

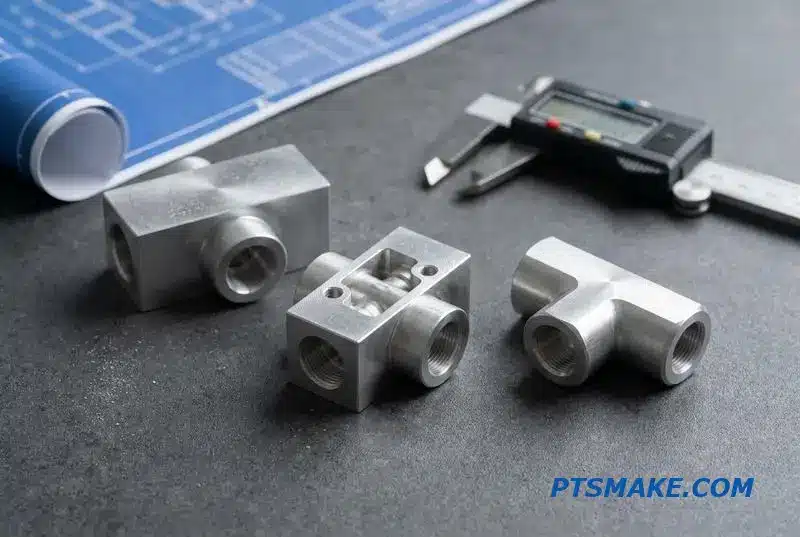
Trovare corpi valvola lavorati a CNC per il raffreddamento a liquido che superano i test di tenuta al primo tentativo è più difficile di quanto sembri. Un problema di ovalità in un alloggiamento sferico, una bava in una porta forata trasversalmente, e l'intera realizzazione della tua CDU subisce ritardi.
I corpi valvola per il raffreddamento a liquido richiedono lavorazione CNC con tolleranze del foro di ±0,05 mm, finiture della sede fino a Ra 0,2 µm e test di tenuta completi a 1,5 volte la pressione nominale. La scelta del materiale (316L, ottone, 6061-T6) dipende dalla chimica del refrigerante e dall'accoppiamento galvanico.

In questa guida, ti guiderò attraverso i materiali, le tolleranze, le finiture superficiali e i metodi di test che utilizzo presso PTSMAKE durante la lavorazione dei corpi valvola per i circuiti di raffreddamento dei data center. Ogni sezione ti fornisce le specifiche e le decisioni che determinano l'affidabilità del componente.
Perché le Valvole per Raffreddamento a Liquido Dipendono dalla Lavorazione CNC di Precisione
Il mercato delle valvole per il raffreddamento a liquido dei data center sta crescendo rapidamente, con una previsione di espansione significativa entro il 2032. Questa crescita evidenzia un fatto cruciale: ogni valvola in questi sistemi si basa su una fondazione fabbricata con precisione. Il corpo valvola è quella fondazione, realizzata quasi esclusivamente tramite lavorazione CNC.
Il nucleo invisibile dell'affidabilità
Ogni valvola a sfera, di ritegno o di sicurezza contiene un corpo con complessi passaggi interni e superfici di tenuta. Queste caratteristiche devono essere lavorate con tolleranze incredibilmente strette. Qualsiasi deviazione può portare a perdite, che sono catastrofiche in un ambiente di data center. Un funzionamento affidabile e a lungo termine è impossibile senza questa precisione.
Esigenze chiave di lavorazione
Valvole diverse richiedono focus di lavorazione specifici per funzionare correttamente. Un leggero errore nella produzione si traduce direttamente in un guasto del sistema.
| Tipo di valvola | Focus principale di lavorazione | Conseguenza del fallimento |
|---|---|---|
| Valvola a sfera | Superfici di tenuta sferiche | Perdita catastrofica |
| Valvola di ritegno | Geometria della sede interna | Riflusso, Danno al sistema |
| Valvola di sicurezza | Sede della molla e orifizio | Sovrapressurizzazione |
Ecco perché i raccordi e le valvole lavorati a CNC per il raffreddamento a liquido sono lo standard del settore; nessun altro processo offre questo livello di controllo.

Il successo di un corpo valvola lavorato a CNC va oltre il semplice mantenimento di tolleranze strette. L'intero approccio di produzione, dalla selezione del materiale al trattamento superficiale finale, svolge un ruolo cruciale nelle prestazioni e nella durata della valvola. È un processo di bilanciamento di molteplici requisiti ingegneristici.
Considerazioni critiche sulla produzione
La scelta del materiale giusto è la prima decisione importante. L'ottone offre eccellente lavorabilità e convenienza per applicazioni generali. Per sistemi con refrigeranti aggressivi, l'acciaio inossidabile offre una resistenza superiore alla corrosione. L'alluminio è spesso selezionato per la sua leggerezza e l'eccellente conduttività termica.
| Materiale | Vantaggio chiave | Applicazione comune |
|---|---|---|
| Ottone (C360) | Conveniente, Buona lavorabilità | Raffreddamento per uso generale |
| Acciaio inossidabile (316) | Resistenza alla corrosione superiore | Fluidi ad alta purezza/aggressivi |
| Alluminio (6061) | Leggero, ad alta conducibilità termica | Sistemi critici per le prestazioni |
Finitura superficiale: più che estetica
La finitura superficiale all'interno del corpo valvola influisce direttamente sulla fluidodinamica. Una superficie più liscia riduce la turbolenza e la caduta di pressione, migliorando l'efficienza complessiva del circuito di raffreddamento. Raggiungere una finitura quasi-Isotropo1 perfetta all'interno di geometrie interne complesse è una sfida che distingue la produzione esperta di valvole per il raffreddamento a liquido.
La crescita del raffreddamento a liquido esercita un'immensa pressione sulla qualità dei componenti. La lavorazione CNC di precisione è la tecnologia fondamentale che garantisce che i corpi valvola siano affidabili e a tenuta stagna. La padronanza della selezione dei materiali, delle tolleranze strette e delle finiture superficiali avanzate è essenziale per soddisfare le esigenze dei moderni sistemi ad alte prestazioni.
Il Corpo Valvola in un Sistema di Raffreddamento a Liquido: Dove si Inserisce e Cosa Fa
Il corpo valvola è l'eroe sconosciuto in qualsiasi sistema di raffreddamento a liquido. Agisce come controllore del traffico per il refrigerante, assicurando che scorra precisamente dove necessario. Senza un corpo valvola adeguatamente progettato e lavorato, l'efficienza e l'affidabilità dell'intero sistema crollerebbero.
Ruoli Critici di un Corpo Valvola
Diverse valvole svolgono compiti distinti, dal semplice controllo on/off alla complessa modulazione del flusso. Il corpo ospita questi meccanismi e deve resistere a costanti fluttuazioni di pressione e temperatura. Ciò rende la produzione di alta qualità essenziale per le prestazioni.
Panoramica delle Funzioni Principali
| Tipo di valvola | Funzione primaria | Posizione Tipica |
|---|---|---|
| Valvola a sfera | Isolamento On/Off | Ingresso CDU, Collettore Rack |
| Valvola Proporzionale | Modulazione del Flusso | Alle Piastre Fredde |
| Valvola di ritegno | Prevenire il Riflusso | Linee di Refrigerante Parallele |
| Valvola di sicurezza | Sicurezza Sovrapressione | Punto di Massima del Sistema |
Comprendere questi ruoli è il primo passo per apprezzare la complessa ingegneria dietro questi componenti critici. Il processo di produzione deve essere impeccabile.
Mappatura delle Valvole in un Circuito di Raffreddamento
In un circuito di raffreddamento a liquido di un data center, valvole specifiche sono posizionate strategicamente. Le valvole a sfera, ad esempio, sono utilizzate agli ingressi dell'Unità di Distribuzione del Refrigerante (CDU) e alle connessioni dei rack. Il loro compito è semplice: fornire un modo affidabile per isolare sezioni per la manutenzione senza svuotare l'intero sistema.
Gestione di Precisione del Flusso
Le valvole di controllo proporzionale sono più sofisticate. Si trovano appena prima delle singole piastre fredde, modulando il flusso del refrigerante in base al carico termico in tempo reale dei processori. Ciò garantisce che ogni componente riceva il raffreddamento esatto di cui ha bisogno senza sprecare energia di pompaggio. Le valvole di ritegno sono spesso posizionate in rami paralleli per prevenire il flusso inverso.
Sfide di Lavorazione Condivise
Sebbene le loro funzioni varino, le esigenze di produzione per questi corpi valvola si sovrappongono in modo significativo. L'integrità dell'intero sistema di raffreddamento dipende dalla precisione di queste parti. Problemi come Cavitazione2 possono derivare da geometrie interne mal progettate.
Dalla Funzione alla Fabbricazione
Ogni corpo valvola, indipendentemente dal tipo, presenta sfide simili che richiedono una lavorazione CNC esperta. Queste sfide sono fondamentali per la creazione di raccordi e valvole lavorati a CNC affidabili per il raffreddamento a liquido.
| Processo di lavorazione | Requisito critico | Impatto sulle prestazioni |
|---|---|---|
| Foratura Interna delle Porte | Passaggi lisci e precisi | Previene cadute di pressione e turbolenze |
| Finitura delle Superfici di Tenuta | Rugosità superficiale estremamente bassa | Garantisce una tenuta a prova di perdite con le guarnizioni |
| Filettatura | Passo e profondità precisi | Garantisce connessioni sicure e senza perdite |
| Test di pressione | Verifica dell'integrità dei materiali | Conferma che il corpo può sopportare la pressione del sistema |
In PTSMAKE, ci concentriamo sulla padronanza di questi processi per fornire componenti che soddisfano i più alti standard di prestazioni e affidabilità.
I corpi valvola svolgono ruoli diversi, dalla semplice isolazione al controllo preciso del flusso. Tuttavia, tutti condividono requisiti di produzione comuni ed esigenti. La precisione nella portatura, nelle superfici di tenuta e nella filettatura è assolutamente fondamentale per l'integrità del sistema e per prevenire perdite in qualsiasi applicazione di raffreddamento ad alte prestazioni.
Selezione del Materiale per Corpi Valvola di Raffreddamento a Liquido
La scelta del materiale giusto per i corpi valvola di raffreddamento a liquido è fondamentale. Questa decisione influisce direttamente sull'affidabilità, la longevità e il costo complessivo del sistema. La scelta sbagliata può portare a perdite, corrosione e guasti prematuri, compromettendo l'intero circuito di raffreddamento. Dobbiamo bilanciare attentamente tre fattori chiave.
Fattori decisionali chiave
La compatibilità con il refrigerante, la resistenza alla corrosione e la lavorabilità sono le considerazioni principali. Ogni materiale offre una combinazione unica di queste proprietà. Ad esempio, una lega altamente resistente alla corrosione potrebbe essere difficile da lavorare, aumentando il costo dei vostri raccordi e valvole lavorati a CNC per il raffreddamento a liquido.
Compromessi sui Materiali a Colpo d'Occhio
Comprendere i compromessi di base è un buon punto di partenza. Il mio team di PTSMAKE utilizza spesso un semplice confronto per aiutare i clienti a visualizzare come questi fattori interagiscono.
| Materiale | Resistenza alla corrosione | Lavorabilità | Costo relativo |
|---|---|---|---|
| Acciaio inox 316L | Eccellente | Fiera | Alto |
| Acciaio inox 303 | Buono | Buono | Medio |
| Ottone C36000 | Fiera | Eccellente | Basso |
| Alluminio 6061-T6 | Scarso (necessita di rivestimento) | Buono | Basso |

