

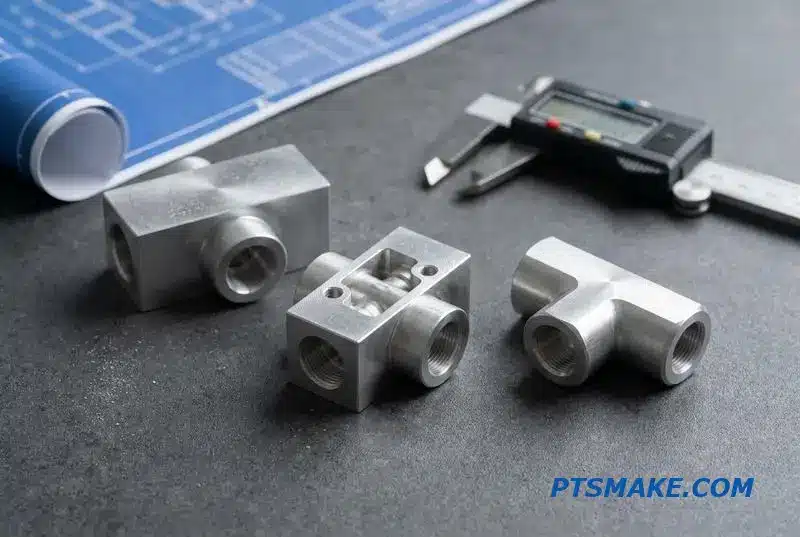
Adquirir corpos de válvula usinados em CNC para refrigeração líquida que passam nos testes de vazamento na primeira tentativa é mais difícil do que parece. Um problema de ovalização em um furo de esfera, uma rebarba em uma porta perfurada transversalmente, e toda a sua montagem de CDU atrasa.
Corpos de válvula para refrigeração líquida precisam de usinagem CNC com tolerâncias de furo de ±0,05mm, acabamentos de assento de até Ra 0,2µm, e teste de vazamento completo a 1,5× da pressão nominal. A escolha do material (316L, latão, 6061-T6) depende da química do refrigerante e do emparelhamento galvânico.

Neste guia, vou guiá-lo através dos materiais, tolerâncias, acabamentos de superfície e métodos de teste que uso na PTSMAKE ao usinar corpos de válvula para circuitos de refrigeração de data centers. Cada seção fornece as especificações e decisões que impulsionam a confiabilidade da peça.
Por que as Válvulas de Refrigeração Líquida Dependem da Usinagem CNC de Precisão
O mercado de válvulas de resfriamento líquido para data centers está crescendo rapidamente, com projeção de expansão significativa até 2032. Esse crescimento destaca um fato crítico: cada válvula nesses sistemas depende de uma base fabricada com precisão. O corpo da válvula é essa base, fabricado quase exclusivamente por meio de usinagem CNC.
O Núcleo Invisível da Confiabilidade
Cada válvula de esfera, retenção ou alívio de pressão contém um corpo com passagens internas complexas e superfícies de vedação. Essas características devem ser usinadas com tolerâncias incrivelmente apertadas. Qualquer desvio pode levar a vazamentos, que são catastróficos em um ambiente de data center. A operação confiável e de longo prazo é impossível sem essa precisão.
Principais Demandas de Usinagem
Diferentes válvulas exigem focos de usinagem específicos para funcionar corretamente. Um pequeno erro na fabricação se traduz diretamente em falha do sistema.
| Tipo de Válvula | Foco Principal de Usinagem | Consequência da falha |
|---|---|---|
| Válvula de Esfera | Superfícies de Vedação Esféricas | Vazamento Catastrófico |
| Válvula de Retenção | Geometria do Assento Interno | Retorno, Danos ao Sistema |
| Válvula de Alívio | Assento da Mola e Orifício | Sobrepressurização |
É por isso que as conexões e válvulas usinadas por CNC para refrigeração líquida são o padrão da indústria; nenhum outro processo oferece este nível de controle.

O sucesso de um corpo de válvula usinado por CNC vai além de apenas manter tolerâncias apertadas. Toda a abordagem de fabricação, desde a seleção do material até o tratamento de superfície final, desempenha um papel crucial no desempenho e na vida útil da válvula. É um processo de equilíbrio de múltiplos requisitos de engenharia.
Considerações Críticas de Fabricação
Escolher o material certo é a primeira grande decisão. O latão oferece excelente usinabilidade e custo-benefício para aplicações gerais. Para sistemas com fluidos de refrigeração agressivos, o aço inoxidável proporciona resistência superior à corrosão. O alumínio é frequentemente selecionado por seu peso leve e excelente condutividade térmica.
| Material | Vantagem chave | Aplicação comum |
|---|---|---|
| Latão (C360) | Custo-Benefício, Boa Usinabilidade | Refrigeração de Uso Geral |
| Aço inoxidável (316) | Resistência superior à corrosão | Fluidos de Alta Pureza/Agressivos |
| Alumínio (6061) | Leve, elevada condutividade térmica | Sistemas Críticos de Desempenho |
Acabamento de Superfície: Mais do que Estética
O acabamento da superfície dentro do corpo da válvula afeta diretamente a dinâmica dos fluidos. Uma superfície mais lisa reduz a turbulência e a queda de pressão, melhorando a eficiência geral do circuito de refrigeração. Alcançar um acabamento próximo ao idealIsotrópico1 dentro de geometrias internas complexas é um desafio que distingue a fabricação especializada de válvulas de refrigeração líquida.
O crescimento da refrigeração líquida exerce imensa pressão sobre a qualidade dos componentes. A usinagem CNC de precisão é a tecnologia fundamental que garante que os corpos das válvulas sejam confiáveis e à prova de vazamentos. Dominar a seleção de materiais, tolerâncias apertadas e acabamentos de superfície avançados é essencial para atender às demandas dos sistemas modernos de alto desempenho.
O Corpo da Válvula em um Sistema de Refrigeração Líquida: Onde se Encaixa e o que Faz
O corpo da válvula é o herói anônimo em qualquer sistema de refrigeração líquida. Ele atua como o controlador de tráfego para o líquido de arrefecimento, garantindo que ele flua precisamente onde é necessário. Sem um corpo de válvula devidamente projetado e usinado, a eficiência e a confiabilidade de todo o sistema entrariam em colapso.
Funções Críticas de um Corpo de Válvula
Diferentes válvulas executam tarefas distintas, desde o simples controle liga/desliga até a modulação intrincada do fluxo. O corpo abriga esses mecanismos e deve suportar flutuações constantes de pressão e temperatura. Isso torna a fabricação de alta qualidade essencial para o desempenho.
Visão Geral das Funções Principais
| Tipo de Válvula | Função principal | Localização Típica |
|---|---|---|
| Válvula de Esfera | Isolamento Liga/Desliga | Entrada da CDU, Coletor do Rack |
| Válvula Proporcional | Modulação de Fluxo | Para Placas Frias |
| Válvula de Retenção | Prevenir Retorno | Linhas de Líquido de Arrefecimento Paralelas |
| Válvula de Alívio | Segurança contra Sobrepressão | Ponto Alto do Sistema |
Compreender estas funções é o primeiro passo para apreciar a complexa engenharia por trás destes componentes críticos. O processo de fabricação deve ser impecável.
Mapeando Válvulas em um Circuito de Refrigeração
Em um circuito de refrigeração líquida de data center, válvulas específicas são colocadas estrategicamente. Válvulas de esfera, por exemplo, são usadas nas entradas da Unidade de Distribuição de Líquido Refrigerante (CDU) e nas conexões de rack. Sua função é simples: fornecer uma maneira confiável de isolar seções para manutenção sem drenar todo o sistema.
Gerenciamento de Fluxo de Precisão
Válvulas de controle proporcionais são mais sofisticadas. Elas ficam logo antes das placas frias individuais, modulando o fluxo de líquido refrigerante com base na carga térmica em tempo real dos processadores. Isso garante que cada componente receba o resfriamento exato de que precisa sem desperdiçar energia de bombeamento. Válvulas de retenção são frequentemente colocadas em ramificações paralelas para evitar o fluxo reverso.
Desafios de Usinagem Compartilhados
Embora suas funções variem, as demandas de fabricação para esses corpos de válvula se sobrepõem significativamente. A integridade de todo o sistema de refrigeração depende da precisão dessas peças. Problemas como Cavitação2 podem surgir de geometrias internas mal projetadas.
Da Função à Fabricação
Cada corpo de válvula, independentemente do tipo, apresenta desafios semelhantes que exigem usinagem CNC especializada. Esses desafios são fundamentais para a criação de Conexões e Válvulas Usinadas por CNC confiáveis para Refrigeração Líquida.
| Processo de maquinagem | Requisito crítico | Impacto no desempenho |
|---|---|---|
| Perfuração de Portas Internas | Passagens suaves e precisas | Previne quedas de pressão e turbulência |
| Acabamento de Superfície de Vedação | Rugosidade superficial extremamente baixa | Garante uma vedação à prova de vazamentos com gaxetas |
| Corte de Rosca | Passo e profundidade precisos | Garante conexões seguras e sem vazamentos |
| Ensaio de pressão | Verificação da integridade dos materiais | Confirma que o corpo pode suportar a pressão do sistema |
Na PTSMAKE, focamos em dominar esses processos para entregar componentes que atendam aos mais altos padrões de desempenho e confiabilidade.
Corpos de válvulas desempenham diversas funções, desde o isolamento simples até o controle preciso de fluxo. No entanto, todos compartilham requisitos de fabricação comuns e exigentes. A precisão na portagem, superfícies de vedação e corte de rosca é absolutamente crítica para a integridade do sistema e para prevenir vazamentos em qualquer aplicação de resfriamento de alto desempenho.
Seleção de Materiais para Corpos de Válvula de Refrigeração Líquida
Escolher o material certo para corpos de válvulas de resfriamento líquido é crítico. Esta decisão impacta diretamente a confiabilidade, longevidade e custo geral do sistema. A escolha errada pode levar a vazamentos, corrosão e falha prematura, comprometendo todo o circuito de resfriamento. Precisamos equilibrar cuidadosamente três fatores chave.
Principais factores de decisão
Compatibilidade com o refrigerante, resistência à corrosão e usinabilidade são as considerações primárias. Cada material oferece uma combinação única dessas propriedades. Por exemplo, uma liga altamente resistente à corrosão pode ser difícil de usinar, aumentando o custo de seus acessórios e válvulas usinados em CNC para resfriamento líquido.
Compromissos de Materiais em Resumo
Compreender os compromissos básicos é um bom ponto de partida. Minha equipe na PTSMAKE frequentemente usa uma comparação simples para ajudar os clientes a visualizar como esses fatores interagem.
| Material | Resistência à corrosão | Maquinabilidade | Custo relativo |
|---|---|---|---|
| Aço inoxidável 316L | Excelente | Justo | Elevado |
| Aço inoxidável 303 | Bom | Bom | Médio |
| Latão C36000 | Justo | Excelente | Baixa |
| Alumínio 6061-T6 | Mau (necessita de revestimento) | Bom | Baixa |

