

Du designer en kritisk plastkomponent til dit seneste projekt. Metal virker for tungt og dyrt, men du er ikke sikker på, om CNC-plastbearbejdning kan levere den præcision, du har brug for. Hver ingeniør står over for dette dilemma, når stramme tolerancer møder budgetbegrænsninger.
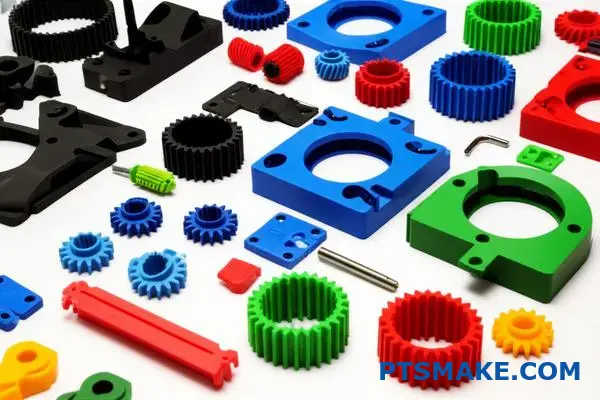
CNC-plastbearbejdningstjenester tilbyder ingeniører præcise, omkostningseffektive løsninger til komplekse dele ved hjælp af avancerede polymerer som POM, PEEK og Nylon. Denne proces leverer stramme tolerancer, overlegne overfladefinisher og hurtigere leveringstider sammenlignet med metalbearbejdning for mange applikationer.

Jeg har arbejdet med hundredvis af ingeniører, der skiftede fra metal til plastbearbejdning og aldrig har set sig tilbage. Nøglen er at forstå, hvilke materialer der fungerer bedst, hvordan man undgår almindelige faldgruber som vridning, og hvilke spørgsmål man skal stille sin leverandør på forhånd.
Den komplette opdeling af CNC-plastbearbejdning vs. metalbearbejdning
Valget mellem CNC-plastbearbejdning og metalbearbejdning er en kritisk beslutning for ingeniører. Det rigtige valg påvirker alt fra ydeevne til budget.
Selvom begge processer bruger subtraktiv fremstilling, slutter lighederne der. De grundlæggende forskelle i materialer driver distinkte tilgange til værktøj, hastighed og omkostninger. Forståelse af disse nuancer er nøglen.
En hurtig sammenligning fremhæver de centrale forskelle i disse CNC-bearbejdningsmaterialer.
| Funktion | CNC-bearbejdning af plast | CNC metalbearbejdning |
|---|---|---|
| Materialets hårdhed | Lavere | Højere |
| Værktøj | Skarpere, specialiseret geometri | Stærkere, varmebestandig |
| Bearbejdningshastighed | Generelt hurtigere | Langsommere |
| Varmeproduktion | Lavere, men smelter let | Højere |
Denne indledende oversigt sætter scenen for en dybere analyse.

Vigtige tekniske forskelle
Når vi bevæger os fra teori til praksis, bliver forskellene endnu mere udtalte. Valget handler ikke kun om den endelige dels egenskaber. Det handler om hele fremstillingsprocessen.
Materialeegenskaber og værktøjsstrategi
Metaller er stærke og hårde. De kræver robust værktøj og genererer betydelig varme. Kølemiddel er essentielt for at styre temperaturen og forhindre værktøjsslitage.
Plastik er derimod blødere og har et lavt smeltepunkt. Varmestyring er afgørende for at undgå smeltning, deformation eller tilstopning af værktøjet. Dette er et almindeligt fejlpunkt, vi har set hos mindre erfarne værksteder. Den høje termisk udvidelseskoefficient1 i mange plastmaterialer kræver også omhyggelig håndtering for at opretholde snævre tolerancer.
Effektiv CNC-bearbejdning af plast kræver specifikke værktøjer. Disse værktøjer har ofte skarpere skær og bredere spor for effektiv spåntransport.
Hastighed, fremføringshastigheder og omkostningspåvirkning
Plastens blødere natur tillader meget hurtigere bearbejdningshastigheder og højere fremføringshastigheder sammenlignet med metaller. Dette omsættes direkte til kortere cyklustider.
Vores tests bekræfter, at dette kan reducere omkostningerne pr. del betydeligt.
| Parameter | Plast (f.eks. ABS) | Metal (f.eks. aluminium) |
|---|---|---|
| Spindelhastighed (o/min) | 5.000 – 15.000 | 4.000 – 10.000 |
| Tilførselshastighed (IPM) | 100 – 300 | 50 - 150 |
| Slid på værktøj | Lav | Moderat til høj |
Denne effektivitet er en stor fordel ved bearbejdning af plast kontra metal. Det kræver dog en dybdegående forståelse af hver polymers unikke egenskaber. Det er her, professionelle CNC-bearbejdningstjenester til plast tilføjer reel værdi.
Valget mellem plast og metal indebærer en afvejning. Plast tilbyder hastighed og lavere bearbejdningsomkostninger. Metaller giver overlegen styrke og termisk stabilitet. Den endelige beslutning afhænger helt af din dels specifikke anvendelse og ydeevnekrav.
Topspørgsmål, ingeniører bør stille, før de vælger en leverandør af CNC-plastbearbejdning
Når du vælger en leverandør af CNC-bearbejdning af plast, er en struktureret tilgang afgørende. En simpel tjekliste kan hjælpe dig med effektivt at sammenligne potentielle leverandører. Dette undgår at overse kritiske detaljer.
