

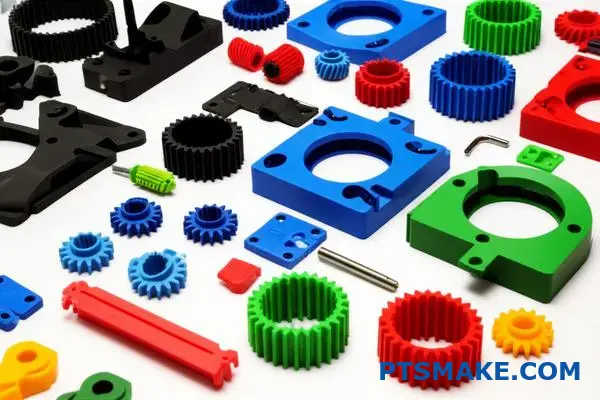
You’re designing a critical plastic component for your latest project. Metal seems too heavy and expensive, but you’re not sure if CNC plastic machining can deliver the precision you need. Every engineer faces this dilemma when tight tolerances meet budget constraints.
CNC plastic machining services offer engineers precise, cost-effective solutions for complex parts using advanced polymers like POM, PEEK, and Nylon. This process delivers tight tolerances, superior surface finishes, and faster turnaround times compared to metal machining for many applications.

I’ve worked with hundreds of engineers who switched from metal to plastic machining and never looked back. The key is understanding which materials work best, how to avoid common pitfalls like warping, and what questions to ask your supplier upfront.
The Complete Breakdown Of CNC Plastic Machining Vs. Metal Machining
De keuze tussen CNC-kunststofbewerking en metaalbewerking is een cruciale beslissing voor ingenieurs. De juiste keuze beïnvloedt alles, van prestaties tot budget.
Hoewel beide processen subtractieve fabricage gebruiken, houden de overeenkomsten daar op. De fundamentele verschillen in materialen leiden tot verschillende benaderingen van gereedschap, snelheid en kosten. Het begrijpen van deze nuances is essentieel.
Een snelle vergelijking belicht de kernverschillen in deze CNC-bewerkingsmaterialen.
| Functie | CNC kunststofbewerking | CNC Metaalbewerking |
|---|---|---|
| Materiaalhardheid | Onder | Hoger |
| Gereedschap | Scherpere, gespecialiseerde geometrie | Sterker, hittebestendig |
| Bewerkingssnelheid | Over het algemeen sneller | Langzamer |
| Warmteopwekking | Lager, maar smelt gemakkelijk | Hoger |
Dit initiële overzicht bereidt de weg voor een diepere analyse.

Belangrijke technische verschillen
Wanneer we van theorie naar praktijk gaan, worden de verschillen nog duidelijker. De keuze gaat niet alleen over de eigenschappen van het eindproduct. Het gaat over het gehele productieproces.
Materiaaleigenschappen en gereedschapsstrategie
Metalen zijn sterk en hard. Ze vereisen robuust gereedschap en genereren aanzienlijke hitte. Koelmiddel is essentieel om de temperatuur te beheersen en gereedschapsslijtage te voorkomen.
Kunststoffen zijn echter zachter en hebben een laag smeltpunt. Warmtebeheer is cruciaal om smelten, kromtrekken of het vastlopen van het gereedschap te voorkomen. Dit is een veelvoorkomend faalpunt dat we hebben gezien bij minder ervaren werkplaatsen. De hoge thermische uitzettingscoëfficiënt1 in veel kunststoffen vereist ook zorgvuldige behandeling om nauwe toleranties te behouden.
Effectief CNC-kunststof bewerken vereist specifieke gereedschappen. Deze gereedschappen hebben vaak scherpere snijkanten en bredere spaanderkanalen voor efficiënte spaanafvoer.
Snelheid, Voedingen en Kostenimpact
De zachtere aard van kunststoffen maakt veel hogere bewerkingssnelheden en hogere voedingssnelheden mogelijk in vergelijking met metalen. Dit vertaalt zich direct naar kortere cyclustijden.
Onze tests bevestigen dat dit de kosten per onderdeel aanzienlijk kan verlagen.
| Parameter | Kunststof (bijv. ABS) | Metaal (bijv. Aluminium) |
|---|---|---|
| Spindelsnelheid (RPM) | 5.000 – 15.000 | 4.000 – 10.000 |
| Toevoersnelheid (IPM) | 100 – 300 | 50 - 150 |
| Slijtage gereedschap | Laag | Matig tot hoog |
Deze efficiëntie is een groot voordeel van kunststof ten opzichte van metaalbewerking. Het vereist echter een diepgaand begrip van de unieke eigenschappen van elk polymeer. Hier voegen professionele CNC-kunststofbewerkingsdiensten echte waarde toe.
Kiezen tussen kunststof en metaal brengt een afweging met zich mee. Kunststoffen bieden snelheid en lagere bewerkingskosten. Metalen bieden superieure sterkte en thermische stabiliteit. De uiteindelijke beslissing hangt volledig af van de specifieke toepassing en prestatie-eisen van uw onderdeel.
Top Questions Engineers Should Ask Before Choosing A CNC Plastic Machining Vendor
Bij het selecteren van een CNC-kunststofbewerkingsleverancier is een gestructureerde aanpak cruciaal. Een eenvoudige checklist kan u helpen potentiële leveranciers effectief te vergelijken. Dit voorkomt dat u kritieke details over het hoofd ziet.
Dit raamwerk behandelt de essentiële gebieden. Het begeleidt u bij het nemen van een weloverwogen beslissing voor het succes van uw project.
Uw Checklist voor Kunststof Bewerking Leveranciers
Begin met het evalueren van hun kerncompetenties. Focus op technische vaardigheid, materiaalkennis en productiecapaciteit. Een goede partner blinkt uit op alle drie de gebieden.
