

Titanium verspanen vereist extreme precisie, toch hebben veel CNC-werkplaatsen moeite met de beruchte reputatie van het materiaal op het gebied van werkversteviging, snelle gereedschapsslijtage en thermische uitdagingen. Deze moeilijkheden leiden vaak tot afgekeurde onderdelen, overschreden budgetten en gemiste deadlines voor kritieke componenten in de lucht- en ruimtevaart en medische sector.
CNC-verspanen van titanium vereist gespecialiseerd snijgereedschap, nauwkeurig thermisch beheer en strategische bewerkingsparameters om de lage thermische geleidbaarheid en de neiging tot werkversteviging te overwinnen, wat zorgt voor een succesvolle productie van hoogwaardige onderdelen.

Deze uitgebreide gids behandelt alles, van de selectie van titaniumkwaliteit en gereedschapsstrategieën tot het bereiken van nauwe toleranties en het opschalen van de productie. U ontdekt bewezen technieken die veelvoorkomende uitdagingen bij het verspanen van titanium aanpakken en leert hoe u leveranciers kunt evalueren voor uw meest veeleisende projecten.
De complete gids voor titaniumkwaliteiten voor CNC-verspanen
Choosing the right titanium grade is critical. It directly impacts your part’s performance and cost. Not all titanium is the same.
The differences between grades can be huge. This is especially true for CNC machining titanium parts.
We’ll look at the most common options. You’ll learn which one fits your project best. Let’s compare some popular titanium grades for machining.
| Rang | Sterkte | Corrosiebestendigheid | Bewerkbaarheid |
|---|---|---|---|
| Rang 2 | Matig | Uitstekend | Goed |
| Rang 5 | Hoog | Zeer goed | Eerlijk |
| Rang 23 | Hoog | Uitstekend | Eerlijk |
This guide helps you in choosing the titanium alloy wisely.
Grade 2: The Workhorse
Grade 2 is commercially pure titanium. It offers excellent corrosion resistance and formability. This makes it a great choice for many applications.
Think of marine or chemical processing parts. Its lower strength compared to alloys is its main trade-off. However, its machinability is a significant advantage. It saves time and tool wear during production.
Grade 5 (Ti-6Al-4V): The Aerospace Standard
Grade 5, or Ti-6Al-4V, is the most popular alloy. It provides a fantastic combination of high strength, low weight, and good corrosion resistance. The Ti-6Al-4V properties make it ideal for aerospace.
U vindt het in structurele componenten en motoronderdelen. De sterkte-gewichtsverhouding is simpelweg ongeëvenaard door de meeste andere metalen. Daarom wordt het zo gewaardeerd in high-performance toepassingen.
Graad 23: De Medische Keuze
Graad 23 is een zuiverdere versie van Graad 5. Het heeft een lager gehalte aan zuurstof, stikstof en ijzer. Dit verbetert de ductiliteit en breuktaaiheid.
Het belangrijkste kenmerk is de uitstekende biocompatibiliteit1. Dit maakt het de topkeuze voor medische implantaten. Denk aan bot Schroeven, pinnen en tandheelkundige implantaten. Het is veilig voor langdurig contact met het menselijk lichaam.
| Functie | Rang 2 | Kwaliteit 5 (Ti-6Al-4V) | Rang 23 (ELI) |
|---|---|---|---|
| Samenstelling | Commercieel zuiver | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (Extra Lage Interstitiëlen) |
| Sterkte | Onder | Hoog | Hoog |
| Vervormbaarheid | Hoog | Matig | Hoog |
| Primair gebruik | Industrieel | Ruimtevaart, Automobielindustrie | Medische implantaten |
Het kiezen van de juiste titaniumkwaliteit is cruciaal. Graad 2 biedt een uitstekende bewerkbaarheid. Graad 5 biedt superieure sterkte voor de luchtvaart. Graad 23 is de standaard voor medische implantaten vanwege de zuiverheid en veiligheid. Uw toepassing bepaalt de keuze.
De vier kernuitdagingen van de bewerkbaarheid van titanium
Dus, waarom is titanium zo moeilijk te bewerken? Het is niet één ding. Het is een combinatie van vier verschillende eigenschappen. Elk creëert een uniek probleem voor machinisten.
Ingenieurs en inkoopmanagers moeten deze problemen begrijpen. Ze hebben directe invloed op productiekosten, tijdlijnen en de kwaliteit van het eindproduct.