Denne ramme dækker de væsentlige områder. Den guider dig i at træffe en informeret beslutning for dit projekts succes.
Din tjekliste til leverandør af plastbearbejdning
Start med at evaluere deres kernekompetencer. Fokuser på teknisk dygtighed, materialekendskab og produktionskapacitet. En god partner udmærker sig inden for alle tre områder.
Her er en hurtig reference tabel.
| Kategori | Nøglespørgsmål |
|---|---|
| Tolerancer | Hvad er din standard tolerance? Kan du holde ±0.001"? |
| Materialer | Hvilke plasttyper specialiserer du dig i? Hvordan anskaffer du dem? |
| Gennemløbstid | Hvad er din typiske leveringstid for prototyper kontra produktion? |
| Volumenkapacitet | Hvad er dine minimums- og maksimumsordremængder (MOQ/Max)? |
Denne indledende screening hjælper dig med at oprette en kortliste over kvalificerede leverandører.
At gå ud over den grundlæggende tjekliste er, hvor du finder en sand partner. Det handler ikke kun om, hvad en leverandør hævder, de kan gøre. Det handler om hvordan hvordan de gør det. Dette er et kritisk skridt i valg af den rette udbyder til dine CNC-plastbearbejdningstjenester.
Dybdegående evaluering: Undersøgelse af reel kapacitet
Spørg ikke bare, om de kan overholde en tolerance. Bed om deres kvalitetskontrolrapporter. Spørg om deres CMM-inspektionsproces. Dette afslører deres engagement i præcision. En pålidelig leverandør vil have robuste systemer på plads til at verificere hver del.
For materialer, spørg hvordan de håndterer og opbevarer følsomme plasttyper som PEEK eller Ultem. Forkert opbevaring kan påvirke materialets stabilitet. Nogle fyldte plasttyper kan endda blive anisotropisk2 hvis de ikke behandles korrekt. Dette kan forårsage uventede problemer under bearbejdning og i den endelige anvendelse.
Stil smartere spørgsmål
Instead of asking simple yes/no questions, frame them to reveal processes and expertise. This approach provides much deeper insight into a potential supplier’s operations.
| Instead of Asking This… | Ask This Instead… |
|---|---|
| "Can you machine PEEK?" | "What are your specific procedures for machining PEEK to prevent internal stress?" |
| "What is your lead time?" | "What is your on-time delivery rate over the last year? Can you share data?" |
| "Do you offer design feedback?" | "Can you provide a DFM report on our design to identify cost-saving opportunities?" |
These questions test a supplier’s experience and willingness to be a partner, not just a parts provider. At PTSMAKE, we welcome these discussions as they build the foundation for a successful, long-term relationship.
This structured checklist provides a solid foundation. It helps you move past surface-level claims and evaluate a supplier’s true technical and logistical capabilities, ensuring you find a reliable partner for your cnc plastic machining services.
Insider-hemmeligheder til at undgå vridning i CNC-bearbejdede plastdele
Plastic part deformation is a common headache. It compromises precision and causes costly delays. But you can avoid it.
Success comes from mastering three key areas. These are fixturing, material choice, and your machining strategy. Get these right, and warping becomes a non-issue.
Fixturing: Your First Line of Defense
Improper clamping is a primary cause of stress. Over-tightening a vise will deform a part before a tool even touches it. Use minimal, even pressure.
Material Choice is Crucial
Hver plast reagerer forskelligt på varme. Forståelse af dette er nøglen til at undgå problemer.
| Materiale | Termisk stabilitet | Tendensen til skævvridning |
|---|---|---|
| PEEK | Fremragende | Lav |
| Acetal (Delrin) | God | Lav-moderat |
| ABS | Fair | Moderat-høj |
Valg af det rigtige materiale fra starten forenkler alt.

Vridning er næsten altid et problem med varmestyring. Når du skærer plast, genererer du friktion. Denne friktion skaber varme, som får materialet til at udvide sig. Efter afkøling trækker det sig ujævnt sammen, hvilket resulterer i vridning.
Dette er et kritisk problem for ‘plastbearbejdningstolerancer’. En vredet del er en fejlbehæftet del.
Avancerede varmestyringsteknikker
Effektiv varmestyring er central for vores proces. Vi fokuserer på to hovedområder: køling og skæreparametre. Dette er, hvordan vi undgår deformationsproblemer med CNC-dele for vores kunder.
Strategisk køling og smøring
Korrekt køling er uundværlig. Vi bruger oversvømmelseskølemidler til hurtigt at aflede varme fra skærezonen. Dette forhindrer termisk opbygning i delen. Luftblæsninger kan også fungere for nogle materialer.
Værktøj og hastigheder
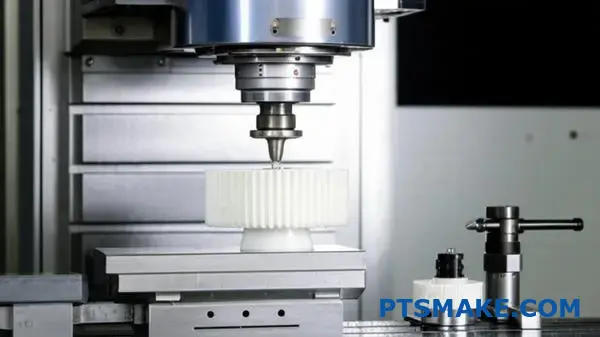
Skarpe værktøjer er essentielle. Et sløvt værktøj pløjer gennem materiale i stedet for at klippe det, hvilket genererer overdreven varme. Vi optimerer også fremføringshastigheder og spindelhastigheder. Dette reducerer værktøjets kontakttid og minimerer termisk input. Denne tilgang er fundamental for vores CNC-plastbearbejdningstjenester.
