

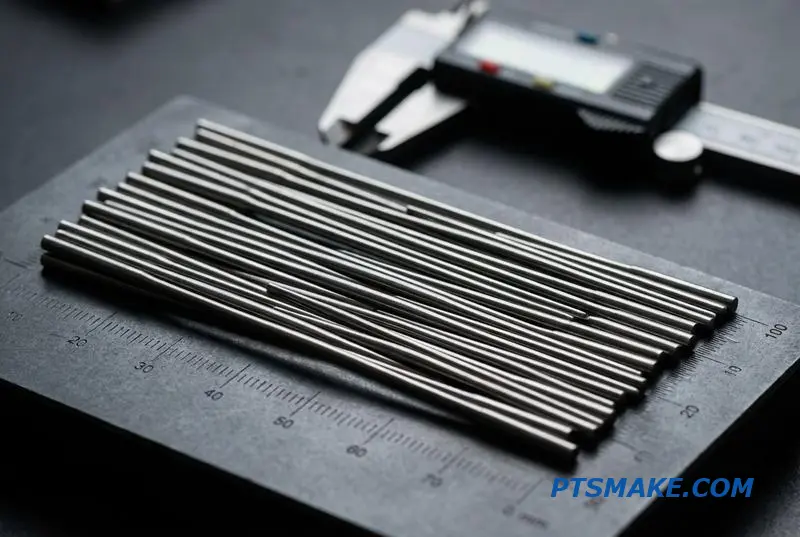
Heb je snel een as van 4 mm nodig met een nauwe tolerantie? Standaard draaibanken weigeren, geven lange levertijden op of leveren onderdelen die doorbuigen, trillen en niet aan de specificaties voldoen. Je prototype loopt weken vertraging op. Je lanceerdatum loopt mee.
Zwitsers draaien lost de inkoop van kleine precisieonderdelen op door gebruik te maken van een schuifkop en een geleidebus om slanke onderdelen dicht bij het snijgereedschap te ondersteunen. Deze opstelling houdt een tolerantie van ±0,005 mm aan, produceert prototypes binnen 2-5 dagen en schaalt naar productie op dezelfde machine zonder herkwalificatie.

Ik heb deze gids samengesteld op basis van echte vragen die ik elke week krijg. Je zult zien waarom Zwitsers draaien werkt voor één onderdeel of duizend, welke geometrieën het vereisen, en hoe je onderdelen ontwerpt die van prototype naar productie gaan zonder één enkele tolerantie-strijd. Laten we erin duiken.
Waarom het moeilijk is om uw kleine precisieonderdelen te sourcen — en hoe Zwitsers draaien dat verandert
Het inkopen van kleine, ingewikkelde onderdelen is een veelvoorkomende uitdaging. U hebt precisie en snelheid nodig, maar traditionele draaimethoden schieten vaak tekort. Dit gat kan leiden tot frustrerende projectvertragingen en onderdelen die niet voldoen aan kritieke specificaties, wat uw gehele productietijdlijn beïnvloedt.
Ik herinner me een startup in de robotica die te maken kreeg met een vertraging van acht weken. De conventionele draaibank van hun leverancier kon de tolerantie op een slanke schacht van 4 mm niet handhaven. De onderdelen faalden herhaaldelijk bij de inspectie, wat hun prototypebouw stopzette. Dit is een klassiek voorbeeld van het gebruik van het verkeerde gereedschap voor de klus.
Het probleem met conventionele draaibanken
Op een standaard draaibank buigen lange, dunne onderdelen onder de druk van het gereedschap, wat de nauwkeurigheid tenietdoet. Complexe kenmerken vereisen ook meerdere instellingen, wat tijd toevoegt en de kans op fouten vergroot bij elke nieuwe klemming. Dit maakt de inkoop van precisiecomponenten moeilijk en onbetrouwbaar.
Het voordeel van Zwitsers draaien
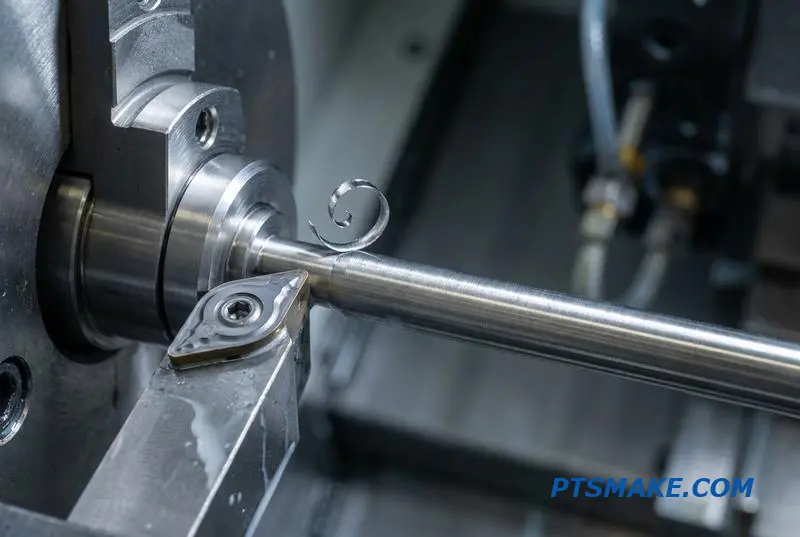
Zwitsers CNC-draaien biedt een superieure oplossing. Het unieke ontwerp met een schuifkop ondersteunt het materiaal direct op het snijpunt, wat de kernproblemen van doorbuiging en stijfheid oplost. Deze methode is speciaal ontworpen voor de uitdagingen die conventionele machines niet effectief kunnen aanpakken.

De fysica achter bewerkingsfouten
Het kernprobleem met conventioneel draaien voor kleine onderdelen is fysieke instabiliteit. Wanneer de lengte van een onderdeel vele malen groter is dan de diameter, veroorzaakt de kracht van het snijgereedschap dat het wegbuigt van het gereedschap. Dit fenomeen staat bekend als Doorbuiging van het werkstuk1.
Deze minuscule buiging, vaak onzichtbaar voor het oog, is voldoende om krappe toleranties te verpesten. Het resulteert in taps toelopende vormen, slechte oppervlakteafwerkingen en uiteindelijk componenten die niet functioneren zoals bedoeld. Hoe langer en dunner het onderdeel, hoe ernstiger dit probleem wordt.
Economische en logistieke hindernissen
Naast fysica introduceren conventionele methoden logistieke kosten. Elke keer dat een complex onderdeel wordt verwijderd en opnieuw wordt geklemd voor een nieuwe bewerking, voegt dit arbeidstijd toe en vergroot het de kans op fouten. Deze inefficiëntie heeft directe gevolgen voor uw kostprijs per eenheid en verlengt de doorlooptijden aanzienlijk.
De onderstaande tabel vergelijkt de belangrijkste verschillen in procesefficiëntie tussen deze twee methoden.
| Functie | Conventioneel draaien | Zwitsers CNC Draaien |
|---|---|---|
| Werkstukondersteuning | Bij de klauwplaat, ver van het gereedschap | Bij de geleidebus, naast het gereedschap |
| Slanke onderdelen | Hoog risico op doorbuiging | Minimale doorbuiging |
| Complexe kenmerken | Meerdere opstellingen vereist | Vaak voltooid in één opspanning |
| Ideale toepassing | Kortere onderdelen met grotere diameter | Lange, slanke, complexe onderdelen |
Zwitserse draaidiensten elimineren deze problemen. Door te bewerken dicht bij de geleidebus, is het proces stabiel, nauwkeurig en zeer efficiënt voor complexe geometrieën, waardoor zowel afvalpercentages als de noodzaak voor meerdere machine-instellingen worden verminderd. Bij PTSMAKE maken we gebruik van deze technologie om consistente resultaten te leveren.
