

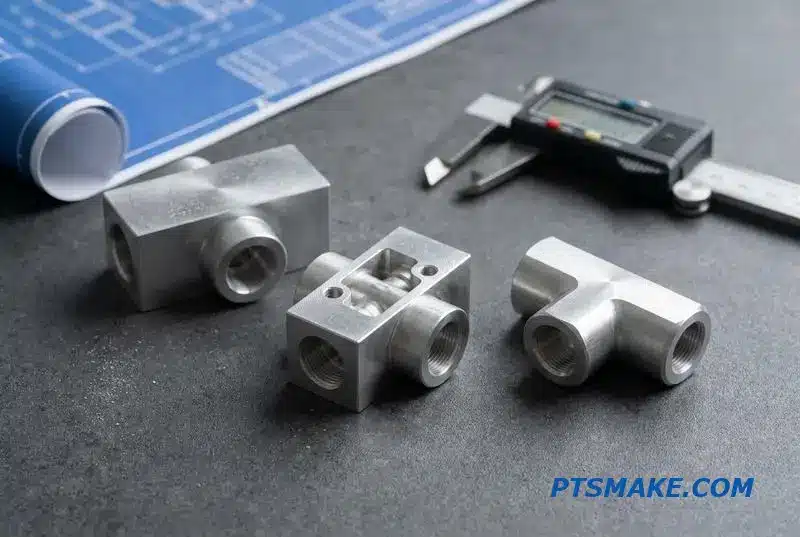
At finde CNC-bearbejdede ventilhuse til væskekøling, der består lækagetests i første forsøg, er sværere, end det ser ud. Ét ovalitetsproblem på en kugleboring, én grat i en tværboring, og hele din CDU-konstruktion forsinkes.
Ventilhuse til væskekøling kræver CNC-bearbejdning med boretolerancer på ±0,05 mm, sædefinisering ned til Ra 0,2 µm og fuld lækagetest ved 1,5× nominel tryk. Materialevalg (316L, messing, 6061-T6) afhænger af kølevæskens kemi og galvanisk parring.

I denne guide vil jeg gennemgå de materialer, tolerancer, overfladefinisher og testmetoder, jeg bruger hos PTSMAKE, når jeg bearbejder ventilhuse til kølekredsløb i datacentre. Hver sektion giver dig de specifikationer og beslutninger, der driver delens pålidelighed.
Hvorfor væskekøleventiler afhænger af præcisions-CNC-bearbejdning
Markedet for væskekøleventiler til datacentre vokser hurtigt og forventes at udvide sig markant inden 2032. Denne vækst understreger en kritisk kendsgerning: hver ventil i disse systemer bygger på et præcist fremstillet fundament. Ventilhuset er dette fundament, fremstillet næsten udelukkende gennem CNC-bearbejdning.
Pålidelighedens usynlige kerne
Hver kugle-, kontra- eller trykaflastningsventil indeholder et hus med komplekse interne passager og tætningsflader. Disse funktioner skal bearbejdes med utroligt snævre tolerancer. Enhver afvigelse kan føre til lækager, som er katastrofale i et datacenter-miljø. Pålidelig, langvarig drift er umulig uden denne præcision.
Centrale bearbejdningskrav
Forskellige ventiler kræver specifikke bearbejdningsfokus for at fungere korrekt. En lille fejl i fremstillingen fører direkte til systemfejl.
| Ventiltype | Primært bearbejdningsfokus | Konsekvens af fejl |
|---|---|---|
| Kugleventil | Sfæriske tætningsflader | Katastrofal lækage |
| Kontraventil | Intern sædegeometri | Tilbageløb, Systemskade |
| Aflastningsventil | Fjedersæde & Orifice | Overtryk |
Dette er grunden til, at CNC-bearbejdede fittings og ventiler til væskekøling er industristandarden; ingen anden proces tilbyder dette niveau af kontrol.

Succesen med et CNC-bearbejdet ventilhus handler om mere end blot at holde snævre tolerancer. Hele fremstillingsmetoden, fra materialevalg til den endelige overfladebehandling, spiller en afgørende rolle for ventilens ydeevne og levetid. Det er en proces, hvor flere ingeniørkrav skal afbalanceres.
Kritiske fremstillingsovervejelser
Valg af det rigtige materiale er den første store beslutning. Messing tilbyder fremragende bearbejdelighed og omkostningseffektivitet til generelle applikationer. Til systemer med aggressive kølemidler giver rustfrit stål overlegen korrosionsbestandighed. Aluminium vælges ofte for sin lette vægt og fremragende varmeledningsevne.
| Materiale | Vigtig fordel | Fælles ansøgning |
|---|---|---|
| Messing (C360) | Omkostningseffektiv, God bearbejdelighed | Generel køling |
| Rustfrit stål (316) | Overlegen korrosionsbestandighed | Højrenheds-/aggressive væsker |
| Aluminium (6061) | Letvægt, høj varmeledningsevne | Ydeevnekritiske systemer |
Overfladefinish: Mere end æstetik
Overfladefinishen inde i ventilhuset påvirker direkte væskedynamikken. En glattere overflade reducerer turbulens og trykfald, hvilket forbedrer den samlede effektivitet af kølekredsløbet. At opnå en næsten-Isotropisk1 finish inden for komplekse interne geometrier er en udfordring, der adskiller ekspertfremstilling af væskekøleventiler.
Væksten inden for væskekøling lægger et enormt pres på komponentkvaliteten. Præcisions-CNC-bearbejdning er den grundlæggende teknologi, der sikrer, at ventilhuse er pålidelige og lækagefri. At mestre materialevalg, snævre tolerancer og avancerede overfladefinisher er afgørende for at imødekomme kravene fra moderne højtydende systemer.
Ventilhuset i et væskekølesystem: Hvor det passer, og hvad det gør
Ventilhuset er den usungne helt i ethvert væskekølesystem. Det fungerer som trafikstyring for kølevæsken og sikrer, at den strømmer præcis derhen, hvor der er brug for den. Uden et korrekt designet og bearbejdet ventilhus ville hele systemets effektivitet og pålidelighed kollapse.
Ventilhusets kritiske roller
Forskellige ventiler udfører forskellige opgaver, fra simpel tænd/sluk-kontrol til indviklet flowmodulering. Huset rummer disse mekanismer og skal modstå konstante tryk- og temperaturudsving. Dette gør fremstilling af høj kvalitet afgørende for ydeevnen.
Oversigt over kernefunktioner
| Ventiltype | Primær funktion | Typisk placering |
|---|---|---|
| Kugleventil | Tænd/sluk-isolering | CDU-indløb, rackfordeler |
| Proportionalventil | Flowmodulering | Til køleplader |
| Kontraventil | Forhindre tilbageløb | Parallelle kølevæskeledninger |
| Aflastningsventil | Overstryksikkerhed | Systemets højeste punkt |
At forstå disse roller er det første skridt til at værdsætte den komplekse ingeniørkunst bag disse kritiske komponenter. Fremstillingsprocessen skal være fejlfri.
Kortlægning af ventiler i et kølekredsløb
I et væskekølekredsløb i et datacenter placeres specifikke ventiler strategisk. Kugleventiler bruges for eksempel ved indløbene til kølemiddeldistributionsenheden (CDU) og rackforbindelserne. Deres opgave er enkel: at give en pålidelig måde at isolere sektioner til vedligeholdelse uden at tømme hele systemet.
Præcis flowstyring
Proportionalventiler er mere sofistikerede. De sidder lige før de individuelle koldplader og modulerer kølemiddelstrømmen baseret på processorens termiske belastning i realtid. Dette sikrer, at hver komponent får den præcise køling, den har brug for, uden at spilde pumpeenergi. Kontraventiler placeres ofte i parallelle grene for at forhindre returstrøm.
Fælles bearbejdningsudfordringer
Selvom deres funktioner varierer, overlapper produktionskravene til disse ventilhuse betydeligt. Integriteten af hele kølesystemet afhænger af præcisionen af disse dele. Problemer som Kavitation2 kan opstå fra dårligt designede interne geometrier.
Fra funktion til fremstilling
Hvert ventilhus, uanset type, præsenterer lignende udfordringer, der kræver ekspert-CNC-bearbejdning. Disse udfordringer er grundlæggende for at skabe pålidelige CNC-bearbejdede fittings og ventiler til væskekøling.
| Bearbejdningsproces | Kritisk krav | Indvirkning på performance |
|---|---|---|
| Boring af interne porte | Glatte, præcise passager | Forhindrer trykfald og turbulens |
| Overfladebehandling af tætningsflader | Ekstremt lav overfladeruhed | Sikrer en lækagesikker tætning med pakninger |
| Gevindskæring | Nøjagtig stigning og dybde | Garanterer sikre, lækagefri forbindelser |
| Trykprøvning | Verifikation af materialeintegritet | Bekræfter, at huset kan håndtere systemtryk |
Hos PTSMAKE fokuserer vi på at mestre disse processer for at levere komponenter, der opfylder de højeste standarder for ydeevne og pålidelighed.
Ventilhuse udfører forskellige roller, fra simpel isolation til præcis flowkontrol. De deler dog alle fælles og krævende produktionskrav. Præcision i portåbninger, tætningsflader og gevindskæring er absolut afgørende for systemets integritet og for at forhindre lækager i enhver højtydende køleapplikation.
Materialevalg til ventilhuse til væskekøling
Valg af det rigtige materiale til ventilhuse til væskekøling er afgørende. Denne beslutning påvirker direkte systemets pålidelighed, levetid og samlede omkostninger. Det forkerte valg kan føre til lækager, korrosion og for tidlig fejl, hvilket kompromitterer hele kølekredsløbet. Vi skal omhyggeligt afbalancere tre nøglefaktorer.
Vigtige beslutningsfaktorer
Kølevæskekompatibilitet, korrosionsbestandighed og bearbejdelighed er de primære overvejelser. Hvert materiale tilbyder en unik kombination af disse egenskaber. For eksempel kan en meget korrosionsbestandig legering være vanskelig at bearbejde, hvilket øger omkostningerne ved dine CNC-bearbejdede fittings og ventiler til væskekøling.
Materialeafvejninger i et overblik
At forstå de grundlæggende afvejninger er et godt udgangspunkt. Mit team hos PTSMAKE bruger ofte en simpel sammenligning for at hjælpe kunder med at visualisere, hvordan disse faktorer interagerer.
| Materiale | Modstandsdygtighed over for korrosion | Bearbejdelighed | Relative omkostninger |
|---|---|---|---|
| 316L rustfrit stål | Fremragende | Fair | Høj |
| 303 rustfrit stål | God | God | Medium |
| Messing C36000 | Fair | Fremragende | Lav |
| Aluminium 6061-T6 | Dårlig (har brug for belægning) | God | Lav |

