

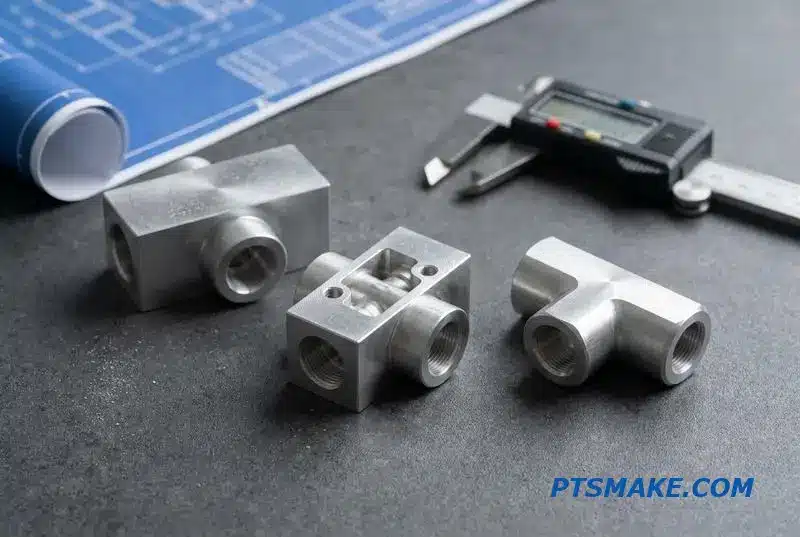
Het inkopen van CNC-gefreesde klephuizen voor vloeistofkoeling die de lektesten bij de eerste poging doorstaan, is moeilijker dan het lijkt. Eén ovaliteitsprobleem in een kogelboring, één braam in een kruisgeboorde poort, en je hele CDU-bouw loopt vertraging op.
Klephuizen voor vloeistofkoeling vereisen CNC-bewerking met boortoleranties van ±0,05 mm, zittingafwerkingen tot Ra 0,2 µm, en volledige lektesten bij 1,5× de nominale druk. Materiaalkeuze (316L, messing, 6061-T6) hangt af van de koelvloeistofchemie en galvanische koppeling.

In deze gids neem ik u mee door de materialen, toleranties, oppervlakteafwerkingen en testmethoden die ik bij PTSMAKE gebruik bij het bewerken van klephuizen voor koelcircuits van datacenters. Elke sectie geeft u de specificaties en beslissingen die de betrouwbaarheid van onderdelen bepalen.
Waarom vloeistofkoelingskleppen afhankelijk zijn van precisie CNC-bewerking
De markt voor vloeistofkoelkleppen voor datacenters groeit snel en zal naar verwachting aanzienlijk uitbreiden tegen 2032. Deze groei benadrukt een cruciaal feit: elke klep in deze systemen is afhankelijk van een nauwkeurig vervaardigde basis. Het klephuis is die basis, bijna uitsluitend vervaardigd door middel van CNC-bewerking.
De Ongeziene Kern van Betrouwbaarheid
Elke kogel-, terugslag- of overdrukventiel bevat een huis met complexe interne doorgangen en afdichtingsoppervlakken. Deze kenmerken moeten worden bewerkt tot ongelooflijk nauwe toleranties. Elke afwijking kan leiden tot lekkages, die catastrofaal zijn in een datacenteromgeving. Betrouwbare, langdurige werking is onmogelijk zonder deze precisie.
Belangrijke Bewerkingsvereisten
Verschillende kleppen vereisen specifieke bewerkingsfocussen om correct te functioneren. Een kleine fout in de productie vertaalt zich direct in systeemuitval.
| Type Klep | Primaire Bewerkingsfocus | Gevolg van falen |
|---|---|---|
| Kogelkraan | Sferische Afdichtingsoppervlakken | Catastrofale Lekkage |
| Terugslagklep | Interne Zittinggeometrie | Terugstroom, Systeemschade |
| Overdrukventiel | Veerzitting & Opening | Overdruk |
Dit is waarom CNC-gefreesde fittingen en ventielen voor vloeistofkoeling de industriestandaard zijn; geen enkel ander proces biedt dit niveau van controle.

Het succes van een CNC-gefreesd ventielhuis gaat verder dan alleen het aanhouden van nauwe toleranties. De gehele productieaanpak, van materiaalkeuze tot de uiteindelijke oppervlaktebehandeling, speelt een cruciale rol in de prestaties en levensduur van het ventiel. Het is een proces van het balanceren van meerdere technische vereisten.
Kritieke Productieoverwegingen
Het kiezen van het juiste materiaal is de eerste belangrijke beslissing. Messing biedt uitstekende bewerkbaarheid en kosteneffectiviteit voor algemene toepassingen. Voor systemen met agressieve koelvloeistoffen biedt roestvrij staal superieure corrosiebestendigheid. Aluminium wordt vaak gekozen vanwege het lichte gewicht en de uitstekende thermische geleidbaarheid.
| Materiaal | Belangrijkste voordeel | Gemeenschappelijke toepassing |
|---|---|---|
| Messing (C360) | Kosteneffectief, Goede Bewerkbaarheid | Algemene Koeling |
| Roestvrij staal (316) | Superieure corrosiebestendigheid | Hoogzuivere/Agressieve Vloeistoffen |
| Aluminium (6061) | Lichtgewicht, hoge thermische geleidbaarheid | Prestatiekritieke Systemen |
Oppervlakteafwerking: Meer Dan Esthetiek
De oppervlakteafwerking binnenin het ventielhuis beïnvloedt direct de vloeistofdynamica. Een gladder oppervlak vermindert turbulentie en drukval, wat de algehele efficiëntie van de koelingslus verbetert. Het bereiken van een bijna-Isotroop1 afwerking binnen complexe interne geometrieën is een uitdaging die deskundige productie van vloeistofkoelingsventielen onderscheidt.
De groei in vloeistofkoeling legt een immense druk op de kwaliteit van componenten. Precisie CNC-bewerking is de fundamentele technologie die ervoor zorgt dat ventielhuizen betrouwbaar en lekvrij zijn. Het beheersen van materiaalkeuze, nauwe toleranties en geavanceerde oppervlakteafwerkingen is essentieel om te voldoen aan de eisen van moderne hoogwaardige systemen.
Het klephuis in een vloeistofkoelsysteem: waar het past en wat het doet
Het ventielhuis is de onbezongen held in elk vloeistofkoelsysteem. Het fungeert als de verkeersregelaar voor de koelvloeistof en zorgt ervoor dat deze precies stroomt waar nodig. Zonder een goed ontworpen en bewerkt ventielhuis zouden de efficiëntie en betrouwbaarheid van het hele systeem instorten.
Kritieke rollen van een ventielhuis
Verschillende ventielen voeren verschillende taken uit, van eenvoudige aan/uit-regeling tot ingewikkelde stroommodulatie. Het huis herbergt deze mechanismen en moet bestand zijn tegen constante druk- en temperatuurschommelingen. Dit maakt hoogwaardige productie essentieel voor prestaties.
Overzicht kernfuncties
| Type Klep | Primaire functie | Typische locatie |
|---|---|---|
| Kogelkraan | Aan/uit-isolatie | CDU-inlaat, Rack-verdeelstuk |
| Proportioneel ventiel | Stroommodulatie | Naar koude platen |
| Terugslagklep | Terugstroom voorkomen | Parallelle koelvloeistofleidingen |
| Overdrukventiel | Overdrukbeveiliging | Hoogste punt van het systeem |
Het begrijpen van deze rollen is de eerste stap in het waarderen van de complexe engineering achter deze kritieke componenten. Het productieproces moet vlekkeloos zijn.
Kleppen in een koelcircuit in kaart brengen
In een vloeistofkoelcircuit van een datacenter worden specifieke kleppen strategisch geplaatst. Kogelkranen worden bijvoorbeeld gebruikt bij de inlaat van de Koelvloeistofdistributie-eenheid (CDU) en bij rackaansluitingen. Hun taak is eenvoudig: een betrouwbare manier bieden om secties te isoleren voor onderhoud zonder het hele systeem af te tappen.
Precisie Stroombeheer
Proportionele regelkleppen zijn geavanceerder. Ze bevinden zich vlak voor de individuele cold plates en moduleren de koelvloeistofstroom op basis van de realtime thermische belasting van de processors. Dit zorgt ervoor dat elk onderdeel precies de koeling krijgt die het nodig heeft, zonder pompenergie te verspillen. Terugslagkleppen worden vaak in parallelle takken geplaatst om terugstroom te voorkomen.
Gedeelde Verspaningsuitdagingen
Hoewel hun functies variëren, overlappen de fabricage-eisen voor deze klephuizen aanzienlijk. De integriteit van het gehele koelsysteem hangt af van de precisie van deze onderdelen. Problemen zoals Cavitatie2 kunnen ontstaan door slecht ontworpen interne geometrieën.
Van Functie naar Fabricage
Elk klephuis, ongeacht het type, presenteert vergelijkbare uitdagingen die deskundige CNC-bewerking vereisen. Deze uitdagingen zijn fundamenteel voor het creëren van betrouwbare CNC-gefreesde fittingen en kleppen voor vloeistofkoeling.
| Bewerkingsproces | Kritieke vereiste | Invloed op prestaties |
|---|---|---|
| Boren van interne poorten | Gladde, precieze doorgangen | Voorkomt drukverliezen en turbulentie |
| Afwerking van afdichtingsoppervlakken | Extreem lage oppervlakteruwheid | Zorgt voor een lekvrije afdichting met pakkingen |
| Schroefdraadsnijden | Nauwkeurige spoed en diepte | Garandeert veilige, lekvrije verbindingen |
| Druktests | Verificatie van materiaalintegriteit | Bevestigt dat het huis de systeemdruk aankan |
Bij PTSMAKE richten we ons op het beheersen van deze processen om componenten te leveren die voldoen aan de hoogste normen voor prestaties en betrouwbaarheid.
Klepbehuizingen vervullen diverse rollen, van eenvoudige isolatie tot nauwkeurige stroomregeling. Ze delen echter allemaal gemeenschappelijke en veeleisende fabricagevereisten. Precisie in poorten, afdichtingsoppervlakken en draadsnijden is absoluut cruciaal voor systeemintegriteit en het voorkomen van lekken in elke hoogwaardige koeltoepassing.
Materiaalkeuze voor klephuizen voor vloeistofkoeling
Het kiezen van het juiste materiaal voor klepbehuizingen voor vloeistofkoeling is cruciaal. Deze beslissing heeft directe invloed op de betrouwbaarheid, levensduur en totale kosten van het systeem. De verkeerde keuze kan leiden tot lekken, corrosie en voortijdig falen, waardoor de gehele koelcyclus in gevaar komt. We moeten drie belangrijke factoren zorgvuldig afwegen.
Belangrijkste beslissingsfactoren
Koelvloeistofcompatibiliteit, corrosiebestendigheid en bewerkbaarheid zijn de belangrijkste overwegingen. Elk materiaal biedt een unieke combinatie van deze eigenschappen. Een zeer corrosiebestendige legering kan bijvoorbeeld moeilijk te bewerken zijn, wat de kosten van uw CNC-gefreesde fittingen en kleppen voor vloeistofkoeling verhoogt.
Afwegingen van materialen in één oogopslag
Het begrijpen van de basisafwegingen is een goed startpunt. Mijn team bij PTSMAKE gebruikt vaak een eenvoudige vergelijking om klanten te helpen visualiseren hoe deze factoren op elkaar inwerken.
| Materiaal | Corrosiebestendigheid | Bewerkbaarheid | Relatieve kosten |
|---|---|---|---|
| 316L roestvrij staal | Uitstekend | Eerlijk | Hoog |
| 303 roestvrij staal | Goed | Goed | Medium |
| Messing C36000 | Eerlijk | Uitstekend | Laag |
| Aluminium 6061-T6 | Slecht (moet gecoat worden) | Goed | Laag |