Et materials Termisk udvidelseskoefficient3 dikterer, hvor meget det udvider sig med varme. Materialer med høj CTE er mere tilbøjelige til at vride sig.
| Strategi | Indvirkning på varme | Resultat |
|---|---|---|
| Skarpe værktøjer | Reducerer friktion | Mindre vridning |
| Oversvømmelse af kølevæske | Afleder varme | Stabil del |
| Optimeret fødehastighed | Minimerer kontakt | Mindre varmeudvikling |
Ved at kontrollere disse faktorer sikrer vi dimensionsstabilitet.
For at forhindre CNC-plastdele i at slå sig, skal du fokusere på sikker fastspænding, smart materialevalg og aktiv varmestyring. Disse strategier sikrer, at dine dele opfylder snævre tolerancer og undgår deformation, hvilket sparer dig tid og ressourcer.
Den ultimative guide til CNC-plast: Hvilket materiale er bedst til din applikation?
Valg af det rigtige materiale er et kritisk første skridt. Valget påvirker direkte din dels ydeevne, holdbarhed og den endelige pris. Mange CNC-bearbejdelige polymerer er tilgængelige.
Hver enkelt har en unik profil. Forståelse af disse forskelle er nøglen til succes.
En hurtig sammenligning
Her er et kort overblik. Vi vil sammenligne nogle af de mest populære ingeniørplast, vi arbejder med hos PTSMAKE. Dette hjælper dig med at finde den bedste plast til CNC-bearbejdning.
| Materiale | Nøglefunktion | Bedst til... |
|---|---|---|
| POM | Høj stivhed | Tandhjul, lejer, bøsninger |
| ABS | Omkostningseffektiv | Prototyper, kabinetter |
| PC | Modstandsdygtighed over for slag | Linser, beskyttelsesglas, huse |
| Nylon | Modstandsdygtighed over for slid | Slidplader, ruller, skruer |

Valg af den ideelle polymer kræver et dybere kig på materialets egenskaber. Din dels driftsmiljø, mekaniske belastninger og ønskede finish spiller alle en rolle. Der findes ikke ét "bedste" materiale til enhver opgave.
Hos PTSMAKE er vores CNC-plastbearbejdningstjenester skræddersyet til disse specifikke behov. Vi hjælper kunder med at navigere i disse valg dagligt.
Detaljerede materialeegenskaber
Baseret på vores interne test giver følgende tabel en mere detaljeret sammenligning. Den dækker styrke, temperaturgrænser og den typiske overfladekvalitet, vi opnår.
| Materiale | Trækstyrke (MPa) | Maks. driftstemperatur (°C) | Overfladekvalitet |
|---|---|---|---|
| POM | 60 – 75 | 90 – 110 | Fremragende |
| ABS | 40 – 50 | 80 – 95 | God |
| PTFE | 20 – 35 | 260 | Fair |
| PC | 55 – 65 | 120 – 135 | Meget god |
| Nylon (PA66) | 70 - 85 | 80 – 120 | God |
| PEI | 100 – 115 | 170 | Fremragende |
| PVC | 40 – 50 | 60 | God |
Nylon er et fremragende materiale til slidstyrke. Det er dog vigtigt at bemærke, at det kan være Hygroskopisk4, hvilket betyder, at det absorberer fugt fra luften. Dette kan påvirke dets dimensionelle stabilitet, hvis det ikke tages behørigt i betragtning under designfasen.
Til højtemperaturapplikationer er PEI (Ultem) et overlegent valg. Det bevarer sin styrke og stivhed ved forhøjede temperaturer, men kommer til en højere pris. Til almindelige dele, hvor sejhed er afgørende, er PC ofte min anbefaling.
Hvert materiale præsenterer unikke bearbejdningsudfordringer og fordele.
Hvert plastmateriale har distinkte fordele. POM tilbyder stivhed, PC giver slagstyrke, og PTFE leverer kemisk resistens. Din applikations specifikke krav – fra mekanisk belastning til termisk eksponering – vil bestemme det optimale valg fra disse alsidige CNC-bearbejdelige polymerer.
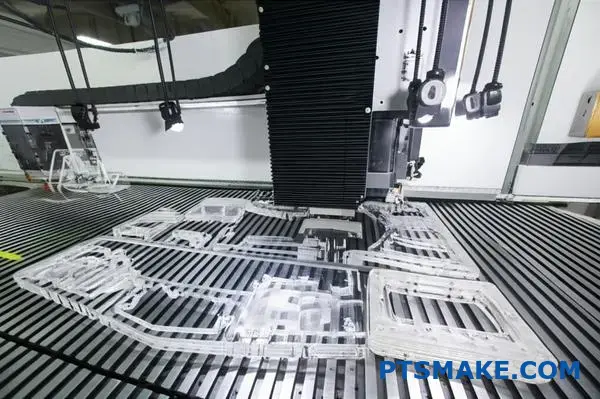
Hvorfor stramme tolerancer i CNC-plastdele ikke er så simple, som de ser ud
I modsætning til metaller er plast dynamiske materialer. Deres dimensioner er ikke faste. De reagerer på deres omgivelser på måder, der kan udfordre selv den mest dygtige maskinarbejder. At opnå CNC-bearbejdning med snævre tolerancer på plast kræver en dyb forståelse af deres adfærd. Det handler ikke kun om at skære; det handler om at forudsige og kontrollere ændringer.
