

Projektujesz krytyczny element plastikowy do swojego najnowszego projektu. Metal wydaje się zbyt ciężki i drogi, ale nie masz pewności, czy obróbka skrawaniem tworzyw sztucznych CNC może zapewnić wymaganą precyzję. Każdy inżynier staje przed tym dylematem, gdy ścisłe tolerancje spotykają się z ograniczeniami budżetowymi.
Usługi obróbki skrawaniem tworzyw sztucznych CNC oferują inżynierom precyzyjne, opłacalne rozwiązania dla złożonych części przy użyciu zaawansowanych polimerów, takich jak POM, PEEK i Nylon. Proces ten zapewnia ścisłe tolerancje, doskonałe wykończenie powierzchni i krótsze czasy realizacji w porównaniu do obróbki metali w wielu zastosowaniach.

Współpracowałem z setkami inżynierów, którzy przeszli z obróbki metali na obróbkę tworzyw sztucznych i nigdy nie spojrzeli wstecz. Kluczem jest zrozumienie, które materiały działają najlepiej, jak unikać powszechnych pułapek, takich jak wypaczanie, i jakie pytania zadać dostawcy z góry.
Pełne porównanie obróbki skrawaniem tworzyw sztucznych CNC a obróbki metali
Wybór między obróbką tworzyw sztucznych CNC a obróbką metali jest kluczową decyzją dla inżynierów. Właściwy wybór wpływa na wszystko, od wydajności po budżet.
Chociaż oba procesy wykorzystują produkcję subtraktywną, podobieństwa kończą się na tym. Fundamentalne różnice w materiałach prowadzą do odmiennych podejść do narzędzi, prędkości i kosztów. Zrozumienie tych niuansów jest kluczowe.
Szybkie porównanie podkreśla kluczowe różnice w tych materiałach do obróbki CNC.
| Cecha | Obróbka CNC tworzyw sztucznych | Obróbka metali CNC |
|---|---|---|
| Twardość materiału | Niższy | Wyższy |
| Oprzyrządowanie | Ostrzejsza, specjalistyczna geometria | Mocniejsze, odporne na ciepło |
| Prędkość obróbki | Ogólnie szybciej | Wolniej |
| Wytwarzanie ciepła | Niższa, ale łatwo się topi | Wyższy |
Ten wstępny przegląd stanowi podstawę do głębszej analizy.

Kluczowe różnice techniczne
Kiedy przechodzimy od teorii do praktyki, rozbieżności stają się jeszcze bardziej wyraźne. Wybór nie dotyczy tylko właściwości końcowej części. Chodzi o cały proces produkcyjny.
Właściwości materiałów i strategia narzędziowania
Metale są mocne i twarde. Wymagają solidnych narzędzi i generują znaczne ciepło. Chłodziwo jest niezbędne do zarządzania temperaturą i zapobiegania zużyciu narzędzia.
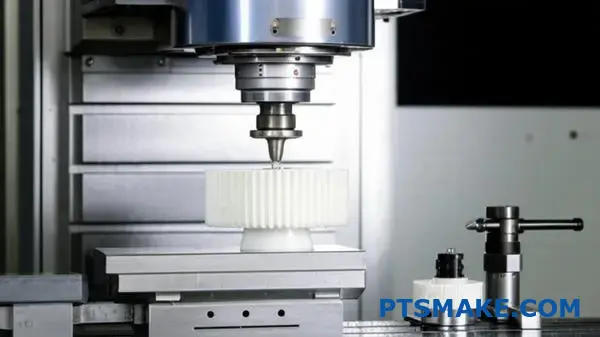
Tworzywa sztuczne są jednak miększe i mają niski punkt topnienia. Zarządzanie ciepłem jest kluczowe, aby uniknąć topnienia, deformacji lub zatykania narzędzia. Jest to częsty punkt awarii, który widzieliśmy w mniej doświadczonych warsztatach. Wysoka współczynnik rozszerzalności cieplnej1 w wielu tworzywach sztucznych wymaga również ostrożnego obchodzenia się, aby utrzymać ścisłe tolerancje.
Skuteczne obrabianie tworzyw sztucznych metodą CNC wymaga specjalistycznych narzędzi. Narzędzia te często mają ostrzejsze krawędzie tnące i szersze rowki do efektywnego odprowadzania wiórów.
Prędkość, posuwy i wpływ na koszty
Miększa natura tworzyw sztucznych pozwala na znacznie szybsze prędkości obróbki i wyższe posuwy w porównaniu do metali. Przekłada się to bezpośrednio na krótsze czasy cyklu.
Nasze testy potwierdzają, że może to znacznie obniżyć koszty jednostkowe części.
| Parametr | Tworzywo sztuczne (np. ABS) | Metal (np. aluminium) |
|---|---|---|
| Prędkość obrotowa wrzeciona (RPM) | 5 000 – 15 000 | 4 000 – 10 000 |
| Prędkość podawania (IPM) | 100 – 300 | 50 - 150 |
| Zużycie narzędzia | Niski | Umiarkowany do wysokiego |
Ta wydajność jest główną zaletą obróbki tworzyw sztucznych w porównaniu do metali. Wymaga jednak dogłębnego zrozumienia unikalnych właściwości każdego polimeru. Tutaj profesjonalne usługi obróbki tworzyw sztucznych metodą CNC wnoszą realną wartość.
Wybór między tworzywem sztucznym a metalem wiąże się z kompromisem. Tworzywa sztuczne oferują szybkość i niższe koszty obróbki. Metale zapewniają doskonałą wytrzymałość i stabilność termiczną. Ostateczna decyzja zależy całkowicie od specyficznego zastosowania części i wymagań dotyczących wydajności.
Najważniejsze pytania, które inżynierowie powinni zadać przed wyborem dostawcy usług obróbki skrawaniem tworzyw sztucznych CNC
Przy wyborze dostawcy usług obróbki tworzyw sztucznych metodą CNC kluczowe jest podejście ustrukturyzowane. Prosta lista kontrolna może pomóc w efektywnym porównaniu potencjalnych dostawców. Pozwala to uniknąć pominięcia krytycznych szczegółów.
