

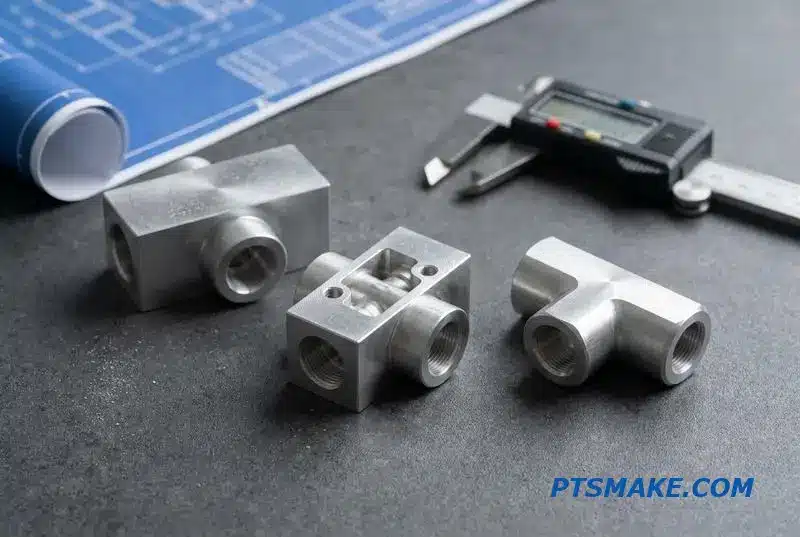
L'approvisionnement en corps de vanne usinés CNC pour le refroidissement liquide qui réussissent les tests d'étanchéité du premier coup est plus difficile qu'il n'y paraît. Un problème d'ovalisation sur un alésage de bille, une bavure dans un orifice percé transversalement, et l'ensemble de votre assemblage de CDU est compromis.
Les corps de vanne de refroidissement liquide nécessitent un usinage CNC avec des tolérances d'alésage de ±0,05 mm, des états de surface de siège jusqu'à Ra 0,2 µm, et des tests d'étanchéité complets à 1,5 fois la pression nominale. Le choix du matériau (316L, laiton, 6061-T6) dépend de la chimie du liquide de refroidissement et du couplage galvanique.

Dans ce guide, je vous présenterai les matériaux, les tolérances, les états de surface et les méthodes de test que j'utilise chez PTSMAKE lors de l'usinage de corps de vanne pour les boucles de refroidissement des centres de données. Chaque section vous donne les spécifications et les décisions qui garantissent la fiabilité des pièces.
Pourquoi les vannes de refroidissement liquide dépendent de l'usinage CNC de précision
Le marché des vannes de refroidissement liquide pour centres de données connaît une croissance rapide, avec une expansion significative prévue d'ici 2032. Cette croissance met en lumière un fait crucial : chaque vanne de ces systèmes repose sur une base fabriquée avec précision. Le corps de vanne est cette base, fabriquée presque exclusivement par usinage CNC.
Le cœur invisible de la fiabilité
Chaque vanne à bille, clapet anti-retour ou soupape de décharge contient un corps avec des passages internes complexes et des surfaces d'étanchéité. Ces caractéristiques doivent être usinées avec des tolérances incroyablement serrées. Toute déviation peut entraîner des fuites, qui sont catastrophiques dans un environnement de centre de données. Un fonctionnement fiable et à long terme est impossible sans cette précision.
Exigences d'usinage clés
Différentes vannes nécessitent des objectifs d'usinage spécifiques pour fonctionner correctement. Une légère erreur de fabrication se traduit directement par une défaillance du système.
| Type de vanne | Objectif d'usinage principal | Conséquence de l'échec |
|---|---|---|
| Vanne à bille | Surfaces d'étanchéité sphériques | Fuite catastrophique |
| Clapet anti-retour | Géométrie interne du siège | Refoulement, Dommages au système |
| Soupape de décharge | Siège de ressort et orifice | Surpression |
C'est pourquoi les raccords et vannes usinés CNC pour le refroidissement liquide sont la norme de l'industrie ; aucun autre procédé n'offre ce niveau de contrôle.

Le succès d'un corps de vanne usiné CNC va au-delà du simple maintien de tolérances strictes. L'approche de fabrication complète, du choix du matériau au traitement de surface final, joue un rôle crucial dans les performances et la durée de vie de la vanne. C'est un processus d'équilibrage de multiples exigences d'ingénierie.
Considérations de fabrication critiques
Le choix du bon matériau est la première décision majeure. Le laiton offre une excellente usinabilité et un bon rapport coût-efficacité pour les applications générales. Pour les systèmes avec des liquides de refroidissement agressifs, l'acier inoxydable offre une résistance supérieure à la corrosion. L'aluminium est souvent choisi pour sa légèreté et son excellente conductivité thermique.
| Matériau | Avantage principal | Candidature commune |
|---|---|---|
| Laiton (C360) | Rentable, Bonne usinabilité | Refroidissement à usage général |
| Acier inoxydable (316) | Résistance supérieure à la corrosion | Fluides de haute pureté/agressifs |
| Aluminium (6061) | Léger, haute conductivité thermique | Systèmes critiques en termes de performances |
Finition de surface : Plus que de l'esthétique
La finition de surface à l'intérieur du corps de vanne affecte directement la dynamique des fluides. Une surface plus lisse réduit la turbulence et la chute de pression, améliorant l'efficacité globale de la boucle de refroidissement. Atteindre une finition quasi-Isotrope1 parfaite au sein de géométries internes complexes est un défi qui distingue la fabrication experte de vannes de refroidissement liquide.
La croissance du refroidissement liquide exerce une pression immense sur la qualité des composants. L'usinage CNC de précision est la technologie fondamentale garantissant que les corps de vanne sont fiables et étanches. Maîtriser la sélection des matériaux, les tolérances serrées et les finitions de surface avancées est essentiel pour répondre aux exigences des systèmes haute performance modernes.
Le corps de vanne dans un système de refroidissement liquide : Où il s'insère et ce qu'il fait
Le corps de vanne est le héros méconnu de tout système de refroidissement liquide. Il agit comme un contrôleur de trafic pour le liquide de refroidissement, garantissant qu'il circule précisément là où c'est nécessaire. Sans un corps de vanne correctement conçu et usiné, l'efficacité et la fiabilité de l'ensemble du système s'effondreraient.
Rôles critiques d'un corps de vanne
Différentes vannes accomplissent des tâches distinctes, du simple contrôle marche/arrêt à la modulation complexe du débit. Le corps abrite ces mécanismes et doit résister à des fluctuations constantes de pression et de température. Cela rend la fabrication de haute qualité essentielle pour la performance.
Aperçu des fonctions principales
| Type de vanne | Fonction principale | Emplacement typique |
|---|---|---|
| Vanne à bille | Isolation Marche/Arrêt | Entrée CDU, Collecteur de Rack |
| Vanne proportionnelle | Modulation de débit | Vers les plaques froides |
| Clapet anti-retour | Prévention du reflux | Lignes de liquide de refroidissement parallèles |
| Soupape de décharge | Sécurité contre la surpression | Point culminant du système |
Comprendre ces rôles est la première étape pour apprécier l'ingénierie complexe derrière ces composants critiques. Le processus de fabrication doit être impeccable.
Cartographie des vannes dans une boucle de refroidissement
Dans une boucle de refroidissement liquide de centre de données, des vannes spécifiques sont placées stratégiquement. Les vannes à bille, par exemple, sont utilisées aux entrées de l'unité de distribution de liquide de refroidissement (CDU) et aux connexions de rack. Leur rôle est simple : fournir un moyen fiable d'isoler des sections pour la maintenance sans vidanger l'ensemble du système.
Gestion de précision du débit
Les vannes de régulation proportionnelles sont plus sophistiquées. Elles sont placées juste avant les plaques froides individuelles, modulant le débit de liquide de refroidissement en fonction de la charge thermique en temps réel des processeurs. Cela garantit que chaque composant reçoit le refroidissement exact dont il a besoin sans gaspiller d'énergie de pompage. Les clapets anti-retour sont souvent placés dans des branches parallèles pour empêcher le reflux.
Défis d'usinage partagés
Bien que leurs fonctions varient, les exigences de fabrication de ces corps de vanne se chevauchent considérablement. L'intégrité de l'ensemble du système de refroidissement dépend de la précision de ces pièces. Des problèmes tels que Cavitation2 peuvent découler de géométries internes mal conçues.
De la fonction à la fabrication
Chaque corps de vanne, quel que soit son type, présente des défis similaires qui nécessitent un usinage CNC expert. Ces défis sont fondamentaux pour créer des raccords et des vannes usinés CNC fiables pour le refroidissement liquide.
| Processus d'usinage | Exigence critique | Impact sur les performances |
|---|---|---|
| Perçage des orifices internes | Passages lisses et précis | Prévient les chutes de pression et la turbulence |
| Finition des surfaces d'étanchéité | Très faible rugosité de surface | Assure une étanchéité parfaite avec les joints |
| Filetage | Pas et profondeur précis | Garantit des connexions sûres et sans fuite |
| Essais sous pression | Vérification de l'intégrité des matériaux | Confirme que le corps peut supporter la pression du système |
Chez PTSMAKE, nous nous concentrons sur la maîtrise de ces processus pour fournir des composants qui répondent aux normes les plus élevées en matière de performance et de fiabilité.
Les corps de vanne remplissent divers rôles, de la simple isolation au contrôle précis du débit. Cependant, ils partagent tous des exigences de fabrication communes et exigeantes. La précision dans les orifices, les surfaces d'étanchéité et le filetage est absolument essentielle pour l'intégrité du système et la prévention des fuites dans toute application de refroidissement haute performance.
Sélection des matériaux pour les corps de vanne de refroidissement liquide
Le choix du bon matériau pour les corps de vanne de refroidissement liquide est essentiel. Cette décision a un impact direct sur la fiabilité, la longévité et le coût global du système. Un mauvais choix peut entraîner des fuites, de la corrosion et une défaillance prématurée, compromettant l'ensemble de la boucle de refroidissement. Nous devons équilibrer soigneusement trois facteurs clés.
Facteurs clés de décision
La compatibilité avec le liquide de refroidissement, la résistance à la corrosion et l'usinabilité sont les principales considérations. Chaque matériau offre une combinaison unique de ces propriétés. Par exemple, un alliage très résistant à la corrosion peut être difficile à usiner, augmentant le coût de vos raccords et vannes usinés CNC pour le refroidissement liquide.
Compromis des matériaux en un coup d'œil
Comprendre les compromis de base est un bon point de départ. Mon équipe chez PTSMAKE utilise souvent une comparaison simple pour aider les clients à visualiser comment ces facteurs interagissent.
| Matériau | Résistance à la corrosion | Usinabilité | Coût relatif |
|---|---|---|---|
| Acier inoxydable 316L | Excellent | Juste | Haut |
| Acier inoxydable 303 | Bon | Bon | Moyen |
| Laiton C36000 | Juste | Excellent | Faible |
| Aluminium 6061-T6 | Médiocre (nécessite un revêtement) | Bon | Faible |