Bearbejdningsstressens indvirkning
Selve skæreprocessen introducerer stress i en plastdel. Dette kan forårsage vridning eller deformation efter bearbejdning er afsluttet.
Miljømæssige faktorer
Varme og fugtighed er vigtige faktorer. Plast udvider sig med varme og kan absorbere fugt fra luften, hvilket får dem til at svulme op.
Almindelige plastreaktioner
| Materiale | Varmefølsomhed | Absorption af fugt |
|---|---|---|
| Nylon | Moderat | Høj |
| Acetal (Delrin) | Lav | Lav |
| PEEK | Meget lav | Meget lav |
| Polykarbonat | Moderat | Lav |
At opnå dimensionsnøjagtighed ved plastbearbejdning er en konstant kamp mod materialets natur. Hvert plastmateriale har en unik personlighed, når det kommer til at holde en snæver tolerance.
Forståelse af termiske effekter
Varme genereret under bearbejdning er en primær bekymring. Aggressiv skæring kan opvarme en del og få den til at udvide sig. Hvis du måler den, mens den er varm, vil dimensionerne være forkerte, når den køler af. Dette er direkte relateret til Termisk udvidelseskoefficient5 af materialet. Materialer som PEEK har en lav CTE, hvilket gør dem meget stabile.
Fugtighedsudfordringen
Fugtabsorption er en anden kritisk faktor. Materialer som Nylon kan svulme betydeligt op i et fugtigt miljø. Vi havde engang et projekt, hvor dele opfyldte specifikationerne i vores klimakontrollerede værksted, men var ude af tolerance på kundens fugtige facilitet. Dette lærte os vigtigheden af at tage højde for slutbrugerens miljø.
Hos PTSMAKE tager vores CNC-plastbearbejdningstjenester altid højde for disse variabler. Vi vælger omhyggeligt skærestestrategier og kontrollerer miljøet for at sikre stabilitet.
Typiske opnåelige tolerancer
Efter omfattende test med vores kunder har vi fundet disse generelle retningslinjer pålidelige.
| Plastmateriale | Standardtolerance | Snævreste opnåelige tolerance |
|---|---|---|
| PEEK | ±0,002" (±0,05 mm) | ±0.0005" (±0.013 mm) |
| Acetal (Delrin®) | ±0,002" (±0,05 mm) | ±0,001" (±0,025 mm) |
| Polykarbonat | ±0.003" (±0.075 mm) | ±0,002" (±0,05 mm) |
| ABS | ±0.004" (±0.10 mm) | ±0,002" (±0,05 mm) |
| Nylon (6/6) | ±0.005" (±0.125 mm) | ±0.003" (±0.075 mm) |
Plastiks iboede ustabilitet fra varme, fugt og bearbejdningsspændinger komplicerer snævre tolerancemål. Succesfulde resultater afhænger i høj grad af materialevalg og kontrol af miljømæssige og procesmæssige variabler. Ægte præcision kræver dyb ekspertise i plastadfærd.
Undgåelse af omkostningsfælder i lavvolumen CNC-plastbearbejdningsordrer
OEM'er har ofte brug for CNC-plastdele i små mængder. Disse dele er afgørende for prototyper og pilotserier. Men prisen pr. enhed kan virke høj.
Dette skyldes for det meste indledende opsætningsomkostninger. Det inkluderer CAM-programmering og oprettelse af de rette fastholdelsesanordninger.
Opsætningsomkostningshindringen
En unik opsætning er påkrævet for hvert nyt deldesign. Denne faste omkostning forbliver den samme for én del eller 100 dele.
Økonomi for små serier
For omkostningseffektiv plastbearbejdning af små serier spredes dette opsætningsgebyr over færre emner. Dette er, hvad der driver enhedsprisen op. Strategisk planlægning er essentiel.

Afvejning af omkostninger og mængde
Hos PTSMAKE guider vi kunderne gennem denne proces. Smart planlægning er mere effektiv end blot at forsøge at skære hjørner på kvaliteten. Det er en kerne del af vores CNC-plastbearbejdningstjenester.
Udnyttelse af opsætningsomkostninger for batch
Opsætning er en engangsafgift for en produktionskørsel. Efterhånden som du øger antallet af dele, falder indvirkningen af denne opsætningsomkostning pr. del. Dette er kendt som Afskrivning6.
At gå fra 10 styk til 25 betyder ikke 2,5 gange omkostningerne. Prisstigningen er meget mindre, da opsætningen allerede er dækket.
Værdien af genanvendeligt værktøj
Hvis du forventer at afgive gentagne ordrer, skal du fortælle din produktionspartner det. Vi kan oprette og gemme holdbare inventar specifikt til dit projekt.
