

A usinagem de titânio exige extrema precisão, mas muitas oficinas de CNC lutam com sua notória reputação de endurecimento por trabalho, desgaste rápido de ferramentas e desafios térmicos. Essas dificuldades frequentemente levam a peças rejeitadas, orçamentos estourados e prazos perdidos para componentes críticos aeroespaciais e médicos.
A usinagem de titânio em CNC requer ferramentas de corte especializadas, gerenciamento térmico preciso e parâmetros de usinagem estratégicos para superar sua baixa condutividade térmica e tendência ao endurecimento por trabalho, garantindo a produção bem-sucedida de peças de alto desempenho.

Este guia abrangente cobre tudo, desde a seleção da classe de titânio e estratégias de ferramentas até a obtenção de tolerâncias apertadas e o escalonamento da produção. Você descobrirá técnicas comprovadas que abordam desafios comuns na usinagem de titânio e aprenderá como avaliar fornecedores para seus projetos mais exigentes.
O Guia Completo das Classes de Titânio para Usinagem em CNC
A escolha da liga de titânio correta é crítica. Ela impacta diretamente o desempenho e o custo da sua peça. Nem todo titânio é igual.
As diferenças entre as ligas podem ser enormes. Isso é especialmente verdadeiro para peças de titânio usinadas em CNC.
Analisaremos as opções mais comuns. Você aprenderá qual delas se adapta melhor ao seu projeto. Vamos comparar algumas ligas de titânio populares para usinagem.
| Grau | Força | Resistência à corrosão | Maquinabilidade |
|---|---|---|---|
| Grau 2 | Moderado | Excelente | Bom |
| Grau 5 | Elevado | Muito bom | Justo |
| Grau 23 | Elevado | Excelente | Justo |
Este guia ajuda você a escolher a liga de titânio com sabedoria.
Grau 2: O Cavalo de Batalha
O Grau 2 é titânio comercialmente puro. Ele oferece excelente resistência à corrosão e formabilidade. Isso o torna uma ótima escolha para muitas aplicações.
Pense em peças para aplicações marítimas ou de processamento químico. Sua menor resistência em comparação com ligas é sua principal desvantagem. No entanto, sua usinabilidade é uma vantagem significativa. Ela economiza tempo e desgaste de ferramentas durante a produção.
Grau 5 (Ti-6Al-4V): O Padrão Aeroespacial
O Grau 5, ou Ti-6Al-4V, é a liga mais popular. Ele oferece uma combinação fantástica de alta resistência, baixo peso e boa resistência à corrosão. As propriedades do Ti-6Al-4V o tornam ideal para aplicações aeroespaciais.
Você o encontrará em componentes estruturais e peças de motor. Sua relação resistência-peso é simplesmente incomparável pela maioria dos outros metais. É por isso que é tão valorizado em campos de alto desempenho.
Grau 23: A Escolha Médica
O Grau 23 é uma versão de maior pureza do Grau 5. Possui menor teor de oxigênio, nitrogênio e ferro. Isso melhora sua ductilidade e tenacidade à fratura.
Sua principal característica é sua excelente biocompatibilidade1. Isso o torna a melhor escolha para implantes médicos. Pense em parafusos ósseos, pinos e implantes dentários. É seguro para contato de longo prazo com o corpo humano.
| Caraterística | Grau 2 | Grau 5 (Ti-6Al-4V) | Grau 23 (ELI) |
|---|---|---|---|
| Composição | Comercialmente puro | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (Intersticiais Extra Baixos) |
| Força | Inferior | Elevado | Elevado |
| Ductilidade | Elevado | Moderado | Elevado |
| Utilização primária | Industrial | Aeroespacial, automóvel | Implantes médicos |
Selecionar o grau de titânio correto é crucial. O Grau 2 oferece ótima usinabilidade. O Grau 5 fornece resistência superior para a indústria aeroespacial. O Grau 23 é o padrão para implantes médicos devido à sua pureza e segurança. Sua aplicação dita a escolha.
Os Quatro Desafios Principais da Usinabilidade do Titânio
Então, por que o titânio é tão difícil de usinar? Não é apenas uma coisa. É uma combinação de quatro propriedades distintas. Cada uma delas cria um problema único para os usinadores.
Engenheiros e gerentes de compras devem entender essas questões. Elas impactam diretamente os custos de produção, os prazos e a qualidade final da peça.
Aqui está um resumo rápido dos principais culpados:
| Desafio | Impacto primário |
|---|---|
| Baixa condutividade térmica | Calor extremo na ferramenta de corte |
| Endurecimento do trabalho | O material fica mais duro durante o corte |
| Aderência (Adesão) | O titânio solda à superfície da ferramenta |
| Alto desgaste da ferramenta | As ferramentas se desgastam muito rapidamente |
Abordar esses problemas de usinagem de titânio não é opcional. É essencial para o sucesso.

Compreender o "porquê" por trás desses desafios é o primeiro passo para encontrar uma solução. Na PTSMAKE, passamos anos desenvolvendo estratégias para combater cada um desses problemas específicos na usinagem CNC de titânio. Requer uma mentalidade diferente da usinagem de aço ou alumínio.
Baixa Condutividade Térmica: O Problema do Calor
O titânio não dissipa bem o calor. Cerca de 80% do calor gerado durante o corte é transferido diretamente para a ferramenta de corte, não para o cavaco. Esse calor extremo pode causar deformação e falha da ferramenta.
Reatividade Química e Aderência
O titânio é altamente reativo em altas temperaturas. Isso faz com que os cavacos soldem na aresta de corte da ferramenta. Esse fenômeno, conhecido como irritante2, leva a um acabamento superficial ruim e pode fazer com que a ferramenta frature prematuramente. É uma batalha constante contra a adesão.
Compreendendo o Encruamento do Titânio
O titânio tem uma tendência a endurecer quando está sendo usinado. A pressão e o calor da ferramenta de corte podem tornar a camada superficial significativamente mais dura do que o material base. Isso torna os cortes subsequentes muito mais difíceis, aumentando o desgaste da ferramenta.
O Efeito Dominó no Desgaste da Ferramenta
Esses fatores se combinam para criar um desgaste rápido e severo da ferramenta. O alto calor, a reatividade química e o encruamento atacam a ferramenta de corte simultaneamente. Com base em nossos testes internos, a vida útil da ferramenta pode ser drasticamente menor em comparação com outros metais comuns.
| Material | Expectativa de Vida Útil Relativa da Ferramenta |
|---|---|
| Alumínio 6061 | 100% (Linha de base) |
| Aço inoxidável 304 | 25% |
| Titânio Ti-6Al-4V | <10% |
Isso torna o gerenciamento e a substituição da ferramenta um fator crítico de custo.
Superar as dificuldades de usinagem do titânio — calor, endurecimento e aderência — é crucial. Esses problemas aumentam diretamente o desgaste da ferramenta, elevam os custos e podem comprometer a qualidade da peça se não forem gerenciados por um parceiro experiente. O sucesso requer estratégias específicas para cada desafio.
Segredos para Selecionar as Ferramentas de Corte Certas para Titânio
Escolher a ferramenta certa é fundamental para a usinagem de titânio. O principal inimigo é o calor. Ele não se dissipa pelo cavaco como acontece com o aço. Em vez disso, ele se concentra na aresta de corte, levando a um rápido desgaste da ferramenta.
É por isso que ferramentas especializadas são inegociáveis. Grãos de carboneto de submicrômetros são um ótimo ponto de partida. Eles oferecem a tenacidade necessária. Um revestimento adequado, então, fornece a barreira térmica.
Vamos analisar algumas opções comuns de materiais.
| Material da ferramenta | Resistência ao calor | Resistência ao desgaste | Aplicação |
|---|---|---|---|
| Metal duro não revestido | Bom | Bom | Objetivo geral |
| Carboneto Revestido com AlTiN | Excelente | Excelente | Maquinação a alta velocidade |
| Carboneto Revestido com PVD | Muito bom | Muito bom | Operações de acabamento |
Selecionar as melhores ferramentas de corte para titânio significa combinar o material e o revestimento com sua operação específica.