Hier is een snelle referentietabel.
| Categorie | Belangrijke Vragen |
|---|---|
| Toleranties | Wat is uw standaard tolerantie? Kunt u ±0.001" aanhouden? |
| Materialen | In welke kunststoffen specialiseert u zich? Hoe verkrijgt u deze? |
| Doorlooptijd | Wat is uw typische doorlooptijd voor prototypes versus productie? |
| Volume Capaciteit | Wat zijn uw minimale en maximale bestelhoeveelheden (MOQ/Max)? |
Deze initiële screening helpt u een shortlist van gekwalificeerde leveranciers te maken.
Door verder te gaan dan de basischecklist vindt u een echte partner. Het gaat er niet alleen om wat een leverancier beweert te kunnen doen. Het gaat erom hoe hoe ze het doen. Dit is een cruciale stap bij het selecteren van de juiste provider voor uw CNC kunststof bewerkingsdiensten.
Diepere Evaluatie: Peilen naar Ware Capaciteit
Vraag niet alleen of ze een tolerantie kunnen halen. Vraag naar hun kwaliteitscontrole rapporten. Vraag naar hun CMM inspectieproces. Dit onthult hun toewijding aan precisie. Een betrouwbare leverancier zal robuuste systemen hebben om elk onderdeel te verifiëren.
Vraag voor materialen hoe ze gevoelige kunststoffen zoals PEEK of Ultem behandelen en opslaan. Onjuiste opslag kan de materiaalstabiliteit beïnvloeden. Sommige gevulde kunststoffen kunnen zelfs anisotroop2 worden als ze niet correct worden verwerkt. Dit kan onverwachte problemen veroorzaken tijdens de bewerking en in de uiteindelijke toepassing.
Slimmere Vragen Stellen
Stel in plaats van simpele ja/nee-vragen te stellen, vragen die processen en expertise onthullen. Deze aanpak biedt veel dieper inzicht in de activiteiten van een potentiële leverancier.
| Stel dit niet… | Stel dit in plaats daarvan… |
|---|---|
| "Kunt u PEEK machinaal bewerken?" | "Wat zijn uw specifieke procedures voor het machinaal bewerken van PEEK om interne spanning te voorkomen?" |
| "Wat is uw levertijd?" | "Wat is uw on-time delivery rate van het afgelopen jaar? Kunt u gegevens delen?" |
| "Biedt u ontwerpfeedback?" | "Kunt u een DFM-rapport van ons ontwerp verstrekken om kostenbesparende mogelijkheden te identificeren?" |
Deze vragen testen de ervaring en bereidheid van een leverancier om een partner te zijn, niet alleen een onderdelenleverancier. Bij PTSMAKE verwelkomen we deze discussies, omdat ze de basis leggen voor een succesvolle, langdurige relatie.
Deze gestructureerde checklist biedt een solide basis. Het helpt u verder te kijken dan oppervlakkige claims en de werkelijke technische en logistieke capaciteiten van een leverancier te evalueren, zodat u een betrouwbare partner vindt voor uw CNC-kunststofbewerkingsdiensten.
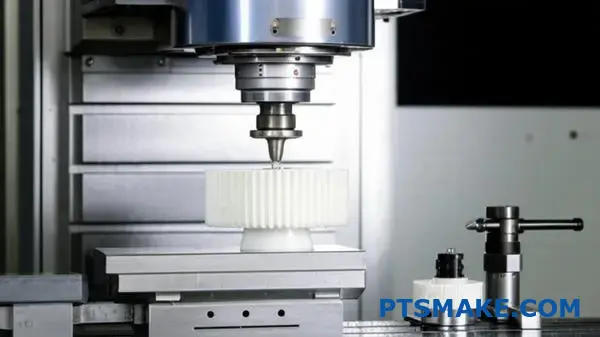
Insider Secrets To Avoid Warping In CNC Machined Plastic Parts
Vervorming van plastic onderdelen is een veelvoorkomende hoofdpijn. Het doet afbreuk aan de precisie en veroorzaakt kostbare vertragingen. Maar u kunt het voorkomen.
Succes komt voort uit het beheersen van drie belangrijke gebieden. Dit zijn fixturing, materiaalkeuze en uw bewerkingsstrategie. Krijg deze goed, en kromtrekken wordt geen probleem meer.
Fixturing: Uw Eerste Verdedigingslinie
Onjuiste klemming is een belangrijke oorzaak van spanning. Te strak aandraaien van een bankschroef zal een onderdeel vervormen voordat een gereedschap het zelfs maar aanraakt. Gebruik minimale, gelijkmatige druk.
Materiaalkeuze is Cruciaal
Elk plastic reageert anders op warmte. Dit begrijpen is de sleutel tot het vermijden van problemen.
| Materiaal | Thermische stabiliteit | Kromtrekkende neiging |
|---|---|---|
| PEEK | Uitstekend | Laag |
| Acetaal (Delrin) | Goed | Laag-matig |
| ABS | Eerlijk | Matig-hoog |
Het kiezen van het juiste materiaal vanaf het begin vereenvoudigt alles.

Kromtrekken is bijna altijd een probleem van warmtebeheer. Wanneer u plastic snijdt, genereert u wrijving. Deze wrijving creëert warmte, waardoor het materiaal uitzet. Na afkoeling krimpt het ongelijkmatig, wat resulteert in kromtrekken.
Dit is een kritiek probleem voor ‘kunststof bewerkingstoleranties’. Een kromgetrokken onderdeel is een mislukt onderdeel.
Geavanceerde Warmtecontrole Technieken
Effectief warmtebeheer staat centraal in ons proces. We richten ons op twee hoofdgebieden: koeling en snijparameters. Zo vermijden we problemen met deformatie van onderdelen bij CNC-bewerking voor onze klanten.
Strategische Koeling en Smering
Goede koeling is niet onderhandelbaar. We gebruiken overvloedige koelmiddelen om warmte snel uit de snijzone af te voeren. Dit voorkomt thermische opbouw in het onderdeel. Luchtstoten kunnen ook werken voor sommige materialen.