Wanneer men dieper ingaat op de materiaalkeuze voor klepbehuizingen, wordt de specifieke metaalsoort essentieel. Elke legering heeft onderscheidende kenmerken die deze geschikt maken voor bepaalde toepassingen. Het gaat niet alleen om het kiezen van roestvrij staal; het gaat om het kiezen van het juiste roestvrij staal.
Roestvrijstalen opties
316L roestvrij staal
Voor water-glycolcircuits beveel ik vaak 316L roestvrij staal aan. De corrosiebestendigheid is uitstekend, wat essentieel is voor de systeemintegriteit. Het werkverhardt echter tijdens het bewerken, dus we moeten scherp gereedschap en gecontroleerde voedingssnelheden gebruiken om de vereiste precisie te bereiken zonder de kosten op te drijven.
303 roestvrij staal
Als de toepassing minder kritisch is, biedt 303 roestvrij staal een goede balans. Het is veel gemakkelijker te bewerken dan 316L, wat de onderdeelkosten kan verlagen. De corrosiebestendigheid is echter lager, waardoor het minder ideaal is voor agressieve koelvloeistoffen of veeleisende omgevingen.
Overwegingen voor messing en aluminium
Messing C36000 laat zich prachtig bewerken en is kosteneffectief voor systemen met lagere druk. Het belangrijkste nadeel is het risico op galvanische corrosie3 wanneer het in contact komt met aluminium componenten zoals koude platen. Dit is een veelvoorkomend faalpunt dat ik heb gezien in slecht ontworpen gemengde-metaalcircuits.
Aluminium 6061-T6 is lichtgewicht en betaalbaar, waardoor het een uitstekende optie is voor componenten aan de CDU-zijde. Het vereist een beschermende coating, zoals hard anodiseren, om corrosie te voorkomen. Voor gemengde-metaalcircuits biedt stroomloos vernikkelen uitstekende bescherming voor roestvrijstalen of koperen onderdelen.
Het kiezen van het juiste materiaal is een evenwicht tussen prestaties, bewerkbaarheid en kosten. Roestvrij staal biedt superieure corrosiebestendigheid, terwijl messing uitstekende bewerkbaarheid biedt. Elke keuze heeft directe gevolgen voor de betrouwbaarheid en het budget van het eindproduct, waardoor dit een cruciale beslissing is in elk vloeistofkoelingsontwerp.
Bewerking van kogelklephuizen: de meest voorkomende koelklep
Precisie bij het CNC-bewerken van kogelkraanhuizen is niet onderhandelbaar. Het proces richt zich op het creëren van een perfecte behuizing voor de kogel en zittingen. Elke afwijking kan het gehele vloeistofkoelsysteem in gevaar brengen. Belangrijke kenmerken vereisen afzonderlijke bewerkingsoperaties, elk met zijn eigen kritische toleranties.
Kernbewerkte Kenmerken
De hoofdboring, die de kogel huisvest, is het meest kritische element. We bewerken ook precieze eindverbindingen, zoals NPT- of BSPP-schroefdraden, voor systeemintegratie. Bovendien moeten het stengelgat en eventuele flensvlakken perfect uitgelijnd zijn.
Typische toleranties
Op basis van onze tests is het handhaven van strikte toleranties essentieel voor de prestaties. Hier zijn enkele veelvoorkomende specificaties waarmee we bij PTSMAKE werken voor CNC-bewerkte fittingen en kleppen voor vloeistofkoeling.
| Functie | Typische tolerantie | Kritieke Functie |
|---|---|---|
| Diameter Hoofdboring | ±0,05 mm | Afdichting & Kogelrotatie |
| Schroefdraden Eindverbinding | Klasse 2A/2B | Lekvrije Verbinding |
| Positie Stengelgat | ±0,1 mm | Uitlijning Actuator |
| Vlakheid van het afdichtingsvlak | 0,02 mm | Pakkingafdichting |

De belangrijkste uitdaging bij de productie van roestvrijstalen kogelkranen is het handhaven van de sferische geometrie van de hoofdboor. Elke ovaliteit, zelfs microscopisch, creëert een pad voor lekkage. Dit is de reden waarom het kogel-en-zitting afdichtingsmechanisme volledig afhankelijk is van de geometrische integriteit van de boring.
Bewerkingsstrategieën
Er bestaan twee primaire strategieën: een aanpak met twee opstellingen of een proces met één opstelling. De methode met twee opstellingen omvat het bewerken van de boring en één uiteinde, en vervolgens opnieuw opspannen om het tegenoverliggende uiteinde te voltooien. Hoewel gebruikelijk, riskeert het introductie van uitlijnfouten tussen de opstellingen.
Bij PTSMAKE geven we vaak de voorkeur aan een enkele opstelling op een meerassige draaibank met aangedreven gereedschap. Deze methode bewerkt alle kenmerken in één opspanning, wat zorgt voor superieure Concentriciteit4 tussen alle kenmerken. Dit is cruciaal voor hoogwaardige toepassingen.
Materiaal- en afwerkingsoverwegingen
De materiaalkeuze hangt af van de toepassing. We gebruiken doorgaans 316L roestvrij staal voor koelvloeistof-gerelateerde componenten vanwege de corrosiebestendigheid. Voor onderdelen aan de installatiezijde is messing een kosteneffectief alternatief. Een oppervlakteafwerking van Ra 0,8 µm is standaard op afdichtingsvlakken om een betrouwbare afdichting te garanderen.
| Aspect | Specificatie | Reden |
|---|---|---|
| Materiaal (Koelvloeistofzijde) | 316L roestvrij staal | Corrosiebestendigheid |
| Materiaal (Installatiezijde) | Messing (bijv. C360) | Kosteneffectiviteit |
| Afwerking afdichtingsoppervlak | Ra 0,8 µm | Voorkomt microlekkages |
Succesvolle CNC-bewerking van kogelkraanhuizen is afhankelijk van nauwkeurige boringgeometrie, strategische opspanning en de juiste materiaalkeuze. Het bereiken van nauwe toleranties, vooral concentriciteit, is essentieel om lekkages te voorkomen en betrouwbare prestaties te garanderen in veeleisende vloeistofkoelingstoepassingen.
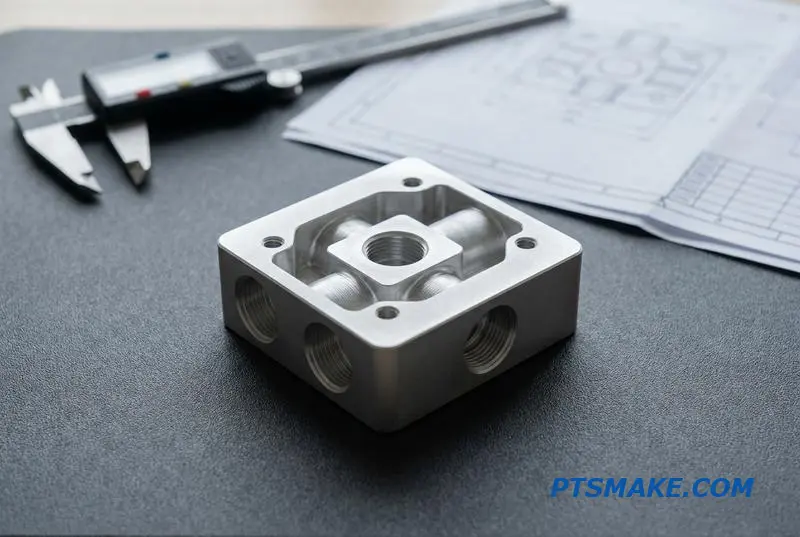
Proportionele regelklephuizen: interne doorgangen en poorten
Proportionele regelkleppen behoren tot de meest complexe componenten in vloeistofkoelsystemen. Hun doel is dynamische stroommodulatie, wat ongelooflijk ingewikkelde interne poorten vereist. Het gaat niet alleen om het boren van gaten; het gaat om het creëren van precieze paden voor vloeistof.
Belangrijkste interne kenmerken
De inlaat- en uitlaatpoorten moeten onder specifieke hoeken worden bewerkt. Binnenin worden doseerranden zorgvuldig gevormd om debieten met hoge nauwkeurigheid te regelen. Het hele ontwerp is gemaakt voor nauwkeurige prestaties en langdurige betrouwbaarheid in veeleisende toepassingen.
De Spoelboring
De speling tussen de spoel en de boring is cruciaal voor de functie. We bewerken deze kenmerken tot een nauwe H6/g6 passing, wat zorgt voor een soepele, responsieve werking zonder lekkage.
| Functie | Standaard tolerantie | Bewerking Impact |
|---|---|---|
| Diameter Spoelboring | ±0,01mm | Vereist precisieboren/honen |
| Poorthoek | ±0,5 graden | Vereist meerassige CNC-mogelijkheid |
| Doseerrand | Scherpe, braamvrije | Vereist gespecialiseerde ontbraamgereedschappen |

