективен и экономичен.
Простые геометрические фигуры
Если ваш прототип представляет собой простой вал или имеет базовые элементы, сложность настройки швейцарского станка избыточна. Обычный токарный станок может изготовить эти детали быстрее и с меньшими затратами, что делает его лучшим выбором для простых конструкций.
| Сложность характеристик | Рекомендуемый процесс | Причина |
|---|---|---|
| Высокие (тонкие, сложные) | Швейцарская токарная обработка с ЧПУ | Превосходная поддержка, высокая точность |
| Низкие (простые валы, базовые разрезы) | Обычный токарный станок с ЧПУ | Более быстрая настройка, более низкая стоимость |
| Большой диаметр (>32 мм) | Обычный токарный станок с ЧПУ | Ограничения мощности станка |
Понимание ограничений швейцарской токарной обработки является ключом к эффективному прототипированию. Речь идет о выборе правильного инструмента для работы. Превышение возможностей станка сверх его предполагаемого использования приводит к компромиссам в качестве, стоимости и сроках поставки, что особенно критично в быстро меняющейся фазе прототипирования.
Соображения по материалам и количеству
Некоторые материалы не идеальны для токарной обработки на автоматах продольного точения. Абразивные или закаленные материалы могут вызвать чрезмерный износ направляющей втулки, что приведет к потере точности. Это может быть серьезной проблемой для таких материалов, как закаленные стали или керамика, где стоимость инструмента и время простоя быстро растут. Еще одним ключевым фактором является время наладки.
Для очень малых партий, таких как одна-три детали, обширная наладка станка продольного точения может составлять значительную часть общей стоимости. В таких сценариях стоимость одной детали становится непомерно высокой. Мы обнаружили, что время наладки часто перевешивает время обработки для таких небольших партий прототипов.
Гибридные подходы к прототипированию
Для первоначальных тестов формы и посадки рассмотрите гибридный подход. 3D-печать полимерной версии может быть невероятно быстрой и дешевой. Если определенные элементы требуют жестких допусков, может быть выполнена вторичная операция токарной обработки на 3D-печатной детали. Этот метод обеспечивает функциональный прототип без высоких затрат на полную ЧПУ-обработку. Материальные проблемы, такие как Galling9 также полностью избегаются.
| Ограничение | Альтернативное решение | Почему это лучше для прототипов |
|---|---|---|
| Абразивные материалы | Обычная токарная обработка (без направляющей втулки) | Избегает чрезмерного износа инструмента и затрат |
| Очень малая партия (1-3) | Обычная токарная обработка или 3D-печать | Сокращение времени наладки и стоимости за деталь |
| Сложные лицевые элементы | 5-осевая фрезерная обработка | Более эффективен для необработанных элементов |
Токарная обработка на автоматах продольного точения точна, но не является универсальным решением для прототипов. Понимание ограничений токарной обработки на автоматах продольного точения, связанных с размером детали, геометрией, материалом и количеством, помогает выбрать более эффективный процесс. Это гарантирует, что ваш проект останется в графике и в рамках бюджета, что является нашим приоритетом в PTSMAKE.
От прототипа к производству — бесшовный переход на той же платформе машины
Одной из наиболее значительных проблем в разработке аппаратного обеспечения является разрыв между прототипированием и производством. Различные поставщики или станки часто приводят к серьезным головным болям. Вы рискуете повторной аттестацией, спорами о допусках и дорогостоящей переработкой оснастки при смене производственной среды. Это распространенное узкое место.
Преимущество непрерывности
Использование одной и той же платформы швейцарского станка для обоих этапов решает эту проблему. Это создает бесшовный мост, гарантируя, что то, что вы одобрили на этапе прототипа, будет точно соответствовать тому, что вы получите в производстве. Этот подход значительно упрощает весь процесс масштабирования.
Устранение производственных препятствий
Этот метод устраняет множество переменных, вызывающих задержки. Постоянство в программировании, оснастке и проверках качества с самого начала обеспечивает плавный переход. Это ключ к эффективным срокам выполнения проектов.

Настоящий переход от прототипа к производству на швейцарском станке означает единый бесшовный поток. Эта стратегия основана на поддержании постоянства в ключевых операционных областях. Когда одна и та же команда и технология обрабатывают деталь от начала до конца, переход становится простым вопросом увеличения количества, а не перепроектирования процесса.
