

Du designar en kritisk plastkomponent för ditt senaste projekt. Metall verkar för tungt och dyrt, men du är inte säker på om CNC-bearbetning av plast kan leverera den precision du behöver. Alla ingenjörer ställs inför detta dilemma när snäva toleranser möter budgetbegränsningar.
CNC-bearbetning av plast ger ingenjörer exakta och kostnadseffektiva lösningar för komplexa detaljer i avancerade polymerer som POM, PEEK och Nylon. Denna process ger snäva toleranser, överlägsen ytfinish och snabbare genomloppstider jämfört med metallbearbetning för många applikationer.

Jag har arbetat med hundratals ingenjörer som har bytt från metall- till plastbearbetning och aldrig sett tillbaka. Nyckeln är att förstå vilka material som fungerar bäst, hur man undviker vanliga fallgropar som skevhet och vilka frågor man ska ställa till sin leverantör i förväg.
Den fullständiga uppdelningen av CNC-plastbearbetning mot. Metallbearbetning
Att välja mellan CNC-bearbetning av plast och metall är ett kritiskt beslut för ingenjörer. Rätt val påverkar allt från prestanda till budget.
Båda processerna använder sig av subtraktiv tillverkning, men likheterna slutar där. De grundläggande skillnaderna i material ger upphov till olika metoder för verktyg, hastighet och kostnad. Att förstå dessa nyanser är nyckeln.
En snabb jämförelse belyser de grundläggande skillnaderna i dessa CNC-bearbetningsmaterial.
| Funktion | CNC-bearbetning av plast | CNC-bearbetning av metall |
|---|---|---|
| Material Hårdhet | Lägre | Högre |
| Verktyg | Vassare, specialiserad geometri | Starkare, värmebeständig |
| Bearbetningshastighet | Generellt snabbare | Långsammare |
| Värmeproduktion | Lägre, men smälter lätt | Högre |
Denna inledande översikt lägger grunden för en djupare analys.

Viktiga tekniska skillnader
När vi går från teori till praktik blir skillnaderna ännu mer uttalade. Valet handlar inte bara om den slutliga detaljens egenskaper. Det handlar om hela tillverkningsprocessen.
Materialegenskaper och verktygsstrategi
Metaller är starka och hårda. De kräver robusta verktyg och genererar betydande värme. Kylmedel är viktigt för att hantera temperaturen och förhindra verktygsslitage.
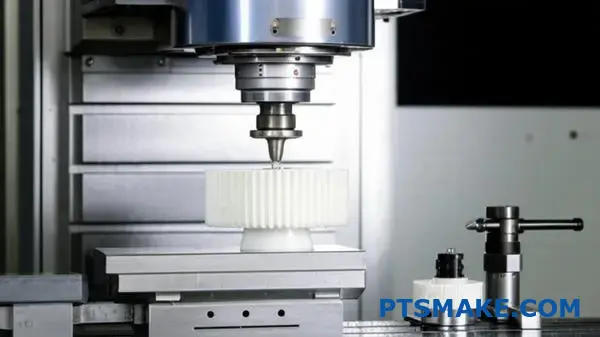
Plast är dock mjukare och har en låg smältpunkt. Värmehanteringen är avgörande för att undvika att verktyget smälter, blir skevt eller får gummin. Det här är ett vanligt fel som vi har sett i mindre erfarna verkstäder. Den höga värmeutvidgningskoefficient1 i många plaster kräver också noggrann hantering för att bibehålla snäva toleranser.
Effektiv CNC-bearbetning av plast kräver specifika verktyg. Dessa verktyg har ofta skarpare skäreggar och bredare spår för effektiv spånevakuering.
Hastighet, matningshastigheter och kostnadspåverkan
Plastens mjukare natur möjliggör mycket snabbare bearbetningshastigheter och högre matningshastigheter jämfört med metaller. Detta leder direkt till kortare cykeltider.
Våra tester bekräftar att detta kan minska kostnaderna per styck avsevärt.
| Parameter | Plast (t.ex. ABS) | Metall (t.ex. aluminium) |
|---|---|---|
| Spindelvarvtal (RPM) | 5,000 - 15,000 | 4,000 - 10,000 |
| Matningshastighet (IPM) | 100 - 300 | 50 - 150 |
| Verktygsslitage | Låg | Måttlig till hög |
Denna effektivitet är en stor fördel med plastbearbetning jämfört med metallbearbetning. Det kräver dock en djup förståelse för varje polymers unika egenskaper. Det är här som professionella cnc-bearbetningstjänster för plast tillför verkligt värde.
Att välja mellan plast och metall innebär en avvägning. Plast ger snabbhet och lägre bearbetningskostnader. Metaller ger överlägsen styrka och termisk stabilitet. Det slutliga beslutet beror helt på din detaljs specifika tillämpning och prestandakrav.
De viktigaste frågorna som ingenjörer bör ställa innan de väljer en leverantör av CNC-plastbearbetning
När du väljer en leverantör av CNC-bearbetning av plast är ett strukturerat tillvägagångssätt avgörande. En enkel checklista kan hjälpa dig att jämföra potentiella leverantörer på ett effektivt sätt. På så sätt undviker du att förbise kritiska detaljer.
