

AIサーバーラックは、冷却システムが対応できる以上に熱くなっていませんか?空冷は限界に達しており、表面平坦度の低さによるTIMギャップが、熱性能を静かに10~15%低下させています。.
カスタムCNC加工液冷コールドプレートは、内部流路を持つ精密加工された銅またはアルミニウム製熱交換器で、AIデータセンター、HPCシステム、および0.01mm以下の平坦度と複雑な流路形状を必要とする高出力電子機器におけるチップ直接冷却用に設計されています。.

このガイドでは、[Company Name]でのコールドプレート製造について私が学んだことすべて、つまり材料選択や流路設計から、ろう付け、平坦度管理、実際の生産事例までを詳しく説明します。さっそく始めましょう。.
AIデータセンターが熱の壁にぶつかる理由 — そしてコールドプレートがその脱出路である理由
高密度コンピューティングにおける空冷の時代は終わりを告げようとしています。AIワークロードがラック密度を80kW以上に押し上げる中、従来の方法では対応しきれていません。これは単なる将来の問題ではなく、今まさに起こっていることです。AI冷却におけるデータセンターの熱の壁は、パフォーマンスにとって大きな障壁となっています。.
避けられない転換
明らかな傾向が見られます。S&P Globalの最近のレポートによると、データセンター運営者の21%が今年中に液冷への移行を計画しています。これは、ダイレクト・ツー・チップコールドプレートの採用トレンドに対する緊急性と業界の対応を浮き彫りにしています。.
市場の勢い
液冷ソリューション市場は、この緊急性を反映しています。AIおよびHPC環境におけるより効率的な熱管理への需要に牽引され、大幅な成長が見込まれています。.
| 市場指標 | 予測値 |
|---|---|
| 2025年の市場規模 | 46.8億ドル |
| CAGR(年平均成長率) | 18.6% |
この成長は、液冷、特にコールドプレートの使用が新たな標準になりつつあることを強調しています。.

核となる問題は、単により多くの熱を除去することだけではありません。それは、熱を発生源から直接除去することです。従来の空冷では、現代のGPUやプロセッサによって発生する集中した熱に対処するのに苦労します。これは、総熱負荷だけでなく、熱密度に関する問題です。ここにダイレクト・ツー・チップソリューションが優れている点があります。.
ダイレクト・ツー・チップが不可欠な理由
液冷コールドプレートは、熱が逃げるための直接的な経路を提供します。液体が充填されたプレートをプロセッサに取り付けることで、熱は空気よりもはるかに効率的に伝達されます。これにより、チップは過度の温度によるスロットリングなしに、最適なパフォーマンスレベルで動作することができます。.
しかし、実装には精度が求められます。チップとコールドプレート間のインターフェースは極めて重要です。接続不良、部品のずれ、または不適合な材料は 熱膨張係数1 システム全体を損なう可能性があります。お客様との協業を通じて、これらのプレートの製造公差が非常に厳しいことが分かっています。.
空冷 vs. 液冷の有効性
この表は、当社の社内テストに基づいた熱伝達能力の根本的な違いを示しています。.
| 冷却方法 | 熱伝達効率 | 電力密度適合性 |
|---|---|---|
| 空冷 | 低い | 30kW/ラック未満 |
| 液体冷却 | 高い | 80kW/ラック超 |
液冷への移行は単なるアップグレードではなく、AIインフラストラクチャの可能性を最大限に引き出すための必要な進化です。.
AIの要求がラック密度を押し上げるにつれて、空冷はもはや実行不可能になっています。精密に設計されたコールドプレートに代表されるダイレクトチップ液冷は、必要な熱管理を提供し、高性能コンピューティングデータセンターの未来にとって不可欠な技術となっています。.
銅製コールドプレート vs. アルミニウム製コールドプレート — 熱伝導率は話の半分に過ぎない
液冷コールドプレートの材料を選ぶ際、誰もが銅の優れた熱伝導率を指摘します。それは事実ですが、その数値だけに注目すると、過剰設計でコストのかかるソリューションにつながる可能性があります。最良の選択は、特定の用途に対して熱性能、重量、製造コストのバランスを取ることです。.
材料特性の概要
アルミニウムは、その低コストと軽量性から、実用的な出発点となることがよくあります。銅は、性能が唯一の優先事項である極端な熱負荷に対するプレミアムな選択肢です。この決定は常に単純ではありません。.
| プロパティ | 銅(C110) | アルミニウム(6061) |
|---|---|---|
| 熱伝導率 | ~400 W/mK | ~200 W/mK |
| 密度 | 8.9 g/cm³ | 2.7 g/cm³ |
| 相対コスト | 高い | 低い |
| 加工性 | フェア | 素晴らしい |
各材料を選択する時期
ほとんどの商用電子機器や産業システムでは、アルミニウムははるかに低い価格で十分な冷却を提供します。しかし、高出力データセンターGPUや特殊な医療用レーザーのようなアプリケーションでは、優れた銅製コールドプレートの熱性能は譲れません。.

アルミニウムと銅の液冷に関する議論は、単なる数値を超えています。PTSMAKEでは、より微妙なコールドプレート材料選択ガイドを通じてお客様を導くことがよくあります。例えば、加工性は最終コストに直接影響します。アルミニウムは加工が容易であるため、劇的な価格上昇なしに、より複雑な内部フィン構造を可能にします。.
単一素材を超えて:ハイブリッド設計
ハイブリッド設計は、多くの場合、両方の利点を提供することを発見しました。銅ベースをアルミニウム本体に埋め込んだり、ろう付けしたりできます。このアプローチは、高い 熱流束2 熱源直下の領域を銅でターゲットにしつつ、全体の構造を軽量かつ費用対効果の高いものに保ちます。.