Approfondendo la selezione del materiale per i corpi valvola, il grado specifico del metallo diventa essenziale. Ogni lega ha caratteristiche distinte che la rendono adatta a determinate applicazioni. Non si tratta solo di scegliere l'acciaio inossidabile; si tratta di scegliere l'acciaio inossidabile giusto.
Opzioni in acciaio inox
Acciaio inox 316L
Per i circuiti acqua-glicole, raccomando spesso l'acciaio inossidabile 316L. La sua resistenza alla corrosione è eccellente, il che è vitale per l'integrità del sistema. Tuttavia, si indurisce per incrudimento durante la lavorazione, quindi dobbiamo utilizzare utensili affilati e velocità di avanzamento controllate per ottenere la precisione richiesta senza aumentare i costi.
Acciaio inox 303
Se l'applicazione è meno critica, l'acciaio inossidabile 303 offre un buon equilibrio. È molto più facile da lavorare rispetto al 316L, il che può ridurre il costo del pezzo. Tuttavia, la sua resistenza alla corrosione è inferiore, rendendolo meno ideale per refrigeranti aggressivi o ambienti esigenti.
Considerazioni su Ottone e Alluminio
L'ottone C36000 si lavora splendidamente ed è conveniente per sistemi a bassa pressione. Lo svantaggio principale è il rischio di corrosione galvanica3 quando è a contatto con componenti in alluminio come le piastre fredde. Questo è un punto di guasto comune che ho riscontrato in circuiti a metalli misti mal progettati.
L'alluminio 6061-T6 è leggero ed economico, rendendolo un'ottima opzione per i componenti lato CDU. Richiede un rivestimento protettivo, come l'anodizzazione dura, per prevenire la corrosione. Per i circuiti a metalli misti, la nichelatura chimica offre un'eccellente protezione per le parti in acciaio inossidabile o rame.
La scelta del materiale giusto è un equilibrio tra prestazioni, lavorabilità e costo. L'acciaio inossidabile offre una resistenza alla corrosione superiore, mentre l'ottone offre un'eccellente lavorabilità. Ogni scelta ha conseguenze dirette sull'affidabilità e sul budget del prodotto finale, rendendo questa una decisione critica in qualsiasi progetto di raffreddamento a liquido.
Lavorazione del Corpo Valvola a Sfera: La Valvola di Raffreddamento più Comune
La precisione nella lavorazione CNC del corpo valvola a sfera è non negoziabile. Il processo si concentra sulla creazione di un alloggiamento perfetto per la sfera e le sedi. Qualsiasi deviazione può compromettere l'intero sistema di raffreddamento a liquido. Le caratteristiche chiave richiedono operazioni di lavorazione distinte, ciascuna con le proprie tolleranze critiche.
Caratteristiche Lavorate Principali
L'alesaggio principale, che ospita la sfera, è l'elemento più critico. Lavoriamo anche connessioni terminali precise, come filettature NPT o BSPP, per l'integrazione del sistema. Inoltre, il foro dello stelo e qualsiasi faccia della flangia devono essere perfettamente allineati.
Tolleranze tipiche
In base ai nostri test, il mantenimento di tolleranze rigorose è essenziale per le prestazioni. Ecco alcune specifiche comuni con cui lavoriamo presso PTSMAKE per raccordi e valvole lavorati a CNC per il raffreddamento a liquido.
| Caratteristica | Tolleranza tipica | Funzione Critica |
|---|---|---|
| Diametro Alesaggio Principale | ±0,05 mm | Tenuta e Rotazione Sfera |
| Filettature Connessione Finale | Classe 2A/2B | Connessione a Tenuta Stagna |
| Posizione Foro Stelo | ±0,1 mm | Allineamento Attuatore |
| Planarità della Superficie di Tenuta | 0.02 mm | Tenuta della Guarnizione |