Hier is een korte samenvatting van de belangrijkste boosdoeners:
| Uitdaging | Primaire invloed |
|---|---|
| Lage thermische geleidbaarheid | Extreme hitte op het snijgereedschap |
| Hard werken | Materiaal wordt harder tijdens het snijden |
| Vastplakken (Adhesie) | Titanium last aan het gereedschapsoppervlak |
| Hoge slijtage van gereedschap | Gereedschappen slijten zeer snel |
Het aanpakken van deze problemen bij het bewerken van titanium is geen optie. Het is essentieel voor succes.

Het begrijpen van de "waarom" achter deze uitdagingen is de eerste stap naar het vinden van een oplossing. Bij PTSMAKE hebben we jaren besteed aan het ontwikkelen van strategieën om elk van deze specifieke problemen bij het CNC-bewerken van titanium tegen te gaan. Het vereist een andere mentaliteit dan het bewerken van staal of aluminium.
Lage thermische geleidbaarheid: het warmteprobleem
Titanium voert warmte slecht af. Ongeveer 80% van de warmte die tijdens het snijden wordt gegenereerd, wordt direct overgedragen naar het snijgereedschap, niet naar de spanen. Deze extreme hitte kan gereedschapsvervorming en -falen veroorzaken.
Chemische reactiviteit en vastlopen
Titanium is zeer reactief bij hoge temperaturen. Dit zorgt ervoor dat spanen aan de snijkant van het gereedschap lassen. Dit fenomeen, bekend als knagend2, leidt tot een slechte oppervlakteafwerking en kan ervoor zorgen dat het gereedschap voortijdig breekt. Het is een constante strijd tegen adhesie.
Begrip van titanium werkversteviging
Titanium heeft de neiging om te verharden tijdens het bewerken. De druk en hitte van het snijgereedschap kunnen de oppervlakte laag aanzienlijk harder maken dan het basismateriaal. Dit maakt volgende sneden veel moeilijker, wat de gereedschapsslijtage verhoogt.
Het domino-effect op gereedschapsslijtage
Deze factoren combineren om snelle en ernstige gereedschapsslijtage te creëren. De hoge hitte, chemische reactiviteit en werkversteviging vallen tegelijkertijd het snijgereedschap aan. Op basis van onze interne tests kan de levensduur van het gereedschap drastisch korter zijn in vergelijking met andere veelvoorkomende metalen.
| Materiaal | Verwachte relatieve levensduur van gereedschap |
|---|---|
| Aluminium 6061 | 100% (Basislijn) |
| Roestvrij staal 304 | 25% |
| Titaan Ti-6Al-4V | <10% |
Dit maakt gereedschapsbeheer en -vervanging een kritieke kostenfactor.
Het overwinnen van de bewerkingsmoeilijkheden van titanium - hitte, verharding en vastlopen - is cruciaal. Deze problemen verhogen direct de gereedschapsslijtage, verhogen de kosten en kunnen de kwaliteit van onderdelen compromitteren als ze niet worden beheerd door een ervaren partner. Succes vereist specifieke strategieën voor elke uitdaging.
Geheimen voor het selecteren van het juiste snijgereedschap voor titanium
Het kiezen van het juiste gereedschap is cruciaal voor het bewerken van titanium. De belangrijkste vijand is hitte. Het wordt niet afgevoerd via de spanen zoals bij staal. In plaats daarvan concentreert het zich op de snijkant, wat leidt tot snelle gereedschapsslijtage.
Daarom zijn gespecialiseerde gereedschappen niet onderhandelbaar. Carbide kwaliteiten met sub-microngranulatie zijn een goed begin. Ze bieden de nodige taaiheid. Een geschikte coating biedt vervolgens de thermische barrière.
Laten we enkele veelvoorkomende materiaalkeuzes bekijken.
| Gereedschapsmateriaal | Hittebestendigheid | Slijtvastheid | Toepassing |
|---|---|---|---|
| Ongecoat carbide | Goed | Goed | Algemeen doel |
| AlTiN Gecoat Carbide | Uitstekend | Uitstekend | Machinale bewerking met hoge snelheid |
| PVD Gecoat Carbide | Zeer goed | Zeer goed | Afwerking |
Het selecteren van de beste snijgereedschappen voor titanium betekent het afstemmen van het materiaal en de coating op uw specifieke bewerking.