Ao aprofundar na seleção de materiais para corpos de válvulas, o grau específico do metal torna-se essencial. Cada liga possui características distintas que a tornam adequada para certas aplicações. Não se trata apenas de escolher aço inoxidável; trata-se de escolher o aço inoxidável certo.
Opções em aço inoxidável
Aço inoxidável 316L
Para circuitos de água-glicol, frequentemente recomendo aço inoxidável 316L. Sua resistência à corrosão é excelente, o que é vital para a integridade do sistema. No entanto, ele endurece por trabalho durante a usinagem, então devemos usar ferramentas afiadas e taxas de avanço controladas para alcançar a precisão necessária sem aumentar os custos.
Aço inoxidável 303
Se a aplicação for menos crítica, o aço inoxidável 303 oferece um bom equilíbrio. É muito mais fácil de usinar do que o 316L, o que pode reduzir o custo da peça. No entanto, sua resistência à corrosão é menor, tornando-o menos ideal para refrigerantes agressivos ou ambientes exigentes.
Considerações sobre Latão e Alumínio
O Latão C36000 é usinado lindamente e é econômico para sistemas de baixa pressão. A principal desvantagem é o risco de corrosão galvânica3 quando está em contato com componentes de alumínio, como placas frias. Este é um ponto de falha comum que observei em circuitos de metal misto mal projetados.
O Alumínio 6061-T6 é leve e acessível, tornando-o uma ótima opção para componentes do lado da CDU. Requer um revestimento protetor, como anodização dura, para prevenir a corrosão. Para circuitos de metal misto, o revestimento de níquel químico oferece excelente proteção para peças de aço inoxidável ou cobre.
Escolher o material certo é um equilíbrio entre desempenho, usinabilidade e custo. O aço inoxidável oferece resistência superior à corrosão, enquanto o latão proporciona excelente usinabilidade. Cada escolha tem consequências diretas para a confiabilidade e o orçamento do produto final, tornando esta uma decisão crítica em qualquer projeto de resfriamento líquido.
Usinagem de Corpos de Válvula Esfera: A Válvula de Refrigeração Mais Comum
A precisão na usinagem CNC do corpo da válvula de esfera é inegociável. O processo se concentra na criação de uma carcaça perfeita para a esfera e os assentos. Qualquer desvio pode comprometer todo o sistema de resfriamento líquido. As características principais exigem operações de usinagem distintas, cada uma com suas próprias tolerâncias críticas.
Características Usinadas Essenciais
O furo principal, que aloja a esfera, é o elemento mais crítico. Também usinamos conexões de extremidade precisas, como roscas NPT ou BSPP, para integração do sistema. Além disso, o furo da haste e quaisquer faces de flange devem estar perfeitamente alinhados.
Tolerâncias típicas
Com base em nossos testes, manter tolerâncias rigorosas é essencial para o desempenho. Aqui estão algumas especificações comuns com as quais trabalhamos na PTSMAKE para conexões e válvulas usinadas em CNC para resfriamento líquido.
| Caraterística | Tolerância típica | Função Crítica |
|---|---|---|
| Diâmetro do Furo Principal | ±0,05 mm | Vedação e Rotação da Esfera |
| Roscas de Conexão Final | Classe 2A/2B | Conexão à Prova de Vazamento |
| Posição do Furo da Haste | ±0,1 mm | Alinhamento do Atuador |
| Planicidade da Face de Vedação | 0,02 mm | Vedação da Junta |