En approfondissant la sélection des matériaux pour les corps de vanne, la nuance spécifique du métal devient essentielle. Chaque alliage possède des caractéristiques distinctes qui le rendent adapté à certaines applications. Il ne s'agit pas seulement de choisir l'acier inoxydable ; il s'agit de choisir le bon acier inoxydable.
Options en acier inoxydable
Acier inoxydable 316L
Pour les boucles eau-glycol, je recommande souvent l'acier inoxydable 316L. Sa résistance à la corrosion est excellente, ce qui est vital pour l'intégrité du système. Cependant, il durcit à l'écrouissage pendant l'usinage, nous devons donc utiliser des outils tranchants et des vitesses d'avance contrôlées pour atteindre la précision requise sans augmenter les coûts.
Acier inoxydable 303
Si l'application est moins critique, l'acier inoxydable 303 offre un bon équilibre. Il est beaucoup plus facile à usiner que le 316L, ce qui peut réduire le coût des pièces. Cependant, sa résistance à la corrosion est plus faible, le rendant moins idéal pour les liquides de refroidissement agressifs ou les environnements exigeants.
Considérations sur le laiton et l'aluminium
Le laiton C36000 s'usine magnifiquement et est rentable pour les systèmes à basse pression. Le principal inconvénient est le risque de corrosion galvanique3 lorsqu'il est en contact avec des composants en aluminium comme les plaques froides. C'est un point de défaillance courant que j'ai observé dans les boucles à métaux mixtes mal conçues.
L'aluminium 6061-T6 est léger et abordable, ce qui en fait une excellente option pour les composants côté CDU. Il nécessite un revêtement protecteur, tel qu'une anodisation dure, pour prévenir la corrosion. Pour les boucles à métaux mixtes, le placage au nickel autocatalytique offre une excellente protection pour les pièces en acier inoxydable ou en cuivre.
Choisir le bon matériau est un équilibre entre performance, usinabilité et coût. L'acier inoxydable offre une résistance supérieure à la corrosion, tandis que le laiton offre une excellente usinabilité. Chaque choix a des conséquences directes sur la fiabilité et le budget du produit final, ce qui en fait une décision critique dans toute conception de refroidissement liquide.
Usinage du corps de vanne à bille : La vanne de refroidissement la plus courante
La précision dans l'usinage CNC du corps de vanne à boisseau sphérique est non négociable. Le processus se concentre sur la création d'un logement parfait pour la bille et les sièges. Toute déviation peut compromettre l'ensemble du système de refroidissement liquide. Les caractéristiques clés nécessitent des opérations d'usinage distinctes, chacune avec ses propres tolérances critiques.
Caractéristiques usinées principales
L'alésage principal, qui loge la bille, est l'élément le plus critique. Nous usinons également des raccords d'extrémité précis, tels que des filetages NPT ou BSPP, pour l'intégration du système. De plus, le trou de la tige et toutes les faces de bride doivent être parfaitement alignés.
Tolérances typiques
D'après nos tests, le maintien de tolérances strictes est essentiel pour la performance. Voici quelques spécifications courantes avec lesquelles nous travaillons chez PTSMAKE pour les raccords et vannes usinés CNC pour le refroidissement liquide.
| Fonctionnalité | Tolérance typique | Fonction critique |
|---|---|---|
| Diamètre de l'alésage principal | ±0,05 mm | Étanchéité et rotation de la bille |
| Filetages de raccordement d'extrémité | Classe 2A/2B | Connexion étanche |
| Position du trou de la tige | ±0,1 mm | Alignement de l'actionneur |
| Planéité de la face d'étanchéité | 0,02 mm | Étanchéité du joint |

Le défi le plus important dans la fabrication des vannes à boisseau sphérique en acier inoxydable est de maintenir la géométrie sphérique de l'alésage principal. Toute ovalisation, même microscopique, crée un chemin de fuite. C'est pourquoi le mécanisme d'étanchéité bille-siège dépend entièrement de l'intégrité géométrique de l'alésage.
Stratégies d'usinage
Deux stratégies principales existent : une approche à deux montages ou un processus à montage unique. La méthode à deux montages implique l'usinage de l'alésage et d'une extrémité, puis un nouveau bridage pour compléter l'extrémité opposée. Bien que courante, elle risque d'introduire des erreurs d'alignement entre les montages.
Chez PTSMAKE, nous préférons souvent un montage unique sur un tour multi-axes avec outils motorisés. Cette méthode usine toutes les caractéristiques en un seul serrage, assurant une qualité supérieure Concentricité4 entre toutes les caractéristiques. Ceci est crucial pour les applications haute performance.
Considérations sur le matériau et la finition
Le choix du matériau dépend de l'application. Nous utilisons généralement de l'acier inoxydable 316L pour les composants en contact avec le liquide de refroidissement en raison de sa résistance à la corrosion. Pour les pièces côté installation, le laiton est une alternative économique. Une finition de surface de Ra 0,8 µm est standard sur les faces d'étanchéité pour assurer une étanchéité fiable.
| Aspect | Spécifications | Raison d'être |
|---|---|---|
| Matériau (Côté liquide de refroidissement) | Acier inoxydable 316L | Résistance à la corrosion |
| Matériau (Côté installation) | Laiton (par exemple, C360) | Rapport coût-efficacité |
| Finition de surface d'étanchéité | Ra 0,8 µm | Prévient les micro-fuites |
L'usinage CNC réussi d'un corps de vanne à boisseau sphérique repose sur une géométrie d'alésage précise, un bridage stratégique et une sélection appropriée des matériaux. L'obtention de tolérances serrées, en particulier la concentricité, est essentielle pour prévenir les fuites et assurer des performances fiables dans les applications exigeantes de refroidissement liquide.
Corps de vanne de régulation proportionnelle : Passages internes et orifices
Les vannes de régulation proportionnelles comptent parmi les composants les plus complexes des systèmes de refroidissement liquide. Leur but est la modulation dynamique du débit, ce qui nécessite un portage interne incroyablement complexe. Il ne s'agit pas seulement de percer des trous ; il s'agit de créer des chemins précis pour le fluide.
Caractéristiques internes clés
Les orifices d'entrée et de sortie doivent être usinés selon des angles spécifiques. À l'intérieur, les bords de dosage sont soigneusement façonnés pour contrôler les débits avec une grande précision. L'ensemble de la conception est conçu pour des performances précises et une fiabilité à long terme dans des applications exigeantes.
L'alésage du tiroir
Le jeu entre le tiroir et son alésage est essentiel au bon fonctionnement. Nous usinons ces caractéristiques pour un ajustement serré H6/g6, garantissant une action douce et réactive sans fuite.
| Fonctionnalité | Tolérance standard | Impact de l'usinage |
|---|---|---|
| Diamètre de l'alésage du tiroir | ±0,01mm | Nécessite un alésage/rodage de précision |
| Angle de l'orifice | ±0,5 degrés | Nécessite une capacité CNC multi-axes |
| Bord de dosage | Tranchant, sans bavure | Exige des outils d'ébavurage spécialisés |