Denne forberedelse reducerer dramatisk opsætningstid og omkostninger på fremtidige kørsel. Det forvandler en engangsprojektomkostning til et genanvendeligt aktiv.
Find din optimale volumen
Der er altid et "sweet spot", hvor prisen pr. del falder. Identifikation af denne mængde er afgørende for budgetplanlægning. Vi kører ofte tilbud på forskellige volumener for at vise kunderne denne fordel.
| Bestillingsmængde | Pris pr. del (indeks) | Samlede omkostninger (indeks) |
|---|---|---|
| 10 enheder | 100% | 100% |
| 25 enheder | 70% | 175% |
| 50 enheder | 55% | 275% |
| 100 enheder | 45% | 450% |
Tabellen ovenfor illustrerer besparelserne. Bestilling af lidt mere i starten kan føre til betydelige langsigtede besparelser på dine lavvolumen CNC-plastdele.
Styring af opsætningsgebyrer, planlægning af genbrug af værktøj og identifikation af den optimale ordremængde er nøglen. Disse strategier gør lavvolumen prototyper og pilotkørsler omkostningseffektive, beskytter dit budget og sikrer, at du får de højkvalitetsdele, du har brug for.
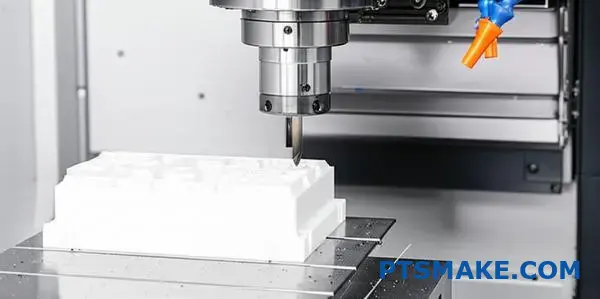
Designingeniør-tips til fejlfri CNC-bearbejdede plastdele
Anvendelse af design for fremstillingsvenlighed (DFM) er afgørende for plast. Det er anderledes end at arbejde med metaller. Plast kan vride sig, smelte eller knække, hvis design ignorerer deres unikke egenskaber.
At følge et par nøgleregler gør en kæmpe forskel. Disse regler dækker interne radier, vægtykkelse og gevind. Korrekt design sikrer, at dine dele er stærke og nøjagtige. Det gør dem også lettere at bearbejde, hvilket sparer tid og omkostninger.
Her er nogle kerne DFM for CNC-plastprincipper.
| Funktion | Dårligt designvalg | Anbefalet designvalg |
|---|---|---|
| Indvendige hjørner | Skarpe 90° vinkler | Afrundet med en radius |
| Væggens tykkelse | Varierer betydeligt | Ensartet og konsekvent |
| Tråde | Skær direkte ind i blød plast | Brug metalgevindindsatser |

At mestre et par specifikke områder af DFM for CNC-plast er essentielt. Disse tips er vitale for enhver, der har brug for pålidelige cnc plastbearbejdningstjenester. De hjælper med at undgå almindelige fejl og dyre redesigns.
Interne radier og filetgeometrier
Skarpe indre hjørner er en væsentlig kilde til fejl på dele. De skaber spændingspunkter, der kan føre til revner under belastning. Desuden er CNC-værktøjer runde, så de kan ikke skabe et perfekt skarpt indre hjørne.
Bedste praksis for radier
Design altid indvendige hjørner med en radius. En god tommelfingerregel er at gøre radius mindst 1/3 af vægtykkelsen. Større radier er endnu bedre til at fordele spændinger og gøre bearbejdningen glattere. Dette er et grundlæggende tip til at forbedre bearbejdeligheden af plastdele.
Ensartet vægtykkelse
At opretholde en ensartet vægtykkelse er måske den mest kritiske regel. Drastiske ændringer i tykkelsen kan forårsage deformation. Dette skyldes ujævn afkøling og intern Restspænding7. Dette er især vigtigt for materialer som Delrin eller PEEK.
| Væggens tykkelse | Indvirkning på delens kvalitet |
|---|---|
| Uniform | Høj stabilitet, lav deformation |
| Uensartet | Høj risiko for deformation, synkemærker |
Design af gevind i plast
Gevind skåret direkte i plast er svage. De kan nemt strippe, især ved gentagen brug. For holdbare forbindelser er gevindindsatser en langt bedre løsning. De giver stærke, pålidelige metalgevind inde i plastdelen. Hos PTSMAKE anbefaler vi næsten altid indsatser til funktionelle prototyper og slutbrugsdele.
Korrekt DFM for plast forhindrer almindelige bearbejdningsproblemer som deformation og spændingsrevner. Fokus på radier, ensartede vægge og korrekt gevind sikrer, at du får funktionelle, pålidelige dele første gang, hvilket optimerer både omkostninger og ydeevne for dit projekt.
Sådan evalueres overfladefinishmuligheder for CNC-bearbejdet plast
At opnå den rigtige CNC-overfladefinish til plast er afgørende. Det påvirker både udseende og funktion. Dit valg afhænger helt af delens endelige anvendelse.
Du har flere muligheder. Matte overflader reducerer genskin. Polerede overflader giver et glat, reflekterende udseende. Teksturerede overflader kan skjule fingeraftryk eller forbedre grebet.