Het inkopen van kleine onderdelen is moeilijk omdat conventionele draaibanken doorbuiging van onderdelen veroorzaken en meerdere instellingen vereisen. Zwitsers CNC-draaien lost dit op door het werkstuk direct bij het gereedschap te ondersteunen, wat zorgt voor hoge precisie en efficiëntie voor complexe, slanke componenten, waardoor zowel tijd als geld wordt bespaard.
Prototyping op een Zwitserse draaibank — sneller dan je denkt
Veel ingenieurs associëren Zwitserse draaibanken met productie van grote volumes, maar ze zijn verrassend effectief voor snelle prototyping. Het belangrijkste voordeel is het voltooien van complexe onderdelen in één opspanning. Deze mogelijkheid vermindert de doorlooptijden aanzienlijk en vereenvoudigt het productieproces.
Het voordeel van één installatie
Live tooling maakt frees-, boor- en draadbewerkingen op dezelfde machine mogelijk. Dit elimineert de noodzaak voor secundaire opspanningen, wat tijd bespaart en het risico op tolerantie-stapelfouten tussen bewerkingen vermindert.
Efficiëntie in kleine batches
Moderne CNC-besturingen en snelle spantangsystemen hebben de omsteltijden drastisch verkort. Dit maakt het economisch haalbaar om slechts enkele onderdelen te produceren, wat de oude overtuiging uitdaagt dat Zwitserse machines alleen voor grote series zijn.
| Functie | Impact op prototyping |
|---|---|
| Live gereedschap | Elimineert secundaire bewerkingen |
| Bushinghouder | Hogere precisie op slanke onderdelen |
| Snelle omstelling | Verlaagt kosten voor kleine hoeveelheden |
| Subspindel | Voltooit achterwerk in één cyclus |

De perceptie dat Zwitserse machines te complex zijn voor prototyping is achterhaald. Hoewel de technologie geavanceerd is, vereenvoudigen moderne besturingen de programmering voor enkelstuks of kleine series. Bij PTSMAKE benutten we dit voor efficiënte Zwitserse CNC-prototyping, waarbij ontwerpen sneller dan velen verwachten tot onderdelen worden omgezet.
Vergelijking Omglooptijd
Voor hoeveelheden van 1-50 stuks is het verschil duidelijk. Een complex onderdeel kan meerdere instellingen op conventionele machines vereisen, wat de tijdlijn verlengt. Met Zwitserse CNC-draaien voltooien we deze onderdelen vaak in één continue bewerking. Dit proces vermindert handling en de kans op fouten.
| Hoeveelheid | Conventioneel draaien | Zwitsers draaien |
|---|---|---|
| 1-10 stuks | 5-10 dagen | 3-7 dagen |
| 11-50 stuks | 10-15 dagen | 7-12 dagen |
Een Praktijkgeval
We werkten onlangs samen met een klant in de medische apparatuur aan een nieuwe connector. Met onze Zwitserse draaibank produceerden we drie ontwerpiteraties in slechts tien dagen. Deze snelheid stelde hun engineeringteam in staat hun ontwerp veel sneller te testen en te valideren dan ze hadden verwacht. De precieze controle over de onderdeelgeometrie omvat ook het begrijpen van factoren zoals tribologie2 aan de gereedschap-werkstukinterface.
Zwitsers draaien biedt een snelle, precieze en verrassend kosteneffectieve oplossing voor prototyping. Het vermogen om complexe onderdelen in één opspanning te produceren, maakt het ideaal voor snelle iteraties, wat de verouderde opvatting dat het alleen voor massaproductie is, uitdaagt.
Wat maakt Zwitsers draaien anders voor kleine series
Velen geloven dat Zwitsers draaien alleen voor massaproductie is. Echter, het unieke ontwerp maakt het ook zeer efficiënt voor projecten met een laag volume. De sleutel is het vermogen om onderdelen met extreme precisie en complexiteit in één opspanning te bewerken.
Het Voordeel van Stabiliteit
Zwitserse draaibanken voeren materiaal door een geleidebus, waardoor het materiaal direct naast het snijgereedschap wordt ondersteund. Dit ontwerp minimaliseert doorbuiging van het werkstuk, wat cruciaal is voor lange, slanke onderdelen die nauwe toleranties vereisen. Dit is een fundamenteel verschil met conventioneel draaien.
Efficiëntie in één opspanning
Deze machines zijn vaak uitgerust met aangedreven gereedschappen en een subspindel. Hierdoor kunnen frees-, boor- en tapbewerkingen naast het draaien plaatsvinden. Het in één keer afwerken van een complex onderdeel bespaart aanzienlijke tijd en vermindert handfouten.
| Functie | Zwitsers CNC Draaien | Conventioneel CNC draaien |
|---|---|---|
| Werkstukondersteuning | Geleidebus ondersteunt de voorraad in de buurt van het gereedschap | Klamp houdt één uiteinde van het materiaal vast |
| Beste voor | Lange, slanke, complexe onderdelen | Kortere onderdelen met grotere diameter |
| Secundaire bewerkingen | Vaak geëlimineerd via aangedreven gereedschappen | Vaak vereist voor complexe kenmerken |
| Precisie | Extreem hoge, nauwe toleranties | Goed, maar beperkt op slanke onderdelen |
Deze geïntegreerde aanpak maakt Zwitsers CNC-draaien een sterke kandidaat, zelfs voor kleinere batches waar precisie van het grootste belang is.
Het argument tegen Zwitserse machines voor CNC-draaien met een laag volume richt zich vaak op de insteltijd. Hoewel instellingen ingewikkelder kunnen zijn, negeert deze visie cruciale kostenbesparende factoren die de economische balans aanzienlijk verschuiven, vooral voor series tussen 50 en 1.000 stuks.
Overwinnen van materiaaldoorbuiging
De geleidelager is het bepalende kenmerk. Door het ruwe materiaal op enkele millimeters van het snijgereedschap te ondersteunen, wordt doorbuiging vrijwel geëlimineerd. Hierdoor kunnen we toleranties aanhouden op lange, dunne componenten die op een conventionele draaibank onmogelijk zouden zijn zonder meerdere opstellingen en aangepaste armaturen.
Secundaire operaties elimineren
Moderne Zwitserse machines zijn uitgerust met multi-assige mogelijkheden en live tooling. Dit betekent dat we frezen, kruislings boren en tappen op het onderdeel kunnen uitvoeren voordat het zelfs maar is afgesneden. Bij PTSMAKE produceren we onderdelen die volledig afgewerkt van de machine komen, waardoor een aparte freesstap overbodig wordt. Deze multifunctionele kinematica3 is een enorme kostenbesparing.
Kostenbesparingsanalyse
Laten we eens kijken hoe deze technische voordelen zich vertalen in economische voordelen bij een hypothetische productie van 500 stuks. De initiële opstartkosten kunnen hoger zijn, maar de totale kosten per onderdeel dalen.
| Kostenfactor | Conventionele Draaibank + Freesbank | Zwitsers CNC Draaien |
|---|---|---|
| Instellingskosten | Lager (per machine) | Hoger (enkele machine) |
| Schrootpercentage | ~5-10% | ~1-2% |
| Kosten secundaire bewerkingen | Extra arbeid & machinetijd | $0 |
| Totale kosten per onderdeel | Hoger | Onder |
Zoals de tabel laat zien, wegen de besparingen door verminderd afval en de volledige eliminatie van kosten voor secundaire bewerkingen ruimschoots op tegen de langere initiële opstarttijd, waardoor Zwitsers draaien een slimmere keuze is.