Usinage de géométries complexes
Le processus de fabrication CNC de corps de vanne de régulation à partir d'un bloc solide est un défi de taille. Il implique bien plus qu'un simple fraisage. Le perçage transversal pour les intersections de ports doit être parfaitement aligné afin d'éviter les perturbations de flux et les chutes de pression.
Ébavurage et finition de surface
Toute bavure laissée sur les bords internes après le perçage peut créer des turbulences et affecter le flux. Nous utilisons un ébavurage avancé pour assurer une dynamique des fluides fluide. L'alésage du tiroir nécessite une finition de surface fine, typiquement Ra 0,4 µm, pour prévenir le collage5 et l'usure prématurée, garantissant une réponse instantanée de la vanne.
Approches de fabrication
L'usinage de corps de vanne proportionnelle offre deux voies principales. L'usinage à partir d'une billette solide offre une intégrité et une résistance supérieures du matériau. En revanche, la fonderie à cire perdue suivie d'un usinage de finition peut réduire les coûts initiaux mais peut présenter des risques de défauts matériels comme la porosité.
| Méthode | Avantages | Inconvénients |
|---|---|---|
| Usiné à partir d'un bloc solide | Haute résistance, pas de porosité | Plus de déchets de matière, temps de cycle plus long |
| Moulage à la cire perdue | Moins de déchets de matière, forme quasi-nette | Porosité potentielle, nécessite un usinage secondaire |
Chez PTSMAKE, nos centres d'usinage 4 et 5 axes sont idéaux pour créer ces corps complexes multi-ports directement à partir de matériaux solides.
La fabrication de corps de vannes de régulation proportionnelles exige des capacités CNC avancées. La précision est essentielle pour les orifices internes, les tolérances serrées et les finitions de surface supérieures. La bonne approche – qu'elle soit usinée à partir d'un bloc solide ou moulée – a un impact direct sur les performances et la fiabilité de la vanne dans les systèmes de refroidissement liquide critiques.
Corps de clapet anti-retour : Rétention du ressort et géométrie du siège
Dans le refroidissement liquide, les clapets anti-retour sont essentiels pour empêcher le reflux lorsqu'une pompe s'arrête. Le corps est la fondation. Son usinage exige une grande précision pour des caractéristiques telles que l'alésage interne, qui guide le clapet, et le siège de la vanne.
Caractéristiques d'usinage clés
Le siège de soupape est l'élément le plus critique. Il s'agit souvent d'un chanfrein à 45 degrés usiné directement dans le corps ou d'une poche conçue pour un insert de siège souple. Des caractéristiques précises de rétention du ressort sont également usinées pour contrôler de manière fiable la pression d'ouverture de la soupape.
Comparaison de la géométrie des sièges
Ce tableau présente les types de sièges courants que nous usinons pour les raccords et vannes usinés CNC pour le refroidissement liquide.
| Type de siège | Matériau | Avantage principal | Candidature commune |
|---|---|---|---|
| Siège chanfreiné | Identique au corps (ex: 316L) | Durabilité | Systèmes à haute pression |
| Insert de siège souple | PEEK / PTFE | Etanchéité supérieure | Basse pression, étanchéité critique |
Le principal défi dans l'usinage CNC du corps de clapet anti-retour est la concentricité entre le siège de soupape et l'alésage interne. Si ces deux caractéristiques ne sont pas parfaitement alignées, le clapet ou le disque ne scellera pas correctement, entraînant des fuites et une défaillance du système.
Assurer l'intégrité de l'étanchéité
Nous maintenons constamment une tolérance de ±0,05 mm Faux-rond total6 (TIR) entre le siège et l'alésage. Ce n'est pas seulement un chiffre ; c'est une exigence pour une performance fiable. Tout écart au-delà de cette limite peut entraîner une usure inégale et compromettre l'étanchéité, une défaillance critique dans le refroidissement liquide pour les composants électroniques sensibles.
Synergie Matériau et Usinage
Pour le corps, l'acier inoxydable 316L est un choix courant en raison de sa résistance à la corrosion. Lorsqu'une conception exige un siège souple, nous usinons une poche précise pour un insert en PEEK ou PTFE. Le contrôle de la profondeur de la poche du ressort est tout aussi important, car il influence directement la force requise pour ouvrir la soupape.
| Paramètres | Spécifications | Méthode de vérification |
|---|---|---|
| Concentricité Siège-Alésage | ±0.05mm TIR | Scan de sonde CMM |
| Profondeur de logement de ressort | ±0,1 mm | Jauge de profondeur numérique |
| Finition de surface d'étanchéité | Ra 0.8 µm ou mieux | Profilomètre de surface |
Chez PTSMAKE, nous utilisons la vérification CMM sur chaque lot pour garantir cette concentricité. Cet engagement envers la précision d'usinage des clapets anti-retour prévient les pannes coûteuses sur le terrain pour nos clients.
En fin de compte, le bon fonctionnement d'un clapet anti-retour dépend de l'usinage précis de son corps. La concentricité entre le siège et l'alésage, associée à une sélection et une vérification appropriées des matériaux, assure une prévention fiable du reflux dans les applications exigeantes de refroidissement liquide.
Corps de soupape de décharge de pression : Filetage, angle du siège et précision de la pression de réglage
La performance d'une soupape de décharge (PRV) est définie par la précision d'usinage de son corps. La géométrie interne, en particulier le siège de la soupape, contrôle directement la précision de la pression de réglage. Même des déviations mineures peuvent entraîner une défaillance catastrophique ou des fuites persistantes et coûteuses dans un système.
Géométries usinées clés
Le corps de la soupape contient plusieurs caractéristiques critiques. Celles-ci incluent la buse ou le siège, la chambre du ressort, les filetages de la vis de réglage et l'orifice de sortie. Chaque élément doit être usiné selon des spécifications strictes pour fonctionner de concert, assurant un fonctionnement fiable et répétable de la soupape sous pression.
Du plan à la performance
La relation entre le plan et la performance du produit final est directe. Par exemple, l'angle et la finition de surface du siège déterminent l'efficacité avec laquelle la soupape se ferme et s'ouvre à la pression de réglage précise. C'est un jeu de microns.
| Fonctionnalité | Focus sur l'usinage |
|---|---|
| Siège de soupape | Angle, largeur et finition de surface |
| Chambre du ressort | Diamètre interne et profondeur |
| Filetages de réglage | Diamètre de pas et classe de filetage |
| Orifice de sortie | Concentricité et diamètre de l'alésage |