Når man dykker dybere ned i materialevalg til ventilhuse, bliver den specifikke metalkvalitet essentiel. Hver legering har særskilte egenskaber, der gør den egnet til visse applikationer. Det handler ikke kun om at vælge rustfrit stål; det handler om at vælge det rigtige rustfri stål.
Valgmuligheder i rustfrit stål
316L rustfrit stål
Til vand-glykol-kredsløb anbefaler jeg ofte 316L rustfrit stål. Dets korrosionsbestandighed er fremragende, hvilket er afgørende for systemets integritet. Det hærder dog under bearbejdning, så vi skal bruge skarpe værktøjer og kontrollerede fremføringshastigheder for at opnå den krævede præcision uden at drive omkostningerne op.
303 rustfrit stål
Hvis applikationen er mindre kritisk, tilbyder 303 rustfrit stål en god balance. Det er meget lettere at bearbejde end 316L, hvilket kan sænke delomkostningerne. Dets korrosionsbestandighed er dog lavere, hvilket gør det mindre ideelt til aggressive kølemidler eller krævende miljøer.
Overvejelser vedrørende messing og aluminium
Messing C36000 bearbejdes smukt og er omkostningseffektivt til systemer med lavere tryk. Den største ulempe er risikoen for galvanisk korrosion3 når det er i kontakt med aluminiumskomponenter som koldplader. Dette er et almindeligt fejlpunkt, jeg har set i dårligt designede blandede metalløkker.
Aluminium 6061-T6 er let og prisvenligt, hvilket gør det til en fremragende mulighed for komponenter på CDU-siden. Det kræver en beskyttende belægning, såsom hårdanodisering, for at forhindre korrosion. For blandede metalløkker giver strømløs nikkelbelægning fremragende beskyttelse af rustfri stål- eller kobberdele.
Valg af det rigtige materiale er en balance mellem ydeevne, bearbejdelighed og omkostninger. Rustfrit stål tilbyder overlegen korrosionsbestandighed, mens messing giver fremragende bearbejdelighed. Hvert valg har direkte konsekvenser for slutproduktets pålidelighed og budget, hvilket gør dette til en kritisk beslutning i ethvert væskekølingsdesign.
Bearbejdning af kugleventilhuse: Den mest almindelige køleventil
Præcision i CNC-bearbejdning af kugleventilhus er ikke til forhandling. Processen fokuserer på at skabe et perfekt hus til kuglen og sæderne. Enhver afvigelse kan kompromittere hele væskekølesystemet. Nøglefunktioner kræver særskilte bearbejdningsoperationer, hver med sine egne kritiske tolerancer.
Vigtigste bearbejdede funktioner
Hovedboringen, som huser kuglen, er det mest kritiske element. Vi bearbejder også præcise endeforbindelser, såsom NPT- eller BSPP-gevind, til systemintegration. Derudover skal spindelhullet og eventuelle flangeflader være perfekt justeret.
Typiske tolerancer
Baseret på vores test er det afgørende for ydeevnen at opretholde strenge tolerancer. Her er nogle almindelige specifikationer, vi arbejder med hos PTSMAKE for CNC-bearbejdede fittings og ventiler til væskekøling.
| Funktion | Typisk tolerance | Kritisk funktion |
|---|---|---|
| Hovedboringsdiameter | ±0,05 mm | Tætning og kuglerotation |
| Endeforbindelsesgevind | Klasse 2A/2B | Lækagesikker forbindelse |
| Spindelhulsposition | ±0,1 mm | Aktuatorjustering |
| Tætningsfladens Fladhed | 0.02 mm | Pakningstætning |

Den mest betydelige udfordring inden for fremstilling af kugleventiler i rustfrit stål er at opretholde hovedboringens sfæriske geometri. Enhver ovalitet, selv mikroskopisk, skaber en vej for lækage. Dette er grunden til, at kugle- og sædeforseglingsmekanismen udelukkende afhænger af boringens geometriske integritet.
Bearbejdningsstrategier
Der findes to primære strategier: en to-opsætningsmetode eller en enkelt-opsætningsproces. To-opsætningsmetoden involverer bearbejdning af boringen og den ene ende, hvorefter der om-fikstureres for at færdiggøre den modsatte ende. Selvom det er almindeligt, risikerer det at introducere justeringsfejl mellem opsætningerne.
Hos PTSMAKE foretrækker vi ofte en enkelt-opsætning på en flerakset drejebænk med roterende værktøjer. Denne metode bearbejder alle funktioner i én opspænding, hvilket sikrer overlegen Koncentration4 mellem alle funktioner. Dette er afgørende for højtydende applikationer.
Materiale- og overfladeovervejelser
Materialevalg afhænger af applikationen. Vi bruger typisk 316L rustfrit stål til kølevæske-vendte komponenter på grund af dets korrosionsbestandighed. Til anlægsside-dele er messing et omkostningseffektivt alternativ. En overfladefinish på Ra 0,8µm er standard på tætningsflader for at sikre en pålidelig tætning.
| Aspekt | Specifikation | Begrundelse |
|---|---|---|
| Materiale (Kølevæskeside) | 316L rustfrit stål | Modstandsdygtighed over for korrosion |
| Materiale (Anlægsside) | Messing (f.eks. C360) | Omkostningseffektivitet |
| Tætningsoverfladefinish | Ra 0,8 µm | Forhindrer mikrolækager |
Succesfuld CNC-bearbejdning af kugleventilhuse afhænger af præcis boringgeometri, strategisk fiksturering og korrekt materialevalg. Opnåelse af snævre tolerancer, især koncentricitet, er afgørende for at forhindre lækager og sikre pålidelig ydeevne i krævende væskekølingsapplikationer.
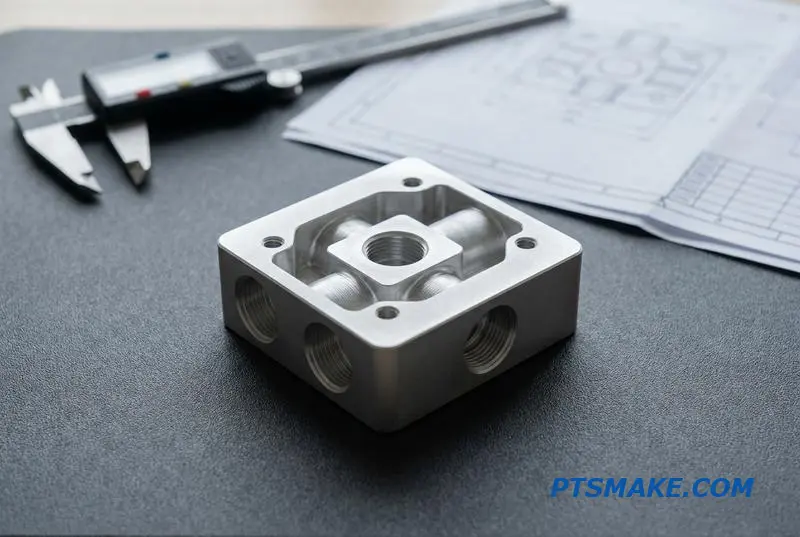
Proportionalventilhuse: Interne passager og porting
Proportionalventiler er blandt de mest komplekse komponenter i væskekølesystemer. Deres formål er dynamisk flowmodulering, hvilket kræver utroligt indviklet intern porting. Det handler ikke kun om at bore huller; det handler om at skabe præcise veje for væske.
Vigtige interne funktioner
Indløbs- og udløbsportene skal bearbejdes i specifikke vinkler. Indvendigt er doseringskanterne omhyggeligt formet til at kontrollere flowhastigheder med høj nøjagtighed. Hele designet er konstrueret til præcis ydeevne og langsigtet pålidelighed i krævende applikationer.
Spoleboringen
Afstanden mellem spolen og dens boring er afgørende for funktionen. Vi bearbejder disse funktioner til en stram H6/g6-pasning, hvilket sikrer jævn, responsiv handling uden lækage.
| Funktion | Standardtolerance | Bearbejdningens indvirkning |
|---|---|---|
| Spoleboringsdiameter | ±0,01 mm | Kræver præcisionsboring/honering |
| Portvinkel | ±0,5 grader | Kræver multi-akse CNC-kapacitet |
| Doseringskant | Skarp, gratfri | Kræver specialiserede afgratningsværktøjer |