Naast het materiaal is de gereedschapsgeometrie cruciaal. Voor succesvolle CNC-bewerking van titanium zoek ik altijd naar gereedschappen met een scherpe snijkant en een positieve spaanhoek. Dit vermindert de snijkrachten en daardoor de warmteontwikkeling. Een hogere spiraalhoek, vaak rond de 35-45 graden, helpt bij de spaanafvoer. Slechte spaanafvoer kan leiden tot herhaaldelijk snijden, wat desastreus is voor de levensduur van het gereedschap.
Coatings zoals Aluminium Titanium Nitride (AlTiN) zijn standaard. Ze vormen een beschermende laag aluminiumoxide bij hoge temperaturen, waardoor het hardmetalen substraat wordt geïsoleerd. Dit is een gamechanger. We hebben gezien dat de levensduur van gereedschappen in onze tests aanzienlijk is verlengd door simpelweg over te schakelen op de juiste coating.
De toolpath-strategie is echter net zo essentieel. Vermijd scherpe hoeken en abrupte richtingsveranderingen. Gebruik in plaats daarvan trochoidale freespaden of high-efficiency milling (HEM) paden. Deze behouden een consistente gereedschapsaanpakhoek. Dit voorkomt schokbelasting en regelt de warmte, wat een belangrijke oorzaak is van adhesieslijtage3. Het maakt het hele proces soepeler.
De beste titanium bewerkingsgereedschappen zijn vaak niet de goedkoopste. Er is een duidelijk compromis.
| Factor | High-Performance Gereedschappen | Standaard Gereedschappen |
|---|---|---|
| Initiële kosten | Hoger | Onder |
| Levensduur gereedschap | Aanzienlijk langer | Kortere |
| Bewerkingssnelheid | Sneller | Langzamer |
| Kosten per onderdeel | Onder | Hoger |
Meer investeren in premium hardmetalen gereedschappen voor titanium betaalt zich terug. U krijgt een langere levensduur, snellere cyclustijden en uiteindelijk lagere kosten per afgewerkt onderdeel. Bij PTSMAKE begeleiden we onze partners bij deze beslissing.
Succes bij het bewerken van titanium hangt af van een strategische combinatie van gereedschapsmateriaal, specifieke geometrie en intelligente toolpaths. Deze holistische aanpak beheert warmte en slijtage, waarbij de initiële gereedschapskosten worden afgewogen tegen de prestaties op lange termijn om de uiteindelijke kosten per onderdeel te verlagen.
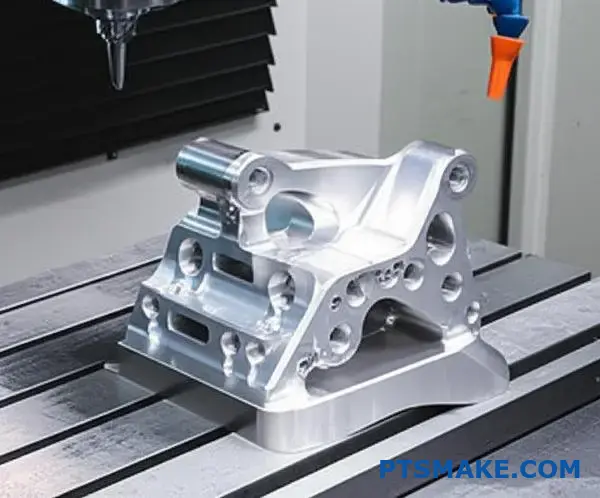
Hoe nauwe toleranties te bereiken op titanium CNC-onderdelen
Het bereiken van een precisie van ±0,001 inch of nauwkeuriger op titanium is een ware test van de vaardigheid van een machinefabriek. Het gaat niet alleen om het snijden van metaal. Het gaat om het beheersen van een moeilijk materiaal.
Succes in high-precision titanium machining vereist een holistische aanpak. U moet de warmte beheren, het onderdeel perfect vastzetten en de juiste apparatuur gebruiken. Elke stap is cruciaal.
| Uitdaging | Kernstrategie |
|---|---|
| Warmteontwikkeling | Effectief koelmiddelbeheer |
| Onderdeel Doorbuiging | Robuuste opspanning |
| Dimensionale nauwkeurigheid | Inspectie tijdens proces |
Het vasthouden van deze strakke tolerantie titanium onderdelen vereist het beheersen van deze kerngebieden. Er is heel weinig ruimte voor fouten.