Bewerken van complexe geometrieën
Het proces van CNC-productie van een regelklephuis uit een massief blok is een aanzienlijke uitdaging. Het omvat veel meer dan alleen basis frezen. Kruisgatboren voor poortkruisingen moet perfect uitgelijnd zijn om verstoring van de stroming en drukverliezen te voorkomen.
Ontbramen en Oppervlakteafwerking
Eventuele bramen die na het boren op interne randen achterblijven, kunnen turbulentie veroorzaken en de stroming beïnvloeden. We gebruiken geavanceerd ontbramen om een soepele vloeistofdynamica te garanderen. De spoelboring vereist een fijne oppervlakteafwerking, typisch Ra 0,4 µm, om te voorkomen stiction5 en voortijdige slijtage, waardoor de klep direct reageert.
Productiebenaderingen
Het bewerken van proportionele klephuizen biedt twee primaire paden. Bewerking uit een massief blok biedt superieure materiaalintegriteit en sterkte. Daarentegen kan verlorenwasgieten gevolgd door nabewerking de initiële kosten verlagen, maar kan het risico op materiaalfouten zoals porositeit met zich meebrengen.
| Methode | Voordelen | Nadelen |
|---|---|---|
| Bewerkt uit massief | Hoge sterkte, geen porositeit | Meer materiaalverspilling, langere cyclustijd |
| Investeringsgieten | Minder materiaalverspilling, bijna-netto vorm | Potentiële porositeit, vereist secundaire bewerking |
Bij PTSMAKE zijn onze 4-assige en 5-assige freescentra ideaal voor het creëren van deze complexe meerpoorts behuizingen direct uit massieve materialen.
Het produceren van proportionele regelklephuizen vereist geavanceerde CNC-mogelijkheden. Precisie is essentieel voor interne poorten, nauwe toleranties en superieure oppervlakteafwerkingen. De juiste aanpak – of het nu bewerkt uit massief is of gegoten – heeft directe invloed op de prestaties en betrouwbaarheid van de klep in kritieke vloeistofkoelsystemen.
Terugslagklephuizen: veerretentie en zittinggeometrie
Bij vloeistofkoeling zijn terugslagkleppen essentieel voor het voorkomen van terugstroming wanneer een pomp uitschakelt. Het huis is de basis. De bewerking ervan vereist hoge precisie voor kenmerken zoals de interne boring, die de klepschotel geleidt, en de klepzitting.
Belangrijkste bewerkingskenmerken
De klepzitting is het meest kritieke element. Het is vaak een 45-graden afschuining die direct in het huis is bewerkt, of een uitsparing ontworpen voor een zachte zittinginzet. Nauwkeurige veerbevestigingskenmerken worden ook bewerkt om de openingsdruk van de klep betrouwbaar te regelen.
Vergelijking zittinggeometrie
Deze tabel geeft een overzicht van de gangbare zittingtypes die wij bewerken voor CNC-bewerkte fittingen en kleppen voor vloeistofkoeling.
| Zittingtype | Materiaal | Belangrijkste voordeel | Gemeenschappelijke toepassing |
|---|---|---|---|
| Afgeschuinde zitting | Hetzelfde als behuizing (bijv. 316L) | Duurzaamheid | Hogedruksystemen |
| Zachtzittinginzetstuk | PEEK / PTFE | Superieure afdichting | Lagedruk, kritische afdichting |
De grootste uitdaging bij het CNC-bewerken van terugslagklepbehuizingen is de concentriciteit tussen de klepzitting en de interne boring. Als deze twee kenmerken niet perfect zijn uitgelijnd, zal de klepkegel of schijf niet correct afdichten, wat leidt tot lekkages en systeemuitval.
Afdichtingsintegriteit bereiken
Wij hanteren consequent een tolerantie van ±0,05 mm Totale Aangegeven Rondloop6 (TAR) tussen de zitting en de boring. Dit is niet zomaar een getal; het is een vereiste voor betrouwbare prestaties. Elke afwijking hierboven kan leiden tot ongelijkmatige slijtage en de afdichting in gevaar brengen, een kritieke storing bij vloeistofkoeling voor gevoelige elektronica.
Materiaal- en bewerkingssynergie
Voor de behuizing is 316L roestvrij staal een veelvoorkomende keuze vanwege de corrosiebestendigheid. Wanneer een ontwerp vraagt om een zachte zitting, bewerken we een nauwkeurige uitsparing voor een PEEK- of PTFE-inzetstuk. Het controleren van de diepte van de veeruitsparing is even belangrijk, omdat dit direct de kracht beïnvloedt die nodig is om de klep te openen.
| Parameter | Specificatie | Verificatiemethode |
|---|---|---|
| Zitting-tot-boring concentriciteit | ±0,05 mm TAR | CMM-tastersensor scan |
| Veeruitsparing diepte | ±0,1 mm | Digitale dieptemeter |
| Afwerking afdichtingsoppervlak | Ra 0,8 µm of beter | Oppervlaktelprofielmeter |
Bij PTSMAKE gebruiken we CMM-verificatie op elke batch om ervoor te zorgen dat deze concentriciteit wordt gehaald. Deze toewijding aan precisiebewerking van terugslagkleppen voorkomt kostbare storingen in het veld voor onze klanten.
Uiteindelijk hangt een succesvolle werking van een terugslagklep af van de precieze bewerking van het huis. De concentriciteit tussen de zitting en de boring, in combinatie met de juiste materiaalkeuze en verificatie, zorgt voor betrouwbare terugstroompreventie in veeleisende vloeistofkoelingstoepassingen.
Overdrukventielhuizen: schroefdraad, zittinghoek en nauwkeurigheid van de ingestelde druk
De prestaties van een overdrukventiel (PRV) worden bepaald door de bewerkingsprecisie van het huis. De interne geometrie, met name de klepzitting, regelt direct de nauwkeurigheid van de ingestelde druk. Zelfs kleine afwijkingen kunnen leiden tot catastrofale storingen of aanhoudende, kostbare lekken in een systeem.
Belangrijkste bewerkte geometrieën
Het klephuis bevat verschillende kritieke kenmerken. Deze omvatten de sproeier of zitting, de veerkamer, de schroefdraad van de stelschroef en de uitlaatpoort. Elk element moet volgens strenge specificaties worden bewerkt om samen te werken, wat een betrouwbare en herhaalbare klepwerking onder druk garandeert.
Van blauwdruk tot prestatie
De relatie tussen de blauwdruk en de prestaties van het eindproduct is direct. Zo bepalen de hoek en de oppervlakteafwerking van de zitting hoe effectief de klep afdicht en opent bij de precieze ingestelde druk. Het is een spel van microns.
| Functie | Focus op verspaning |
|---|---|
| Klepzitting | Hoek, breedte en oppervlakteafwerking |
| Veerkamer | Binnendiameter en diepte |
| Stelschroefdraad | Spoeddiameter en draadklasse |
| Uitlaatpoort | Boringconcentriciteit en diameter |