Lorsque nous abordons l'usinage CNC du corps de soupape de décharge, nous traitons les tolérances comme des règles absolues, et non comme des lignes directrices. Le lien entre la précision d'usinage et la répétabilité de la pression de réglage est indissociable. Une géométrie ou un état de surface médiocre est la cause principale d'un déclenchement prématuré ou d'une fuite lente du siège.
Tolérances et finitions critiques
Pour les sièges métal sur métal nécessitant une étanchéité parfaite, un état de surface de Ra 0,2 µm est souvent nécessaire. D'après nos tests, toute rugosité supérieure introduit un chemin de fuite. La tolérance de largeur du siège est généralement maintenue à ±0,025 mm pour garantir que la force du ressort est appliquée de manière constante.
Le rôle des filetages et de la concentricité
Les filetages de la vis de réglage, généralement un ajustement de classe 2A/2B, permettent un réglage fin de la pression de consigne. Une géométrie de filetage médiocre peut introduire des frottements ou du jeu, rendant un réglage précis impossible. Tout aussi importante est la concentricité entre le siège et l'alésage de guidage, qui empêche une charge inégale et une usure prématurée. Un mauvais contrôle ici peut augmenter les performances Hystérésis7.
Ces principes sont particulièrement critiques dans des systèmes tels que Raccords et vannes usinés CNC pour le refroidissement liquide, où la fiabilité est primordiale.
L'obtention d'une pression de réglage précise et d'une étanchéité parfaite dans une soupape de décharge dépend entièrement de l'usinage CNC du corps de la soupape. Les facteurs clés incluent la géométrie du siège, l'état de surface (Ra 0,2 µm) et des tolérances strictes sur des caractéristiques telles que les filetages et la concentricité de l'alésage.
Usinage CNC multi-axes pour les géométries complexes de corps de vanne
Le choix entre l'usinage 3 axes et 5 axes est une étape critique. Pour les corps de vannes complexes, en particulier ceux des systèmes de refroidissement liquide, l'usinage multiaxe devient souvent une nécessité, et non un luxe. Il permet de créer des caractéristiques complexes en une seule configuration.
Quand l'usinage 5 axes est-il essentiel ?
Pour les composants avec des orifices sur plusieurs faces non orthogonales, l'usinage 5 axes est le grand gagnant. Cette approche, que nous utilisons fréquemment chez PTSMAKE, simplifie le processus pour les pièces nécessitant des contre-dépouilles ou des opérations de face arrière impossibles à atteindre avec une machine 3 axes en un seul serrage.
Facteurs clés de décision
| Complexité des caractéristiques | Approche à 3 axes | Solution 5 axes |
|---|---|---|
| Orifices à angle composé | Multiples montages complexes | Un seul montage, plus grande précision |
| Contre-dépouilles/Usinage de face arrière | Outillage spécial, montages multiples | Accès direct à l'usinage |
| Haute concentricité | Risque d'accumulation de tolérances | Maintenu en une seule opération |
La stratégie d'usinage "en un seul coup"
L'avantage principal de l'usinage CNC 5 axes de corps de vanne est la stratégie "en un seul coup". Réaliser une pièce en un seul montage réduit drastiquement le risque d'erreurs introduites par le repositionnement. Ceci est vital pour maintenir des tolérances serrées entre les caractéristiques sur différentes faces de la pièce.
Nous avons constaté que pour les raccords et vannes usinés CNC pour le refroidissement liquide avec quatre orifices angulaires ou plus, cette approche est plus rentable. Le coût horaire plus élevé de la machine est compensé par l'élimination du besoin de multiples montages personnalisés et des coûts de main-d'œuvre associés pour les réglages.
Comparaison des approches de fabrication
Choisir le bon processus a un impact direct sur le coût final et la qualité. C'est un compromis entre le temps machine, la main-d'œuvre et l'investissement en outillage.
Répartition des coûts et du temps
La fabrication de vannes par usinage multiaxe nécessite une analyse plus approfondie que la simple comparaison des taux horaires machine. Après avoir examiné plusieurs projets, nos données révèlent une tendance claire.
| Métrique | 3 axes + Montages multiples | 5 axes, une seule configuration |
|---|---|---|
| Durée du cycle | Plus élevé (inclut le temps de configuration) | Plus faible (usinage continu) |
| Précision | Plus faible (accumulation de tolérances) | Plus élevé (un seul cadre de référence) |
| Coût de la fixation | Élevé (multiples montages personnalisés) | Minimal (étau/mandrin standard) |
| Coût du travail | Élevé (multiples configurations) | Plus faible (moins d'intervention de l'opérateur) |
L'utilisation de fonctions avancées comme Contrôle du point central de l'outil (TCPC)8 sur nos machines 5 axes permet à la pointe de l'outil de suivre une trajectoire programmée, quelle que soit la longueur de l'outil ou les mouvements des axes rotatifs de la machine. Cela garantit une précision supérieure sur les surfaces courbes complexes et les trous angulaires.
L'usinage multiaxe est essentiel pour les corps de vannes complexes, améliorant la précision et réduisant les coûts totaux du projet. En minimisant les configurations grâce à une stratégie de "frappe unique", il compense le taux horaire plus élevé, livrant au final une pièce supérieure et plus économique.
Tournage de type suisse pour les petits composants de vanne : Noyaux de vanne et inserts
Pourquoi le tournage suisse pour les pièces de vannes complexes ?
Pour les petits composants de valve complexes, les tours conventionnels sont souvent insuffisants. Des pièces comme les tiges de valve et les obturateurs exigent un niveau de précision difficile à atteindre lorsque la déflexion de la pièce devient un problème. C'est là que le tournage de type suisse nous offre un avantage distinct chez PTSMAKE.
Le tournage CNC suisse de pièces de valve est idéal pour les composants d'un diamètre de 3 mm à 20 mm et d'une longueur allant jusqu'à 200 mm. En supportant la matière directement au niveau de l'outil de coupe, la machine minimise les vibrations et la déflexion, assurant une rectitude et une concentricité exceptionnelles sur les pièces longues et minces.
Composants Clés Que Nous Usinons
L'usinage de précision des inserts de valve est une partie essentielle de notre travail. Nous traitons divers composants secondaires, chacun avec ses propres défis uniques. Le tournage suisse nous permet de répondre constamment à ces exigences pour des applications telles que les raccords et les valves usinés CNC pour le refroidissement liquide.
| Composant | Défi d'Usinage Courant |
|---|---|
| Tiges de Valve | Maintien de la rectitude sur de longues longueurs |
| Obturateurs | Obtention de finitions de surface d'étanchéité critiques |
| Broches de Dosage | Précision du cône et géométrie de la pointe fine |
| Inserts de Siège | Concentricité entre l'alésage et le siège |

L'Avantage Technique de l'Usinage Suisse
La supériorité des machines de type suisse pour ces pièces repose sur trois caractéristiques clés. Ces technologies nous permettent d'usiner un composant entièrement en une seule configuration, ce qui est crucial pour la précision et l'efficacité dans la production de pièces pour les systèmes de refroidissement liquide.
Douille de guidage pour la stabilité
La douille de guidage est la pierre angulaire du tournage suisse. Elle offre un support rigide à la pièce juste à côté des outils de coupe. Cette configuration élimine pratiquement la déflexion sur les pièces longues et minces, assurant des diamètres uniformes et des états de surface supérieurs d'un bout à l'autre.
Contre-broche pour un usinage complet
Une fois que la broche principale a terminé ses opérations, la contre-broche prend la pièce. Cela nous permet d'usiner l'extrémité arrière sans intervention manuelle. Ce processus garantit une excellente concentricité entre les caractéristiques situées aux extrémités opposées du composant, un facteur critique pour la performance des vannes.
Outils motorisés pour les caractéristiques complexes
Nos machines suisses sont équipées d'outils motorisés. Cela nous permet d'effectuer des opérations secondaires comme le perçage transversal, le rainurage et le fraisage de plats dans le même cycle. Cette approche intégrée réduit les délais et améliore la précision des caractéristiques par rapport aux diamètres tournés.
Matériaux et normes de précision
Nous travaillons avec une gamme de matériaux sélectionnés pour leurs performances dans des applications de vannes exigeantes. Le traitement thermique du 17-4PH, connu sous le nom de Durcissement par précipitation9, est essentiel pour obtenir une résistance élevée à l'usure. D'après nos tests, nous maintenons constamment des tolérances serrées.
| Matériau | Application primaire |
|---|---|
| Acier inoxydable 303/316L | Résistance à la corrosion et usage général |
| 17-4PH H900 | Composants haute pression et haute résistance à l'usure |
| PEEK | Isolation électrique et résistance chimique |
Nous atteignons des tolérances de ±0,01 mm sur les diamètres et des états de surface aussi fins que Ra 0,4 µm sur les surfaces d'étanchéité critiques.
Le tournage de type suisse est indispensable pour produire des composants de valve petits et complexes avec une grande précision. Sa capacité à gérer des pièces longues et minces et à réaliser des caractéristiques en une seule configuration le rend idéal pour les noyaux de valve, les inserts et d'autres pièces complexes nécessitant des tolérances serrées.
Filetage et raccords d'extrémité dans l'usinage des corps de vanne
Un filetage approprié est essentiel pour créer des connexions étanches à la pression et fiables dans les corps de valve. Il ne s'agit pas seulement de couper des rainures ; il s'agit de sélectionner la bonne norme et de l'exécuter avec précision. Chaque type de filetage a un but spécifique, des profils coniques aux profils droits.
Normes de filetage clés
Différentes applications exigent différentes normes de filetage. Pour les raccords et les valves usinés CNC pour le refroidissement liquide, leur compréhension est fondamentale. Dans notre travail chez PTSMAKE, nous usinons couramment ces types primaires, chacun avec des exigences géométriques uniques pour l'étanchéité et l'engagement mécanique.
| Type de fil | Méthode de scellement | Candidature commune |
|---|---|---|
| NPT/BSPT | Interférence de filetage (Conique) | Usage général, conduites sous pression |
| UN/UNF/BSPP | Joint ou joint torique | Raccords, connexions hydrauliques |
| SAE ORB | Joint torique dans une gorge | Systèmes hydrauliques haute pression |
Importance de la précision
L'obtention d'une étanchéité parfaite commence par un usinage précis. Dans l'usinage des filetages de corps de valve, même des déviations mineures de pas, d'angle ou de profondeur peuvent entraîner des fuites ou une défaillance de la connexion sous pression. Cette précision est ce qui distingue un composant fiable d'une responsabilité.