De precisie en de mogelijkheid tot éénmalige opstelling van Zwitsers draaien maken het verrassend kosteneffectief voor kleine series. Door secundaire bewerkingen te elimineren en afval te verminderen, biedt het een lagere totale kostprijs per onderdeel voor complexe componenten, wat de mythe ontkracht dat het alleen voor massaproductie is.
Vijf onderdeelgeometrieën die Zwitsers draaien vereisen in de prototypefase
Bij het prototypen van complexe onderdelen duwen bepaalde geometrieën conventioneel CNC-draaien buiten zijn grenzen. Voor deze specifieke ontwerpen is Zwitsers CNC-draaien niet zomaar een betere optie; het is vaak de enige haalbare weg naar succes. De kernuitdaging bij traditionele methoden is de stijfheid van het werkstuk, vooral bij lange of delicate onderdelen.
De inherente tekortkoming van conventioneel draaien
Op een standaard draaibank wordt het werkstuk aan één of beide uiteinden vastgehouden en roteert het. Het gereedschap beweegt over de lengte ervan. Bij lange, dunne onderdelen veroorzaakt de snijkracht dat het midden van het onderdeel buigt of trilt. Deze doorbuiging leidt tot dimensionale onnauwkeurigheden en slechte oppervlakteafwerkingen.
Waarom Zwitsers draaien uitblinkt
Zwitsers draaien lost dit op door het werkstuk zelf door een geleidebus te bewegen. Het snijgereedschap grijpt het materiaal direct op het steunpunt aan, waardoor doorbuiging wordt geëlimineerd. Deze methode is ideaal voor het produceren van ingewikkelde, slanke en zeer nauwkeurige Zwitsers gedraaide prototypes.
| Functie | Conventioneel draaien | Zwitsers CNC Draaien |
|---|---|---|
| Werkstukondersteuning | Geklemd aan de uiteinden | Geleidebus nabij gereedschap |
| L/D-verhoudingslimiet | Typisch < 5:1 | Kan 20:1 overschrijden |
| Risico op afbuiging | Hoog | Minimaal |
| Ideaal voor | Kortere, stijve onderdelen | Lange, slanke componenten |

Bepaalde geometrieën zijn simpelweg niet haalbaar voor prototyping zonder de unieke mogelijkheden van een Zwitserse draaibank. De ondersteuning door de geleidebus is de game-changer, waardoor onbewerkbare onderdelen productiewaarheid worden. Hier zijn vijf geometrieën waar ik dit principe consequent in actie zie.
1. Lange, slanke assen
Elk onderdeel met een lengte-diameterverhouding groter dan 5:1 is een hoofd kandidaat. Conventioneel draaien veroorzaakt ernstige gereedschapstrillingen en doorbuiging. Een klant in de medische apparatuur had een sonde met een diameter van 1,5 mm en een lengte van 40 mm nodig. Op een standaard draaibank was het onmogelijk om de tolerantie te handhaven. Met Zwitsers draaien hielden we gemakkelijk ±0,005 mm aan.
2. Dunwandige buisvormige componenten
Het bewerken van dunwandige buizen is uitdagend omdat ze vervormen onder druk. De geleidebus op een Zwitserse machine biedt 360-graden ondersteuning, waardoor instorting wordt voorkomen. Dit is cruciaal voor onderdelen zoals hydraulische hulzen of sensorbehuizingen, waar de wandintegriteit essentieel is. Het elimineert de concentriciteits- en uitloop4 problemen die worden gezien bij multi-opstellingen.
3. Onderdelen met excentrieke kenmerken
Componenten die excentrische gaten of gefreesde vlakken nodig hebben, vereisen vaak meerdere instellingen op een freesbank en draaibank, wat fouten introduceert. Zwitserse machines met aangedreven gereedschappen en een C-as kunnen deze kenmerken in één bewerking boren, frezen en draaien, wat een perfecte uitlijning garandeert en aanzienlijke insteltijd bespaart.
| Geometrie Uitdaging | Conventioneel Faalmechanisme | Zwitserse Draaibank Oplossing |
|---|---|---|
| Lange/Slanke Assen | Doorbuiging, Trillingen | Bushinghouder |
| Dunwandige Buisjes | Vervorming, Instorting | Continue Ondersteuning van Onderdelen |
| Excentrische Kenmerken | Opeengestapelde Toleranties | Enkele Instelling Bewerking |
Voor deze uitdagende geometrieën is Zwitsers draaien de definitieve keuze voor prototyping. Het vermindert veelvoorkomende storingen zoals doorbuiging en slag door het werkstuk direct bij het snijpunt te ondersteunen, zodat de prototype nauwkeurig de beoogde ontwerpintentie en functionaliteit van het eindproduct weerspiegelt.
Materiaalkeuze voor Zwitserse draaibank prototypes en korte runs
Het kiezen van het juiste materiaal voor Zwitsers draaien is cruciaal, vooral voor prototypes en korte series. De beslissing heeft directe invloed op de bewerkingssnelheid, de oppervlakteafwerking en de prestaties van het eindproduct. Het is een balans tussen de eigenschappen van een materiaal en de specifieke vereisten van het project.
Belangrijke Factoren bij Prototyping
Voor prototypes hebben snelheid en bewerkbaarheid vaak prioriteit. Aluminium 6061 is een populaire keuze omdat het zeer snelle cyclustijden mogelijk maakt en met minimale inspanning een uitstekende oppervlakteafwerking produceert. Dit helpt ons om functionele onderdelen snel in uw handen te krijgen voor testen.
Veelvoorkomende Materiaalafwegingen
Wanneer duurzaamheid nodig is, kijken we vaak naar roestvrij staal. De afweging is echter langere cyclustijden en verhoogde gereedschapsslijtage in vergelijking met zachtere metalen. Hier is een snelle vergelijking op basis van onze interne bewerkingstests.
| Materiaal | Bewerkingssnelheid | Corrosiebestendigheid | Relatieve kosten |
|---|---|---|---|
| Aluminium 6061 | Zeer snel | Goed | Laag |
| Roestvrij staal 303 | Matig | Uitstekend | Medium |

Bij het selecteren van Zwitserse draaimaterialen moeten we verder kijken dan de meest voorkomende opties. Elk materiaal presenteert unieke uitdagingen en voordelen die zowel het productieproces als de geschiktheid van het uiteindelijke onderdeel voor de beoogde toepassing beïnvloeden.
Het Materiaalpalet Uitbreiden
Metalen voor Specifieke Behoeften
Messing C360 is waarschijnlijk het makkelijkst te bewerken metaal, waardoor het ideaal is voor componenten zoals elektrische connectoren waar snelle productie essentieel is. Voor toepassingen met hoge sterkte en een laag gewicht is Titanium Grade 5 ongeëvenaard, hoewel het langzamere toevoer en gespecialiseerd gereedschap vereist.
Bewerken van Geavanceerde Kunststoffen
Kunststoffen zoals PEEK en Delrin zijn geweldig voor Zwitsers gedraaide onderdelen, maar vereisen verschillende strategieën voor spanenbeheer. In tegenstelling tot metalen kunnen hun spanen draadachtig worden en zich om het gereedschap wikkelen, dus passen we parameters aan om schone sneden te garanderen. Deze materialen vereisen ook zorgvuldige behandeling om te voorkomen dat Anisotropie5 de dimensionale stabiliteit wordt aangetast.