Detta ramverk täcker de viktigaste områdena. Det hjälper dig att fatta välgrundade beslut för att ditt projekt ska bli framgångsrikt.
Din checklista för leverantörer av plastbearbetning
Börja med att utvärdera deras kärnkompetens. Fokusera på teknisk kompetens, materialkunskap och produktionskapacitet. En bra partner utmärker sig inom alla tre områdena.
Här är en snabb referenstabell.
| Kategori | Viktiga frågor |
|---|---|
| Toleranser | Vilken är din standardtolerans? Kan du hålla ±0,001"? |
| Material | Vilka plaster är ni specialiserade på? Hur får du tag på dem? |
| Ledtid | Vad är er typiska ledtid för prototyper kontra produktion? |
| Volym Kapacitet | Vilka är era lägsta och högsta orderkvantiteter (MOQ/Max)? |
Denna inledande screening hjälper dig att skapa en kortlista med kvalificerade leverantörer.
Det är när man går längre än den grundläggande checklistan som man hittar en riktig partner. Det handlar inte bara om vad en leverantör påstår att de kan göra. Det handlar om hur de gör det. Detta är ett kritiskt steg för att välja rätt leverantör för dina cnc-plastbearbetningstjänster.
Djupare utvärdering: Undersökning av verklig kapacitet
Fråga inte bara om de kan uppfylla en tolerans. Be om deras kvalitetskontrollrapporter. Fråga om deras CMM-inspektionsprocess. Detta avslöjar deras engagemang för precision. En pålitlig leverantör har robusta system på plats för att verifiera varje del.
När det gäller material, fråga hur de hanterar och förvarar känsliga plaster som PEEK eller Ultem. Felaktig förvaring kan påverka materialets stabilitet. Vissa fyllda plaster kan till och med bli anisotropisk2 om de inte bearbetas på rätt sätt. Detta kan orsaka oväntade problem under bearbetningen och i den slutliga applikationen.
Att ställa smartare frågor
I stället för att ställa enkla ja/nej-frågor bör du formulera dem så att de avslöjar processer och expertis. Detta tillvägagångssätt ger en mycket djupare inblick i en potentiell leverantörs verksamhet.
| Istället för att fråga det här... | Fråga det här istället... |
|---|---|
| "Kan du maskinellt PEEK?" | "Vilka är era specifika rutiner för bearbetning av PEEK för att förhindra inre spänningar?" |
| "Vad är er ledtid?" | "Vad är er leveransgrad i tid under det senaste året? Kan du dela med dig av data?" |
| "Erbjuder du feedback på din design?" | "Kan ni tillhandahålla en DFM-rapport om vår konstruktion för att identifiera möjligheter till kostnadsbesparingar?" |
Dessa frågor testar en leverantörs erfarenhet och vilja att vara en partner, inte bara en reservdelsleverantör. På PTSMAKE välkomnar vi dessa diskussioner eftersom de lägger grunden för en framgångsrik, långsiktig relation.
Den här strukturerade checklistan ger en solid grund. Den hjälper dig att komma förbi ytliga påståenden och utvärdera en leverantörs verkliga tekniska och logistiska kapacitet, vilket säkerställer att du hittar en pålitlig partner för dina cnc-plastbearbetningstjänster.
Insiderhemligheter för att undvika skevhet i CNC-bearbetade plastdelar
Deformation av plastdetaljer är ett vanligt huvudbry. Det äventyrar precisionen och orsakar kostsamma förseningar. Men du kan undvika det.
Framgång kommer från att behärska tre nyckelområden. Dessa är fixturer, materialval och din bearbetningsstrategi. Om du gör rätt blir skevhet en icke-fråga.
Fästanordningar: Din första försvarslinje
Felaktig fastspänning är en av de främsta orsakerna till stress. Om ett skruvstycke dras åt för hårt deformeras detaljen innan verktyget ens rör vid den. Använd ett minimalt och jämnt tryck.
Materialvalet är avgörande
Varje plast reagerar olika på värme. Förståelse för detta är nyckeln till att undvika problem.
| Material | Termisk stabilitet | Vridande tendens |
|---|---|---|
| PEEK | Utmärkt | Låg |
| Acetal (Delrin) | Bra | Låg-Måttlig |
| ABS | Rättvist | Måttlig-Hög |
Att välja rätt material redan från början förenklar allt.

Vridning är nästan alltid ett problem med värmehanteringen. När du skär i plast uppstår friktion. Friktionen skapar värme, vilket får materialet att expandera. Efter kylning drar det ihop sig ojämnt, vilket resulterar i skevhet.
Detta är en kritisk fråga för ‘toleranser vid plastbearbetning’. En skev del är en misslyckad del.
Avancerade tekniker för värmekontroll
Effektiv värmehantering är centralt i vår process. Vi fokuserar på två huvudområden: kylning och skärparametrar. Det är så vi undviker CNC-problem med deformation av detaljer för våra kunder.
Strategisk kylning och smörjning
Korrekt kylning är inte förhandlingsbart. Vi använder flytande kylvätskor för att snabbt leda bort värmen från skärzonen. Detta förhindrar termisk uppbyggnad i detaljen. Luftblåsning kan också fungera för vissa material.
