

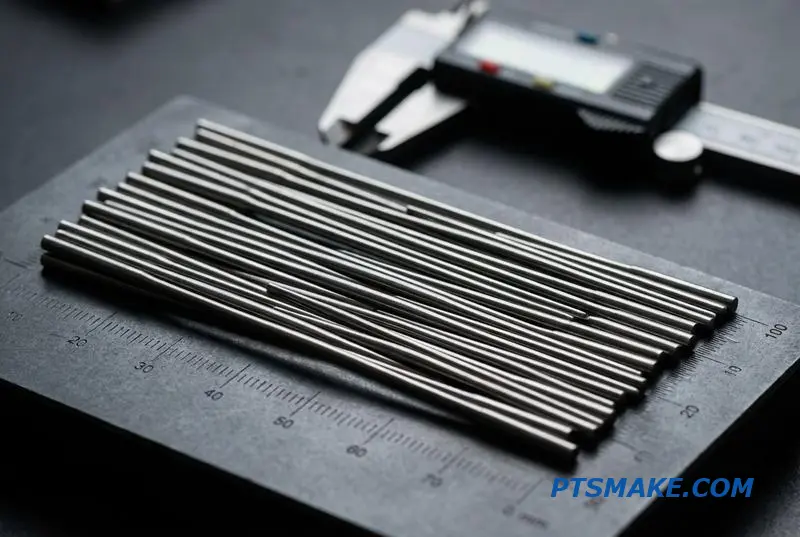
4mmのシャフトを短納期で高精度に加工する必要がありますか? 標準的な旋盤加工店では、断られたり、長い納期を提示されたり、あるいはたわみやビビリが発生し、仕様を満たさない部品が納品されたりします。プロトタイプは数週間遅れ、それに伴って発売日も遅れてしまいます。.
スイス旋盤加工は、スライディングヘッドストックとガイドブッシュを使用して、細長い部品を切削工具の近くで支えることで、小型精密部品の調達問題を解決します。このセットアップにより、±0.005mmの公差を維持し、プロトタイプを2〜5日で製造でき、同じ機械で再資格取得なしに量産にスケールアップできます。.

このガイドは、毎週受ける実際の質問に基づいて作成しました。スイス旋盤加工が、部品が1つでも1000個でも機能する理由、どのような形状がそれを要求するのか、そしてプロトタイプから量産まで公差の争いを一切起こさずに移行できる部品をどのように設計できるのかがわかります。さあ、始めましょう。.
なぜあなたの小型精密部品の調達が難しいのか — そしてスイス旋盤加工がそれをどう変えるのか
小さく複雑な部品の調達は、よくある課題です。精度とスピードが必要ですが、従来の旋盤加工方法ではしばしば不十分です。このギャップは、フラストレーションのたまるプロジェクトの遅延や、重要な仕様を満たせない部品につながり、生産全体のタイムラインに影響を与えます。.
あるロボットスタートアップが8週間の遅延に直面したことを思い出します。彼らのサプライヤーの従来の旋盤では、細い4mmのシャフトの公差を維持できませんでした。部品は検査で繰り返し不合格となり、プロトタイプのビルドが停止しました。これは、仕事に間違ったツールを使用する典型的な例です。.
従来の旋盤の問題
標準的な旋盤では、長くて細い部品は工具の圧力で曲がり、精度を損ないます。複雑な形状は複数のセットアップも必要とし、新しいクランプ操作ごとに時間が増加し、エラーの可能性が生じます。これにより、精密部品の調達が困難で信頼性が低くなります。.
スイス旋盤加工の利点
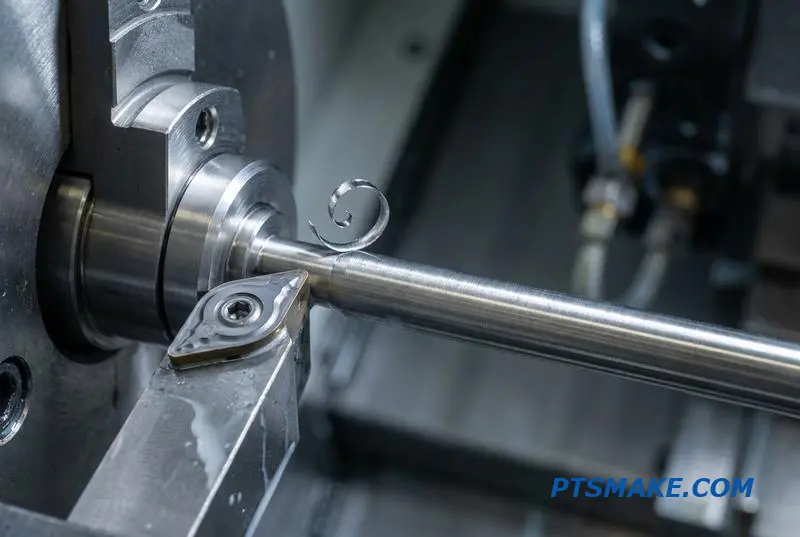
スイスCNC旋盤加工は、優れたソリューションを提供します。そのユニークな摺動主軸台設計は、切削点ですぐに材料をサポートし、たわみと剛性の根本的な問題を解決します。この方法は、従来の機械では効果的に処理できない課題のために特別に作られています。.

加工不良の背後にある物理学
小さな部品に対する従来の旋盤加工の根本的な問題は、物理的な不安定性です。部品の長さが直径の何倍もある場合、切削工具からの力によって工具から離れるように曲がります。この現象は 被削材のたわみ1.
目には見えないことが多いこのわずかな曲がりでも、厳しい公差を損なうのに十分です。結果として、テーパー、表面仕上げの悪さ、そして最終的には意図したとおりに機能しない部品につながります。部品が長く細いほど、この問題は深刻になります。.
経済的および物流的なハードル
物理学を超えて、従来の加工方法は物流コストを発生させます。複雑な部品が取り外され、新しい操作のために再クランプされるたびに、人件費が増加し、エラーのリスクが高まります。この非効率性は、単価に直接影響し、リードタイムを大幅に延長します。.