Engineeringstrategieën voor precisie
Om te slagen in titanium precisie-bewerking, moet u verder gaan dan standaardpraktijken. Het vereist een diepgaand begrip van het gedrag van het materiaal onder spanning. Hier bij PTSMAKE richten we ons op vier belangrijke gebieden.
Thermisch beheer is cruciaal
Titanium voert warmte niet goed af. Dit betekent dat warmte zich concentreert op het snijgereedschap, wat snelle slijtage veroorzaakt. Koelmiddel onder hoge druk is geen suggestie; het is een vereiste. Het spoelt spanen weg en voorkomt dat warmte het oppervlak en de afmetingen van het onderdeel verpest.
Fixturing for Absolute Rigidity
When machining titanium, cutting forces are high. A weak fixture will allow the part to vibrate or deflect, making tight tolerances impossible. We often design custom fixtures that support the component rigidly, preventing any movement during the cnc machining titanium proces.
The Right Machine for the Job
Your CNC machine must be up to the task. This means a rigid, heavy-duty machine with high-torque spindles and minimal runout. Without a capable machine, you will fight a losing battle against tool deflection and vibration.
| Machine Requirement | Waarom het belangrijk is |
|---|---|
| Hoge stijfheid | Prevents vibration and chatter |
| High-Torque Spindle | Maintains cutting speed under load |
| Precision Ways/Guides | Ensures accurate tool positioning |
Failure in any of these areas compromises the entire process. The risk of knagend4 also increases with improper setups, which can weld chips to the tool.
Inspectie tijdens proces
You cannot wait until the end to measure the part. We use in-process probing to check critical dimensions throughout the machining cycle. This allows us to compensate for tool wear or thermal expansion in real-time, ensuring the final part is perfect.
Achieving tight tolerances in titanium requires a system. It combines thermal control, rigid workholding, capable machinery, and constant measurement. This systematic approach transforms a challenging material into a finished part that meets the most demanding specifications.
De complete gids voor het afwerken en ontbramen van titanium onderdelen
After CNC machining titanium, the journey isn’t over. Post-processing is where a good part becomes exceptional. This crucial stage defines its final look, feel, and performance.
Effectief titanium ontbramen verwijdert scherpe randen die door bewerking zijn achtergebleven. Dit is cruciaal voor veiligheid en correcte werking.
Oppervlakteafwerking verbetert vervolgens de esthetiek en eigenschappen. Opties variëren van duurzame coatings tot hoogglans polijsten. Het kiezen van de juiste titanium onderdelen afwerken methode is essentieel.
| Procesfase | Primair doel | Impact |
|---|---|---|
| Ontbramen | Braampjes en scherpe randen verwijderen | Veiligheid, Functionaliteit |
| Afwerking | Oppervlakte-eigenschappen wijzigen | Esthetiek, Duurzaamheid |

Effectieve Titanium Ontbraamtechnieken
De taaiheid van titanium maakt braampjes hardnekkig. Handmatig ontbramen is gebruikelijk, maar kan inconsistent zijn. Voor precisie kiezen we vaak voor geautomatiseerde methoden.
Vibratie-tumbling is uitstekend voor kleine onderdelen. Het gebruikt schuurmedia om braampjes soepel te verwijderen. Voor complexe interne kenmerken biedt elektrochemisch ontbramen een contactloze oplossing. Het lost braampjes op zonder de integriteit van het onderdeel aan te tasten.
Belangrijke Titanium Oppervlaktebehandelingsopties
De juiste afwerking hangt volledig af van de toepassing. Elke titanium oppervlaktebehandeling biedt unieke voordelen voor zowel functie als uiterlijk.
Anodiseren
Anodiseren creëert een duurzame oxidelaag op het titanium. Dit proces verbetert de slijtage- en corrosiebestendigheid. Het maakt ook levendige, permanente kleuring mogelijk zonder verf. Dit wordt bereikt door een elektrochemische passivering5 die de natuurlijke oxidelaag verdikt.
Parelstralen
Parelblasten produceert een uniforme, niet-directionele matte afwerking. Het reinigt het oppervlak en kan de vermoeiingslevensduur verbeteren door compressieve spanning te creëren. Het is een kosteneffectieve manier om een schone, professionele uitstraling te bereiken.