Além do material, a geometria da ferramenta é fundamental. Para usinagem CNC bem-sucedida de titânio, sempre procuro ferramentas com uma aresta de corte afiada e um ângulo de saída positivo. Isso reduz as forças de corte e, consequentemente, a geração de calor. Um ângulo de hélice maior, geralmente em torno de 35-45 graus, ajuda na evacuação de cavacos. A evacuação inadequada de cavacos pode levar ao re-corte, o que é desastroso para a vida útil da ferramenta.
Revestimentos como Nitreto de Alumínio Titânio (AlTiN) são padrão. Eles formam uma camada protetora de óxido de alumínio em altas temperaturas, isolando o substrato de carboneto. Isso muda o jogo. Vimos a vida útil da ferramenta aumentar significativamente em nossos testes apenas mudando para o revestimento certo.
No entanto, a estratégia do toolpath é igualmente vital. Evite cantos vivos e mudanças abruptas de direção. Em vez disso, use caminhos de fresamento trocoidais ou de alta eficiência (HEM). Estes mantêm um ângulo de engajamento da ferramenta consistente. Isso evita carregamento de choque e controla o calor, que é a principal causa de desgaste por adesão3. Isso suaviza todo o processo.
As melhores ferramentas de usinagem de titânio geralmente não são as mais baratas. Há uma clara troca.
| Fator | Ferramentas de Alto Desempenho | Ferramentas Padrão |
|---|---|---|
| Custo inicial | Mais alto | Inferior |
| Vida útil da ferramenta | Significativamente mais longo | Mais curto |
| Velocidade de maquinagem | Mais rápido | Mais lento |
| Custo por peça | Inferior | Mais alto |
Investir mais antecipadamente em ferramentas de carboneto premium para titânio compensa. Você obtém maior vida útil, tempos de ciclo mais rápidos e, finalmente, um custo menor por peça acabada. Na PTSMAKE, orientamos nossos parceiros nessa decisão.
O sucesso na usinagem de titânio depende de uma combinação estratégica de material da ferramenta, geometria específica e toolpaths inteligentes. Essa abordagem holística gerencia o calor e o desgaste, equilibrando o custo inicial da ferramenta contra o desempenho a longo prazo para reduzir o custo final por peça.
Como Obter Tolerâncias Apertadas em Peças de Titânio em CNC
Alcançar uma precisão de ±0,001 polegadas ou mais apertada em titânio é um verdadeiro teste da habilidade de uma oficina mecânica. Não se trata apenas de cortar metal. Trata-se de controlar um material difícil.
Sucesso em usinagem de titânio de alta precisão exige uma abordagem holística. Você deve gerenciar o calor, fixar a peça perfeitamente e usar o equipamento certo. Cada etapa é crítica.
| Desafio | Estratégia Central |
|---|---|
| Acumulação de calor | Gerenciamento Eficaz de Refrigeração |
| Deflexão da peça | Fixação Robusta |
| Precisão dimensional | Inspeção durante o processo |
Manter estas peças de titânio com tolerância apertada requer o domínio destas áreas centrais. Há muito pouca margem para erro.

Estratégias de Engenharia para Precisão
Para ter sucesso em usinagem de precisão de titânio, você tem que ir além das práticas padrão. Requer um profundo entendimento do comportamento do material sob estresse. Aqui na PTSMAKE, focamos em quatro áreas principais.
Gerenciamento Térmico é Crucial
O titânio não dissipa bem o calor. Isso significa que o calor se concentra na ferramenta de corte, causando desgaste rápido. Refrigeração de alta pressão não é apenas uma sugestão; é um requisito. Ela remove cavacos e impede que o calor estrague a superfície e as dimensões da peça.
Fixação para Rigidez Absoluta
Ao usinar titânio, as forças de corte são altas. Uma fixação fraca permitirá que a peça vibre ou deflexione, tornando tolerâncias apertadas impossíveis. Frequentemente projetamos fixações personalizadas que suportam o componente rigidamente, evitando qualquer movimento durante a usinagem cnc de titânio processo.
A Máquina Certa para o Trabalho
Sua máquina CNC deve estar à altura da tarefa. Isso significa uma máquina rígida e de alta resistência com fusos de alto torque e mínima excentricidade. Sem uma máquina capaz, você lutará uma batalha perdida contra a deflexão da ferramenta e a vibração.
| Requisito da Máquina | Porque é que é importante |
|---|---|
| Elevada rigidez | Previne vibração e ruído |
| Fuso de Alto Torque | Mantém a velocidade de corte sob carga |
| Guias/Trilhos de Precisão | Garante o posicionamento preciso da ferramenta |
Falha em qualquer uma dessas áreas compromete todo o processo. O risco de irritante4 também aumenta com configurações inadequadas, que podem soldar cavacos na ferramenta.
Inspeção durante o processo
Você não pode esperar até o final para medir a peça. Usamos sondagem em processo para verificar dimensões críticas durante todo o ciclo de usinagem. Isso nos permite compensar o desgaste da ferramenta ou a expansão térmica em tempo real, garantindo que a peça final seja perfeita.
Alcançar tolerâncias apertadas em titânio requer um sistema. Ele combina controle térmico, fixação de trabalho rígida, maquinário capaz e medição constante. Essa abordagem sistemática transforma um material desafiador em uma peça acabada que atende às especificações mais exigentes.
O Guia Completo para Acabamento e Rebarbação de Peças de Titânio
Após a usinagem CNC de titânio, a jornada não acabou. O pós-processamento é onde uma boa peça se torna excepcional. Essa etapa crucial define sua aparência, toque e desempenho finais.
Eficaz rebarba de titânio remove arestas vivas deixadas pela usinagem. Isso é fundamental para a segurança e o bom funcionamento.
O acabamento de superfície aprimora então a estética e as propriedades. As opções variam de revestimentos duráveis a polimentos de alto brilho. Escolher o acabamento certo acabamento de peças de titânio método é fundamental.
| Fase do processo | Objetivo principal | Impacto |
|---|---|---|
| Rebarbagem | Remover rebarbas e arestas vivas | Segurança, Funcionalidade |
| Acabamento | Alterar propriedades da superfície | Estética, durabilidade |