Materiaalinkoop en Levertijden
Voor korte runs is de beschikbaarheid van materiaal een praktische overweging. Standaardmaten van aluminium of messing zijn direct verkrijgbaar, waardoor de levertijden worden geminimaliseerd. Daarentegen moeten kleine hoeveelheden gespecialiseerd titanium of PEEK mogelijk op maat worden besteld, wat extra tijd toevoegt aan het projectschema.
| Toepassing | Aanbevolen materiaal | Belangrijkste voordeel |
|---|---|---|
| Ruimtevaart | Titaan graad 5 | Hoge sterkte-gewichtsverhouding |
| Medisch | Roestvrij Staal 304, PEEK | Biocompatibiliteit, corrosiebestendigheid |
| Automotive | Aluminium 6061 | Lichtgewicht, uitstekende bewerkbaarheid |
| Robotica | Delrin, Aluminium 6061 | Lage wrijving, structurele integriteit |
De juiste materiaalkeuze voor Zwitserse draaiprototypen balanceert bewerkbaarheid, prestatievereisten en levertijd. Deze keuze is fundamenteel voor het verkrijgen van kosteneffectieve, hoogwaardige onderdelen die vanaf de eerste productie voldoen aan de projectspecificaties.
Tolerantieverwachtingen voor prototype Zwitserse gedraaide onderdelen
Ingenieurs vragen me vaak welke tolerantie ze realistisch kunnen verwachten op een eerste prototype. Met Zwitsers CNC-draaien is het antwoord vaak beter dan ze denken. Het ontwerp van de machine stelt ons in staat om vanaf het begin productieniveau precisie te bereiken.
Standaard Prototoleranties
Voor de meeste geometrieën is een standaardtolerantie van ±0,01 mm (0,0004 inch) gemakkelijk haalbaar. Voor onderdelen langer dan 100 mm kan dit iets ruimer worden tot ±0,02-0,05 mm vanwege materiaalfactoren. Dit zijn echter conservatieve cijfers voor een eerste productie.
Hogere Precisie Bereiken
Wanneer een project dit vereist, kunnen we het proces afstemmen om ±0,005 mm (0,0002 inch) te behouden op kritieke diameters. Dit vereist zorgvuldige materiaalkeuze en procesbeheersing.
| Type kenmerk | Standaard Prototolerantie | Hoge Precisie Tolerantie |
|---|---|---|
| Diameters | ±0,01 mm (0,0004 inch) | ±0,005 mm (0,0002 inch) |
| Lengtes (>100 mm) | ±0,02 mm – ±0,05 mm | ±0,01 mm (procesafhankelijk) |
| Concentriciteit | 0,01 mm (0,0004 inch) | 0,005 mm (0,0002 inch) |

De belangrijkste reden dat prototypetoleranties kunnen voldoen aan productiespecificaties is het fundamentele ontwerp van een Zwitserse draaibank. Het materiaal wordt ondersteund door een geleidebus direct naast het snijgereedschap. Deze opstelling elimineert vrijwel doorbuiging en trillingen, die belangrijke oorzaken van onnauwkeurigheid zijn bij conventioneel draaien.
Factoren Die Real-World Resultaten Beïnvloeden
Zelfs met geavanceerde apparatuur beïnvloeden verschillende factoren de uiteindelijke Zwitserse draaibank tolerantie. Het begrijpen hiervan helpt bij het stellen van realistische verwachtingen en het verbeteren van het ontwerp voor maakbaarheid. Materiaalstabiliteit is cruciaal; interne spanningen in ruw materiaal kunnen ervoor zorgen dat onderdelen na bewerking enigszins kromtrekken.
Materiaal- en Gereedschaps overwegingen
Gereedschapsslijtage, zelfs tijdens een korte prototypelop, kan lichte dimensionale afwijkingen veroorzaken. We beperken dit door gebruik te maken van premium, gecoate gereedschappen. Het materiaal Vervormbaarheid6 speelt ook een rol. Zachtere materialen kunnen moeilijker te bewerken zijn tot een fijne afwerking en nauwe tolerantie.
| Factor | Invloed op tolerantie | Onze Mitigatie Strategie Bij PTSMAKE |
|---|---|---|
| Stabiliteit van het materiaal | Interne spanningen kunnen kromtrekken na bewerking veroorzaken. | We bevelen spanningsontlaste materialen aan en betrekken deze. |
| Slijtage gereedschap | Afmetingen kunnen afwijken naarmate de snijkant bot wordt. | We gebruiken hoogwaardige gecoate gereedschappen en monitoren slijtage. |
| Thermische uitzetting | Temperatuurveranderingen in de werkplaats beïnvloeden de machine- en onderdeelgrootte. | Onze faciliteit is klimaatgeregeld voor stabiliteit. |
Zwitserse draaibank prototypes kunnen voldoen aan productietoleranties omdat het proces inherent stabiel is. De afwezigheid van herbevestiging en de ondersteuning van de geleidebus zorgen voor consistentie van het eerste tot het laatste onderdeel, waardoor het ideaal is voor het valideren van ontwerpen met precisie.
Oppervlakteafwerkingsmogelijkheden bij korte runs met Zwitsers draaien
Bij kortlopende productie is het bereiken van een superieure oppervlakteafwerking cruciaal. Zwitsers draaien blinkt hier inherent in uit, grotendeels dankzij het geleidebussysteem dat het werkstuk direct bij het snijgereedschap ondersteunt. Dit minimaliseert trillingen en doorbuiging, wat leidt tot een consistent gladdere afwerking.
Standaard Operationele Afwerkingen
Voor de meeste prototypes en onderdelen in kleine oplages is een standaardafwerking voldoende. Met de juiste gereedschappen en koelmiddelbeheer behalen we consequent uitstekende resultaten binnen een typisch operationeel bereik. Deze basis voldoet aan de eisen voor een breed scala aan toepassingen.
Hoge Precisie Afwerkingen
Wanneer een project een nog fijnere oppervlakte vereist, kan Zwitsers draaien dit leveren. Gespecialiseerd gereedschap, zoals wiper inserts, of secundaire processen zoals polijsten kunnen uitzonderlijk gladde oppervlakken produceren. Hieronder vindt u een overzicht van wat u kunt verwachten.
| Afwerkingsniveau | Ra-waarde (μm) | Methode | Gemeenschappelijke toepassing |
|---|---|---|---|
| Standaard | 0.4 - 0.8 | Standaard Gereedschap & Koelmiddel | Algemene mechanische componenten, niet-cosmetische onderdelen |
| Fijn | 0.2 – 0.4 | Geoptimaliseerd Gereedschap & Snelheden | Afdichtingsvlakken, zichtbare cosmetische onderdelen, lagerpassing |
| Spiegelachtig | < 0.2 | Wiper Inserts / Secundair Proces | Hoogwaardige optische of medische apparaatcomponenten |
Zwitserse machines bieden een duidelijk voordeel voor de oppervlaktekwaliteit. De ondersteuning van de geleidebus vlak naast het gereedschap is de sleutel. Deze opstelling dempt trillingen aanzienlijk, wat een belangrijke oorzaak is van slechte afwerkingen bij conventioneel draaien, vooral bij lange, slanke onderdelen.