この戦略は、フル銅製では非常に重く高価になる大型の液冷コールドプレートに特に効果的です。過剰な出費をせずに、ターゲットを絞った性能を実現できます。.
アプリケーションに基づく推奨事項
当社が手掛けたプロジェクトに基づいた簡単な内訳を以下に示します。この表は、特定の熱要件にどの材料が一般的に適合するかを明確にするのに役立ちます。.
| 申し込み | 推奨素材 | 根拠 |
|---|---|---|
| コンシューマー・エレクトロニクス | アルミニウム | コストと重量が主な要因です。. |
| 産業用パワーインバータ | アルミニウム | 性能とコストの良好なバランス。. |
| ハイエンドPCゲーミング | 銅またはハイブリッド | 最高の性能が求められます。. |
| AI/HPC GPU(>700W) | 銅 | 最高の熱伝導率が要求されます。. |
最終的に、液冷コールドプレートに適した材料を選択するには、熱負荷、予算、重量のバランスを取る必要があります。銅は最高の性能を提供しますが、アルミニウムは幅広い用途において、より賢明で費用対効果の高い選択肢となることがよくあります。ハイブリッド設計は優れた妥協点を提供します。.
マイクロチャネル、ピンフィン、蛇行経路 — コールドプレートの流路設計を解説
液冷コールドプレートの適切な内部流路を選択することは非常に重要です。この決定は、熱性能と油圧要件のバランスに直接影響します。各設計には独自の利点があり、それらを理解することで、特定のアプリケーション向けに効率的な冷却ソリューションを作成するのに役立ちます。.
主な設計上のトレードオフ
主要な課題は、熱水力学的トレードオフの管理です。表面積の増加や流体の乱流は熱伝達を改善しますが、圧力損失も増加させます。これにより、流量を維持するためにより強力で高価なポンプが必要となり、システム全体の効率に影響を与えます。.
一般的な流路形状
異なるアプリケーションには異なる戦略が必要です。高くて均一な熱負荷にはある設計が有利ですが、集中したホットスポットには別の設計が必要です。ここでは、私が扱う最も一般的な内部形状を簡単に比較します。.
| チャネルタイプ | 主な利点 | 理想的なアプリケーション |
|---|---|---|
| マイクロチャネル | 高い表面積 | 均一で高い熱流束 |
| ピンフィン | 乱流を誘発 | ホットスポットのターゲティング |
| 蛇行経路 | 長い流体滞留時間 | 全体的な温度均一性 |
| ドリルチャネル | シンプルな製造 | 低性能のニーズ |

各形状を深く掘り下げると、その特定の長所と短所が明らかになります。目標は常に、必要なポンプ動力を最小限に抑えながら熱除去を最大化することです。これは、効果的なコールドプレート設計を定義するデリケートなバランスです。.
ストレートマイクロチャネル
高く均一に分散された熱負荷に対しては、マイクロチャネルコールドプレート設計を推奨することがよくあります。これらの並列チャネルは、熱交換のための広大な表面積を生み出します。しかし、この高密度な構成は大きな圧力損失を引き起こすため、システム設計に考慮する必要があります。.
ピンフィン配列
特定のプロセッサの下など、局所的なホットスポットに対処する場合、ピンフィンコールドプレートの形状が優れています。ピンは冷却液の流れを妨げ、熱を分解する乱流を生成し、 ヌッセルト数3 最も必要とされる場所で局所的な熱伝達を促進します。.
サーペンタインチャネルとドリルチャネル
サーペンタインチャネルは、冷却液を曲がりくねった経路に沿って流し、接触時間を増やすことでプレート全体の温度均一性を向上させます。ドリルクロスチャネルは、よりシンプルで低コストな選択肢ですが、性能が限られており、今日の要求の厳しいアプリケーションではあまり一般的ではありません。.
製造の役割
最新のCNC加工された流路は、これらの複雑な形状を精密に実現します。PTSMAKEでは、鋳造のような古い方法では不可能だった複雑なピンフィンやマイクロチャネルを作成できます。この製造の柔軟性が、コールドプレートの最適な圧力損失最適化を達成するための鍵となります。.
コールドプレートのチャネル形状を選択する際には、重要なトレードオフが伴います。マイクロチャネルは表面積を最大化し、ピンフィンはホットスポットのために乱流を生成し、サーペンタイン経路は均一性を向上させます。最適な選択は、熱性能と油圧ペナルティのバランスを取ることであり、これは精密なCNC加工によって可能になります。.
ハイブリッドコールドプレート製造 — CNC加工とろう付けの組み合わせがオールCNCを凌駕するとき
高性能液冷コールドプレートを設計する際、単一の金属ブロックが常に最善の解決策とは限りません。完全にCNC加工されたコールドプレートは多くのアプリケーションで優れていますが、物理的な限界があります。CNC加工とろう付けを組み合わせたハイブリッドアプローチは、優れた熱性能を引き出します。.
工具の限界を克服する
モノリシック(一体型)設計の主な制約は、エンドミルの到達範囲と直径です。深く、狭く、または複雑な内部チャネルは、多くの場合、単一のブロックから加工することは不可能です。ここに、2ピースのハイブリッド設計が優れている点があります。.
2つの方法の物語
ハイブリッド方式は、2つの別々のプレートを加工し、それらを接合することで複雑な内部形状を作成します。これにより、他の方法では不可能だった特徴が可能になり、真空ろう付けコールドプレートにおける放熱のための流路を最適化します。.
| 特徴 | 全CNC(モノリシック) | CNC + ろう付け(ハイブリッド) |
|---|---|---|
| チャネルの複雑さ | 低~中程度 | 高い~非常に高い |
| チャンネル深さ | 工具の到達範囲に制限される | 事実上無制限 |
| 壁厚 | 厚い(構造的) | 薄い(最適化された) |
| デザインの自由 | 制限あり | 大幅に拡張 |
この方法は、PTSMAKEにおける当社の製造戦略の中核をなすものであり、特定の熱課題に合わせたソリューションを提供することを可能にします。.