下の表は、これらの2つの方法間のプロセス効率の主な違いを対比しています。.
| 特徴 | コンベンショナル・ターニング | スイス製CNC旋盤 |
|---|---|---|
| ワークサポート | チャック、工具から離れた場所 | ガイドブッシュ、工具の近く |
| 細長い部品 | たわみのリスクが高い | 最小限のたわみ |
| 複雑な形状 | 複数のセットアップが必要 | 1回の段取りで完了することが多い |
| 理想的なアプリケーション | 短く、大口径の部品 | 長く、細長く、複雑な部品 |
スイス旋盤加工サービスはこれらの問題を解消します。ガイドブッシュの近くで加工することで、プロセスは安定し、精密で、複雑な形状に対して非常に効率的になり、スクラップ率と複数の機械段取りの必要性を低減します。当社では、この技術を活用して一貫した結果を提供します。.
小さな部品の調達は困難です。なぜなら、従来の旋盤では部品のたわみが発生し、複数の段取りが必要になるからです。スイスCNC旋盤は、工具のすぐ近くでワークピースをサポートすることでこれを解決し、複雑で細長い部品の高精度と効率を確保し、時間とお金の節約になります。.
スイス旋盤でのプロトタイピング — あなたが思うより速い
多くのエンジニアはスイス旋盤を大量生産と関連付けていますが、ラピッドプロトタイピングにも驚くほど効果的です。主な利点は、複雑な部品を1回の段取りで完了できることです。この機能により、リードタイムが大幅に短縮され、製造プロセスが簡素化されます。.
シングル・セットアップの利点
ライブツールを使用すると、同じ機械でフライス加工、穴あけ、ねじ切り加工を行うことができます。これにより、二次的な段取りの必要がなくなり、時間の節約と、加工間の公差積層誤差のリスク低減につながります。.
小ロット生産における効率
最新のCNC制御とクイックチェンジコレットシステムにより、段取り替え時間が劇的に短縮されました。これにより、わずかな部品の生産でも経済的に実行可能になり、スイス機械は大量生産にのみ適しているという古い考え方に挑戦しています。.
| 特徴 | プロトタイピングへの影響 |
|---|---|
| ライブ・ツーリング | 二次加工をなくす |
| ガイドブッシュサポート | 細い部品の高精度化 |
| 高速段取り替え | 小ロット生産のコスト削減 |
| サブスピンドル | バックワークを1サイクルで完了 |

スイス製機械はプロトタイピングには複雑すぎるという認識は時代遅れです。技術は高度ですが、最新の制御により、単一部品または少量生産のプログラミングが簡素化されます。PTSMAKEでは、これを活用して効率的なスイスCNCプロトタイピングを行い、多くの人が予想するよりも速く設計を部品にしています。.
ターンアラウンドタイム比較
1〜50個の数量では、その違いは明らかです。複雑な部品は、従来の機械では複数の段取りが必要になり、時間が延長される可能性があります。スイスCNC旋盤加工では、これらの部品を単一の連続した操作で完了することがよくあります。このプロセスにより、取り扱いとエラーの可能性が軽減されます。.
| 数量 | コンベンショナル・ターニング | スイス・ターニング |
|---|---|---|
| 1〜10個 | 5~10日 | 3~7日 |
| 11〜50個 | 10〜15日 | 7〜12日 |
実例
最近、医療機器クライアントの新しいコネクタで協力しました。当社のスイス旋盤を使用して、わずか10日間で3つの設計イテレーションを製造しました。このスピードにより、エンジニアリングチームは予想よりもはるかに速く設計をテストおよび検証することができました。部品形状に対する正確な制御は、次のような要因の理解も伴います。 トライボロジー2 工具とワークピースのインターフェースで。.
スイス旋盤加工は、プロトタイピングにおいて迅速かつ正確で、驚くほど費用対効果の高いソリューションを提供します。単一のセットアップで複雑な部品を製造できる能力は、大量生産専用であるという時代遅れの考え方に挑戦し、迅速なイテレーションに最適です。.
低量生産においてスイス旋盤加工が異なる理由
多くの人がスイス旋盤加工は大量生産専用だと考えています。しかし、そのユニークな設計により、少量生産プロジェクトにも非常に効率的です。鍵となるのは、単一のセットアップで極めて高い精度と複雑さを持つ部品を加工できる能力です。.
安定性の利点
スイス式旋盤は、ガイドブッシングを通して材料を送り込み、切削工具のすぐ隣で材料を支えます。この設計により、ワークピースのたわみが最小限に抑えられ、これはタイトな公差を必要とする長くて細い部品にとって非常に重要です。これは従来の旋盤加工との根本的な違いです。.
単一セットアップの効率
これらの機械は、ライブツールとサブスピンドルを備えていることがよくあります。これにより、旋削と並行してフライス加工、穴あけ、ねじ切り加工を行うことができます。複雑な部品を一度に仕上げることで、大幅な時間の節約と取り扱いミスの削減につながります。.
| 特徴 | スイス製CNC旋盤 | 従来のCNC旋盤加工 |
|---|---|---|
| ワークサポート | ガイドブッシュがストックを工具の近くで支える | チャックが材料の一端を保持します |
| 最適 | 長く、細長く、複雑な部品 | 短く、大口径の部品 |
| 二次加工 | ライブツールによりしばしば排除されます | 複雑な機能にはしばしば必要とされます |
| 精密 | 極めて高い、タイトな公差 | 良好ですが、細長い部品には限界があります |
この統合されたアプローチにより、スイスCNC旋盤加工は、精度が最優先される小ロットでも強力な候補となります。.
低ロットのCNC旋盤加工におけるスイス機械に対する反対意見は、しばしばセットアップ時間に集中します。セットアップはより複雑になる可能性がありますが、この見方は、特に50〜1,000個のロットで経済的バランスを大きく変える重要なコスト削減要因を見落としています。.
材料のたわみの克服
ガイドブッシングが特徴です。素材を切削工具のわずか数ミリ手前で支持することで、たわみを実質的に排除します。これにより、従来の旋盤では複数の段取りやカスタム治具なしでは不可能な、長くて細い部品の公差を維持できます。.
二次オペレーションの排除
最新のスイス型自動盤は、多軸機能とライブツールを備えています。これは、部品が切り離される前に、フライス加工、クロスドリル加工、タッピング加工を実行できることを意味します。当社では、機械から完全に加工された部品が取り出されるため、別途フライス加工を行う必要がありません。この多機能性 運動学3 は、大幅なコスト削減につながります。.