Bearbejdning af indviklede geometrier
Processen med CNC-fremstilling af reguleringsventilhuse fra en massiv blok er en betydelig udfordring. Det involverer meget mere end grundlæggende fræsning. Krydsboring til portkryds skal være perfekt justeret for at undgå flowforstyrrelser og trykfald.
Afgratning og overfladefinish
Eventuelle grater tilbage på indvendige kanter efter boring kan skabe turbulens og påvirke flowet. Vi bruger avanceret afgratning for at sikre jævn væskedynamik. Spoleboringen kræver en fin overfladefinish, typisk Ra 0,4µm, for at forhindre stiction5 og for tidligt slid, hvilket sikrer, at ventilen reagerer øjeblikkeligt.
Fremstillingsmetoder
Bearbejdning af proportionalventilhuse tilbyder to primære veje. Bearbejdning fra et massivt emne giver overlegen materialeintegritet og styrke. Derimod kan investeringsstøbning efterfulgt af efterbearbejdning reducere de indledende omkostninger, men kan risikere materialefejl som porøsitet.
| Metode | Fordele | Ulemper |
|---|---|---|
| Bearbejdet fra massivt materiale | Høj styrke, ingen porøsitet | Højere materialespild, længere cyklustid |
| Investeringsstøbning | Mindre materialespild, næsten færdig form | Potentiel porøsitet, kræver sekundær bearbejdning |
Hos PTSMAKE er vores 4-aksede og 5-aksede fræsecentre ideelle til at skabe disse komplekse flerportslegemer direkte fra massive materialer.
Fremstilling af proportionalstyringsventilhuse kræver avancerede CNC-kapaciteter. Præcision er afgørende for intern portning, snævre tolerancer og overlegne overfladefinisher. Den rette tilgang – uanset om den er bearbejdet fra massivt materiale eller støbt – påvirker direkte ventilens ydeevne og pålidelighed i kritiske væskekølesystemer.
Kontraventilhuse: Fjederfastholdelse og sædegeometri
I væskekøling er kontraventiler afgørende for at forhindre tilbageløb, når en pumpe stopper. Huset er fundamentet. Dets bearbejdning kræver høj præcision for funktioner som den interne boring, der styrer ventiltallerkenen, og ventilsædet.
Vigtige bearbejdningsfunktioner
Ventilsædet er det mest kritiske element. Det er ofte en 45-graders affasning bearbejdet direkte ind i huset eller en lomme designet til en blødsædeindsats. Præcise fjederspændingsfunktioner bearbejdes også for at kontrollere ventilens åbningstryk pålideligt.
Sædegeometri Sammenligning
Denne tabel skitserer de almindelige sædetyper, vi bearbejder til CNC-bearbejdede fittings og ventiler til væskekøling.
| Sædetype | Materiale | Vigtig fordel | Fælles ansøgning |
|---|---|---|---|
| Affaset sæde | Samme som hus (f.eks. 316L) | Holdbarhed | Højtrykssystemer |
| Blødsædeindsats | PEEK / PTFE | Overlegen forsegling | Lavtryks, kritisk tætning |
Den største udfordring ved CNC-bearbejdning af kontraventilhus er koncentriciteten mellem ventilsædet og den indvendige boring. Hvis disse to funktioner ikke er perfekt justeret, vil ventiltallerkenen eller skiven ikke tætne korrekt, hvilket fører til lækager og systemfejl.
Opnåelse af tæthedsintegritet
Vi holder konsekvent en tolerance på ±0,05 mm Total Indikeret Rundløb6 (TIR) mellem sæde og boring. Dette er ikke bare et tal; det er et krav for pålidelig ydeevne. Enhver afvigelse herudover kan forårsage ujævn slitage og kompromittere tætningen, en kritisk fejl i væskekøling til følsom elektronik.
Materiale- og bearbejdningssynergi
Til huset er 316L rustfrit stål et almindeligt valg på grund af dets korrosionsbestandighed. Når et design kræver et blødt sæde, bearbejder vi en præcis lomme til en PEEK- eller PTFE-indsats. Kontrol af fjederlommenes dybde er lige så vigtig, da den direkte påvirker den kraft, der kræves for at åbne ventilen.
| Parameter | Specifikation | Verifikationsmetode |
|---|---|---|
| Sæde-til-boring koncentricitet | ±0,05 mm TIR | CMM-probescanning |
| Fjederlommets dybde | ±0,1 mm | Digital dybdemåler |
| Tætningsoverfladefinish | Ra 0,8 µm eller bedre | Overfladeprofilometer |
Hos PTSMAKE bruger vi CMM-verifikation på hvert parti for at sikre, at denne koncentricitet opfyldes. Denne forpligtelse til præcision i bearbejdning af kontraventiler forhindrer dyre feltsvind for vores kunder.
I sidste ende afhænger en vellykket kontraventilfunktion af præcis bearbejdning af huset. Koncentriciteten mellem sæde og boring, kombineret med korrekt materialevalg og verifikation, sikrer pålidelig tilbageløbsforebyggelse i krævende væskekølingsapplikationer.
Trykudløserventilhuse: Gevind, sædevinkel og indstillet tryknøjagtighed
Ydeevnen af en trykaflastningsventil (PRV) defineres af bearbejdningspræcisionen af dens hus. Den interne geometri, især ventilsædet, styrer direkte indstillet tryknøjagtighed. Selv mindre afvigelser kan føre til katastrofalt svigt eller vedvarende, dyre lækager i et system.
Vigtige bearbejdede geometrier
Ventilhuset indeholder flere kritiske funktioner. Disse omfatter dysen eller sædet, fjederkammeret, justeringsskruens gevind og udløbsporten. Hvert element skal bearbejdes til stramme specifikationer for at fungere i samspil og sikre pålidelig og gentagelig ventilfunktion under tryk.
Fra tegning til ydeevne
Forholdet mellem tegningen og det færdige produkts ydeevne er direkte. For eksempel bestemmer sædets vinkel og overfladefinish, hvor effektivt ventilen tætner og åbner ved det præcise indstillede tryk. Det er et spil om mikroner.
| Funktion | Fokus på bearbejdning |
|---|---|
| Ventilsæde | Vinkel, bredde og overfladefinish |
| Fjederkammer | Indvendig diameter og dybde |
| Justeringsgevind | Stigningens diameter og gevindklasse |
| Udløbsport | Boringens koncentricitet og diameter |