Wanneer we CNC-bewerking van drukontlastklephuizen benaderen, behandelen we toleranties als absolute regels, geen richtlijnen. De verbinding tussen bewerkingsprecisie en herhaalbaarheid van de insteldruk is onbreekbaar. Slechte geometrie of oppervlakteafwerking is de primaire oorzaak van vroegtijdige afblazen of langzame zittinglekkage.
Kritische toleranties en afwerkingen
Voor metaal-op-metaal zittingen die een bellendichte afsluiting vereisen, is een oppervlakteafwerking van Ra 0.2µm vaak noodzakelijk. Op basis van onze tests introduceert alles wat ruwer is een lekpad. De tolerantie van de zittingbreedte wordt doorgaans gehandhaafd op ±0.025mm om ervoor te zorgen dat de kracht van de veer consistent wordt toegepast.
De rol van schroefdraad en concentriciteit
De schroefdraad van de stelschroef, meestal een Class 2A/2B passing, maakt fijnafstelling van de insteldruk mogelijk. Slechte schroefdraadgeometrie kan wrijving of speling introduceren, waardoor nauwkeurige afstelling onmogelijk wordt. Even belangrijk is de concentriciteit tussen de zitting en de geleideboring, wat ongelijkmatige belasting en vroegtijdige slijtage voorkomt. Slechte controle hier kan de prestaties verhogen Hysterese7.
Deze principes zijn vooral kritisch in systemen zoals CNC-bewerkte fittingen en kleppen voor vloeistofkoeling, waar betrouwbaarheid van het grootste belang is.
Het bereiken van een nauwkeurige insteldruk en een bellendichte afdichting in een PRV is volledig afhankelijk van de CNC-bewerking van het klephuis. Belangrijke factoren zijn onder meer de zittinggeometrie, oppervlakteafwerking (Ra 0.2µm) en strakke toleranties op kenmerken zoals schroefdraad en boringconcentriciteit.
Meerassige CNC-bewerking voor complexe klephuisgeometrieën
Het kiezen tussen 3-assige en 5-assige bewerking is een cruciale stap. Voor complexe klephuizen, vooral die in vloeistofkoelsystemen, wordt meerassige bewerking vaak een noodzaak, geen luxe. Het maakt het mogelijk om ingewikkelde kenmerken in één enkele opstelling te creëren.
Wanneer is 5-assig essentieel?
Voor componenten met poorten op meerdere, niet-orthogonale vlakken is 5-assig de duidelijke winnaar. Deze aanpak, die we vaak gebruiken bij PTSMAKE, vereenvoudigt het proces voor onderdelen die ondersnijdingen of achterwaartse bewerkingen vereisen die onmogelijk te bereiken zijn met een 3-assige machine in één enkele opspanning.
Belangrijkste beslissingsfactoren
| Complexiteit van kenmerken | 3-assenaanpak | 5-assige oplossing |
|---|---|---|
| Poorten met samengestelde hoek | Meerdere complexe opspanningen | Enkele opstelling, hogere nauwkeurigheid |
| Ondersnijdingen/Achterwaarts bewerken | Speciaal gereedschap, meerdere opstellingen | Directe bewerkingstoegang |
| Hoge concentriciteit | Risico op tolerantie-opstapeling | Behouden in één bewerking |
De "Eén-keer" Bewerkingsstrategie
Het belangrijkste voordeel van 5-assige CNC-bewerking van klephuizen is de "één-keer" strategie. Het voltooien van een onderdeel in één enkele opstelling vermindert drastisch het risico op fouten die worden geïntroduceerd door opnieuw opspannen. Dit is essentieel voor het handhaven van nauwe toleranties tussen kenmerken op verschillende zijden van het onderdeel.
We hebben gezien dat voor CNC-gefreesde fittingen en kleppen voor vloeistofkoeling met vier of meer schuine poorten, deze aanpak kosteneffectiever is. Het hogere uurtarief van de machine wordt gecompenseerd door het elimineren van de noodzaak voor meerdere aangepaste opspanningen en de bijbehorende arbeidskosten voor opstellingen.
Productieaanpakken Vergelijken
Het kiezen van het juiste proces heeft directe invloed op de uiteindelijke kosten en kwaliteit. Het is een afweging tussen machinetijd, arbeid en investering in gereedschap.
Kosten- en Tijdsverdeling
De productie van kleppen met meerassige bewerking vereist een diepere analyse dan alleen het vergelijken van machine-uurtarieven. Na het beoordelen van verschillende projecten, tonen onze gegevens een duidelijk patroon.
| Metrisch | 3-assig + Meerdere instellingen | 5-assige Enkele Opstelling |
|---|---|---|
| Cyclustijd | Hoger (inclusief insteltijd) | Lager (continu bewerken) |
| Nauwkeurigheid | Lager (tolerantiestapeling) | Hoger (enkel referentiekader) |
| Uitrustingskosten | Hoog (meerdere aangepaste mallen) | Minimaal (standaard bankschroef/klauwplaat) |
| Arbeidskosten | Hoog (meerdere opstellingen) | Lager (minder operatorinterventie) |
Het gebruik van geavanceerde functies zoals Tool Center Point Control (TCPC)8 op onze 5-assige machines stelt de gereedschapspunt in staat een geprogrammeerd pad te volgen, ongeacht de lengte van het gereedschap of de rotatiebewegingen van de machine. Dit garandeert superieure nauwkeurigheid op complexe gebogen oppervlakken en schuine gaten.
Meerassige bewerking is essentieel voor complexe klephuizen, verbetert de nauwkeurigheid en verlaagt de totale projectkosten. Door het aantal opstellingen te minimaliseren via een "one-hit" strategie, overbrugt het het hogere uurtarief, wat uiteindelijk resulteert in een superieur en voordeliger onderdeel.
Zwitserse draaibankbewerking voor kleine klepcomponenten: klepkernen en inzetstukken
Waarom Zwitsers Draaien voor Ingewikkelde Kleponderdelen?
Voor kleine, complexe klepcomponenten schieten conventionele draaibanken vaak tekort. Onderdelen zoals klepstelen en klepschotels vereisen een precisieniveau dat moeilijk te bereiken is wanneer werkstukvervorming een probleem wordt. Dit is waar Zwitsers draaien ons bij PTSMAKE een duidelijk voordeel biedt.
Zwitsers CNC-draaien van kleponderdelen is ideaal voor componenten met diameters van 3 mm tot 20 mm en lengtes tot 200 mm. Door het materiaal direct bij het snijgereedschap te ondersteunen, minimaliseert de machine trillingen en doorbuiging, wat zorgt voor uitzonderlijke rechtheid en concentriciteit bij lange, slanke onderdelen.
Belangrijkste Componenten die Wij Bewerken
Precisiebewerking van klepinzetstukken is een kernonderdeel van ons werk. We verwerken diverse secundaire componenten, elk met zijn eigen unieke uitdagingen. Zwitsers draaien stelt ons in staat om consequent aan deze eisen te voldoen voor toepassingen zoals CNC-bewerkte fittingen en kleppen voor vloeistofkoeling.
| Component | Veelvoorkomende Bewerkingsuitdaging |
|---|---|
| Klepstelen | Rechtlijnigheid behouden over lange lengtes |
| Klepschotels | Kritische afdichtingsoppervlakteafwerkingen realiseren |
| Doseerpennen | Conusnauwkeurigheid en fijnpuntgeometrie |
| Zittinginzetstukken | Concentriciteit tussen boring en zitting |