Mesurage et contrôle qualité
La vérification de la géométrie du filetage est aussi critique que sa coupe. Nous utilisons des jauges spécifiques pour chaque type de filetage. Par exemple, les filetages NPT nécessitent des jauges tampons L1 et L2 pour vérifier la profondeur du cône, assurant un engagement correct du filetage sans buter ni interférence.
| Type de jauge | Utilisé pour | Objectif |
|---|---|---|
| Jauge annulaire | Filets externes | Vérification Passe/Ne passe pas du diamètre sur flanc |
| Jauge tampon | Filetages internes | Vérification Passe/Ne passe pas du diamètre sur flanc |
| Jauge NPT L1/L2 | Filetages coniques | Vérifie la profondeur d'engagement correcte |
Fraisage de filets et taraudage
Pour les filetages de plus grand diamètre, je recommande souvent le fraisage de filetage plutôt que le taraudage. Le taraudage peut parfois exercer un couple élevé, risquant la rupture de l'outil ou la déformation de la pièce. Le fraisage de filetage, qui utilise Interpolation hélicoïdale10, offre un processus plus contrôlé.
Cette méthode produit souvent une qualité de filetage et un état de surface supérieurs. Un avantage supplémentaire est qu'un seul outil peut usiner différentes tailles de filetage avec le même pas, offrant une flexibilité de production, en particulier lors des opérations de tournage CNC de filetages NPT.
Pièges courants de l'usinage
Le sur-conicité des filetages NPT est un problème fréquent qui provoque des interférences d'assemblage. Un autre problème est le début de filetage endommagé dû à une entrée d'outil incorrecte, ce qui peut ruiner le joint. Enfin, les bavures laissées sur les crêtes de filetage empêchent un bon ajustement et doivent être soigneusement retirées.
Le choix du bon type de filetage, son exécution avec précision et sa vérification avec les jauges appropriées sont non négociables pour les corps de vannes haute performance. Comprendre les pièges courants et choisir la méthode d'usinage optimale, telle que le fraisage de filetage pour les diamètres plus grands, garantit une connexion étanche et fiable.
Usinage des surfaces d'étanchéité : Rainures de joint torique, faces de bride et sièges métalliques
Dans le refroidissement liquide, la surface d'étanchéité est primordiale. Une seule imperfection microscopique peut entraîner une défaillance catastrophique. L'usinage de ces surfaces sur les raccords et vannes CNC est une tâche où la précision n'est pas seulement un objectif ; c'est le seul résultat acceptable. Il n'y a pas de place pour l'erreur.
Méthodes d'étanchéité clés
Nous rencontrons principalement trois types de joints. Chacun a des exigences d'usinage uniques qui impactent directement ses performances. Comprendre ces distinctions est crucial pour produire des composants fiables pour les systèmes de refroidissement liquide.
| Type de joint | Objectif d'usinage principal | Candidature commune |
|---|---|---|
| Gorge pour joint torique | Profondeur de gorge et état de surface | Joints statiques entre les moitiés de corps |
| Joint de compression | Planéité et état de surface | Raccords à joint ou à ferrule |
| Siège métal sur métal | Concentricité et état de surface | Vannes à bille haute pression |
Tolérances de gorge de joint torique
Pour les gorges de joint torique standard AS568, le contrôle de la profondeur de gorge est essentiel. Nous maintenons une tolérance de ±0,05 mm. L'état de surface du fond doit être Ra 1,6 µm ou mieux, sans marques d'outil parallèles au chemin de fuite potentiel.