Ta struktura obejmuje kluczowe obszary. Pomaga w podjęciu świadomej decyzji dla sukcesu projektu.
Twoja lista kontrolna dostawcy usług obróbki tworzyw sztucznych
Zacznij od oceny ich podstawowych możliwości. Skup się na umiejętnościach technicznych, wiedzy o materiałach i zdolnościach produkcyjnych. Dobry partner wyróżnia się we wszystkich trzech obszarach.
Oto szybka tabela referencyjna.
| Kategoria | Kluczowe pytania |
|---|---|
| Tolerancje | Jaka jest Twoja standardowa tolerancja? Czy możesz utrzymać ±0,001"? |
| Materiały | W jakich tworzywach sztucznych się specjalizujesz? Skąd je pozyskujesz? |
| Czas realizacji | Jaki jest Twój typowy czas realizacji prototypów w porównaniu do produkcji? |
| Zdolność produkcyjna | Jakie są Twoje minimalne i maksymalne ilości zamówienia (MOQ/Max)? |
Ten wstępny przegląd pomaga stworzyć skróconą listę wykwalifikowanych dostawców.
Wyjście poza podstawową listę kontrolną pozwala znaleźć prawdziwego partnera. Nie chodzi tylko o to, co dostawca twierdzi, że potrafi zrobić. Chodzi o to, jak jak to robi. Jest to kluczowy krok w wyborze odpowiedniego dostawcy usług obróbki CNC tworzyw sztucznych.
Głęboka ocena: Badanie prawdziwych możliwości
Nie pytaj tylko, czy mogą spełnić tolerancję. Poproś o ich raporty kontroli jakości. Zapytaj o ich proces inspekcji CMM. To ujawnia ich zaangażowanie w precyzję. Niezawodny dostawca będzie miał wdrożone solidne systemy do weryfikacji każdej części.
W przypadku materiałów zapytaj, jak obchodzą się z wrażliwymi tworzywami sztucznymi, takimi jak PEEK lub Ultem, i jak je przechowują. Niewłaściwe przechowywanie może wpłynąć na stabilność materiału. Niektóre tworzywa sztuczne z wypełniaczami mogą nawet stać się anizotropowy2 jeśli nie zostaną przetworzone prawidłowo. Może to spowodować nieoczekiwane problemy podczas obróbki i w końcowym zastosowaniu.
Zadawanie mądrzejszych pytań
Zamiast zadawać proste pytania tak/nie, formułuj je tak, aby ujawnić procesy i wiedzę specjalistyczną. Takie podejście zapewnia znacznie głębszy wgląd w operacje potencjalnego dostawcy.
| Zamiast pytać tego… | Zapytaj zamiast tego… |
|---|---|
| "Czy potraficie obrabiać PEEK?" | "Jakie są wasze konkretne procedury obróbki PEEK w celu zapobiegania naprężeniom wewnętrznym?" |
| "Jaki jest wasz czas realizacji?" | "Jaki jest wasz wskaźnik terminowości dostaw w ciągu ostatniego roku? Czy możecie udostępnić dane?" |
| "Czy oferujecie informacje zwrotne dotyczące projektowania?" | "Czy możecie dostarczyć raport DFM (Design for Manufacturability) naszego projektu, aby zidentyfikować możliwości oszczędności?" |
Te pytania testują doświadczenie dostawcy i jego chęć bycia partnerem, a nie tylko dostawcą części. W PTSMAKE z zadowoleniem przyjmujemy te dyskusje, ponieważ budują one fundament udanej, długoterminowej relacji.
Ta ustrukturyzowana lista kontrolna stanowi solidną podstawę. Pomaga wyjść poza powierzchowne twierdzenia i ocenić prawdziwe możliwości techniczne i logistyczne dostawcy, zapewniając znalezienie niezawodnego partnera dla waszych usług obróbki CNC tworzyw sztucznych.
Tajne wskazówki, jak uniknąć wypaczania w częściach z tworzyw sztucznych obrabianych CNC
Odkształcenie części z tworzywa sztucznego jest częstym problemem. Kompromituje precyzję i powoduje kosztowne opóźnienia. Ale można tego uniknąć.
Sukces pochodzi z opanowania trzech kluczowych obszarów. Są to: mocowanie, wybór materiału i strategia obróbki. Jeśli zrobicie to dobrze, wypaczanie stanie się nieistotnym problemem.
Mocowanie: Wasza pierwsza linia obrony
Niewłaściwe mocowanie jest główną przyczyną naprężeń. Zbyt mocne dokręcenie imadła spowoduje odkształcenie części, zanim narzędzie jej dotknie. Stosuj minimalne, równomierne ciśnienie.
Wybór materiału jest kluczowy
Każdy plastik reaguje na ciepło inaczej. Zrozumienie tego jest kluczem do unikania problemów.
| Materiał | Stabilność termiczna | Tendencja do wypaczania |
|---|---|---|
| PEEK | Doskonały | Niski |
| Acetal (Delrin) | Dobry | Niski-umiarkowany |
| ABS | Uczciwy | Umiarkowany-wysoki |
Wybór odpowiedniego materiału od samego początku upraszcza wszystko.

Odkształcanie jest prawie zawsze problemem związanym z zarządzaniem ciepłem. Podczas cięcia plastiku generujesz tarcie. To tarcie tworzy ciepło, które powoduje rozszerzanie się materiału. Po ostygnięciu kurczy się nierównomiernie, co prowadzi do odkształceń.
Jest to krytyczny problem dla ‘tolerancji obróbki tworzyw sztucznych’. Odkształcona część jest częścią wadliwą.
Zaawansowane techniki kontroli ciepła
Skuteczne zarządzanie ciepłem jest kluczowe w naszym procesie. Koncentrujemy się na dwóch głównych obszarach: chłodzeniu i parametrach cięcia. W ten sposób unikamy problemów z deformacją części CNC dla naszych klientów.