Пример из практики: Компонент шарнира робота
Недавно мы работали над сложным компонентом шарнира робота. Первоначальные прототипы были изготовлены на нашем швейцарском токарном станке Citizen L20. После того, как клиент одобрил дизайн, мы увеличили производство до 500 единиц в месяц на том же станке, используя идентичную настройку.
Преимущество единой платформы
| Аспект | Этап прототипирования | Фаза производства | Выгода |
|---|---|---|---|
| Программист | Иван Иванов | Иван Иванов | Отсутствие кривой обучения |
| CAM Post | Пользовательский L20 | Пользовательский L20 | Идентичный G-код |
| Инструментальная оснастка | Стандартизированный | Стандартизированный | Нет новых затрат на настройку |
| Качество | Протокол CMM | Протокол CMM | Последовательная метрология |
Именно в этой преемственности заключается реальная ценность. Производственная мощность10 установленная на этапе прототипирования, напрямую переносится на производство. Не было никаких изменений в процессе, никаких повторных переговоров по допускам и никаких сюрпризов для клиента. Деталь, которая была одобрена, была той деталью, которая была поставлена в больших объемах.
Использование одной и той же платформы станков от прототипа до производства исключает доработку и неопределенность. Такой подход обеспечивает единообразие в программировании, оснастке и контроле качества, экономя значительное время и средства, гарантируя при этом, что конечные детали соответствуют точным спецификациям, утвержденным на начальном этапе.
Проектирование для швейцарского точения — советы по проектированию для инженеров-прототипистов
При проектировании прототипов для токарной обработки на швейцарских станках с ЧПУ несколько продуманных решений могут значительно сократить расходы и ускорить доставку. Ключевым моментом является ориентация на технологичность с самого начала. Простые корректировки вашего дизайна гарантируют, что мы сможем использовать стандартный инструмент и минимизировать отходы материала, что крайне важно для опытных партий.
Основные соображения по DFM
Важно продумать, как деталь удерживается и обрабатывается. Это часто сводится к размеру исходного материала и доступности элементов. Небольшое изменение диаметра может иметь большое значение.
| Рассмотрение | Влияние на прототипирование |
|---|---|
| Диаметр прутка | Сокращает отходы материала и время цикла |
| Undercuts | Избегает необходимости в дорогостоящих специальных формовочных инструментах |
| Размеры цанг | Использует стандартные приспособления для более быстрой настройки |
| Внутренние особенности | Предотвращает дорогостоящие вторичные операции |
Эти факторы являются основополагающими для эффективного проектирования для токарной обработки на автоматах продольного точения. Правильное их определение на ранних этапах предотвращает задержки и переделки в дальнейшем.

Правильное проектирование для токарной обработки на автоматах продольного точения выходит за рамки простой геометрии. Оно включает в себя более глубокое понимание возможностей и ограничений станка. Оптимизация вашей детали для процесса делает переход от прототипа к производству намного более плавным.
Размер прутка и цанги
Всегда старайтесь проектировать максимальный наружный диаметр вашей детали немного меньше стандартного размера прутка. Это минимизирует количество материала, которое нам приходится снимать, экономя время и деньги. Соответствие стандартным размерам цанг также позволяет избежать необходимости в нестандартных приспособлениях при прототипировании.
Внутренние элементы по сравнению с вторичными операциями
Многие современные автоматы продольного точения оснащены приводным инструментом, который позволяет фрезеровать, сверлить и нарезать резьбу вне центра. Проектирование внутренних элементов, которые могут быть обработаны таким образом, намного эффективнее, чем полагаться на вторичный процесс, такой как Электроэрозионная обработка11, которая значительно увеличивает время и стоимость.