Når vi nærmer os CNC-bearbejdning af trykaflastningsventilhuse, behandler vi tolerancer som absolutte regler, ikke retningslinjer. Forbindelsen mellem bearbejdningspræcision og gentagelighed af indstillet tryk er ubrydelig. Dårlig geometri eller overfladefinish er den primære årsag til for tidlig udblæsning eller langsom sædelækage.
Kritiske tolerancer og overfladefinisher
For metal-mod-metal sæder, der kræver en bobletæt lukning, er en overfladefinish på Ra 0,2µm ofte nødvendig. Baseret på vores tests introducerer alt, der er grovere, en lækagevej. Sædebreddetolerance holdes typisk til ±0,025 mm for at sikre, at kraften fra fjederen påføres konsekvent.
Gevinders og koncentricitetens rolle
Justeringsskruens gevind, typisk en klasse 2A/2B pasning, muliggør finjustering af det indstillede tryk. Dårlig gevindgeometri kan introducere friktion eller slør, hvilket gør nøjagtig justering umulig. Lige så vigtigt er koncentriciteten mellem sædet og styreboringen, hvilket forhindrer ujævn belastning og for tidlig slitage. Dårlig kontrol her kan øge ydeevnen Hysterese7.
Disse principper er især kritiske i systemer som CNC-bearbejdede fittings og ventiler til væskekøling, hvor pålidelighed er altafgørende.
Opnåelse af nøjagtigt indstillet tryk og en bobletæt forsegling i en PRV afhænger udelukkende af CNC-bearbejdningen af ventilhuset. Nøglefaktorer inkluderer sædegeometri, overfladefinish (Ra 0,2µm) og snævre tolerancer på funktioner som gevind og borekoncentricitet.
Multi-akse CNC-bearbejdning til komplekse ventilhusgeometrier
At vælge mellem 3-akset og 5-akset bearbejdning er et kritisk skridt. For komplekse ventilhuse, især dem i væskekølesystemer, bliver flerakset bearbejdning ofte en nødvendighed, ikke en luksus. Det muliggør skabelse af indviklede funktioner i en enkelt opsætning.
Hvornår er 5-akset essentielt?
For komponenter med porte på flere, ikke-ortogonale flader er 5-akset den klare vinder. Denne tilgang, som vi ofte bruger hos PTSMAKE, forenkler processen for dele, der kræver underskæringer eller bagfræsning, som er umulige at nå med en 3-akset maskine i en enkelt opspænding.
Vigtige beslutningsfaktorer
| Funktionskompleksitet | 3-akset tilgang | 5-akset løsning |
|---|---|---|
| Porte med sammensat vinkel | Flere komplekse opspændinger | Enkelt opsætning, højere nøjagtighed |
| Underskæringer/Bagudvendte flader | Specialværktøj, flere opspændinger | Direkte bearbejdningsadgang |
| Høj koncentricitet | Risiko for tolerancestabling | Opretholdt i én operation |
"Én-gangs"-bearbejdningsstrategien
Den primære fordel ved 5-akset CNC-bearbejdning af ventilhuse er "én-gangs"-strategien. At færdiggøre en del i én enkelt opspænding reducerer drastisk risikoen for fejl introduceret ved genopspænding. Dette er afgørende for at opretholde snævre tolerancer mellem træk på forskellige flader af delen.
Vi har set, at for CNC-bearbejdede fittings og ventiler til væskekøling med fire eller flere vinklede porte er denne tilgang mere omkostningseffektiv. Maskinens højere timepris opvejes af elimineringen af behovet for flere specialfittings og de tilhørende lønomkostninger til opspændinger.
Sammenligning af fremstillingsmetoder
Valg af den rigtige proces påvirker direkte den endelige pris og kvalitet. Det er en afvejning mellem maskintid, arbejdskraft og værktøjsinvestering.
Omkostnings- og tidsfordeling
Fremstilling af ventiler med flerakset bearbejdning kræver en dybere analyse end blot at sammenligne maskintimepriser. Efter at have gennemgået flere projekter viser vores data et klart mønster.
| Metrisk | 3-akset + Flere opsætninger | 5-akset enkelt opspænding |
|---|---|---|
| Cyklustid | Højere (inkluderer opsætningstid) | Lavere (kontinuerlig bearbejdning) |
| Nøjagtighed | Lavere (tolerancestak) | Højere (enkelt referencesystem) |
| Omkostninger til fastgørelse | Høj (flere specialfremstillede fiksturer) | Minimal (standard skruestik/patron) |
| Arbejdsomkostninger | Høj (flere opsætninger) | Lavere (mindre operatørindgriben) |
Brugen af avancerede funktioner som Værktøjscenterpunktkontrol (TCPC)8 på vores 5-aksede maskiner gør det muligt for værktøjsspidsen at følge en programmeret bane uanset værktøjets længde eller maskinens roterende aksebevægelser. Dette sikrer overlegen nøjagtighed på komplekse buede overflader og vinklede huller.
Flerakset bearbejdning er afgørende for komplekse ventilhuse, da det forbedrer nøjagtigheden og reducerer de samlede projektomkostninger. Ved at minimere opsætninger gennem en "one-hit"-strategi overvinder det den højere timeløn og leverer i sidste ende en overlegen og mere økonomisk del.
Swiss-type drejning til små ventilkomponenter: Ventilkerner og indsatser
Hvorfor schweizisk drejning til indviklede ventildele?
For små, komplekse ventilkomponenter kommer konventionelle drejebænke ofte til kort. Dele som ventilstammer og ventiltallerkener kræver en præcision, der er svær at opnå, når emnets afbøjning bliver et problem. Det er her, schweizisk drejning giver os en klar fordel hos PTSMAKE.
Schweizisk CNC-drejning af ventildele er ideel til komponenter med diametre fra 3 mm til 20 mm og længder op til 200 mm. Ved at understøtte emnet lige ved skæreværktøjet minimerer maskinen vibrationer og afbøjning, hvilket sikrer enestående rethed og koncentricitet på lange, slanke dele.
Nøglekomponenter vi bearbejder
Præcisionsbearbejdning af ventilindsatser er en kerne del af vores arbejde. Vi håndterer forskellige sekundære komponenter, hver med sine egne unikke udfordringer. Schweizisk drejning gør det muligt for os konsekvent at imødekomme disse krav til applikationer som CNC-bearbejdede fittings og ventiler til væskekøling.
| Komponent | Almindelig bearbejdningsudfordring |
|---|---|
| Ventilstammer | Opretholdelse af rethed over lange længder |
| Ventilkegler | Opnåelse af kritiske tætningsoverflader |
| Doseringsstifter | Konusnøjagtighed og finspidsgeometri |
| Sædeindsatser | Koncentricitet mellem boring og sæde |