De technische voorsprong van Zwitsers verspanen
De superioriteit van Zwitserse machines voor deze onderdelen komt neer op drie belangrijke kenmerken. Deze technologieën stellen ons in staat om een component volledig in één enkele opspanning te bewerken, wat cruciaal is voor zowel precisie als efficiëntie bij het produceren van onderdelen voor vloeistofkoelsystemen.
Geleidebus voor stabiliteit
De geleidebus is de hoeksteen van het Zwitsers draaien. Het biedt stijve ondersteuning aan het werkstuk direct naast de snijgereedschappen. Deze opstelling elimineert vrijwel doorbuiging bij lange, slanke onderdelen, wat zorgt voor uniforme diameters en superieure oppervlakteafwerkingen van begin tot eind.
Subspil voor complete bewerking
Nadat de hoofdspil zijn bewerkingen heeft voltooid, neemt de subspil het onderdeel over. Dit stelt ons in staat om de achterkant te bewerken zonder handmatige tussenkomst. Dit proces garandeert een uitstekende concentriciteit tussen kenmerken aan tegenovergestelde uiteinden van het onderdeel, een kritieke factor voor de klepprestaties.
Aangedreven gereedschappen voor complexe kenmerken
Onze Zwitserse machines zijn uitgerust met aangedreven gereedschappen. Dit stelt ons in staat om secundaire bewerkingen zoals kruisboren, sleuven frezen en vlakken frezen in dezelfde cyclus uit te voeren. Deze geïntegreerde aanpak verkort de doorlooptijden en verbetert de nauwkeurigheid van kenmerken ten opzichte van de gedraaide diameters.
Materiaal- en precisienormen
We werken met een reeks materialen die zijn geselecteerd op hun prestaties in veeleisende kleptoepassingen. De warmtebehandeling van 17-4PH, bekend als Neerslagharding9, is cruciaal voor het bereiken van een hoge slijtvastheid. Op basis van onze tests hanteren we consequent nauwe toleranties.
| Materiaal | Primaire toepassing |
|---|---|
| 303/316L RVS | Corrosiebestendigheid en algemeen gebruik |
| 17-4PH H900 | Hogedruk-, slijtvaste componenten |
| PEEK | Elektrische isolatie en chemische bestendigheid |
We bereiken toleranties van ±0,01 mm op diameters en oppervlakteafwerkingen zo fijn als Ra 0,4 µm op kritieke afdichtingsoppervlakken.
Zwitsers draaien is onmisbaar voor het produceren van kleine, complexe klepcomponenten met hoge precisie. Het vermogen om lange, slanke onderdelen te bewerken en kenmerken in één opstelling te voltooien, maakt het ideaal voor klepkernen, inzetstukken en andere ingewikkelde onderdelen die nauwe toleranties vereisen.
Schroefdraad en eindverbindingen bij klephuisbewerking
Correct draadsnijden is essentieel voor het creëren van drukdichte, betrouwbare verbindingen in klephuizen. Het gaat niet alleen om het snijden van groeven; het gaat om het selecteren van de juiste norm en deze met precisie uit te voeren. Elk draadtype dient een specifiek doel, van conische tot rechte profielen.
Belangrijkste draadnormen
Verschillende toepassingen vereisen verschillende draadnormen. Voor CNC-gefreesde fittingen en kleppen voor vloeistofkoeling is het begrijpen hiervan fundamenteel. In ons werk bij PTSMAKE bewerken we gewoonlijk deze primaire typen, elk met unieke geometrische vereisten voor afdichting en mechanische koppeling.
| Type schroefdraad | Verzegelingsmethode | Gemeenschappelijke toepassing |
|---|---|---|
| NPT/BSPT | Schroefdraadinterferentie (Conisch) | Algemeen gebruik, drukleidingen |
| UN/UNF/BSPP | Pakking of O-ring | Fittings, hydraulische verbindingen |
| SAE ORB | O-ring in een groef | Hogedruk hydraulische systemen |
Belang van precisie
Het bereiken van een perfecte afdichting begint met nauwkeurige bewerking. Bij het bewerken van schroefdraad in klephuizen kunnen zelfs kleine afwijkingen in spoed, hoek of diepte leiden tot lekkages of het falen van de verbinding onder druk. Deze precisie is wat een betrouwbaar onderdeel onderscheidt van een risico.

Meten en kwaliteitscontrole
Het controleren van de schroefdraadgeometrie is net zo cruciaal als het snijden ervan. We gebruiken specifieke kalibers voor elk type schroefdraad. NPT-schroefdraden vereisen bijvoorbeeld L1- en L2-schroefdraadkalibers om de conische diepte te controleren, wat zorgt voor een juiste schroefdraadinsluiting zonder dat deze de bodem raakt of interfereert.
| Kalibertype | Gebruikt voor | Doel |
|---|---|---|
| Ringkaliber | Externe draden | Go/No-Go controle voor spoeddiameter |
| Kaliber | Binnendraad | Go/No-Go controle voor spoeddiameter |
| NPT L1/L2 Kaliber | Conische schroefdraden | Controleert de juiste inschroefdiepte |
Schroefdraad frezen vs. tappen
Voor schroefdraad met een grotere diameter raad ik vaak draadfrezen aan boven tappen. Tappen kan soms een hoog koppel uitoefenen, wat het risico op gereedschapsbreuk of vervorming van het onderdeel met zich meebrengt. Draadfrezen, dat gebruikmaakt van Spiraalinterpolatie10, biedt een meer gecontroleerd proces.
Deze methode produceert vaak een superieure draadkwaliteit en oppervlakteafwerking. Een bijkomend voordeel is dat één enkel gereedschap verschillende draadmaten met dezelfde spoed kan bewerken, wat flexibiliteit biedt in de productie, vooral tijdens CNC-draaibewerkingen van NPT-draad.
Veelvoorkomende bewerkingsvalkuilen
Overmatige conusvorming van NPT-draden is een veelvoorkomend probleem dat montageproblemen veroorzaakt. Een ander probleem zijn beschadigde draadbeginsels door onjuiste gereedschapsinvoer, wat de afdichting kan ruïneren. Ten slotte voorkomen bramen op de draadkammen een goede passing en moeten deze zorgvuldig worden verwijderd.
Het kiezen van het juiste draadtype, het nauwkeurig uitvoeren ervan en het controleren met de juiste kalibers zijn ononderhandelbaar voor hoogwaardige klephuizen. Het begrijpen van veelvoorkomende valkuilen en het kiezen van de optimale bewerkingsmethode, zoals draadfrezen voor grotere diameters, zorgt voor een lekvrije en betrouwbare verbinding.
Bewerking van afdichtingsoppervlakken: O-ringgroeven, flensvlakken en metalen zittingen
Bij vloeistofkoeling is het afdichtingsoppervlak allesbepalend. Een enkele microscopische imperfectie kan leiden tot een catastrofale storing. Het bewerken van deze oppervlakken op CNC-fittingen en -kleppen is een taak waarbij precisie niet alleen een doel is; het is het enige acceptabele resultaat. Er is geen ruimte voor fouten.
Belangrijkste afdichtingsmethoden
We komen voornamelijk drie soorten afdichtingen tegen. Elk heeft unieke bewerkingsvereisten die direct van invloed zijn op de prestaties. Het begrijpen van deze verschillen is cruciaal voor het produceren van betrouwbare componenten voor vloeistofkoelsystemen.
| Type afdichting | Primaire Bewerkingsfocus | Gemeenschappelijke toepassing |
|---|---|---|
| O-Ring Groef | Groefdiepte & Oppervlakteafwerking | Statische afdichtingen tussen behuizingshelften |
| Compressieafdichting | Oppervlaktevlakheid & Afwerking | Pakking- of ferruleverbindingen |
| Metaal-op-metaal zitting | Concentriciteit & Oppervlakteafwerking | Hogedruk kogelkranen |
O-ring groef toleranties
Voor standaard AS568 O-ring groeven is het beheersen van de groefdiepte cruciaal. Wij hanteren een tolerantie van ±0.05mm. De afwerking van het bodemoppervlak moet Ra 1.6µm of beter zijn, zonder gereedschapssporen die parallel lopen aan het potentiële lekpad.