Gereedschap en Snelheden
Scherpe gereedschappen zijn essentieel. Een bot gereedschap ploegt door materiaal in plaats van het te snijden, wat overmatige warmte genereert. We optimaliseren ook voedingssnelheden en spilsnelheden. Dit vermindert de contacttijd van het gereedschap en minimaliseert de thermische input. Deze aanpak is fundamenteel voor onze CNC kunststof bewerkingsdiensten.
Een materiaal Thermische uitzettingscoëfficiënt3 bepaalt hoeveel het uitzet bij warmte. Materialen met een hoge CTE zijn gevoeliger voor kromtrekken.
| Strategie | Invloed op Warmte | Resultaat |
|---|---|---|
| Scherp gereedschap | Vermindert Wrijving | Minder Kromtrekken |
| Vloed Koelvloeistof | Verdampt Warmte | Stabiel Onderdeel |
| Geoptimaliseerde Toevoersnelheid | Minimaliseert Contact | Minder Warmteopbouw |
Door deze factoren te beheersen, zorgen we voor dimensionale stabiliteit.
Om kromtrekken van CNC-kunststofonderdelen te voorkomen, richt u zich op veilige bevestiging, slimme materiaalkeuze en actief warmtebeheer. Deze strategieën zorgen ervoor dat uw onderdelen voldoen aan nauwe toleranties en vervorming voorkomen, waardoor u tijd en middelen bespaart.
The Ultimate Guide To CNC Plastics: What Material Is Best For Your Application?
Het kiezen van het juiste materiaal is een cruciale eerste stap. De keuze heeft directe invloed op de prestaties, duurzaamheid en uiteindelijke kosten van uw onderdeel. Er zijn veel CNC-bewerkbare polymeren beschikbaar.
Elk heeft een uniek profiel. Het begrijpen van deze verschillen is de sleutel tot succes.
Een snelle vergelijking
Hier is een kort overzicht. We vergelijken enkele van de meest populaire technische kunststoffen waarmee we bij PTSMAKE werken. Dit helpt u de beste kunststof voor CNC-bewerking te vinden.
| Materiaal | Belangrijkste kenmerken | Het beste voor... |
|---|---|---|
| POM | Hoge stijfheid | Tandwielen, lagers, bussen |
| ABS | Kosteneffectief | Prototypes, Behuizingen |
| PC | Schokbestendigheid | Lenzen, Beschermkappen, Behuizingen |
| Nylon | Slijtvastheid | Slijtagepads, Rollen, Schroeven |

Het kiezen van het ideale polymeer vereist een diepere kijk op de materiaaleigenschappen. De werkomgeving van uw onderdeel, mechanische belastingen en de gewenste afwerking spelen allemaal een rol. Er is geen enkel "beste" materiaal voor elke klus.
Bij PTSMAKE zijn onze CNC-kunststofbewerkingsdiensten afgestemd op deze specifieke behoeften. We helpen klanten dagelijks bij het navigeren door deze keuzes.
Gedetailleerde Materiaaleigenschappen
Op basis van onze interne tests biedt de volgende tabel een gedetailleerdere vergelijking. Het omvat sterkte, temperatuurlimieten en de typische oppervlaktekwaliteit die we bereiken.
| Materiaal | Treksterkte (MPa) | Max. Bedrijfstemperatuur (°C) | Oppervlaktekwaliteit |
|---|---|---|---|
| POM | 60 – 75 | 90 – 110 | Uitstekend |
| ABS | 40 – 50 | 80 – 95 | Goed |
| PTFE | 20 – 35 | 260 | Eerlijk |
| PC | 55 – 65 | 120 – 135 | Zeer goed |
| Nylon (PA66) | 70 - 85 | 80 – 120 | Goed |
| PEI | 100 – 115 | 170 | Uitstekend |
| PVC | 40 – 50 | 60 | Goed |
Nylon is een uitstekend materiaal voor slijtvastheid. Het is echter belangrijk op te merken dat het Hygroscopisch4, kan zijn, wat betekent dat het vocht uit de lucht absorbeert. Dit kan de dimensionale stabiliteit beïnvloeden als er tijdens de ontwerpfase geen rekening mee wordt gehouden.
Voor toepassingen bij hoge temperaturen is PEI (Ultem) een superieure keuze. Het behoudt zijn sterkte en stijfheid bij verhoogde temperaturen, maar is duurder. Voor onderdelen voor algemeen gebruik waarbij taaiheid cruciaal is, is PC vaak mijn aanbeveling.
Elk materiaal presenteert unieke bewerkingsuitdagingen en voordelen.
Elk plastic heeft duidelijke voordelen. POM biedt stijfheid, PC biedt slagvastheid en PTFE biedt chemische weerstand. De specifieke eisen van uw toepassing - van mechanische belasting tot thermische blootstelling - bepalen de optimale keuze uit deze veelzijdige CNC-bewerkbare polymeren.
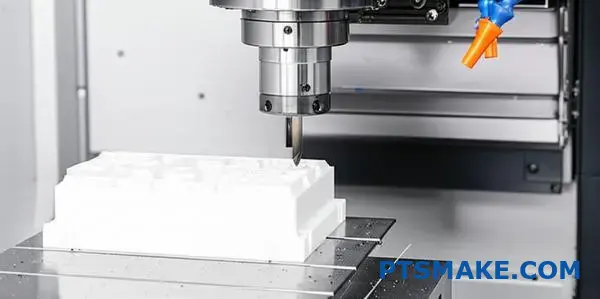
Why Tight Tolerances In Plastic CNC Parts Are Not As Simple As They Seem
In tegenstelling tot metalen zijn kunststoffen dynamische materialen. Hun afmetingen zijn niet vast. Ze reageren op hun omgeving op manieren die zelfs de meest bekwame verspaner kunnen uitdagen. Het bereiken van nauwkeurige CNC-bewerking van kunststoffen vereist een diepgaand begrip van hun gedrag. Het gaat niet alleen om snijden; het gaat om het voorspellen en beheersen van verandering.