La sfida più significativa nella produzione di valvole a sfera in acciaio inossidabile è mantenere la geometria sferica del foro principale. Qualsiasi ovalità, anche microscopica, crea un percorso per la perdita. Questo è il motivo per cui il meccanismo di tenuta sfera-sede dipende interamente dall'integrità geometrica del foro.
Strategie di Lavorazione
Esistono due strategie principali: un approccio a due setup o un processo a setup singolo. Il metodo a due setup prevede la lavorazione del foro e di un'estremità, quindi il riposizionamento per completare l'estremità opposta. Sebbene comune, rischia di introdurre errori di allineamento tra i setup.
Presso PTSMAKE, spesso preferiamo un setup singolo su un tornio multi-asse con utensili motorizzati. Questo metodo lavora tutte le caratteristiche in un'unica serrata, garantendo un superiore Concentricità4 allineamento tra tutte le caratteristiche. Questo è fondamentale per applicazioni ad alte prestazioni.
Considerazioni su Materiale e Finitura
La scelta del materiale dipende dall'applicazione. Tipicamente utilizziamo acciaio inossidabile 316L per i componenti a contatto con il refrigerante grazie alla sua resistenza alla corrosione. Per le parti lato impianto, l'ottone è un'alternativa economica. Una finitura superficiale di Ra 0,8 µm è standard sulle superfici di tenuta per garantire una tenuta affidabile.
| Aspetto | Specifiche | Motivazione |
|---|---|---|
| Materiale (Lato Refrigerante) | Acciaio inox 316L | Resistenza alla corrosione |
| Materiale (Lato Impianto) | Ottone (es. C360) | Costo-efficacia |
| Finitura Superficiale di Tenuta | Ra 0,8 µm | Previene Micro-Perdite |
La lavorazione CNC di successo del corpo valvola a sfera si basa su una geometria precisa del foro, un fissaggio strategico e una corretta selezione del materiale. Il raggiungimento di tolleranze strette, in particolare la concentricità, è essenziale per prevenire perdite e garantire prestazioni affidabili in applicazioni di raffreddamento a liquido esigenti.
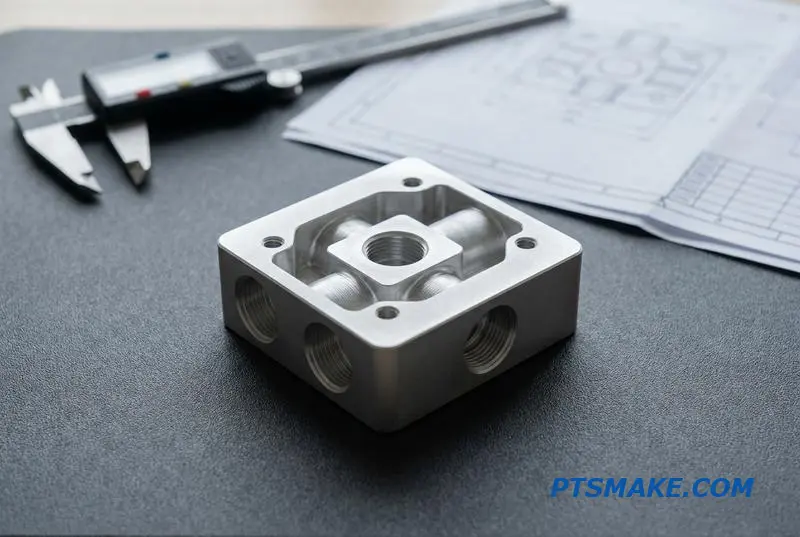
Corpi Valvola di Controllo Proporzionale: Passaggi Interni e Canalizzazioni
Le valvole di controllo proporzionali sono tra i componenti più complessi nei sistemi di raffreddamento a liquido. Il loro scopo è la modulazione dinamica del flusso, che richiede una canalizzazione interna incredibilmente complessa. Non si tratta solo di praticare fori; si tratta di creare percorsi precisi per il fluido.
Caratteristiche Interne Chiave
Le porte di ingresso e uscita devono essere lavorate con angoli specifici. All'interno, i bordi di misurazione sono accuratamente sagomati per controllare le portate con elevata precisione. L'intero design è progettato per prestazioni precise e affidabilità a lungo termine in applicazioni esigenti.
L'Alesaggio della Spola
Il gioco tra la spola e il suo alesaggio è fondamentale per il funzionamento. Lavoriamo queste caratteristiche con un accoppiamento stretto H6/g6, garantendo un'azione fluida e reattiva senza perdite.
| Caratteristica | Tolleranza standard | Impatto della lavorazione |
|---|---|---|
| Diametro dell'Alesaggio della Spola | ±0,01 mm | Richiede alesatura/levigatura di precisione |
| Angolo della Porta | ±0,5 gradi | Richiede capacità CNC multi-asse |
| Bordo di Misurazione | Affilato, senza bave | Richiede strumenti di sbavatura specializzati |

Lavorazione di Geometrie Complesse
Il processo di produzione CNC del corpo valvola di controllo da blocco solido è una sfida significativa. Implica molto più della fresatura di base. La foratura trasversale per le intersezioni delle porte deve essere perfettamente allineata per evitare interruzioni del flusso e cadute di pressione.
Sbavatura e Finitura Superficiale
Eventuali bave lasciate sui bordi interni dopo la foratura possono creare turbolenze e influenzare il flusso. Utilizziamo una sbavatura avanzata per garantire una dinamica dei fluidi fluida. L'alesaggio della bobina richiede una finitura superficiale fine, tipicamente Ra 0,4 µm, per prevenire adesione5 e usura prematura, garantendo che la valvola risponda istantaneamente.
Approcci di Produzione
La lavorazione del corpo valvola proporzionale offre due percorsi principali. La lavorazione da un blocco solido offre integrità e resistenza superiori del materiale. Al contrario, la microfusione seguita dalla lavorazione di finitura può ridurre i costi iniziali ma può comportare il rischio di difetti del materiale come la porosità.
| Metodo | Vantaggi | Svantaggi |
|---|---|---|
| Lavorato da Solido | Elevata resistenza, nessuna porosità | Maggiore spreco di materiale, tempo di ciclo più lungo |
| Colata a iniezione | Meno spreco di materiale, forma quasi finita | Potenziale porosità, richiede lavorazione secondaria |
Presso PTSMAKE, i nostri centri di fresatura a 4 e 5 assi sono ideali per creare questi complessi corpi multi-porta direttamente da materiali solidi.
La produzione di corpi valvola di controllo proporzionali richiede capacità CNC avanzate. La precisione è vitale per le portature interne, le tolleranze strette e le finiture superficiali superiori. L'approccio giusto—sia lavorato da solido che fuso—influisce direttamente sulle prestazioni e sull'affidabilità della valvola nei sistemi critici di raffreddamento a liquido.
Corpi Valvola di Non Ritorno: Ritenzione della Molla e Geometria della Sede
Nel raffreddamento a liquido, le valvole di ritegno sono essenziali per prevenire il riflusso quando una pompa si spegne. Il corpo è la base. La sua lavorazione richiede alta precisione per caratteristiche come l'alesaggio interno, che guida l'otturatore, e la sede della valvola.
Caratteristiche di Lavorazione Chiave
La sede della valvola è l'elemento più critico. Spesso è una smussatura a 45 gradi lavorata direttamente nel corpo o una tasca progettata per un inserto a sede morbida. Vengono anche lavorate precise caratteristiche di ritenzione della molla per controllare in modo affidabile la pressione di apertura della valvola.
Confronto Geometria Sede
Questa tabella illustra i tipi comuni di sedi che lavoriamo per raccordi e valvole lavorati a CNC per il raffreddamento a liquido.
| Tipo di Sede | Materiale | Vantaggio chiave | Applicazione comune |
|---|---|---|---|
| Sede Smussata | Uguale al corpo (es. 316L) | Durata | Sistemi ad alta pressione |
| Inserto a Sede Morbida | PEEK / PTFE | Tenuta superiore | Bassa pressione, tenuta critica |
La sfida principale nella lavorazione CNC del corpo valvola di ritegno è la concentricità tra la sede della valvola e il foro interno. Se queste due caratteristiche non sono perfettamente allineate, l'otturatore o il disco non sigilleranno correttamente, portando a perdite e guasti del sistema.
Ottenere l'Integrità della Tenuta
Manteniamo costantemente una tolleranza di ±0.05mm Errore di Rotazione Totale6 (TIR) tra la sede e il foro. Questo non è solo un numero; è un requisito per prestazioni affidabili. Qualsiasi deviazione oltre questo può causare usura irregolare e compromettere la tenuta, un guasto critico nel raffreddamento a liquido per l'elettronica sensibile.
Sinergia Materiale e Lavorazione
Per il corpo, l'acciaio inossidabile 316L è una scelta comune grazie alla sua resistenza alla corrosione. Quando un progetto richiede una sede morbida, lavoriamo una tasca precisa per un inserto in PEEK o PTFE. Controllare la profondità della tasca della molla è altrettanto importante, poiché influenza direttamente la forza necessaria per aprire la valvola.
| Parametro | Specifiche | Metodo di verifica |
|---|---|---|
| Concentricità Sede-Foro | ±0.05mm TIR | Scansione Sonda CMM |
| Profondità Tasca Molla | ±0,1 mm | Calibro di Profondità Digitale |
| Finitura Superficiale di Tenuta | Ra 0.8 µm o migliore | Profilometro di superficie |
In PTSMAKE, utilizziamo la verifica CMM su ogni lotto per garantire che questa concentricità sia rispettata. Questo impegno per la precisione di lavorazione delle valvole unidirezionali previene costosi guasti sul campo per i nostri clienti.
In definitiva, il successo della funzione di una valvola di ritegno dipende dalla precisa lavorazione del corpo. La concentricità tra la sede e il foro, unita a una corretta selezione e verifica del materiale, garantisce una prevenzione affidabile del riflusso in applicazioni esigenti di raffreddamento a liquido.
Corpi Valvola di Sicurezza: Filettatura, Angolo della Sede e Precisione della Pressione di Taratura
Le prestazioni di una valvola di sicurezza (PRV) sono definite dalla precisione di lavorazione del suo corpo. La geometria interna, in particolare la sede della valvola, controlla direttamente l'accuratezza della pressione di taratura. Anche deviazioni minime possono portare a guasti catastrofici o a perdite persistenti e costose in un sistema.
Geometrie Lavorate Chiave
Il corpo valvola contiene diverse caratteristiche critiche. Queste includono l'ugello o la sede, la camera della molla, le filettature della vite di regolazione e la porta di uscita. Ogni elemento deve essere lavorato con tolleranze strette per funzionare in concerto, garantendo un funzionamento affidabile e ripetibile della valvola sotto pressione.
Dal Progetto alle Prestazioni
La relazione tra il progetto e le prestazioni del prodotto finale è diretta. Ad esempio, l'angolo e la finitura superficiale della sede determinano l'efficacia con cui la valvola sigilla e si apre alla precisa pressione di taratura. È un gioco di micron.
| Caratteristica | Focus sulla lavorazione |
|---|---|
| Sede Valvola | Angolo, larghezza e finitura superficiale |
| Camera Molla | Diametro interno e profondità |
| Filettature di regolazione | Diametro di passo e classe di filettatura |
| Porta di uscita | Concentricità e diametro del foro |