Verktyg och hastigheter
Vassa verktyg är avgörande. Ett slött verktyg plöjer genom materialet i stället för att klippa av det, vilket genererar hög värme. Vi optimerar också matningshastigheter och spindelvarvtal. Detta minskar verktygets kontakttid och minimerar värmetillförseln. Detta tillvägagångssätt är grundläggande för våra cnc-bearbetningstjänster för plast.
Ett materials Koefficient för termisk expansion3 avgör hur mycket det expanderar med värme. Material med hög CTE är mer benägna att skeva.
| Strategi | Påverkan på värme | Resultat |
|---|---|---|
| Vassa verktyg | Minskar friktionen | Mindre skevhet |
| Översvämning av kylvätska | Avleder värme | Stabil del |
| Optimerad matningshastighet | Minimerar kontakt | Mindre värmeuppbyggnad |
Genom att kontrollera dessa faktorer säkerställer vi dimensionell stabilitet.
För att förhindra skevhet hos CNC-plastdetaljer bör du fokusera på säkra upphängningar, smarta materialval och aktiv värmehantering. Dessa strategier säkerställer att dina delar uppfyller snäva toleranser och undviker deformation, vilket sparar tid och resurser.
Den ultimata guiden till CNC-plast: Vilket material är bäst för din applikation?
Att välja rätt material är ett viktigt första steg. Valet påverkar direkt detaljens prestanda, hållbarhet och slutkostnad. Det finns många polymerer som kan CNC-bearbetas.
Var och en har en unik profil. Att förstå dessa skillnader är nyckeln till framgång.
En snabb jämförelse
Här är en kort översikt. Vi kommer att jämföra några av de mest populära konstruktionsplasterna som vi arbetar med på PTSMAKE. Detta hjälper dig att hitta den bästa plasten för CNC-bearbetning.
| Material | Viktig funktion | Bäst för... |
|---|---|---|
| POM | Hög styvhet | Kugghjul, lager, bussningar |
| ABS | Kostnadseffektivt | Prototyper, kapslingar |
| PC | Motståndskraft mot stötar | Linser, skydd, höljen |
| Nylon | Motståndskraft mot slitage | Slitkuddar, rullar, skruvar |

För att välja den perfekta polymeren krävs en djupare titt på materialegenskaperna. Delens driftsmiljö, mekaniska påfrestningar och önskad finish spelar alla en roll. Det finns inte ett enda "bästa" material för varje jobb.
På PTSMAKE är våra tjänster för cnc-bearbetning av plast skräddarsydda för dessa specifika behov. Vi hjälper kunder att navigera i dessa val dagligen.
Detaljerade materialegenskaper
Baserat på våra interna tester ger följande tabell en mer detaljerad jämförelse. Den omfattar hållfasthet, temperaturgränser och den typiska ytkvalitet som vi uppnår.
| Material | Draghållfasthet (MPa) | Max driftstemperatur (°C) | Ytans kvalitet |
|---|---|---|---|
| POM | 60 - 75 | 90 - 110 | Utmärkt |
| ABS | 40 - 50 | 80 - 95 | Bra |
| PTFE | 20 - 35 | 260 | Rättvist |
| PC | 55 - 65 | 120 - 135 | Mycket bra |
| Nylon (PA66) | 70 - 85 | 80 - 120 | Bra |
| PEI | 100 - 115 | 170 | Utmärkt |
| PVC | 40 - 50 | 60 | Bra |
Nylon är ett utmärkt material för slitstyrka. Det är dock viktigt att notera att det kan vara Hygroskopisk4, vilket innebär att den absorberar fukt från luften. Detta kan påverka dess dimensionella stabilitet om det inte beaktas ordentligt under designfasen.
För högtemperaturtillämpningar är PEI (Ultem) ett överlägset val. Det behåller sin styrka och styvhet vid förhöjda temperaturer, men kostar mer. För allmänna delar där seghet är viktigt är PC ofta min rekommendation.
Varje material innebär unika bearbetningsutmaningar och fördelar.
Varje plast har sina egna fördelar. POM ger styvhet, PC ger slaghållfasthet och PTFE ger kemisk resistens. Din applikations specifika krav - från mekanisk belastning till termisk exponering - kommer att avgöra det optimala valet bland dessa mångsidiga CNC-bearbetningsbara polymerer.
Varför snäva toleranser i CNC-delar av plast inte är så enkla som de verkar
Till skillnad från metaller är plast ett dynamiskt material. Deras dimensioner är inte fasta. De reagerar på sin omgivning på ett sätt som kan utmana även den skickligaste maskinisten. För att uppnå CNC-bearbetning med snäva toleranser i plast krävs en djup förståelse för deras beteende. Det handlar inte bara om att skära; det handlar om att förutsäga och kontrollera förändringar.
Inverkan av bearbetningsspänningar
Själva skärprocessen ger upphov till spänningar i en plastdetalj. Detta kan orsaka skevhet eller distorsion efter att bearbetningen är klar.
Miljöfaktorer
Värme och luftfuktighet är viktiga faktorer. Plaster expanderar med värme och kan absorbera fukt från luften, vilket får dem att svälla.