Чек-лист для проектирования с учетом технологичности (DFM) для токарной обработки на автоматах продольного точения
Вот краткий чек-лист, который я рекомендую инженерам использовать перед окончательным утверждением чертежей прототипов. Соблюдение этих рекомендаций помогает нам в PTSMAKE быстрее доставлять ваши детали.
| Пункт контрольного списка | Да / Нет | Примечания |
|---|---|---|
| Максимальный наружный диаметр немного меньше стандартного размера прутка? | Проверьте размеры прутка у поставщика материала. | |
| Все ли поднутрения необходимы? | Можно ли заменить их прямым уступом? | |
| Можно ли создавать внутренние резьбы с помощью метчика? | Избегайте элементов, требующих одноточечной нарезки резьбы. | |
| Толщина стенки больше 0,5 мм? | Более тонкие стенки подвержены деформации. |
Оптимизируя ваш дизайн для токарной обработки на станках типа Swiss, вы можете добиться более быстрых сроков выполнения и снизить затраты на прототипы. Эти небольшие соображения в отношении материалов, оснастки и дизайна элементов приводят к значительной экономии и более эффективному производственному процессу для прецизионных деталей.
Драйверы затрат на прототипы и короткие серии швейцарского точения
Понимание реальной стоимости
Многие продуктовые дизайнеры считают, что токарная обработка на станках Swiss CNC слишком дорога для прототипов или коротких партий. Хотя затраты на наладку являются фактором, такой взгляд часто упускает из виду общую стоимость производства. Реальная ценность проявляется, когда вы рассматриваете всю картину.
Основные компоненты затрат
На окончательную цену детали, изготовленной на станке Swiss, в основном влияют три области. Это время наладки, время цикла обработки и стоимость сырья. Каждый элемент вносит свой вклад по-разному в зависимости от сложности и количества заказа.
Почему это часто дешевле
Для сложных деталей токарная обработка на станках Swiss устраняет необходимость вторичных операций, таких как фрезерование или шлифовка. Эта консолидация снижает затраты на обработку, логистику и вероятность ошибок, часто делая ее более экономически выгодной, чем использование нескольких поставщиков для традиционного процесса.

Наладка против времени цикла
Затраты на наладку фиксированы. Это включает программирование станка и подготовку оснастки. Для одного прототипа эти затраты значительны. Для коротких партий они распределяются на большее количество деталей, снижая цену за единицу. Это ключевой аспект структуры затрат на токарную обработку на станках Swiss.
Фактор материала
Стоимость материалов также играет роль, особенно при минимальных требованиях к закупке прутка для специализированных сплавов. Однако эффективность токарной обработки на станках Swiss CNC минимизирует отходы, что может компенсировать часть этих первоначальных затрат по сравнению с процессами с большим количеством отходов материала.
Практическое сравнение затрат
Рассмотрите сложный медицинский компонент. Вот типичный сценарий, который мы наблюдаем в PTSMAKE для партии из 50 штук. Преимущество одноэтапной обработки на токарных станках с ЧПУ швейцарского типа очевидно, сокращая как время выполнения заказа, так и количество поставщиков, которыми вам нужно управлять.
| Характеристика | Традиционная токарная обработка + фрезерование | Швейцарская токарная обработка (один этап) |
|---|---|---|
| Количество поставщиков | 2-3 (токарная обработка, фрезерование, финишная обработка) | 1 (PTSMAKE) |
| Общее время выполнения | ~2 недели | ~3 дня |
| Влияние на стоимость | Выше из-за множества этапов и логистики | Ниже в целом из-за эффективности |
| Риск качества | Увеличивается при обработке детали | Минимизируется при однократном зажиме |
Советы по снижению затрат
Чтобы снизить затраты на прототипирование, объедините различные детали, использующие один и тот же материал и диаметр, в один заказ. Кроме того, проектирование с учетом стандартного инструмента позволяет избежать расходов на изготовление нестандартного инструмента. Наконец, предоставление четких 3D-моделей с точными Определение геометрических размеров и допуск12 сокращает время программирования и неоднозначность.
Вкратце, стоимость швейцарской токарной обработки зависит от наладки, времени цикла и материалов. Для сложных прототипов она часто оказывается более экономичной, чем традиционные многооперационные процессы, за счет сокращения сроков выполнения, управления поставщиками и потенциальных ошибок, что приводит к снижению общей стоимости.
Ожидаемые сроки выполнения заказов на прототипы швейцарской токарной обработки
При планировании изготовления прототипа крайне важно понимать время выполнения швейцарской токарной обработки. Это не одно число, а диапазон, на который влияет сложность детали. Простой компонент, изготовленный только токарной обработкой, может быть готов всего за несколько дней, в то время как более сложная деталь требует больше времени.