Beheer van Uitdagingen bij Korte Series
Korte series presenteren vaak unieke problemen. Markeringen van gereedschap-ingang kunnen verschijnen wanneer de snijder voor het eerst contact maakt met het materiaal. Bij onderdelen met kenmerken zoals spiebanen of dwarsgaten kunnen onderbroken sneden trillingen veroorzaken. De stijfheid en precieze controle van een Zwitserse machine helpen deze problemen effectief te beheersen.
Specificatie van afwerkingen op tekeningen
Een veelvoorkomend probleem dat ik zie, is het overspecificeren van de Oppervlakteruwheid7. Het aanvragen van een spiegelafwerking waar een standaardafwerking volstaat, verhoogt de kosten en levertijden zonder functionele waarde toe te voegen. Voor prototypes is het het beste om de afwerking alleen op kritieke oppervlakken te specificeren.
Deze tabel biedt een eenvoudige leidraad voor het specificeren van afwerkingen op prototypetekeningen.
| Vereiste | Aanbevolen specificatie | Reden |
|---|---|---|
| Niet-kritiek oppervlak | Laat ongespecificeerd of noteer "Zoals bewerkt" | Vermijdt onnodige kosten voor niet-functionele gebieden. |
| Passend of afdichtend oppervlak | Specificeer vereiste Ra, bijv. "Ra 0,8" | Zorgt voor een goede functie zonder overmatige bewerking. |
| Gebied met veel slijtage | Specificeer Ra en mogelijk een secundair proces | Garandeert duurzaamheid waar het er het meest toe doet. |
| Cosmetische uitstraling | Specificeer Ra, bijv. "Ra 0,4 op alle zichtbare oppervlakken" | Communiceert esthetische vereisten duidelijk. |
Zwitsers draaien biedt uitzonderlijke oppervlakteafwerkingen voor korte runs vanwege de inherente stabiliteit. Een juiste specificatie is cruciaal voor het balanceren van kwaliteit en kosten. Het duidelijk definiëren van vereisten op kritische oppervlakken zorgt voor functionele prestaties zonder onnodige kosten, een belangrijke factor bij prototyping en productie met lage volumes.
Eén instelling, één onderdeel — hoe Zwitserse freesintegratie prototyping vereenvoudigt
Het belangrijkste voordeel van Zwitsers CNC-draaien voor prototypes is de geïntegreerde live tooling. Deze functie transformeert een draaibank in een multifunctioneel bewerkingscentrum, dat complexe onderdelen in één enkele bewerking aankan. Deze mogelijkheid is cruciaal voor snelle en nauwkeurige prototyping.
Stroomlijnen van complexe geometrieën
Zwitserse machines met live tooling kunnen draaien, frezen, boren en tappen zonder het onderdeel te verwijderen. Dit elimineert meerdere instellingen, wat aanzienlijke tijd bespaart en het risico op fouten tussen bewerkingen vermindert.
Van prototype tot productie
Deze aanpak met één instelling zorgt ervoor dat het proces dat voor het prototype wordt gebruikt, exact hetzelfde is als het proces dat voor de productie wordt gebruikt. Deze naadloze overgang is een groot voordeel voor opschaling.
| Functie | Conventionele bewerking | Integratie van Zwitsers frezen |
|---|---|---|
| Opstellingen voor complexe onderdelen | 3-5 instellingen | 1 instelling |
| Doorlooptijd | Weken | Dagen |
| Consistentie van toleranties | Onder | Hoger |
| Arbeidskosten | Hoog | Laag |

De ware kracht van Zwitserse machines ligt in hun multi-assige mogelijkheden. Een basis 3-assige live tooling-opstelling kan gaten boren of platte vlakken frezen op het oppervlak of de diameter van een onderdeel. Een 5-assige Zwitserse machine voegt echter een extra laag van complexiteit en efficiëntie toe.
3-assige versus 5-assige live tooling
Met 5-assige capaciteit kan de machine schuine kenmerken en complexe contouren creëren zonder een secundaire instelling. Stel je een medisch apparaatonderdeel voor met off-axis gaten en schuine sleuven. Op conventionele machines kan dit vier afzonderlijke instellingen vereisen, wat zowel tijd als kosten verhoogt.
Bij PTSMAKE verwerken we deze onderdelen in één enkele run. Deze consolidatie gaat over meer dan alleen snelheid. Elke keer dat een onderdeel wordt verplaatst en opnieuw wordt vastgeklemd, loopt u het risico de precisie van uw Datum8. Door het onderdeel in één machine te houden, elimineren we tolerantie-opstapeling van meerdere opspanmiddelen.
Dit proces heeft directe invloed op uw ontwikkelingscyclus. In plaats van weken te wachten op een prototype dat via meerdere leveranciers voor secundaire bewerkingen is gegaan, krijgt u sneller een afgewerkt onderdeel. Snellere onderdelen betekenen snellere tests, snellere ontwerpiteraties en een snellere weg naar de markt. Dit is de essentie van efficiënt Zwitsers frezen.
Geïntegreerd Zwitsers frezen stroomlijnt de prototyping door meerdere bewerkingsprocessen in één opstelling te consolideren. Deze methode minimaliseert tolerantiefouten, elimineert de noodzaak van secundaire leveranciers en versnelt iteratiecycli aanzienlijk, wat een directe weg biedt van prototype naar productie met verbeterde precisie.
Wanneer Zwitsers draaien niet te gebruiken voor prototypes
Zwitsers CNC-draaien is uitstekend voor complexe, slanke onderdelen. Voor prototyping is het echter niet altijd de beste keuze. Het kennen van de beperkingen bespaart tijd en geld. Ik adviseer klanten altijd om de specifieke behoeften van hun prototype te overwegen voordat ze zich aan een proces committeren.
Onderdelen met grote diameters
De kernkracht van Zwitsers draaien ligt in het geleidingsbussysteem, dat slanke werkstukken ondersteunt. Dit systeem is doorgaans beperkt tot kleinere staafdiameters, vaak onder de 32 mm. Voor grotere prototypes is een conventionele CNC-draaibank veel efficiënter en kosteneffectiever.
Eenvoudige geometrieën
Als uw prototype een eenvoudige as is of basiskenmerken heeft, is de opstellingscomplexiteit van een Zwitserse machine overkill. Een conventionele draaibank kan deze onderdelen sneller en tegen lagere kosten produceren, waardoor het een betere keuze is voor eenvoudige ontwerpen.
| Complexiteit van kenmerken | Aanbevolen proces | Reden |
|---|---|---|
| Hoog (slank, ingewikkeld) | Zwitsers CNC Draaien | Superieure ondersteuning, hoge precisie |
| Laag (eenvoudige assen, basis sneden) | Conventionele CNC Draaibank | Snellere opstelling, lagere kosten |
| Grote diameter (>32 mm) | Conventionele CNC Draaibank | Machinecapaciteitsbeperkingen |
Het begrijpen van de beperkingen van Zwitsers draaien is de sleutel tot efficiënte prototyping. Het gaat erom het juiste gereedschap voor de klus te kiezen. Een machine buiten zijn beoogde gebruik duwen leidt tot compromissen op het gebied van kwaliteit, kosten en doorlooptijd, wat vooral cruciaal is tijdens de snelle prototypefase.
Materiaal- en hoeveelheidsoverwegingen
Bepaalde materialen zijn niet ideaal voor Zwitsers draaien. Schurende of geharde materialen kunnen overmatige slijtage aan de geleidebus veroorzaken, wat leidt tot precisieverlies. Dit kan een aanzienlijk probleem zijn voor materialen zoals gehard staal of keramiek, waar gereedschapskosten en stilstand snel oplopen. Een andere belangrijke factor is de insteltijd.