Strategiczne chłodzenie i smarowanie
Właściwe chłodzenie jest niepodlegające negocjacjom. Używamy chłodziw strumieniowych do szybkiego rozpraszania ciepła ze strefy cięcia. Zapobiega to gromadzeniu się ciepła w części. Podmuchy powietrza mogą również działać w przypadku niektórych materiałów.
Narzędzia i prędkości
Ostre narzędzia są niezbędne. Tępe narzędzie przemieszcza się przez materiał zamiast go ciąć, co generuje nadmierne ciepło. Optymalizujemy również posuwy i prędkości obrotowe wrzeciona. Zmniejsza to czas kontaktu narzędzia i minimalizuje dopływ ciepła. Takie podejście jest fundamentalne dla naszych usług obróbki tworzyw sztucznych CNC.
Materiał Współczynnik rozszerzalności cieplnej3 dyktuje, jak bardzo rozszerza się pod wpływem ciepła. Materiały o wysokim CTE są bardziej podatne na odkształcanie.
| Strategia | Wpływ na ciepło | Wynik |
|---|---|---|
| Ostre narzędzia | Zmniejsza tarcie | Mniej odkształceń |
| Płyn chłodzący | Rozprasza ciepło | Stabilna część |
| Zoptymalizowana prędkość posuwu | Minimalizuje kontakt | Mniejsze nagrzewanie |
Kontrolując te czynniki, zapewniamy stabilność wymiarową.
Aby zapobiec wypaczaniu się plastikowych części CNC, skup się na bezpiecznym mocowaniu, inteligentnym doborze materiału i aktywnym zarządzaniu ciepłem. Te strategie zapewniają, że Twoje części spełniają ścisłe tolerancje i unikają deformacji, oszczędzając czas i zasoby.
Kompleksowy przewodnik po tworzywach sztucznych CNC: Jaki materiał jest najlepszy dla Twojego zastosowania?
Wybór odpowiedniego materiału jest kluczowym pierwszym krokiem. Wybór bezpośrednio wpływa na wydajność, trwałość i ostateczny koszt Twojej części. Dostępnych jest wiele polimerów do obróbki CNC.
Każdy z nich ma unikalny profil. Zrozumienie tych różnic jest kluczem do sukcesu.
Szybkie porównanie
Oto krótki przegląd. Porównamy niektóre z najpopularniejszych tworzyw konstrukcyjnych, z którymi pracujemy w PTSMAKE. Pomoże Ci to znaleźć najlepszy plastik do obróbki CNC.
| Materiał | Główne cechy | Najlepsze dla... |
|---|---|---|
| POM | Wysoka sztywność | Koła zębate, łożyska, tuleje |
| ABS | Opłacalność | Prototypy, Obudowy |
| PC | Odporność na uderzenia | Soczewki, Osłony, Obudowy |
| Nylon | Odporność na zużycie | Prowadnice ślizgowe, Rolki, Śruby |

Wybór idealnego polimeru wymaga głębszego spojrzenia na właściwości materiału. Środowisko pracy Twojej części, naprężenia mechaniczne i pożądane wykończenie odgrywają rolę. Nie ma jednego "najlepszego" materiału do każdego zadania.
W PTSMAKE nasze usługi obróbki plastikowych części CNC są dostosowane do tych specyficznych potrzeb. Pomagamy klientom codziennie nawigować w tych wyborach.
Szczegółowe właściwości materiałowe
Na podstawie naszych wewnętrznych testów poniższa tabela przedstawia bardziej szczegółowe porównanie. Obejmuje wytrzymałość, limity temperatury i typową jakość powierzchni, którą osiągamy.
| Materiał | Wytrzymałość na rozciąganie (MPa) | Maks. temp. pracy (°C) | Jakość powierzchni |
|---|---|---|---|
| POM | 60 – 75 | 90 – 110 | Doskonały |
| ABS | 40 – 50 | 80 – 95 | Dobry |
| PTFE | 20 – 35 | 260 | Uczciwy |
| PC | 55 – 65 | 120 – 135 | Bardzo dobry |
| Nylon (PA66) | 70 - 85 | 80 – 120 | Dobry |
| PEI | 100 – 115 | 170 | Doskonały |
| PVC | 40 – 50 | 60 | Dobry |
Nylon jest doskonałym materiałem pod względem odporności na ścieranie. Należy jednak pamiętać, że może być Higroskopijność4, co oznacza, że pochłania wilgoć z powietrza. Może to wpłynąć na jego stabilność wymiarową, jeśli nie zostanie odpowiednio uwzględnione na etapie projektowania.
Do zastosowań wysokotemperaturowych PEI (Ultem) jest lepszym wyborem. Zachowuje swoją wytrzymałość i sztywność w podwyższonych temperaturach, ale wiąże się z wyższymi kosztami. W przypadku części ogólnego przeznaczenia, gdzie kluczowa jest wytrzymałość, często polecam PC.
Każdy materiał stawia unikalne wyzwania i oferuje korzyści w obróbce.
Każdy plastik ma swoje unikalne zalety. POM oferuje sztywność, PC zapewnia odporność na uderzenia, a PTFE odporność chemiczną. Specyficzne wymagania Twojej aplikacji – od obciążenia mechanicznego po narażenie termiczne – określą optymalny wybór spośród tych wszechstronnych polimerów obrabialnych CNC.
Dlaczego ścisłe tolerancje w częściach plastikowych CNC nie są tak proste, jak się wydaje
W przeciwieństwie do metali, tworzywa sztuczne są materiałami dynamicznymi. Ich wymiary nie są stałe. Reagują na swoje otoczenie w sposób, który może stanowić wyzwanie nawet dla najbardziej doświadczonego obrabiacza. Osiągnięcie precyzyjnej obróbki CNC tworzyw sztucznych wymaga głębokiego zrozumienia ich zachowania. Nie chodzi tylko o cięcie; chodzi o przewidywanie i kontrolowanie zmian.
Wpływ naprężeń podczas obróbki
Sam proces cięcia wprowadza naprężenia do części z tworzywa sztucznego. Może to spowodować wypaczenie lub zniekształcenie po zakończeniu obróbki.