O desafio mais significativo na fabricação de válvulas de esfera de aço inoxidável é manter a geometria esférica do furo principal. Qualquer ovalização, mesmo microscópica, cria um caminho para vazamento. É por isso que o mecanismo de vedação esfera-e-assento depende inteiramente da integridade geométrica do furo.
Estratégias de Usinagem
Existem duas estratégias principais: uma abordagem de duas montagens ou um processo de montagem única. O método de duas montagens envolve usinar o furo e uma extremidade, e depois refixar para completar a extremidade oposta. Embora comum, corre o risco de introduzir erros de alinhamento entre as montagens.
Na PTSMAKE, frequentemente preferimos uma montagem única em um torno multieixos com ferramentas acionadas. Este método usina todas as características em uma única fixação, garantindo uma superior Concentricidade4 entre todas as características. Isso é crucial para aplicações de alto desempenho.
Considerações de Material e Acabamento
A escolha do material depende da aplicação. Geralmente usamos aço inoxidável 316L para componentes voltados para o líquido de arrefecimento devido à sua resistência à corrosão. Para peças do lado da instalação, o latão é uma alternativa econômica. Um acabamento superficial de Ra 0,8µm é padrão nas faces de vedação para garantir uma vedação confiável.
| Aspeto | Especificação | Justificação |
|---|---|---|
| Material (Lado do Líquido de Arrefecimento) | Aço inoxidável 316L | Resistência à corrosão |
| Material (Lado da Instalação) | Latão (ex: C360) | Custo-eficácia |
| Acabamento da Superfície de Vedação | Ra 0,8 µm | Previne Micro-Vazamentos |
A usinagem CNC bem-sucedida do corpo da válvula de esfera depende da geometria precisa do furo, fixação estratégica e seleção adequada do material. Alcançar tolerâncias apertadas, especialmente a concentricidade, é essencial para evitar vazamentos e garantir um desempenho confiável em aplicações exigentes de refrigeração líquida.
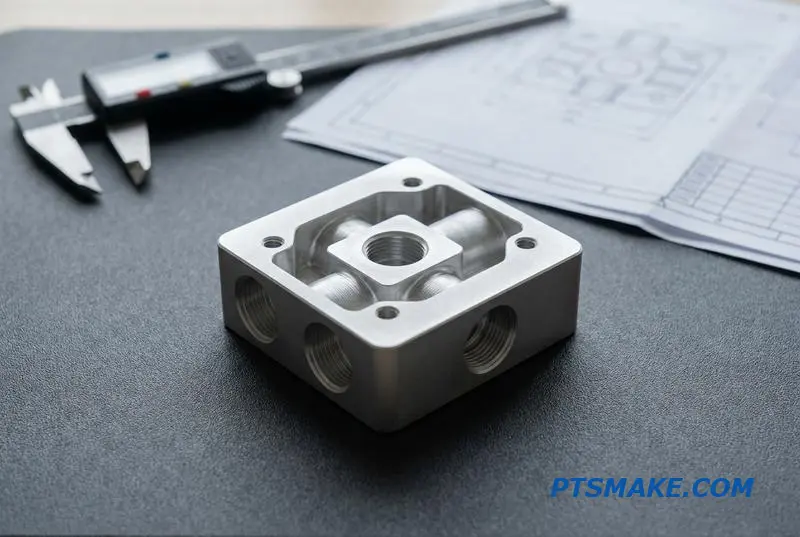
Corpos de Válvula de Controle Proporcional: Passagens Internas e Portas
As válvulas de controle proporcional estão entre os componentes mais complexos em sistemas de refrigeração líquida. Seu propósito é a modulação dinâmica do fluxo, o que requer uma portagem interna incrivelmente intrincada. Não se trata apenas de fazer furos; trata-se de criar caminhos precisos para o fluido.
Principais Características Internas
As portas de entrada e saída devem ser usinadas em ângulos específicos. Internamente, as arestas de medição são cuidadosamente moldadas para controlar as taxas de fluxo com alta precisão. Todo o design é projetado para um desempenho preciso e confiabilidade a longo prazo em aplicações exigentes.
O Furo do Carretel
A folga entre o carretel e seu furo é crítica para o funcionamento. Usinamos essas características para um ajuste apertado H6/g6, garantindo uma ação suave e responsiva sem vazamentos.
| Caraterística | Tolerância padrão | Impacto da maquinagem |
|---|---|---|
| Diâmetro do Furo do Carretel | ±0,01mm | Requer mandrilamento/brunimento de precisão |
| Ângulo da Porta | ±0,5 graus | Necessita de capacidade CNC multi-eixos |
| Aresta de Medição | Afiada, sem rebarbas | Exige ferramentas de rebarbação especializadas |

Usinagem de Geometrias Intrincadas
O processo de fabricação CNC do corpo da válvula de controle a partir de um bloco sólido é um desafio significativo. Envolve muito mais do que fresagem básica. A furação de furos transversais para interseções de portas deve ser perfeitamente alinhada para evitar interrupção do fluxo e quedas de pressão.
Rebarbação e Acabamento Superficial
Quaisquer rebarbas deixadas nas bordas internas após a furação podem criar turbulência e afetar o fluxo. Usamos rebarbação avançada para garantir uma dinâmica de fluidos suave. O furo do carretel requer um acabamento superficial fino, tipicamente Ra 0,4µm, para evitar aderência5 e desgaste prematuro, garantindo que a válvula responda instantaneamente.
Abordagens de Fabricação
A usinagem do corpo da válvula proporcional oferece dois caminhos principais. A usinagem a partir de um tarugo sólido proporciona integridade e resistência superiores do material. Em contraste, a fundição de precisão seguida de usinagem de acabamento pode reduzir os custos iniciais, mas pode apresentar risco de defeitos de material como porosidade.
| Método | Vantagens | Desvantagens |
|---|---|---|
| Usinado a partir de Sólido | Alta resistência, sem porosidade | Maior desperdício de material, maior tempo de ciclo |
| Fundição por cera perdida | Menos desperdício de material, forma quase final | Potencial porosidade, requer usinagem secundária |
Na PTSMAKE, nossos centros de fresagem de 4 eixos e 5 eixos são ideais para criar esses corpos complexos de múltiplas portas diretamente de materiais sólidos.
A fabricação de corpos de válvulas de controle proporcionais exige capacidades CNC avançadas. A precisão é vital para a portagem interna, tolerâncias apertadas e acabamentos superficiais superiores. A abordagem correta — seja usinada a partir de sólido ou fundida — impacta diretamente o desempenho e a confiabilidade da válvula em sistemas críticos de refrigeração líquida.
Corpos de Válvula de Retenção: Retenção da Mola e Geometria do Assento
Em refrigeração líquida, as válvulas de retenção são essenciais para prevenir o refluxo quando uma bomba desliga. O corpo é a base. Sua usinagem exige alta precisão para características como o furo interno, que guia o obturador, e a sede da válvula.
Principais Características de Usinagem
A sede da válvula é o elemento mais crítico. É frequentemente um bisel de 45 graus usinado diretamente no corpo ou um bolso projetado para um inserto de sede macia. Recursos precisos de retenção da mola também são usinados para controlar a pressão de abertura da válvula de forma confiável.
Comparação da Geometria da Sede
Esta tabela descreve os tipos comuns de sede que usinamos para Conexões e Válvulas Usinadas CNC para Refrigeração Líquida.
| Tipo de Sede | Material | Vantagem chave | Aplicação comum |
|---|---|---|---|
| Sede Chanfrada | Igual ao corpo (ex: 316L) | Durabilidade | Sistemas de alta pressão |
| Inserto de Sede Macia | PEEK / PTFE | Vedação superior | Baixa pressão, vedação crítica |
O principal desafio na usinagem CNC do corpo da válvula de retenção é a concentricidade entre a sede da válvula e o furo interno. Se essas duas características não estiverem perfeitamente alinhadas, o obturador ou disco não vedará corretamente, levando a vazamentos e falha do sistema.
Alcançando a Integridade da Vedação
Mantemos consistentemente uma tolerância de ±0,05mm Batimento Total Indicado6 (TIR) entre a sede e o furo. Isso não é apenas um número; é um requisito para um desempenho confiável. Qualquer desvio além disso pode causar desgaste irregular e comprometer a vedação, uma falha crítica na refrigeração líquida para eletrônicos sensíveis.
Sinergia de Material e Usinagem
Para o corpo, o aço inoxidável 316L é uma escolha comum devido à sua resistência à corrosão. Quando um projeto exige uma sede macia, usinamos um bolso preciso para um inserto de PEEK ou PTFE. Controlar a profundidade do bolso da mola é igualmente importante, pois influencia diretamente a força necessária para abrir a válvula.
| Parâmetro | Especificação | Método de verificação |
|---|---|---|
| Concentricidade Sede-Furo | ±0.05mm TIR | Digitalização por Sonda CMM |
| Profundidade do Alojamento da Mola | ±0,1mm | Medidor de Profundidade Digital |
| Acabamento da Superfície de Vedação | Ra 0.8 µm ou melhor | Profilómetro de superfície |
Na PTSMAKE, utilizamos verificação CMM em cada lote para garantir que esta concentricidade seja atingida. Este compromisso com a precisão da usinagem de válvulas de retenção evita falhas dispendiosas em campo para os nossos clientes.
Em última análise, o funcionamento bem-sucedido de uma válvula de retenção depende da usinagem precisa do corpo. A concentricidade entre a sede e o furo, juntamente com a seleção e verificação adequadas do material, garante uma prevenção fiável do refluxo em aplicações exigentes de refrigeração líquida.
Corpos de Válvula de Alívio de Pressão: Roscagem, Ângulo do Assento e Precisão da Pressão de Ajuste
O desempenho de uma válvula de alívio de pressão (PRV) é definido pela precisão da usinagem do seu corpo. A geometria interna, especialmente a sede da válvula, controla diretamente a precisão da pressão de ajuste. Mesmo pequenos desvios podem levar a falhas catastróficas ou a fugas persistentes e dispendiosas num sistema.
Principais Geometrias Usinadas
O corpo da válvula contém várias características críticas. Estas incluem o bico ou sede, a câmara da mola, as roscas do parafuso de ajuste e a porta de saída. Cada elemento deve ser usinado com especificações rigorosas para funcionar em conjunto, garantindo uma operação fiável e repetível da válvula sob pressão.
Do Projeto ao Desempenho
A relação entre o projeto e o desempenho do produto final é direta. Por exemplo, o ângulo e o acabamento superficial da sede determinam a eficácia com que a válvula veda e abre na pressão de ajuste precisa. É um jogo de mícrons.
| Caraterística | Foco na maquinagem |
|---|---|
| Sede da Válvula | Ângulo, largura e acabamento superficial |
| Câmara da Mola | Diâmetro interno e profundidade |
| Roscas de Ajuste | Diâmetro de passo e classe de rosca |
| Porta de Saída | Concentricidade e diâmetro do furo |