Het succes van CNC-gefreesde fittingen en kleppen voor vloeistofkoeling hangt af van het bereiken van perfecte afdichtingsoppervlakken. Elk ontwerp vereist een specifieke aanpak, van de precieze afmetingen van een O-ring groef tot de vlekkeloze afwerking van een metaal-op-metaal zitting. Compromis is geen optie.
Bewerking voor O-ring groeven
Voor O-ring groeven is het doel gecontroleerde compressie. Een groef die te diep is, comprimeert de O-ring onvoldoende, waardoor een lekpad ontstaat. Als deze te ondiep is, wordt de O-ring geplet, wat leidt tot voortijdig falen. Daarom is de dieptetolerantie van ±0.05mm niet onderhandelbaar.
Vereisten voor metaal-op-metaal zittingen
Metaal-op-metaal zittingen zijn het meest veeleisend. Bij een kogelkraan met harde zitting moet de zitting een concentriciteit hebben ten opzichte van de boring binnen ±0.025mm. De oppervlakteafwerking moet uitzonderlijk glad zijn, typisch tussen Ra 0.2µm en 0.4µm. Dit is waar de principes van Tribologie11 cruciaal worden.
Kritische Geometrische Controles
Het bereiken van deze specificaties vereist nauwkeurige gereedschapsbaancontrole en machinestabiliteit. De geometrie, of het nu een hoek van 45 graden is of een scherpe rand, moet perfect zijn om een contactlijn te creëren die hoge druk vasthoudt zonder te lekken.
| Functie | GD&T Controle | Typische specificatie |
|---|---|---|
| O-ring groefbodem | Oppervlakteprofiel | 0,05 mm |
| Flensvlak | Vlakheid | 0,02 mm |
| Metalen zithoek | Hoekigheid | ±0,1° |
| Metalen zitting tot boring | Concentriciteit | 0,025 mm |
Het bewerken van afdichtingsoppervlakken is een nauwgezet proces. Succes hangt af van het behalen van strakke toleranties voor groefdiepte, oppervlakteafwerking en geometrische controles zoals concentriciteit. Deze details bepalen de betrouwbaarheid van CNC-gefreesde fittingen en kleppen in elke vloeistofkoelingstoepassing.
Lektesten van bewerkte klephuizen: normen en methoden
Ervoor zorgen dat een klephuis lekvrij is, is niet onderhandelbaar, vooral voor CNC-gefreesde fittingen en kleppen voor vloeistofkoeling. Een kleine fout kan leiden tot catastrofale systeemuitval. Bij PTSMAKE vertrouwen we op een gestructureerde aanpak om de integriteit van elk onderdeel dat we produceren te valideren.
Belangrijkste lektestprotocollen
Verschillende tests richten zich op verschillende potentiële faalpunten. Hydrostatische tests controleren de structurele sterkte van het lichaam, terwijl pneumatische tests zich richten op de effectiviteit van de afdichting. Voor de meest kritieke toepassingen zijn geavanceerde methoden vereist.
Gangbare testparameters
Hier is een snel overzicht van de standaardtests die we gebruiken voor een typische druktest van een vloeistofkoelklep.
| Testmethode | Primair doel | Typische Druk/Gevoeligheid |
|---|---|---|
| Hydrostatische Druk | Integriteit & Sterkte van de Behuizing | 1.5× Nominale Druk (10-15 bar) |
| Pneumatische Zittinglekkage | Effectiviteit van de Afdichting | Lage Druk (0.5-1 bar) |
| Helium Massaspectrometrie | Hermetische Afdichting | <1×10⁻⁶ mbar·L/s |
De Juiste Testmethode Toepassen
Het kiezen van de juiste test is cruciaal voor effectieve lektesten van het klephuis. Elke methode biedt verschillende informatie over de prestaties van het onderdeel en is geschikt voor specifieke validatiestadia.
Hydrostatische Druktest
We voeren deze test uit om de fundamentele integriteit van het klephuis te bevestigen. Door het onderdeel bloot te stellen aan 1,5 keer de nominale druk, typisch 10-15 bar, en dit 2-5 minuten aan te houden, controleren we of er geen structurele zwakheden, porositeit of scheuren zijn ontstaan door het bewerkingsproces.
Pneumatische Zittinglekkagetest
Deze test richt zich op het afdichtingsvermogen van de klepzitting. Met behulp van lagedruklucht van 0,5-1 bar controleren we op lekken via een bellentest of door het meten van drukverval. Ik raad altijd aan om droge stikstof te gebruiken om vochtverontreiniging in het onderdeel te voorkomen.
Helium Massaspectrometrie12 voor Ultieme Zekerheid
Voor hermetisch afgesloten assemblages of missiekritieke toepassingen is dit de gouden standaard. Het detecteert lekken die duizenden keren kleiner zijn dan andere methoden kunnen vinden. We hanteren een strikt acceptatiecriterium van minder dan 1×10⁻⁶ mbar·L/s, wat totale insluiting garandeert.
Een robuuste teststrategie combineert deze methoden om prestaties te garanderen. Hydrostatische testen valideren het lichaam, pneumatische testen bevestigen de afdichting, en heliumspectrometrie zorgt voor absolute integriteit voor de meest veeleisende toepassingen, zoals die in hoogwaardige vloeistofkoelsystemen.
Ontbramen en Reinigen van Klephuizen: Waarom het Belangrijk is voor de Betrouwbaarheid van Koeling
Het bewerken van een klephuis is slechts het halve werk. De echte test van betrouwbaarheid voor vloeistofkoelsystemen komt van processen na de bewerking. Interne bramen, vooral op kruispunten van gaten, zijn kleine metaalfragmenten die later catastrofale storingen kunnen veroorzaken.
Het Probleem met Interne Bramen
Deze fragmenten kunnen losraken, koelvloeistofkanalen blokkeren of klepzittingen vastzetten. Als ze de pomp bereiken, kunnen ze waaiers beschadigen, wat leidt tot een volledige systeemuitval. Daarom is een focus op ontbramen en reinigen niet zomaar een kwaliteitscontrole; het is een essentieel onderdeel van de productie van betrouwbare CNC-gefreesde fittingen en kleppen voor vloeistofkoeling.
Eerste Stappen Zijn Niet Genoeg
Standaard trommelen of wassen zal deze interne bramen niet verwijderen. Het vereist een toegewijd, meerstaps proces om ervoor te zorgen dat elke interne doorgang perfect schoon en glad is voordat het klephuis wordt gemonteerd.
| Risicofactor | Gevolg van Slecht Ontbramen |
|---|---|
| Stroomblokkade | Oververhitting en systeemuitval |
| Klepblokkering | Onvermogen om de koelvloeistofstroom te regelen |
| Pompschade | Kostenintensieve reparaties en systeemuitval |
| Verontreiniging | Verminderde levensduur van koelvloeistof en componenten |
Geavanceerde Ontbraam- en Reinigingsmethoden
Effectieve ontbraming en reiniging van klephuizen vereist gespecialiseerde technieken. Voor eenvoudige geometrieën kan handmatig ontbramen met aangepaste gereedschappen interne doorgangen bereiken. Voor complexe interne kanalen vertrouwen we echter op geavanceerdere methoden om volledige verwijdering van alle bramen te garanderen.
De juiste techniek kiezen
Thermisch ontbramen (TEM) is uitstekend voor ingewikkelde interne geometrieën, omdat het bramen verdampt zonder de afmetingen van het onderdeel te beïnvloeden. Voor zeer nauwkeurige onderdelen met nauwe toleranties biedt Elektrochemisch ontbramen (ECM) een contactloze, zeer gecontroleerde oplossing die materiaal ion voor ion verwijdert.
| Ontbraam methode | Beste voor | Precisieniveau |
|---|---|---|
| Thermisch (TEM) | Complexe interne geometrieën | Hoog |
| Elektrochemisch (ECM) | Nauwe toleranties, gevoelige materialen | Zeer hoog |
| Hogedruk waterstraal | Spoelen en reinigen van doorgangen | Medium |
Verificatie en uiteindelijke reinheid
Na het ontbramen is reinheid van het grootste belang. We houden ons aan normen zoals ISO 16232 om de deeltjesverontreiniging te meten. Ultrasoon reinigen in gespecialiseerde oplosmiddelen verwijdert eventuele resterende microdeeltjes. Eindinspectie met behulp van een Endoscoop13 stelt ons in staat om visueel te controleren of elke interne doorgang onberispelijk is, waardoor de reinheid van het CNC-gefreesde onderdeel wordt gegarandeerd die vereist is voor systemen met hoge betrouwbaarheid.
Ontbramen en reinigen zijn geen optionele stappen; ze zijn essentieel voor de prestaties en levensduur van elk vloeistofkoelsysteem. Correcte uitvoering voorkomt verstoppingen, beschermt componenten en zorgt ervoor dat het hele systeem werkt zoals ontworpen, wat een toewijding aan echte productiekwaliteit weerspiegelt.
Oppervlaktebehandeling en Coating voor Koelvloeistofcompatibiliteit
Na het bewerken is de oppervlakteafwerking nog maar het begin. De juiste oppervlaktebehandeling van het klephuis zorgt voor langdurige betrouwbaarheid in vloeistofkoelsystemen. Het is een cruciale stap die corrosie voorkomt, wrijving vermindert en de levensduur verlengt van CNC-gefreesde fittingen en kleppen voor vloeistofkoeling.
Belangrijkste oppervlaktebehandelingen
Het kiezen van de juiste behandeling hangt volledig af van het materiaal, de koelvloeistof en de bedrijfsomgeving. Elke optie biedt specifieke voordelen die zijn afgestemd op verschillende toepassingsvereisten, van corrosiebestendigheid tot slijtagebescherming.
Veelvoorkomende beschermende processen
We passen vaak behandelingen toe zoals passivering voor roestvrij staal of hard anodiseren voor aluminium. Deze processen zijn fundamenteel om ervoor te zorgen dat onderdelen gedurende hun gehele levensduur naar verwachting presteren.
| Behandeling | Primair materiaal | Hoofddoel |
|---|---|---|
| Passiveren | Roestvrij staal | Verwijdert vrij ijzer, verbetert de corrosiebestendigheid |
| Anodiseren (Type III) | Aluminium | Verhoogt de oppervlaktehardheid en slijtvastheid |
| Nikkel-elektrolytisch | Koper, Messing | Creëert een uniforme beschermende barrière |
| Teflon/Xylan | Klepstelen | Vermindert wrijving en voorkomt vastkleven |