Czynniki środowiskowe
Ciepło i wilgotność odgrywają kluczową rolę. Tworzywa sztuczne rozszerzają się pod wpływem ciepła i mogą wchłaniać wilgoć z powietrza, powodując ich pęcznienie.
Typowe reakcje tworzyw sztucznych
| Materiał | Wrażliwość na ciepło | Absorpcja wilgoci |
|---|---|---|
| Nylon | Umiarkowany | Wysoki |
| Acetal (Delrin) | Niski | Niski |
| PEEK | Bardzo niski | Bardzo niski |
| Poliwęglan | Umiarkowany | Niski |
Osiągnięcie dokładności wymiarowej w obróbce tworzyw sztucznych jest ciągłą walką z naturą materiału. Każdy plastik ma swoją unikalną osobowość, jeśli chodzi o utrzymanie wąskiej tolerancji.
Zrozumienie efektów termicznych
Ciepło generowane podczas obróbki jest głównym problemem. Agresywne cięcie może podgrzać część, powodując jej rozszerzenie. Jeśli zmierzysz ją, gdy jest ciepła, wymiary będą nieprawidłowe po jej ostygnięciu. Jest to bezpośrednio związane z Współczynnik rozszerzalności cieplnej5 materiału. Materiały takie jak PEEK mają niski CTE, co czyni je bardzo stabilnymi.
Wyzwanie związane z wilgotnością
Absorpcja wilgoci jest kolejnym krytycznym czynnikiem. Materiały takie jak Nylon mogą znacznie pęcznieć w wilgotnym środowisku. Kiedyś mieliśmy projekt, w którym części spełniały specyfikację w naszym klimatyzowanym warsztacie, ale były poza tolerancją w wilgotnym zakładzie klienta. To nauczyło nas, jak ważne jest uwzględnienie środowiska końcowego użytkowania.
W PTSMAKE nasze usługi obróbki tworzyw sztucznych CNC zawsze uwzględniają te zmienne. Starannie dobieramy strategie cięcia i kontrolujemy środowisko, aby zapewnić stabilność.
Typowe osiągalne tolerancje
Po obszernych testach z naszymi klientami stwierdziliśmy, że te ogólne wytyczne są niezawodne.
| Tworzywo sztuczne | Standardowa tolerancja | Najwęższa osiągalna tolerancja |
|---|---|---|
| PEEK | ±0,002" (±0,05 mm) | ±0.0005" (±0.013 mm) |
| Acetal (Delrin®) | ±0,002" (±0,05 mm) | ±0,001" (±0,025 mm) |
| Poliwęglan | ±0.003" (±0.075 mm) | ±0,002" (±0,05 mm) |
| ABS | ±0.004" (±0.10 mm) | ±0,002" (±0,05 mm) |
| Nylon (6/6) | ±0.005" (±0.125 mm) | ±0.003" (±0.075 mm) |
Niewłaściwa stabilność tworzywa sztucznego spowodowana ciepłem, wilgociącią i naprężeniami podczas obróbki komplikuje osiągnięcie ścisłych tolerancji. Pomyślne wyniki zależą w dużej mierze od wyboru materiału oraz kontroli zmiennych środowiskowych i procesowych. Prawdziwa precyzja wymaga głębokiej wiedzy na temat zachowania tworzyw sztucznych.
Unikanie pułapek cenowych w zamówieniach na małe serie obróbki skrawaniem tworzyw sztucznych CNC
Producenci OEM często potrzebują małych serii części z tworzyw sztucznych obrabianych CNC. Te części są kluczowe dla prototypów i serii próbnych. Jednak koszt jednostkowy może wydawać się wysoki.
Wynika to głównie z początkowych kosztów konfiguracji. Obejmują one programowanie CAM i tworzenie odpowiednich uchwytów obróbkowych.
Bariera kosztów konfiguracji
Dla każdego nowego projektu części wymagana jest unikalna konfiguracja. Ten stały koszt pozostaje taki sam dla jednej części lub 100 części.
Ekonomika małych serii
W przypadku ekonomicznej obróbki tworzyw sztucznych w małych seriach, opłata za konfigurację jest rozłożona na mniejszą liczbę elementów. To właśnie podnosi cenę jednostkową. Niezbędne jest strategiczne planowanie.

Równoważenie kosztów i ilości
W PTSMAKE prowadzimy klientów przez ten proces. Mądre planowanie jest skuteczniejsze niż proste próby cięcia kosztów kosztem jakości. Jest to kluczowa część naszych usług obróbki tworzyw sztucznych CNC.
Wykorzystanie kosztów konfiguracji wsadowej
Konfiguracja to jednorazowa opłata za serię produkcyjną. W miarę zwiększania liczby części, wpływ tego kosztu konfiguracji na część maleje. Jest to znane jako Amortyzacja6.
Przejście z 10 sztuk na 25 nie oznacza 2,5-krotnego wzrostu kosztów. Wzrost ceny jest znacznie mniejszy, ponieważ konfiguracja jest już pokryta.
Wartość narzędzi wielokrotnego użytku
Jeśli spodziewasz się powtarzalnych zamówień, poinformuj swojego partnera produkcyjnego. Możemy stworzyć i zachować trwałe uchwyty specjalnie dla Twojego projektu.
To przygotowanie znacznie skraca czas i koszty konfiguracji w przyszłych seriach. Zamienia jednorazowy koszt projektu w zasób wielokrotnego użytku.
Znalezienie optymalnej objętości
Zawsze istnieje optymalny punkt, w którym cena za część spada. Identyfikacja tej ilości jest kluczowa dla planowania budżetu. Często przeprowadzamy wyceny przy różnych objętościach, aby pokazać klientom tę korzyść.
| Ilość zamówienia | Cena za część (indeks) | Koszt całkowity (indeks) |
|---|---|---|
| 10 sztuk | 100% | 100% |
| 25 sztuk | 70% | 175% |
| 50 jednostek | 55% | 275% |
| 100 sztuk | 45% | 450% |
Powyższa tabela ilustruje oszczędności. Zamawianie nieco większej ilości na początku może prowadzić do znaczących długoterminowych oszczędności na niskoseryjnych plastikowych częściach CNC.