コスト削減分析
これらの技術的利点が、仮に500個の生産を行った場合の経済的メリットにどのように結びつくかを分析してみましょう。初期セットアップコストは高くなる可能性がありますが、部品あたりの総コストは下がります。.
| コスト係数 | 従来の旋盤 + フライス盤 | スイス製CNC旋盤 |
|---|---|---|
| セットアップ費用 | 低い(機械あたり) | 高い(単一機械) |
| スクラップ率 | ~5-10% | ~1-2% |
| 二次加工コスト | 追加の労力と機械時間 | $0 |
| 部品単価 | より高い | より低い |
表に示すように、スクラップの削減と二次加工コストの完全な排除による節約は、初期セットアップ時間の延長を補って余りあるため、スイス型旋盤加工はより賢明な選択となります。.
スイス型旋盤加工の精度と単一セットアップ機能により、少量生産でも驚くほどコスト効率が高くなります。二次加工を排除し、スクラップを削減することで、複雑な部品の部品あたりの総コストを低く抑え、高生産量向けであるという神話を覆します。.
プロトタイプ段階でスイス旋盤加工を要求する5つの部品形状
複雑な部品のプロトタイピングを行う際、特定の形状は従来のCNC旋盤加工の限界を超えます。これらの特定の設計では、スイス型CNC旋盤加工は単に優れた選択肢であるだけでなく、成功への唯一の実行可能な道であることがよくあります。従来の方式における主な課題は、特に長くて繊細な部品の場合のワークピースの剛性です。.
従来の旋盤加工の固有の欠陥
標準的な旋盤では、ワークピースは片端または両端で保持され、回転します。工具はその長さに沿って移動します。長くて細い部品の場合、切削力によって部品の中央が曲がったり振動したりします。このたわみは、寸法精度が悪く、表面仕上げが悪くなる原因となります。.
なぜスイス型旋盤加工が優れているのか
スイス旋盤は、ワークピース自体をガイドブッシュを通して移動させることで、この問題を解決します。切削工具はサポートポイントで直接材料に接触するため、たわみがなくなります。この方法は、複雑で細長く、高精度の部品の製造に最適です。 スイス旋盤加工のプロトタイプ.
| 特徴 | コンベンショナル・ターニング | スイス製CNC旋盤 |
|---|---|---|
| ワークサポート | 端部でクランプ | 工具近くのガイドブッシュ |
| 長さ/直径比の限界 | 通常 < 5:1 | 20:1を超えることも可能 |
| 偏向リスク | 高い | 最小限 |
| こんな方に最適 | 短く剛性の高い部品 | 長く細い部品 |

スイス型旋盤のユニークな能力なしでは、プロトタイピングが不可能な形状もあります。ガイドブッシュによるサポートは、加工不可能な部品を量産可能なものに変えるゲームチェンジャーです。この原理が常に活用されている5つの形状を以下に示します。.
1. 長く細いシャフト
長さ対直径比が5:1を超える部品は、すべて有力な候補です。従来の旋盤加工では、ひどい工具のチャタリングとたわみが発生します。医療機器クライアントは、長さ40mm、直径1.5mmのプローブを必要としていました。標準的な旋盤では、公差を維持することは不可能でした。スイス旋盤を使用することで、±0.005mmの公差を容易に維持できました。.
2. 薄肉チューブ部品
薄肉チューブの加工は、圧力下で変形するため困難です。スイス旋盤のガイドブッシュは360度のサポートを提供し、崩壊を防ぎます。これは、壁の完全性が重要な油圧スリーブやセンサーハウジングなどの部品にとって非常に重要です。これにより、多工程セットアップで見られる同心度と ランナウト4 問題が解消されます。.
3. 偏心形状を持つ部品
オフセットされた穴やフライス加工されたフラットが必要な部品は、ミリングマシンや旋盤で複数のセットアップが必要になることが多く、誤差が生じます。ライブツーリングとC軸を備えたスイス型自動盤は、これらの機能を1回の加工でドリル、フライス加工、旋削できるため、完璧な位置合わせを保証し、セットアップ時間を大幅に節約できます。.
| ジオメトリの課題 | 従来の失敗モード | スイス旋盤ソリューション |
|---|---|---|
| 長い/細いシャフト | たわみ、チャタリング | ガイドブッシュサポート |
| 薄肉チューブ | 変形、崩壊 | 連続的な部品サポート |
| エキセントリックな特徴 | 積み重ねられた公差 | シングルセットアップ加工 |
これらの困難なジオメトリに対して、スイス旋盤はプロトタイピングの決定的な選択肢です。切削点でのワークピースを直接サポートすることで、たわみや振れなどの一般的な失敗を軽減し、プロトタイプが最終的な設計意図と機能を正確に反映することを保証します。.
スイス旋盤加工プロトタイプおよび短納期ランの材料選定
スイス旋盤加工に適切な材料を選択することは、特にプロトタイプや短納期の場合、非常に重要です。この決定は、加工速度、表面仕上げ、最終的な部品の性能に直接影響します。材料の特性とプロジェクトの特定の要件とのバランスです。.
プロトタイピングにおける重要な要素
プロトタイプの場合、速度と加工性が優先されることがよくあります。アルミニウム6061は、非常に速いサイクルタイムを可能にし、最小限の労力で優れた表面仕上げを生成するため、人気のある選択肢です。これにより、機能的な部品を迅速に手に取ってテストすることができます。.
一般的な素材のトレードオフ
耐久性が必要な場合、ステンレス鋼を検討することがよくあります。しかし、柔らかい金属と比較すると、サイクル時間が長くなり、工具の摩耗が増加するというトレードオフがあります。ここでは、社内加工テストに基づいた簡単な比較を示します。.
| 素材 | 加工速度 | 耐食性 | 相対コスト |
|---|---|---|---|
| アルミニウム6061 | 非常に速い | グッド | 低い |
| ステンレス・スチール303 | 中程度 | 素晴らしい | ミディアム |

スイス旋盤加工の材料を選択する際には、最も一般的な選択肢を超えて検討する必要があります。各材料は、製造プロセスと最終部品の意図された用途への適合性の両方に影響を与える独自の課題と利点をもたらします。.