Ao abordar a usinagem CNC do corpo da válvula de alívio de pressão, tratamos as tolerâncias como regras absolutas, não como diretrizes. A conexão entre a precisão da usinagem e a repetibilidade da pressão de ajuste é inquebrável. Geometria ou acabamento superficial inadequados são a principal causa de descarga prematura ou vazamento lento do assento.
Tolerâncias e Acabamentos Críticos
Para assentos metal-metal que exigem um fechamento hermético (bubble-tight), um acabamento superficial de Ra 0,2µm é frequentemente necessário. Com base em nossos testes, qualquer coisa mais áspera introduz um caminho de vazamento. A tolerância da largura do assento é tipicamente mantida em ±0,025mm para garantir que a força da mola seja aplicada de forma consistente.
O Papel das Roscas e da Concentricidade
As roscas do parafuso de ajuste, geralmente um ajuste Classe 2A/2B, permitem o ajuste fino da pressão de ajuste. Uma geometria de rosca inadequada pode introduzir atrito ou folga, tornando o ajuste preciso impossível. Igualmente importante é a concentricidade entre o assento e o furo guia, que evita carregamento irregular e desgaste prematuro. Um controle deficiente aqui pode aumentar o desempenho. Histerese7.
Estes princípios são especialmente críticos em sistemas como Conexões e Válvulas Usinadas por CNC para Resfriamento Líquido, onde a confiabilidade é primordial.
Atingir uma pressão de ajuste precisa e uma vedação hermética (bubble-tight) em uma VAP depende inteiramente da usinagem CNC do corpo da válvula. Os fatores chave incluem a geometria do assento, o acabamento superficial (Ra 0,2µm) e tolerâncias apertadas em características como roscas e concentricidade do furo.
Usinagem CNC Multi-Eixos para Geometrias Complexas de Corpos de Válvula
Decidir entre a usinagem de 3 eixos e a de 5 eixos é um passo crítico. Para corpos de válvulas complexos, especialmente aqueles em sistemas de resfriamento líquido, a usinagem multieixos frequentemente se torna uma necessidade, não um luxo. Ela permite a criação de características intrincadas em uma única configuração.
Quando a Usinagem de 5 Eixos é Essencial?
Para componentes com portas em múltiplas faces não ortogonais, o 5 eixos é o claro vencedor. Esta abordagem, que usamos frequentemente na PTSMAKE, simplifica o processo para peças que exigem rebaixos ou operações de faceamento traseiro que são impossíveis de alcançar com uma máquina de 3 eixos em uma única fixação.
Principais factores de decisão
| Complexidade das caraterísticas | Abordagem de 3 eixos | Solução de 5 Eixos |
|---|---|---|
| Portas com Ângulo Composto | Múltiplos dispositivos de fixação complexos | Configuração única, maior precisão |
| Rebaixos/Faceamento Traseiro | Ferramentas especiais, múltiplas configurações | Acesso direto à usinagem |
| Alta Concentricidade | Risco de empilhamento de tolerâncias | Mantido em uma única operação |
A Estratégia de Usinagem "One-Hit"
A principal vantagem da usinagem CNC de corpo de válvula de 5 eixos é a estratégia "one-hit". Concluir uma peça em uma única configuração reduz drasticamente o risco de erros introduzidos pela refixação. Isso é vital para manter tolerâncias apertadas entre as características em diferentes faces da peça.
Observamos que, para conexões e válvulas usinadas em CNC para refrigeração líquida com quatro ou mais portas angulares, esta abordagem é mais econômica. A taxa horária mais alta da máquina é compensada pela eliminação da necessidade de múltiplos dispositivos de fixação personalizados e os custos de mão de obra associados para as configurações.
Comparando Abordagens de Fabricação
Escolher o processo certo impacta diretamente o custo final e a qualidade. É uma troca entre tempo de máquina, mão de obra e investimento em ferramentas.
Análise de Custos e Tempo
A fabricação de válvulas com usinagem multieixos requer uma análise mais aprofundada do que apenas comparar as taxas horárias da máquina. Após revisar vários projetos, nossos dados mostram um padrão claro.
| Métrica | 3 Eixos + Múltiplas Configurações | Configuração Única de 5 Eixos |
|---|---|---|
| Tempo de ciclo | Maior (inclui tempo de configuração) | Menor (usinagem contínua) |
| Exatidão | Menor (acumulação de tolerância) | Maior (quadro de referência único) |
| Custo de fixação | Alto (múltiplos gabaritos personalizados) | Mínimo (morsa/mandril padrão) |
| Custo do trabalho | Alto (múltiplas configurações) | Menor (menos intervenção do operador) |
O uso de funções avançadas como Controle do Ponto Central da Ferramenta (TCPC)8 em nossas máquinas de 5 eixos permite que a ponta da ferramenta siga um caminho programado, independentemente do comprimento da ferramenta ou dos movimentos do eixo rotativo da máquina. Isso garante precisão superior em superfícies curvas complexas e furos angulares.
A usinagem multieixos é essencial para corpos de válvulas complexos, melhorando a precisão e reduzindo os custos totais do projeto. Ao minimizar as configurações através de uma estratégia de "uma única operação", ela supera a taxa horária mais alta, entregando uma peça superior e mais econômica no final.
Torneamento Tipo Suíço para Componentes de Válvulas Pequenos: Núcleos de Válvula e Insertos
Por que Torneamento Suíço para Peças de Válvulas Intrincadas?
Para componentes de válvulas pequenos e complexos, os tornos convencionais muitas vezes ficam aquém. Peças como hastes de válvulas e poppets exigem um nível de precisão difícil de alcançar quando a deflexão da peça se torna um problema. É aqui que o torneamento tipo suíço nos oferece uma vantagem distinta na PTSMAKE.
O torneamento CNC suíço de peças de válvulas é ideal para componentes com diâmetros de 3mm a 20mm e comprimentos de até 200mm. Ao apoiar o material diretamente na ferramenta de corte, a máquina minimiza a vibração e a deflexão, garantindo retidão e concentricidade excepcionais em peças longas e finas.
Componentes Chave que Usinamos
A usinagem de insertos de válvulas de precisão é uma parte central do nosso trabalho. Lidamos com vários componentes secundários, cada um com seus próprios desafios únicos. O torneamento suíço nos permite atender consistentemente a essas demandas para aplicações como conexões e válvulas usinadas por CNC para refrigeração líquida.
| Componente | Desafio Comum de Usinagem |
|---|---|
| Hastes de Válvulas | Manter a retidão em grandes comprimentos |
| Poppets | Alcançar acabamentos críticos de superfícies de vedação |
| Pinos de Dosagem | Precisão do cone e geometria de ponta fina |
| Insertos de Assento | Concentricidade entre o furo e o assento |