Le succès des raccords et vannes usinés CNC pour le refroidissement liquide repose sur l'obtention de surfaces d'étanchéité parfaites. Chaque conception exige une approche spécifique, des dimensions précises d'une gorge de joint torique à la finition impeccable d'un siège métal sur métal. Le compromis n'est pas une option.
Usinage des gorges de joint torique
Pour les gorges de joint torique, l'objectif est une compression contrôlée. Une gorge trop profonde ne parvient pas à comprimer suffisamment le joint torique, créant un chemin de fuite. Si elle est trop peu profonde, le joint torique est écrasé, entraînant une défaillance prématurée. C'est pourquoi la tolérance de profondeur de ±0,05 mm est non négociable.
Exigences pour les sièges métal sur métal
Les sièges métal sur métal sont les plus exigeants. Dans une vanne à boisseau sphérique à siège dur, le siège doit avoir une concentricité par rapport à l'alésage de ±0,025 mm. La finition de surface doit être exceptionnellement lisse, généralement entre Ra 0,2 µm et 0,4 µm. C'est là que les principes de Tribologie11 deviennent critiques.
Contrôles géométriques critiques
L'atteinte de ces spécifications exige un contrôle précis de la trajectoire de l'outil et une stabilité de la machine. La géométrie, qu'il s'agisse d'un angle de 45 degrés ou d'un bord tranchant, doit être parfaite pour créer une ligne de contact qui maintient une pression élevée sans fuite.
| Fonctionnalité | Contrôle GD&T | Spécification typique |
|---|---|---|
| Fond de gorge de joint torique | Profil de surface | 0,05 mm |
| Face de la bride | Planéité | 0,02 mm |
| Angle du siège métallique | Angularité | ±0,1° |
| Siège métallique par rapport à l'alésage | Concentricité | 0.025mm |
L'usinage des surfaces d'étanchéité est un processus méticuleux. Le succès dépend du respect de tolérances strictes pour la profondeur de la gorge, la finition de surface et les contrôles géométriques comme la concentricité. Ces détails déterminent la fiabilité des raccords et vannes usinés CNC dans toute application de refroidissement liquide.
Tests d'étanchéité des corps de vanne usinés : Normes et méthodes
Garantir l'étanchéité d'un corps de vanne est non négociable, en particulier pour les raccords et vannes usinés CNC destinés au refroidissement liquide. Un défaut mineur peut entraîner une défaillance catastrophique du système. Chez PTSMAKE, nous nous appuyons sur une approche structurée pour valider l'intégrité de chaque composant que nous produisons.
Protocoles clés de test d'étanchéité
Différents tests ciblent différents points de défaillance potentiels. Les tests hydrostatiques vérifient la résistance structurelle du corps, tandis que les tests pneumatiques se concentrent sur l'efficacité du joint. Pour les applications les plus critiques, des méthodes avancées sont nécessaires.
Paramètres de test courants
Voici un aperçu rapide des tests standard que nous utilisons pour un test de pression typique de vanne de refroidissement liquide.
| Méthode d'essai | Objectif principal | Pression/Sensibilité typique |
|---|---|---|
| Pression hydrostatique | Intégrité et résistance du corps | 1,5× Pression nominale (10-15 bar) |
| Fuite du siège pneumatique | Efficacité du joint | Basse pression (0,5-1 bar) |
| Spectrométrie de masse à l'hélium | Étanchéité hermétique | <1×10⁻⁶ mbar·L/s |
Appliquer la bonne méthode de test
Choisir le bon test est crucial pour un test d'étanchéité efficace du corps de vanne. Chaque méthode fournit des informations différentes sur les performances de la pièce et est adaptée à des étapes spécifiques de validation.
Test de pression hydrostatique
Nous effectuons ce test pour confirmer l'intégrité fondamentale du corps de vanne. En soumettant la pièce à 1,5 fois sa pression nominale, généralement 10-15 bar, et en la maintenant pendant 2-5 minutes, nous vérifions l'absence de faiblesses structurelles, de porosité ou de fissures résultant du processus d'usinage.
Test d'étanchéité du siège pneumatique
Ce test se concentre sur la capacité du siège de vanne à assurer l'étanchéité. En utilisant de l'air basse pression à 0,5-1 bar, nous vérifions les fuites par un test à bulles ou en mesurant la décroissance de la pression différentielle. Je recommande toujours d'utiliser de l'azote sec pour éviter la contamination par l'humidité à l'intérieur du composant.
Spectrométrie de masse à l'hélium12 pour une assurance ultime
Pour les assemblages hermétiquement scellés ou les applications critiques, c'est la référence absolue. Il détecte des fuites des milliers de fois plus petites que ce que d'autres méthodes peuvent trouver. Nous respectons un critère d'acceptation strict de moins de 1×10⁻⁶ mbar·L/s, garantissant une étanchéité totale.
Une stratégie de test robuste combine ces méthodes pour garantir les performances. Le test hydrostatique valide le corps, le test pneumatique confirme l'étanchéité, et la spectrométrie à l'hélium assure une intégrité absolue pour les applications les plus exigeantes, comme celles que l'on trouve dans les systèmes de refroidissement liquide haute performance.
Ébavurage et nettoyage des corps de vanne : pourquoi c'est important pour la fiabilité du refroidissement
L'usinage d'un corps de vanne n'est que la moitié de la bataille. Le véritable test de fiabilité pour les systèmes de refroidissement liquide provient des processus post-usinage. Les bavures internes, en particulier aux intersections de trous transversaux, sont de minuscules fragments métalliques qui peuvent provoquer des défaillances catastrophiques à terme.
Le problème des bavures internes
Ces fragments peuvent se détacher, bloquant les canaux de liquide de refroidissement ou coinçant les sièges de vanne. S'ils atteignent la pompe, ils peuvent endommager les roues, entraînant un arrêt complet du système. C'est pourquoi l'accent mis sur l'ébavurage et le nettoyage n'est pas seulement un contrôle qualité ; c'est une partie essentielle de la fabrication de raccords et de vannes usinés CNC fiables pour le refroidissement liquide.
Les étapes initiales ne suffisent pas
Le tonnelage ou le lavage standard ne suffiront pas à éliminer ces bavures internes. Cela nécessite un processus dédié en plusieurs étapes pour garantir que chaque passage interne est parfaitement propre et lisse avant que le corps de vanne ne soit assemblé.
| Facteur de risque | Conséquence d'un mauvais ébavurage |
|---|---|
| Blocage de l'écoulement | Surchauffe et défaillance du système |
| Blocage de la vanne | Incapacité à contrôler le débit de liquide de refroidissement |
| Dommage à la pompe | Réparations coûteuses et temps d'arrêt du système |
| Contamination | Durée de vie réduite du liquide de refroidissement et des composants |
Méthodes avancées d'ébavurage et de nettoyage
Un nettoyage efficace de l'ébavurage du corps de vanne exige des techniques spécialisées. Pour les géométries simples, l'ébavurage manuel avec des outils personnalisés peut atteindre les passages internes. Cependant, pour les canaux internes complexes, nous nous appuyons sur des méthodes plus avancées pour assurer l'élimination complète de toutes les bavures.
Choisir la bonne technique
L'ébavurage thermique (TEM) est excellent pour les géométries internes complexes, car il vaporise les bavures sans affecter les dimensions de la pièce. Pour les pièces de haute précision avec des tolérances serrées, l'ébavurage électrochimique (ECM) offre une solution sans contact et hautement contrôlée qui élimine le matériau ion par ion.
| Méthode d'ébavurage | Meilleur pour | Niveau de précision |
|---|---|---|
| Thermique (TEM) | Géométries internes complexes | Haut |
| Électrochimique (ECM) | Tolérances serrées, matériaux sensibles | Très élevé |
| Jet d'eau haute pression | Rinçage et nettoyage des passages | Moyen |
Vérification et propreté finale
Après l'ébavurage, la propreté est primordiale. Nous respectons des normes comme l'ISO 16232 pour mesurer la contamination particulaire. Le nettoyage ultrasonique dans des solvants spécialisés élimine toutes les micro-particules restantes. L'inspection finale à l'aide d'un Endoscope13 nous permet de vérifier visuellement que chaque passage interne est impeccable, garantissant la propreté des pièces usinées CNC requise pour les systèmes à haute fiabilité.
L'ébavurage et le nettoyage ne sont pas des étapes facultatives ; ils sont essentiels pour la performance et la longévité de tout système de refroidissement liquide. Une exécution correcte prévient les blocages, protège les composants et garantit que l'ensemble du système fonctionne comme prévu, reflétant un engagement envers une véritable qualité de fabrication.
Traitement de surface et revêtement pour la compatibilité avec le liquide de refroidissement
Après l'usinage, la finition de surface n'est que le début. Le bon traitement de surface du corps de vanne assure une fiabilité à long terme dans les systèmes de refroidissement liquide. C'est une étape critique qui prévient la corrosion, réduit la friction et prolonge la durée de vie des raccords et vannes usinés CNC pour le refroidissement liquide.
Traitements de surface clés
Le choix du traitement correct dépend entièrement du matériau, du liquide de refroidissement et de l'environnement de fonctionnement. Chaque option offre des avantages spécifiques adaptés aux différentes exigences d'application, de la résistance à la corrosion à la protection contre l'usure.
Procédés de protection courants
Nous appliquons souvent des traitements comme la passivation pour l'acier inoxydable ou l'anodisation dure pour l'aluminium. Ces procédés sont fondamentaux pour garantir que les pièces fonctionnent comme prévu tout au long de leur durée de vie.
| Traitement | Matière première | Objectif principal |
|---|---|---|
| Passivation | Acier inoxydable | Élimine le fer libre, améliore la résistance à la corrosion |
| Anodisation (Type III) | Aluminium | Augmente la dureté de surface et la résistance à l'usure |
| Nickel chimique | Cuivre, laiton | Crée une barrière protectrice uniforme |
| Téflon/Xylan | Tiges de Valve | Réduit la friction et prévient le grippage |