CNC加工およびろう付けされたコールドプレートのプロセスは、2枚の別々のプレートから始まります。ベースプレートに複雑なチャンネルネットワークを加工し、次に平らなカバープレートを加工します。この事前加工により、完璧で隙間のない嵌合が保証され、これは良好な接合にとって極めて重要です。.
接合プロセス
これら2つのコンポーネントは、特殊なプロセスを使用して接合されます。真空ろう付けは最も一般的な方法であり、制御された環境下で強力で漏れのないシールを作成します。これにより酸化が防止され、最終アセンブリの完全性が保証されます。これはすべての液冷コールドプレートにとって不可欠です。.
高度な代替手段
さらに要求の厳しいアプリケーション向けには、他の接合技術も利用しています。摩擦攪拌接合コールドプレートは、優れた強度を持つ固相溶接を提供します。また、当社では 拡散接合4, 、高圧・高温下で材料を溶融させることなく分子レベルで接合するプロセスです。.
これらの高度な組立経路への投資は、当社の広範なCNC能力と相まって、最適な製造ソリューションを提供することを可能にします。このコールドプレート製造方法の比較により、お客様の性能、予算、材料要件に常に最適なプロセスを確実に選択できます。.
高性能液冷コールドプレートの場合、ハイブリッドCNCプラスろう付けアプローチは、オールCNC方式をしばしば上回ります。これにより、優れた熱管理のための複雑な内部形状が可能になり、最もスマートな製造ソリューションが、最適な結果を得るために異なる技術の最良の部分を組み合わせることを示しています。.
CNC加工が他のどのプロセスよりも優れたコールドプレートの平坦度を実現する理由
高性能エレクトロニクスにおいて、液冷コールドプレートの平面度は単なる仕様ではなく、極めて重要な性能因子です。不均一な取り付け面は、コールドプレートと熱源の間に微細な隙間を生み出します。これらの隙間は、熱伝導性界面材料(TIM)で満たされ、断熱材として機能します。.
不完全な平面度の問題
わずかな隙間でも熱抵抗を大幅に増加させ、熱伝達を妨げます。これがコールドプレートの平面度公差が非常に重要である理由です。CNC加工は常に優れた平面度を実現し、熱効率を直接向上させ、負荷がかかった状態でもコンポーネントを冷却し続けます。.
製造プロセスの比較
異なる製造方法では、平面度に関して大きく異なる結果が生じます。.
| 製造工程 | 標準的な平面度公差 | パフォーマンスへの影響 |
|---|---|---|
| CNC加工 | 0.01 mm以下 | TIMギャップが最小限、最適な熱伝達 |
| 鋳造 / スカイビング | 0.05 mm – 0.1 mm | TIMギャップが大きく、熱抵抗が増加 |
| 押出 | 0.1 mm超 | 著しい性能損失、直接実装には不適 |
ご覧のように、CNC加工は液冷コールドプレートにとって明確な利点をもたらします。.

TIMと表面仕上げの重要な役割
コールドプレートにおける熱界面材料のギャップの核心的な問題は、金属と比較して熱伝導率が低いことです。0.05mmの平面度では、隙間を埋めるためにより厚いTIM層が必要となり、熱が閉じ込められます。CNC加工された0.01mmの表面平面度は、このギャップを最小限に抑えます。.
性能向上を数値化する
クライアントとのテストでは、この違いは些細なものではないことが示されています。ギャップを減らすことで、界面での熱伝達が10~15%向上します。高電力密度のチップの場合、これは安定した動作とサーマルスロットリングの間の違いとなり、最終製品の信頼性に直接影響を与えます。.
平面度を超えて:Raの重要性
表面仕上げも同様に重要です。当社が目指すRa 0.4μmのような滑らかな表面は、TIMが気泡なしで薄く均一な層に広がることを可能にします。この最適な接触が、方程式の重要な部分です。ここに、 表面計測学5 が製造において不可欠となります。.
CNC加工は、現代の液冷コールドプレートに求められる厳しい平面度公差と微細な表面仕上げの両方を確実に実現できる唯一のプロセスです。これは、性能に関する推測を排除する、精密で制御可能な方法です。.
当社では、高度なCNC技術を用いて、すべての液冷コールドプレートが厳格な平面度と仕上げの仕様を満たすようにしています。この精度は、熱性能を最大化し、お客様の価値の高い電子システムの信頼性を確保するために不可欠です。.
スカイブ加工コールドプレート vs. CNC加工コールドプレート — 本当の違いとは?
液冷コールドプレートを製造する際、フィン作成方法は非常に重要です。一般的な2つのプロセスは、スカイビングとCNC加工です。どちらを選択するかは、性能、コスト、設計の自由度に直接影響します。スカイビングは、シンプルで平行なフィンアレイに最適な高速プロセスです。.
主な製造上の違い
スカイビングは、金属の固体ブロックから薄いフィンを削り出します。対照的に、CNCフライス加工は材料を精密に切削してチャネルを形成します。この根本的な違いが、設計の幾何学的可能性を決定します。.
プロセスの適合性
| 特徴 | スカイビング(ブローチ加工) | CNC加工 |
|---|---|---|
| 幾何学 | シンプルな平行フィン | 複雑な非線形チャネル |
| スピード | シンプルな設計には高速 | 遅い、細部にこだわる |
| 特徴 | スルーチャネルに限定される | 一体型マニホールド、ポート |
| 最適 | 大量生産、シンプルなプレート | カスタム、高性能設計 |
この違いは、スキブ加工とCNC加工のコールドプレートのどちらを選択するかを決定する上で重要です。.