Vanliga reaktioner på plast
| Material | Värmekänslighet | Fuktabsorption |
|---|---|---|
| Nylon | Måttlig | Hög |
| Acetal (Delrin) | Låg | Låg |
| PEEK | Mycket låg | Mycket låg |
| Polykarbonat | Måttlig | Låg |
Att uppnå måttnoggrannhet vid plastbearbetning är en ständig kamp mot materialets natur. Varje plast har en unik personlighet när det gäller att hålla en snäv tolerans.
Förståelse för termiska effekter
Värme som genereras under bearbetningen är ett primärt problem. Aggressiv skärning kan värma upp en del och få den att expandera. Om du mäter den medan den är varm kommer måtten att bli fel när den svalnar. Detta är direkt relaterat till Koefficient för termisk expansion5 av materialet. Material som PEEK har en låg CTE, vilket gör dem mycket stabila.
Utmaningen med luftfuktighet
Fuktabsorption är en annan kritisk faktor. Material som nylon kan svälla betydligt i en fuktig miljö. Vi hade en gång ett projekt där delar uppfyllde specifikationerna i vår klimatkontrollerade verkstad, men var utanför toleranserna i kundens fuktiga anläggning. Detta lärde oss hur viktigt det är att ta hänsyn till slutanvändarens miljö.
På PTSMAKE tar våra cnc-bearbetningstjänster för plast alltid hänsyn till dessa variabler. Vi väljer noggrant skärstrategier och kontrollerar miljön för att säkerställa stabilitet.
Typiska uppnåeliga toleranser
Efter omfattande tester med våra kunder har vi kommit fram till att dessa allmänna riktlinjer är tillförlitliga.
| Plastmaterial | Standard Tolerans | Snävaste uppnåeliga tolerans |
|---|---|---|
| PEEK | ±0,002" (±0,05 mm) | ±0,0005" (±0,013 mm) |
| Acetal (Delrin®) | ±0,002" (±0,05 mm) | ±0,001" (±0,025 mm) |
| Polykarbonat | ±0,003" (±0,075 mm) | ±0,002" (±0,05 mm) |
| ABS | ±0,004" (±0,10 mm) | ±0,002" (±0,05 mm) |
| Nylon (6/6) | ±0,005" (±0,125 mm) | ±0,003" (±0,075 mm) |
Plastens inneboende instabilitet på grund av värme, fukt och bearbetningsspänningar gör det svårt att uppnå snäva toleransmål. Framgångsrika resultat är starkt beroende av materialval och kontroll av miljö- och processvariabler. Sann precision kräver djup expertis inom plastens beteende.
Undvika kostnadsfällor vid lågvolymorder för CNC-bearbetning av plast
OEM-tillverkare behöver ofta CNC-styrda plastdetaljer i små volymer. Dessa delar är viktiga för prototyper och pilotkörningar. Men kostnaden per styck kan verka hög.
Detta beror främst på de initiala installationskostnaderna. Det omfattar CAM-programmering och skapande av rätt fixturer för arbetshållningen.
Hindret installationskostnad
En unik inställning krävs för varje ny detaljkonstruktion. Denna fasta kostnad är densamma för en eller 100 delar.
Ekonomi för små partier
För kostnadseffektiv plastbearbetning av små serier fördelas denna uppläggningsavgift på färre artiklar. Det är detta som driver upp enhetspriset. Strategisk planering är avgörande.

Balans mellan kostnad och kvantitet
På PTSMAKE guidar vi våra kunder genom denna process. Smart planering är mer effektivt än att bara försöka skära hörn på kvaliteten. Det är en viktig del av våra cnc-bearbetningstjänster för plast.
Utnyttja kostnader för batchinstallation
Setup är en engångskostnad för en produktionskörning. När du ökar antalet delar minskar effekten av denna inställningskostnad per del. Detta är känt som Avskrivningar6.
Att gå från 10 delar till 25 innebär inte 2,5 gånger kostnaden. Prisökningen är mycket mindre eftersom installationen redan är täckt.
Värdet av återanvändbara verktyg
Om du förväntar dig att göra upprepade beställningar, berätta det för din tillverkningspartner. Vi kan skapa och spara hållbara fixturer specifikt för ditt projekt.
Denna förberedelse minskar dramatiskt installationstiden och kostnaderna för framtida körningar. Det förvandlar en engångskostnad för ett projekt till en återanvändbar tillgång.
Hitta din optimala volym
Det finns alltid en "sweet spot" där priset per del sjunker. Att identifiera den här kvantiteten är avgörande för budgetplaneringen. Vi kör ofta offerter på olika volymer för att visa kunderna denna fördel.
| Beställning Antal | Pris per del (index) | Total kostnad (index) |
|---|---|---|
| 10 enheter | 100% | 100% |
| 25 enheter | 70% | 175% |
| 50 enheter | 55% | 275% |
| 100 enheter | 45% | 450% |
Tabellen ovan illustrerar besparingarna. Att beställa något mer initialt kan leda till betydande långsiktiga besparingar på dina CNC-plastdelar med låg volym.