Le choix d'un traitement de surface pour un corps de vanne n'est jamais arbitraire ; c'est une décision stratégique basée sur la chimie et la mécanique du système. Par exemple, dans une boucle de métaux mixtes contenant du cuivre et de l'aluminium, un revêtement proactif est essentiel pour prévenir les problèmes.
Choisir le bon traitement
Le liquide de refroidissement lui-même est le facteur le plus important. Un mélange eau-glycol est conducteur et nécessite une protection contre la corrosion. En revanche, les fluides diélectriques sont non conducteurs, de sorte que l'isolation électrique par anodisation devient plus importante pour prévenir les arcs électriques.
Adapter le traitement à l'application
Dans notre travail chez PTSMAKE, nous avons constaté que la passivation de l'acier inoxydable 316L selon la norme ASTM A967 est standard pour la plupart des liquides de refroidissement à base d'eau. Elle élimine les contaminants de surface issus de l'usinage, qui sont une source courante de rouille prématurée. Pour les corps en alliage de cuivre, Placage de nickel chimique14 est ma recommandation privilégiée pour le refroidissement liquide. Il crée une barrière complètement uniforme, contrairement à la galvanoplastie, qui peut s'accumuler de manière inégale sur des formes complexes.
Cette uniformité est essentielle à l'intérieur des passages complexes des raccords et vannes usinés CNC pour le refroidissement liquide. Pour les besoins de faible frottement, comme sur les tiges de vanne, une imprégnation de Téflon ou un revêtement Xylan réduit la force d'actionnement et empêche le grippage, surtout après de longues périodes d'inactivité.
| Type de liquide de refroidissement | Matériau commun | Traitement Recommandé | Principaux avantages |
|---|---|---|---|
| Eau-Glycol | Inox 316L | Passivation | Résistance à la corrosion |
| Eau-Glycol | Aluminium | Anodisation Dure (Type III) | Dureté, Protection contre la Corrosion |
| Eau-Glycol | Cuivre/laiton | Nickel chimique | Couche Barrière Uniforme |
| Fluide diélectrique | Aluminium | Anodisation Dure (Type III) | Isolation électrique |
Choisir le bon traitement de surface est crucial pour prévenir les défaillances du système. La passivation, l'anodisation et les revêtements spécialisés améliorent directement la durabilité et la fiabilité des composants de refroidissement liquide, garantissant qu'ils répondent aux attentes de performance tout au long de leur durée de vie.
Conception pour la fabricabilité : des dessins de corps de vanne que les machinistes adorent
Un dessin de corps de vanne bien conçu est plus qu'un ensemble d'instructions ; c'est un outil de communication clair. Lorsque les ingénieurs appliquent les principes de la conception pour la fabricabilité (DFM), ils comblent le fossé entre l'intention de conception et la réalité de la production, ce qui permet d'économiser du temps et de réduire les coûts. Cette approche prévient les révisions inutiles et rationalise le processus d'usinage.
Pourquoi la DFM est importante pour les corps de vanne
Une DFM efficace anticipe les défis de fabrication. Pour les composants complexes comme les raccords et vannes usinés CNC pour le refroidissement liquide, de petits ajustements de conception peuvent avoir un impact significatif. Ils peuvent éliminer le besoin d'outillage spécialisé ou d'opérations secondaires, améliorant directement l'efficacité et la qualité des composants.
Du Dessin à la Pièce Finie
Voici les problèmes courants que nous rencontrons et leurs solutions DFM :
| Caractéristique Problématique | Recommandation DFM Optimisée |
|---|---|
| Angles internes aigus | Rayons de coin généreux |
| Alésages profonds et étroits (L/D > 4:1) | Rapport longueur/diamètre réduit |
| Filetages non standard | Filetages standard spécifiques à la région (NPT/BSP) |
| Références ambiguës | Cadre GD&T clair |

Chez PTSMAKE, nous conseillons fréquemment nos clients sur la conception pour la fabricabilité de l'usinage de vannes. De simples modifications apportent des avantages majeurs. Par exemple, éviter les alésages profonds avec un rapport longueur/diamètre supérieur à 4:1 élimine le besoin de gundrilling coûteux. Les alésages plus profonds entraînent souvent une augmentation de Déviation de l'outil15, ce qui peut compromettre la rectitude du trou et la précision globale.
Domaines d'optimisation clés
Géométries Internes
Il est crucial de spécifier des rayons de coin généreux dans les poches internes. Les coins vifs ne peuvent pas être fraisés et nécessitent un usinage par électroérosion (EDM), un processus beaucoup plus lent et coûteux. Concevoir les orifices pour qu'ils soient accessibles depuis des orientations d'outils standard simplifie également les réglages et réduit considérablement le temps d'usinage.
Filetages et Tolérances
L'utilisation de filetages non standard pour une région spécifique, comme le BSP dans un projet basé aux États-Unis, peut entraîner des retards d'approvisionnement. Tout aussi importantes sont les définitions claires des références pour la cotation géométrique et le tolérancement (GD&T), qui éliminent l'ambiguïté et garantissent que les pièces répondent constamment aux exigences fonctionnelles.
| Choix de la conception | Implication dans l'usinage |
|---|---|
| Coin interne pointu | Nécessite un processus d'électroérosion lent et coûteux |
| Rapport L/D > 4:1 | Nécessite des outils de perçage de trous profonds spécialisés |
| GD&T ambigu | Risque de mauvaise interprétation et de pièces mises au rebut |
| Accès au port standard | Permet des configurations plus rapides et plus rigides |
En se concentrant sur les principes de DFM tels que l'optimisation des profondeurs d'alésage, l'utilisation de filetages standard et la fourniture d'un GD&T clair, vous pouvez créer des dessins de corps de vanne efficaces à produire. Ces petits ajustements entraînent des coûts réduits, des délais plus courts et des pièces de meilleure qualité.
Défauts d'usinage courants dans les corps de vanne et comment les éviter
Les corps de vanne utilisés dans les systèmes de refroidissement liquide doivent être impeccables. Même de petites erreurs dans ces raccords et vannes usinés CNC peuvent provoquer des fuites ou une défaillance du système. Nous constatons souvent des problèmes spécifiques qui compromettent les performances, mais avec la bonne approche, ils sont entièrement évitables.
Alésages non circulaires
Une préoccupation majeure concerne les alésages qui ne sont pas parfaitement circulaires. Cela résulte souvent d'une stratégie de serrage inappropriée, où la pression du montage déforme légèrement la pièce pendant l'usinage. Une fois relâchée, la pièce reprend sa forme, laissant un alésage non circulaire qui compromet l'étanchéité.
Imperfections de l'état de surface
Un autre problème courant est la présence de marques de broutage sur les faces d'étanchéité critiques. Ces petites vibrations, souvent causées par des coupes interrompues ou une instabilité de l'outil, créent une surface rugueuse. Cela empêche une étanchéité parfaite, entraînant des fuites au fil du temps et créant des problèmes majeurs de qualité des vannes CNC.

La résolution des défauts d'usinage des corps de vanne nécessite un processus systématique. Il ne s'agit pas seulement de corriger un problème ; il s'agit de construire un processus qui les anticipe et les prévient. Nous nous concentrons sur l'identification de la cause profonde, la mise en œuvre d'une détection précise et l'affinage de la stratégie d'usinage pour une fiabilité à long terme.
Défauts courants et solutions
Comprendre la source d'un défaut est la première étape. Par exemple, les défaillances de filetage remontent souvent à une simple usure d'outil qui n'a pas été surveillée. De même, la porosité dans une pièce moulée ne devient un problème qu'après que nous ayions commencé à l'usiner, révélant des vides cachés. Chaque défaut a une cause et une solution spécifiques.
| Défaut | Cause première | Méthode de détection | Action corrective |
|---|---|---|---|
| Alésages non circulaires | Serrage insuffisant | MMT, Calibrage pneumatique | Repenser le montage, utiliser des clés dynamométriques |
| Marques de bavardage | Vibration de l'outil, coupes interrompues | Profilomètre de surface | Ajuster les vitesses/avances, utiliser des outils rigides |
| Défaillances de filetage | Usure des outils | Calibre passe/ne passe pas | Mettre en œuvre la gestion de la durée de vie des outils |
| Bavures internes | Opérations de perçage transversal | Inspection par endoscope | Ajouter un cycle d'ébavurage, utiliser des outils spéciaux |
| Porosité | Mauvaise qualité de moulage | Visuel, Test de Pression | Améliorer le processus de moulage, trier les pièces brutes |
| Dérive dimensionnelle | Dilatation thermique, usure de l'outil | Sondage en cours | Mettre en œuvre la compensation d'outil, gérer le liquide de refroidissement |
Nous accordons également une attention particulière à la dérive dimensionnelle lors des longues séries de production. Les changements de température de la machine et l'usure progressive de l'outil peuvent entraîner un lent dépassement des spécifications des dimensions des pièces. Cela nécessite un contrôle de processus robuste et une expertise en Métrologie Dimensionnelle16 pour maintenir la cohérence de la première à la dernière pièce.
La prévention des défauts de corps de vanne nécessite une compréhension approfondie des causes profondes, des forces de serrage à la dérive thermique. L'utilisation de méthodes de détection précises et d'un contrôle de processus proactif est essentielle pour garantir la fiabilité des raccords et vannes usinés CNC pour les systèmes de refroidissement liquide.
Du prototypage à la production : mise à l'échelle de la fabrication des corps de vanne
La mise à l'échelle d'une nouvelle conception de corps de vanne, d'un prototype unique à la pleine production, nécessite une approche par étapes. Chaque étape aborde des objectifs différents, de la validation de la conception à l'optimisation des coûts et de la répétabilité à des volumes élevés. Ce parcours est crucial pour le succès du projet.
La Phase de Prototypage (1-10 Pièces)
La phase initiale se concentre sur la rapidité et la validation de la conception. Nous utilisons généralement des centres 5 axes ou tour-fraiseurs pour usiner des pièces à partir de barres pleines. Cela permet une itération rapide, avec des délais de 2 à 3 semaines, permettant des ajustements rapides basés sur les retours des tests.
Du Pilote à la Production (10-10 000+ Pièces)
À mesure que le volume augmente, la stratégie change. La série pilote introduit des montages de qualité production et des trajectoires d'outils optimisées. La pleine production exige des dispositifs de maintien dédiés, des temps de cycle minimisés et des systèmes de contrôle qualité robustes pour assurer la cohérence sur des milliers de pièces.