Técnicas Eficazes de Rebarbação de Titânio
A tenacidade do titânio torna as rebarbas teimosas. A rebarbação manual é comum, mas pode ser inconsistente. Para precisão, frequentemente recorremos a métodos automatizados.
O tombamento vibratório é excelente para peças pequenas. Ele usa mídia abrasiva para remover rebarbas suavemente. Para recursos internos complexos, a rebarbação eletroquímica oferece uma solução sem contato. Ela dissolve rebarbas sem afetar a integridade da peça.
Opções Chave de Tratamento de Superfície de Titânio
O acabamento certo depende inteiramente da aplicação. Cada tratamento de superfície de titânio oferece benefícios únicos tanto para a função quanto para a aparência.
Anodização
A anodização cria uma camada de óxido durável no titânio. Este processo melhora a resistência ao desgaste e à corrosão. Também permite cores vibrantes e permanentes sem tinta. Isso é alcançado através de um passivação eletroquímica5 que espessa o filme de óxido natural.
Jateamento de esferas
O jateamento com esferas produz um acabamento fosco uniforme e não direcional. Limpa a superfície e pode melhorar a vida útil à fadiga, criando tensões de compressão. É uma forma econômica de obter um visual limpo e profissional.
Polimento
Para aplicações que exigem uma superfície lisa e refletiva, o polimento é ideal. Reduz o atrito da superfície e melhora o apelo estético. Este é frequentemente um processo de várias etapas, começando com abrasivos grossos e terminando com compostos finos.
| Método de acabamento | Benefício chave | Aplicação comum |
|---|---|---|
| Anodização | Resistência à corrosão, Cor | Implantes médicos, indústria aeroespacial |
| Jateamento de esferas | Acabamento mate uniforme | Peças Automotivas, Ferramentas |
| Polimento | Baixo atrito, estética | Eletrônicos de Consumo, Joias |
O pós-usinagem não é um pensamento posterior. A rebarbação adequada do titânio garante segurança e ajuste, enquanto o acabamento superficial estratégico dita o desempenho final da peça, a resistência à corrosão e o valor estético, que são vitais após usinagem cnc de titânio.
Fatores de Custo na Usinagem de Titânio em CNC: Uma Análise Transparente
Compreender o preço das peças de titânio requer uma análise clara de seus principais impulsionadores de custo. Não é apenas uma coisa que o torna caro; é uma combinação de fatores.
Principais Fatores de Custo
As principais razões pelas quais a usinagem de titânio é cara são diretas. O alto custo da matéria-prima é o ponto de partida.
Em seguida, vem o tempo de usinagem lento. Devemos operar as máquinas em velocidades mais baixas para gerenciar o calor e o desgaste da ferramenta. Isso aumenta diretamente as horas necessárias por peça.
Finalmente, o consumo rápido de ferramentas e as operações secundárias necessárias aumentam o custo final.
| Fator de custo | Impacto no Preço Final | Motivo |
|---|---|---|
| Matéria-prima | Elevado | Escassez inerente e processo de extração difícil. |
| Tempo de maquinagem | Elevado | Baixas velocidades de corte necessárias para gerenciamento térmico. |
| Custo das ferramentas | Elevado | Rápido desgaste de ferramentas de corte especializadas e caras. |
| Operações secundárias | Médio | Frequentemente exigido para integridade e acabamento da superfície. |

Vamos aprofundar por que esses elementos impactam tanto o custo da usinagem de titânio. É mais do que apenas o preço da barra de metal. O custo real emerge na oficina.
O Multiplicador de Tempo de Usinagem
A usinagem lenta não é apenas um inconveniente; é um grande multiplicador de custos. A baixa condutividade térmica do titânio retém o calor na aresta de corte. Isso nos força a reduzir as velocidades para evitar falha da ferramenta e danos ao material.
Este processo lento também aumenta o risco de endurecimento por trabalho6, onde o material se torna ainda mais duro durante o corte. Isso torna as passagens subsequentes mais difíceis e desgasta ainda mais as ferramentas. É um ciclo desafiador.
Custos de Ferramental e Processamento Secundário
Na PTSMAKE, usamos ferramentas de carboneto especializadas com revestimentos específicos para usinagem CNC de titânio. Estas são mais caras e se desgastam mais rapidamente do que ferramentas padrão, exigindo substituição frequente. Este consumo é um custo direto e recorrente.
Operações secundárias como tratamento térmico ou anodização muitas vezes não são opcionais. Elas são críticas para alcançar as propriedades mecânicas ou a resistência à corrosão exigidas pela peça. Cada etapa adiciona outra camada de custo e tempo ao projeto.
| Funcionamento | Objetivo | Impacto relativo nos custos |
|---|---|---|
| Tratamento térmico | Alívio de tensões, aprimoramento de resistência | Médio |
| Anodização | Resistência à corrosão, acabamento superficial | Baixo a médio |
| Retificação | Atingir tolerâncias apertadas | Elevado |
| Passivação | Melhorar a resistência à corrosão | Baixa |
Os principais impulsionadores de custo — material, tempo de usinagem extenso, alto consumo de ferramentas e operações secundárias essenciais — explicam coletivamente por que a usinagem CNC de titânio é um serviço premium. O planejamento adequado é crucial para um orçamento preciso e controle de custos.
Segredos de Design para Fabricabilidade (DFM) para Peças de Titânio
Ao projetar peças de titânio, você deve seguir regras específicas. Este não é um material que perdoa falhas de projeto facilmente.
Seguir um guia claro de DFM de titânio é essencial. Ele ajuda você a evitar problemas de usinagem comuns e caros antes que eles aconteçam.
Dimensões Chave para Design de Titânio Usinável
Vamos focar primeiro na geometria central. A espessura da parede e os raios internos são pontos de partida críticos para qualquer design bem-sucedido.
Raios generosos nos permitem usar ferramentas maiores e mais estáveis. Isso reduz a vibração e melhora o acabamento superficial, impactando diretamente a qualidade da peça.
Com base em nossos testes, aderir a esses parâmetros é uma aposta segura.
| Caraterística | Especificação Recomendada | Razão principal |
|---|---|---|
| Espessura mínima da parede | > 1,0 mm (0,040") | Previne a deformação da peça e a vibração |
| Raio Interno Mínimo | > 0,8 mm (0,031") | Reduz o estresse da ferramenta e as forças de corte |
Essas regras simples formam a base de um design de titânio eficaz e usinável.