Den tekniske fordel ved schweizisk bearbejdning
Overlegenheden af schweiziske maskiner til disse dele skyldes tre nøglefunktioner. Disse teknologier gør det muligt for os at bearbejde en komponent fuldstændigt i én enkelt opsætning, hvilket er afgørende for både præcision og effektivitet i produktionen af dele til væskekølesystemer.
Styrebøsning for stabilitet
Styrebøsningen er hjørnestenen i schweizisk drejning. Den giver stiv støtte til emnet lige ved siden af skæreværktøjerne. Denne opsætning eliminerer praktisk talt afbøjning på lange, slanke dele, hvilket sikrer ensartede diametre og overlegne overfladefinisher fra ende til anden.
Modspindel til komplet bearbejdning
Efter at hovedspindlen har afsluttet sine operationer, overtager modspindlen delen. Dette gør det muligt for os at bearbejde bagenden uden manuel indgriben. Denne proces garanterer fremragende koncentricitet mellem funktioner på modsatte ender af komponenten, en kritisk faktor for ventilens ydeevne.
Drevne værktøjer til komplekse funktioner
Vores schweiziske maskiner er udstyret med roterende værktøjer. Dette gør os i stand til at udføre sekundære operationer som tværboring, notfræsning og fræsning af flader i samme cyklus. Denne integrerede tilgang reducerer leveringstider og forbedrer nøjagtigheden af funktioner i forhold til de drejede diametre.
Materiale- og præcisionsstandarder
Vi arbejder med en række materialer, der er udvalgt for deres ydeevne i krævende ventilapplikationer. Varmebehandlingen af 17-4PH, kendt som Udskillelseshærdning9, er afgørende for at opnå høj slidstyrke. Baseret på vores tests holder vi konsekvent snævre tolerancer.
| Materiale | Primær anvendelse |
|---|---|
| 303/316L rustfrit stål | Korrosionsbestandighed og generel brug |
| 17-4PH H900 | Højtryks-, høj-slidkomponenter |
| PEEK | Elektrisk isolering og kemisk resistens |
Vi opnår tolerancer på ±0,01 mm på diametre og overfladefinisher så fine som Ra 0,4 µm på kritiske tætningsflader.
Schweizisk drejning er uundværlig til fremstilling af små, komplekse ventilkomponenter med høj præcision. Dens evne til at håndtere lange, slanke dele og færdiggøre funktioner i én opsætning gør den ideel til ventilkerner, indsatser og andre indviklede dele, der kræver snævre tolerancer.
Gevind og endeforbindelser i ventilhusbearbejdning
Korrekt gevindskæring er afgørende for at skabe tryktætte, pålidelige forbindelser i ventilhuse. Det handler ikke kun om at skære riller; det handler om at vælge den rigtige standard og udføre den med præcision. Hver gevindtype tjener et specifikt formål, fra koniske til lige profiler.
Nøglegevindstandarder
Forskellige applikationer kræver forskellige gevindstandarder. For CNC-bearbejdede fittings og ventiler til væskekøling er det grundlæggende at forstå disse. I vores arbejde hos PTSMAKE bearbejder vi almindeligvis disse primære typer, hver med unikke geometriske krav til tætning og mekanisk indgreb.
| Trådtype | Forseglingsmetode | Fælles ansøgning |
|---|---|---|
| NPT/BSPT | Gevindinterferens (konisk) | Generelt formål, trykledninger |
| UN/UNF/BSPP | Pakning eller O-ring | Fittings, hydrauliske forbindelser |
| SAE ORB | O-ring i en rille | Højtrykshydrauliksystemer |
Vigtigheden af præcision
At opnå en perfekt tætning begynder med præcis bearbejdning. Ved gevindbearbejdning af ventilhuse kan selv små afvigelser i stigning, vinkel eller dybde føre til lækager eller forbindelsesfejl under tryk. Denne præcision er det, der adskiller en pålidelig komponent fra en risiko.

Måling og kvalitetskontrol
Verifikation af gevindgeometri er lige så kritisk som selve skæringen. Vi bruger specifikke målere til hver gevindtype. For eksempel kræver NPT-gevind L1- og L2-gevindpropmålere for at kontrollere konisk dybde, hvilket sikrer korrekt gevindindgreb uden at bunde eller interferere.
| Målertype | Anvendes til | Formål |
|---|---|---|
| Ringmåler | Eksterne tråde | Go/No-Go kontrol af stigningsdiameter |
| Dornmåler | Indvendige gevind | Go/No-Go kontrol af stigningsdiameter |
| NPT L1/L2 Måler | Koniske Gevind | Verificerer korrekt indgrebsdybde |
Gevindfræsning vs. gevindskæring
Ved gevind med større diameter anbefaler jeg ofte gevindfræsning frem for gevindskæring. Gevindskæring kan nogle gange udøve højt drejningsmoment, hvilket risikerer værktøjsbrud eller deformation af emnet. Gevindfræsning, som bruger Helisk interpolation10, tilbyder en mere kontrolleret proces.
Denne metode producerer ofte overlegen gevindkvalitet og overfladefinish. En yderligere fordel er, at et enkelt værktøj kan bearbejde forskellige gevindstørrelser med samme stigning, hvilket giver fleksibilitet i produktionen, især under NPT-gevind CNC-drejningsoperationer.
Almindelige bearbejdningsfælder
Overkoniskhed af NPT-gevind er et hyppigt problem, der forårsager monteringsinterferens. Et andet problem er beskadigede gevindstarter fra forkert værktøjsindføring, hvilket kan ødelægge tætningen. Endelig forhindrer grater tilbage på gevindtoppene korrekt pasform og skal fjernes omhyggeligt.
Valg af den korrekte gevindtype, præcis udførelse og verifikation med de rigtige målere er uundværligt for højtydende ventilhuse. Forståelse af almindelige faldgruber og valg af den optimale bearbejdningsmetode, såsom gevindfræsning til større diametre, sikrer en lækagefri og pålidelig forbindelse.
Bearbejdning af tætningsflader: O-ringsriller, flangeflader og metalsæder
Inden for væskekøling er tætningsfladen alt. En enkelt mikroskopisk fejl kan føre til en katastrofal fejl. Bearbejdning af disse overflader på CNC-fittings og ventiler er en opgave, hvor præcision ikke kun er et mål; det er det eneste acceptable resultat. Der er ingen plads til fejl.
Centrale tætningsmetoder
Vi støder primært på tre typer tætninger. Hver har unikke bearbejdningskrav, der direkte påvirker dens ydeevne. At forstå disse forskelle er afgørende for at producere pålidelige komponenter til væskekølesystemer.
| Forseglingstype | Primært bearbejdningsfokus | Fælles ansøgning |
|---|---|---|
| O-ringsfraesning | Spordybde og overfladefinish | Statiske tætninger mellem hushalvdele |
| Kompressionspakning | Overfladeplanhed og -finish | Paknings- eller ferruleforbindelser |
| Metal-mod-metal-sæde | Koncentricitet og overfladefinish | Højtrykskugleventiler |
O-ringsrille-tolerancer
For standard AS568 O-ringsriller er det afgørende at kontrollere rilledybden. Vi holder en tolerance på ±0,05 mm. Bundoverfladens finish skal være Ra 1,6 µm eller bedre, uden værktøjsmærker, der løber parallelt med den potentielle lækagevej.