Базовое время выполнения
Для быстрого ознакомления я часто разбиваю первоначальные оценки на основе геометрии. Это помогает установить реалистичную отправную точку для сроков проекта. Помните, что это оценки до учета материалов или специальной отделки, которые мы обсудим позже.
| Сложность деталей | Ориентировочное время выполнения | Основные характеристики |
|---|---|---|
| Простой | 2-3 дня | Базовая токарная обработка, одноосевые элементы. |
| Умеренный | 3-5 дней | Включает фрезерование в реальном времени, поперечное сверление. |
| Комплекс | 5-8 дней | Многоосевая обработка, жесткие допуски. |
Почему сложность имеет значение
Деталь с простыми токарными диаметрами проста. Однако добавление таких элементов, как эксцентричные отверстия или фрезерованные плоскости, требует использования вращающегося инструмента и большего времени на программирование. Сложные геометрии часто включают в себя множество смен инструмента и более медленное время цикла, что напрямую влияет на общий график вашего проекта швейцарской ЧПУ токарной обработки.

Факторы, увеличивающие время выполнения
Помимо геометрии детали, существует несколько других факторов, которые могут существенно повлиять на время выполнения швейцарской токарной обработки. Я всегда советую клиентам учитывать эти переменные на ранних этапах процесса проектирования, чтобы избежать неожиданных задержек. Эти элементы часто добавляют больше времени, чем сама обработка.
Закупка материалов и инструмента
Экзотические материалы, такие как титан или Inconel, не всегда есть в наличии, и время поставки от поставщика может быть долгим. Аналогично, если ваша деталь требует изготовления специальных формовочных инструментов или нестандартных сверл, их заказ и получение увеличивают график до начала какой-либо механической обработки.
Требования к осмотру
Уровень требуемой инспекции является важным фактором. Полный отчет CMM для каждой характеристики занимает гораздо больше времени, чем простая выборочная проверка критических размеров. Детальный Метрология13 добавляет значительное время, но обеспечивает высочайшее качество для требовательных применений.
Оценка вашего времени выполнения заказа
В PTSMAKE мы оптимизируем производство, используя швейцарские станки с двумя шпинделями, которые изготавливают детали за один цикл. Эта технология помогает сократить время выполнения заказов на швейцарскую токарную обработку. Чтобы помочь вам оценить, используйте это простое руководство:
| Фактор | Дополнительное время | Пример |
|---|---|---|
| Экзотический материал | + 3-10 дней | Поиск Inconel 718 |
| Индивидуальная оснастка | + 5-15 дней | Специальный формовочный инструмент |
| Полный отчет CMM | + 1-2 дня | Аэрокосмический или медицинский компонент |
Объединив базовую оценку с этими факторами, вы можете составить более точный график проекта. Такой проактивный подход помогает управлять ожиданиями и обеспечивает более плавное выполнение проекта.
Управление временем выполнения заказов на швейцарскую токарную обработку включает понимание сложности детали, доступности материала и потребностей в инспекции. Открытое обсуждение этих моментов с вашим поставщиком с самого начала — лучший способ гарантировать, что ваши прототипы будут доставлены в срок и будут соответствовать спецификациям.
Контроль качества коротких партий деталей, изготовленных на швейцарских токарных станках — чего ожидать
Многие полагают, что контроль качества для коротких партий или прототипов менее строг. По моему опыту, это опасное заблуждение. В такой высококачественной мастерской, как PTSMAKE, к каждому прототипу относятся с той же серьезностью, что и к детали серийного производства. Контроль качества швейцарского токарного станка не снижается для малых партий.
Мышление "Прототип как производство"
Мы рассматриваем прототип как первый шаг в потенциальном долгосрочном партнерстве. Правильное выполнение с самого начала имеет решающее значение. Это означает применение надежной системы контроля качества к каждой отдельной детали, независимо от размера заказа. Это укрепляет доверие и предотвращает дорогостоящие проблемы в дальнейшем.