素材パレットの拡大
特定のニーズに対応する金属
真鍮 C360 は、おそらく最も加工しやすい金属であり、高速生産が重要な電気コネクタなどのコンポーネントに最適です。高強度で軽量な用途には、チタン グレード 5 が比類のない性能を発揮しますが、より遅い送り速度と特殊な工具が必要です。.
高度なプラスチックの加工
PEEK や Delrin のようなプラスチックは、スイス旋盤加工部品に適していますが、異なる切りくず管理戦略が必要です。金属とは異なり、プラスチックの切りくずは糸状になり、工具に巻き付く可能性があるため、クリーンな切断を確保するためにパラメータを調整します。これらの材料は、寸法安定性に影響を与えないように、慎重な取り扱いも必要です。 異方性5 寸法安定性に影響を与えないように。.
材料調達とリードタイム
短期生産の場合、材料の入手可能性は実用的な懸念事項です。アルミニウムまたは真鍮の標準的な在庫サイズは容易に入手できるため、リードタイムを最小限に抑えることができます。対照的に、特殊なチタンまたは PEEK の少量注文はカスタム注文が必要になる場合があり、プロジェクトのスケジュールに時間が追加されます。.
| 申し込み | 推奨素材 | 主なメリット |
|---|---|---|
| 航空宇宙 | チタン・グレード5 | 高い強度対重量比 |
| メディカル | ステンレス鋼 304、PEEK | 生体適合性、耐食性 |
| 自動車 | アルミニウム6061 | 軽量、優れた加工性 |
| ロボット工学 | Delrin、アルミニウム 6061 | 低摩擦、構造的完全性 |
スイス旋盤試作品の適切な材料選定は、加工性、性能要件、リードタイムのバランスを取ることが重要です。この選択は、最初のランからコスト効率が高く、高品質な部品を実現し、プロジェクト仕様を満たすための基本となります。.
プロトタイプスイス旋盤加工部品の公差期待値
エンジニアはよく、最初の試作品で現実的にどの程度の公差が期待できるか私に尋ねます。スイスCNC旋盤では、その答えは彼らが考えるよりも良いことが多いです。この機械の設計により、最初から量産レベルの精度を達成することができます。.
標準的な試作品の公差
ほとんどの形状では、±0.01mm(0.0004インチ)の標準公差が容易に達成可能です。長さ100mmを超える部品の場合、材料要因により±0.02mm~±0.05mmに若干広がる可能性があります。ただし、これらは最初のランとしては控えめな数値です。.
より高い精度の達成
プロジェクトがそれを要求する場合、重要な直径に対して±0.005mm(0.0002インチ)を保持するようにプロセスを調整できます。これには、慎重な材料選定とプロセス制御が必要です。.
| フィーチャー・タイプ | 標準的な試作品の公差 | 高精度公差 |
|---|---|---|
| 直径 | ±0.01mm(0.0004インチ) | ±0.005mm(0.0002インチ) |
| 長さ(100mm超) | ±0.02mm~±0.05mm | ±0.01mm(プロセス依存) |
| 集中力 | 0.01mm(0.0004インチ) | 0.005mm(0.0002インチ) |

プロトタイプの公差が量産仕様に適合する主な理由は、スイス旋盤の基本的な設計にあります。材料は、切削工具のすぐ隣にあるガイドブッシングによって支持されています。このセットアップにより、従来の旋盤加工における不精度の主な原因であるたわみと振動が事実上排除されます。.
実際の結果に影響を与える要因
高度な設備を使用しても、いくつかの要因が最終的なスイス旋盤加工の公差に影響を与えます。これらを理解することは、現実的な期待を設定し、製造容易性のための設計を改善するのに役立ちます。材料の安定性は非常に重要です。素材の内部応力は、機械加工後に部品がわずかに反る原因となる可能性があります。.
材料と工具の考慮事項
短いプロトタイプランの間でも、工具の摩耗はわずかな寸法のずれを引き起こす可能性があります。私たちは、プレミアムコーティングされた工具を使用することでこれを軽減します。材料の 延性6 も役割を果たします。柔らかい材料は、細かい仕上げとタイトな公差で機械加工するのが難しい場合があります。.
| ファクター | 耐性への影響 | PTSMAKE における当社の軽減戦略 |
|---|---|---|
| 素材の安定性 | 内部応力は、機械加工後の反りの原因となる可能性があります。. | 私たちは応力緩和材の使用を推奨し、調達しています。. |
| 工具摩耗 | 切削刃が鈍ると、寸法がずれる可能性があります。. | 高品質のコーティングされた工具を使用し、摩耗を監視しています。. |
| 熱膨張 | 作業場の温度変化は、機械と部品のサイズに影響を与えます。. | 当社の施設は安定性のために空調管理されています。. |
スイス旋盤加工のプロトタイプは、プロセスが本質的に安定しているため、量産公差を満たすことができます。再固定がないことと、ガイドブッシングからのサポートにより、最初の部品から最後の部品まで一貫性が確保され、精密な設計検証に最適です。.
スイス旋盤加工短納期ランにおける表面仕上げ能力
短納期生産では、優れた表面仕上げを実現することが重要です。スイス旋盤加工は、主にワークピースを切削工具のすぐ近くでサポートするガイドブッシングシステムのおかげで、この点で本質的に優れています。これにより、振動とたわみが最小限に抑えられ、一貫してより滑らかな仕上げが得られます。.
標準的なオペレーション仕上げ
ほとんどのプロトタイプや少量生産部品では、標準的な仕上げで十分です。適切な工具とクーラント管理により、通常のオペレーション範囲内で常に優れた結果を得ています。このベースラインは、幅広い用途の要件を満たします。.
高精度仕上げ
プロジェクトでさらに細かい表面が必要な場合は、スイス旋盤が対応できます。ワイパーインサートなどの特殊工具や、研磨などの二次加工により、非常に滑らかな表面を作り出すことができます。以下に期待できる内容をまとめました。.
| 仕上げレベル | Ra値(μm) | 方法 | 共通アプリケーション |
|---|---|---|---|
| スタンダード | 0.4 - 0.8 | 標準工具&クーラント | 一般的な機械部品、非外観部品 |
| ファイン | 0.2 - 0.4 | 最適化された工具&速度 | シール面、外観部品、ベアリング嵌合部 |
| 鏡のような | < 0.2 | ワイパーインサート/二次加工 | 高性能光学部品または医療機器部品 |
スイス旋盤は、表面品質において明確な利点をもたらします。工具のすぐ隣にあるガイドブッシュのサポートが鍵となります。このセットアップは振動を大幅に減衰させます。これは、従来の旋盤加工、特に長くて細い部品で、仕上げ不良の主な原因となります。.