Voor zeer kleine hoeveelheden, zoals één tot drie stuks, kan de uitgebreide instelling voor een Zwitserse machine een groot deel van de totale kosten uitmaken. In deze scenario's wordt de kostprijs per onderdeel prohibitief hoog. We hebben gemerkt dat de insteltijd vaak zwaarder weegt dan de bewerkingstijd voor zulke kleine prototype-runs.
Hybride Prototypebenaderingen
Overweeg voor initiële vorm- en pasvormtesten een hybride aanpak. Het 3D-printen van een polymeerversie kan ongelooflijk snel en goedkoop zijn. Als bepaalde kenmerken nauwe toleranties vereisen, kan een secundaire draaibewerking op het 3D-geprinte onderdeel worden uitgevoerd. Deze methode biedt een functioneel prototype zonder de hoge kosten van volledige CNC-bewerking. Materiaalproblemen zoals Galling9 worden ook volledig vermeden.
| Beperking | Alternatieve oplossing | Waarom het beter is voor prototypes |
|---|---|---|
| Schurende materialen | Conventioneel draaien (geen geleidebus) | Vermijdt overmatige gereedschapsslijtage en kosten |
| Zeer kleine hoeveelheid (1-3) | Conventioneel draaien of 3D-printen | Lagere insteltijd en kostprijs per onderdeel |
| Complexe vlakke kenmerken | 5-assig frezen | Efficiënter voor niet-gedraaide kenmerken |
Zwitsers draaien is precies, maar geen universele oplossing voor prototypes. Het herkennen van de beperkingen van Zwitsers draaien met betrekking tot onderdeelgrootte, geometrie, materiaal en hoeveelheid helpt bij het selecteren van een efficiënter proces. Dit zorgt ervoor dat uw project op schema en binnen budget blijft, wat onze prioriteit is bij PTSMAKE.
Van prototype naar productie — naadloze overgang op hetzelfde machineplatform
Een van de grootste uitdagingen bij hardwareontwikkeling is de kloof tussen prototyping en productie. Verschillende leveranciers of machines leiden vaak tot grote hoofdpijn. U loopt het risico op herkwalificatie, tolerantiegeschillen en kostbare herontwerpen van armaturen wanneer u van productieomgeving wisselt. Dit is een veelvoorkomende knelpunt.
Het continuïteitsvoordeel
Het gebruik van hetzelfde Zwitserse machineplatform voor beide fasen lost dit op. Het creëert een naadloze brug, waardoor u zeker weet dat wat u goedkeurt in het prototype, precies is wat u in productie krijgt. Deze aanpak vereenvoudigt het gehele schaalproces aanzienlijk.
Productiehindernissen elimineren
Deze methode elimineert veel variabelen die vertragingen veroorzaken. Consistentie in programmering, gereedschap en kwaliteitscontroles vanaf het begin zorgt voor een soepele overgang. Dit is cruciaal voor efficiënte projecttijdlijnen.

Echte prototype-naar-productie Zwitserse draaiwerk betekent één naadloze stroom. Deze strategie is afhankelijk van het handhaven van consistentie op belangrijke operationele gebieden. Wanneer hetzelfde team en dezelfde technologie een onderdeel van begin tot eind behandelen, wordt de overgang een simpele kwestie van het opschalen van de hoeveelheid, niet van het herontwerpen van het proces.
Casestudy: Onderdeel voor robotgewrichten
We hebben onlangs gewerkt aan een complex onderdeel voor robotgewrichten. De eerste prototypes werden bewerkt op onze Citizen L20 Zwitserse draaibank. Nadat de klant het ontwerp had goedgekeurd, hebben we de productie opgeschaald naar 500 eenheden per maand op exact dezelfde machine, met dezelfde opstelling.
Het voordeel van één platform
| Aspect | Prototypefase | Productiefase | Voordeel |
|---|---|---|---|
| Programmeur | John Doe | John Doe | Geen leercurve |
| CAM Post | Custom L20 | Custom L20 | Identieke G-code |
| Gereedschap | Gestandaardiseerd | Gestandaardiseerd | Geen nieuwe opstartkosten |
| Kwaliteit | CMM-protocol | CMM-protocol | Consistente metrologie |
Deze continuïteit is waar de werkelijke waarde ligt. De Procescapaciteit10 vastgesteld tijdens prototyping vertaalt zich direct naar productie. Er waren nul proceswijzigingen, geen heronderhandeling over toleranties en geen verrassingen voor de klant. Het onderdeel dat werd goedgekeurd, was het onderdeel dat in volume werd geleverd.
Het gebruik van hetzelfde machineplatform van prototype tot productie elimineert nabewerking en onzekerheid. Deze aanpak zorgt voor consistentie in programmering, gereedschappen en kwaliteitscontrole, wat aanzienlijke tijd en kosten bespaart en garandeert dat de uiteindelijke onderdelen voldoen aan de exacte specificaties die in de beginfase zijn goedgekeurd.
Ontwerp voor Zwitsers draaien — DFM-tips voor prototype-ingenieurs
Bij het ontwerpen van prototypes voor Swiss CNC-draaien kunnen een paar slimme keuzes de kosten aanzienlijk verlagen en de levering versnellen. Focus vanaf het begin op maakbaarheid is essentieel. Eenvoudige aanpassingen aan uw ontwerp zorgen ervoor dat we standaard gereedschappen kunnen gebruiken en materiaalverspilling kunnen minimaliseren, wat cruciaal is voor prototype-runs.
Belangrijkste DFM-overwegingen
Nadenken over hoe het onderdeel wordt vastgehouden en bewerkt, is essentieel. Dit komt vaak neer op de grootte van het materiaal en de toegankelijkheid van de kenmerken. Een kleine diameterverandering kan een groot verschil maken.
| Overweging | Impact op prototyping |
|---|---|
| Diameter van de stang | Vermindert materiaalverspilling en cyclustijd |
| Ondersnijdingen | Voorkomt de noodzaak van dure aangepaste vormgereedschappen |
| Spantangmaten | Maakt gebruik van standaard werkholding voor snellere installatie |
| Interne functies | Voorkomt dure secundaire bewerkingen |
Deze factoren zijn fundamenteel voor een efficiënt ontwerp voor Zwitsers draaien. Als u ze vroeg goed krijgt, voorkomt u vertragingen en herontwerpen later.

Goed ontwerp voor Zwitsers draaien gaat verder dan alleen basisgeometrie. Het vereist een dieper begrip van de mogelijkheden en beperkingen van de machine. Het optimaliseren van uw onderdeel voor het proces maakt de overgang van prototype naar productie veel soepeler.
Afmetingen van staven en spantangen
Probeer altijd de grootste buitendiameter van uw onderdeel iets kleiner te ontwerpen dan een standaard staafmaat. Dit minimaliseert het materiaal dat we moeten afdraaien, wat zowel tijd als geld bespaart. Het matchen van standaard spantangmaten vermijdt ook de noodzaak van aangepast werkholding tijdens prototyping.
Interne kenmerken versus secundaire bewerkingen
Veel moderne Zwitserse machines hebben aangedreven gereedschappen, die frezen, boren en tappen van excentrische kenmerken mogelijk maken. Het ontwerpen van interne kenmerken die op deze manier kunnen worden bewerkt, is veel efficiënter dan te vertrouwen op een secundair proces zoals Vonkerosie11, wat aanzienlijke tijd en kosten toevoegt.