スキブ加工は、一種の ブローチ加工であり、6, 金属ブロックに特殊な切削工具を押し当てることでフィンを形成します。この方法は、まっすぐで均一なフィンを製造するのに非常に効率的です。しかし、その主な制限は一方向性であることです。このプロセスでは、平行なフィンしか作成できません。.
CNC加工が不可欠な場合
CNC加工は、はるかに優れた設計の柔軟性を提供します。PTSMAKEでは、複雑な機能を必要とする液冷コールドプレートにはCNCを推奨することがよくあります。例えば、特定のホットスポットを狙う非線形チャネル、一体型マニホールド機能、またはねじ込みポートが設計に含まれる場合、CNCが唯一の実行可能な選択肢です。CNCフライス加工されたコールドプレートは、スキブフィン設計と比較して、複数の深さのゾーンを可能にし、冷却液の流れと熱伝達を最適化できます。.
パフォーマンスに関する考察
ブローチ加工されたヒートシンクは費用対効果が高いですが、その性能はシンプルな形状によって制限されます。あらゆる温度が重要となる高度なアプリケーションでは、CNC加工されたコールドプレートの精度により、設計意図が完全に実現され、熱効率が最大化されます。複雑な内部構造を作成できる能力は、大きな利点です。.
要するに、スキブ加工はシンプルで大量生産の設計において速度と費用対効果を提供します。しかし、複雑な形状や統合された機能を必要とする複雑または高性能な液冷コールドプレートには、CNC加工が優れた、そしてしばしば必要な製造方法です。.
平坦度、粗さ、平行度 — コールドプレートの性能を決定する3つの表面品質指標
液冷コールドプレートの場合、最適な性能は取り付け面の品質にかかっています。3つの幾何学的パラメータが絶対に重要です。それは、平面度、表面粗さ、平行度です。.
熱伝達の基盤
これらの測定基準は、コールドプレートと熱源の間の熱界面材料(TIM)層に直接影響を与えます。不完全な表面はTIM層を厚くすることを余儀なくさせ、これにより熱抵抗が劇的に増加し、冷却効率が低下します。.
1ミクロンが重要である理由
これらの特性を制御することは、性能だけでなく信頼性にも関わります。不均一な表面は、組み立て時に機械的ストレスを生み出し、デリケートな電子部品を損傷する可能性があります。精密機械加工は、必要な表面完全性を達成するための鍵です。.

優れた熱性能を達成するためには、これら3つの相互に関連する表面特性を正確に制御する必要があります。それぞれが熱抵抗を最小限に抑え、あらゆる液冷コールドプレートアセンブリの機械的安定性を確保する上で、明確な役割を果たします。.
平坦性
コールドプレートの平面度仕様は、表面が完全な数学的平面からどれだけ逸脱するかを定義します。大きな逸脱は大規模な隙間を生み出し、それを埋めるために厚いTIM層が必要になります。当社では、CMM検査コールドプレートプロセスに三次元測定機(CMM)を使用し、平面度が通常1インチあたり0.001インチ以内に保たれるようにしています。.
表面粗さ
これは表面のより微細な凹凸を測定します。制御された表面粗さのコールドプレート接触面により、TIMを薄く均一に広げることができます。当社ではしばしば 表面粗さ計7 を使用してこれを測定し、ほとんどの用途でRa値0.8~1.6 μmを目標としています。.
パラレリズム
厳密な平行度公差のコールドプレートは、取り付け面がベースに対して完全に平行であることを保証します。これにより、コンポーネント全体に均一なクランプ圧力がかかり、局所的な応力を防ぎ、一貫したTIMボンドライン厚さを確保します。.
| メートル | 第一次影響 | 測定方法 |
|---|---|---|
| 平坦性 | TIMボンドライン厚さ | CMM |
| 粗さ | TIMの濡れ性および密着性 | プロフィロメーター |
| パラレリズム | クランプ応力と均一性 | CMM |
平面度、粗さ、平行度を習得することは、高性能液冷コールドプレートにとって不可欠です。これらの品質は熱抵抗と機械的安定性を直接左右し、負荷がかかった状態でもコンポーネントが低温で確実に動作することを保証します。.
流体ポート、Oリング溝、ねじ込みインサートの設計 — 正しい接続を実現する
コールドプレートの性能は、最終的にその接続によって決まります。漏れはシステム全体を危険にさらす可能性があるため、堅牢な流体ポート設計が不可欠です。適切なポートタイプを選択することは、確実な漏れ防止シールを確保するための、あらゆる液冷コールドプレートプロジェクトにおける最初の重要な決定です。.
ポートねじタイプの理解
一般的なねじの種類はそれぞれ異なる目的を果たします。誤ったものを選択することは、故障の頻繁な原因となります。当社は、お客様の用途の圧力、振動、および保守性のニーズに最適な規格について、お客様をガイドすることがよくあります。コールドプレートの漏れ防止はここから始まります。.
一般的なねじ規格
| スレッドタイプ | シール方法 | 一般的なアプリケーション |
|---|---|---|
| かくふかくさんじょうやく | テーパーネジ | 産業用流体動力 |
| G / BSPP | ガスケットまたはOリング | 低圧システム |
| SAE J1926 | Oリング | 高圧油圧 |
適切なコールドプレートの流体ポート設計は、長期的な信頼性を保証します。選択は、システムの運用要件に完全に依存します。高振動環境では、SAEのようなOリングシールポートは、NPTねじコールドプレート接続よりも信頼性の高い選択肢となることがよくあります。.