短納期生産の課題管理
短納期生産は、しばしば特有の問題を提示します。カッターが最初に材料に食い込む際に、工具の入りマークが現れることがあります。キー溝やクロス穴などの特徴を持つ部品では、割り込み切削がチャタリングを引き起こす可能性があります。スイス旋盤の剛性と精密な制御は、これらの問題を効果的に管理するのに役立ちます。.
図面での仕上げ指定
よく見られる問題は、過剰な仕様指定です。 表面粗さ7. 標準的なもので十分な場合にミラーフィニッシュを要求すると、機能的な価値を追加することなく、コストとリードタイムが増加します。プロトタイプの場合、重要な表面にのみ仕上げを指定するのが最善です。.
この表は、プロトタイプの図面で仕上げを指定するための簡単なガイドを提供します。.
| 必要条件 | 推奨される仕様 | 根拠 |
|---|---|---|
| 重要でない表面 | 未指定のままにするか、「加工後」と注記する" | 機能しない領域の不要なコストを回避します。. |
| 嵌合面またはシール面 | 要求されるRaを指定します。例:「Ra 0.8」" | 過剰な加工なしで適切な機能を保証します。. |
| 高摩耗領域 | Raと二次加工を指定する場合があります | 最も重要な耐久性を保証します。. |
| 外観 | Raを指定します。例:「すべての見える表面にRa 0.4」" | 美的要件を明確に伝えます。. |
スイス旋盤は、その固有の安定性により、短納期でも優れた表面仕上げを実現します。品質とコストのバランスをとるためには、適切な仕様設定が不可欠です。重要な表面の要件を明確に定義することで、不必要な費用をかけずに機能性能を確保できます。これは、プロトタイピングや少量生産において重要な要素です。.
1つのセットアップ、1つの部品 — スイスミーリング統合がプロトタイピングをどのように簡素化するか
スイスCNC旋盤がプロトタイプ作成に有利な点は、統合されたライブツーリングです。この機能により、旋盤が多機能マシニングセンターに変身し、単一の操作で複雑な部品を加工できます。この能力は、迅速かつ正確なプロトタイピングに不可欠です。.
複雑な形状の合理化
ライブツーリングを備えたスイス製機械は、部品を取り外すことなく、旋削、フライス加工、穴あけ、ねじ切りを行うことができます。これにより、複数のセットアップが不要になり、大幅な時間の節約と、操作間のエラーのリスクを低減します。.
プロトタイプから生産へ
この単一セットアップのアプローチにより、プロトタイプに使用されるプロセスが、量産に使用されるプロセスと全く同じであることが保証されます。このシームレスな移行は、スケールアップにとって大きな利点です。.
| 特徴 | 従来の加工 | スイス製フライス加工の統合 |
|---|---|---|
| 複雑な部品のセットアップ | 3〜5回のセットアップ | 1回のセットアップ |
| リードタイム | 週間 | 日数 |
| 公差の一貫性 | より低い | より高い |
| 人件費 | 高い | 低い |

スイス製機械の真の強みは、その多軸能力にあります。基本的な3軸ライブツーリングセットアップでは、部品の面または直径に穴を開けたり、平坦部をフライス加工したりできます。しかし、5軸スイス製機械は、さらに複雑さと効率性を向上させます。.
3軸対5軸ライブツーリング
5軸能力があれば、機械は二次セットアップなしで、角度のある特徴や複雑な輪郭を作成できます。オフセット穴や角度付きスロットを備えた医療機器部品を想像してみてください。従来の機械では、これには4回の別々のセットアップが必要になる可能性があり、時間とコストの両方が増加します。.
PTSMAKEでは、これらの部品を単一のランで処理します。この統合は、単なるスピード以上のものです。部品が移動され、再クランプされるたびに、精度の低下のリスクが生じます。 基準8. 部品を1台の機械に保持することで、複数の固定具からの公差の積み重ねを排除します。.
このプロセスは、開発サイクルに直接影響します。複数のベンダーを経由して二次加工を受けるプロトタイプを数週間待つ代わりに、より早く完成した部品を入手できます。部品が速ければ、テストも速く、設計の繰り返しも速く、市場投入までの道のりも短くなります。これが効率的なスイス加工の本質です。.
スイス加工の一体化は、複数の加工プロセスを単一のセットアップに統合することで、プロトタイピングを合理化します。この方法は、公差誤差を最小限に抑え、二次ベンダーの必要性をなくし、イテレーションサイクルを大幅に加速し、精度を高めたプロトタイプから量産への直接的なパスを提供します。.
プロトタイプにスイス旋盤加工を使用しない場合
スイスCNC旋盤は、複雑で細長い部品に優れています。しかし、プロトタイピングにおいては、常に最良の選択肢とは限りません。その限界を知ることは、時間とお金を節約します。私は常に、クライアントにプロセスを決定する前に、プロトタイプの特定のニーズを検討するようにアドバイスしています。.
大口径部品
スイス旋盤の主な強みは、細長いワークピースをサポートするガイドブッシュシステムにあります。このシステムは通常、32mm未満の小径バー材に限定されます。より大きなプロトタイプの場合、従来のCNC旋盤の方がはるかに効率的でコスト効果が高いです。.
シンプルな幾何学
プロトタイプが単純なシャフトであったり、基本的な特徴を持つ場合、スイス機械のセットアップの複雑さは過剰です。従来の旋盤は、これらの部品をより速く、より低コストで製造できるため、単純な設計に適しています。.
| 機能の複雑さ | 推奨プロセス | 理由 |
|---|---|---|
| 高(細長い、複雑な) | スイス製CNC旋盤 | 優れたサポート、高精度 |
| 低(単純なシャフト、基本的なカット) | 従来型CNC旋盤 | セットアップが速く、コストが低い |
| 大口径(>32mm) | 従来型CNC旋盤 | 機械能力の制限 |
スイス旋盤の限界を理解することは、効率的なプロトタイピングの鍵です。それは、仕事に適したツールを選択することです。機械を意図された使用を超えてプッシュすると、品質、コスト、リードタイムの妥協につながり、これは特にペースの速いプロトタイプ段階で重要です。.