Zarządzanie opłatami za konfigurację, planowanie ponownego użycia narzędzi i znalezienie optymalnej ilości zamówienia są kluczowe. Te strategie sprawiają, że niskoseryjne prototypowanie i serie próbne są opłacalne, chroniąc Twój budżet i zapewniając wysokiej jakości części, których potrzebujesz.
Wskazówki dla inżynierów projektantów dotyczące bezbłędnych części z tworzyw sztucznych obrabianych CNC
Stosowanie projektu z myślą o możliwościach produkcyjnych (DFM) jest kluczowe w przypadku tworzyw sztucznych. Różni się to od pracy z metalami. Tworzywa sztuczne mogą się wypaczać, topić lub pękać, jeśli projekty ignorują ich unikalne właściwości.
Przestrzeganie kilku kluczowych zasad robi ogromną różnicę. Zasady te dotyczą promieni wewnętrznych, grubości ścianek i gwintów. Właściwy projekt zapewnia, że części są mocne i dokładne. Ułatwia również ich obróbkę, oszczędzając czas i koszty.
Oto kilka podstawowych zasad DFM dla tworzyw sztucznych CNC.
| Cecha | Zły wybór projektu | Zalecany wybór projektu |
|---|---|---|
| Narożniki wewnętrzne | Ostre kąty 90° | Zaokrąglone z promieniem |
| Grubość ścianki | Znacznie się różni | Jednolity i spójny |
| Nici | Wcięte bezpośrednio w miękki plastik | Użyj metalowych wkładek gwintowanych |

Opanowanie kilku specyficznych obszarów DFM dla tworzyw sztucznych CNC jest niezbędne. Te wskazówki są kluczowe dla każdego, kto potrzebuje niezawodnych usług obróbki tworzyw sztucznych CNC. Pomagają unikać typowych awarii i kosztownych przeprojektowań.
Promienie wewnętrzne i geometrie zaokrągleń
Ostre narożniki wewnętrzne są głównym źródłem awarii części. Tworzą punkty naprężeń, które mogą prowadzić do pękania pod obciążeniem. Ponadto narzędzia CNC są okrągłe, więc nie mogą stworzyć idealnie ostrego narożnika wewnętrznego.
Najlepsze praktyki dotyczące promieni
Zawsze projektuj wewnętrzne narożniki z promieniem. Dobrą zasadą jest, aby promień wynosił co najmniej 1/3 grubości ścianki. Większe promienie są jeszcze lepsze do rozkładania naprężeń i wygładzania obróbki. Jest to fundamentalna wskazówka dotycząca poprawy skrawalności części plastikowych.
Jednolita grubość ścianki
Utrzymanie jednolitej grubości ścianki jest prawdopodobnie najważniejszą zasadą. Drastyczne zmiany grubości mogą powodować wypaczenia. Wynika to z nierównomiernego chłodzenia i wewnętrznych naprężenie szczątkowe7. Jest to szczególnie ważne w przypadku materiałów takich jak Delrin lub PEEK.
| Grubość ścianki | Wpływ na jakość części |
|---|---|
| Mundur | Wysoka stabilność, niskie wypaczenia |
| Niejednolity | Wysokie ryzyko wypaczeń, wgłębień |
Projektowanie gwintów w plastiku
Gwinty wycinane bezpośrednio w plastiku są słabe. Mogą się łatwo zerwać, zwłaszcza przy powtarzalnym użyciu. W przypadku trwałych połączeń, tuleje gwintowane są znacznie lepszym rozwiązaniem. Zapewniają mocne, niezawodne metalowe gwinty w części plastikowej. W PTSMAKE prawie zawsze polecamy tuleje do prototypów funkcjonalnych i części końcowych.
Właściwe DFM dla tworzyw sztucznych zapobiega powszechnym problemom obróbki, takim jak wypaczenia i pękanie naprężeniowe. Koncentracja na promieniach, jednolitych ściankach i odpowiednim gwintowaniu zapewnia uzyskanie funkcjonalnych, niezawodnych części za pierwszym razem, optymalizując zarówno koszty, jak i wydajność projektu.
Jak ocenić opcje wykończenia powierzchni dla tworzyw sztucznych obrabianych CNC
Uzyskanie odpowiedniego wykończenia powierzchni CNC z tworzyw sztucznych jest kluczowe. Wpływa ono zarówno na wygląd, jak i funkcjonalność. Wybór zależy całkowicie od ostatecznego zastosowania części.
Masz kilka opcji. Matowe wykończenia redukują odblaski. Polerowane wykończenia oferują gładki, odblaskowy wygląd. Teksturowane wykończenia mogą ukrywać odciski palców lub poprawiać chwyt.
Podstawowe kategorie wykończeń
Rozbijmy najczęstsze wybory. Każdy z nich ma unikalne zalety i jest osiągany różnymi metodami. Jakość wykończenia części CNC z tworzyw sztucznych nie jest tylko kwestią drugorzędną.
| Typ wykończenia | Podstawowa cecha charakterystyczna | Wspólna aplikacja |
|---|---|---|
| Matowy | Nieodblaskowe, jednolite | Obudowy, części funkcjonalne |
| Polerowany | Gładkie, błyszczące, przezroczyste | Soczewki, elementy estetyczne |
| Teksturowane | Wzorzyste lub szorstkie | Uchwyty, powierzchnie narażone na duże zużycie |
Zrozumienie tych podstaw pomaga rozpocząć rozmowę.

Wykończenie powierzchni uzyskane bezpośrednio z maszyny to wykończenie "po obróbce". Ten wynik nie jest przypadkowy. Jest bezpośrednim produktem naszego oprzyrządowania i ustawień. W PTSMAKE precyzyjnie kontrolujemy te zmienne.
Jak obróbka tworzy wykończenie
Narzędzie tnące pozostawia mikroskopijne ślady podczas ruchu. Prędkość i ścieżka tego narzędzia tworzą ostateczną powierzchnię. Wolniejsza prędkość posuwu i ostre narzędzie zazwyczaj dają gładsze wykończenie.