Mergulho Profundo: Profundidade de Furos e Acessibilidade de Recursos
Muitos designs tropeçam quando se trata de furos e recursos complexos. As propriedades únicas do titânio tornam essas áreas especialmente desafiadoras para a usinagem CNC.
Furos profundos, por exemplo, são uma fonte importante de falha da ferramenta. O calor não se dissipa bem e a evacuação de cavacos se torna incrivelmente difícil. O acesso inadequado à ferramenta também complica as coisas. Frequentemente, requer gabaritos personalizados ou ferramentas mais longas, o que reduz a rigidez e a precisão.
Durante o processo de usinagem, avanços e velocidades incorretos podem causar endurecimento por trabalho7, tornando o material ainda mais difícil de cortar. Este é um problema que vemos frequentemente com designs que não são otimizados.
Optimizing for Tool Access and Efficiency
Always consider how a tool will approach each feature. If access is blocked, it forces more complex and expensive multi-axis setups.
We’ve found these guidelines greatly improve machinability.
| Aspeto da conceção | DFM Guideline | Impact on CNC Machining Titanium |
|---|---|---|
| Relação entre a profundidade e o diâmetro do furo | Keep below 6:1 | Enhances chip removal, lowers tool breakage risk |
| Acessibilidade das funcionalidades | Ensure clear tool paths | Minimizes setups, allows for shorter/stiffer tools |
By simplifying geometry and ensuring good access, you make the part inherently easier and cheaper to produce. It’s a fundamental principle of good design for manufacturing.
Adhering to these titanium DFM guidelines for wall thickness, radii, and hole depths is crucial. Proper design significantly reduces machining time, lowers costs, and prevents production delays, ensuring a smoother process from prototype to production at PTSMAKE.
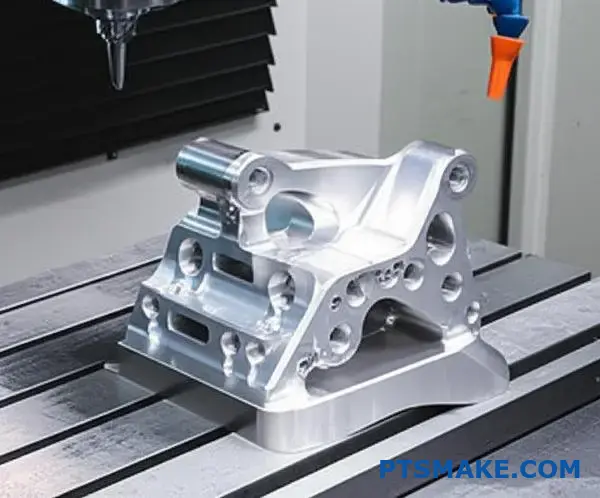
Usinagem CNC de 5 Eixos para Geometrias Complexas de Titânio
When machining titanium, complexity is often a given. This is especially true for parts like aerospace brackets or medical implants. These components demand absolute precision.
This is where 5-axis titanium machining excels. It allows us to approach intricate features from multiple angles in a single setup.
This method directly enhances accuracy and integrity. It minimizes the risks that come with re-clamping a part. The benefits for complex titanium parts are clear.
| Vantagem | Impact on Titanium Parts |
|---|---|
| Fewer Setups | Reduz o erro cumulativo |
| Melhor Acesso à Ferramenta | Permite contornos complexos |
| Maior precisão | Atende a especificações rigorosas aeroespaciais/médicas |
A vantagem da configuração única
O principal benefício da usinagem CNC de titânio multieixo é a abordagem de "configuração única". Cada vez que você move e reaperta uma peça, você introduz um pequeno risco de erro. Isso pode ser um grande problema.
Ao usinar em cinco lados sem re-fixação, eliminamos virtualmente essa variável. Isso protege a precisão geométrica da peça do início ao fim. É um princípio fundamental que seguimos na PTSMAKE para todos os componentes críticos.
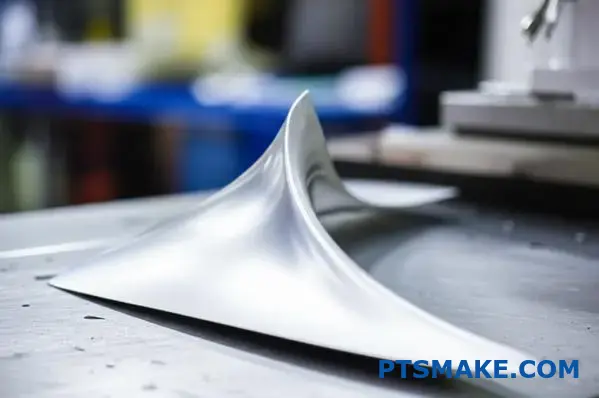
Desbloquear geometrias complexas
Para componentes com superfícies contornadas, como componentes de fluidos ou implantes, o 5 eixos não é apenas melhor; é necessário. Ele permite que a ferramenta de corte permaneça tangente à superfície.
Este movimento contínuo cria acabamentos de superfície superiores. Ele também nos permite usinar cavidades profundas e complexas que são impossíveis em máquinas de 3 eixos. O erro cumulativo, também conhecido como empilhamento de tolerâncias8, é significativamente reduzido com este método.
3 Eixos vs. 5 Eixos para Titânio
| Caraterística | Maquinação de 3 eixos | Maquinação de 5 eixos |
|---|---|---|
| Configurações necessárias | Múltiplos | Único (frequentemente) |
| Precisão em Contornos | Inferior | Muito elevado |
| Tempo de ciclo | Mais tempo | Mais curto |
| Integridade da peça | Bom, mas com riscos de re-fixação | Excelente |
Essa eficiência na usinagem CNC de titânio leva a peças melhores, mais rápidas.
Em resumo, a usinagem de 5 eixos é um divisor de águas para peças complexas de titânio. Reduz as configurações, aumenta a precisão em superfícies curvas e garante a integridade superior da peça. Isso a torna essencial para aplicações críticas nas indústrias aeroespacial e médica.
Como Garantir a Rastreabilidade do Material para Componentes Críticos de Titânio
Em indústrias de alto risco como aeroespacial e médica, a rastreabilidade de materiais não é apenas uma boa prática. É um requisito absoluto.
Cada componente crítico de titânio deve ter um histórico verificável. Este processo garante desempenho, segurança e confiabilidade em condições extremas.
Tudo começa com o fornecimento de material certificado. Segue-se um rastreamento meticuloso de lote e calor. Isso é central para usinagem de titânio certificada.
Toda a jornada, da matéria-prima à peça acabada, deve ser documentada.
| Caraterística | Titânio Rastreável | Titânio Não Rastreável |
|---|---|---|
| Verificação | Relatórios de Fábrica Certificados | Unknown Origin |
| Risco | Baixo; Atende aos Padrões | Alto; Falha Potencial |
| Conformidade | Pronto para Auditoria | Não Conforme |

Os Pilares da Rastreabilidade: Fornecimento, Rastreamento e Documentação
O fornecimento certificado é a base. Fazemos parceria apenas com fornecedores que fornecem documentação completa para cada lote de titânio. Isso sempre inclui Relatórios de Teste de Fábrica (MTRs) que verificam as propriedades químicas e físicas exatas do material em relação às especificações exigidas.
Rastreamento de Lote e Calor
Assim que o material certificado chega à nossa instalação, atribuímos a ele um número de rastreamento interno exclusivo. Este número está diretamente vinculado ao número de lote ou calor do fornecedor original.
Este link é mantido durante todo o usinagem cnc de titânio fluxo de trabalho. Do corte e fresagem ao acabamento e inspeção final, cada etapa é registrada contra este número. Isso cria uma cadeia de custódia ininterrupta9 do tarugo bruto ao componente final que você recebe.
Garantindo a Prontidão para Auditorias
Esta documentação meticulosa torna as auditorias simples e transparentes. Podemos extrair instantaneamente o histórico completo de fabricação de qualquer peça. Essa prontidão é crucial para atender aos rigorosos padrões de titânio aeroespacial como AS9100 e comprova nosso controle de processo.
| Tipo de documento | Objetivo |
|---|---|
| Relatório de Teste de Laminação (MTR) | Certifica as propriedades da matéria-prima da laminação. |
| Certificado de Conformidade (CoC) | Confirma que as peças atendem a todos os requisitos especificados. |
| Ordem de Serviço Interna | Rastreia a jornada da peça através da produção. |
Rastreabilidade robusta de material de titânio é construída sobre fornecimento certificado, rastreamento diligente e documentação completa. Este sistema não é apenas para conformidade; é uma parte fundamental do gerenciamento de riscos e garantia de qualidade para cada componente crítico que fabricamos.
O Guia Definitivo de Titânio vs. Alumínio para Peças em CNC
Escolher entre titânio e alumínio é uma decisão crítica. Isso impacta diretamente o desempenho, o peso e o custo final da sua peça. Não se trata apenas de escolher o material mais resistente.
Trata-se de combinar as propriedades com as necessidades específicas da sua aplicação. Para líderes de hardware, entender essa comparação de materiais para CNC é fundamental para o sucesso.
Comparação
Uma rápida olhada nas diferenças principais é essencial. Aqui está uma visão geral dos graus mais comuns com os quais trabalhamos.
| Caraterística | Titânio (Ti-6Al-4V) | Alumínio (6061-T6) |
|---|---|---|
| Força | Muito elevado | Moderado |
| Peso | Mais pesado que Al | Muito leve |
| Custo | Elevado | Baixa |
| Maquinabilidade | Difícil | Excelente |
Esta tabela mostra as trocas fundamentais que gerenciamos diariamente.