A Vantagem Técnica da Usinagem Suíça
A superioridade das máquinas tipo suíço para essas peças se resume a três características principais. Essas tecnologias nos permitem usinar um componente completamente em uma única configuração, o que é crucial tanto para a precisão quanto para a eficiência na produção de peças para sistemas de refrigeração líquida.
Bucha Guia para Estabilidade
A bucha guia é a pedra angular do torneamento suíço. Ela fornece suporte rígido à peça de trabalho bem ao lado das ferramentas de corte. Essa configuração praticamente elimina a deflexão em peças longas e finas, garantindo diâmetros uniformes e acabamentos de superfície superiores de ponta a ponta.
Sub-Mandril para Usinagem Completa
Após o mandril principal concluir suas operações, o sub-mandril pega a peça. Isso nos permite usinar a extremidade traseira sem intervenção manual. Este processo garante excelente concentricidade entre as características nas extremidades opostas do componente, um fator crítico para o desempenho da válvula.
Ferramentas Acionadas para Características Complexas
Nossas máquinas suíças são equipadas com ferramentas acionadas. Isso nos permite realizar operações secundárias como furação transversal, ranhuramento e fresamento de planos no mesmo ciclo. Essa abordagem integrada reduz os prazos de entrega e melhora a precisão das características em relação aos diâmetros torneados.
Padrões de Material e Precisão
Trabalhamos com uma variedade de materiais selecionados por seu desempenho em aplicações exigentes de válvulas. O tratamento térmico do 17-4PH, conhecido como Endurecimento por precipitação9, é crítico para alcançar alta resistência ao desgaste. Com base em nossos testes, mantemos consistentemente tolerâncias apertadas.
| Material | Aplicação primária |
|---|---|
| Aço Inoxidável 303/316L | Resistência à corrosão e uso geral |
| 17-4PH H900 | Componentes de alta pressão e alto desgaste |
| PEEK | Isolamento elétrico e resistência química |
Atingimos tolerâncias de ±0.01mm em diâmetros e acabamentos de superfície tão finos quanto Ra 0.4µm em superfícies de vedação críticas.
Torneamento tipo suíço é indispensável para a produção de componentes de válvulas pequenos e complexos com alta precisão. Sua capacidade de gerenciar peças longas e delgadas e completar características em uma única configuração o torna ideal para núcleos de válvulas, insertos e outras peças intrincadas que exigem tolerâncias apertadas.
Roscagem e Conexões Finais na Usinagem de Corpos de Válvula
O rosqueamento adequado é essencial para criar conexões estanques e confiáveis em corpos de válvulas. Não se trata apenas de cortar ranhuras; trata-se de selecionar o padrão certo e executá-lo com precisão. Cada tipo de rosca serve a um propósito específico, desde perfis cônicos a retos.
Principais Padrões de Rosca
Diferentes aplicações exigem diferentes padrões de rosca. Para conexões e válvulas usinadas em CNC para refrigeração líquida, compreendê-los é fundamental. Em nosso trabalho na PTSMAKE, comumente usinamos esses tipos primários, cada um com requisitos geométricos únicos para vedação e engate mecânico.
| Tipo de rosca | Método de selagem | Aplicação comum |
|---|---|---|
| NPT/BSPT | Interferência de Rosca (Cônica) | Uso geral, linhas de pressão |
| UN/UNF/BSPP | Junta ou O-ring | Conexões, ligações hidráulicas |
| SAE ORB | O-ring em uma Ranhura | Sistemas hidráulicos de alta pressão |
Importância da Precisão
Alcançar uma vedação perfeita começa com usinagem precisa. Na usinagem de roscas de corpos de válvulas, mesmo pequenas desvios no passo, ângulo ou profundidade podem levar a vazamentos ou falha de conexão sob pressão. Essa precisão é o que separa um componente confiável de uma responsabilidade.

Medição e Controle de Qualidade
Verificar a geometria da rosca é tão crítico quanto cortá-la. Usamos medidores específicos para cada tipo de rosca. Por exemplo, roscas NPT exigem medidores tampão L1 e L2 para verificar a profundidade do cone, garantindo o engate adequado da rosca sem encostar no fundo ou interferência.
| Tipo de Medidor | Usado Para | Objetivo |
|---|---|---|
| Medidor Anel | Roscas externas | Verificação Pasa/Não Pasa para diâmetro de passo |
| Medidor Tampão | Roscas Internas | Verificação Pasa/Não Pasa para diâmetro de passo |
| Medidor NPT L1/L2 | Roscas Cônicas | Verifica a profundidade de engate adequada |
Fresagem de roscas vs. abertura de roscas
Para roscas de maior diâmetro, frequentemente recomendo fresamento de roscas em vez de rosqueamento. O rosqueamento às vezes pode exercer alto torque, arriscando a quebra da ferramenta ou a distorção da peça. O fresamento de roscas, que usa Interpolação Helicoidal10, oferece um processo mais controlado.
Este método frequentemente produz qualidade de rosca e acabamento superficial superiores. Um benefício adicional é que uma única ferramenta pode usinar vários tamanhos de rosca com o mesmo passo, oferecendo flexibilidade na produção, especialmente durante operações de torneamento CNC de roscas NPT.
Armadilhas Comuns na Usinagem
O excesso de conicidade nas roscas NPT é um problema frequente que causa interferência na montagem. Outro problema são os inícios de rosca danificados devido à entrada inadequada da ferramenta, o que pode arruinar a vedação. Finalmente, as rebarbas deixadas nas cristas da rosca impedem o assentamento adequado e devem ser cuidadosamente removidas.
Selecionar o tipo de rosca correto, executá-lo com precisão e verificá-lo com os medidores certos são inegociáveis para corpos de válvulas de alto desempenho. Compreender as armadilhas comuns e escolher o método de usinagem ideal, como a fresagem de roscas para diâmetros maiores, garante uma conexão estanque e confiável.
Usinagem de Superfícies de Vedação: Ranhuras para O-Rings, Faces de Flange e Assentos Metálicos
Em refrigeração líquida, a superfície de vedação é tudo. Uma única falha microscópica pode levar a uma falha catastrófica. Usinar essas superfícies em conexões e válvulas CNC é uma tarefa onde a precisão não é apenas um objetivo; é o único resultado aceitável. Não há margem para erro.
Principais Métodos de Vedação
Encontramos principalmente três tipos de vedações. Cada uma tem requisitos de usinagem únicos que impactam diretamente seu desempenho. Compreender essas distinções é crucial para produzir componentes confiáveis para sistemas de refrigeração líquida.
| Tipo de vedação | Foco Principal de Usinagem | Aplicação comum |
|---|---|---|
| Canaleta para O-Ring | Profundidade da Ranhura e Acabamento Superficial | Vedações estáticas entre metades do corpo |
| Vedação por Compressão | Planicidade e Acabamento Superficial | Conexões com gaxeta ou ferrolho |
| Assento Metal-Metal | Concentricidade e Acabamento Superficial | Válvulas de esfera de alta pressão |
Tolerâncias da Ranhura do O-Ring
Para ranhuras de O-ring padrão AS568, controlar a profundidade da ranhura é crítico. Mantemos uma tolerância de ±0.05mm. O acabamento da superfície inferior deve ser Ra 1.6µm ou melhor, sem marcas de ferramenta correndo paralelas ao potencial caminho de vazamento.