Det är viktigt att hantera inställningsavgifter, planera för återanvändning av verktyg och hitta den optimala orderkvantiteten. Dessa strategier gör prototyptillverkning och pilotkörningar i små volymer kostnadseffektiva, skyddar din budget och säkerställer att du får de högkvalitativa detaljer du behöver.
Tips för konstruktionsteknik för felfria CNC-bearbetade plastdelar
Att tillämpa DFM (Design for Manufacturability) är avgörande för plast. Det är annorlunda än att arbeta med metaller. Plaster kan bli skeva, smälta eller spricka om man inte tar hänsyn till deras unika egenskaper.
Att följa några få nyckelregler gör en enorm skillnad. Dessa regler omfattar invändiga radier, väggtjocklek och gängor. Korrekt design säkerställer att dina delar är starka och exakta. Det gör dem också lättare att bearbeta, vilket sparar tid och kostnader.
Här är några grundläggande DFM-principer för CNC-plast.
| Funktion | Dåligt designval | Rekommenderat designval |
|---|---|---|
| Invändiga hörn | Skarpa 90°-vinklar | Avrundad med en radie |
| Väggens tjocklek | Varierar avsevärt | Enhetlig och konsekvent |
| Trådar | Skär direkt i mjuk plast | Använd gängade insatser av metall |

Det är viktigt att behärska några specifika områden inom DFM för CNC-plast. Dessa tips är avgörande för alla som behöver tillförlitlig tjänster för cnc-bearbetning av plast. De hjälper till att undvika vanliga misslyckanden och kostsamma omkonstruktioner.
Invändiga radier och geometrier för filéer
Skarpa invändiga hörn är en viktig orsak till att delar går sönder. De skapar spänningspunkter som kan leda till sprickbildning under belastning. CNC-verktyg är dessutom runda, så de kan inte skapa ett perfekt skarpt invändigt hörn.
Bästa praxis för radier
Invändiga hörn ska alltid utformas med en radie. En bra tumregel är att radien ska vara minst 1/3 av väggtjockleken. Större radier är ännu bättre för att fördela spänningar och göra bearbetningen smidigare. Det här är ett grundläggande tips för att förbättra bearbetbarheten hos plastdetaljer.
Konsekvent väggtjocklek
Att bibehålla en jämn väggtjocklek är kanske den mest kritiska regeln. Drastiska förändringar i tjockleken kan orsaka skevhet. Detta beror på ojämn kylning och inre kvarstående spänning7. Detta är särskilt viktigt för material som Delrin eller PEEK.
| Väggens tjocklek | Påverkan på detaljernas kvalitet |
|---|---|
| Uniform | Hög stabilitet, låg skevhet |
| Icke-uniform | Hög risk för skevhet, sjunkmärken |
Designa trådar i plast
Trådar som skärs direkt i plast är svaga. De kan lätt lossna, särskilt vid upprepad användning. För hållbara anslutningar är gängade insatser en mycket bättre lösning. De ger starka, tillförlitliga metallgängor i plastdelen. På PTSMAKE rekommenderar vi nästan alltid insatser för funktionella prototyper och slutanvändningsdelar.
Korrekt DFM för plast förebygger vanliga bearbetningsproblem som skevhet och spänningssprickor. Genom att fokusera på radier, enhetliga väggar och korrekt gängning får du funktionella och tillförlitliga detaljer redan från början, vilket optimerar både kostnader och prestanda för ditt projekt.
Hur man utvärderar ytbehandlingsalternativ för CNC-bearbetad plast
Att uppnå rätt CNC-ytfinish för plast är avgörande. Den påverkar både utseende och funktion. Ditt val beror helt och hållet på detaljens slutliga tillämpning.
Du har flera alternativ. Matt finish minskar bländningen. Polerad yta ger en slät, reflekterande look. Strukturerad yta kan dölja fingeravtryck eller förbättra greppet.
Primära ytbehandlingskategorier
Låt oss dela upp de vanligaste valen. Var och en har unika fördelar och uppnås genom olika metoder. Finishkvaliteten på CNC-styrda plastdetaljer är inte bara en eftertanke.
| Finish Typ | Primär karaktäristik | Gemensam ansökan |
|---|---|---|
| Matt | Icke-reflekterande, enhetlig | Höljen, funktionella delar |
| Polerad | Slät, glansig, klar | Linser, estetiska komponenter |
| Strukturerad | Mönstrad eller grov | Handtag, ytor med högt slitage |
Att förstå dessa grunder hjälper till att starta samtalet.

Den ytfinish som du får direkt från maskinen är den "bearbetade" finishen. Detta resultat är inte slumpmässigt. Det är en direkt produkt av våra verktyg och inställningar. På PTSMAKE kontrollerar vi dessa variabler exakt.
Hur bearbetningen skapar finishen
Skärverktyget lämnar mikroskopiska märken när det rör sig. Verktygets hastighet och bana skapar den slutliga ytan. En långsammare matning och ett vasst verktyg ger i allmänhet en jämnare yta.
Dessa inbyggda verktygsspår skapar en yta som är anisotropisk8. Detta innebär att dess egenskaper skiljer sig åt beroende på i vilken riktning de mäts. Detta är en nyckelfaktor för prestanda.