ねじ以外に、Oリング溝自体も重要です。その形状がシールの有効性と寿命を決定します。ダブテールと長方形の2つの主要な設計は、Oリング溝コールドプレートに異なる利点をもたらします。ダブテール溝は、組み立て中にOリングを保持するのに役立ち、これは有用です。.
Oリング溝とインサートの考慮事項
しかし、ダブテール溝の機械加工はより複雑で、コストが増加する可能性があります。組み立て手順が管理されていれば、標準的な長方形の溝で十分な場合が多いです。材料の デュロメーター8 も、持続的なシールに必要な正しい圧縮を計算する上で重要な要素です。.
ねじ込みインサートのオプション
アルミニウムのような柔らかい材料を扱う場合、ねじ山の剥がれを防ぐためにねじ込みインサートが必要です。キーロックインサートは、ヘリコイルのようなワイヤースタイルのインサートと比較して優れたトルク抵抗を提供するため、頻繁に組み立ておよび分解される接続に最適です。.
PTSMAKEでは、当社の高度なCNC機械加工能力により、これらの精密なポート、Oリング溝、およびインサートの準備をコールドプレート本体に直接統合できます。この一体構造により、二次加工による潜在的な漏れ経路が排除され、液冷コールドプレートの信頼性が大幅に向上します。.
液体接続を適切に行うことは、性能にとって不可欠です。ねじの種類、精密なOリング溝の設計、および適切なねじ込みインサートの慎重な選択は、繊細な電子部品を損傷から保護する信頼性の高い、漏れのないコールドプレートを作成するために不可欠です。.
CNCによるコールドプレートのプロトタイピング — 設計反復において工具コストゼロが重要な理由
カスタム液冷コールドプレートを開発する際、CNC加工の最大の利点は、ツーリングコストの排除です。ダイカストやプレス加工のような従来の方法では、高価な金型や硬質治具が必要です。これらのツールは、部品を1つも見る前に、多額の初期投資とリードタイムを追加します。.
CNCの利点:スピードと柔軟性
CNCを使用すると、アルミニウムまたは銅の固体ブロックから直接プロトタイプを加工できます。このツーリング不要のコールドプレート製造アプローチにより、最初の部品は最短5~7日で準備できます。変更は簡単なソフトウェア調整であり、高価な金型修正ではありません。.
コスト比較の概要
この表は、初期設定の違いを示しています。主なポイントは、CNCが従来のツーリングに伴う高い参入障壁を回避し、より機敏なコールドプレートのDFMプロトタイプサイクルを可能にすることです。.
| 特徴 | CNC加工 | ダイカスト |
|---|---|---|
| 金型費用 | $0 | キャビティあたり数千を超える場合がある |
| 初期リードタイム | 5〜7日 | 6~10週間 |
| 治具の種類 | 基本的なワーク保持 | カスタム硬質ツーリング |
| 設計変更コスト | 最小限(プログラミング) | 高い(ツール手直し) |
この合理化されたプロセスは、機能的なプロトタイプをエンジニアの手に迅速に届けるのに理想的です。.
迅速な設計反復の実現
CNCコールドプレートのプロトタイプ作成プロセスの真の力は、設計検証時に発揮されます。熱エンジニアは、単一のプロトタイプ作成サイクル内で複数の内部チャネル形状をテストできます。これにより、冷却液の流れと熱性能の最適なバランスを見つけるための経験的テストが可能になります。.
イテレーションループ
CNCを使用すると、反復作業は簡単です。エンジニアは蛇行チャネルを持つ部品を要求し、テストし、その後、並列チャネル設計の別の部品を要求できます。コストは機械時間とプログラミングにのみ関連するため、この迅速なコールドプレートの反復は信じられないほど費用対効果が高いです。.
イテレーションサイクルの比較
このアプローチは、鋳造ではほぼ不可能です。各設計バリエーションごとに新しいダイキャストツールを作成することは、費用的に法外であり、時間がかかります。PTSMAKEでは、エンジニアがこの柔軟性を活用して、実際のテストデータに基づいて設計を洗練させ、最終製品の 熱伝達係数9 が仕様を満たすようにします。.
| アスペクト | 10. CNCプロトタイピング | ダイキャストプロトタイピング |
|---|---|---|
| 複数の設計のテスト | 1サイクルで可能 | 複数の高価なツールが必要 |
| イテレーションあたりの時間 | 日数 | 週または月 |
| イテレーションあたりのコスト | 低い(プログラミング+材料) | 非常に高い(新しいツーリング) |
| デザインの自由 | 高い | ツーリングの制約により限定される |
最終的に、CNC加工は液冷コールドプレートの開発プロセスにおけるリスクを低減します。.
CNC加工は、工具費用と遅延という大きな障壁を取り除きます。これにより、迅速で手頃な価格の柔軟なプロトタイピングが可能になり、エンジニアは従来の製造方法で必要とされる莫大な投資なしに、液冷コールドプレートの複数の設計をテストし、検証することができます。.
ワンオフのプロトタイプから生産へ — 工具の再調整なしでコールドプレートをスケールアップ
液冷コールドプレートを単一ユニットから数千個にスケールアップするのに、高価な工具は必要ありません。コールドプレートのプロトタイプから生産への道筋はシームレスであるべきです。CNC加工では、プロセスは金型やダイへの初期投資ではなく、柔軟性によって定義されます。.