Quando affrontiamo la lavorazione CNC del corpo valvola di sicurezza, trattiamo le tolleranze come regole assolute, non come linee guida. Il legame tra la precisione della lavorazione e la ripetibilità della pressione di taratura è indissolubile. Una geometria o una finitura superficiale scadente è la causa principale di scarico prematuro o lenta perdita dalla sede.
Tolleranze e finiture critiche
Per le sedi metallo-metallo che richiedono una tenuta a bolla, è spesso necessaria una finitura superficiale di Ra 0.2µm. Sulla base dei nostri test, qualsiasi rugosità maggiore introduce un percorso di perdita. La tolleranza sulla larghezza della sede è tipicamente mantenuta a ±0.025mm per garantire che la forza della molla sia applicata in modo consistente.
Il ruolo delle filettature e della concentricità
Le filettature della vite di regolazione, solitamente con accoppiamento di Classe 2A/2B, consentono una regolazione fine della pressione di taratura. Una geometria scadente delle filettature può introdurre attrito o gioco, rendendo impossibile una regolazione accurata. Altrettanto importante è la concentricità tra la sede e il foro guida, che previene carichi irregolari e usura prematura. Uno scarso controllo qui può aumentare le prestazioni Isteresi7.
Questi principi sono particolarmente critici in sistemi come Raccordi e valvole lavorati a CNC per il raffreddamento a liquido, dove l'affidabilità è fondamentale.
Ottenere una pressione di taratura accurata e una tenuta a bolla in una valvola di sicurezza dipende interamente dalla lavorazione CNC del corpo valvola. I fattori chiave includono la geometria della sede, la finitura superficiale (Ra 0.2µm) e tolleranze strette su caratteristiche come le filettature e la concentricità del foro.
Lavorazione CNC Multiasse per Geometrie Complesse dei Corpi Valvola
Decidere tra la lavorazione a 3 assi e a 5 assi è un passo critico. Per corpi valvola complessi, specialmente quelli nei sistemi di raffreddamento a liquido, la lavorazione multiasse diventa spesso una necessità, non un lusso. Permette di creare caratteristiche intricate in un'unica configurazione.
Quando è essenziale la lavorazione a 5 assi?
Per componenti con porte su facce multiple, non ortogonali, la lavorazione a 5 assi è il chiaro vincitore. Questo approccio, che usiamo frequentemente presso PTSMAKE, semplifica il processo per parti che richiedono sottosquadri o operazioni di lavorazione posteriore che sono impossibili da raggiungere con una macchina a 3 assi in un singolo bloccaggio.
Fattori decisionali chiave
| Complessità delle caratteristiche | Approccio a 3 assi | Soluzione a 5 Assi |
|---|---|---|
| Porte ad Angolo Composto | Fissaggi complessi multipli | Singola impostazione, maggiore precisione |
| Sottosquadri/Lavorazione posteriore | Utensili speciali, impostazioni multiple | Accesso diretto alla lavorazione |
| Elevata concentricità | Rischio di accumulo di tolleranze | Mantenuto in un'unica operazione |
La Strategia di Lavorazione "One-Hit"
Il vantaggio principale della lavorazione CNC a 5 assi per corpi valvola è la strategia "one-hit". Completare una parte in un'unica impostazione riduce drasticamente il rischio di errori introdotti dal riposizionamento. Questo è vitale per mantenere tolleranze strette tra le caratteristiche su diverse facce della parte.
Abbiamo constatato che per raccordi e valvole lavorati a CNC per il raffreddamento a liquido con quattro o più porte angolate, questo approccio è più conveniente. Il costo orario più elevato della macchina è compensato dall'eliminazione della necessità di fissaggi personalizzati multipli e dei relativi costi di manodopera per le impostazioni.
Confronto degli Approcci di Produzione
Scegliere il processo giusto influisce direttamente sul costo finale e sulla qualità. È un compromesso tra tempo macchina, manodopera e investimento in utensili.
Ripartizione Costi e Tempi
La produzione di valvole con lavorazione multiasse richiede un'analisi più approfondita rispetto al semplice confronto delle tariffe orarie delle macchine. Dopo aver esaminato diversi progetti, i nostri dati mostrano un modello chiaro.
| Metrico | 3 Assi + Impostazioni Multiple | 5 Assi Singola Impostazione |
|---|---|---|
| Tempo di ciclo | Superiore (include il tempo di impostazione) | Inferiore (lavorazione continua) |
| Precisione | Inferiore (accumulo di tolleranze) | Superiore (singolo sistema di riferimento) |
| Costo dell'allestimento | Elevato (molteplici maschere personalizzate) | Minimo (morsa/mandrino standard) |
| Costo del lavoro | Elevato (impostazioni multiple) | Inferiore (minore intervento dell'operatore) |
L'uso di funzioni avanzate come Controllo del Punto Centrale Utensile (TCPC)8 sulle nostre macchine a 5 assi consente alla punta dell'utensile di seguire un percorso programmato indipendentemente dalla lunghezza dell'utensile o dai movimenti dell'asse rotante della macchina. Ciò garantisce una precisione superiore su superfici curve complesse e fori angolati.
La lavorazione multiasse è essenziale per corpi valvola complessi, migliorando la precisione e riducendo i costi totali del progetto. Riducendo al minimo le impostazioni tramite una strategia "one-hit", supera la tariffa oraria più elevata, fornendo alla fine un pezzo superiore e più economico.
Tornitura a Fantina Mobile per Componenti Valvola Piccoli: Anime Valvola e Inserti
Perché la Tornitura Svizzera per Parti di Valvole Complesse?
Per componenti di valvole piccoli e complessi, i torni convenzionali spesso non sono sufficienti. Parti come steli di valvole e otturatori richiedono un livello di precisione difficile da raggiungere quando la deflessione del pezzo diventa un problema. È qui che la tornitura di tipo svizzero ci offre un netto vantaggio a PTSMAKE.
La tornitura CNC svizzera di parti di valvole è ideale per componenti con diametri da 3 mm a 20 mm e lunghezze fino a 200 mm. Supportando il materiale direttamente sull'utensile da taglio, la macchina riduce al minimo vibrazioni e deflessioni, garantendo eccezionale rettilineità e concentricità su parti lunghe e sottili.
Componenti chiave che lavoriamo
La lavorazione di inserti di valvole di precisione è una parte fondamentale del nostro lavoro. Gestiamo vari componenti secondari, ognuno con le proprie sfide uniche. La tornitura svizzera ci consente di soddisfare costantemente queste esigenze per applicazioni come raccordi e valvole lavorati a CNC per il raffreddamento a liquido.
| Componente | Sfida comune di lavorazione |
|---|---|
| Steli di valvole | Mantenere la rettilineità su lunghe lunghezze |
| Otturatori | Ottenere finiture critiche delle superfici di tenuta |
| Perni di dosaggio | Precisione della conicità e geometria a punta fine |
| Inserti di sede | Concentricità tra foro e sede |