Mergulho Profundo: Desempenho vs. Custo
Quando analisamos a relação resistência-peso, o titânio é o vencedor claro. Isso o torna um item básico em aplicações aeroespaciais e implantes médicos. Seu desempenho sob estresse e em altas temperaturas é incomparável ao do alumínio. No entanto, esse desempenho premium tem um preço.
Os desafios em usinagem cnc de titânio são significativos. Possui baixa condutividade térmica, o que retém o calor na ponta da ferramenta. Isso leva a um desgaste mais rápido da ferramenta e a velocidades de usinagem mais lentas. Nosso processo na PTSMAKE envolve ferramentas especializadas e estratégias de resfriamento para gerenciar isso.
Resistência à Corrosão e Nuances de Aplicação
O titânio forma uma camada de óxido estável e passiva. Isso o torna incrivelmente resistente à corrosão por água salgada e muitos produtos químicos industriais. O alumínio também é resistente à corrosão, mas pode ser vulnerável. É suscetível a Corrosão galvânica10 quando em contato com metais mais nobres.
Este usinagem de titânio vs alumínio A decisão muitas vezes depende do ambiente operacional. Uma aplicação marinha pode exigir titânio, enquanto uma carcaça de eletrônicos de consumo é perfeita para alumínio.
Comparação de Materiais Baseada em Dados
| Imóveis | Titânio (Grau 5) | Alumínio (6061) | Alumínio (7075) |
|---|---|---|---|
| Densidade (g/cm³) | 4.43 | 2.70 | 2.81 |
| Resistência à tração (MPa) | ~950 | ~310 | ~572 |
| Classificação de maquinabilidade | Pobres | Bom | Justo |
Nossos resultados de teste mostram que mesmo o alumínio 7075 de alta resistência não atinge o nível do titânio. Esses dados são cruciais ao escolher titânio ou alumínio para peças exigentes.
A escolha entre titânio e alumínio para peças CNC é um equilíbrio. Você deve ponderar a resistência superior e a resistência à corrosão em relação aos custos mais altos de material e usinagem. Os requisitos específicos da aplicação sempre guiarão a melhor seleção de material para o seu projeto.
Como Prevenir a Distorção de Peças de Titânio Durante a Usinagem
A distorção de peças de titânio é uma dor de cabeça comum. Ela decorre de altas tensões residuais dentro do material. As forças da usinagem liberam essa tensão de forma desigual.
Isso leva a empenamento e instabilidade dimensional. Prevenir o empenamento do titânio requer uma estratégia cuidadosa desde o início. Não se trata apenas de cortar metal.
O Problema Central: Tensão de Usinagem
A tensão de usinagem no titânio é significativa. A baixa condutividade térmica do material retém o calor na zona de corte. Esse calor, combinado com as forças de corte, induz tensão. Uma estratégia ruim piora a situação.
Uma abordagem inteligente controla esses fatores cuidadosamente.
Um processo de várias etapas é crucial para prevenir o empenamento do titânio. Não podemos tratá-lo como alumínio ou aço. Cada etapa deve ser projetada para gerenciar e aliviar a tensão. Ignorar isso garante problemas dimensionais posteriormente.
Desbaste e Acabamento Estratégicos
Nunca usinamos uma peça de titânio para sua dimensão final de uma só vez. Primeiro, realizamos uma operação de desbaste. Deixamos uma quantidade consistente de material, geralmente de 0,5 mm a 1,5 mm, em todas as superfícies. Essa passagem inicial remove a maior parte do material e absorve a maior parte da Tensão residual11.
Após o desbaste, uma etapa de alívio de tensão é essencial. Isso pode ser um tratamento térmico. A peça é aquecida a uma temperatura específica e, em seguida, resfriada lentamente. Esse processo relaxa as tensões internas introduzidas durante o desbaste.
| Método de Alívio de Tensão | Benefício chave | Aplicação típica |
|---|---|---|
| Recozimento térmico | Altamente eficaz na redução de tensão | Peças aeroespaciais críticas |
| Alívio vibratório do stress | Mais rápido, sem distorção térmica | Estruturas grandes e não críticas |
Técnicas Avançadas de Fixação
Finalmente, realizamos o passe de acabamento. A fixação adequada é crítica aqui. Usamos fixações de baixa força de aperto. Isso evita introduzir novas tensões na peça agora estabilizada. O objetivo é segurar a peça firmemente sem deformá-la. Isso garante que as dimensões finais sejam precisas e estáveis após o usinagem cnc de titânio processo.
Gerenciar o estresse interno é fundamental para evitar a distorção de peças de titânio. Uma sequência de desbaste, alívio de tensões e acabamento cuidadoso não é opcional. É fundamental para alcançar precisão dimensional e estabilidade em cada componente de titânio que produzimos na PTSMAKE.
O Guia Definitivo das Melhores Práticas de Prototipagem de Titânio
A prototipagem eficiente de titânio economiza tempo e dinheiro. A chave é saber quando se comprometer com este material premium. Para verificações iniciais de forma e ajuste, usar um substituto é muitas vezes mais inteligente.
Essa abordagem permite refinar seu projeto rapidamente. Uma vez que o conceito esteja sólido, você pode passar para o titânio real. Isso protege seu orçamento de revisões caras em estágio inicial.
Quando Usar Materiais Substitutos
Considere substitutos para protótipos em estágio inicial. Isso ajuda a validar a ergonomia e a montagem sem o alto custo do titânio.
| Fase de protótipo | Material recomendado | Objetivo principal |
|---|---|---|
| Modelo Conceitual | Plástico Impresso em 3D (PLA, ABS) | Forma e Ajuste |
| Funcional (Baixo Estresse) | Alumínio (por exemplo, 6061) | Mecânica Básica |
| Pré-Produção | Titânio (Ti-6Al-4V) | Validação Completa |
Usar este método escalonado garante que você invista apenas em usinagem de protótipos de titânio quando tiver confiança no projeto.