När den bearbetade ytan inte räcker till använder vi efterbearbetning. Detta inkluderar tekniker som ångpolering eller pärlblästring. Dessa steg medför extra kostnader men kan vara nödvändiga för specifika behov. Våra tjänster för cnc-bearbetning av plast är skräddarsydda för att uppfylla dessa exakta krav.
Bearbetningsparametrar kontra ytjämnhet
Baserat på våra interna tester har vi sett ett tydligt samband mellan inställningar och resultat.
| Bearbetningsparameter | Påverkan på ytans kvalitet | Rekommendation |
|---|---|---|
| Verktygets skärpa | Ett vasst verktyg skär rent | Använd nya eller nyslipade verktyg |
| Spindelvarvtal | Högre hastigheter kan minska graderna | Optimera per material |
| Matningshastighet | Långsammare hastigheter skapar jämnare ytor | Balansera finishbehov med cykeltid |
| Skärdjup | Lättare passningar förbättrar måluppfyllelsen | Använd en sista finbearbetning |
Dessa faktorer är grundläggande för att uppnå önskad ytkvalitet för CNC-styrda plastdetaljer utan sekundära operationer.
Den slutliga ytfinishen för CNC-plast bestäms av bearbetningsparametrar och val av efterbearbetning. Den maskinbearbetade ytan är ofta tillräcklig, men polering eller texturering kan användas när specifika funktionella eller estetiska egenskaper krävs för detaljen.
Lösning av huvudvärken #1 vid CNC-bearbetning av plast: Kommunikation med leverantören
Inget stoppar ett projekt snabbare än en leverantör som inte svarar. Du skickar ett kritiskt e-postmeddelande och möts av tystnad. Denna kommunikationsbrist medför risker och dödar momentum.
Tydliga förväntningar
En verkligt pålitlig leverantör av CNC-bearbetning upprättar kommunikationsprotokoll på förhand. Detta inkluderar förväntade svarstider och viktiga kontakter.
Rätt kommunikationskanaler
Vi har lärt oss att en dedikerad kanal är det bästa. Det centraliserar projekthistoriken och förhindrar att viktiga detaljer går förlorade.
| Metod | Pro | Con |
|---|---|---|
| E-post | Dokumenterad led | Kan vara långsam |
| Telefonsamtal | Omedelbar återkoppling | Ingen skriftlig dokumentation |
| Projektportal | Centraliserad information | Kräver systemåtkomst |
För att verkligen lösa kommunikationsbrister behöver du ett system, inte bara goda avsikter. Det handlar om att bygga upp ett ramverk för transparens från början.
Kraften i en enda kontakt
En av de mest effektiva strategierna är att utse en särskild projektledare. Den här personen fungerar som din enda kontaktpunkt (SPOC). Han eller hon ansvarar för alla uppdateringar om ditt tjänster för cnc-bearbetning av plast ordning.
Från reaktiv till proaktiv spårning
Nöj dig inte med en leverantör som du ständigt måste jaga. En bra partner tillhandahåller konsekventa uppdateringar. Detta ger utmärkta stöd för beställning av plastdetaljer. Till exempel kan en enkel veckovis statusrapport med foton bygga upp ett enormt förtroende.
Ett ramverk för att lösa problem
När problem uppstår är det viktigt med en tydlig process. I stället för snabba lösningar är det bättre att hitta den grundläggande orsaken. En djupdykning i Analys av bakomliggande orsaker9 ger en permanent lösning, inte bara ett tillfälligt plåster.
Här är en snabb jämförelse av kommunikationsstilar som vi har observerat:
| Aspekt | Reaktiv leverantör | Proaktiv leverantör |
|---|---|---|
| Uppdateringar | Endast vid förfrågan | Schemalagd och regelbunden |
| Problem | Rapporter efter att de inträffat | Flaggar tidigt för potentiella risker |
| Lösningar | Snabba, tillfälliga lösningar | Hållbara, långsiktiga lösningar |
| Ton | Ofta defensiv | Alltid samarbetsvillig |
Effektiv kommunikation är inte en "nice-to-have". Det är ett grundläggande krav. Genom att kräva tydliga protokoll, proaktiv spårning och strukturerad problemlösning kan du säkra en sann tillverkningspartner som säkerställer att ditt projekt blir framgångsrikt.
CNC-plastbearbetning för flyg- och medicinteknik: Vad du måste veta
Flyg- och rymdindustrin och den medicinska industrin kräver absolut precision. Det finns inget utrymme för misstag inom dessa områden. Varje komponent måste uppfylla stränga standarder.
Detta kräver djup expertis inom material och processer. Det kräver också ett engagemang för kvalitet som går utöver standardtillverkning.
Kritisk efterlevnad och dokumentation
Dokumentation är inget tillval. Fullständig spårbarhet från råmaterial till den färdiga delen är avgörande. Detta garanterar säkerhet och ansvarsskyldighet.
Val av högpresterande material
Att välja rätt material är avgörande. Prestanda under extrema förhållanden är en nyckelfaktor för plastbearbetning inom flyg- och rymdindustrin.
| Material | Nyckelegenskap | Gemensam ansökan |
|---|---|---|
| PEEK | Hög hållfasthet, kemisk beständighet | Medicinska implantat, flygplansdelar |
| Ultem | Hög värmebeständighet, styrka | Kirurgiska verktyg, elektriska kontakter |
| Delrin | Hög styvhet, låg friktion | Lager, kugghjul, isolatorer |
Vår tjänster för cnc-bearbetning av plast specialisera sig på dessa avancerade polymerer.