材料と数量の考慮事項
一部の材料はスイス加工には理想的ではありません。研磨性または硬化材料は、ガイドブッシュの過度の摩耗を引き起こし、精度の低下につながる可能性があります。これは、硬化鋼やセラミックなどの材料では大きな問題となる可能性があり、工具のコストとダウンタイムが急速に増加します。もう一つの重要な要因は、セットアップ時間です。.
1〜3個のような非常に少量の場合、スイス型自動盤の広範なセットアップが総コストの大部分を占める可能性があります。このようなシナリオでは、部品あたりのコストが法外に高くなります。このような小ロットのプロトタイプでは、セットアップ時間が加工時間を上回ることがよくあります。.
ハイブリッドプロトタイピングアプローチ
初期段階の形状と嵌合テストには、ハイブリッドアプローチを検討してください。ポリマー製のバージョンを3Dプリントするのは、非常に速く安価です。特定の機能に厳しい公差が必要な場合は、3Dプリントされた部品に対して二次的な旋削加工を行うことができます。この方法により、CNC加工全体のような高コストなしに機能的なプロトタイプが得られます。材料の問題も ギャリング9 は完全に回避されます。.
| 制限 | 代替案 | プロトタイプにとってなぜ優れているのか |
|---|---|---|
| 研磨材 | 従来の旋削加工(ガイドブッシュなし) | 過剰な工具摩耗とコストを回避 |
| 非常に少量(1〜3個) | 従来の旋削加工または3Dプリント | セットアップ時間と部品あたりのコストを削減 |
| 複雑なフェイスフィーチャー | 5軸ミーリング | 旋削加工以外のフィーチャーにより効率的 |
スイス型自動盤は精密ですが、プロトタイプの万能なソリューションではありません。部品のサイズ、形状、材料、数量に関連するスイス型自動盤の制限を認識することは、より効率的なプロセスを選択するのに役立ちます。これにより、プロジェクトがスケジュールどおりに予算内で完了することが保証されます。これが当社の最優先事項です。.
プロトタイプから量産へ — 同じ機械プラットフォームでのシームレスな移行
ハードウェア開発における最も重要な課題の1つは、プロトタイピングと製造の間のギャップです。異なるサプライヤーや機械は、しばしば大きな頭痛の種となります。製造環境を変更すると、再認定、公差に関する議論、およびコストのかかる治具の再設計のリスクがあります。これは一般的なボトルネックです。.
継続性の利点
両方のステージで同じスイス機械プラットフォームを使用することで、これが解決されます。これによりシームレスなブリッジが作成され、プロトタイプで承認されたものが製造でもそのまま得られることが保証されます。このアプローチにより、スケーリングプロセス全体が大幅に簡素化されます。.
生産上の障害の解消
この方法により、遅延の原因となる多くの変数が排除されます。最初からプログラミング、ツーリング、品質チェックの一貫性を確保することで、スムーズな移行が実現します。これは効率的なプロジェクトタイムラインの鍵となります。.

真のプロトタイプから生産へのスイス旋盤加工とは、一つのシームレスな流れを意味します。この戦略は、主要な運用分野全体で一貫性を維持することにかかっています。同じチームと技術が最初から最後まで部品を処理する場合、移行はプロセスの再設計ではなく、単に数量をスケールアップする問題になります。.
ケーススタディ:ロボットジョイントコンポーネント
最近、複雑なロボットジョイントコンポーネントに取り組みました。最初のプロトタイプは、当社のCitizen L20スイス旋盤で加工されました。クライアントが設計を承認した後、同じ機械で同じセットアップを使用して、月産500ユニットに生産をスケールアップしました。.
単一プラットフォームの利点
| アスペクト | プロトタイプフェーズ | 生産段階 | ベネフィット |
|---|---|---|---|
| プログラマー | ジョン・ドウ | ジョン・ドウ | 学習曲線なし |
| CAMポスト | カスタムL20 | カスタムL20 | 同一のGコード |
| 工具 | 標準化された | 標準化された | No new setup costs |
| 品質 | CMM Protocol | CMM Protocol | Consistent metrology |
This continuity is where the real value lies. The Process Capability10 established during prototyping directly translates to production. There were zero process changes, no re-negotiation on tolerances, and no surprises for the client. The part that was approved was the part that was delivered in volume.
Using the same machine platform from prototype to production eliminates rework and uncertainty. This approach ensures consistency in programming, tooling, and quality control, saving significant time and costs while guaranteeing that the final parts meet the exact specifications approved during the initial phase.
スイス旋盤加工のための設計 — プロトタイプエンジニア向けのDFMのヒント
When designing prototypes for Swiss CNC turning, a few smart choices can significantly cut costs and speed up delivery. Focusing on manufacturability from the start is key. Simple adjustments to your design ensure we can use standard tooling and minimize material waste, which is crucial for prototype runs.
DFMの主な検討事項
Thinking about how the part is held and machined is essential. This often comes down to stock material size and feature accessibility. A small change in diameter can make a big difference.
| 考察 | プロトタイピングへの影響 |
|---|---|
| Bar Stock Diameter | Reduces material waste and cycle time |
| アンダーカット | Avoids need for costly custom form tools |
| Collet Sizes | Utilizes standard workholding for faster setup |
| 内部機能 | Prevents expensive secondary operations |
These factors are fundamental in efficient design for Swiss turning. Getting them right early on prevents delays and redesigns later.

スイス旋盤加工の適切な設計は、基本的な形状を超えています。機械の能力と限界を深く理解することが含まれます。プロセスに合わせて部品を最適化することで、プロトタイプから量産への移行がはるかにスムーズになります。.
バー材とコレットのサイズ設定
部品の最大外径は、常に標準的なバー材のサイズよりわずかに小さく設計するようにしてください。これにより、削り取る材料を最小限に抑え、時間とお金の節約につながります。標準的なコレットサイズに合わせることで、プロトタイピング中のカスタムワークホルディングの必要性も回避できます。.