O sucesso de conexões e válvulas usinadas por CNC para refrigeração líquida depende da obtenção de superfícies de vedação perfeitas. Cada projeto exige uma abordagem específica, desde as dimensões precisas de uma ranhura para O-ring até o acabamento impecável de um assento metal-metal. O compromisso não é uma opção.
Usinagem para Ranhuras de O-Ring
Para ranhuras de O-ring, o objetivo é a compressão controlada. Uma ranhura muito profunda não consegue comprimir o O-ring suficientemente, criando um caminho de vazamento. Se for muito rasa, o O-ring é esmagado, levando a uma falha prematura. É por isso que a tolerância de profundidade de ±0,05mm é inegociável.
Requisitos de Assento Metal-Metal
Assentos metal-metal são os mais exigentes. Em uma válvula de esfera de assento rígido, o assento deve ter uma concentricidade com o furo dentro de ±0,025mm. O acabamento da superfície deve ser excepcionalmente liso, tipicamente entre Ra 0,2µm e 0,4µm. É aqui que os princípios de Tribologia11 tornam-se críticos.
Controles Geométricos Críticos
Atingir essas especificações requer controle preciso do percurso da ferramenta e estabilidade da máquina. A geometria, seja um ângulo de 45 graus ou uma aresta afiada, deve ser perfeita para criar uma linha de contato que suporte alta pressão sem vazamento.
| Caraterística | Controle GD&T | Especificação típica |
|---|---|---|
| Fundo da Ranhura do O-Ring | Perfil da Superfície | 0,05mm |
| Face da flange | Planicidade | 0,02 mm |
| Ângulo do Assento Metálico | Angularidade | ±0,1° |
| Assento Metálico para Furo | Concentricidade | 0.025mm |
A usinagem de superfícies de vedação é um processo meticuloso. O sucesso depende de atingir tolerâncias apertadas para profundidade de ranhura, acabamento superficial e controles geométricos como concentricidade. Esses detalhes determinam a confiabilidade de conexões e válvulas usinadas por CNC em qualquer aplicação de resfriamento líquido.
Teste de Vazamento de Corpos de Válvula Usinados: Padrões e Métodos
Garantir que o corpo de uma válvula seja à prova de vazamentos é inegociável, especialmente para conexões e válvulas usinadas por CNC para resfriamento líquido. Uma pequena falha pode levar a uma falha catastrófica do sistema. Na PTSMAKE, contamos com uma abordagem estruturada para validar a integridade de cada componente que produzimos.
Principais Protocolos de Teste de Vazamento
Diferentes testes visam diferentes pontos potenciais de falha. Testes hidrostáticos verificam a resistência estrutural do corpo, enquanto testes pneumáticos focam na eficácia da vedação. Para as aplicações mais críticas, são necessários métodos avançados.
Parâmetros de Teste Comuns
Aqui está uma visão geral rápida dos testes padrão que empregamos para um teste de pressão de válvula de resfriamento líquido típico.
| Método de ensaio | Objetivo primário | Pressão/Sensibilidade Típica |
|---|---|---|
| Pressão Hidrostática | Integridade e Resistência do Corpo | 1.5× Pressão Nominal (10-15 bar) |
| Vazamento Pneumático do Assento | Eficácia da Vedação | Baixa Pressão (0.5-1 bar) |
| Espectrometria de Massa de Hélio | Vedação Hermética | <1×10⁻⁶ mbar·L/s |
Aplicando o Método de Teste Correto
Escolher o teste correto é crucial para um teste eficaz de vazamento do corpo da válvula. Cada método fornece informações diferentes sobre o desempenho da peça e é adequado para estágios específicos de validação.
Teste de Pressão Hidrostática
Realizamos este teste para confirmar a integridade fundamental do corpo da válvula. Ao submeter a peça a 1,5 vezes a sua pressão nominal, tipicamente 10-15 bar, e mantê-la por 2-5 minutos, verificamos que não há fraquezas estruturais, porosidade ou rachaduras decorrentes do processo de usinagem.
Teste Pneumático de Vazamento do Assento
Este teste foca na capacidade de vedação do assento da válvula. Usando ar de baixa pressão a 0,5-1 bar, verificamos vazamentos através de um teste de bolhas ou medindo a queda de pressão diferencial. Eu sempre recomendo usar nitrogênio seco para evitar contaminação por umidade dentro do componente.
Espectrometria de Massa de Hélio12 para Garantia Máxima
Para montagens hermeticamente seladas ou aplicações de missão crítica, este é o padrão ouro. Ele detecta vazamentos milhares de vezes menores do que outros métodos podem encontrar. Aderimos a um rigoroso critério de aceitação de menos de 1×10⁻⁶ mbar·L/s, garantindo contenção total.
Uma estratégia de teste robusta combina esses métodos para garantir o desempenho. O teste hidrostático valida o corpo, o teste pneumático confirma a vedação e a espectrometria de hélio garante integridade absoluta para as aplicações mais exigentes, como as encontradas em sistemas de refrigeração líquida de alto desempenho.
Rebarbação e Limpeza de Corpos de Válvulas: Por Que É Importante para a Confiabilidade do Resfriamento
Usinar um corpo de válvula é apenas metade da batalha. O verdadeiro teste de confiabilidade para sistemas de refrigeração líquida vem dos processos pós-usinagem. Rebarbas internas, especialmente em interseções de furos cruzados, são pequenos fragmentos de metal que podem causar falhas catastróficas no futuro.
O Problema com Rebarbas Internas
Esses fragmentos podem se soltar, bloqueando canais de refrigerante ou emperrando assentos de válvulas. Se chegarem à bomba, podem danificar os rotores, levando a uma paralisação completa do sistema. É por isso que o foco na rebarbação e limpeza não é apenas uma verificação de qualidade; é uma parte essencial da fabricação de Conexões e Válvulas Usinadas CNC confiáveis para Refrigeração Líquida.
Etapas Iniciais Não São Suficientes
O tamboreamento ou lavagem padrão não removerá essas rebarbas internas. Requer um processo dedicado e multi-etapas para garantir que cada passagem interna esteja perfeitamente limpa e lisa antes que o corpo da válvula seja montado.
| Fator de risco | Consequência de Má Rebarbação |
|---|---|
| Bloqueio de Fluxo | Superaquecimento e falha do sistema |
| Bloqueio da Válvula | Incapacidade de controlar o fluxo de refrigerante |
| Danos na Bomba | Reparos caros e tempo de inatividade do sistema |
| Contaminação | Vida útil reduzida do refrigerante e dos componentes |
Métodos Avançados de Rebarbação e Limpeza
A limpeza eficaz da rebarbação do corpo da válvula exige técnicas especializadas. Para geometrias simples, a rebarbação manual com ferramentas personalizadas pode alcançar passagens internas. No entanto, para canais internos complexos, contamos com métodos mais avançados para garantir a remoção completa de todas as rebarbas.
Escolhendo a Técnica Certa
A Rebarbação Térmica (TEM) é excelente para geometrias internas intrincadas, pois vaporiza as rebarbas sem afetar as dimensões da peça. Para peças de alta precisão com tolerâncias apertadas, a Rebarbação Eletroquímica (ECM) oferece uma solução sem contato e altamente controlada que remove material íon por íon.
| Método de Rebarbação | Melhor para | Nível de precisão |
|---|---|---|
| Térmica (TEM) | Geometrias internas complexas | Elevado |
| Eletroquímica (ECM) | Tolerâncias apertadas, materiais sensíveis | Muito elevado |
| Jato de Água de Alta Pressão | Lavagem e limpeza de passagens | Médio |
Verificação e Limpeza Final
Após a rebarbagem, a limpeza é fundamental. Aderimos a padrões como a ISO 16232 para medir a contaminação por partículas. A limpeza ultrassónica em solventes especializados remove quaisquer micropartículas restantes. A inspeção final usando um Boroscópio13 permite-nos verificar visualmente que cada passagem interna está impecável, garantindo a limpeza da peça usinada por CNC necessária para sistemas de alta confiabilidade.
A rebarbagem e a limpeza não são etapas opcionais; são essenciais para o desempenho e a longevidade de qualquer sistema de arrefecimento líquido. A execução adequada previne bloqueios, protege os componentes e garante que todo o sistema funcione conforme projetado, refletindo um compromisso com a verdadeira qualidade de fabricação.
Tratamento de Superfície e Revestimento para Compatibilidade com Líquido Refrigerante
Após a usinagem, o acabamento superficial é apenas o começo. O tratamento de superfície correto do corpo da válvula garante confiabilidade a longo prazo em sistemas de arrefecimento líquido. É uma etapa crítica que previne a corrosão, reduz o atrito e prolonga a vida útil de Conexões e Válvulas Usinadas por CNC para Arrefecimento Líquido.
Principais Tratamentos de Superfície
A escolha do tratamento correto depende inteiramente do material, do líquido de arrefecimento e do ambiente operacional. Cada opção oferece benefícios específicos adaptados a diferentes exigências de aplicação, desde resistência à corrosão até proteção contra o desgaste.
Processos Protetores Comuns
Frequentemente aplicamos tratamentos como passivação para aço inoxidável ou anodização dura para alumínio. Esses processos são fundamentais para garantir que as peças funcionem conforme o esperado durante toda a sua vida útil.
| Tratamento | Material primário | Objetivo principal |
|---|---|---|
| Passivação | Aço inoxidável | Remove ferro livre, aumenta a resistência à corrosão |
| Anodização (Tipo III) | Alumínio | Aumenta a dureza superficial e a resistência ao desgaste |
| Níquel eletrolítico | Cobre, Latão | Cria uma barreira protetora uniforme |
| Teflon/Xylan | Hastes de Válvulas | Reduz o atrito e previne a aderência |