Primære overfladekategorier
Lad os nedbryde de mest almindelige valg. Hver har unikke fordele og opnås gennem forskellige metoder. Overfladekvaliteten af CNC-plastdele er ikke bare en eftertanke.
| Finish Type | Primær karakteristik | Fælles ansøgning |
|---|---|---|
| Mat | Ikke-reflekterende, ensartet | Kabinetter, funktionelle dele |
| Poleret | Glat, skinnende, klar | Linser, æstetiske komponenter |
| Struktureret | Mønstret eller ru | Greb, slidstærke overflader |
Forståelse af disse grundlæggende principper hjælper med at starte samtalen.

Den overfladebehandling, du får direkte fra maskinen, er den "som-bearbejdede" finish. Dette resultat er ikke tilfældigt. Det er et direkte produkt af vores værktøj og indstillinger. Hos PTSMAKE kontrollerer vi disse variabler præcist.
Sådan skaber bearbejdning finishen
Skæreværktøjet efterlader mikroskopiske mærker, mens det bevæger sig. Værktøjets hastighed og bane skaber den endelige overflade. En langsommere fremføringshastighed og et skarpt værktøj giver generelt en glattere finish.
Disse iboende værktøjsmærker skaber en overflade, der er anisotropisk8. Det betyder, at dens egenskaber varierer afhængigt af den retning, de måles i. Dette er en nøglefaktor for ydeevnen.
Når den som-bearbejdede finish ikke er tilstrækkelig, bruger vi efterbehandling. Dette inkluderer teknikker som damp-polering eller perleblæsning. Disse trin tilføjer omkostninger, men kan være essentielle for specifikke behov. Vores cnc plastbearbejdningstjenester er skræddersyet til at opfylde disse præcise krav.
Bearbejdningsparametre vs. Overfladeruhed
Baseret på vores interne test har vi set en klar sammenhæng mellem indstillinger og resultater.
| Bearbejdningsparameter | Indvirkning på finishkvalitet | Anbefaling |
|---|---|---|
| Værktøjets skarphed | Et skarpt værktøj skærer rent | Brug nye eller nyligt slebne værktøjer |
| Spindelhastighed | Højere hastigheder kan reducere grater | Optimer pr. materiale |
| Tilførselshastighed | Langsommere hastigheder skaber glattere overflader | Afbalancer finishbehov med cyklustid |
| Skæredybde | Lettere snit forbedrer finishen | Brug et afsluttende finishsnit |
Disse faktorer er grundlæggende for at opnå den ønskede finishkvalitet for CNC-plastdele uden sekundære operationer.
Den endelige overfladefinish for CNC-plast bestemmes af bearbejdningsparametre og efterbehandlingsvalg. Den bearbejdede finish er ofte tilstrækkelig, men polering eller teksturering kan anvendes, når der kræves specifikke funktionelle eller æstetiske kvaliteter for delen.
Løsning af #1-hovedpinen i CNC-plastbearbejdning: Leverandørkommunikation
Intet stopper et projekt hurtigere end en leverandør, der ikke reagerer. Du sender en kritisk e-mail og får stilhed. Dette kommunikationsvakuum introducerer risiko og dræber momentum.
Fastlæggelse af klare forventninger
En virkelig pålidelig CNC-bearbejdningsleverandør etablerer kommunikationsprotokoller på forhånd. Dette inkluderer forventede svartider og nøglekontakter.
De Rette Kommunikationskanaler
Vi har lært, at en dedikeret kanal er bedst. Den centraliserer projektets historie og forhindrer, at vigtige detaljer går tabt.
| Metode | Pro | Con |
|---|---|---|
| Dokumenteret Spor | Kan Være Langsom | |
| Telefonopkald | Øjeblikkelig Feedback | Ingen Skriftlig Dokumentation |
| Projektportal | Centraliseret Info | Kræver Systemadgang |
For virkelig at løse kommunikationshuller, har du brug for et system, ikke kun gode intentioner. Det handler om at opbygge en ramme for gennemsigtighed fra starten.
Kraften i Enkelt Kontaktpunkt
En af de mest effektive strategier er at tildele en dedikeret projektleder. Denne person fungerer som dit enkelt kontaktpunkt (SPOC). De er ansvarlige for alle opdateringer på din cnc plastbearbejdningstjenester ordre.
Fra Reaktiv til Proaktiv Sporing
Lad dig ikke nøjes med en leverandør, du konstant skal jagte. En god partner giver løbende opdateringer. Dette giver fremragende support til bestilling af plastdele. For eksempel kan en simpel ugentlig statusrapport med billeder opbygge enorm tillid.
En ramme for løsning af problemer
Når problemer opstår, er en klar proces afgørende. I stedet for hurtige løsninger er det bedre at finde den grundlæggende årsag. En dybdegående undersøgelse af Analyse af grundlæggende årsager9 giver en permanent løsning, ikke kun en midlertidig lapning.
Her er en hurtig sammenligning af kommunikationsstile, vi har observeret:
| Aspekt | Reaktiv leverandør | Proaktiv leverandør |
|---|---|---|
| Opdateringer | Kun når der spørges | Planlagt og regelmæssig |
| Problemer | Rapporter efter de er sket | Markerer potentielle risici tidligt |
| Løsninger | Hurtige, midlertidige løsninger | Holdbare, langsigtede løsninger |
| Tone | Ofte defensiv | Altid samarbejdende |
Effektiv kommunikation er ikke et "nice-to-have". Det er et kernekrav. Ved at kræve klare protokoller, proaktiv sporing og struktureret problemløsning kan du sikre en ægte produktionspartner, der sikrer dit projekts succes.