Succesen med CNC-bearbejdede fittings og ventiler til væskekøling afhænger af at opnå perfekte tætningsflader. Hvert design kræver en specifik tilgang, fra de præcise dimensioner af en O-ringsrille til den fejlfri finish af et metal-mod-metal-sæde. Kompromis er ikke en mulighed.
Bearbejdning til O-ringsland
For O-ringsriller er målet kontrolleret kompression. En rille, der er for dyb, komprimerer ikke O-ringen tilstrækkeligt, hvilket skaber en lækagevej. Hvis den er for lav, knuses O-ringen, hvilket fører til for tidlig fejl. Derfor er dybdetolerancen på ±0,05 mm ikke til forhandling.
Krav til metal-mod-metal-sæde
Metal-mod-metal-sæder er de mest krævende. I en kugleventil med hårdt sæde skal sædet have en koncentricitet til boringen inden for ±0,025 mm. Overfladefinishen skal være usædvanligt glat, typisk mellem Ra 0,2 µm og 0,4 µm. Det er her principperne for Tribologi11 bliver afgørende.
Kritiske geometriske kontroller
Opnåelse af disse specifikationer kræver præcis værktøjsbanekontrol og maskinstabilitet. Geometrien, hvad enten det er en 45-graders vinkel eller en skarp kant, skal være perfekt for at skabe en kontaktlinje, der holder højt tryk uden at lække.
| Funktion | GD&T-kontrol | Typisk specifikation |
|---|---|---|
| O-ringsrillebund | Overfladeprofil | 0,05 mm |
| Flangeoverflade | Fladhed | 0,02 mm |
| Metalsædevinkel | Vinkelrethed | ±0,1° |
| Metalsæde til boring | Koncentration | 0,025 mm |
Bearbejdning af tætningsflader er en omhyggelig proces. Succes afhænger af at ramme snævre tolerancer for rilledybde, overfladefinish og geometriske kontroller som koncentritet. Disse detaljer bestemmer pålideligheden af CNC-bearbejdede fittings og ventiler i enhver væskekølingsapplikation.
Lækagetest af bearbejdede ventilhuse: Standarder og metoder
At sikre, at et ventilhus er lækagesikkert, er ikke til forhandling, især for CNC-bearbejdede fittings og ventiler til væskekøling. En mindre fejl kan føre til katastrofalt systemsvigt. Hos PTSMAKE anvender vi en struktureret tilgang til at validere integriteten af hver komponent, vi producerer.
Vigtige lækagetestprotokoller
Forskellige tests retter sig mod forskellige potentielle fejlpunkter. Hydrostatiske tests kontrollerer husets strukturelle styrke, mens pneumatiske tests fokuserer på tætningens effektivitet. Til de mest kritiske applikationer kræves avancerede metoder.
Almindelige testparametre
Her er et hurtigt overblik over de standardtests, vi anvender til en typisk tryktest af en væskekøleventil.
| Testmetode | Primært formål | Typisk tryk/følsomhed |
|---|---|---|
| Hydrostatisk tryk | Husets integritet og styrke | 1,5× nominel tryk (10-15 bar) |
| Pneumatisk sædelækage | Tætningseffektivitet | Lavt tryk (0,5-1 bar) |
| Heliummassespektrometri | Hermetisk tætning | <1×10⁻⁶ mbar·L/s |
Anvendelse af den rette testmetode
Valg af den korrekte test er afgørende for effektiv lækagetest af ventilhuset. Hver metode giver forskellig information om delens ydeevne og er egnet til specifikke valideringsstadier.
Hydrostatisk tryktest
Vi udfører denne test for at bekræfte ventilhusets grundlæggende integritet. Ved at udsætte delen for 1,5 gange dens nominelle tryk, typisk 10-15 bar, og holde det i 2-5 minutter, verificerer vi, at der ikke er strukturelle svagheder, porøsitet eller revner fra bearbejdningsprocessen.
Pneumatisk sædelækagetest
Denne test fokuserer på ventilsædets evne til at tætne. Ved at bruge lavtryksluft på 0,5-1 bar kontrollerer vi for lækager via en bobletest eller ved at måle differentielt trykfald. Jeg anbefaler altid at bruge tør nitrogen for at forhindre fugtkontaminering inde i komponenten.
Heliummassespektrometri12 for Ultimativ Sikkerhed
For hermetisk forseglede samlinger eller missionskritiske applikationer er dette guldstandarden. Den detekterer lækager tusindvis af gange mindre, end andre metoder kan finde. Vi overholder et strengt acceptkriterium på mindre end 1×10⁻⁶ mbar·L/s, hvilket sikrer total indeslutning.
En robust teststrategi kombinerer disse metoder for at garantere ydeevne. Hydrostatisk test validerer kroppen, pneumatisk test bekræfter forseglingen, og heliumspektrometri sikrer absolut integritet for de mest krævende applikationer, som dem der findes i højtydende væskekølesystemer.
Afgratning og rengøring af ventilhuse: Hvorfor det er vigtigt for kølepålidelighed
Bearbejdning af et ventilhus er kun halvdelen af kampen. Den virkelige test af pålidelighed for væskekølesystemer kommer fra processer efter bearbejdning. Indvendige grater, især ved krydshulsforbindelser, er små metalfragmenter, der kan forårsage katastrofale fejl senere hen.
Problemet med indvendige grater
Disse fragmenter kan løsne sig og blokere kølekanaler eller sætte ventilsæder fast. Hvis de når pumpen, kan de beskadige løbehjul, hvilket fører til en komplet systemnedlukning. Derfor er fokus på afgratning og rengøring ikke kun en kvalitetskontrol; det er en kernekomponent i fremstillingen af pålidelige CNC-bearbejdede fittings og ventiler til væskekøling.
Indledende trin er ikke nok
Standard tromling eller vask vil ikke fjerne disse indvendige grater. Det kræver en dedikeret, flertrinsproces for at sikre, at hver intern passage er perfekt ren og glat, før ventilhuset overhovedet samles.
| Risikofaktor | Konsekvens af dårlig afgratning |
|---|---|
| Flowblokering | Overophedning og systemfejl |
| Ventilblokering | Manglende evne til at kontrollere kølevæskeflow |
| Pumpeskade | Dyre reparationer og systemnedetid |
| Forurening | Reduceret levetid for kølevæske og komponenter |
Avancerede afgratnings- og rengøringsmetoder
Effektiv afgratning og rengøring af ventilhuse kræver specialiserede teknikker. For simple geometrier kan manuel afgratning med specialværktøj nå interne passager. Men for komplekse interne kanaler anvender vi mere avancerede metoder for at sikre fuldstændig fjernelse af alle grater.
Valg af den rette teknik
Termisk afgratning (TEM) er fremragende til indviklede interne geometrier, da den fordamper grater uden at påvirke delens dimensioner. For højpræcisionsdele med snævre tolerancer tilbyder Elektrokemisk afgratning (ECM) en berøringsfri, meget kontrolleret løsning, der fjerner materiale ion for ion.
| Afgratningsmetode | Bedst til | Præcisionsniveau |
|---|---|---|
| Termisk (TEM) | Komplekse interne geometrier | Høj |
| Elektrokemisk (ECM) | Snævre tolerancer, følsomme materialer | Meget høj |
| Højtryksvandstråle | Skylning og rengøring af passager | Medium |
Verifikation og endelig renhed
Efter afgratning er renhed altafgørende. Vi overholder standarder som ISO 16232 for at måle partikelforurening. Ultralydsrensning i specialiserede opløsningsmidler fjerner eventuelle resterende mikropartikler. Slutinspektion ved hjælp af et Boroskop13 giver os mulighed for visuelt at verificere, at hver intern passage er uberørt, hvilket garanterer den renhed af CNC-bearbejdede dele, der kræves til systemer med høj pålidelighed.
Afgratning og rengøring er ikke valgfrie trin; de er afgørende for ydeevnen og levetiden af ethvert væskekølesystem. Korrekt udførelse forhindrer blokeringer, beskytter komponenter og sikrer, at hele systemet fungerer som designet, hvilket afspejler en forpligtelse til ægte produktionskvalitet.
Overfladebehandling og belægning for kølevæskekompatibilitet
Efter bearbejdning er overfladefinishen kun begyndelsen. Den rette overfladebehandling af ventilhuset sikrer langsigtet pålidelighed i væskekølesystemer. Det er et kritisk trin, der forhindrer korrosion, reducerer friktion og forlænger levetiden for CNC-bearbejdede fittings og ventiler til væskekøling.
Vigtige overfladebehandlinger
Valg af den korrekte behandling afhænger udelukkende af materiale, kølemiddel og driftsmiljø. Hver mulighed tilbyder specifikke fordele skræddersyet til forskellige applikationskrav, fra korrosionsbestandighed til slidbeskyttelse.
Almindelige beskyttelsesprocesser
Vi anvender ofte behandlinger som passivering til rustfrit stål eller hårdanodisering til aluminium. Disse processer er grundlæggende for at sikre, at dele fungerer som forventet i hele deres levetid.
| Behandling | Primært materiale | Hovedformål |
|---|---|---|
| Passivering | Rustfrit stål | Fjerner frit jern, forbedrer korrosionsbestandigheden |
| Anodisering (type III) | Aluminium | Øger overfladehårdhed og slidstyrke |
| Elektroløs nikkel | Kobber, Messing | Skaber en ensartet beskyttende barriere |
| Teflon/Xylan | Ventilstammer | Reducerer friktion og forhindrer stiction |