Estratégias para Protótipos de Rápida Entrega
A velocidade é crítica em prototipagem rápida de titânio. O sucesso depende de um planejamento inteligente e comunicação clara com seu parceiro de fabricação. Nós focamos nisso em PTSMAKE.
Uma revisão bem definida de Design para Fabricação (DFM) é o primeiro passo. Para titânio, isso significa simplificar geometrias sempre que possível. Também significa projetar para acesso ideal da ferramenta para reduzir o tempo de máquina.
O titânio tem propriedades únicas. É propenso ao encruamento e tem baixa condutividade térmica. Esses fatores podem levar ao desgaste da ferramenta e problemas de acabamento superficial. Um problema comum é irritante12, onde os materiais aderem sob pressão.
Nossa análise DFM, baseada em pesquisa colaborativa com clientes, ajuda a prevenir esses problemas. Ela otimiza o usinagem cnc de titânio processo.
Validação do Seu Projeto de Titânio
Antes da produção completa, testes rigorosos são essenciais. Isso confirma que sua peça atende a todos os requisitos funcionais e de desempenho.
| Etapa de Validação | Objetivo | Método |
|---|---|---|
| Análise dimensional | Verificar a precisão geométrica | Inspeção por CMM, Escaneamento 3D |
| Ensaios mecânicos | Testar resistência e durabilidade | Testes de Tração, Fadiga, Impacto |
| Testes funcionais | Confirmar o desempenho no mundo real | Montagem e Testes de Campo |
Estes testando designs de titânio etapas garantem que seu produto final seja confiável e eficaz, evitando falhas dispendiosas posteriormente.
A prototipagem eficiente de titânio requer uma abordagem estratégica. Use materiais substitutos para validação inicial, aplique princípios de DFM para velocidade e realize testes completos antes de se comprometer com a produção em larga escala. Isso equilibra custo, tempo e qualidade de forma eficaz.
Como escalar de protótipo de titânio para produção
Passar de um único protótipo de titânio para a produção em larga escala é um grande salto. Não se trata apenas de fazer mais peças. Requer uma mentalidade completamente diferente e um plano robusto.
Uma transição bem-sucedida é construída sobre uma estratégia sólida. Este plano deve cobrir tudo. Inclui ferramental, validação de processo, controle de qualidade e sua cadeia de suprimentos. Sem ele, os custos disparam e os prazos são perdidos.
Pilares Chave da Transição
| Estágio | Foco | Objetivo |
|---|---|---|
| Ferramentas | Durabilidade e Velocidade | Minimize o tempo de inatividade e o tempo de ciclo |
| Processo | Repetibilidade | Garanta que cada peça atenda às especificações |
| Qualidade | Escalabilidade | Mantenha os padrões em alto volume |
| Cadeia de fornecimento | Fiabilidade | Garanta o fluxo de material e entrega |

Aumentar a produção de suas peças de titânio requer um plano de transição documentado. Isso não é apenas uma sugestão; é essencial para o sucesso ao passar da fabricação de titânio de baixo para alto volume. Na PTSMAKE, focamos em quatro áreas críticas para garantir uma aceleração suave.
Otimizando Sua Estratégia de Ferramental
Seu ferramental de protótipo não suportará as tiragens de produção. Para larga escala usinagem cnc de titânio, você precisa de ferramentas robustas feitas de carboneto ou outros materiais duráveis. Otimizamos caminhos de ferramentas e estratégias de resfriamento especificamente para produção de alto volume. Isso reduz os tempos de ciclo e estende a vida útil da ferramenta.
Validação do Processo de Fabricação
Um processo validado é um processo repetível. Passamos de verificações de peça única para Controle Estatístico de Processo (CEP). Isso garante estabilidade e previsibilidade. Relatórios de Inspeção de Primeira Peça (FAI) confirmam que o processo de produção cria consistentemente peças que atendem a todas as especificações. Consistente Porta-peças13 é um aspecto crítico, mas muitas vezes negligenciado desta etapa.
Escalando o Controle de Qualidade e a Logística
A inspeção manual não é viável para milhares de peças. Implementamos sistemas automatizados como CMMs e scanners ópticos. Isso escala o controle de qualidade de forma eficaz. No lado da logística, garantimos contratos de longo prazo para titânio bruto. Isso garante a disponibilidade de material e estabiliza os preços, o que é crucial para a fabricação de peças de titânio em escala.
| Aspeto | Fase de Protótipo | Fase de produção |
|---|---|---|
| Ferramentas | Mais macio, menos durável | Carboneto endurecido e de longa duração |
| Validação | Medição manual | Controlo Estatístico do Processo (SPC) |
| Inspeção | 100% verificação manual | CMM automatizada, planos de amostragem |
| Fornecimento | Compras pontuais | Acordos de fornecedor de longo prazo |
Um plano estruturado é inegociável para escalar a produção de titânio. Ao abordar estrategicamente ferramentas, validação de processos, controle de qualidade e logística da cadeia de suprimentos, você pode fazer a transição suave de um único protótipo para a fabricação de alto volume, garantindo consistência e confiabilidade.
O Guia Completo para Inspeção de Qualidade em Titânio Usinado
Inspecionar peças de titânio é mais do que apenas medir. Requer uma abordagem sistemática para o controle de qualidade. Isso garante que cada componente atenda às especificações exatas.
Na PTSMAKE, integramos ferramentas avançadas com rigorosos frameworks de processo. Essa combinação é crucial para alcançar resultados consistentes.
Principais Metodologias de Inspeção
Contamos com vários instrumentos de alta precisão para uma validação completa. Cada ferramenta serve a um propósito específico em nosso fluxo de trabalho de controle de qualidade para inspeção de peças de titânio.
| Ferramenta | Utilização primária | Nível de precisão |
|---|---|---|
| CMM | Geometrias 3D complexas | Muito elevado |
| Comparador ótico | Perfis e características 2D | Elevado |
| Testador de rugosidade | Medição do acabamento da superfície | Nível micro |
| Calibradores de rosca | Precisão da rosca (Passa/Não Passa) | Padronizado |
Essas ferramentas fornecem os dados de que precisamos. Mas o framework do processo garante que os dados sejam usados de forma eficaz para um verdadeiro controle de qualidade de titânio.