Te inherentne ślady narzędzia tworzą powierzchnię, która jest anizotropowy8. Oznacza to, że jego właściwości różnią się w zależności od kierunku ich pomiaru. Jest to kluczowy czynnik wpływający na wydajność.
Kiedy wykończenie po obróbce nie wystarcza, stosujemy obróbkę końcową. Obejmuje to techniki takie jak polerowanie parowe lub śrutowanie. Te etapy zwiększają koszty, ale mogą być niezbędne do spełnienia określonych potrzeb. Nasze usług obróbki tworzyw sztucznych CNC są dostosowane do spełnienia tych dokładnych wymagań.
Parametry obróbki a chropowatość powierzchni
Na podstawie naszych wewnętrznych testów zaobserwowaliśmy wyraźny związek między ustawieniami a wynikami.
| Parametr obróbki | Wpływ na jakość wykończenia | Zalecenie |
|---|---|---|
| Ostrość narzędzia | Ostry narzędzie tnie czysto | Używaj nowych lub świeżo naostrzonych narzędzi |
| Prędkość wrzeciona | Wyższe prędkości mogą zmniejszyć zadziory | Optymalizuj dla materiału |
| Prędkość podawania | Wolniejsze tempo tworzy gładsze powierzchnie | Zrównoważ potrzeby wykończenia z czasem cyklu |
| Głębokość cięcia | Lżejsze przejścia poprawiają wykończenie | Użyj końcowego przejścia wykańczającego |
Te czynniki są fundamentalne dla osiągnięcia pożądanej jakości wykończenia części z tworzyw sztucznych CNC bez operacji wtórnych.
Ostateczne wykończenie powierzchni tworzyw sztucznych CNC jest określane przez parametry obróbki i wybory post-processingu. Wykończenie po obróbce jest często wystarczające, ale polerowanie lub teksturowanie można zastosować, gdy wymagane są specyficzne cechy funkcjonalne lub estetyczne części.
Rozwiązywanie problemu komunikacji z dostawcą w obróbce skrawaniem tworzyw sztucznych CNC
Nic nie zatrzymuje projektu szybciej niż niereagujący dostawca. Wysyłasz krytycznego e-maila i zapada cisza. Ta pustka komunikacyjna wprowadza ryzyko i zabija impet.
Ustalanie jasnych oczekiwań
Prawdziwie niezawodny dostawca obróbki CNC ustala protokoły komunikacyjne z góry. Obejmuje to oczekiwane czasy odpowiedzi i kluczowych kontaktów.
Właściwe Kanały Komunikacji
Nauczyliśmy się, że dedykowany kanał jest najlepszy. Centralizuje historię projektu i zapobiega gubieniu się ważnych szczegółów.
| Metoda | Zawodowiec | Con |
|---|---|---|
| Udokumentowany Ślad | Może być Powolny | |
| Rozmowa Telefoniczna | Natychmiastowa Informacja Zwrotna | Brak Pisemnego Zapisku |
| Portal Projektowy | Zcentralizowane Informacje | Wymaga Dostępu do Systemu |
Aby naprawdę rozwiązać problemy komunikacyjne, potrzebujesz systemu, a nie tylko dobrych intencji. Chodzi o zbudowanie od podstaw ram zapewniających przejrzystość.
Siła Jednego Kontaktu
Jedną z najskuteczniejszych strategii jest wyznaczenie dedykowanego kierownika projektu. Ta osoba działa jako Twój pojedynczy punkt kontaktu (SPOC). Jest odpowiedzialna za wszystkie aktualizacje dotyczące Twojego usług obróbki tworzyw sztucznych CNC zamówienia.
Od Reaktywnego do Proaktywnego Śledzenia
Nie zadowalaj się dostawcą, którego musisz ciągle poganiać. Dobry partner zapewnia regularne aktualizacje. Zapewnia to doskonałe wsparcie w zamówieniach części plastikowych. Na przykład, prosty cotygodniowy raport ze zdjęciami może zbudować ogromne zaufanie.
Ramy rozwiązywania problemów
Kiedy problemy się pojawią, kluczowy jest jasny proces. Zamiast szybkich napraw, lepiej znaleźć fundamentalną przyczynę. Dogłębna analiza Analiza przyczyn źródłowych9 zapewnia trwałe rozwiązanie, a nie tylko tymczasową łatkę.
Oto szybkie porównanie stylów komunikacji, które zaobserwowaliśmy:
| Aspekt | Reaktywny dostawca | Proaktywny dostawca |
|---|---|---|
| Aktualizacje | Tylko na żądanie | Zaplanowane i regularne |
| Problemy | Raporty po ich wystąpieniu | Wcześnie sygnalizuje potencjalne ryzyko |
| Rozwiązania | Szybkie, tymczasowe rozwiązania | Trwałe, długoterminowe rozwiązania |
| Ton | Często defensywny | Zawsze współpracujący |
Skuteczna komunikacja nie jest "miłym dodatkiem". Jest to podstawowy wymóg. Wymagając jasnych protokołów, proaktywnego śledzenia i ustrukturyzowanego rozwiązywania problemów, możesz zapewnić sobie prawdziwego partnera produkcyjnego, który zapewni sukces Twojego projektu.
Obróbka skrawaniem tworzyw sztucznych CNC dla przemysłu lotniczego i medycznego: Co musisz wiedzieć
Branże lotnicza i medyczna wymagają absolutnej precyzji. W tych dziedzinach nie ma miejsca na błędy. Każdy komponent musi spełniać rygorystyczne standardy.
Wymaga to głębokiej wiedzy specjalistycznej w zakresie materiałów i procesów. Wymaga to również zaangażowania w jakość, które wykracza poza standardową produkcję.
Krytyczna zgodność i dokumentacja
Dokumentacja nie jest opcjonalna. Pełna identyfikowalność od surowca do końcowej części jest niezbędna. Zapewnia to bezpieczeństwo i odpowiedzialność.