当社のスケーリングパスウェイ
PTSMAKEでは、明確な3段階のプロセスを採用しています。この構造により、お客様は大量生産にコミットする前に、プロトタイプで設計を検証することができます。需要の増加に応じて、予測可能なタイムラインとコスト構造を提供します。.
| ステージ | 数量 | 一般的なリードタイム |
|---|---|---|
| プロトタイプ | 5~50個 | 3~5営業日 |
| 少量 | 50~1,000個 | 1-2週間 |
| ハイボリューム | 1,000個以上 | 3-4週間 |
このモデルは、オンデマンド製造を完璧にサポートします。.

CNCコールドプレートのスケーラビリティの主な利点は、工具費用がかからないことです。射出成形やダイカストとは異なり、数千ドルもする金型によって設計が固定されることはありません。これにより、初期生産後でも金銭的なペナルティなしに設計の反復が可能です。.
金型ではなく、生産能力の力
どのようにスケールアップするのでしょうか?簡単です。より多くの機械時間を割り当てるだけです。プロトタイプの場合、1台または2台のCNCマシンが使用されるかもしれません。大量のCNCコールドプレート注文の場合、複数のマシンを専用のセルとして同時に部品を加工することができます。製造プロセス自体は同じままです。.
これにより、10番目の部品が10,000番目の部品と同一であることが保証されます。この一貫性を維持することは非常に重要です。高い 再現性10 CNC加工は、生産量全体にわたって熱性能と機械的適合性が一貫していることを意味します。これは、金型が時間の経過とともに摩耗するため、工具ベースの方法では苦労する可能性のある品質保証のレベルです。.
企業にとって、これは製品発売全体のリスクを低減します。少量のコールドプレート製造で市場に参入し、販売データがそれを裏付ける場合にのみ生産を増やすことができます。これにより、製造費用を収益と直接一致させることができます。.
CNC加工は、コールドプレート生産を拡大するための柔軟で工具不要な方法を提供します。この方法により、機械の能力を追加するだけで、試作品から大量注文へと移行でき、一貫性を確保し、多額の初期投資を回避できます。.
材料認証とトレーサビリティ — データセンターOEMがコールドプレートサプライヤーに求めるもの
データセンターのOEMにとって、液冷コールドプレートの材料認証は単なる書類ではありません。これらは性能、信頼性、および規制順守を確保するために不可欠です。特にコンポーネントが厳格な熱的および機械的仕様を満たす必要がある場合、完全なトレーサビリティは基本的な期待事項です。.
主要なトレーサビリティ文書
OEMはしばしば完全な文書パッケージを要求します。これは材料の起源、組成、および特性を確認します。これにより推測が排除され、すべての部品が設計意図を満たすことが保証されます。材料品質の不備は、冷却システム全体を損なう可能性があります。.
ミルテストレポート(MTR)
MTRは基礎となる文書です。これは、材料を生産したミルから直接、その物理的および化学的特性の要約を提供します。.
| 文書タイプ | 提供 | 目的 |
|---|---|---|
| ミルテストレポート(MTR) | 材料ミル | 化学的・機械的特性を認証 |
| 適合証明書 | CNCサプライヤー | 部品が仕様を満たしていることを確認 |
| コンプライアンス文書(RoHS/REACH) | 材料ミル/サプライヤー | 環境コンプライアンスを確認 |
EN 10204認証の理解
厳格な要件を持つプロジェクト、特にヨーロッパ市場においては、EN 10204認証が不可欠です。これらは異なるレベルの検証を提供します。タイプ3.1認証は、製造部門とは独立した製造業者の認定代表者によって検証されます。タイプ3.2認証はさらに別の層を追加し、第三者検査機関による検証を必要とします。.
化学的および機械的検証
当社は、完全なコンプライアンスを確保するために、独立した検証を頻繁に実施しています。これには、次のような方法が含まれます。 分光測定11 C11000銅などの材料の化学組成を確認します。これにより、C11000銅の完全なトレーサビリティが保証されます。同様に、機械的特性もテストされ、材料が動作応力に耐えられることが保証されます。.
| 証明書の種類 | バリデーション | 一般的な使用例 |
|---|---|---|
| EN 10204 3.1 | 製造者の検査官 | 標準的な産業用途 |
| EN 10204 3.2 | 第三者検査官 | 重要部品(航空宇宙、防衛) |
RoHSおよびREACH準拠
性能だけでなく、環境規制も譲れません。RoHSおよびREACHへの準拠は、多くの地域で市場参入のために必須です。お客様のCNCサプライヤーとして、当社は液冷コールドプレートに使用されるすべてのアルミニウムおよび銅合金が完全に準拠していることを保証し、各バッチに必要な書類を提供します。.
高性能液冷コールドプレートにとって、完全な材料トレーサビリティは不可欠です。ミルテストレポートからEN 10204証明書、RoHS準拠まで、この文書はデータセンターのOEMがシステムの信頼性と規制順守を確保するために要求する品質保証を提供します。.
製造容易性を考慮したコールドプレート設計 — 熱性能を犠牲にすることなくコストを削減する方法
液冷コールドプレートを設計する際、小さな選択が大きなコスト増につながることがあります。製造容易性設計(DFM)に焦点を当てることは非常に重要です。これにより、熱性能を損なうことなく、設計が効率的に生産されることが保証されます。単純な見落としが、最終価格を不必要に吊り上げることがよくあります。.
PTSMAKEでは、お客様がこれらの決定を下す際にご案内します。設計段階でのいくつかの重要な調整により、生産コストを大幅に削減できます。このアプローチは実用性に焦点を当て、実際のメリットがない過剰な設計を避けます。コールドプレートのDFMに関するいくつかの実用的なガイドラインを見てみましょう。.
チャネル形状の簡素化
深く狭いチャネルは、CNC加工における一般的なコスト要因です。深さ50mmを超えるチャネルの加工には、特殊な工具と遅い切削速度が必要となることが多く、機械加工時間が増加します。標準的なエンドミルの長さにこだわることで、プロセスが簡素化され、コストが削減されます。.