Il vantaggio tecnico della lavorazione svizzera
La superiorità delle macchine di tipo svizzero per queste parti si riduce a tre caratteristiche chiave. Queste tecnologie ci consentono di lavorare un componente completamente in un'unica configurazione, il che è fondamentale sia per la precisione che per l'efficienza nella produzione di parti per sistemi di raffreddamento a liquido.
Boccola di guida per la stabilità
La boccola di guida è la pietra angolare della tornitura svizzera. Fornisce un supporto rigido al pezzo proprio accanto agli utensili da taglio. Questa configurazione elimina virtualmente la deflessione su pezzi lunghi e sottili, garantendo diametri uniformi e finiture superficiali superiori da un'estremità all'altra.
Contromandrino per la lavorazione completa
Dopo che il mandrino principale ha completato le sue operazioni, il contromandrino riprende il pezzo. Ciò ci consente di lavorare l'estremità posteriore senza intervento manuale. Questo processo garantisce un'eccellente concentricità tra le caratteristiche sulle estremità opposte del componente, un fattore critico per le prestazioni della valvola.
Utensili motorizzati per caratteristiche complesse
Le nostre macchine svizzere sono dotate di utensili motorizzati. Ciò ci consente di eseguire operazioni secondarie come foratura trasversale, scanalatura e fresatura di piani nello stesso ciclo. Questo approccio integrato riduce i tempi di consegna e migliora la precisione delle caratteristiche rispetto ai diametri torniti.
Standard di materiale e precisione
Lavoriamo con una gamma di materiali selezionati per le loro prestazioni in applicazioni valvolari esigenti. Il trattamento termico del 17-4PH, noto come Indurimento per precipitazione9, è fondamentale per ottenere un'elevata resistenza all'usura. Sulla base dei nostri test, manteniamo costantemente tolleranze strette.
| Materiale | Applicazione primaria |
|---|---|
| Acciaio inossidabile 303/316L | Resistenza alla corrosione e uso generale |
| 17-4PH H900 | Componenti per alta pressione e alta usura |
| SETTIMANA | Isolamento elettrico e resistenza chimica |
Raggiungiamo tolleranze di ±0.01mm sui diametri e finiture superficiali fino a Ra 0.4µm su superfici di tenuta critiche.
La tornitura di tipo svizzero è indispensabile per la produzione di componenti di valvole piccoli e complessi con alta precisione. La sua capacità di gestire parti lunghe e sottili e di completare le lavorazioni in un'unica configurazione la rende ideale per anime di valvole, inserti e altre parti intricate che richiedono tolleranze strette.
Filettatura e Connessioni Terminali nella Lavorazione del Corpo Valvola
Una filettatura corretta è essenziale per creare connessioni a tenuta di pressione e affidabili nei corpi valvola. Non si tratta solo di tagliare scanalature; si tratta di selezionare lo standard giusto ed eseguirlo con precisione. Ogni tipo di filettatura serve a uno scopo specifico, dai profili conici a quelli dritti.
Standard di Filettatura Chiave
Diverse applicazioni richiedono diversi standard di filettatura. Per i raccordi e le valvole lavorati a CNC per il raffreddamento a liquido, comprenderli è fondamentale. Nel nostro lavoro presso PTSMAKE, lavoriamo comunemente questi tipi primari, ciascuno con requisiti geometrici unici per la tenuta e l'accoppiamento meccanico.
| Tipo di filo | Metodo di sigillatura | Applicazione comune |
|---|---|---|
| NPT/BSPT | Interferenza della Filettatura (Conica) | Scopo generale, linee di pressione |
| UN/UNF/BSPP | Guarnizione o O-ring | Raccordi, connessioni idrauliche |
| SAE ORB | O-ring in una Scanalatura | Sistemi idraulici ad alta pressione |
Importanza della Precisione
Ottenere una tenuta perfetta inizia con una lavorazione precisa. Nella lavorazione delle filettature del corpo valvola, anche deviazioni minime nel passo, nell'angolo o nella profondità possono portare a perdite o al cedimento della connessione sotto pressione. Questa precisione è ciò che distingue un componente affidabile da una responsabilità.

Misurazione e Controllo Qualità
Verificare la geometria della filettatura è tanto critico quanto tagliarla. Utilizziamo calibri specifici per ogni tipo di filettatura. Ad esempio, le filettature NPT richiedono calibri a tampone L1 e L2 per controllare la profondità della conicità, garantendo un corretto accoppiamento della filettatura senza toccare il fondo o interferenze.
| Tipo di Calibri | Utilizzato Per | Scopo |
|---|---|---|
| Anello Filettato | Filettature esterne | Controllo Passa/Non Passa per il diametro di passo |
| Tampone Filettato | Filettature Interne | Controllo Passa/Non Passa per il diametro di passo |
| Calibri NPT L1/L2 | Filettature Coniche | Verifica la corretta profondità di accoppiamento |
Fresatura della filettatura vs. maschiatura
Per filettature di diametro maggiore, spesso raccomando la fresatura di filetti rispetto alla maschiatura. La maschiatura a volte può esercitare una coppia elevata, rischiando la rottura dell'utensile o la deformazione del pezzo. La fresatura di filetti, che utilizza Interpolazione Elicoidale10, offre un processo più controllato.
Questo metodo produce spesso una qualità della filettatura e una finitura superficiale superiori. Un ulteriore vantaggio è che un singolo utensile può lavorare varie dimensioni di filettatura con lo stesso passo, offrendo flessibilità nella produzione, specialmente durante le operazioni di tornitura CNC di filettature NPT.
Errori Comuni di Lavorazione
L'eccessiva conicità delle filettature NPT è un problema frequente che causa interferenze nell'assemblaggio. Un altro problema sono gli inizi di filettatura danneggiati a causa di un'errata entrata dell'utensile, che può rovinare la tenuta. Infine, le bave lasciate sulle creste delle filettature impediscono un corretto accoppiamento e devono essere rimosse con cura.
La selezione del tipo di filettatura corretto, la sua esecuzione con precisione e la verifica con i calibri giusti sono non negoziabili per i corpi valvola ad alte prestazioni. Comprendere le insidie comuni e scegliere il metodo di lavorazione ottimale, come la fresatura di filetti per diametri maggiori, garantisce una connessione a tenuta stagna e affidabile.
Lavorazione delle Superfici di Tenuta: Scanalature per O-Ring, Facce delle Flange e Sedi Metalliche
Nel raffreddamento a liquido, la superficie di tenuta è tutto. Una singola imperfezione microscopica può portare a un guasto catastrofico. La lavorazione di queste superfici su raccordi e valvole CNC è un compito in cui la precisione non è solo un obiettivo; è l'unico risultato accettabile. Non c'è spazio per errori.
Metodi di Tenuta Chiave
Incontriamo principalmente tre tipi di tenute. Ognuno ha requisiti di lavorazione unici che influiscono direttamente sulle sue prestazioni. Comprendere queste distinzioni è fondamentale per produrre componenti affidabili per i sistemi di raffreddamento a liquido.
| Tipo di guarnizione | Focus principale di lavorazione | Applicazione comune |
|---|---|---|
| Scanalatura O-Ring | Profondità della Scanalatura e Finitura Superficiale | Tenute statiche tra le metà del corpo |
| Tenuta a Compressione | Planarità e Finitura Superficiale | Connessioni con guarnizione o ferula |
| Sede Metallo-Metallo | Concentricità e Finitura Superficiale | Valvole a sfera ad alta pressione |
Tolleranze Scanalatura O-Ring
Per le scanalature O-ring standard AS568, il controllo della profondità della scanalatura è fondamentale. Manteniamo una tolleranza di ±0.05mm. La finitura della superficie inferiore deve essere Ra 1.6µm o migliore, senza segni di utensile che corrono paralleli al potenziale percorso di perdita.