De keuze van een oppervlaktebehandeling voor een klepbehuizing is nooit willekeurig; het is een strategische beslissing gebaseerd op de systeemchemie en -mechanica. In een gemengd-metaalcircuit met koper en aluminium is bijvoorbeeld een proactieve coating essentieel om problemen te voorkomen.
De juiste behandeling kiezen
De koelvloeistof zelf is de grootste factor. Een water-glycolmengsel is geleidend en vereist bescherming tegen corrosie. Daarentegen zijn diëlektrische vloeistoffen niet-geleidend, dus elektrische isolatie door anodiseren wordt belangrijker voor het voorkomen van vonkoverslag.
Behandeling afstemmen op toepassing
In ons werk bij PTSMAKE hebben we ontdekt dat het passiveren van 316L roestvrij staal volgens ASTM A967 standaard is voor de meeste koelvloeistoffen op waterbasis. Het verwijdert oppervlakteverontreinigingen van de bewerking, wat een veelvoorkomende oorzaak is van vroegtijdige roest. Voor behuizingen van koperlegeringen, Elektrolytisch vernikkelen14 is mijn favoriete aanbeveling voor vloeistofkoeling. Het creëert een volledig uniforme barrière, in tegenstelling tot galvaniseren, dat ongelijkmatig kan opbouwen op complexe vormen.
Deze uniformiteit is cruciaal binnen de ingewikkelde doorgangen van CNC-gefreesde fittingen en kleppen voor vloeistofkoeling. Voor toepassingen met lage wrijving, zoals op klepstelen, vermindert een Teflon-impregnatie of een Xylan-coating de bedieningskracht en voorkomt het vastkleven, vooral na lange stilstandsperioden.
| Type koelvloeistof | Algemeen materiaal | Aanbevolen behandeling | Belangrijkste voordeel |
|---|---|---|---|
| Water-glycol | Roestvrij staal 316L | Passiveren | Corrosiebestendigheid |
| Water-glycol | Aluminium | Hard anodiseren (Type III) | Hardheid, Corrosieschild |
| Water-glycol | Koper/Brons | Nikkel-elektrolytisch | Uniforme Barrièrelaag |
| Diëlektrische vloeistof | Aluminium | Hard anodiseren (Type III) | Elektrische isolatie |
Het kiezen van de juiste oppervlaktebehandeling is cruciaal voor het voorkomen van systeemfalen. Passivering, anodiseren en gespecialiseerde beplating verbeteren direct de duurzaamheid en betrouwbaarheid van vloeistofkoelingscomponenten, waardoor ze gedurende hun hele levensduur aan de prestatieverwachtingen voldoen.
Ontwerp voor Maakbaarheid: Tekeningen van Klephuizen Waar Machinisten Dol op Zijn
Een goed ontworpen tekening van een klephuis is meer dan een reeks instructies; het is een duidelijk communicatiemiddel. Wanneer ingenieurs de principes van Design for Manufacturability (DFM) toepassen, overbruggen ze de kloof tussen ontwerpintentie en productierealiteit, wat tijd bespaart en kosten verlaagt. Deze aanpak voorkomt onnodige herzieningen en stroomlijnt het bewerkingsproces.
Waarom DFM belangrijk is voor klephuizen
Effectieve DFM anticipeert op productie-uitdagingen. Voor complexe componenten zoals CNC-gefreesde fittingen en kleppen voor vloeistofkoeling kunnen kleine ontwerpaanpassingen een aanzienlijke impact hebben. Ze kunnen de noodzaak van gespecialiseerd gereedschap of secundaire bewerkingen elimineren, waardoor de efficiëntie en componentkwaliteit direct verbeteren.
Van Tekening tot Eindproduct
Hier zijn veelvoorkomende problemen die we zien en hun DFM-oplossingen:
| Problematische Eigenschap | Geoptimaliseerde DFM-specificatie |
|---|---|
| Scherpe interne hoeken | Ruime hoekradii |
| Diepe, smalle boringen (L/D > 4:1) | Verlaagde lengte-diameterverhouding |
| Niet-standaard schroefdraden | Regiospecifieke standaardschroefdraden (NPT/BSP) |
| Dubbelzinnige datums | Duidelijk GD&T-kader |

Bij PTSMAKE begeleiden we klanten regelmatig bij het ontwerpen voor maakbaarheid van klepbewerking. Eenvoudige veranderingen leveren grote voordelen op. Het vermijden van diepe boringen met een lengte-diameterverhouding van meer dan 4:1 elimineert bijvoorbeeld de noodzaak van duur gundrillen. Diepere boringen leiden vaak tot verhoogde Doorbuiging gereedschap15, wat de rechtheid van het gat en de algehele nauwkeurigheid in gevaar kan brengen.
Belangrijkste optimalisatiegebieden
Interne geometrieën
Het specificeren van royale hoekradii in interne holtes is cruciaal. Scherpe hoeken kunnen niet worden gefreesd en vereisen vonkerosie (EDM), een veel langzamer en duurder proces. Het ontwerpen van poorten die toegankelijk zijn vanuit standaard gereedschapsoriëntaties vereenvoudigt ook de instellingen en verkort de bewerkingstijd aanzienlijk.
Schroefdraad en toleranties
Het gebruik van niet-standaard schroefdraad voor een specifieke regio, zoals BSP in een project in de VS, kan leiden tot vertragingen bij de inkoop. Even belangrijk zijn duidelijke referentiedefinities voor geometrische maatvoering en toleranties (GD&T), die dubbelzinnigheid wegnemen en ervoor zorgen dat onderdelen consistent aan de functionele eisen voldoen.
| Ontwerp Keuze | Implicaties voor bewerking |
|---|---|
| Scherpe interne hoek | Vereist een langzaam, kostbaar EDM-proces |
| L/D-verhouding > 4:1 | Vereist gespecialiseerde diepgatboorgereedschappen |
| Dubbelzinnige GD&T | Risico op verkeerde interpretatie en afgekeurde onderdelen |
| Standaard poorttoegang | Maakt snellere, stijvere instellingen mogelijk |
Door te focussen op DFM-principes zoals het optimaliseren van boordieptes, het gebruik van standaard schroefdraden en het leveren van duidelijke GD&T, kunt u klephuis-tekeningen maken die efficiënt te produceren zijn. Deze kleine aanpassingen leiden tot lagere kosten, snellere doorlooptijden en onderdelen van hogere kwaliteit.
Veelvoorkomende Bewerkingsfouten in Klephuizen en Hoe Ze te Voorkomen
Klephuizen die worden gebruikt in vloeistofkoelsystemen moeten foutloos zijn. Zelfs kleine fouten in deze CNC-gefreesde fittingen en kleppen kunnen lekkages of systeemuitval veroorzaken. We zien vaak specifieke problemen die de prestaties in gevaar brengen, maar met de juiste aanpak zijn ze volledig te voorkomen.
Niet-ronde boringen
Een primaire zorg zijn boringen die niet perfect cirkelvormig zijn. Dit komt vaak voort uit een onjuiste opspanstrategie, waarbij de druk van de opspanning het onderdeel tijdens het bewerken licht vervormt. Bij het loslaten veert het onderdeel terug, waardoor een niet-ronde boring ontstaat die de afdichting in gevaar brengt.
Onvolkomenheden in de oppervlakteafwerking
Een ander veelvoorkomend probleem zijn rammelsporen op kritieke afdichtingsvlakken. Deze kleine trillingen, vaak veroorzaakt door onderbroken sneden of instabiliteit van het gereedschap, creëren een ruw oppervlak. Dit voorkomt een perfecte afdichting, wat na verloop van tijd leidt tot lekkages en grote kwaliteitsproblemen bij CNC-kleppen veroorzaakt.

Het aanpakken van bewerkingsfouten in klephuizen vereist een systematisch proces. Het gaat niet alleen om het oplossen van één probleem; het gaat om het opbouwen van een proces dat ze anticipeert en voorkomt. We richten ons op het identificeren van de hoofdoorzaak, het implementeren van nauwkeurige detectie en het verfijnen van de bewerkingsstrategie voor langdurige betrouwbaarheid.
Veelvoorkomende defecten en oplossingen
Het begrijpen van de oorzaak van een defect is de eerste stap. Draadbreuken zijn bijvoorbeeld vaak terug te voeren op eenvoudige gereedschapsslijtage die niet werd gemonitord. Evenzo wordt porositeit in een gegoten onderdeel pas een probleem nadat we het beginnen te bewerken, waardoor verborgen holtes zichtbaar worden. Elk defect heeft een specifieke oorzaak en oplossing.
| Defect | Oorzaak | Detectiemethode | Corrigerende maatregelen |
|---|---|---|---|
| Niet-ronde boringen | Onvoldoende opspanning | CMM, Luchtmeting | Opspanning herontwerpen, momentsleutels gebruiken |
| Kletsmerken | Gereedschapstrillingen, onderbroken sneden | Oppervlakteprofilometer | Snelheden/voedingen aanpassen, stijve gereedschappen gebruiken |
| Draadfouten | Slijtage gereedschap | Go/No-Go Kaliber | Standtijdbeheer implementeren |
| Interne bramen | Kruisbooroperaties | Endoscopische inspectie | Ontbraamcyclus toevoegen, speciaal gereedschap gebruiken |
| Poreusheid | Slechte gietkwaliteit | Visueel, Druktest | Gietproces verbeteren, ruwe onderdelen screenen |
| Dimensionale drift | Thermische uitzetting, gereedschapsslijtage | Sonderen tijdens het proces | Gereedschapscompensatie implementeren, koelvloeistof beheren |
We besteden ook veel aandacht aan dimensionale afwijkingen tijdens lange productieruns. Veranderingen in machinetemperatuur en geleidelijke gereedschapsslijtage kunnen ervoor zorgen dat de afmetingen van onderdelen langzaam buiten specificatie raken. Dit vereist robuuste procesbeheersing en expertise in Dimensionale Metrologie16 om consistentie te behouden van het eerste tot het laatste onderdeel.
Het voorkomen van defecten aan klephuizen vereist een diepgaand begrip van de grondoorzaken, van klemkrachten tot thermische drift. Het gebruik van precieze detectiemethoden en proactieve procesbeheersing is essentieel voor het waarborgen van de betrouwbaarheid van CNC-gefreesde fittingen en kleppen voor vloeistofkoelsystemen.
Van Prototyping naar Productie: Opschalen van de Productie van Klephuizen
Het opschalen van een nieuw klephuisontwerp van een enkel prototype naar volledige productie vereist een gefaseerde aanpak. Elke fase richt zich op verschillende doelen, van het valideren van het ontwerp tot het optimaliseren voor kosten en herhaalbaarheid bij hoge volumes. Deze reis is cruciaal voor projectsucces.
De Prototypingfase (1-10 Stuks)
De beginfase richt zich op snelheid en ontwerpvalidatie. We gebruiken doorgaans 5-assige of draai-freescentra om onderdelen uit massief stafmateriaal te bewerken. Dit maakt snelle iteratie mogelijk, met doorlooptijden van 2-3 weken, waardoor snelle aanpassingen mogelijk zijn op basis van testfeedback.
Pilot naar Productie (10-10.000+ Stuks)
Naarmate het volume toeneemt, verschuift de strategie. De pilotrun introduceert productiegereedschappen en geoptimaliseerde gereedschapspaden. Volledige productie vereist speciale opspanning, geminimaliseerde cyclustijden en robuuste kwaliteitscontrolesystemen om consistentie over duizenden onderdelen te garanderen.