現実的な公差を指定する
コストを節約する最も簡単な方法の1つは、達成可能な公差を指定することです。±0.005mmの公差は紙面上では良く見えるかもしれませんが、多くの場合、不必要です。±0.02mmのより緩い公差で完全に機能するのであれば、そちらを選択してください。より厳しい公差は、より慎重なセットアップと検査を必要とします。.
| デザインの選択 | 低コストアプローチ | 高コスト・アプローチ |
|---|---|---|
| 寛容 | 機能的な公差を指定する(例:±0.02mm) | 不必要に厳しい(例:±0.005mm) |
| チャンネル深さ | 50mm未満(標準工具) | 50mm超(特殊工具) |
| 材料サイズ | 標準的な棒材寸法に合わせて設計する | 特注の原材料ブロックが必要 |
| 特徴 | 取り付け穴を本体に統合する | 機能のために二次加工を追加する |

設計の最適化とは、性能と製造可能性のバランスを取ることです。例えば、標準的な棒材サイズに合うように部品を設計することで、材料の無駄を最小限に抑え、余分な荒加工の必要がなくなります。この簡単なステップは、液冷プレートのコスト最適化における核となる原則です。それぞれの不適切な設計選択が、単価を徐々に上昇させます。.
代替製造方法を検討する
非常に複雑または深い内部チャネルを持つ設計の場合、直接CNC加工が最も経済的な方法ではないかもしれません。ここで代替方法が重要になります。多部品構造を使用することで、 ろう付け12 より費用対効果が高くなる可能性があります。これには、より単純な部品を加工し、それらを接合することが含まれます。.
機能の統合
製造可能なコールドプレート設計のもう一つの重要な側面は、機能の統合です。可能な限り、取り付け穴やその他の機能をコールドプレートの本体に直接統合してください。これにより、二次加工の回数が減り、製造フローが簡素化され、部品全体のコストが削減されます。これは効率性にとって明白な勝利です。.
液体冷却コールドプレートにおけるスマートなDFM(製造性設計)の選択、例えばチャネル深さの最適化、現実的な公差の使用、標準材料での設計などは、直接的にコストを削減します。これらの調整は、アプリケーションに不可欠な熱性能を犠牲にすることなく、製造可能性を保証します。.
プレート厚さ、反り、残留応力 — 誰も語らないCNC加工の課題
液体冷却コールドプレートのような大型で薄い部品の機械加工は、特有の課題を提示します。例えば、300mm x 200mm x 8mmのプレートの片側から材料を除去する場合、単に金属を切削しているだけでなく、閉じ込められた残留応力を解放しています。これにより、プレートが反ったり歪んだりします。.
見えない敵
残留応力は、圧延や押出などの製造プロセスから原材料に閉じ込められています。単にクランプして最終寸法に機械加工すると、治具から解放された途端に歪む部品になることがよくあります。これは一般的な故障点です。.
バランスの問題
機械加工後に必要な平面度を達成することは、力によるものではなく、制御によるものです。重要なのは、最終切削時だけでなく、製造シーケンス全体を通して応力解放を体系的に管理することです。.
| チャレンジ | よくある誤解 |
|---|---|
| プレートの反り | 材料が「悪い」。" |
| 平面度の喪失 | より強くクランプすれば直る。. |
| 一貫性のない結果 | 機械の精度が十分ではない。. |

PTSMAKEでは、実績のある多段階戦略で薄型コールドプレートの機械加工による反りに対応しています。これは、材料の特性に逆らうのではなく、尊重する体系的なアプローチです。このプロセスを無視すると、部品の廃棄や納期遅延につながり、お客様にとって許容できない事態となります。.
私たちの3段階加工戦略
まず、荒加工を行います。プレートを最終形状に近い形に加工しますが、すべての重要な表面には十分な削り代を残します。この最初のステップで、材料の大部分を除去し、内部応力の大部分を解放します。この段階でプレートが反る可能性がありますが、これは想定内です。.
次に、応力除去焼鈍を行います。荒加工された部品を特定の温度まで加熱し、その後ゆっくりと冷却します。この熱サイクルにより、材料の内部構造が再配列され、機械的特性を変化させることなく、残存するほとんどすべての残留応力が緩和されます。これは材料にとって重要なリセットです。.
最後に、仕上げ加工を行います。材料が安定した状態で、部品を最終寸法に加工し、厳しい平面度公差を達成できます。材料の 異方性13 によって引き起こされた内部応力は中和されています。.
精密加工のための高度なワーク保持
部品の保持方法も同様に重要です。薄いプレートの場合、従来のクランプでは新たな応力や歪みが生じる可能性があります。.
| 方法 | ベスト・ユースケース | 主な利点 |
|---|---|---|
| 真空チャック | 最終仕上げ加工 | 均一な低圧クランプ |
| 両面テープ | 初期加工用の研磨面 | 干渉するサイドクランプなし |
| 薄型クランプ | 厚い材料の荒加工段階 | 重切削のための確実な保持 |
液冷コールドプレートのような薄い部品の平面度を達成するには、精密な切削だけでは不十分です。荒加工、熱アニーリング、慎重な仕上げを通じて材料の応力を管理する体系的なプロセスと、歪みを防ぐための適切なワーク保持戦略が必要です。.
カスタムコールドプレート導入事例 — 実際の構成と加工方法
理論は基礎を提供しますが、実際の事例は、カスタムコールドプレートが特定の熱課題をどのように解決するかを示しています。設計と製造における異なるアプローチを説明するために、いくつかの匿名化されたプロジェクトを選びました。これらの事例は、さまざまな複雑さと生産量にわたります。.