Um plano de inspeção abrangente é o roteiro para a qualidade. Ele detalha cada verificação, desde a verificação da matéria-prima até a aprovação final. Este plano não é estático; é um documento vivo.
Inspeção do primeiro artigo (FAI)
A Inspeção do Primeiro Artigo (FAI) é um marco crítico. É uma verificação completa da primeira peça da série de produção em relação aos desenhos de projeto. Para peças complexas de titânio usinadas em CNC, a FAI confirma que todo o nosso processo — ferramentas, programação e configuração — está correto antes que a produção em massa comece. Isso evita erros caros no futuro.
Monitorização durante o processo
Não esperamos até o final para encontrar problemas. Usamos métodos como Controlo Estatístico do Processo (SPC)14 para monitorar o processo de fabricação em tempo real. Isso nos permite detectar e corrigir quaisquer desvios à medida que ocorrem. Essa abordagem proativa garante estabilidade e repetibilidade.
A tabela abaixo descreve um fluxo de inspeção típico para um componente de titânio.
| Estágio | Atividade | Consideração Chave para Titânio |
|---|---|---|
| Recebimento | Verificação de Certificado de Material | Grau correto (por exemplo, Grau 5) e fornecimento |
| Em curso | Monitoramento de Característica Chave (CEP) | Desgaste da ferramenta, expansão térmica |
| Final | Verificação de Dimensão Crítica 100% | Conformidade com GD&T, medição CMM |
Este processo estruturado é fundamental. É assim que garantimos que cada peça que entregamos seja idêntica e atenda a todos os requisitos.
O controle de qualidade eficaz de titânio integra ferramentas de precisão como CMMs com processos estruturados como FAI e CEP. Isso garante que a estabilidade do processo e a conformidade da peça sejam mantidas desde o primeiro artigo até a unidade de produção final, garantindo a confiabilidade.
Como Avaliar um Parceiro CNC para Usinagem de Titânio
A escolha de um fornecedor de usinagem de titânio é crítica. O parceiro certo garante que suas peças de alto desempenho atendam às especificações. O parceiro errado pode causar atrasos e falhas dispendiosos.
Esta lista de verificação ajuda você a avaliar oficinas de CNC sistematicamente. Ela abrange as áreas centrais que mais importam para projetos de titânio bem-sucedidos.
Áreas Chave para Verificação
Use este guia para equipes de compras e engenharia. Ele fornece uma estrutura clara para tomar uma decisão informada.
| Categoria de Avaliação | Questões-chave a colocar |
|---|---|
| Capacidade da máquina | Eles possuem máquinas de 5 eixos rígidas e de alto torque? |
| Especialização em materiais | Eles podem discutir graus específicos de titânio (por exemplo, Grau 5 vs. Grau 2)? |
| Sistemas de qualidade | Eles são certificados AS9100 ou ISO 13485? |
| Relevant Experience | Can they show examples of similar complex parts? |
A capable titanium manufacturing partner will confidently answer these questions.

Finding the right partner for cnc machining titanium goes beyond a simple quote comparison. You need to dig deeper into their technical capabilities and quality processes. A robust evaluation protects your project from risk.
Machine Tool Capability
Standard machines struggle with titanium. Look for shops with modern, rigid 5-axis CNC centers. These machines minimize vibration, which is crucial for maintaining tight tolerances and achieving a good surface finish on titanium parts.
High-pressure coolant systems are also non-negotiable. They are essential for clearing chips and managing heat at the cutting zone. This prevents tool wear and material damage.
Material and Process Expertise
True expertise is vital when choosing a titanium machining supplier. The supplier should understand the nuances between different titanium alloys. Machining Grade 5 (Ti-6Al-4V) is very different from machining commercially pure Grade 2.
Ask about their strategies for mitigating endurecimento por trabalho15. A knowledgeable partner will discuss specific tooling, feed rates, and cutting strategies designed to handle this challenge. At PTSMAKE, we have developed proprietary process parameters for various alloys.
| Certificação | Foco no sector | O que garante |
|---|---|---|
| AS9100 | Aeroespacial e Defesa | Strict process control, traceability, and risk management. |
| ISO 13485 | Dispositivos médicos | Quality management for medical device components. |
| ISO 9001 | Fabrico geral | A foundational quality management system. |
Proven Experience
Finalmente, revise o portfólio deles. Peça estudos de caso ou exemplos de peças semelhantes à sua em complexidade e material. Esta é a melhor prova da sua capacidade de entrega. Um histórico de produção de componentes de alto desempenho demonstra que eles são um parceiro confiável em fabricação de titânio.
Esta lista de verificação fornece uma abordagem estruturada para avaliar oficinas de CNC. Ela ajuda você a ir além do preço para avaliar a capacidade real, garantindo que você encontre um parceiro que possa lidar com as demandas exclusivas da usinagem CNC de titânio e entregar peças de qualidade de forma consistente.
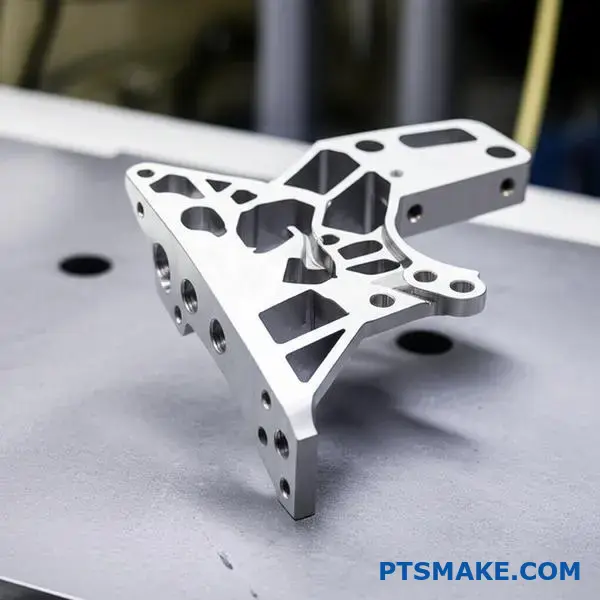
Estudo de Caso: Resolvendo um Desafio Complexo de Usinagem de Suporte de Titânio
A teoria é uma coisa, mas os resultados são o que importam. Vamos analisar um estudo de caso de usinagem de titânio no mundo real.
Um cliente aeroespacial nos procurou com um complexo suporte de titânio. Esta peça tinha paredes finas e geometrias intrincadas. Seu fornecedor anterior teve dificuldades, enfrentando altos custos e qualidade inconsistente. Esta é uma história comum em usinagem cnc de titânio.
O Desafio Inicial
Os principais problemas eram a deformação da peça e o rápido desgaste da ferramenta. Isso levou a uma alta taxa de sucata, o que aumentou significativamente o preço unitário.
| Área de Desafio | Impacto na produção |
|---|---|
| Deformação da peça | Falha em atender às tolerâncias dimensionais |
| Desgaste da ferramenta | Aumento dos custos de ferramentas e tempo de inatividade |
| Tempo de ciclo | Longos tempos de usinagem, alto custo de mão de obra |
| Taxa de sucata | Mais de 20% de peças foram rejeitadas |
Nosso objetivo era resolver esses problemas. Precisávamos entregar um exemplo de peça de titânio bem-sucedida que atendesse às metas de desempenho e orçamento.
Uma Abordagem Colaborativa de DFM
O primeiro passo não foi começar a usinar. Em vez disso, iniciamos uma revisão de Design para Fabricação (DFM) com a equipe de engenharia do cliente. Este processo colaborativo é fundamental em PTSMAKE.
Identificamos alguns cantos internos com raios extremamente apertados. Embora possível de usinar, essas características foram os principais impulsionadores do estresse e desgaste da ferramenta. Propusemos um pequeno aumento nos raios. Essa mudança não teve impacto no encaixe ou na função do suporte. O cliente o aprovou rapidamente.
A Estratégia de Usinagem
Com o design otimizado, desenvolvemos uma estratégia de usinagem multifacetada. O sucesso com um suporte complexo de titânio requer mais do que apenas a máquina certa.
Primeiro, escolhemos um centro de usinagem CNC de 5 eixos de alta rigidez. Isso minimizou a vibração, que é crítica para peças de paredes finas. A seleção de material para as ferramentas também foi crucial. Optamos por fresas de topo de metal duro específicas com revestimentos projetados para ligas de titânio. Esses revestimentos reduzem o atrito e combatem endurecimento por trabalho16.
Nossa estratégia se concentrou em manter um engajamento constante da ferramenta. Foi utilizada usinagem de alta velocidade com uma trajetória de ferramenta trocoidal. Essa abordagem evita impactos repentinos na ferramenta, prolongando sua vida útil e melhorando o acabamento superficial.
| Componente da Estratégia | Justificação |
|---|---|
| CNC de 5 eixos | Acessar recursos complexos, reduzir configurações |
| Ferramentas de metal duro revestidas | Resistir ao calor e ao desgaste abrasivo |
| Líquido de arrefecimento de alta pressão | Evacuação eficiente de cavacos e resfriamento |
| Fresagem trocoidal | Manter carga constante da ferramenta, reduzir desgaste |
O Resultado Bem-Sucedido
Os resultados foram imediatos e significativos. Após implementar nossa estratégia, vimos uma melhoria drástica em todas as métricas-chave.
Em colaboração com nosso cliente, descobrimos que a taxa de sucata caiu para menos de 2%. O tempo de ciclo por peça foi reduzido em aproximadamente 35%. Este exemplo bem-sucedido de peça de titânio demonstra como uma abordagem inteligente e colaborativa pode superar até os desafios de usinagem mais difíceis.
Este estudo de caso de usinagem de titânio destaca um princípio fundamental. A colaboração proativa e uma estratégia de usinagem bem planejada são essenciais. Eles transformam um projeto difícil em um sucesso repetível e econômico, entregando uma peça que funciona perfeitamente sob condições aeroespaciais exigentes.
O Futuro da Usinagem de Titânio: Tecnologias Avançadas a Observar
O mundo da usinagem CNC de titânio está à beira de uma grande mudança. Estamos indo além de apenas fusos mais rápidos e ferramentas mais afiadas.
A próxima vaga de inovação
Três áreas-chave estão impulsionando essa mudança. São elas a fabricação híbrida, os revestimentos avançados de ferramentas e os controles alimentados por IA.
Porque é que isto é importante
Estas não são apenas teorias. Elas prometem benefícios reais. Pense em produção mais rápida, peças melhores e processos mais inteligentes. O futuro da usinagem de titânio é empolgante.
| Tecnologia | Abordagem tradicional | Impacto Futuro |
|---|---|---|
| Criação de Peças | Puramente Subtrativo | Aditivo + Subtrativo |
| Ferramentas | Carboneto Padrão | Ferramentas Revestidas e Inteligentes |
| Processo | Ajuste Manual | Orientado por IA, Adaptativo |