De impact van bewerkingsspanning
Het snijproces zelf introduceert spanning in een kunststof onderdeel. Dit kan leiden tot kromtrekken of vervorming nadat de bewerking is voltooid.
Omgevingsfactoren
Warmte en vochtigheid zijn belangrijke factoren. Kunststoffen zetten uit bij warmte en kunnen vocht uit de lucht opnemen, waardoor ze opzwellen.
Veelvoorkomende reacties van kunststoffen
| Materiaal | Warmtegevoeligheid | Vochtabsorptie |
|---|---|---|
| Nylon | Matig | Hoog |
| Acetaal (Delrin) | Laag | Laag |
| PEEK | Zeer laag | Zeer laag |
| Polycarbonaat | Matig | Laag |
Het bereiken van dimensionale nauwkeurigheid bij kunststofbewerking is een constante strijd tegen de aard van het materiaal. Elke kunststof heeft een unieke persoonlijkheid als het gaat om het aanhouden van een nauwe tolerantie.
Begrip van thermische effecten
Warmte die tijdens de bewerking wordt gegenereerd, is een primair aandachtspunt. Aggressief snijden kan een onderdeel verwarmen, waardoor het uitzet. Als u het meet terwijl het warm is, zullen de afmetingen verkeerd zijn zodra het is afgekoeld. Dit is direct gerelateerd aan de Thermische uitzettingscoëfficiënt5 van het materiaal. Materialen zoals PEEK hebben een lage CTE, waardoor ze erg stabiel zijn.
De uitdaging van vochtigheid
Vochtige absorptie is een andere kritische factor. Materialen zoals nylon kunnen aanzienlijk opzwellen in een vochtige omgeving. We hadden ooit een project waarbij onderdelen voldeden aan de specificaties in onze klimaatgecontroleerde werkplaats, maar buiten tolerantie waren in de vochtige faciliteit van de klant. Dit leerde ons het belang van het rekening houden met de omgeving van het eindgebruik.
Bij PTSMAKE houden onze CNC-kunststofbewerkingsdiensten altijd rekening met deze variabelen. We selecteren zorgvuldig snijstrategieën en beheersen de omgeving om stabiliteit te garanderen.
Typisch haalbare toleranties
Na uitgebreide tests met onze klanten hebben we ontdekt dat deze algemene richtlijnen betrouwbaar zijn.
| Kunststof | Standaard tolerantie | Nauwkeurigste haalbare tolerantie |
|---|---|---|
| PEEK | ±0,002" (±0,05 mm) | ±0.0005" (±0.013 mm) |
| Acetaal (Delrin®) | ±0,002" (±0,05 mm) | ±0,001" (±0,025 mm) |
| Polycarbonaat | ±0.003" (±0.075 mm) | ±0,002" (±0,05 mm) |
| ABS | ±0.004" (±0.10 mm) | ±0,002" (±0,05 mm) |
| Nylon (6/6) | ±0.005" (±0.125 mm) | ±0.003" (±0.075 mm) |
De inherente instabiliteit van kunststof door warmte, vocht en bewerkingsspanning bemoeilijkt strakke tolerantiedoelen. Succesvolle resultaten zijn sterk afhankelijk van de materiaalkeuze en het beheersen van omgevings- en procesvariabelen. Echte precisie vereist diepgaande expertise in het gedrag van kunststoffen.
Avoiding Cost Traps In Low-Volume CNC Plastic Machining Orders
OEM's hebben vaak behoefte aan CNC-kunststofonderdelen in kleine volumes. Deze onderdelen zijn essentieel voor prototypes en proefseries. Maar de kosten per stuk kunnen hoog lijken.
Dit komt voornamelijk door de initiële opstartkosten. Dit omvat CAM-programmering en het creëren van de juiste opspanmiddelen.
De Hoge Opstartkosten
Voor elk nieuw onderdeelontwerp is een unieke opstelling vereist. Deze vaste kosten blijven hetzelfde voor één onderdeel of 100 onderdelen.
Economie van Kleine Series
Voor kosteneffectieve kunststofbewerking van kleine series wordt dit opstarttarief over minder items verspreid. Dit drijft de stukprijs op. Strategische planning is essentieel.

Balans tussen Kosten en Hoeveelheid
Bij PTSMAKE begeleiden we klanten door dit proces. Slimme planning is effectiever dan simpelweg proberen te bezuinigen op kwaliteit. Het is een kernonderdeel van onze CNC-kunststofbewerkingsdiensten.
Kosten voor batchinstellingen benutten
Instellen is een eenmalige kost voor een productierun. Naarmate u het aantal onderdelen verhoogt, neemt de impact van deze instelkosten per onderdeel af. Dit staat bekend als Afschrijving6.
Van 10 stuks naar 25 gaan betekent niet 2,5 keer de kosten. De prijsstijging is veel kleiner omdat de instelling al gedekt is.
De waarde van herbruikbaar gereedschap
Als u verwacht herhaaldelijke bestellingen te plaatsen, vertel dit dan aan uw productiepartner. We kunnen duurzame armaturen maken en opslaan die specifiek voor uw project zijn.
Deze voorbereiding verkort de insteltijd en -kosten bij toekomstige runs drastisch. Het verandert een eenmalige projectkost in een herbruikbaar bezit.
Uw optimale volume vinden
Er is altijd een 'sweet spot' waar de prijs per onderdeel daalt. Het identificeren van deze hoeveelheid is cruciaal voor budgetplanning. We voeren vaak offertes uit bij verschillende volumes om klanten dit voordeel te laten zien.
| Bestelhoeveelheid | Prijs per onderdeel (index) | Totale kosten (index) |
|---|---|---|
| 10 eenheden | 100% | 100% |
| 25 eenheden | 70% | 175% |
| 50 eenheden | 55% | 275% |
| 100 eenheden | 45% | 450% |
De bovenstaande tabel illustreert de besparingen. Iets meer bestellen in het begin kan leiden tot aanzienlijke besparingen op lange termijn voor uw low-volume CNC-kunststofonderdelen.