Valget af en overfladebehandling til et ventilhus er aldrig vilkårligt; det er en strategisk beslutning baseret på systemets kemi og mekanik. For eksempel, i et blandet metalkredsløb, der indeholder kobber og aluminium, er proaktiv belægning afgørende for at forhindre problemer.
Vælg den rigtige behandling
Selve kølemidlet er den største faktor. En vand-glykol-blanding er ledende og kræver beskyttelse mod korrosion. Derimod er dielektriske væsker ikke-ledende, så elektrisk isolering fra anodisering bliver vigtigere for at forhindre lysbuer.
Tilpasning af behandling til applikation
I vores arbejde hos PTSMAKE har vi fundet, at passivering af 316L rustfrit stål i henhold til ASTM A967 er standard for de fleste vandbaserede kølemidler. Det fjerner overfladeforureninger fra bearbejdning, hvilket er en almindelig kilde til for tidlig rust. For kobberlegeringshuse, Elektroløs nikkelbelægning14 er min foretrukne anbefaling til væskekøling. Det skaber en fuldstændig ensartet barriere, i modsætning til galvanisering, som kan opbygge sig ujævnt på komplekse former.
Denne ensartethed er afgørende inde i de indviklede passager i CNC-bearbejdede fittings og ventiler til væskekøling. Til behov for lav friktion, som på ventilstammer, reducerer en Teflon-imprægnering eller en Xylan-belægning aktiveringskraften og forhindrer fastklæbning, især efter lange inaktive perioder.
| Type kølevæske | Almindeligt materiale | Anbefalet behandling | Vigtige fordele |
|---|---|---|---|
| Vand-glykol | 316L rustfrit stål | Passivering | Modstandsdygtighed over for korrosion |
| Vand-glykol | Aluminium | Hårdanodisering (Type III) | Hårdhed, Korrosionsbeskyttelse |
| Vand-glykol | Kobber/messing | Elektroløs nikkel | Ensartet barrierelag |
| Dielektrisk væske | Aluminium | Hårdanodisering (Type III) | Elektrisk isolering |
Valg af den rette overfladebehandling er afgørende for at forhindre systemfejl. Passivering, anodisering og specialbelægning forbedrer direkte holdbarheden og pålideligheden af væskekølingskomponenter og sikrer, at de lever op til ydeevneforventningerne gennem hele deres levetid.
Design for fremstilling: Ventilhustegninger, som maskinarbejdere elsker
En veludformet ventilhusstegning er mere end et sæt instruktioner; det er et klart kommunikationsværktøj. Når ingeniører anvender principperne for Design for Manufacturability (DFM), bygger de bro mellem designintention og produktionsrealitet, hvilket sparer tid og reducerer omkostninger. Denne tilgang forhindrer unødvendige revisioner og strømliner bearbejdningsprocessen.
Hvorfor DFM er vigtigt for ventilhuse
Effektiv DFM forudser produktionsudfordringer. For komplekse komponenter som CNC-bearbejdede fittings og ventiler til væskekøling kan små designjusteringer have en betydelig indvirkning. De kan eliminere behovet for specialværktøj eller sekundære operationer, hvilket direkte forbedrer effektiviteten og komponentkvaliteten.
Fra tegning til færdig del
Her er almindelige problemer, vi ser, og deres DFM-løsninger:
| Problematisk funktion | Optimeret DFM-specifikation |
|---|---|
| Skarpe indvendige hjørner | Generøse hjørneradier |
| Dybe, smalle boringer (L/D > 4:1) | Reduceret længde-til-diameter-forhold |
| Ikke-standard gevind | Regionsspecifikke standardgevind (NPT/BSP) |
| Tvetydige datums | Klart GD&T-rammeværk |

Hos PTSMAKE vejleder vi ofte kunder i design for fremstilling af ventilbearbejdning. Simple ændringer giver store fordele. For eksempel eliminerer undgåelse af dybe boringer med et længde-til-diameter-forhold over 4:1 behovet for dyr dybhulsboring (gundrilling). Dybere boringer fører ofte til øget Afbøjning af værktøj15, hvilket kan kompromittere hullets rethed og den samlede nøjagtighed.
Nøgleområder for optimering
Indvendige geometrier
Det er afgørende at specificere generøse hjørneradier i indvendige lommer. Skarpe hjørner kan ikke fræses og kræver gnistbearbejdning (EDM), en meget langsommere og dyrere proces. Design af porte, så de er tilgængelige fra standardværktøjsorienteringer, forenkler også opsætninger og reducerer bearbejdningstiden betydeligt.
Gevind og tolerancer
Brug af ikke-standard gevind til en specifik region, som f.eks. BSP i et USA-baseret projekt, kan forårsage forsinkelser i indkøb. Lige så vigtigt er klare datumdefinitioner for Geometrisk Dimensionering og Tolerancering (GD&T), som fjerner tvetydighed og sikrer, at dele konsekvent opfylder funktionelle krav.
| Valg af design | Konsekvenser for bearbejdning |
|---|---|
| Skarpt indvendigt hjørne | Kræver langsom, dyr EDM-proces |
| L/D-forhold > 4:1 | Kræver specialiserede dybhulsboreværktøjer |
| Tvetydig GD&T | Risiko for fejlfortolkning og kasserede dele |
| Standard portadgang | Muliggør hurtigere, mere stive opsætninger |
Ved at fokusere på DFM-principper som optimering af boredybder, brug af standardgevind og levering af klar GD&T, kan du skabe ventilhusstegninger, der er effektive at producere. Disse små justeringer fører til lavere omkostninger, hurtigere leveringstider og dele af højere kvalitet.
Almindelige bearbejdningsfejl i ventilhuse og hvordan man undgår dem
Ventilhuse, der anvendes i væskekølesystemer, skal være fejlfrie. Selv små fejl i disse CNC-bearbejdede fittings og ventiler kan forårsage lækager eller systemfejl. Vi ser ofte specifikke problemer, der kompromitterer ydeevnen, men med den rette tilgang er de fuldstændig forebyggelige.
Ikke-runde boringer
En primær bekymring er boringer, der ikke er perfekt cirkulære. Dette skyldes ofte en forkert opspændingsstrategi, hvor opspændingstrykket deformerer delen en smule under bearbejdningen. Når delen frigives, springer den tilbage og efterlader en ikke-rund boring, der kompromitterer tætningen.
Overfladefinish-fejl
Et andet almindeligt problem er rillemærker på kritiske tætningsflader. Disse små vibrationer, ofte forårsaget af afbrudte snit eller værktøjsustabilitet, skaber en ru overflade. Dette forhindrer en perfekt tætning, hvilket fører til lækager over tid og skaber store kvalitetsproblemer for CNC-ventiler.

At håndtere bearbejdningsfejl i ventilhuse kræver en systematisk proces. Det handler ikke kun om at løse ét problem; det handler om at opbygge en proces, der forudser og forhindrer dem. Vi fokuserer på at identificere årsagen, implementere præcis detektion og forfine bearbejdningsstrategien for langsigtet pålidelighed.
Almindelige fejl og løsninger
At forstå kilden til en defekt er det første skridt. For eksempel kan gevindfejl ofte spores tilbage til simpelt værktøjsslid, der ikke blev overvåget. Ligeledes bliver porøsitet i en støbt del først et problem, efter vi begynder at bearbejde den, hvilket afslører skjulte hulrum. Hver defekt har en specifik årsag og løsning.
| Defekt | Grundlæggende årsag | Detektionsmetode | Korrigerende handling |
|---|---|---|---|
| Ikke-runde boringer | Utilstrækkelig opspænding | CMM, Luftmåling | Redesigne opspænding, brug momentnøgler |
| Skravlemærker | Værktøjsvibration, afbrudte snit | Overfladeprofilometer | Juster hastigheder/tilspændinger, brug stift værktøj |
| Gevindfejl | Slid på værktøjet | Grænselære | Implementer styring af værktøjets levetid |
| Indvendige grater | Krydsboringsoperationer | Boreskopinspektion | Tilføj afgratningscyklus, brug specialværktøj |
| Porøsitet | Dårlig støbekvalitet | Visuel, Trykprøve | Forbedre støbeproces, sorter råemner |
| Dimensionsafvigelse | Termisk udvidelse, værktøjsslid | Undersøgelse undervejs | Implementer værktøjskompensation, styr kølemiddel |
Vi er også meget opmærksomme på dimensionsafvigelser under lange produktionsserier. Ændringer i maskintemperatur og gradvist værktøjsslid kan få emnedimensioner til langsomt at bevæge sig uden for specifikationerne. Dette kræver robust proceskontrol og ekspertise inden for Dimensionsmåling16 for at opretholde konsistens fra første til sidste emne.
Forebyggelse af ventilhusdefekter kræver en dyb forståelse af årsagerne, fra spændekræfter til termisk drift. Brug af præcise detektionsmetoder og proaktiv proceskontrol er afgørende for at sikre pålideligheden af CNC-bearbejdede fittings og ventiler til væskekølesystemer.
Fra prototype til produktion: Opskalering af ventilhusfremstilling
Skalering af et nyt ventilhusdesign fra en enkelt prototype til fuld produktion kræver en faseinddelt tilgang. Hver fase adresserer forskellige mål, fra validering af designet til optimering for omkostninger og repeterbarhed ved høje volumener. Denne rejse er afgørende for projektets succes.
Prototypingfasen (1-10 stykker)
Den indledende fase fokuserer på hastighed og designvalidering. Vi bruger typisk 5-aksede eller fræse-drejecentre til at bearbejde dele fra massivt stangmateriale. Dette muliggør hurtig iteration med leveringstider på 2-3 uger, hvilket muliggør hurtige justeringer baseret på testfeedback.
Pilot til Produktion (10-10.000+ stykker)
Efterhånden som volumen stiger, ændres strategien. Pilotkørslen introducerer produktionsklare opspændinger og optimerede værktøjsbaner. Fuld produktion kræver dedikeret emnefastholdelse, minimerede cyklustider og robuste kvalitetskontrolsystemer for at sikre konsistens på tværs af tusindvis af dele.