A escolha de um tratamento de superfície para o corpo de uma válvula nunca é arbitrária; é uma decisão estratégica baseada na química e mecânica do sistema. Por exemplo, em um circuito de metais mistos contendo cobre e alumínio, um revestimento proativo é essencial para prevenir problemas.
Seleção do tratamento adequado
O próprio fluido refrigerante é o maior fator. Uma mistura de água-glicol é condutiva e requer proteção contra corrosão. Em contraste, fluidos dielétricos são não condutivos, então o isolamento elétrico da anodização se torna mais importante para prevenir arcos elétricos.
Combinando o Tratamento com a Aplicação
Em nosso trabalho na PTSMAKE, descobrimos que a passivação de aço inoxidável 316L conforme ASTM A967 é padrão para a maioria dos fluidos refrigerantes à base de água. Ela remove contaminantes de superfície da usinagem, que é uma fonte comum de ferrugem prematura. Para corpos de liga de cobre, Niquelagem electrolítica14 é a minha recomendação principal para refrigeração líquida. Ele cria uma barreira completamente uniforme, ao contrário da eletrodeposição, que pode se acumular de forma irregular em formas complexas.
Essa uniformidade é crítica dentro das passagens intrincadas de Conexões e Válvulas Usinadas CNC para Refrigeração Líquida. Para necessidades de baixa fricção, como em hastes de válvula, uma impregnação de Teflon ou um revestimento de Xylan reduz a força de atuação e previne o travamento, especialmente após longos períodos de inatividade.
| Tipo de líquido de refrigeração | Material comum | Tratamento Recomendado | Benefício chave |
|---|---|---|---|
| Água-Glicol | Aço inoxidável 316L | Passivação | Resistência à corrosão |
| Água-Glicol | Alumínio | Anodização Dura (Tipo III) | Dureza, Escudo Contra Corrosão |
| Água-Glicol | Cobre/ Latão | Níquel eletrolítico | Camada de Barreira Uniforme |
| Fluido dielétrico | Alumínio | Anodização Dura (Tipo III) | Isolamento elétrico |
Escolher o tratamento de superfície correto é crucial para prevenir falhas no sistema. Passivação, anodização e revestimentos especializados aumentam diretamente a durabilidade e a confiabilidade dos componentes de refrigeração líquida, garantindo que atendam às expectativas de desempenho durante toda a sua vida útil.
Design para Manufaturabilidade: Desenhos de Corpos de Válvulas que os Maquinistas Adoram
Um desenho de corpo de válvula bem projetado é mais do que um conjunto de instruções; é uma ferramenta de comunicação clara. Quando os engenheiros aplicam os princípios de Design para Manufaturabilidade (DFM), eles preenchem a lacuna entre a intenção do projeto e a realidade da produção, economizando tempo e reduzindo custos. Essa abordagem previne revisões desnecessárias e otimiza o processo de usinagem.
Por Que o DFM é Importante para Corpos de Válvula
O DFM eficaz antecipa desafios de fabricação. Para componentes complexos como Conexões e Válvulas Usinadas CNC para Refrigeração Líquida, pequenos ajustes de design podem ter um impacto significativo. Eles podem eliminar a necessidade de ferramentas especializadas ou operações secundárias, melhorando diretamente a eficiência e a qualidade do componente.
Do Desenho à Peça Acabada
Aqui estão problemas comuns que vemos e suas soluções DFM:
| Característica Problemática | Chamada DFM Otimizada |
|---|---|
| Cantos internos afiados | Raios de canto generosos |
| Furos profundos e estreitos (L/D > 4:1) | Razão comprimento-diâmetro reduzida |
| Roscas não padronizadas | Roscas padrão específicas da região (NPT/BSP) |
| Referências ambíguas | Estrutura GD&T clara |

Na PTSMAKE, frequentemente orientamos os clientes sobre o projeto para usinagem de válvulas com foco na manufaturabilidade. Mudanças simples geram grandes benefícios. Por exemplo, evitar furos profundos com uma razão comprimento-diâmetro superior a 4:1 elimina a necessidade de perfuração com broca canhão, que é cara. Furos mais profundos frequentemente levam a um aumento de Desvio da ferramenta15, o que pode comprometer a retilineidade do furo e a precisão geral.
Principais Áreas de Otimização
Geometrias Internas
Especificar raios de canto generosos em bolsões internos é crucial. Cantos afiados não podem ser fresados e exigem Usinagem por Eletroerosão (EDM), um processo muito mais lento e caro. Projetar portas para serem acessíveis a partir de orientações de ferramentas padrão também simplifica as configurações e reduz significativamente o tempo de usinagem.
Roscas e Tolerâncias
Usar roscas não padronizadas para uma região específica, como BSP em um projeto baseado nos EUA, pode causar atrasos no fornecimento. Igualmente importantes são as definições claras de datum para Dimensionamento Geométrico e Tolerância (GD&T), que removem a ambiguidade e garantem que as peças atendam aos requisitos funcionais de forma consistente.
| Escolha do design | Implicação na Usinagem |
|---|---|
| Canto interno agudo | Requer processo de EDM lento e caro |
| Relação L/D > 4:1 | Necessita de ferramentas especializadas para furação profunda |
| GD&T Ambíguo | Risco de má interpretação e peças descartadas |
| Acesso Padrão à Porta | Permite configurações mais rápidas e rígidas |
Ao focar em princípios de DFM como otimizar profundidades de furos, usar roscas padrão e fornecer GD&T claro, você pode criar desenhos de corpos de válvula que são eficientes para produzir. Esses pequenos ajustes levam a custos mais baixos, prazos de entrega mais rápidos e peças de maior qualidade.
Defeitos Comuns de Usinagem em Corpos de Válvulas e Como Evitá-los
Corpos de válvula usados em sistemas de refrigeração líquida devem ser impecáveis. Mesmo pequenos erros nestes acessórios e válvulas usinados por CNC podem causar vazamentos ou falha do sistema. Frequentemente vemos problemas específicos que comprometem o desempenho, mas com a abordagem certa, eles são totalmente evitáveis.
Furos Ovalizados
Uma preocupação principal são os furos que não são perfeitamente circulares. Isso frequentemente resulta de uma estratégia de fixação inadequada, onde a pressão do dispositivo de fixação deforma ligeiramente a peça durante a usinagem. Quando liberada, a peça retorna à sua forma original, deixando um furo ovalizado que compromete a vedação.
Imperfeições no Acabamento Superficial
Outro problema comum são as marcas de vibração em faces de vedação críticas. Essas pequenas vibrações, frequentemente causadas por cortes interrompidos ou instabilidade da ferramenta, criam uma superfície áspera. Isso impede uma vedação perfeita, levando a vazamentos ao longo do tempo e criando grandes problemas de qualidade em válvulas CNC.

Abordar defeitos de usinagem em corpos de válvula requer um processo sistemático. Não se trata apenas de corrigir um problema; trata-se de construir um processo que os antecipe e previna. Focamos na identificação da causa raiz, na implementação de detecção precisa e no refinamento da estratégia de usinagem para confiabilidade a longo prazo.
Defeitos comuns e soluções
Compreender a origem de um defeito é o primeiro passo. Por exemplo, falhas de rosca frequentemente remontam a um simples desgaste da ferramenta que não foi monitorado. Da mesma forma, a porosidade em uma peça fundida só se torna um problema depois que começamos a usiná-la, revelando vazios ocultos. Cada defeito tem uma causa e uma solução específicas.
| Defeito | Causa principal | Método de Detecção | Ação corretiva |
|---|---|---|---|
| Furos Ovalizados | Fixação insuficiente | CMM, Medição Pneumática | Redesenhar dispositivo de fixação, usar chaves de torque |
| Marcas de conversa | Vibração da ferramenta, cortes interrompidos | Perfilômetro de superfície | Ajustar velocidades/avanços, usar ferramentas rígidas |
| Falhas de Rosca | Desgaste da ferramenta | Calibre Pasa/Não Pasa | Implementar a gestão do tempo de vida das ferramentas |
| Rebarbas Internas | Operações de furação transversal | Inspeção por boroscópio | Adicionar ciclo de rebarbação, usar ferramentas especiais |
| Porosidade | Má qualidade de fundição | Teste Visual, de Pressão | Melhorar o processo de fundição, triar peças brutas |
| Desvio dimensional | Dilatação térmica, desgaste da ferramenta | Sondagem em curso | Implementar compensação de ferramenta, gerenciar refrigerante |
Também prestamos muita atenção ao desvio dimensional durante longas execuções de produção. Mudanças na temperatura da máquina e o desgaste gradual da ferramenta podem fazer com que as dimensões das peças saiam lentamente das especificações. Isso requer um controle de processo robusto e experiência em Metrologia Dimensional16 para manter a consistência da primeira à última peça.
Prevenir defeitos no corpo da válvula requer um profundo entendimento das causas-raiz, desde forças de fixação até desvio térmico. O uso de métodos de detecção precisos e controle de processo proativo é essencial para garantir a confiabilidade de conexões e válvulas usinadas por CNC para sistemas de refrigeração líquida.
Da Prototipagem à Produção: Escalando a Fabricação de Corpos de Válvulas
Aumentar a escala de um novo design de corpo de válvula de um único protótipo para produção total requer uma abordagem faseada. Cada etapa aborda diferentes objetivos, desde a validação do design até a otimização de custo e repetibilidade em altos volumes. Esta jornada é crucial para o sucesso do projeto.
A Fase de Prototipagem (1-10 Peças)
A fase inicial foca na velocidade e validação do design. Geralmente usamos centros de 5 eixos ou fresadoras-torno para usinar peças a partir de barras sólidas. Isso permite uma iteração rápida, com prazos de 2-3 semanas, possibilitando ajustes rápidos com base no feedback dos testes.
Do Piloto à Produção (10-10.000+ Peças)
À medida que o volume aumenta, a estratégia muda. A execução piloto introduz fixação de grau de produção e trajetórias de ferramenta otimizadas. A produção total exige fixação dedicada, tempos de ciclo minimizados e sistemas robustos de controle de qualidade para garantir a consistência em milhares de peças.