Il successo dei raccordi e delle valvole lavorati a CNC per il raffreddamento a liquido dipende dal raggiungimento di superfici di tenuta perfette. Ogni progetto richiede un approccio specifico, dalle dimensioni precise di una scanalatura per O-ring alla finitura impeccabile di una sede metallo-metallo. Il compromesso non è un'opzione.
Lavorazione per sedi O-ring
Per le scanalature degli O-ring, l'obiettivo è la compressione controllata. Una scanalatura troppo profonda non riesce a comprimere sufficientemente l'O-ring, creando un percorso di perdita. Se è troppo poco profonda, l'O-ring viene schiacciato, portando a un guasto prematuro. Ecco perché la tolleranza di profondità di ±0,05 mm non è negoziabile.
Requisiti per sedi metallo-metallo
Le sedi metallo-metallo sono le più esigenti. In una valvola a sfera con sede rigida, la sede deve avere una concentricità rispetto al foro entro ±0,025 mm. La finitura superficiale deve essere eccezionalmente liscia, tipicamente tra Ra 0,2 µm e 0,4 µm. È qui che i principi di Tribologia11 diventano critici.
Controlli geometrici critici
Il raggiungimento di queste specifiche richiede un controllo preciso del percorso utensile e la stabilità della macchina. La geometria, sia un angolo di 45 gradi che un bordo affilato, deve essere perfetta per creare una linea di contatto che mantenga alta pressione senza perdite.
| Caratteristica | Controllo GD&T | Specifiche tipiche |
|---|---|---|
| Fondo scanalatura O-ring | Profilo superficiale | 0,05 mm |
| Faccia della flangia | Piattezza | 0,02 mm |
| Angolo sede metallica | Angularità | ±0,1° |
| Sede metallica al foro | Concentricità | 0.025mm |
La lavorazione delle superfici di tenuta è un processo meticoloso. Il successo dipende dal rispetto di tolleranze strette per la profondità della scanalatura, la finitura superficiale e i controlli geometrici come la concentricità. Questi dettagli determinano l'affidabilità dei raccordi e delle valvole lavorati a CNC in qualsiasi applicazione di raffreddamento a liquido.
Test di Tenuta dei Corpi Valvola Lavorati: Standard e Metodi
Garantire che un corpo valvola sia a tenuta stagna è non negoziabile, specialmente per raccordi e valvole lavorati a CNC per il raffreddamento a liquido. Un difetto minore può portare a un guasto catastrofico del sistema. Presso PTSMAKE, ci affidiamo a un approccio strutturato per convalidare l'integrità di ogni componente che produciamo.
Protocolli chiave di test di tenuta
Test diversi mirano a diversi potenziali punti di guasto. I test idrostatici verificano la resistenza strutturale del corpo, mentre i test pneumatici si concentrano sull'efficacia della tenuta. Per le applicazioni più critiche, sono richiesti metodi avanzati.
Parametri di test comuni
Ecco una rapida panoramica dei test standard che impieghiamo per un tipico test di pressione della valvola di raffreddamento a liquido.
| Metodo di prova | Scopo primario | Pressione/Sensibilità tipica |
|---|---|---|
| Pressione idrostatica | Integrità e resistenza del corpo | 1.5× Pressione nominale (10-15 bar) |
| Perdita di tenuta pneumatica | Efficacia della tenuta | Bassa pressione (0.5-1 bar) |
| Spettrometria di massa dell'elio | Tenuta ermetica | <1×10⁻⁶ mbar·L/s |
Applicare il Metodo di Test Corretto
Scegliere il test corretto è fondamentale per un'efficace prova di tenuta del corpo valvola. Ogni metodo fornisce informazioni diverse sulle prestazioni del componente ed è adatto a specifiche fasi di validazione.
Test di Pressione Idrostatica
Eseguiamo questo test per confermare l'integrità fondamentale del corpo valvola. Sottoponendo il componente a 1,5 volte la sua pressione nominale, tipicamente 10-15 bar, e mantenendola per 2-5 minuti, verifichiamo l'assenza di debolezze strutturali, porosità o crepe derivanti dal processo di lavorazione.
Test Pneumatico di Tenuta della Sede
Questo test si concentra sulla capacità della sede della valvola di sigillare. Utilizzando aria a bassa pressione a 0,5-1 bar, controlliamo le perdite tramite un test a bolle o misurando il decadimento della pressione differenziale. Raccomando sempre di utilizzare azoto secco per prevenire la contaminazione da umidità all'interno del componente.
Spettrometria di massa dell'elio12 per la Massima Garanzia
Per assemblaggi ermeticamente sigillati o applicazioni mission-critical, questo è lo standard d'oro. Rileva perdite migliaia di volte più piccole di quelle che altri metodi possono trovare. Aderiamo a un rigoroso criterio di accettazione inferiore a 1×10⁻⁶ mbar·L/s, garantendo il contenimento totale.
Una strategia di test robusta combina questi metodi per garantire le prestazioni. Il test idrostatico convalida il corpo, il test pneumatico conferma la tenuta e la spettrometria all'elio assicura l'integrità assoluta per le applicazioni più esigenti, come quelle presenti nei sistemi di raffreddamento a liquido ad alte prestazioni.
Sbavatura e pulizia dei corpi valvola: perché è importante per l'affidabilità del raffreddamento
La lavorazione di un corpo valvola è solo metà della battaglia. Il vero test di affidabilità per i sistemi di raffreddamento a liquido deriva dai processi post-lavorazione. Le bave interne, specialmente agli incroci dei fori, sono minuscoli frammenti metallici che possono causare guasti catastrofici in futuro.
Il Problema delle Bave Interne
Questi frammenti possono staccarsi, bloccando i canali del refrigerante o inceppando le sedi delle valvole. Se raggiungono la pompa, possono danneggiare le giranti, portando a un arresto completo del sistema. Ecco perché l'attenzione alla sbavatura e alla pulizia non è solo un controllo di qualità; è una parte fondamentale della produzione di raccordi e valvole lavorati a CNC affidabili per il raffreddamento a liquido.
I Passi Iniziali Non Sono Sufficienti
La burattatura o il lavaggio standard non rimuoveranno queste bave interne. Richiede un processo dedicato e a più fasi per garantire che ogni passaggio interno sia perfettamente pulito e liscio prima che il corpo valvola venga assemblato.
| Fattore di rischio | Conseguenza di una Scarsa Sbavatura |
|---|---|
| Ostruzione del flusso | Surriscaldamento e guasto del sistema |
| Blocco della valvola | Incapacità di controllare il flusso del refrigerante |
| Danno alla pompa | Riparazioni costose e tempi di inattività del sistema |
| Contaminazione | Durata ridotta del refrigerante e dei componenti |
Metodi avanzati di sbavatura e pulizia
Una pulizia efficace della sbavatura del corpo valvola richiede tecniche specializzate. Per geometrie semplici, la sbavatura manuale con strumenti personalizzati può raggiungere i passaggi interni. Tuttavia, per canali interni complessi, ci affidiamo a metodi più avanzati per garantire la rimozione completa di tutte le bave.
Scelta della tecnica giusta
La sbavatura termica (TEM) è eccellente per geometrie interne intricate, poiché vaporizza le bave senza alterare le dimensioni del pezzo. Per pezzi di alta precisione con tolleranze strette, la sbavatura elettrochimica (ECM) offre una soluzione senza contatto e altamente controllata che rimuove il materiale ione per ione.
| Deburring Method | Il migliore per | Livello di precisione |
|---|---|---|
| Termica (TEM) | Geometrie interne complesse | Alto |
| Elettrochimica (ECM) | Tolleranze strette, materiali sensibili | Molto alto |
| Getto d'acqua ad alta pressione | Lavaggio e pulizia dei passaggi | Medio |
Verifica e Pulizia Finale
Dopo la sbavatura, la pulizia è fondamentale. Aderiamo a standard come ISO 16232 per misurare la contaminazione da particolato. La pulizia a ultrasuoni in solventi specializzati rimuove eventuali microparticelle residue. L'ispezione finale tramite un Boroscopio13 ci permette di verificare visivamente che ogni passaggio interno sia incontaminato, garantendo la pulizia del pezzo lavorato a CNC richiesta per sistemi ad alta affidabilità.
La sbavatura e la pulizia non sono passaggi opzionali; sono essenziali per le prestazioni e la longevità di qualsiasi sistema di raffreddamento a liquido. Una corretta esecuzione previene blocchi, protegge i componenti e assicura che l'intero sistema funzioni come progettato, riflettendo un impegno per una vera qualità di produzione.
Trattamento superficiale e rivestimento per la compatibilità con il liquido di raffreddamento
Dopo la lavorazione, la finitura superficiale è solo l'inizio. Il giusto trattamento superficiale del corpo valvola garantisce affidabilità a lungo termine nei sistemi di raffreddamento a liquido. È un passaggio critico che previene la corrosione, riduce l'attrito e prolunga la vita di raccordi e valvole lavorati a CNC per il raffreddamento a liquido.
Trattamenti Superficiali Chiave
La scelta del trattamento corretto dipende interamente dal materiale, dal refrigerante e dall'ambiente operativo. Ogni opzione offre benefici specifici adattati alle diverse esigenze applicative, dalla resistenza alla corrosione alla protezione dall'usura.
Processi Protettivi Comuni
Applichiamo spesso trattamenti come la passivazione per l'acciaio inossidabile o l'anodizzazione dura per l'alluminio. Questi processi sono fondamentali per garantire che i pezzi funzionino come previsto per tutta la loro vita utile.
| Trattamento | Materiale primario | Scopo principale |
|---|---|---|
| Passivazione | Acciaio inox | Rimuove il ferro libero, migliora la resistenza alla corrosione |
| Anodizzazione (tipo III) | Alluminio | Aumenta la durezza superficiale e la resistenza all'usura |
| Nichel elettrolitico | Copper, Brass | Crea una barriera protettiva uniforme |
| Teflon/Xylan | Steli di valvole | Riduce l'attrito e previene lo stiction |