Vamos detalhar essas inovações na fabricação de titânio. Cada uma delas resolve um desafio central diferente na usinagem CNC de titânio, movendo a indústria em direção a um novo padrão.
Usinagem Híbrida: O Melhor dos Dois Mundos
Imagine construir uma peça complexa de titânio próxima à sua forma final usando impressão 3D. Em seguida, você usa a usinagem CNC para os toques finais críticos. Esta é a fabricação híbrida.
Essa abordagem reduz drasticamente o desperdício de material. Ela também diminui o tempo total de usinagem, que é um grande impulsionador de custos para projetos de titânio. É uma parte fundamental da estratégia avançada de CNC de titânio.
Revestimentos Avançados de Ferramentas
O calor é o inimigo ao cortar titânio. Novos revestimentos de ferramentas são nossa melhor defesa. Eles criam uma barreira incrivelmente dura e lisa entre a ferramenta e o material.
Estes novos revestimentos melhoram drasticamente as tribológico17 propriedades na interface de corte. Com base em nossos testes internos, alguns revestimentos podem estender a vida útil da ferramenta em mais de 30%, permitindo velocidades de corte mais altas.
| Tipo de revestimento | Benefício chave | Aplicação ideal |
|---|---|---|
| TiAlN | Dureza em alta temperatura | Desbaste de alta velocidade |
| AlCrN | Resistência superior ao desgaste | Operações de acabamento |
| Nanocomposto | Dureza extrema e baixo atrito | Peças aeroespaciais exigentes |
Controle Adaptativo Impulsionado por IA
É aqui que a fabricação se torna verdadeiramente inteligente. Sensores na máquina escutam o processo de corte. A IA analisa esses dados em tempo real.
Se detectar problemas como desgaste da ferramenta ou vibração, ela ajusta automaticamente os parâmetros de corte. Isso evita falhas e garante qualidade consistente sem supervisão constante do operador.
O futuro da usinagem de titânio combina métodos aditivos e subtrativos, ferramentas aprimoradas e IA. Essas inovações estão preparadas para revolucionar a eficiência, reduzir o desperdício e melhorar a qualidade das peças, definindo a próxima geração de fabricação avançada de titânio CNC.
Obtenha uma Cotação Personalizada de Usinagem CNC de Titânio da PTSMAKE Hoje Mesmo!
Pronto para levar seu projeto de usinagem CNC de titânio do conceito à produção com precisão e confiabilidade inigualáveis? Entre em contato com a equipe de especialistas da PTSMAKE para um orçamento rápido e sem compromisso — experimente qualidade de classe mundial, suporte responsivo e entrega pontual para suas peças de alto desempenho!

Saiba mais sobre por que essa propriedade é essencial para materiais usados dentro do corpo humano. ↩
Descubra como ocorre o desgaste adesivo e como ele afeta a integridade superficial de suas peças usinadas. ↩
Saiba como esse tipo específico de transferência de material entre a ferramenta e a peça de trabalho causa falha prematura da ferramenta. ↩
Entenda como essa adesão de material pode destruir sua peça de trabalho e ferramenta, e aprenda métodos eficazes de prevenção. ↩
Explore como este processo aumenta a resistência inerente do titânio à corrosão em ambientes agressivos. ↩
Explore como este efeito metalúrgico impacta a vida útil da ferramenta e o resultado final do seu projeto. ↩
Aprenda como este efeito metalúrgico complica a usinagem e quais medidas tomamos para evitá-lo. ↩
Aprenda como este erro cumulativo afeta a qualidade final da sua peça e como controlá-lo. ↩
Aprenda como uma cadeia de custódia documentada protege seu projeto e garante a conformidade total. ↩
Aprenda como prevenir falhas de material quando metais dissimilares são usados em uma montagem. ↩
Entenda as forças internas que podem comprometer a precisão dimensional da sua peça. ↩
Saiba mais sobre este desafio crítico de usinagem e como evitá-lo. ↩
Aprenda como a fixação adequada da peça aumenta a eficiência da produção e a consistência da peça em usinagem CNC de alto volume. ↩
Descubra como o CEP ajuda a reduzir defeitos e melhorar a consistência da fabricação para seus projetos. ↩
Descubra como esta propriedade do material impacta a vida útil da ferramenta e a qualidade da peça durante a usinagem. ↩
Aprenda como esta propriedade do material afeta a usinabilidade e a vida útil da ferramenta em nosso guia detalhado. ↩
Entenda a ciência do atrito e do desgaste para ver como novos revestimentos revolucionam o desempenho da ferramenta. ↩