Ir além dos protótipos iniciais introduz decisões críticas sobre os métodos de fabricação. A escolha certa impacta diretamente o custo unitário, o tempo de entrega e a qualidade da peça. Compreender essas compensações é fundamental para escalar efetivamente produtos como Conexões e Válvulas Usinadas por CNC para Refrigeração Líquida.
Escolhendo o Caminho Certo
Uma consideração primária é a transição da usinagem a partir de material sólido para a fundição de precisão. Para volumes menores, a usinagem a partir de barras é mais rápida e evita altos custos de ferramental. À medida que as quantidades excedem alguns milhares de unidades, o custo inicial do ferramental de fundição é compensado por menor desperdício de material e tempo de usinagem reduzido.
| Gama de volumes | Método primário | Vantagem chave |
|---|---|---|
| 1-100 peças | Totalmente Usinado a Partir de Sólido | Velocidade, Sem Custo de Ferramental |
| 100-2.000 peças | Maquinação optimizada | Tempo de ciclo reduzido |
| 2.000-10.000+ peças | Fundição de Precisão + Usinagem | Menor Custo Unitário |
Para volumes extremamente altos, avaliamos a automação multi-spindle para reduzir ainda mais os tempos de ciclo. A garantia de qualidade também amadurece da inspeção do primeiro artigo na fase piloto para o uso de Controlo Estatístico do Processo17 durante a produção total, o que nos ajuda a monitorar e controlar o processo de fabricação em tempo real.
Escalar com sucesso a fabricação de corpos de válvulas depende de uma transição estratégica do prototipagem flexível para a produção em massa otimizada. Escolher os processos certos, como fundição ou automação, e implementar controles de qualidade robustos são cruciais para alcançar custo-benefício e consistência em altos volumes.
Padrões Regulatórios e da Indústria para Válvulas de Resfriamento de Data Centers
No resfriamento líquido de data centers, os padrões não são apenas recomendações; eles são a base para a confiabilidade e interoperabilidade. Aderir a eles garante que cada componente, especialmente Conexões e Válvulas Usinadas CNC para Resfriamento Líquido, funcione como esperado sob condições exigentes. Este arcabouço previne falhas caras e garante a compatibilidade do sistema.
Principais Órgãos Reguladores
Várias organizações publicam padrões críticos para a fabricação de válvulas. Grupos como ASME, ANSI e o Open Compute Project (OCP) fornecem as diretrizes específicas que seguimos. Essas regras ditam tudo, desde a resistência do material até as dimensões precisas de uma porta de conexão, influenciando diretamente o processo de usinagem.
Por Que os Padrões Importam
Seguir esses padrões garante que uma válvula possa lidar com a pressão e a temperatura do sistema, se conecte perfeitamente com outros componentes e opere com segurança. Para fabricantes como nós na PTSMAKE, isso significa traduzir especificações complexas em peças físicas precisas nas quais nossos clientes podem confiar completamente.

Compreender o panorama das normas de válvulas para data centers exige distinguir entre regulamentos obrigatórios e melhores práticas da indústria. Essa distinção orienta nossa abordagem de fabricação, garantindo conformidade e desempenho para componentes de missão crítica.
Normas Obrigatórias vs. Recomendadas
Certificações de segurança como UL 1995 são frequentemente obrigatórias para equipamentos eletrônicos, incluindo sistemas de refrigeração. Em contraste, as normas da ASHRAE TC 9.9 ou OCP são tipicamente consideradas melhores práticas impulsionadas pela indústria. No entanto, grandes operadores de data centers frequentemente exigem conformidade com OCP para interoperabilidade, tornando-o um requisito de facto para fornecedores.
Impacto nos Requisitos de Usinagem
Essas normas têm um impacto direto e significativo nos processos de fabricação. Por exemplo, ANSI/FCI 70-2 define as classes de vazamento do assento da válvula. Alcançar um fechamento Classe VI exige tolerâncias extremamente apertadas nas superfícies usinadas, algo em que nos concentramos intensamente. As normas OCP para interfaces de rack especificam dimensões exatas para acoplamentos UQD/BMQC. Cada localização de porta, tamanho de rosca e superfície deve aderir a um específico Ponto de referência18 para garantir um ajuste perfeito entre equipamentos de diferentes fornecedores.
A tabela a seguir resume as principais normas:
| Padrão | Área de incidência | Implicação na Usinagem |
|---|---|---|
| ASME B16.34 | Classificações de Pressão-Temperatura da Válvula | Especifica os requisitos de resistência do material e espessura da parede. |
| ANSI/FCI 70-2 | Vazamento do Assento da Válvula de Controle | Dita o acabamento da superfície e a tolerância para superfícies de vedação. |
| OCP V3 UQS | Interfaces de Rack e Manifold | Define dimensões precisas, localizações de portas e tamanhos de rosca. |
| UL 1995 | Segurança de Equipamentos de Refrigeração | Rege a seleção de materiais e o design de segurança elétrica. |
Finalmente, um sistema de qualidade robusto como o ISO 9001 é essencial. Ele fornece a estrutura para garantir que possamos produzir consistentemente peças que atendam a todas essas especificações exigentes.
Aderir a padrões como ASME, ANSI e OCP é crucial para a segurança e confiabilidade dos sistemas de refrigeração de data centers. Essas regulamentações influenciam diretamente os requisitos de usinagem de precisão, garantindo que cada válvula e conexão funcione perfeitamente e se integre sem problemas na infraestrutura.

Descubra como essa qualidade de superfície otimiza o fluxo de fluido e aumenta a eficiência de sistemas de refrigeração de alto desempenho. ↩
Compreender esse fenômeno ajuda a prevenir danos às válvulas e garante a estabilidade do sistema a longo prazo em aplicações de alto fluxo. ↩
Entenda como esse processo eletroquímico degrada componentes e aprenda estratégias eficazes de prevenção para sistemas de metais mistos. ↩
Entenda como essa tolerância geométrica é crítica para o desempenho de vedação de alta pressão. ↩
Entenda como esse fenômeno de atrito estático impacta os sistemas de controle de fluido de precisão e a longevidade dos componentes. ↩
Explore como essa tolerância geométrica garante alinhamento perfeito e previne vazamentos em sistemas de fluido de alto desempenho. ↩
Compreender a histerese ajuda a otimizar o desempenho de revedação da válvula e a eficiência do sistema. ↩
Aprenda como essa tecnologia de controle permite o movimento ultrapreciso da ferramenta em usinagem complexa de 5 eixos. ↩
Aprenda como esse processo melhora as propriedades do material para componentes de válvulas de alto desempenho. ↩
Compreender esse movimento central do CNC ajuda na especificação de operações de usinagem avançadas para qualidade de rosca superior. ↩
Explore como a tribologia ajuda a criar vedações metal-metal duráveis e sem vazamentos, gerenciando o atrito e o desgaste microscópicos. ↩
Entenda como este método oferece a mais alta sensibilidade para detectar vazamentos microscópicos em sistemas selados críticos. ↩
Aprenda como esta ferramenta permite a inspeção visual não destrutiva de características internas críticas e de difícil acesso. ↩
Entenda como este processo de revestimento uniforme protege geometrias internas complexas em componentes de controle de fluidos de precisão. ↩
Compreender a deflexão da ferramenta ajuda a prever e prevenir imprecisões dimensionais, especialmente para características profundas ou de paredes finas. ↩
Explore como a ciência da medição garante a conformidade e a qualidade das peças na fabricação. ↩
Entenda como este método baseado em dados garante qualidade consistente na fabricação de alto volume. ↩
Compreender o papel de um datum é fundamental para alcançar as tolerâncias geométricas precisas exigidas em componentes de alto desempenho. ↩