La scelta di un trattamento superficiale per il corpo valvola non è mai arbitraria; è una decisione strategica basata sulla chimica e sulla meccanica del sistema. Ad esempio, in un circuito a metalli misti contenente rame e alluminio, un rivestimento proattivo è essenziale per prevenire problemi.
Selezione del trattamento giusto
Il refrigerante stesso è il fattore più importante. Una miscela acqua-glicole è conduttiva e richiede protezione contro la corrosione. Al contrario, i fluidi dielettrici sono non conduttivi, quindi l'isolamento elettrico dall'anodizzazione diventa più importante per prevenire l'arco elettrico.
Abbinare il Trattamento all'Applicazione
Nel nostro lavoro presso PTSMAKE, abbiamo riscontrato che la passivazione dell'acciaio inossidabile 316L secondo ASTM A967 è standard per la maggior parte dei refrigeranti a base d'acqua. Rimuove i contaminanti superficiali dalla lavorazione, che è una fonte comune di ruggine prematura. Per i corpi in lega di rame, Nichelatura elettrolitica14 è la mia raccomandazione principale per il raffreddamento a liquido. Crea una barriera completamente uniforme, a differenza della galvanica, che può accumularsi in modo non uniforme su forme complesse.
Questa uniformità è fondamentale all'interno dei passaggi intricati di Raccordi e Valvole Lavorati a CNC per il Raffreddamento a Liquido. Per esigenze di basso attrito, come sugli steli delle valvole, un'impregnazione di Teflon o un rivestimento Xylan riduce la forza di azionamento e previene l'incollaggio, specialmente dopo lunghi periodi di inattività.
| Tipo di refrigerante | Materiale comune | Trattamento Raccomandato | Vantaggi principali |
|---|---|---|---|
| Acqua-glicole | Inossidabile 316L | Passivazione | Resistenza alla corrosione |
| Acqua-glicole | Alluminio | Anodizzazione Dura (Tipo III) | Durezza, Scudo Anticorrosione |
| Acqua-glicole | Rame/ottone | Nichel elettrolitico | Strato Barriera Uniforme |
| Fluido dielettrico | Alluminio | Anodizzazione Dura (Tipo III) | Isolamento elettrico |
Scegliere il giusto trattamento superficiale è fondamentale per prevenire guasti al sistema. Passivazione, anodizzazione e placcatura specializzata migliorano direttamente la durabilità e l'affidabilità dei componenti di raffreddamento a liquido, garantendo che soddisfino le aspettative di prestazione per tutta la loro vita utile.
Progettazione per la producibilità: disegni di corpi valvola che i macchinisti amano
Un disegno ben progettato del corpo valvola è più di un insieme di istruzioni; è uno strumento di comunicazione chiaro. Quando gli ingegneri applicano i principi del Design for Manufacturability (DFM), colmano il divario tra l'intento progettuale e la realtà produttiva, risparmiando tempo e riducendo i costi. Questo approccio previene revisioni inutili e ottimizza il processo di lavorazione.
Perché il DFM è Importante per i Corpi Valvola
Un DFM efficace anticipa le sfide di produzione. Per componenti complessi come Raccordi e Valvole Lavorati a CNC per il Raffreddamento a Liquido, piccole modifiche di progettazione possono avere un impatto significativo. Possono eliminare la necessità di utensili specializzati o operazioni secondarie, migliorando direttamente l'efficienza e la qualità dei componenti.
Dal Disegno al Pezzo Finito
Ecco i problemi comuni che riscontriamo e le loro soluzioni DFM:
| Caratteristica Problematic | Indicazione DFM Ottimizzata |
|---|---|
| Angoli interni affilati | Raggi d'angolo generosi |
| Fori profondi e stretti (L/D > 4:1) | Rapporto lunghezza-diametro ridotto |
| Filettature non standard | Filettature standard specifiche per regione (NPT/BSP) |
| Riferimenti ambigui | Quadro GD&T chiaro |

In PTSMAKE, guidiamo frequentemente i clienti sulla progettazione per la lavorabilità delle valvole. Semplici modifiche producono grandi benefici. Ad esempio, evitare fori profondi con un rapporto lunghezza-diametro superiore a 4:1 elimina la necessità di costose forature a cannone. I fori più profondi spesso portano a un aumento di Deviazione dell'utensile15, che può compromettere la rettilineità del foro e la precisione complessiva.
Aree chiave di ottimizzazione
Geometrie Interne
Specificare raggi d'angolo generosi nelle tasche interne è fondamentale. Gli angoli acuti non possono essere fresati e richiedono la lavorazione per elettroerosione (EDM), un processo molto più lento e costoso. Progettare le porte in modo che siano accessibili da orientamenti utensile standard semplifica anche le configurazioni e riduce significativamente il tempo di lavorazione.
Filettature e Tolleranze
L'uso di filettature non standard per una regione specifica, come BSP in un progetto basato negli Stati Uniti, può causare ritardi nell'approvvigionamento. Altrettanto importanti sono le chiare definizioni dei riferimenti per la quotatura e tolleranza geometrica (GD&T), che eliminano l'ambiguità e garantiscono che le parti soddisfino costantemente i requisiti funzionali.
| Scelta del design | Implicazione della lavorazione |
|---|---|
| Angolo interno affilato | Richiede un processo EDM lento e costoso |
| Rapporto L/D > 4:1 | Richiede utensili specializzati per la foratura profonda |
| GD&T ambiguo | Rischio di interpretazione errata e scarti di pezzi |
| Accesso porta standard | Consente configurazioni più veloci e rigide |
Concentrandosi sui principi DFM come l'ottimizzazione delle profondità dei fori, l'uso di filettature standard e la fornitura di GD&T chiari, è possibile creare disegni di corpi valvola efficienti da produrre. Questi piccoli aggiustamenti portano a costi inferiori, tempi di consegna più rapidi e parti di qualità superiore.
Difetti comuni di lavorazione nei corpi valvola e come evitarli
I corpi valvola utilizzati nei sistemi di raffreddamento a liquido devono essere impeccabili. Anche piccoli errori in questi raccordi e valvole lavorati a CNC possono causare perdite o guasti al sistema. Spesso riscontriamo problemi specifici che compromettono le prestazioni, ma con l'approccio giusto, sono del tutto prevenibili.
Fori non perfettamente rotondi
Una preoccupazione principale sono i fori che non sono perfettamente circolari. Ciò spesso deriva da una strategia di bloccaggio impropria, in cui la pressione del dispositivo deforma leggermente il pezzo durante la lavorazione. Una volta rilasciato, il pezzo ritorna alla sua forma originale, lasciando un foro non perfettamente rotondo che compromette la tenuta.
Imperfezioni della finitura superficiale
Un altro problema comune sono i segni di vibrazione sulle superfici di tenuta critiche. Queste piccole vibrazioni, spesso causate da tagli interrotti o instabilità dell'utensile, creano una superficie ruvida. Ciò impedisce una tenuta perfetta, portando a perdite nel tempo e creando importanti problemi di qualità delle valvole CNC.

Affrontare i difetti di lavorazione del corpo valvola richiede un processo sistematico. Non si tratta solo di risolvere un problema; si tratta di costruire un processo che li anticipi e li prevenga. Ci concentriamo sull'identificazione della causa principale, sull'implementazione di un rilevamento preciso e sul perfezionamento della strategia di lavorazione per un'affidabilità a lungo termine.
Difetti comuni e soluzioni
Comprendere l'origine di un difetto è il primo passo. Ad esempio, i cedimenti delle filettature spesso risalgono a una semplice usura dell'utensile che non è stata monitorata. Allo stesso modo, la porosità in un pezzo fuso diventa un problema solo dopo averlo lavorato, rivelando vuoti nascosti. Ogni difetto ha una causa e una soluzione specifiche.
| Difetto | Causa principale | Metodo di rilevamento | Azione correttiva |
|---|---|---|---|
| Fori non perfettamente rotondi | Serraggio insufficiente | CMM, Misurazione pneumatica | Riprogettare la maschera, usare chiavi dinamometriche |
| Segni di chiacchiere | Vibrazione dell'utensile, tagli interrotti | Profilometro di superficie | Regolare velocità/avanzamenti, usare utensili rigidi |
| Cedimenti delle filettature | Usura degli utensili | Calibro passa/non passa | Implementare la gestione del ciclo di vita degli utensili |
| Bave interne | Operazioni di foratura trasversale | Ispezione con boroscopio | Aggiungere ciclo di sbavatura, usare utensili speciali |
| Porosità | Scarsa qualità della fusione | Visivo, Test di Pressione | Migliorare il processo di fusione, selezionare i pezzi grezzi |
| Deriva dimensionale | Dilatazione termica, usura dell'utensile | Sondaggio in corso d'opera | Implementare la compensazione dell'utensile, gestire il refrigerante |
Prestiamo inoltre molta attenzione alla deriva dimensionale durante le lunghe serie di produzione. I cambiamenti nella temperatura della macchina e l'usura graduale dell'utensile possono far sì che le dimensioni dei pezzi si spostino lentamente fuori specifica. Ciò richiede un robusto controllo di processo e competenza in Metrologia Dimensionale16 per mantenere la coerenza dal primo all'ultimo pezzo.
Prevenire i difetti del corpo valvola richiede una profonda comprensione delle cause profonde, dalle forze di serraggio alla deriva termica. L'uso di metodi di rilevamento precisi e un controllo di processo proattivo è essenziale per garantire l'affidabilità dei raccordi e delle valvole lavorati a CNC per i sistemi di raffreddamento a liquido.
Dal prototipo alla produzione: scalare la produzione di corpi valvola
Scalare un nuovo design del corpo valvola da un singolo prototipo alla piena produzione richiede un approccio a fasi. Ogni fase affronta obiettivi diversi, dalla convalida del design all'ottimizzazione per costi e ripetibilità ad alti volumi. Questo percorso è cruciale per il successo del progetto.
La Fase di Prototipazione (1-10 Pezzi)
La fase iniziale si concentra sulla velocità e sulla convalida del design. Tipicamente utilizziamo centri a 5 assi o torni-fresa per lavorare i pezzi da barre piene. Ciò consente un'iterazione rapida, con tempi di consegna di 2-3 settimane, permettendo aggiustamenti veloci basati sul feedback dei test.
Dal Pilota alla Produzione (10-10.000+ Pezzi)
All'aumentare del volume, la strategia cambia. La serie pilota introduce attrezzature di produzione e percorsi utensile ottimizzati. La piena produzione richiede bloccaggi dedicati, tempi di ciclo minimizzati e robusti sistemi di controllo qualità per garantire la coerenza su migliaia di pezzi.