At bevæge sig ud over de indledende prototyper introducerer kritiske beslutninger om fremstillingsmetoder. Det rigtige valg påvirker direkte enhedsomkostninger, leveringstid og delkvalitet. At forstå disse afvejninger er nøglen til effektiv skalering for produkter som CNC-bearbejdede fittings og ventiler til væskekøling.
Valg af den rette vej
En primær overvejelse er overgangen fra bearbejdning fra massivt materiale til investeringsstøbning. Ved lavere volumener er bearbejdning fra stangmateriale hurtigere og undgår høje værktøjsomkostninger. Når mængderne overstiger et par tusinde enheder, opvejes den indledende omkostning til støbeværktøj af lavere materialespild og reduceret bearbejdningstid.
| Volumenområde | Primær metode | Vigtig fordel |
|---|---|---|
| 1-100 stk | Fuldt bearbejdet fra massivt materiale | Hastighed, ingen værktøjsomkostninger |
| 100-2.000 stk | Optimeret bearbejdning | Reduceret cyklustid |
| 2.000-10.000+ stk | Investeringsstøbning + bearbejdning | Lavere enhedsomkostning |
Ved ekstremt høje volumener evaluerer vi flerspindlet automation for yderligere at reducere cyklustider. Kvalitetssikring modnes også fra førstestyksinspektion i pilotfasen til at bruge Statistisk proceskontrol17 under fuld produktion, hvilket hjælper os med at overvåge og kontrollere fremstillingsprocessen i realtid.
Succesfuld skalering af ventilhusfremstilling afhænger af en strategisk overgang fra fleksibel prototyping til optimeret masseproduktion. Valg af de rigtige processer, som støbning eller automation, og implementering af robuste kvalitetskontroller er afgørende for at opnå omkostningseffektivitet og konsistens ved høje volumener.
Lovgivningsmæssige og industristandarder for køleventiler til datacentre
Inden for væskekøling i datacentre er standarder ikke blot anbefalinger; de er grundlaget for pålidelighed og interoperabilitet. Overholdelse af dem sikrer, at hver komponent, især CNC-bearbejdede fittings og ventiler til væskekøling, fungerer som forventet under krævende forhold. Denne ramme forhindrer dyre fejl og sikrer systemkompatibilitet.
Vigtige styrende organer
Flere organisationer udgiver standarder, der er afgørende for ventilfremstilling. Grupper som ASME, ANSI og Open Compute Project (OCP) leverer de specifikke retningslinjer, vi følger. Disse regler dikterer alt fra materialestyrke til de præcise dimensioner af en tilslutningsport, hvilket direkte påvirker bearbejdningsprocessen.
Hvorfor standarder er vigtige
Overholdelse af disse standarder garanterer, at en ventil kan håndtere systemets tryk og temperatur, forbindes problemfrit med andre komponenter og fungerer sikkert. For producenter som os hos PTSMAKE betyder dette at omsætte komplekse specifikationer til præcise fysiske dele, som vores kunder fuldt ud kan stole på.

At forstå landskabet af ventilstandarder for datacentre kræver en skelnen mellem obligatoriske regler og industriens bedste praksis. Denne skelnen styrer vores fremstillingsmetode og sikrer både overholdelse og ydeevne for missionskritiske komponenter.
Obligatoriske vs. anbefalede standarder
Sikkerhedscertificeringer som UL 1995 er ofte obligatoriske for elektronisk udstyr, herunder kølesystemer. I modsætning hertil betragtes standarder fra ASHRAE TC 9.9 eller OCP typisk som industridrevne bedste praksis. Store datacenteroperatører kræver dog ofte OCP-overholdelse for interoperabilitet, hvilket gør det til et de facto-krav for leverandører.
Indvirkning på bearbejdningskrav
Disse standarder har en direkte og betydelig indvirkning på fremstillingsprocesserne. For eksempel definerer ANSI/FCI 70-2 ventilssædelækageklasser. At opnå en klasse VI-lukning kræver ekstremt snævre tolerancer på bearbejdede overflader, noget vi fokuserer intenst på. OCP-standarder for rack-interfaces specificerer nøjagtige dimensioner for UQD/BMQC-koblinger. Hver portplacering, gevindstørrelse og overflade skal overholde en specifik Dato18 for at sikre en perfekt pasform på tværs af forskellige leverandørers udstyr.
Følgende tabel opsummerer vigtige standarder:
| Standard | Fokusområde | Konsekvenser for bearbejdning |
|---|---|---|
| ASME B16.34 | Ventil tryk-temperatur-klassificeringer | Specificerer krav til materialestyrke og vægtykkelse. |
| ANSI/FCI 70-2 | Lækage ved reguleringsventilens sæde | Dikterer overfladefinish og tolerance for tætningsflader. |
| OCP V3 UQS | Rack- og manifoldgrænseflader | Definerer præcise dimensioner, portplaceringer og gevindstørrelser. |
| UL 1995 | Sikkerhed for køleudstyr | Styrer materialevalg og design for elektrisk sikkerhed. |
Endelig er et robust kvalitetssystem som ISO 9001 essentielt. Det giver rammerne for at sikre, at vi konsekvent kan producere dele, der opfylder alle disse krævende specifikationer.
Overholdelse af standarder som ASME, ANSI og OCP er afgørende for sikkerheden og pålideligheden af datacenters kølesystemer. Disse regler påvirker direkte kravene til præcisionsbearbejdning og sikrer, at hver ventil og fitting fungerer fejlfrit og integreres problemfrit i infrastrukturen.

Opdag hvordan denne overfladekvalitet optimerer væskestrømmen og forbedrer effektiviteten af højtydende kølesystemer. ↩
Forståelse af dette fænomen hjælper med at forhindre ventilskader og sikrer langsigtet systemstabilitet i applikationer med høj flow. ↩
Forstå, hvordan denne elektrokemiske proces nedbryder komponenter, og lær effektive forebyggelsesstrategier for systemer med blandede metaller. ↩
Forstå, hvordan denne geometriske tolerance er afgørende for tætningsydelsen under højt tryk. ↩
Forstå, hvordan dette statiske friktionsfænomen påvirker præcisionsvæskekontrolsystemer og komponenters levetid. ↩
Udforsk, hvordan denne geometriske tolerance sikrer perfekt justering og forhindrer lækager i højtydende væskesystemer. ↩
Forståelse af hysterese hjælper med at optimere ventilens genlukningsydelse og systemeffektivitet. ↩
Lær, hvordan denne styringsteknologi muliggør ultrapræcis værktøjsbevægelse i kompleks 5-akset bearbejdning. ↩
Lær, hvordan denne proces forbedrer materialegenskaberne for højtydende ventilkomponenter. ↩
Forståelse af denne kerne-CNC-bevægelse hjælper med at specificere avancerede bearbejdningsoperationer for overlegen gevindkvalitet. ↩
Udforsk, hvordan tribologi hjælper med at skabe holdbare, lækagefri metal-til-metal-tætninger ved at håndtere mikroskopisk friktion og slid. ↩
Forstå, hvordan denne metode giver den højeste følsomhed til at detektere mikroskopiske lækager i kritiske forseglede systemer. ↩
Lær, hvordan dette værktøj muliggør ikke-destruktiv visuel inspektion af kritiske, svært tilgængelige interne funktioner. ↩
Forstå, hvordan denne ensartede belægningsproces beskytter komplekse interne geometrier i præcisionsvæskekontrolkomponenter. ↩
Forståelse af værktøjsafbøjning hjælper med at forudsige og forhindre dimensionelle unøjagtigheder, især for dybe eller tyndvæggede funktioner. ↩
Udforsk, hvordan videnskaben om måling sikrer delenes overensstemmelse og kvalitet i fremstillingen. ↩
Forstå, hvordan denne datadrevne metode sikrer ensartet kvalitet i højvolumenfremstilling. ↩
Forståelse af en datums rolle er afgørende for at opnå de præcise geometriske tolerancer, der kræves i højtydende komponenter. ↩