Ключевые этапы контроля качества для коротких партий
Процесс систематичен, гарантируя, что ничто не оставлено на волю случая. Ниже приводится типичный рабочий процесс для короткой партии деталей, изготовленных на швейцарском токарном станке.
| Сцена | Назначение |
|---|---|
| Проверка первой статьи | Проверяет, соответствует ли первая деталь, снятая с линии, всем спецификациям чертежа. |
| Проверки в процессе работы | Контролирует размеры во время цикла обработки для раннего выявления отклонений. |
| Окончательная проверка | Подтверждает соответствие всех критических элементов и требований к качеству поверхности. |
Инспекция первой детали (FAI)
Для каждой новой настройки, даже для одной детали, мы проводим инспекцию первой детали (FAI). Это не быстрая проверка; это комплексный процесс, основанный на стандартах AS9102. Мы тщательно измеряем каждое измерение на чертеже, чтобы подтвердить идеальность настройки и оснастки перед запуском оставшегося количества.
Контроль и отчетность в процессе производства
Современные станки для швейцарской токарной обработки с ЧПУ позволяют использовать зонды в процессе производства. Эта автоматизированная функция проверяет критические размеры в середине цикла, предоставляя немедленную обратную связь. Для деталей со сложной геометрией мы генерируем отчеты координатно-измерительной машины (КИМ). Это обеспечивает точные данные о характеристиках, которые трудно измерить стандартными инструментами.
Документация и защита интеллектуальной собственности
Каждая деталь сопровождается надлежащей документацией. Это включает сертификаты на материалы для гарантии целостности сплава и полный Прослеживаемость14. Мы также понимаем важность интеллектуальной собственности, особенно на этапе прототипирования. Мы всегда подписываем соглашения о неразглашении (NDA) и имеем строгие внутренние протоколы для защиты дизайнов наших клиентов.
| Документ контроля качества | Описание |
|---|---|
| Отчет FAI | Подробная запись измерений первой детали по чертежу. |
| Отчет КИМ | Предоставляет 3D-координатные данные для сложных или критических элементов. |
| Сертификат на материал | Проверяет состав сырья и его происхождение с прокатного стана. |
| Отчет о шероховатости поверхности | Подтверждает, что деталь соответствует заданным требованиям к шероховатости (Ra). |
Строгий швейцарский контроль качества токарной обработки для коротких партий является обязательным. Он включает в себя производственный FAI, промежуточные проверки и полную документацию. Это гарантирует, что каждый прототип соответствует точным спецификациям, закладывая основу для успешного производства и укрепляя доверие с самой первой детали.

Понимание этой концепции помогает диагностировать сбои при механической обработке и выбирать правильный процесс для тонких компонентов. ↩
Понимание трибологии помогает оптимизировать смазочно-охлаждающие жидкости и срок службы инструмента, что критически важно для достижения высокой точности. ↩
Изучите кинематику станка, чтобы понять, как скоординированное многоосное движение обеспечивает сложную обработку за одну установку. ↩
Понимание биения имеет решающее значение для оценки точности вращения высокоточных механических узлов. ↩
Понимание этого свойства помогает прогнозировать поведение материала, обеспечивая более высокую точность сложных деталей. ↩
Понимание этого свойства помогает прогнозировать обрабатываемость материала и его способность выдерживать жесткие допуски. ↩
Понимание этой метрики помогает вам указывать отделки, которые достижимы и экономически эффективны для функции вашей детали. ↩
Понимание базовых поверхностей является ключом к пониманию того, как обработка за одну установку обеспечивает превосходную точность и согласованность деталей. ↩
Понимание заедания помогает при выборе материала для предотвращения отказа компонента во время обработки. ↩
Понимание этой концепции помогает обеспечить стабильность производственного процесса и постоянное соответствие требованиям качества в больших масштабах. ↩
Узнайте, как этот бесконтактный процесс обрабатывает твердые металлы и сложные формы, которые не могут создать традиционные инструменты. ↩
Узнайте, как этот символический язык передает точное намерение проектирования для производства, обеспечивая форму, посадку и функцию вашей детали. ↩
Понимание метрологии помогает определить потребности в инспекции, гарантируя, что детали соответствуют точным стандартам без ненужных задержек. ↩
Узнайте, как эта концепция обеспечивает целостность материала и историю детали в регулируемых отраслях. ↩