DFM-checklist voor Zwitsers draaien
Hier is een snelle checklist die ik ingenieurs aanbeveel te gebruiken voordat ze hun prototype-tekeningen afronden. Het volgen van deze richtlijnen helpt ons bij PTSMAKE om uw onderdelen sneller te leveren.
| Item op de checklist | Ja / Nee | Opmerkingen |
|---|---|---|
| Is de maximale buitendiameter net onder een standaard staafmaat? | Controleer de voorraadmaten van de materiaal leverancier. | |
| Zijn alle ondersnijdingen noodzakelijk? | Kunnen ze worden vervangen door een rechte uitsparing? | |
| Kunnen interne schroefdraden worden gemaakt met een tap? | Vermijd functies die enkelpuntsdraadsnijden vereisen. | |
| Is de wanddikte groter dan 0,5 mm? | Dunnere wanden lopen risico op vervorming. |
Door uw ontwerp te optimaliseren voor Zwitsers draaien, kunt u snellere doorlooptijden en lagere kosten voor uw prototypes realiseren. Deze kleine overwegingen op het gebied van materiaal, gereedschap en ontwerp van onderdelen leiden tot aanzienlijke besparingen en een efficiënter productieproces voor precisieonderdelen.
Kostenfactoren voor Zwitserse draaibank prototypes en korte runs
Begrijp de Ware Kosten
Veel productontwerpers gaan ervan uit dat Zwitsers CNC-draaien te duur is voor prototypes of kleine series. Hoewel de opstartkosten een factor zijn, wordt bij deze visie vaak de totale productiekosten over het hoofd gezien. De werkelijke waarde komt naar voren wanneer u het hele plaatje bekijkt.
Belangrijkste kostencomponenten
De uiteindelijke prijs voor een Zwitsers gedraaid onderdeel wordt voornamelijk beïnvloed door drie gebieden. Dit zijn de opstarttijd, de bewerkingstijd en de kosten van de grondstoffen. Elk element draagt anders bij, afhankelijk van de complexiteit en de hoeveelheid van de bestelling.
Waarom het Vaak Goedkoper is
Voor complexe onderdelen elimineert Zwitsers draaien de noodzaak van secundaire bewerkingen zoals frezen of slijpen. Deze consolidatie vermindert handling, logistiek en de kans op fouten, waardoor het vaak kosteneffectiever is dan het gebruik van meerdere leveranciers voor een conventioneel proces.

Opstart vs. Bewerkingstijd
Opstartkosten zijn vast. Dit omvat het programmeren van de machine en het voorbereiden van het gereedschap. Voor een enkel prototype zijn deze kosten aanzienlijk. Voor kleine series worden ze over meer onderdelen verdeeld, waardoor de prijs per stuk daalt. Dit is een belangrijk aspect van de kostenstructuur van Zwitsers draaien.
De Materiaalfactor
Materiaalkosten spelen ook een rol, vooral met minimale inkoopvereisten voor staven van gespecialiseerde legeringen. De efficiëntie van Zwitsers CNC-draaien minimaliseert echter het afval, wat een deel van deze initiële kosten kan compenseren in vergelijking met processen met meer materiaalverlies.
Een Praktische Kostenvergelijking
Beschouw een complex medisch onderdeel. Hier is een typisch scenario dat we bij PTSMAKE zien voor een productie van 50 stuks. Het voordeel van een enkele instelling bij Zwitsers CNC-draaien is duidelijk, waardoor zowel de doorlooptijd als het aantal leveranciers dat u moet beheren, wordt verminderd.
| Functie | Conventioneel draaien + frezen | Zwitsers draaien (enkele instelling) |
|---|---|---|
| Aantal leveranciers | 2-3 (Draaien, frezen, nabewerking) | 1 (PTSMAKE) |
| Totale doorlooptijd | ~2 weken | ~3 dagen |
| Kosten | Hoger door meerdere instellingen & logistiek | Lager totaal door efficiëntie |
| Kwaliteitsrisico | Verhoogd door onderdeelbehandeling | Geminimaliseerd door enkele klemming |
Tips voor kostenreductie
Om uw prototypingkosten te verlagen, consolideert u verschillende onderdelen die hetzelfde materiaal en dezelfde diameter gebruiken in één bestelling. Ook, door te ontwerpen met standaard gereedschap in gedachten, vermijdt u aangepaste gereedschapskosten. Ten slotte, het verstrekken van duidelijke 3D-modellen met precieze Geometrische dimensionering en toleranties12 vermindert programmeertijd en ambiguïteit.
Kortom, de kosten van Zwitsers draaien zijn afhankelijk van de instelling, de cyclustijd en de materialen. Voor complexe prototypes blijkt het vaak economischer dan conventionele multi-operationele processen door kortere doorlooptijden, minder leveranciersbeheer en minder kans op fouten, wat resulteert in lagere totale kosten.
Verwachtingen voor doorlooptijden voor prototypebestellingen met Zwitsers draaien
Bij het plannen van een prototype-run is het cruciaal om de doorlooptijd van Zwitsers draaien te begrijpen. Het is geen enkel getal, maar een bereik dat wordt beïnvloed door de complexiteit van het onderdeel. Een eenvoudig, alleen gedraaid onderdeel kan in slechts een paar dagen klaar zijn, terwijl een ingewikkelder onderdeel meer tijd vereist.
Basisturnaroundtijden
Ter snelle referentie breek ik initiële schattingen vaak af op basis van geometrie. Dit helpt bij het vaststellen van een realistisch startpunt voor projecttijdlijnen. Onthoud dat dit schattingen zijn voordat materialen of speciale afwerkingen worden overwogen, waar we het later over zullen hebben.
| Deelcomplexiteit | Geschatte doorlooptijd | Belangrijkste kenmerken |
|---|---|---|
| Eenvoudig | 2-3 dagen | Basis draaien, enkelassige kenmerken. |
| Matig | 3-5 Dagen | Inclusief live frezen, dwarsboren. |
| Complex | 5-8 Dagen | Meerassige bewerking, krappe toleranties. |
Waarom complexiteit ertoe doet
Een onderdeel met eenvoudige gedraaide diameters is rechttoe rechtaan. Het toevoegen van kenmerken zoals excentrische gaten of gefreesde vlakken vereist echter live gereedschap en meer programmeertijd. Complexe geometrieën omvatten vaak meerdere gereedschapswissels en langzamere cyclustijden, wat rechtstreeks van invloed is op het algehele schema voor uw Zwitserse CNC-draaiproject.

Factoren die de doorlooptijden verlengen
Naast de geometrie van het onderdeel kunnen verschillende andere factoren de doorlooptijd van Zwitsers draaien aanzienlijk beïnvloeden. Ik adviseer klanten altijd om deze variabelen vroeg in het ontwerpproces te overwegen om onverwachte vertragingen te voorkomen. Deze elementen voegen vaak meer tijd toe dan de bewerking zelf.
Materiaal- en gereedschapsinkoop
Exotische materialen zoals titanium of Inconel zijn niet altijd op voorraad en kunnen lange levertijden van leveranciers hebben. Evenzo, als uw onderdeel aangepaste vormgereedschappen of niet-standaard boren vereist, voegt het bestellen en ontvangen ervan toe aan de planning voordat er enige bewerking begint.
Inspectievereisten
Het vereiste inspectieniveau is een belangrijke factor. Een volledig CMM-rapport voor elke functie duurt veel langer dan een eenvoudige steekproefsgewijze controle van kritieke afmetingen. Gedetailleerd Metrologie13 voegt aanzienlijke tijd toe, maar zorgt voor de hoogste kwaliteitsborging voor veeleisende toepassingen.