各プロジェクトは独自の課題から始まりました。その解決策には、性能目標を達成するために異なる材料、加工戦略、および品質管理プロセスが必要でした。.
| 事例概要 | 申し込み | 主な特徴 | 一次工程 |
|---|---|---|---|
| 事例1 | ネットワークスイッチ | シンプルなシングルチャネル | 3軸フライス加工 |
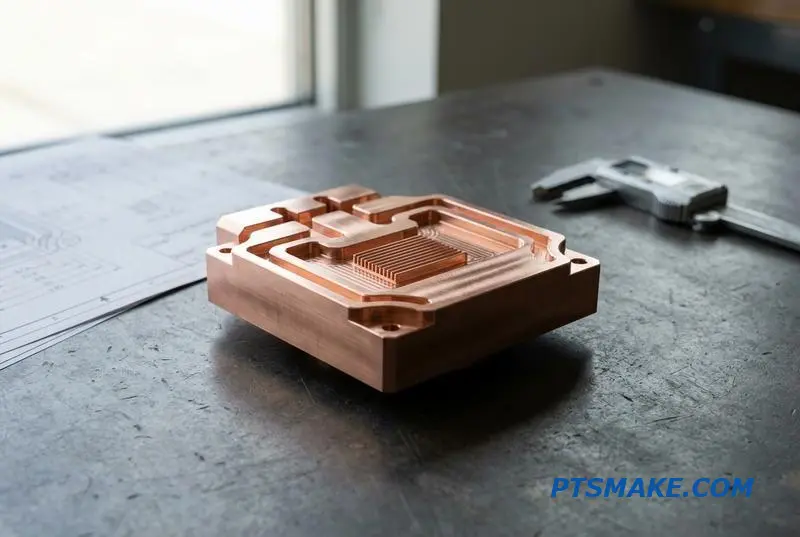
| 事例2 | AI GPU | 銅製マイクロチャネル | 5軸ミーリング |
| 事例3 | ハイパワーIGBT | サーペンタイン・チャンネル | CNC + 真空ろう付け |
| 事例4 | サーバーラックCDU | 一体型マニホールド | 5軸加工 + ドリル加工 |

これらのカスタムコールドプレートの事例について詳しく見ていきましょう。最もシンプルなケースは、ネットワークスイッチのプロトタイプ用アルミニウム製シングルチャンネルプレートでした。これは簡単な3軸ミーリング加工で行われました。機能テストのための迅速なターンアラウンドが重視され、基本的な漏れと圧力チェックで完全性が確認されました。.
対照的に、AIサーバーのGPU用銅製マイクロチャンネルコールドプレートははるかに複雑でした。このAIサーバーコールドプレートの加工プロジェクトでは、高密度の ピンフィン14 アレイを作成するために5軸ミーリング加工が必要でした。フィンを変形させることなく、このような厳しい公差で銅を加工することは大きな課題です。当社では特殊な工具を使用し、切削パラメータを慎重に制御しました。.
2ピースろう付け構造
高出力IGBTモジュール向けに、2ピースろう付けアセンブリを製造しました。一方のプレートは蛇行チャンネルでCNC加工され、その上にフラットなカバーが真空ろう付けによって密閉されました。このプロセスにより、高圧液体冷却コールドプレートに不可欠な、漏れのない堅牢な接合が作成されます。.
マニホールド一体型ハイブリッド
サーバーラック用のハイブリッドコールドプレートには、マニホールド一体型が必要でした。この設計は、5軸ミーリングと精密にドリル加工されたクロスチャンネルを組み合わせて、単一のブロックから加工されました。これにより、フィッティングからの潜在的な漏れ箇所が排除され、高密度システム向けの信頼性の高いコンポーネントが作成されました。.
これらのケーススタディは、製造プロセスが、シンプルなプロトタイプから複雑な大量生産部品まで、アプリケーション固有の熱的および機械的要件に合わせてどのように調整されるかを示しています。.

この特性は、温度変化下での熱界面の信頼性を確保する上で重要です。. ↩
この概念を理解することは、高出力電子機器の精密な熱管理要件を特定するのに役立ちます。. ↩
この比率は、異なる液体冷却コールドプレート設計における対流熱伝達性能を定量化するのに役立ちます。. ↩
この固相プロセスが、高完全性の熱的および構造的アプリケーションに不可欠な分子レベルの結合をどのように作成するかを探ります。. ↩
マイクロスケールの表面特徴の測定が、熱的および機械的コンポーネントの性能にどのように直接影響するかを理解します。. ↩
この切削方法を理解することで、スキブフィンと多軸CNCミーリングの幾何学的限界が明確になります。. ↩
この装置が表面テクスチャを定量化し、部品が重要な熱性能仕様を満たすことをどのように保証するかを学びます。. ↩
これを理解することで、最適なシール圧力と長寿命を実現する適切なOリング材料の選択に役立ちます。. ↩
この係数を理解することは、液冷コールドプレート設計における熱性能を最適化するための鍵となります。. ↩
再現性が、最初の部品から最後の部品まで一貫した品質をどのように保証するかを理解してください。これは生産規模拡大において重要な要素です。. ↩
この分析技術がどのように材料の純度と組成を検証し、精密製造における品質管理を保証するかを学びましょう。. ↩
この接合プロセスが、高性能熱管理ソリューションのための複雑な形状をどのように可能にするかを理解してください。. ↩
この特性を理解することで、機械加工中の材料の挙動を予測し、制御するのに役立ちます。. ↩
ピンフィン設計を理解することは、コンパクトで高熱のアプリケーションにおける熱性能を最適化するのに役立ちます。. ↩