Wybór materiałów o wysokiej wydajności
Wybór odpowiedniego materiału jest kluczowy. Wydajność w ekstremalnych warunkach jest kluczowym czynnikiem w obróbce tworzyw sztucznych dla przemysłu lotniczego.
| Materiał | Kluczowe właściwości | Wspólna aplikacja |
|---|---|---|
| PEEK | Wysoka wytrzymałość, odporność chemiczna | Implanty medyczne, części samolotów |
| Ultem | Wysoka odporność na ciepło, wytrzymałość | Narzędzia chirurgiczne, złącza elektryczne |
| Delrin | Wysoka sztywność, niskie tarcie | Łożyska, koła zębate, izolatory |
Nasz usług obróbki tworzyw sztucznych CNC specjalizujemy się w tych zaawansowanych polimerach.
Rola wyrafinowanego zapewnienia jakości (QA)
W tych sektorach standardowy proces QA nie wystarczy. Musimy wdrożyć wyrafinowane protokoły, aby zapewnić, że każda część jest idealna. Obejmuje to znacznie więcej niż tylko końcową kontrolę.
Jakość jest wbudowana w każdy etap naszego usług obróbki tworzyw sztucznych CNC przepływu pracy. Od przeglądu początkowego projektu po końcową inspekcję, utrzymujemy rygorystyczny nadzór. Zapobiega to błędom, zanim wystąpią.
Identyfikowalność i Walidacja
Każda część wymaga szczegółowej historii. Obejmuje to certyfikaty materiałowe i raporty z inspekcji. Ta dokumentacja jest kluczowa dla zatwierdzenia regulacyjnego. Walidacja potwierdza, że proces konsekwentnie produkuje części zgodnie ze specyfikacją.
Skupienie na materiałach dla krytycznych zastosowań
W przypadku medycznych tworzyw sztucznych CNC, materiały muszą być biokompatybilny10. Oznacza to, że nie spowodują niepożądanych reakcji w ludzkim ciele. Nasz zespół w PTSMAKE pomaga klientom wybrać odpowiednie certyfikowane materiały.
Ta tabela przedstawia uproszczony przepływ pracy QA dla krytycznego komponentu.
| Etap QA | Wymagane działanie | Dokumentacja |
|---|---|---|
| Odbiór materiałów | Weryfikacja certyfikatów materiałowych | Certyfikat zgodności (CoC) |
| Artykuł pierwszy | Pełna kontrola wymiarów | Raport z inspekcji pierwszego artykułu (FAIR) |
| W toku | Monitorowanie kluczowych wymiarów | Wykresy statystycznej kontroli procesu (SPC) |
| Kontrola końcowa | 100% kontrola wizualna i wymiarowa | Raport z inspekcji końcowej |
To ustrukturyzowane podejście gwarantuje, że części spełniają wysokie standardy zastosowań lotniczych i medycznych.
W przypadku części lotniczych i medycznych sukces zależy od trzech filarów. Są to ścisłe przestrzeganie przepisów, prawidłowy dobór wysokowydajnych materiałów oraz wyczerpujący system zapewnienia jakości. Te elementy są niepodlegające negocjacjom w celu zapewnienia bezpieczeństwa, niezawodności i wydajności komponentów w krytycznych zastosowaniach.
Jak zrównoważyć cenę i precyzję w obróbce skrawaniem tworzyw sztucznych CNC
Znalezienie złotego środka między kosztem a precyzją jest ciągłym wyzwaniem. Chodzi o podejmowanie mądrych, świadomych decyzji na wczesnym etapie procesu projektowania. Nie zawsze potrzebujesz najciaśniejszych tolerancji wszędzie.
Inżynierowie i kupujący często stają przed tym dylematem. Kluczem jest wiedza, gdzie można pójść na kompromis bez poświęcania wydajności. Ta równowaga jest kluczowa dla niedrogiej obróbki tworzyw sztucznych.
Strategiczne Dostosowania Projektowe
Małe zmiany w projekcie mogą prowadzić do znaczących oszczędności. Rozważ uproszczenie złożonych krzywych lub zmniejszenie liczby głębokich kieszeni. Każda złożona cecha wydłuża czas obróbki.
Debata na temat precyzji a ceny części CNC często kończy się tutaj.
| Typ funkcji | Wpływ na koszty | Zalecenie |
|---|---|---|
| Ostre narożniki wewnętrzne | Wysoki | Używaj zaokrągleń o standardowym promieniu narzędzia |
| Nietypowe Tolerancje | Wysoki | Określaj wąskie tolerancje tylko tam, gdzie jest to konieczne |
| Cienkie ściany | Średni | Zwiększ grubość ścianki dla stabilności |
Powszechnym błędem jest skupianie się tylko na właściwościach materiału podanych w karcie katalogowej. Chociaż są one ważne, skrawalność materiału odgrywa ogromną rolę w ostatecznym koszcie części. Dyktuje prędkości cięcia, zużycie narzędzi i ogólny czas cyklu.
Na przykład PEEK oferuje niesamowitą wydajność. Jest jednak ścierny i trudny w obróbce. To zwiększa koszt naszych usług obróbki tworzyw sztucznych CNC. Alternatywa, taka jak PEI (Ultem), może spełnić 95% Twoich wymagań, ale obrabia się 30% szybciej, na podstawie naszych wewnętrznych testów.
Wybór materiału a czas obróbki
Wybór nieco mniej wytrzymałego, ale łatwiejszego w obróbce tworzywa sztucznego może być genialnym posunięciem. Zmniejsza to zarówno koszty robocizny, jak i narzędzi, bez kompromisu funkcjonalnego. Chodzi o zrozumienie całego kontekstu produkcyjnego. Materiał stabilność wymiarowa11 jest kluczowy, ale tak samo jest koszt jego uzyskania.