Verdergaan dan de initiële prototypes introduceert cruciale beslissingen over productiemethoden. De juiste keuze heeft directe invloed op de eenheidskosten, doorlooptijd en onderdeelkwaliteit. Het begrijpen van deze afwegingen is essentieel voor effectieve schaalvergroting van producten zoals CNC-gefreesde fittingen en kleppen voor vloeistofkoeling.
Het Juiste Pad Kiezen
Een belangrijke overweging is de overgang van bewerking uit massief materiaal naar verlorenwasgieten. Voor lagere volumes is bewerking uit stafmateriaal sneller en vermijdt het hoge gereedschapskosten. Naarmate de aantallen enkele duizenden eenheden overschrijden, worden de initiële kosten van gietgereedschap gecompenseerd door minder materiaalverspilling en een kortere bewerkingstijd.
| Volume Bereik | Primaire methode | Belangrijkste voordeel |
|---|---|---|
| 1-100 stuks | Volledig Gefreesd uit Massief | Snelheid, Geen Gereedschapskosten |
| 100-2.000 stuks | Geoptimaliseerde bewerking | Verkorte cyclustijd |
| 2.000-10.000+ stuks | Verlorenwasgieten + Bewerking | Lagere Eenheidskosten |
Voor extreem hoge volumes evalueren we meerspindelautomatisering om de cyclustijden verder te verkorten. Kwaliteitsborging evolueert ook van eerste-artikelinspectie in de pilotfase naar het gebruik van Statistische procesbeheersing17 tijdens volledige productie, wat ons helpt het productieproces in realtime te monitoren en te controleren.
Het succesvol opschalen van de productie van ventielhuizen hangt af van een strategische overgang van flexibele prototyping naar geoptimaliseerde massaproductie. Het kiezen van de juiste processen, zoals gieten of automatisering, en het implementeren van robuuste kwaliteitscontroles zijn cruciaal voor het bereiken van kosteneffectiviteit en consistentie bij hoge volumes.
Wettelijke en Industriële Normen voor Koelkleppen in Datacenters
Bij vloeistofkoeling in datacenters zijn standaarden niet zomaar aanbevelingen; ze vormen de basis voor betrouwbaarheid en interoperabiliteit. Het naleven ervan zorgt ervoor dat elk onderdeel, vooral CNC-gefreesde fittingen en kleppen voor vloeistofkoeling, presteert zoals verwacht onder veeleisende omstandigheden. Dit raamwerk voorkomt kostbare storingen en garandeert systeemcompatibiliteit.
Belangrijkste regelgevende instanties
Verschillende organisaties publiceren standaarden die cruciaal zijn voor de productie van kleppen. Groepen zoals ASME, ANSI en het Open Compute Project (OCP) bieden de specifieke richtlijnen die wij volgen. Deze regels bepalen alles, van materiaalsterkte tot de precieze afmetingen van een aansluitpoort, en beïnvloeden direct het bewerkingsproces.
Waarom standaarden belangrijk zijn
Het volgen van deze standaarden garandeert dat een klep de druk en temperatuur van het systeem aankan, naadloos aansluit op andere componenten en veilig werkt. Voor fabrikanten zoals wij bij PTSMAKE betekent dit het vertalen van complexe specificaties naar precieze fysieke onderdelen die onze klanten volledig kunnen vertrouwen.

Het begrijpen van het landschap van klepstandaarden voor datacenters vereist een onderscheid tussen verplichte voorschriften en best practices in de industrie. Dit onderscheid stuurt onze productieaanpak, waardoor zowel naleving als prestaties voor bedrijfskritische componenten worden gewaarborgd.
Verplichte versus aanbevolen standaarden
Veiligheidscertificeringen zoals UL 1995 zijn vaak verplicht voor elektronische apparatuur, inclusief koelsystemen. Standaarden van ASHRAE TC 9.9 of OCP worden daarentegen doorgaans beschouwd als door de industrie gedreven best practices. Grote datacenteroperators eisen echter vaak OCP-conformiteit voor interoperabiliteit, waardoor het een de facto vereiste wordt voor leveranciers.
Impact op bewerkingsvereisten
Deze standaarden hebben een directe en aanzienlijke impact op productieprocessen. ANSI/FCI 70-2 definieert bijvoorbeeld lekklassen voor klepzittingen. Het bereiken van een Klasse VI-afsluiting vereist extreem nauwe toleranties op bewerkte oppervlakken, iets waar wij ons intensief op richten. OCP-standaarden voor rackinterfaces specificeren exacte afmetingen voor UQD/BMQC-koppelingen. Elke poortlocatie, draadmaat en oppervlak moet voldoen aan een specifieke Datum18 om een perfecte pasvorm te garanderen tussen apparatuur van verschillende leveranciers.
De volgende tabel vat de belangrijkste standaarden samen:
| Standaard | Focusgebied | Implicaties voor bewerking |
|---|---|---|
| ASME B16.34 | Klep Druk-Temperatuur Classificaties | Specificeert eisen voor materiaalsterkte en wanddikte. |
| ANSI/FCI 70-2 | Lekkage van regelklepzitting | Bepaalt de oppervlakteafwerking en tolerantie voor afdichtingsoppervlakken. |
| OCP V3 UQS | Rack- & Verdeelstukinterfaces | Definieert precieze afmetingen, poortlocaties en schroefdraadmaten. |
| UL 1995 | Veiligheid van koelapparatuur | Regelt materiaalkeuze en elektrisch veiligheidsontwerp. |
Ten slotte is een robuust kwaliteitssysteem zoals ISO 9001 essentieel. Het biedt het kader om ervoor te zorgen dat we consistent onderdelen kunnen produceren die aan al deze veeleisende specificaties voldoen.
Het naleven van standaarden zoals ASME, ANSI en OCP is cruciaal voor de veiligheid en betrouwbaarheid van koelsystemen voor datacenters. Deze voorschriften beïnvloeden direct de eisen voor precisiebewerking, waardoor elke klep en fitting feilloos functioneert en naadloos integreert binnen de infrastructuur.

Ontdek hoe deze oppervlaktekwaliteit de vloeistofstroom optimaliseert en de efficiëntie van hoogwaardige koelsystemen verbetert. ↩
Het begrijpen van dit fenomeen helpt klepschade te voorkomen en zorgt voor langdurige systeemstabiliteit in toepassingen met hoge doorstroming. ↩
Begrijp hoe dit elektrochemische proces componenten degradeert en leer effectieve preventiestrategieën voor systemen met gemengde metalen. ↩
Begrijp hoe deze geometrische tolerantie cruciaal is voor de afdichtingsprestaties onder hoge druk. ↩
Begrijp hoe dit statische wrijvingsfenomeen van invloed is op precisievloeistofregelsystemen en de levensduur van componenten. ↩
Ontdek hoe deze geometrische tolerantie zorgt voor een perfecte uitlijning en lekkages voorkomt in hoogwaardige vloeistofsystemen. ↩
Inzicht in hysterese helpt bij het optimaliseren van de prestaties van het opnieuw sluiten van kleppen en de systeemefficiëntie. ↩
Leer hoe deze besturingstechnologie ultraprecieze gereedschapsbewegingen mogelijk maakt bij complexe 5-assige bewerkingen. ↩
Leer hoe dit proces de materiaaleigenschappen verbetert voor hoogwaardige klepcomponenten. ↩
Inzicht in deze kern-CNC-beweging helpt bij het specificeren van geavanceerde bewerkingen voor superieure draadkwaliteit. ↩
Ontdek hoe tribologie helpt bij het creëren van duurzame, lekvrije metaal-op-metaal afdichtingen door microscopische wrijving en slijtage te beheren. ↩
Begrijp hoe deze methode de hoogste gevoeligheid biedt voor het detecteren van microscopische lekkages in kritieke afgedichte systemen. ↩
Leer hoe dit hulpmiddel niet-destructieve visuele inspectie mogelijk maakt van kritieke, moeilijk bereikbare interne kenmerken. ↩
Begrijp hoe dit uniforme coatingproces complexe interne geometrieën beschermt in precisievloeistofregelcomponenten. ↩
Inzicht in gereedschapsbuiging helpt bij het voorspellen en voorkomen van dimensionale onnauwkeurigheden, vooral bij diepe of dunwandige kenmerken. ↩
Ontdek hoe de wetenschap van meten zorgt voor conformiteit en kwaliteit van onderdelen in de productie. ↩
Begrijp hoe deze datagestuurde methode zorgt voor consistente kwaliteit bij massaproductie. ↩
Inzicht in de rol van een referentiepunt is essentieel voor het bereiken van de precieze geometrische toleranties die vereist zijn in hoogwaardige componenten. ↩