CNC-plastbearbejdning til luftfart og medicin: Hvad du skal vide
Luftfarts- og medicinindustrien kræver absolut præcision. Der er ingen plads til fejl i disse felter. Hver komponent skal overholde strenge standarder.
Dette kræver dyb ekspertise inden for materialer og processer. Det kræver også en forpligtelse til kvalitet, der går ud over standardproduktion.
Kritisk overholdelse og dokumentation
Dokumentation er ikke valgfri. Fuld sporbarhed fra råmateriale til den endelige del er essentiel. Dette sikrer sikkerhed og ansvarlighed.
Valg af højtydende materialer
Valg af det rigtige materiale er kritisk. Ydeevne under ekstreme forhold er en nøglefaktor for bearbejdning af plast til luftfart.
| Materiale | Nøgleegenskab | Fælles ansøgning |
|---|---|---|
| PEEK | Høj styrke, kemisk resistens | Medicinske implantater, flydele |
| Ultem | Høj varmebestandighed, styrke | Kirurgiske instrumenter, elektriske stik |
| Delrin | Høj stivhed, lav friktion | Lejer, tandhjul, isolatorer |
Vores cnc plastbearbejdningstjenester specialiserer sig i disse avancerede polymerer.
Rollen af sofistikeret kvalitetssikring (QA)
I disse sektorer er en standard QA-proces ikke nok. Vi skal implementere sofistikerede protokoller for at sikre, at hver del er perfekt. Dette indebærer meget mere end en afsluttende kontrol.
Kvalitet er indbygget i hvert trin af vores cnc plastbearbejdningstjenester arbejdsgang. Fra indledende designgennemgang til endelig inspektion opretholder vi streng overvågning. Dette forhindrer fejl, før de opstår.
Sporbarhed og Validering
Hver del kræver en detaljeret historik. Dette inkluderer materialecertificeringer og inspektionsrapporter. Denne dokumentation er afgørende for regulatorisk godkendelse. Validering bekræfter, at processen konsekvent producerer dele i henhold til specifikationerne.
Materialefokus til kritiske applikationer
Til CNC-bearbejdning af plast af medicinsk kvalitet skal materialer være Biokompatibel10. Dette betyder, at de ikke vil forårsage bivirkninger i den menneskelige krop. Vores team hos PTSMAKE hjælper kunder med at vælge de rigtige certificerede materialer.
Denne tabel viser en forenklet QA-arbejdsgang for en kritisk komponent.
| QA-fase | Handling påkrævet | Dokumentation |
|---|---|---|
| Modtagelse af materialer | Verificer materialecertifikater | Overensstemmelsescertifikat (CoC) |
| Første artikel | Fuld dimensionel inspektion | Inspektionsrapport for første artikel (FAIR) |
| I proces | Overvågning af nøgledimensioner | Statistiske proceskontrol (SPC) diagrammer |
| Endelig inspektion | 100% visuel og dimensionel kontrol | Endelig inspektionsrapport |
Denne strukturerede tilgang garanterer, at dele opfylder de krævende standarder for luftfarts- og medicinske applikationer.
For dele til luftfart og medicin afhænger succes af tre søjler. Disse er streng overholdelse af regler, korrekt valg af højtydende materialer og et udtømmende kvalitetssikringssystem. Disse elementer er uundværlige for at sikre komponenternes sikkerhed, pålidelighed og ydeevne i kritiske applikationer.
Sådan balancerer du pris og præcision i CNC-plastbearbejdning
At finde det ideelle punkt mellem omkostninger og præcision er en konstant udfordring. Det handler om at træffe smarte, informerede beslutninger tidligt i designprocessen. Du behøver ikke altid de strammeste tolerancer overalt.
Ingeniører og indkøbere står ofte over for dette dilemma. Nøglen er at vide, hvor du kan gå på kompromis uden at ofre ydeevnen. Denne balance er central for overkommelig plastbearbejdning.
Strategiske designjusteringer
Små ændringer i dit design kan føre til betydelige besparelser. Overvej at forenkle komplekse kurver eller reducere antallet af dybe lommer. Hver kompleks funktion tilføjer maskintid.
Debatten om præcision vs. pris for CNC-dele ender ofte her.
| Funktionstype | Indvirkning på omkostninger | Anbefaling |
|---|---|---|
| Skarpe indvendige hjørner | Høj | Brug rundinger med en standardværktøjsradius |
| Ikke-standard tolerancer | Høj | Angiv kun snævre tolerancer, hvor det er nødvendigt |
| Tynde vægge | Medium | Øg vægtykkelsen for stabilitet |
En almindelig fejl er kun at fokusere på et materials databladsegenskaber. Selvom det er vigtigt, spiller et materials bearbejdelighed en enorm rolle for den endelige delpris. Det bestemmer skærehastigheder, værktøjsslid og den samlede cyklustid.
For eksempel tilbyder PEEK utrolig ydeevne. Det er dog slibende og svært at bearbejde. Dette øger omkostningerne ved vores CNC-plastbearbejdningstjenester. Et alternativ som PEI (Ultem) kan opfylde 95% af dine krav, men bearbejdes 30% hurtigere, baseret på vores interne tests.