Rollen för sofistikerad kvalitetssäkring (QA)
I dessa sektorer räcker det inte med en standardiserad QA-process. Vi måste implementera sofistikerade protokoll för att säkerställa att varje del är perfekt. Detta innebär mycket mer än en slutkontroll.
Kvalitet är inbyggt i varje steg av vår tjänster för cnc-bearbetning av plast arbetsflöde. Från den första konstruktionsgranskningen till slutbesiktningen har vi en rigorös tillsyn. Detta förhindrar fel innan de inträffar.
Spårbarhet och validering
Varje del kräver en detaljerad historik. Detta inkluderar materialcertifieringar och inspektionsrapporter. Denna dokumentation är avgörande för myndighetsgodkännande. Validering bekräftar att processen konsekvent producerar delar enligt specifikationerna.
Materialfokus för kritiska applikationer
För CNC i plast av medicinsk kvalitet måste materialen vara Biokompatibel10. Detta innebär att de inte orsakar biverkningar i människokroppen. Vårt team på PTSMAKE hjälper kunder att välja rätt certifierade material.
Denna tabell visar ett förenklat QA-arbetsflöde för en kritisk komponent.
| QA-stadiet | Åtgärder krävs | Dokumentation |
|---|---|---|
| Mottagning av material | Verifiera materialcertifikat | Intyg om överensstämmelse (CoC) |
| Första artikeln | Fullständig dimensionell inspektion | Första artikelns inspektionsrapport (FAIR) |
| Pågående arbete | Övervakning av nyckeldimension | Diagram för statistisk processtyrning (SPC) |
| Slutlig inspektion | 100% visuell och dimensionell kontroll | Slutlig inspektionsrapport |
Detta strukturerade arbetssätt garanterar att detaljerna uppfyller de högt ställda kraven inom flyg- och rymdindustrin samt medicinska tillämpningar.
För delar till flyg- och rymdindustrin och medicintekniska produkter vilar framgången på tre pelare. Dessa är strikt efterlevnad av regelverk, korrekt val av högpresterande material och ett uttömmande kvalitetssäkringssystem. Dessa element är inte förhandlingsbara för att säkerställa komponenternas säkerhet, tillförlitlighet och prestanda i kritiska applikationer.
Hur man balanserar pris och precision vid CNC-bearbetning av plast
Att hitta den rätta balansen mellan kostnad och precision är en ständig utmaning. Det handlar om att fatta smarta och välgrundade beslut tidigt i designprocessen. Du behöver inte alltid ha de snävaste toleranserna överallt.
Ingenjörer och inköpare ställs ofta inför detta dilemma. Nyckeln är att veta var man kan kompromissa utan att offra prestanda. Denna balans är central för prisvärd plastbearbetning.
Justeringar av strategisk design
Små förändringar i din design kan leda till betydande besparingar. Överväg att förenkla komplexa kurvor eller minska antalet djupa fickor. Varje komplex funktion ökar maskintiden.
Diskussionen om precision kontra pris för CNC-detaljer slutar ofta här.
| Funktionstyp | Kostnadspåverkan | Rekommendation |
|---|---|---|
| Vassa invändiga hörn | Hög | Använd filéer med en standardverktygsradie |
| Icke-standardiserade toleranser | Hög | Ange snäva toleranser endast där det är nödvändigt |
| Tunna väggar | Medium | Öka väggtjockleken för ökad stabilitet |
Ett vanligt förbiseende är att man bara fokuserar på materialets egenskaper i databladet. Materialets bearbetbarhet är visserligen viktig, men den spelar en avgörande roll för den slutliga kostnaden för detaljen. Det styr skärhastigheter, verktygsslitage och den totala cykeltiden.
PEEK erbjuder till exempel otroliga prestanda. Det är dock slipande och svårt att bearbeta. Detta driver upp kostnaden för våra cnc-bearbetningstjänster för plast. Ett alternativ som PEI (Ultem) kan uppfylla 95% av dina krav men bearbetas 30% snabbare, baserat på våra interna tester.
Materialval kontra bearbetningstid
Att välja en något mindre robust men mer bearbetningsbar plast kan vara ett lysande drag. Det minskar både arbets- och verktygskostnaderna utan att det går ut över funktionen. Det handlar om att förstå hela tillverkningskontexten. Ett materials dimensionell stabilitet11 är avgörande, men det är också kostnaden för att uppnå det.
På PTSMAKE guidar vi våra kunder genom dessa avvägningar. Vi analyserar applikationen för att hitta det mest kostnadseffektiva materialet som uppfyller alla kritiska specifikationer.
| Material | Relativ kostnad | Bearbetbarhet | Viktig fördel |
|---|---|---|---|
| Delrin® (POM) | Låg | Utmärkt | Perfekt för allmänna mekaniska delar |
| PEEK | Hög | Svårt | Överlägsen termisk/kemisk beständighet |
| Ultem® (PEI) | Medelhög-Hög | Bra | Utmärkt balans mellan olika egenskaper |
Att balansera prisvärdhet och noggrannhet handlar inte om att ta genvägar. Det handlar om att göra strategiska val när det gäller konstruktionsgeometri och materialval. Genom att förenkla funktionerna och välja mer bearbetningsbara plaster, där så är lämpligt, kan kostnaderna sänkas avsevärt utan att detaljens viktiga funktion äventyras.