Het beheren van instellingskosten, plannen voor het hergebruik van gereedschap en het vinden van de optimale bestelhoeveelheid zijn essentieel. Deze strategieën maken low-volume prototyping en pilotruns kosteneffectief, beschermen uw budget en zorgen ervoor dat u de hoogwaardige onderdelen krijgt die u nodig heeft.
Design Engineering Tips For Flawless CNC Machined Plastic Parts
Het toepassen van Design for Manufacturability (DFM) is cruciaal voor kunststoffen. Het is anders dan werken met metalen. Kunststoffen kunnen kromtrekken, smelten of barsten als ontwerpen hun unieke eigenschappen negeren.
Het volgen van een paar belangrijke regels maakt een enorm verschil. Deze regels hebben betrekking op interne radii, wanddikte en schroefdraden. Een goed ontwerp zorgt ervoor dat uw onderdelen sterk en nauwkeurig zijn. Het maakt ze ook gemakkelijker te bewerken, wat tijd en kosten bespaart.
Hier zijn enkele kernprincipes van DFM voor CNC-kunststoffen.
| Functie | Slechte ontwerpkeuze | Aanbevolen ontwerpkeuze |
|---|---|---|
| Interne hoeken | Scherpe 90° hoeken | Afgerond met een radius |
| Wanddikte | Varieert aanzienlijk | Uniform en consistent |
| Draden | Direct in zacht plastic snijden | Gebruik metalen schroefdraadinzetstukken |

Het beheersen van een paar specifieke gebieden van DFM voor CNC-kunststoffen is essentieel. Deze tips zijn van vitaal belang voor iedereen die betrouwbare cnc plastic bewerkingsdiensten. nodig heeft. Ze helpen veelvoorkomende storingen en kostbare herontwerpen te voorkomen.
Interne radii en filletgeometrieën
Scherpe interne hoeken zijn een belangrijke oorzaak van onderdeeluitval. Ze creëren spanningspunten die onder belasting tot scheuren kunnen leiden. Bovendien zijn CNC-gereedschappen rond, dus ze kunnen geen perfect scherpe interne hoek creëren.
Best practices voor radii
Ontwerp interne hoeken altijd met een radius. Een goede vuistregel is om de radius minstens 1/3 van de wanddikte te maken. Grotere radii zijn nog beter voor het verdelen van spanningen en het soepeler maken van de bewerking. Dit is een fundamentele tip om de bewerkbaarheid van plastic onderdelen te verbeteren.
Consistente wanddikte
Het handhaven van een uniforme wanddikte is misschien wel de meest kritische regel. Drastische dikteveranderingen kunnen kromtrekken veroorzaken. Dit komt door ongelijke koeling en interne restspanning7. Dit is vooral belangrijk voor materialen zoals Delrin of PEEK.
| Wanddikte | Invloed op de kwaliteit van onderdelen |
|---|---|
| Uniform | Hoge stabiliteit, weinig kromtrekking |
| Niet-uniform | Hoog risico op kromtrekking, sink marks |
Schroefdraad ontwerpen in plastic
Direct in plastic gesneden schroefdraad is zwak. Het kan gemakkelijk doordraaien, vooral bij herhaaldelijk gebruik. Voor duurzame verbindingen zijn schroefdraadinzetstukken een veel betere oplossing. Ze bieden sterke, betrouwbare metalen schroefdraden in het plastic onderdeel. Bij PTSMAKE raden we bijna altijd inzetstukken aan voor functionele prototypes en eindgebruiksonderdelen.
Goede DFM voor plastics voorkomt veelvoorkomende bewerkingsproblemen zoals kromtrekking en spanningsscheurvorming. Door te focussen op radii, uniforme wanden en de juiste schroefdraad zorgt u ervoor dat u de eerste keer functionele, betrouwbare onderdelen krijgt, waardoor zowel de kosten als de prestaties van uw project worden geoptimaliseerd.
How To Evaluate Surface Finish Options For CNC Machined Plastics
Het verkrijgen van de juiste CNC-oppervlakteafwerking voor plastic is cruciaal. Het beïnvloedt zowel het uiterlijk als de functie. Uw keuze hangt volledig af van de uiteindelijke toepassing van het onderdeel.
U heeft verschillende opties. Matte afwerkingen verminderen schittering. Gepolijste afwerkingen bieden een gladde, reflecterende uitstraling. Gestructureerde afwerkingen kunnen vingerafdrukken verbergen of de grip verbeteren.
Primaire afwerkingscategorieën
Laten we de meest voorkomende keuzes opsplitsen. Elk heeft unieke voordelen en wordt bereikt door verschillende methoden. De afwerkingskwaliteit van CNC-plastic onderdelen is niet zomaar een bijzaak.
| Type afwerking | Primair kenmerk | Gemeenschappelijke toepassing |
|---|---|---|
| Mat | Niet-reflecterend, uniform | Behuizingen, functionele onderdelen |
| Gepolijst | Glad, glanzend, helder | Lenzen, esthetische componenten |
| met structuur | Gepatroneerd of ruw | Handvatten, slijtvaste oppervlakken |
Het begrijpen van deze basisprincipes helpt om het gesprek te starten.

De oppervlakteafwerking die u rechtstreeks uit de machine krijgt, is de "as-machined" afwerking. Dit resultaat is niet willekeurig. Het is een direct product van onze gereedschappen en instellingen. Bij PTSMAKE beheersen we deze variabelen nauwkeurig.
Hoe bewerking de afwerking creëert
Het snijgereedschap laat microscopische sporen achter terwijl het beweegt. De snelheid en het pad van dat gereedschap creëren het uiteindelijke oppervlak. Een langzamere voedingssnelheid en een scherp gereedschap produceren over het algemeen een gladdere afwerking.