W 1PM6T pomagamy klientom w podejmowaniu tych kompromisów. Analizujemy zastosowanie, aby znaleźć najbardziej opłacalny materiał, który spełnia wszystkie krytyczne specyfikacje.
| Materiał | Koszt względny | Obrabialność | Kluczowe korzyści |
|---|---|---|---|
| Delrin® (POM) | Niski | Doskonały | Świetne do ogólnych części mechanicznych |
| PEEK | Wysoki | Trudne | Doskonała odporność termiczna/chemiczna |
| Ultem® (PEI) | Średnio-wysoki | Dobry | Doskonała równowaga właściwości |
Równoważenie przystępności cenowej i dokładności nie polega na cięciu rogów. Chodzi o podejmowanie strategicznych wyborów w zakresie geometrii projektu i doboru materiałów. Uproszczenie cech i wybór bardziej obrabialnych tworzyw sztucznych, tam gdzie jest to właściwe, może znacznie obniżyć koszty bez uszczerbku dla podstawowej funkcji części.
Studium przypadków z życia wzięte: Komponenty z tworzyw sztucznych obrabiane CNC, które uratowały projekty
Teoria to jedno; terminy projektów to drugie. Właściwy materiał może zrobić całą różnicę. Czasami wysokowydajne tworzywo sztuczne nie jest tylko alternatywą. Jest to jedyne rozwiązanie, które działa.
Jest to szczególnie prawdziwe w szybko rozwijających się branżach. Przyjrzyjmy się kilku rzeczywistym historiom sukcesu części CNC. Te przypadki pokazują, jak precyzyjnie obrabiane tworzywa sztuczne rozwiązały pilne problemy.
Kluczowe branże i rozwiązania
| Przemysł | Powszechny problem | Rozwiązanie z tworzywa sztucznego |
|---|---|---|
| Medyczny | Sterylizacja, kompatybilność z MRI | PEEK, Ultem |
| Robotyka | Waga, izolacja elektryczna | Delrin (POM), Nylon |
| Elektronika | Zakłócenia sygnału, ciepło | PTFE, ABS |
Te przykłady podkreślają, dlaczego głębokie zrozumienie materiałów jest kluczowe.

Pamiętam projekt z firmą produkującą wyroby medyczne. Potrzebowali skomplikowanej obudowy do systemu nawigacji chirurgicznej. Ich początkowy metalowy prototyp powodował artefakty w badaniach MRI. To czyniło go bezużytecznym. Projekt został wstrzymany.
Potrzebowali materiału, który byłby wytrzymały, sterylizowalny i radiolucencyjny.
Przełom w wyrobach medycznych
Zaproponowaliśmy obróbkę części z PEEK. Jego wytrzymałość jest porównywalna z niektórymi metalami. Może również wytrzymać wielokrotne cykle sterylizacji w autoklawie. Co najważniejsze, jest przezroczysty dla promieni rentgenowskich i MRI.
Po dostarczeniu prototypów z PEEK, ich testy obrazowania były czyste. Wymagana część biokompatybilność12 była również kluczowym czynnikiem jego sukcesu. Nasza precyzja usług obróbki tworzyw sztucznych CNC zapewniła spełnienie ścisłych tolerancji.
Wyzwanie z zakresu zwinności robotyki
Inna sprawa dotyczyła startupu zajmującego się robotyką. Budowali szybkie ramię do chwytania i umieszczania. Oryginalny aluminiowy chwytak był zbyt ciężki. Ograniczało to przyspieszenie ramienia i powodowało obciążenie silnika.
| Metryczny | Aluminiowy chwytak | Chwytak z Delrinu (POM) |
|---|---|---|
| Waga | 150g | 45g |
| Czas cyklu | 1,2s | 0,8s |
| Obciążenie silnika | Wysoki | Niski |
Wykonaliśmy nowy chwytak z Delrinu (POM). Redukcja wagi była znacząca. Według opinii naszego klienta, prędkość ramienia robotycznego wzrosła o ponad 30%. Ta pojedyncza zmiana komponentu uratowała ich cele wydajnościowe. Te studia przypadków obróbki CNC tworzyw sztucznych pokazują moc doboru materiałów.
Te przykłady z życia wzięte pokazują, że tworzywa sztuczne obrabiane CNC to nie tylko zamienniki. Często są to lepsze rozwiązania inżynieryjne. Rozwiązują krytyczne problemy związane z wagą, właściwościami elektrycznymi i kompatybilnością, których metale nie są w stanie rozwiązać.
Wybierz PTSMAKE do swojego następnego projektu obróbki tworzyw sztucznych CNC
Gotowi na doskonałą precyzję, szybki czas realizacji i całkowitą niezawodność w zakresie obróbki CNC tworzyw sztucznych? Złóż zapytanie do PTSMAKE już dziś i pozwól naszemu zespołowi ekspertów dostarczyć Ci potrzebne rozwiązania inżynieryjne – od prototypu po produkcję. Zrób pierwszy krok i poproś o wycenę już teraz!

Zrozum, jak ta właściwość wpływa na stabilność wymiarową i wybory projektowe. ↩
Zrozum, jak ta właściwość materiału może wpłynąć na wytrzymałość i stabilność Twojej części. ↩
Zrozum, jak ta właściwość wpływa na wybór materiału i zapobiega wypaczaniu się w Twoich projektach. ↩
Dowiedz się, jak absorpcja wilgoci może wpłynąć na stabilność materiału i dokładność wymiarową w Twoich częściach obrabianych CNC. ↩
Dowiedz się, jak ta kluczowa właściwość wpływa na dobór materiału do zastosowań precyzyjnych. ↩
Dowiedz się, jak rozłożenie kosztów początkowych na jednostki może znacząco obniżyć cenę jednostkową w produkcji. ↩
Dowiedz się, jak ta wewnętrzna siła wpływa na dokładność części, stabilność i długoterminową wydajność. ↩
Dowiedz się więcej o tym, jak powierzchnie anizotropowe mogą wpływać na tarcie i zużycie części. ↩
Dowiedz się, jak ta systematyczna metoda zapobiega powtarzającym się problemom w Twoich projektach produkcyjnych. ↩
Dowiedz się o właściwościach materiałów wymaganych dla urządzeń medycznych i zapewnienia bezpieczeństwa pacjentów. ↩
Dowiedz się, jak zdolność materiału do opierania się zmianom rozmiaru wpływa na długoterminową wydajność części. ↩
Zrozum tę kluczową właściwość materiału dla bezpieczeństwa i zgodności urządzeń medycznych. ↩