Materialevalg vs. bearbejdningstid
At vælge en lidt mindre robust, men mere bearbejdelig plast kan være et genialt træk. Dette reducerer både arbejds- og værktøjsomkostninger uden en funktionel afvejning. Det handler om at forstå hele fremstillingskonteksten. Et materials dimensionel stabilitet11 er kritisk, men det er omkostningerne ved at opnå det også.
Hos PTSMAKE guider vi kunderne gennem disse afvejninger. Vi analyserer applikationen for at finde det mest omkostningseffektive materiale, der opfylder alle kritiske specifikationer.
| Materiale | Relative omkostninger | Bearbejdelighed | Vigtige fordele |
|---|---|---|---|
| Delrin® (POM) | Lav | Fremragende | Fantastisk til generelle mekaniske dele |
| PEEK | Høj | Vanskeligt | Overlegen termisk/kemisk modstand |
| Ultem® (PEI) | Mellemhøj | God | Fremragende balance af egenskaber |
At balancere overkommelighed og nøjagtighed handler ikke om at skære hjørner. Det handler om at træffe strategiske valg i designgeometri og materialevalg. Forenkling af funktioner og valg af mere bearbejdelige plastmaterialer, hvor det er relevant, kan reducere omkostningerne betydeligt uden at gå på kompromis med delens essentielle funktion.
Virkelige casestudier: CNC-bearbejdede plastkomponenter, der reddede projekter
Teori er én ting; projektdeadlines er en anden. Det rigtige materiale kan gøre hele forskellen. Nogle gange er en højtydende plast ikke bare et alternativ. Det er den eneste løsning, der virker.
Dette gælder især i hurtigt bevægende industrier. Lad os se på nogle succesfulde CNC-dele fra den virkelige verden. Disse sager viser, hvordan præcisionsbearbejdede plastdele løste presserende problemer.
Nøgleindustrier og løsninger
| Industri | Almindeligt problem | Plastløsning |
|---|---|---|
| Medicinsk | Sterilisering, MR-kompatibilitet | PEEK, Ultem |
| Robotteknologi | Vægt, elektrisk isolering | Delrin (POM), Nylon |
| Elektronik | Signalforstyrrelser, varme | PTFE, ABS |
Disse eksempler fremhæver, hvorfor en dyb forståelse af materialer er afgørende.

Jeg husker et projekt med et medicinsk udstyrsfirma. De havde brug for et komplekst hus til et kirurgisk vejledningssystem. Deres oprindelige metalprototype forårsagede artefakter i MR-scanninger. Dette gjorde den ubrugelig. Projektet var sat på pause.
De havde brug for et materiale, der var stærkt, steriliserbart og radiolucent.
Gennembruddet inden for medicinsk udstyr
Vi foreslog at bearbejde delen af PEEK. Dens styrke kan sammenlignes med visse metaller. Den kan også modstå gentagne autoklaveringssteriliseringscyklusser. Vigtigst af alt er den gennemsigtig for røntgenstråler og MR.
Efter at vi leverede PEEK-prototyperne, var deres billeddiagnostiske tests klare. Komponentens krævede Biokompatibilitet12 var også en nøglefaktor i dens succes. Vores præcision cnc plastbearbejdningstjenester sikrede, at de stramme tolerancer blev overholdt.
En robot-agilitetsudfordring
En anden sag involverede en robot-startup. De byggede en højhastigheds pick-and-place arm. Den originale aluminiumsgriber var for tung. Dette begrænsede armens acceleration og forårsagede belastning på motoren.
| Metrisk | Aluminiumsgriber | Delrin (POM) Gripper |
|---|---|---|
| Vægt | 150g | 45g |
| Cyklustid | 1.2s | 0.8s |
| Motorbelastning | Høj | Lav |
Vi bearbejdede en ny griber af Delrin (POM). Vægtreduktionen var betydelig. Baseret på vores kundes feedback steg robotarmens hastighed med over 30%. Denne enkeltkomponentændring reddede deres præstationsmål. Disse plastic CNC case studies show the power of material selection.
These real-world examples show that CNC machined plastics are not just replacements. They are often superior engineering solutions. They solve critical issues related to weight, electrical properties, and compatibility that metals cannot address.
Vælg PTSMAKE til dit næste CNC-plastbearbejdningsprojekt
Ready to achieve perfect precision, fast turnaround, and total reliability for your CNC plastic machining needs? Submit your inquiry to PTSMAKE today and let our expert team deliver the engineered solutions you require—from prototype to production. Take the first step and request your quote now!

Understand how this property affects dimensional stability and design choices. ↩
Understand how this material property can affect your part’s strength and stability. ↩
Understand how this property affects material choice and prevents warping in your designs. ↩
Learn how moisture absorption can impact material stability and dimensional accuracy in your CNC machined parts. ↩
Learn how this critical property impacts material selection for precision applications. ↩
Learn how spreading initial costs over units can significantly lower your per-part price in manufacturing. ↩
Learn how this internal force impacts part accuracy, stability, and long-term performance. ↩
Learn more about how anisotropic surfaces can affect part friction and wear. ↩
Learn how this systematic method prevents recurring issues in your manufacturing projects. ↩
Learn about the material properties required for medical devices and ensuring patient safety. ↩
Learn how a material’s ability to resist changes in size impacts long-term part performance. ↩
Understand this crucial material property for medical device safety and compliance. ↩