Deze inherente gereedschapssporen creëren een oppervlak dat anisotroop8. Dit betekent dat de eigenschappen ervan verschillen afhankelijk van de richting waarin ze worden gemeten. Dit is een belangrijke factor voor de prestaties.
Wanneer de as-machined afwerking niet volstaat, gebruiken we nabewerking. Dit omvat technieken zoals damp polijsten of parelstralen. Deze stappen voegen kosten toe, maar kunnen essentieel zijn voor specifieke behoeften. Onze cnc plastic bewerkingsdiensten zijn afgestemd op deze exacte eisen.
Bewerkingparameters versus oppervlakte ruwheid
Op basis van onze interne tests hebben we een duidelijke relatie gezien tussen instellingen en resultaten.
| Bewerkingsparameter | Impact op de afwerkingskwaliteit | Aanbeveling |
|---|---|---|
| Scherpte gereedschap | Een scherp gereedschap snijdt schoon | Gebruik nieuwe of vers geslepen gereedschappen |
| Spindelsnelheid | Hogere snelheden kunnen bramen verminderen | Optimaliseer per materiaal |
| Toevoersnelheid | Langzamere snelheden creëren gladdere oppervlakken | Balanceer afwerkingsbehoeften met cyclustijd |
| Snijdiepte | Lichtere passages verbeteren de afwerking | Gebruik een laatste afwerkingspassage |
Deze factoren zijn essentieel voor het bereiken van de gewenste afwerkingskwaliteit voor CNC-kunststofonderdelen zonder nabewerking.
De uiteindelijke oppervlakteafwerking voor CNC-kunststoffen wordt bepaald door bewerkingsparameters en nabewerkingskeuzes. De bewerkte afwerking is vaak voldoende, maar polijsten of textureren kan worden toegepast wanneer specifieke functionele of esthetische kwaliteiten voor het onderdeel vereist zijn.
Solving The #1 Headache In CNC Plastic Machining: Vendor Communication
Niets stagneert een project sneller dan een niet-responsieve leverancier. U stuurt een kritieke e-mail en krijgt stilte. Deze communicatieleegte introduceert risico en doodt momentum.
Duidelijke verwachtingen scheppen
Een werkelijk betrouwbare CNC-bewerkingsleverancier stelt vooraf communicatieprotocollen vast. Dit omvat verwachte reactietijden en belangrijke contactpersonen.
De Juiste Communicatiekanalen
We hebben geleerd dat een speciaal kanaal het beste is. Het centraliseert de projectgeschiedenis en voorkomt dat belangrijke details verloren gaan.
| Methode | Pro | Con |
|---|---|---|
| Gedocumenteerd Spoor | Kan Traag Zijn | |
| Telefoongesprek | Onmiddellijke Feedback | Geen Schriftelijk Verslag |
| Projectportaal | Gecentraliseerde Informatie | Vereist Systeemtoegang |
Om communicatiekloven echt op te lossen, heb je een systeem nodig, niet alleen goede bedoelingen. Het gaat erom vanaf het begin een kader voor transparantie op te bouwen.
De Kracht van een Enkel Contact
Een van de meest effectieve strategieën is het toewijzen van een toegewijde projectmanager. Deze persoon fungeert als uw Single Point Of Contact (SPOC). Zij zijn verantwoordelijk voor alle updates van uw cnc plastic bewerkingsdiensten bestelling.
Van Reactief naar Proactief Volgen
Geef je niet tevreden met een leverancier die je constant moet najagen. Een geweldige partner biedt consistente updates. Dit biedt uitstekende ondersteuning bij bestellingen van plastic onderdelen. Een simpele wekelijkse statusrapportage met foto's kan bijvoorbeeld enorm veel vertrouwen opbouwen.
Een raamwerk voor het oplossen van problemen
Wanneer er problemen optreden, is een duidelijk proces essentieel. In plaats van snelle oplossingen is het beter om de fundamentele oorzaak te vinden. Een diepgaande analyse van de Analyse van de Onderliggende Oorzaak9 biedt een permanente oplossing, niet slechts een tijdelijke pleister.
Hier is een snelle vergelijking van communicatiestijlen die we hebben waargenomen:
| Aspect | Reactieve leverancier | Proactieve leverancier |
|---|---|---|
| Updates | Alleen op verzoek | Gepland en regelmatig |
| Problemen | Rapporten nadat ze gebeuren | Signaleert potentiële risico's vroegtijdig |
| Oplossingen | Snelle, tijdelijke oplossingen | Duurzame, langetermijnoplossingen |
| Toon | Vaak defensief | Altijd samenwerkend |
Effectieve communicatie is geen "nice-to-have". Het is een kernvereiste. Door duidelijke protocollen, proactieve tracking en gestructureerde probleemoplossing te eisen, kunt u een echte productiepartner veiligstellen die het succes van uw project garandeert.
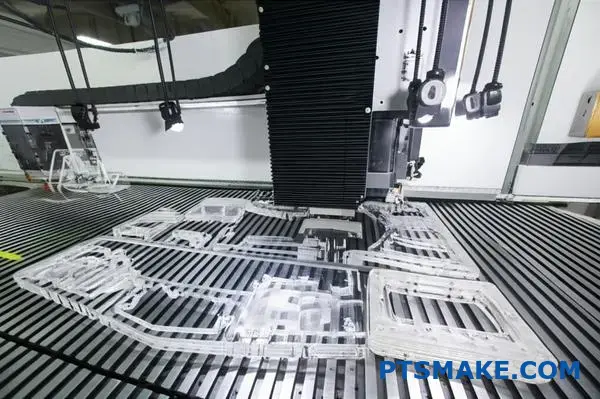
CNC Plastic Machining For Aerospace & Medical: What You Must Know
De luchtvaart- en medische industrieën vereisen absolute precisie. Er is geen ruimte voor fouten op deze gebieden. Elk onderdeel moet voldoen aan strenge normen.