Andare oltre i prototipi iniziali introduce decisioni critiche sui metodi di produzione. La scelta giusta influisce direttamente sul costo unitario, sui tempi di consegna e sulla qualità del pezzo. Comprendere questi compromessi è fondamentale per scalare efficacemente prodotti come raccordi e valvole lavorati a CNC per il raffreddamento a liquido.
Scegliere il Percorso Giusto
Una considerazione primaria è la transizione dalla lavorazione da materiale solido alla microfusione. Per volumi inferiori, la lavorazione da barra è più veloce ed evita costi elevati di attrezzatura. Quando le quantità superano qualche migliaio di unità, il costo iniziale dell'attrezzatura di fusione è compensato da un minore spreco di materiale e da un tempo di lavorazione ridotto.
| Gamma di volumi | Metodo primario | Vantaggio chiave |
|---|---|---|
| 1-100 pz | Completamente Lavorato dal Pieno | Velocità, Nessun Costo di Attrezzatura |
| 100-2.000 pz | Lavorazione ottimizzata | Tempo di ciclo ridotto |
| 2.000-10.000+ pz | Microfusione + Lavorazione | Costo Unitario Inferiore |
Per volumi estremamente elevati, valutiamo l'automazione multi-mandrino per ridurre ulteriormente i tempi di ciclo. L'assicurazione della qualità matura anche dall'ispezione del primo articolo nella fase pilota all'utilizzo di Controllo statistico dei processi17 durante la piena produzione, il che ci aiuta a monitorare e controllare il processo di produzione in tempo reale.
Scalare con successo la produzione di corpi valvola dipende da una transizione strategica dalla prototipazione flessibile alla produzione di massa ottimizzata. La scelta dei processi giusti, come la fusione o l'automazione, e l'implementazione di robusti controlli di qualità sono fondamentali per raggiungere l'efficacia dei costi e la coerenza a volumi elevati.
Standard normativi e di settore per le valvole di raffreddamento dei data center
Nel raffreddamento a liquido dei data center, gli standard non sono solo raccomandazioni; sono la base per l'affidabilità e l'interoperabilità. L'adesione ad essi garantisce che ogni componente, in particolare i raccordi e le valvole lavorati a CNC per il raffreddamento a liquido, funzioni come previsto in condizioni impegnative. Questo quadro previene guasti costosi e garantisce la compatibilità del sistema.
Principali Organismi di Regolamentazione
Diverse organizzazioni pubblicano standard critici per la produzione di valvole. Gruppi come ASME, ANSI e l'Open Compute Project (OCP) forniscono le linee guida specifiche che seguiamo. Queste regole dettano tutto, dalla resistenza del materiale alle dimensioni precise di una porta di connessione, influenzando direttamente il processo di lavorazione.
Perché gli Standard Contano
Seguire questi standard garantisce che una valvola possa gestire la pressione e la temperatura del sistema, si connetta senza problemi con altri componenti e funzioni in sicurezza. Per produttori come noi di PTSMAKE, questo significa tradurre specifiche complesse in parti fisiche precise di cui i nostri clienti possono fidarsi completamente.

Comprendere il panorama degli standard delle valvole per data center richiede di distinguere tra normative obbligatorie e migliori pratiche del settore. Questa distinzione guida il nostro approccio produttivo, garantendo sia la conformità che le prestazioni per i componenti mission-critical.
Standard Obbligatori vs. Raccomandati
Le certificazioni di sicurezza come UL 1995 sono spesso obbligatorie per le apparecchiature elettroniche, inclusi i sistemi di raffreddamento. Al contrario, gli standard di ASHRAE TC 9.9 o OCP sono tipicamente considerati migliori pratiche guidate dal settore. Tuttavia, i principali operatori di data center spesso richiedono la conformità OCP per l'interoperabilità, rendendola un requisito de facto per i fornitori.
Impatto sui Requisiti di Lavorazione
Questi standard hanno un impatto diretto e significativo sui processi di produzione. Ad esempio, ANSI/FCI 70-2 definisce le classi di perdita della sede della valvola. Ottenere una chiusura di Classe VI richiede tolleranze estremamente strette sulle superfici lavorate, qualcosa su cui ci concentriamo intensamente. Gli standard OCP per le interfacce rack specificano le dimensioni esatte per gli accoppiamenti UQD/BMQC. Ogni posizione della porta, dimensione della filettatura e superficie deve aderire a uno specifico Dato18 per garantire un adattamento perfetto tra le apparecchiature di diversi fornitori.
La seguente tabella riassume gli standard chiave:
| Standard | Area di interesse | Implicazione della lavorazione |
|---|---|---|
| ASME B16.34 | Classificazioni Pressione-Temperatura delle Valvole | Specifica i requisiti di resistenza del materiale e spessore della parete. |
| ANSI/FCI 70-2 | Perdita della Sede della Valvola di Controllo | Detta la finitura superficiale e la tolleranza per le superfici di tenuta. |
| OCP V3 UQS | Interfacce Rack e Collettore | Definisce dimensioni precise, posizioni delle porte e dimensioni delle filettature. |
| UL 1995 | Sicurezza delle apparecchiature di raffreddamento | Regola la selezione dei materiali e la progettazione della sicurezza elettrica. |
Infine, un robusto sistema di qualità come ISO 9001 è essenziale. Fornisce il quadro per garantire che possiamo produrre costantemente parti che soddisfano tutte queste esigenti specifiche.
L'adesione a standard come ASME, ANSI e OCP è cruciale per la sicurezza e l'affidabilità dei sistemi di raffreddamento dei data center. Queste normative influenzano direttamente i requisiti di lavorazione di precisione, garantendo che ogni valvola e raccordo funzioni in modo impeccabile e si integri perfettamente nell'infrastruttura.

Scopri come questa qualità superficiale ottimizza il flusso del fluido e migliora l'efficienza dei sistemi di raffreddamento ad alte prestazioni. ↩
Comprendere questo fenomeno aiuta a prevenire danni alle valvole e garantisce la stabilità a lungo termine del sistema nelle applicazioni ad alto flusso. ↩
Comprendi come questo processo elettrochimico degrada i componenti e impara strategie di prevenzione efficaci per sistemi a metalli misti. ↩
Comprendi come questa tolleranza geometrica è critica per le prestazioni di tenuta ad alta pressione. ↩
Comprendi come questo fenomeno di attrito statico influisce sui sistemi di controllo dei fluidi di precisione e sulla longevità dei componenti. ↩
Esplora come questa tolleranza geometrica garantisce un allineamento perfetto e previene le perdite nei sistemi fluidici ad alte prestazioni. ↩
Comprendere l'isteresi aiuta a ottimizzare le prestazioni di richiusura della valvola e l'efficienza del sistema. ↩
Scopri come questa tecnologia di controllo consente un movimento utensile ultra-preciso nella complessa lavorazione a 5 assi. ↩
Scopri come questo processo migliora le proprietà dei materiali per componenti di valvole ad alte prestazioni. ↩
Comprendere questo movimento CNC fondamentale aiuta a specificare operazioni di lavorazione avanzate per una qualità superiore della filettatura. ↩
Esplora come la tribologia aiuta a creare guarnizioni metallo-metallo durevoli e a tenuta stagna gestendo l'attrito e l'usura microscopici. ↩
Comprendi come questo metodo fornisce la massima sensibilità per rilevare perdite microscopiche in sistemi sigillati critici. ↩
Scopri come questo strumento consente l'ispezione visiva non distruttiva di caratteristiche interne critiche e difficili da raggiungere. ↩
Comprendi come questo processo di rivestimento uniforme protegge geometrie interne complesse nei componenti di controllo dei fluidi di precisione. ↩
Comprendere la deflessione dell'utensile aiuta a prevedere e prevenire imprecisioni dimensionali, specialmente per caratteristiche profonde o a parete sottile. ↩
Esplora come la scienza della misurazione garantisce la conformità e la qualità dei pezzi nella produzione. ↩
Comprendi come questo metodo basato sui dati garantisce una qualità costante nella produzione ad alto volume. ↩
Comprendere il ruolo di un riferimento è fondamentale per raggiungere le precise tolleranze geometriche richieste nei componenti ad alte prestazioni. ↩