Fallstudier i verkliga världen: CNC-plastbearbetade komponenter som räddade projekt
Teori är en sak, projektets deadlines en annan. Rätt material kan göra hela skillnaden. Ibland är en högpresterande plast inte bara ett alternativ. Det är den enda lösningen som fungerar.
Detta är särskilt sant i snabbrörliga branscher. Låt oss titta på några verkliga framgångshistorier för CNC-delar. Dessa fall visar hur precisionsbearbetad plast löste akuta problem.
Viktiga branscher och lösningar
| Industri | Vanliga problem | Lösning i plast |
|---|---|---|
| Medicinsk | Sterilisering, MRI-kompatibilitet | PEEK, Ultem |
| Robotteknik | Vikt, elektrisk isolering | Delrin (POM), Nylon |
| Elektronik | Signalstörningar, värme | PTFE, ABS |
Dessa exempel belyser varför en djup förståelse för material är avgörande.

Jag minns ett projekt med ett medicintekniskt företag. De behövde ett komplext hölje för ett kirurgiskt styrsystem. Deras första metallprototyp orsakade artefakter vid MRI-scanningar. Detta gjorde den oanvändbar. Projektet lades på is.
De behövde ett material som var starkt, steriliserbart och genomskinligt.
Det medicintekniska genombrottet
Vi föreslog att detaljen skulle bearbetas i PEEK. Dess styrka är jämförbar med vissa metaller. Det tål också upprepade steriliseringscykler i autoklav. Viktigast av allt är att det är transparent för röntgenstrålar och MRI.
Efter att vi levererat PEEK-prototyperna var deras bildtest tydliga. Den komponent som krävdes Biokompatibilitet12 var också en nyckelfaktor för framgången. Vår precision tjänster för cnc-bearbetning av plast såg till att de snäva toleranserna uppfylldes.
En utmaning för robotar och smidighet
Ett annat fall gällde ett nystartat företag inom robotteknik. De höll på att bygga en pick-and-place-arm med hög hastighet. Det ursprungliga aluminiumgreppet var för tungt. Detta begränsade armens acceleration och orsakade motoriska påfrestningar.
| Metrisk | Aluminiumgrepp | Delrin (POM) Gripdon |
|---|---|---|
| Vikt | 150g | 45g |
| Cykeltid | 1.2s | 0.8s |
| Belastning på motorn | Hög | Låg |
Vi bearbetade ett nytt gripdon av Delrin (POM). Viktminskningen var betydande. Baserat på vår kunds feedback ökade robotarmens hastighet med över 30%. Denna enda komponentförändring räddade deras prestandamål. Dessa fallstudier av CNC i plast visar kraften i materialval.
Dessa exempel från verkligheten visar att CNC-bearbetade plaster inte bara är ersättningar. De är ofta överlägsna tekniska lösningar. De löser kritiska frågor som rör vikt, elektriska egenskaper och kompatibilitet som metaller inte kan hantera.
Välj PTSMAKE för ditt nästa CNC-projekt för plastbearbetning
Är du redo att uppnå perfekt precision, snabba vändningar och total tillförlitlighet för dina CNC-bearbetningsbehov av plast? Skicka din förfrågan till PTSMAKE idag och låt vårt expertteam leverera de konstruerade lösningar du behöver - från prototyp till produktion. Ta det första steget och begär din offert nu!

Förstå hur denna egenskap påverkar dimensionell stabilitet och designval. ↩
Förstå hur denna materialegenskap kan påverka din detaljs styrka och stabilitet. ↩
Förstå hur denna egenskap påverkar materialval och förhindrar skevhet i dina konstruktioner. ↩
Lär dig hur fuktabsorption kan påverka materialstabiliteten och måttnoggrannheten i dina CNC-bearbetade detaljer. ↩
Läs mer om hur denna kritiska egenskap påverkar materialvalet för precisionstillämpningar. ↩
Lär dig hur du genom att fördela initialkostnaderna på olika enheter kan sänka priset per styck avsevärt i tillverkningen. ↩
Läs mer om hur denna inre kraft påverkar detaljens noggrannhet, stabilitet och långsiktiga prestanda. ↩
Läs mer om hur anisotropa ytor kan påverka friktion och slitage på detaljer. ↩
Lär dig hur denna systematiska metod förhindrar återkommande problem i dina tillverkningsprojekt. ↩
Lär dig mer om de materialegenskaper som krävs för medicintekniska produkter och för att garantera patientsäkerheten. ↩
Lär dig hur ett materials förmåga att motstå förändringar i storlek påverkar detaljens prestanda på lång sikt. ↩
Förstå denna viktiga materialegenskap för säkerhet och efterlevnad för medicintekniska produkter. ↩