Dit vereist diepgaande expertise in materialen en processen. Het vereist ook een toewijding aan kwaliteit die verder gaat dan standaardproductie.
Kritische naleving en documentatie
Documentatie is niet optioneel. Volledige traceerbaarheid van grondstof tot het eindproduct is essentieel. Dit zorgt voor veiligheid en verantwoordelijkheid.
Selectie van hoogwaardige materialen
Het kiezen van het juiste materiaal is cruciaal. Prestaties onder extreme omstandigheden zijn een belangrijke factor voor het machinaal bewerken van kunststoffen voor de luchtvaart.
| Materiaal | Belangrijkste eigenschap | Gemeenschappelijke toepassing |
|---|---|---|
| PEEK | Hoge sterkte, chemische bestendigheid | Medische implantaten, vliegtuigonderdelen |
| Ultem | Hoge hittebestendigheid, sterkte | Chirurgische instrumenten, elektrische connectoren |
| Delrin | Hoge stijfheid, lage wrijving | Lagers, tandwielen, isolatoren |
Onze cnc plastic bewerkingsdiensten gespecialiseerd in deze geavanceerde polymeren.
De rol van geavanceerde kwaliteitsborging (QA)
In deze sectoren is een standaard QA-proces niet voldoende. We moeten geavanceerde protocollen implementeren om ervoor te zorgen dat elk onderdeel perfect is. Dit omvat veel meer dan een eindcontrole.
Kwaliteit is ingebouwd in elke stap van onze cnc plastic bewerkingsdiensten workflow. Van de initiële ontwerpbeoordeling tot de eindinspectie, handhaven we strenge controle. Dit voorkomt fouten voordat ze gebeuren.
Traceerbaarheid en Validatie
Elk onderdeel vereist een gedetailleerde geschiedenis. Dit omvat materiaalcertificeringen en inspectierapporten. Deze documentatie is cruciaal voor wettelijke goedkeuring. Validatie bevestigt dat het proces consequent onderdelen volgens specificatie produceert.
Materiaalfocus voor Kritieke Toepassingen
Voor CNC-kunststof van medische kwaliteit moeten materialen biocompatibel10. Dit betekent dat ze geen nadelige reacties in het menselijk lichaam veroorzaken. Ons team bij PTSMAKE helpt klanten bij het selecteren van de juiste gecertificeerde materialen.
Deze tabel toont een vereenvoudigde QA-workflow voor een kritiek onderdeel.
| QA-fase | Vereiste actie | Documentatie |
|---|---|---|
| Materiaal ontvangst | Verifieer materiaalcrtificaten | Conformiteitscertificaat (CoC) |
| Eerste artikel | Volledige dimensionale inspectie | Eerste artikel inspectierapport (FAIR) |
| In proces | Controle van belangrijke afmetingen | Statistische procescontrole (SPC) grafieken |
| Eindinspectie | 100% visuele en dimensionale controle | Eindinspectierapport |
Deze gestructureerde aanpak garandeert dat onderdelen voldoen aan de veeleisende normen van lucht- en ruimtevaart- en medische toepassingen.
Voor lucht- en ruimtevaart- en medische onderdelen is succes afhankelijk van drie pijlers. Dit zijn strikte naleving van regelgeving, correcte selectie van hoogwaardige materialen en een uitputtend kwaliteitsborgingssysteem. Deze elementen zijn niet onderhandelbaar voor het waarborgen van de veiligheid, betrouwbaarheid en prestaties van componenten in kritieke toepassingen.
How To Balance Price And Precision In CNC Plastic Machining
Het vinden van de ideale balans tussen kosten en precisie is een constante uitdaging. Het gaat erom slimme, weloverwogen beslissingen te nemen in een vroeg stadium van het ontwerpproces. Je hebt niet altijd de krapste toleranties overal nodig.
Ingenieurs en inkopers staan vaak voor dit dilemma. De sleutel is weten waar je kunt compromissen sluiten zonder de prestaties op te offeren. Dit evenwicht is essentieel voor betaalbare kunststofbewerking.
Strategische Ontwerpaanpassingen
Kleine wijzigingen in uw ontwerp kunnen leiden tot aanzienlijke besparingen. Overweeg het vereenvoudigen van complexe rondingen of het verminderen van het aantal diepe zakken. Elke complexe functie voegt bewerkingstijd toe.
Het debat over precisie versus prijs voor CNC-onderdelen eindigt hier vaak.
| Type kenmerk | Kosten | Aanbeveling |
|---|---|---|
| Scherpe binnenhoeken | Hoog | Gebruik afrondingen met een standaard gereedschapsradius |
| Niet-standaard toleranties | Hoog | Specificeer alleen krappe toleranties waar nodig |
| Dunne muren | Medium | Verhoog de wanddikte voor stabiliteit |
Een veelvoorkomende vergissing is om alleen te focussen op de eigenschappen van een materiaal uit het datablad. Hoewel belangrijk, speelt de bewerkbaarheid van een materiaal een enorme rol in de uiteindelijke kosten van het onderdeel. Het bepaalt de snijsnelheden, gereedschapsslijtage en de totale cyclustijd.
PEEK biedt bijvoorbeeld ongelooflijke prestaties. Het is echter schurend en moeilijk te bewerken. Dit drijft de kosten van onze CNC-kunststofbewerkingsdiensten op. Een alternatief zoals PEI (Ultem) kan voldoen aan 95% van uw vereisten, maar bewerkt 30% sneller, gebaseerd op onze interne tests.
Materiaalkeuze versus bewerkingstijd
Het kiezen van een iets minder robuuste maar beter bewerkbare kunststof kan een briljante zet zijn. Dit vermindert zowel de arbeids- als de gereedschapskosten zonder een functioneel compromis. Het gaat om het begrijpen van de gehele productiefcontext. Een materiaal's dimensionale stabiliteit11 is cruciaal, maar dat geldt ook voor de kosten om dit te bereiken.