内部形状と二次加工
多くの最新のスイス旋盤にはライブツールがあり、偏心した形状のフライス加工、穴あけ、ねじ切りが可能です。このように加工できる内部形状を設計することは、以下のような二次加工に頼るよりもはるかに効率的です。 放電加工11, 、これは時間とコストを大幅に増加させます。.
スイス旋盤加工のためのDFMチェックリスト
ここに、エンジニアがプロトタイプの図面を最終決定する前に使用することを推奨する簡単なチェックリストがあります。これらのガイドラインに従うことで、PTSMAKE はお客様の部品をより迅速にお届けできます。.
| チェックリスト項目 | はい / いいえ | 備考 |
|---|---|---|
| 最大外径は標準バーサイズよりわずかに小さいですか? | 材料サプライヤーの在庫サイズを確認してください。. | |
| アンダーカットはすべて必要ですか? | ストレートリリーフに置き換えることはできますか? | |
| 内部ねじはタップで作成できますか? | シングルポイントスレッディングを必要とする機能は避けてください。. | |
| 壁厚は0.5mmより大きいですか? | 壁が薄いと変形の危険があります。. |
スイスターニング用に設計を最適化することで、プロトタイプのターンアラウンド時間を短縮し、コストを削減できます。材料、工具、機能設計におけるこれらの小さな考慮事項は、精密部品の製造プロセスにおいて大幅な節約と効率化につながります。.
スイス旋盤加工プロトタイプおよび短納期ランのコストドライバー
真のコストを理解する
多くの製品デザイナーは、スイスCNCターニングはプロトタイプや短納期には高すぎると考えています。セットアップコストは要因ですが、この見方は製造の総コストを見落としがちです。全体像を考慮すると、真の価値が現れます。.
主なコスト構成要素
スイス加工部品の最終価格は、主に3つの領域に影響されます。これらは、セットアップ時間、加工サイクル時間、および原材料費です。各要素は、注文の複雑さと数量に応じて異なる貢献をします。.
なぜしばしば安くなるのか
複雑な部品の場合、スイスターニングはフライス加工や研削などの二次加工の必要性を排除します。この統合により、取り扱い、ロジスティクス、およびエラーの可能性が削減され、従来のプロセスで複数のベンダーを使用するよりもコスト効率が高くなることがよくあります。.

セットアップ対サイクルタイム
セットアップコストは固定です。これには、機械のプログラミングと工具の準備が含まれます。単一のプロトタイプの場合、このコストは大きいです。短納期の場合、より多くの部品に分散されるため、単価が下がります。これは、スイスターニングのコスト構造の重要な側面です。.
材料の要因
材料費も、特に特殊合金の最小棒材購入要件では役割を果たします。しかし、スイスCNCターニングの効率はスクラップを最小限に抑えるため、材料の無駄が多いプロセスと比較して、これらの初期コストの一部を相殺することができます。.
実用的なコスト比較
複雑な医療部品を検討してください。ここでは、50個のランでPTSMAKEで見られる典型的なシナリオを示します。スイスCNCターニングの単一セットアップの利点は明らかであり、リードタイムと管理する必要のあるサプライヤーの数を減らします。.
| 特徴 | 従来のターニング+ミーリング | スイスターニング(シングルセットアップ) |
|---|---|---|
| ベンダー数 | 2~3(ターニング、ミーリング、仕上げ) | 1(PTSMAKE) |
| 総リードタイム | 約2週間 | 約3日 |
| コストへの影響 | セットアップとロジスティクスの多さにより増加 | 効率化により全体的に低下 |
| 品質リスク | 部品ハンドリングにより増加 | シングルクランプにより最小化 |
コスト削減のヒント
プロトタイピングコストを削減するには、同じ材質と直径を使用する複数の部品を1つの注文に統合してください。また、標準工具を考慮して設計することで、カスタム工具の費用を回避できます。最後に、正確な3Dモデルを提供することで、 幾何学的寸法と公差12 プログラミング時間と曖昧さを軽減します。.
要するに、スイスターニングのコストは、セットアップ、サイクルタイム、材料によって決まります。複雑なプロトタイプの場合、リードタイム、ベンダー管理、エラーの可能性を減らすことで、従来の複数工程プロセスよりも経済的であることが多く、総コストを低く抑えることができます。.
スイス旋盤試作品注文のリードタイムに関する期待値
プロトタイプランを計画する際には、スイス式旋盤のリードタイムを理解することが重要です。これは単一の数値ではなく、部品の複雑さによって影響される範囲です。単純な旋削のみの部品は数日で完成する可能性がありますが、より複雑な部品にはより多くの時間が必要です。.
基本的なターンアラウンドタイム
迅速な参照のために、私はしばしばジオメトリに基づいて初期見積もりを分解します。これは、プロジェクトのタイムラインの現実的な出発点を設定するのに役立ちます。これらは、後で議論する材料や特殊な仕上げを考慮する前の見積もりであることを覚えておいてください。.
| 部品の複雑さ | 推定リードタイム | 主な特徴 |
|---|---|---|
| シンプル | 2~3日 | 基本的な旋削、単軸機能。. |
| 中程度 | 3〜5日 | ライブミーリング、クロスドリルが含まれます。. |
| コンプレックス | 5〜8日 | 多軸加工、タイトな公差。. |
なぜ複雑さが重要なのか
単純な旋削された直径を持つ部品は簡単です。しかし、オフセンターの穴やフライス加工されたフラットなどの機能を追加するには、ライブツーリングとより多くのプログラミング時間が必要です。複雑なジオメトリは、多くの場合、複数の工具交換とより遅いサイクルタイムを伴い、スイスCNC旋盤プロジェクト全体のスケジュールに直接影響します。.

リードタイムを延長する要因
部品のジオメトリを超えて、他のいくつかの要因がスイス式旋盤のリードタイムに大きく影響する可能性があります。予期せぬ遅延を避けるために、設計プロセスの早い段階でこれらの変数を考慮することをクライアントに常にアドバイスしています。これらの要素は、多くの場合、機械加工自体よりも多くの時間を追加します。.
材料と工具の調達
チタンやインコネルなどのエキゾチックな材料は、常に在庫があるわけではなく、サプライヤーのリードタイムが長くなる可能性があります。同様に、部品にカスタム成形工具や非標準ドリルが必要な場合、それらを注文して受け取ることで、機械加工が開始される前にスケジュールに追加されます。.