Uw levertijd inschatten
Bij PTSMAKE stroomlijnen we de productie door het gebruik van dubbelspindel Zwitserse machines, die onderdelen in één cyclus voltooien. Deze technologie helpt de levertijd van Zwitsers draaien te verkorten. Om u te helpen inschatten, gebruikt u deze eenvoudige gids:
| Factor | Toegevoegde tijd | Voorbeeld |
|---|---|---|
| Exotisch materiaal | + 3-10 Dagen | Inconel 718 inkopen |
| Gereedschap op maat | + 5-15 Dagen | Een specifiek vormgereedschap |
| Volledig CMM-rapport | + 1-2 Dagen | Component voor de lucht- en ruimtevaart of medische sector |
Door de basisschatting te combineren met deze factoren, kunt u een nauwkeurigere projecttijdlijn opstellen. Deze proactieve aanpak helpt verwachtingen te managen en zorgt voor een soepelere projectuitvoering.
Het managen van de levertijd van Zwitsers draaien omvat het begrijpen van de complexiteit van het onderdeel, de beschikbaarheid van materialen en de inspectiebehoeften. Een duidelijke bespreking van deze punten met uw leverancier vanaf het begin is de beste manier om ervoor te zorgen dat uw prototypebestellingen op tijd arriveren en aan de specificaties voldoen.
Kwaliteitscontrole voor Zwitsers gedraaide onderdelen in kleine series — Wat u kunt verwachten
Velen gaan ervan uit dat de kwaliteitscontrole minder streng is voor kleine oplages of prototypes. Naar mijn ervaring is dit een gevaarlijke misvatting. Bij een kwalitatief hoogwaardige machinefabriek zoals PTSMAKE wordt elke prototype met dezelfde ernst behandeld als een volledig geproduceerd onderdeel. De kwaliteitscontrole van Zwitsers draaien wordt niet afgeschaald voor kleine hoeveelheden.
De Prototype-als-Productie Mindset
We beschouwen een prototype als de eerste stap in een potentiële langdurige samenwerking. Het vanaf het begin goed krijgen is cruciaal. Dit betekent dat we een robuust kwaliteitskader toepassen op elk individueel onderdeel, ongeacht de bestelgrootte. Het bouwt vertrouwen op en voorkomt kostbare problemen later.
Belangrijke QC-fasen voor kleine oplages
Het proces is systematisch, zodat niets aan het toeval wordt overgelaten. Hieronder staat een typische workflow voor een klein aantal Zwitsers gedraaide onderdelen.
| Stadium | Doel |
|---|---|
| Inspectie eerste artikel | Verifieert dat het eerste onderdeel van de lijn voldoet aan alle tekeningsspecificaties. |
| Controles tijdens proces | Monitort afmetingen tijdens de bewerkingscyclus om afwijkingen vroegtijdig te detecteren. |
| Eindinspectie | Bevestigt dat aan alle kritieke kenmerken en oppervlakteafwerkingsvereisten is voldaan. |
First-Article Inspection (FAI)
Voor elke nieuwe instelling, zelfs voor een enkel onderdeel, voeren we een First-Article Inspection (FAI) uit. Dit is geen snelle controle; het is een uitgebreid proces gemodelleerd naar AS9102-normen. We meten nauwkeurig elke afmeting op de tekening om te bevestigen dat de instelling en de gereedschappen perfect zijn voordat we de resterende hoeveelheid produceren.
In-Process Monitoring en Rapportage
Moderne Zwitserse CNC-draaibanken maken in-process meting mogelijk. Deze geautomatiseerde functie controleert kritieke afmetingen halverwege de cyclus en biedt onmiddellijke feedback. Voor onderdelen met complexe geometrieën genereren we Coördinaatmeetmachine (CMM) rapporten. Dit biedt precieze gegevens over kenmerken die moeilijk te meten zijn met standaardgereedschappen.
Documentatie en IP-bescherming
Elk onderdeel wordt vergezeld van de juiste documentatie. Dit omvat materiaalcertificeringen om de integriteit van de legering te garanderen en volledige Traceerbaarheid14. We begrijpen ook het belang van intellectueel eigendom, vooral in de prototypefase. We ondertekenen altijd geheimhoudingsovereenkomsten (NDA's) en hebben strikte interne protocollen om de ontwerpen van onze klanten te beschermen.
| QC Document | Beschrijving |
|---|---|
| FAI-rapport | Een gedetailleerd verslag van de metingen van het eerste deel ten opzichte van de tekening. |
| CMM-rapport | Biedt 3D-coördinaatgegevens voor complexe of kritieke kenmerken. |
| Materiaalcertificaat | Verifieert de samenstelling en oorsprong van het ruwe materiaal van de fabriek. |
| Oppervlakterapport | Bevestigt dat het onderdeel voldoet aan de gespecificeerde ruwheidsvereisten (Ra). |
Strikte Zwitserse draaikwaliteitscontrole voor kleine series is niet onderhandelbaar. Het omvat een productie-niveau FAI, in-process controles en volledige documentatie. Dit zorgt ervoor dat elk prototype voldoet aan de exacte specificaties, legt de basis voor succesvolle productie en bouwt vertrouwen op vanaf het allereerste onderdeel.

Het begrijpen van dit concept helpt bij het diagnosticeren van bewerkingsfouten en het selecteren van het juiste proces voor slanke componenten. ↩
Het begrijpen van tribologie helpt bij het optimaliseren van snijvloeistoffen en gereedschapslevensduur, wat cruciaal is voor het bereiken van hoge precisie. ↩
Verken machinekinematica om te begrijpen hoe gecoördineerde multi-assige beweging complexe, single-setup fabricage mogelijk maakt. ↩
Het begrijpen van slag is cruciaal voor het beoordelen van de rotatie-nauwkeurigheid van mechanische assemblages met hoge precisie. ↩
Het begrijpen van deze eigenschap helpt bij het voorspellen van materiaalgedrag, wat zorgt voor hogere precisie in complexe onderdelen. ↩
Het begrijpen van deze eigenschap helpt bij het voorspellen van de bewerkbaarheid van een materiaal en het vermogen om nauwe toleranties te behouden. ↩
Het begrijpen van deze metriek helpt u bij het specificeren van afwerkingen die zowel haalbaar als kosteneffectief zijn voor de functie van uw onderdeel. ↩
Het begrijpen van datums is de sleutel tot het waarderen van hoe single-setup bewerkingen superieure onderdeelnauwkeurigheid en consistentie bereiken. ↩
Begrip van klemmen helpt bij materiaalkeuze om componentfalen tijdens bewerking te voorkomen. ↩
Het begrijpen van dit concept helpt ervoor te zorgen dat uw productieproces stabiel is en consequent voldoet aan de kwaliteitsvereisten op schaal. ↩
Begrijp hoe dit contactloze proces harde metalen en complexe vormen bewerkt die traditionele gereedschappen niet kunnen creëren. ↩
Leer hoe deze symbolische taal een nauwkeurige ontwerpintentie communiceert voor productie, zodat de vorm, pasvorm en functie van uw onderdeel gewaarborgd zijn. ↩
Begrip van metrologie helpt bij het specificeren van inspectiebehoeften, zodat onderdelen voldoen aan exacte normen zonder onnodige vertragingen. ↩
Ontdek hoe dit concept de integriteit van materialen en de onderdeelgeschiedenis waarborgt in gereguleerde sectoren. ↩