Bij PTSMAKE begeleiden we klanten door deze afwegingen. We analyseren de toepassing om het meest kosteneffectieve materiaal te vinden dat voldoet aan alle kritieke specificaties.
| Materiaal | Relatieve kosten | Bewerkbaarheid | Belangrijkste voordeel |
|---|---|---|---|
| Delrin® (POM) | Laag | Uitstekend | Geweldig voor algemene mechanische onderdelen |
| PEEK | Hoog | Moeilijk | Superior thermal/chemical resistance |
| Ultem® (PEI) | Middelhoog | Goed | Excellent balance of properties |
Balancing affordability and accuracy isn’t about cutting corners. It’s about making strategic choices in design geometry and material selection. Simplifying features and opting for more machinable plastics, where appropriate, can significantly reduce costs without compromising the part’s essential function.
Real-World Case Studies: CNC Plastic Machined Components That Saved Projects
Theory is one thing; project deadlines are another. The right material can make all the difference. Sometimes, a high-performance plastic is not just an alternative. It’s the only solution that works.
This is especially true in fast-moving industries. Let’s look at some real-world CNC part success stories. These cases show how precision-machined plastics solved urgent problems.
Key Industries and Solutions
| Industrie | Common Problem | Plastic Solution |
|---|---|---|
| Medisch | Sterilization, MRI compatibility | PEEK, Ultem |
| Robotica | Weight, electrical insulation | Delrin (POM), Nylon |
| Elektronica | Signal interference, heat | PTFE, ABS |
These examples highlight why a deep understanding of materials is crucial.

Ik herinner me een project met een bedrijf in medische apparatuur. Ze hadden een complexe behuizing nodig voor een chirurgisch geleidingssysteem. Hun oorspronkelijke metalen prototype veroorzaakte artefacten in MRI-scans. Dit maakte het onbruikbaar. Het project was stopgezet.
Ze hadden een materiaal nodig dat sterk, steriliseerbaar en radiolucent was.
De Doorbraak in Medische Apparatuur
We stelden voor om het onderdeel uit PEEK te bewerken. De sterkte ervan is vergelijkbaar met die van sommige metalen. Het is ook bestand tegen herhaalde autoclaafsterilisatiecycli. Het allerbelangrijkste is dat het transparant is voor röntgenstralen en MRI.
Nadat we de PEEK-prototypes hadden geleverd, waren hun beeldvormingstests duidelijk. De vereiste van de component biocompatibiliteit12 was ook een belangrijke factor in het succes ervan. Onze precisie cnc plastic bewerkingsdiensten zorgde ervoor dat de krappe toleranties werden gehaald.
Een Uitdaging voor Robotica Wendbaarheid
Een ander geval betrof een startup in robotica. Ze bouwden een snelle pick-and-place arm. De oorspronkelijke aluminium grijper was te zwaar. Dit beperkte de acceleratie van de arm en veroorzaakte motorbelasting.
| Metrisch | Aluminium Grijper | Delrin (POM) Grijper |
|---|---|---|
| Gewicht | 150g | 45g |
| Cyclustijd | 1,2s | 0,8s |
| Motorbelasting | Hoog | Laag |
We bewerkten een nieuwe grijper uit Delrin (POM). De gewichtsreductie was aanzienlijk. Op basis van de feedback van onze klant nam de snelheid van de robotarm met meer dan 30% toe. Deze enkele componentwijziging heeft hun prestatiedoelen gered. Deze kunststof CNC casestudies tonen de kracht van materiaalkeuze aan.
Deze praktijkvoorbeelden tonen aan dat CNC-gefreesde kunststoffen niet zomaar vervangers zijn. Het zijn vaak superieure technische oplossingen. Ze lossen kritieke problemen op met betrekking tot gewicht, elektrische eigenschappen en compatibiliteit die metalen niet kunnen aanpakken.
Kies PTSMAKE voor uw volgende CNC-kunststofbewerkingsproject
Klaar om perfecte precisie, snelle doorlooptijd en totale betrouwbaarheid te bereiken voor uw CNC-kunststofbewerkingsbehoeften? Dien vandaag nog uw aanvraag in bij PTSMAKE en laat ons deskundige team de technische oplossingen leveren die u nodig heeft - van prototype tot productie. Zet de eerste stap en vraag nu uw offerte aan!

Begrijp hoe deze eigenschap de dimensionale stabiliteit en ontwerpkeuzes beïnvloedt. ↩
Begrijp hoe deze materiaaleigenschap de sterkte en stabiliteit van uw onderdeel kan beïnvloeden. ↩
Begrijp hoe deze eigenschap de materiaalkeuze beïnvloedt en kromtrekken in uw ontwerpen voorkomt. ↩
Leer hoe vochtopname de materiaalstabiliteit en dimensionale nauwkeurigheid van uw CNC-gefreesde onderdelen kan beïnvloeden. ↩
Leer hoe deze kritieke eigenschap de materiaalkeuze voor precisietoepassingen beïnvloedt. ↩
Leer hoe het spreiden van initiële kosten over eenheden uw prijs per onderdeel in de productie aanzienlijk kan verlagen. ↩
Leer hoe deze interne kracht de nauwkeurigheid, stabiliteit en prestaties van onderdelen op lange termijn beïnvloedt. ↩
Leer meer over hoe anisotrope oppervlakken de wrijving en slijtage van onderdelen kunnen beïnvloeden. ↩
Leer hoe deze systematische methode terugkerende problemen in uw productieprojecten voorkomt. ↩
Leer over de materiaaleigenschappen die vereist zijn voor medische apparaten en het waarborgen van de patiëntveiligheid. ↩
Leer hoe het vermogen van een materiaal om veranderingen in grootte te weerstaan de prestaties van onderdelen op lange termijn beïnvloedt. ↩
Begrijp deze cruciale materiaaleigenschap voor de veiligheid en naleving van medische apparaten. ↩