検査要件
要求される検査レベルは重要な要因です。すべての機能に対する完全なCMMレポートは、重要な寸法の単純なサンプルチェックよりもはるかに時間がかかります。詳細な 計測13 多くの時間を要しますが、要求の厳しいアプリケーションに対して最高の品質保証を確保します。.
リードタイムの見積もり
PTSMAKEでは、デュアルスピンドルSwissマシンを使用して生産を合理化しており、部品を1回のサイクルで完成させます。この技術は、Swissターニングのリードタイムを短縮するのに役立ちます。見積もりの参考として、この簡単なガイドを使用してください。
| ファクター | 追加時間 | 例 |
|---|---|---|
| 特殊素材 | + 3-10 日 | インコネル718の調達 |
| カスタム金型 | + 5-15 日 | 特定のフォームツール |
| 完全CMMレポート | + 1-2 日 | 航空宇宙または医療部品 |
ベースラインの見積もりにこれらの要因を組み合わせることで、より正確なプロジェクトタイムラインを構築できます。このプロアクティブなアプローチは、期待値を管理し、よりスムーズなプロジェクト実行を保証するのに役立ちます。.
Swissターニングのリードタイム管理には、部品の複雑さ、材料の入手可能性、検査の必要性を理解することが含まれます。これらの点についてサプライヤーと最初から明確に話し合うことが、プロトタイプ注文が予定通りに到着し、仕様を満たすことを保証する最善の方法です。.
短納期スイス旋盤加工部品の品質管理 — 期待できること
短納期またはプロトタイプの場合、品質管理がそれほど厳密ではないと多くの人が考えています。私の経験では、これは危険な誤解です。PTSMAKEのような高品質のショップでは、すべてのプロトタイプは、量産部品と同じように真剣に扱われます。Swissターニングの品質管理は、少量のためにスケールダウンされることはありません。.
プロトタイプ・アズ・プロダクションの考え方
プロトタイプは、長期的なパートナーシップの第一歩と捉えています。最初から正しく行うことが重要です。これは、注文サイズに関わらず、あらゆる部分に堅牢な品質フレームワークを適用することを意味します。これにより信頼が築かれ、後々の高額な問題を防ぐことができます。.
短納期生産における主要なQCステージ
プロセスは体系的であり、偶然に任せることはありません。以下は、短納期のスイス旋盤加工部品の典型的なワークフローです。.
| ステージ | 目的 |
|---|---|
| 第一条検査 | ラインオフした最初の部品が、すべての図面仕様に合致していることを確認します。. |
| 工程内チェック | 機械加工サイクル中に寸法を監視し、早期にずれを検出します。. |
| 最終検査 | すべての重要機能と表面仕上げの要件が満たされていることを確認します。. |
初品検査(FAI)
新しいセットアップごとに、たとえ1個の部品であっても、初品検査(FAI)を実施します。これは迅速なチェックではなく、AS9102規格に基づいた包括的なプロセスです。残りの数量を加工する前に、セットアップと工具が完璧であることを確認するために、図面上のすべての寸法を綿密に測定します。.
工程内監視と報告
最新のスイスCNC旋盤は、工程内プロービングを可能にします。この自動機能は、サイクル中に重要な寸法をチェックし、即座にフィードバックを提供します。複雑な形状の部品については、座標測定機(CMM)レポートを生成します。これにより、標準的な工具では測定が難しい機能に関する正確なデータが得られます。.
文書化と知的財産保護
すべての部品には適切な文書が添付されます。これには、合金の完全性を保証するための材料証明書と完全な トレーサビリティ14. が含まれます。また、特にプロトタイプの段階では、知的財産の重要性を理解しています。私たちは常に秘密保持契約(NDA)に署名し、お客様のデザインを保護するための厳格な社内プロトコルを持っています。.
| QCドキュメント | 説明 |
|---|---|
| FAIレポート | 図面に対する最初の部品の測定値の詳細な記録。. |
| CMMレポート | 複雑または重要なフィーチャーの3D座標データを提供します。. |
| 材料証明書 | 原材料の組成とミルからの供給元を確認します。. |
| 表面仕上げレポート | 部品が指定された粗さ(Ra)要件を満たしていることを確認します。. |
短納期での厳格なスイス旋盤品質管理は譲れません。これには、生産レベルのFAI、工程内チェック、および完全な文書化が含まれます。これにより、すべてのプロトタイプが正確な仕様を満たし、生産の成功の基盤を築き、最初の部品から信頼を構築します。.

この概念を理解することは、加工不良を診断し、細長い部品に適切なプロセスを選択するのに役立ちます。. ↩
トライボロジーを理解することは、切削液と工具寿命の最適化に役立ち、高精度を達成するために不可欠です。. ↩
機械運動学を探求して、協調された多軸モーションが複雑なシングルセットアップ製造をどのように可能にするかを理解してください。. ↩
ランアウトを理解することは、高精度機械アセンブリの回転精度を評価するために重要です。. ↩
この特性を理解することは、材料の挙動を予測するのに役立ち、複雑な部品での精度向上を保証します。. ↩
この特性を理解することは、材料の加工性と厳しい公差を維持する能力を予測するのに役立ちます。. ↩
この指標を理解することは、部品の機能にとって達成可能で費用対効果の高い仕上げを指定するのに役立ちます。. ↩
ダトムを理解することは、シングルセットアップ加工が優れた部品精度と一貫性をどのように達成するかを理解するための鍵です。. ↩
焼き付きを理解することは、加工中の部品の故障を防ぐための材料選択に役立ちます。. ↩
この概念を理解することは、製造プロセスが安定しており、大規模で品質要件を一貫して満たしていることを確認するのに役立ちます。. ↩
この非接触プロセスが、従来の工具では作成できない硬質金属や複雑な形状をどのように加工するかを理解します。. ↩
この記号言語が、製造のための正確な設計意図をどのように伝達し、部品の形状、適合性、機能を保証するかを学びます。. ↩
計測学を理解することは、検査ニーズを指定するのに役立ち、不要な遅延なしに部品が正確な基準を満たすことを保証します。. ↩
この概念が、規制産業において材料の完全性と部品の履歴をどのように保証するかを発見します。. ↩