Dépasser les prototypes initiaux introduit des décisions critiques concernant les méthodes de fabrication. Le bon choix impacte directement le coût unitaire, le délai de livraison et la qualité des pièces. Comprendre ces compromis est essentiel pour une mise à l'échelle efficace de produits tels que les raccords et vannes usinés CNC pour le refroidissement liquide.
Choisir la Bonne Voie
Une considération principale est la transition de l'usinage à partir de matière solide à la fonderie de précision. Pour de plus faibles volumes, l'usinage à partir de barres est plus rapide et évite des coûts d'outillage élevés. Lorsque les quantités dépassent quelques milliers d'unités, le coût initial de l'outillage de fonderie est compensé par une réduction du gaspillage de matière et du temps d'usinage.
| Gamme de volumes | Méthode primaire | Avantage principal |
|---|---|---|
| 1-100 pièces | Entièrement usiné à partir de matière solide | Rapidité, Pas de coût d'outillage |
| 100-2 000 pièces | Optimisation de l'usinage | Réduction du temps de cycle |
| 2 000-10 000+ pièces | Fonderie de précision + Usinage | Coût unitaire inférieur |
Pour des volumes extrêmement élevés, nous évaluons l'automatisation multi-broches pour réduire davantage les temps de cycle. L'assurance qualité évolue également de l'inspection du premier article en phase pilote à l'utilisation de Contrôle statistique des processus17 pendant la pleine production, ce qui nous aide à surveiller et contrôler le processus de fabrication en temps réel.
La mise à l'échelle réussie de la fabrication de corps de vannes repose sur une transition stratégique du prototypage flexible à la production de masse optimisée. Choisir les bons processus, comme la fonderie ou l'automatisation, et mettre en œuvre des contrôles qualité robustes sont essentiels pour atteindre la rentabilité et la cohérence à des volumes élevés.
Normes réglementaires et industrielles pour les vannes de refroidissement des centres de données
Dans le refroidissement liquide des centres de données, les normes ne sont pas de simples recommandations ; elles sont le fondement de la fiabilité et de l'interopérabilité. Leur respect garantit que chaque composant, en particulier les raccords et vannes usinés CNC pour le refroidissement liquide, fonctionne comme prévu dans des conditions exigeantes. Ce cadre prévient les pannes coûteuses et assure la compatibilité du système.
Organismes de réglementation clés
Plusieurs organisations publient des normes essentielles à la fabrication de vannes. Des groupes comme l'ASME, l'ANSI et l'Open Compute Project (OCP) fournissent les directives spécifiques que nous suivons. Ces règles dictent tout, de la résistance des matériaux aux dimensions précises d'un port de connexion, influençant directement le processus d'usinage.
Pourquoi les normes sont importantes
Le respect de ces normes garantit qu'une vanne peut supporter la pression et la température du système, se connecte de manière transparente avec d'autres composants et fonctionne en toute sécurité. Pour les fabricants comme nous chez PTSMAKE, cela signifie traduire des spécifications complexes en pièces physiques précises que nos clients peuvent entièrement faire confiance.

Comprendre le paysage des normes de vannes pour centres de données nécessite de distinguer les réglementations obligatoires des meilleures pratiques de l'industrie. Cette distinction guide notre approche de fabrication, garantissant à la fois la conformité et la performance des composants critiques.
Normes obligatoires vs. recommandées
Les certifications de sécurité comme UL 1995 sont souvent obligatoires pour les équipements électroniques, y compris les systèmes de refroidissement. En revanche, les normes d'ASHRAE TC 9.9 ou d'OCP sont généralement considérées comme des meilleures pratiques dictées par l'industrie. Cependant, les grands opérateurs de centres de données exigent souvent la conformité OCP pour l'interopérabilité, ce qui en fait une exigence de facto pour les fournisseurs.
Impact sur les exigences d'usinage
Ces normes ont un impact direct et significatif sur les processus de fabrication. Par exemple, ANSI/FCI 70-2 définit les classes de fuite des sièges de vanne. Atteindre une fermeture de Classe VI exige des tolérances extrêmement serrées sur les surfaces usinées, un point sur lequel nous nous concentrons intensément. Les normes OCP pour les interfaces de rack spécifient les dimensions exactes des raccords UQD/BMQC. Chaque emplacement de port, taille de filetage et surface doit adhérer à une spécification Datum18 pour assurer un ajustement parfait entre les équipements de différents fournisseurs.
Le tableau suivant résume les normes clés :
| Standard | Domaine d'intervention | Implication dans l'usinage |
|---|---|---|
| ASME B16.34 | Classifications de pression-température des vannes | Spécifie les exigences de résistance des matériaux et d'épaisseur de paroi. |
| ANSI/FCI 70-2 | Fuite du siège de vanne de régulation | Dicte la finition de surface et la tolérance pour les surfaces d'étanchéité. |
| OCP V3 UQS | Interfaces de rack et de collecteur | Définit les dimensions précises, les emplacements des orifices et les tailles de filetage. |
| UL 1995 | Sécurité des équipements de refroidissement | Régit la sélection des matériaux et la conception de la sécurité électrique. |
Enfin, un système qualité robuste comme ISO 9001 est essentiel. Il fournit le cadre pour garantir que nous pouvons produire constamment des pièces qui répondent à toutes ces spécifications exigeantes.
Le respect de normes telles que ASME, ANSI et OCP est crucial pour la sécurité et la fiabilité des systèmes de refroidissement des centres de données. Ces réglementations influencent directement les exigences d'usinage de précision, garantissant que chaque vanne et raccord fonctionne parfaitement et s'intègre sans problème dans l'infrastructure.

Découvrez comment cette qualité de surface optimise le flux de fluide et améliore l'efficacité des systèmes de refroidissement haute performance. ↩
Comprendre ce phénomène aide à prévenir les dommages aux vannes et assure la stabilité à long terme du système dans les applications à haut débit. ↩
Comprenez comment ce processus électrochimique dégrade les composants et apprenez des stratégies de prévention efficaces pour les systèmes à métaux mixtes. ↩
Comprenez comment cette tolérance géométrique est essentielle pour les performances d'étanchéité à haute pression. ↩
Comprenez comment ce phénomène de frottement statique impacte les systèmes de contrôle de fluide de précision et la longévité des composants. ↩
Explorez comment cette tolérance géométrique assure un alignement parfait et prévient les fuites dans les systèmes de fluide haute performance. ↩
Comprendre l'hystérésis aide à optimiser les performances de refermeture des vannes et l'efficacité du système. ↩
Découvrez comment cette technologie de contrôle permet un mouvement d'outil ultra-précis dans l'usinage complexe à 5 axes. ↩
Découvrez comment ce processus améliore les propriétés des matériaux pour les composants de vannes haute performance. ↩
Comprendre ce mouvement CNC fondamental aide à spécifier des opérations d'usinage avancées pour une qualité de filetage supérieure. ↩
Découvrez comment la tribologie aide à créer des joints métal sur métal durables et étanches en gérant le frottement et l'usure microscopiques. ↩
Comprenez comment cette méthode offre la plus haute sensibilité pour détecter les fuites microscopiques dans les systèmes scellés critiques. ↩
Apprenez comment cet outil permet l'inspection visuelle non destructive des caractéristiques internes critiques et difficiles d'accès. ↩
Comprenez comment ce processus de revêtement uniforme protège les géométries internes complexes des composants de contrôle de fluide de précision. ↩
Comprendre la déflexion de l'outil aide à prédire et à prévenir les imprécisions dimensionnelles, en particulier pour les caractéristiques profondes ou à parois minces. ↩
Découvrez comment la science de la mesure assure la conformité et la qualité des pièces dans la fabrication. ↩
Comprenez comment cette méthode basée sur les données assure une qualité constante dans la fabrication à grand volume. ↩
Comprendre le rôle d'un plan de référence est essentiel pour atteindre les tolérances géométriques précises requises dans les composants haute performance. ↩