Polijsten
Voor toepassingen die een glad, reflecterend oppervlak vereisen, is polijsten ideaal. Het vermindert oppervlaktewrijving en verbetert de esthetische aantrekkingskracht. Dit is vaak een meerstaps proces, beginnend met grove schuurmiddelen en eindigend met fijne compounds.
| Afwerkingsmethode | Belangrijkste voordeel | Gemeenschappelijke toepassing |
|---|---|---|
| Anodiseren | Corrosiebestendigheid, kleur | Medische implantaten, Ruimtevaart |
| Parelstralen | Uniforme matte afwerking | Auto-onderdelen, Gereedschappen |
| Polijsten | Lage wrijving, esthetiek | Consumentenelektronica, Sieraden |
Nabewerking is geen bijzaak. Goede ontbraming van titanium zorgt voor veiligheid en pasvorm, terwijl strategische oppervlakteafwerking de uiteindelijke prestaties, corrosiebestendigheid en esthetische waarde van het onderdeel bepaalt, wat essentieel is na cnc machining titanium.
Kostenfactoren bij het CNC-verspanen van titanium: een transparante uitsplitsing
Het begrijpen van de prijsstelling van titanium onderdelen vereist een duidelijke kijk op de belangrijkste kostenfactoren. Het is niet één ding dat het duur maakt; het is een combinatie van factoren.
Primaire Kostenfactoren
De belangrijkste redenen waarom titanium bewerken duur is, zijn eenvoudig. Hoge grondstofkosten vormen het beginpunt.
Dan komt de trage bewerkingstijd. We moeten machines op lagere snelheden laten draaien om warmte en gereedschapsslijtage te beheersen. Dit verhoogt direct het aantal uren dat per onderdeel nodig is.
Ten slotte dragen snelle gereedschapsverbruik en noodzakelijke nabewerkingen bij aan de uiteindelijke kosten.
| Kostendrijver | Impact op de Eindprijs | Reden |
|---|---|---|
| Grondstof | Hoog | Intrinsieke schaarste en moeilijk extractieproces. |
| Bewerkingstijd | Hoog | Lage snijsnelheden vereist voor thermisch beheer. |
| Kosten gereedschap | Hoog | Snelle slijtage van gespecialiseerde, dure snijgereedschappen. |
| Secundaire bewerkingen | Medium | Vaak vereist voor oppervlakte-integriteit en afwerking. |

Laten we dieper ingaan op waarom deze elementen de kosten van het bewerken van titanium zo sterk beïnvloeden. Het is meer dan alleen de prijs van de metalen staaf. De werkelijke kosten komen naar voren op de werkplekvloer.
De bewerkingstijdvermenigvuldiger
Langzaam bewerken is niet zomaar een ongemak; het is een belangrijke kostenvermenigvuldiger. De lage thermische geleidbaarheid van titanium houdt warmte vast aan de snijkant. Dit dwingt ons om de snelheden te verlagen om gereedschapsuitval en materiaalbeschadiging te voorkomen.
Dit langzame proces vergroot ook het risico op werkharding6, waarbij het materiaal tijdens het snijden nog harder wordt. Dit maakt volgende passages moeilijker en slijt gereedschappen verder af. Het is een uitdagende cyclus.
Kosten voor gereedschap en nabewerking
Bij PTSMAKE gebruiken we gespecialiseerde hardmetalen gereedschappen met specifieke coatings voor CNC-bewerking van titanium. Deze zijn duurder en slijten sneller dan standaard gereedschappen, waardoor ze frequent vervangen moeten worden. Dit verbruik is een directe, terugkerende kostenpost.
Secundaire bewerkingen zoals warmtebehandeling of anodiseren zijn vaak geen optie. Ze zijn cruciaal voor het bereiken van de vereiste mechanische eigenschappen of corrosiebestendigheid van het onderdeel. Elke stap voegt een nieuwe laag kosten en tijd toe aan het project.
| Operatie | Doel | Relatieve kostenimpact |
|---|---|---|
| Warmtebehandeling | Spanningsvermindering, sterkteverbetering | Medium |
| Anodiseren | Corrosiebestendigheid, oppervlakteafwerking | Laag tot gemiddeld |
| Slijpen | Het bereiken van nauwe toleranties | Hoog |
| Passiveren | Corrosiebestendigheid verbeteren | Laag |
De belangrijkste kostenfactoren - materiaal, uitgebreide bewerkingstijd, hoog gereedschapsverbruik en essentiële nabewerkingen - verklaren gezamenlijk waarom CNC-bewerking van titanium een premium service is. Goede planning is cruciaal voor nauwkeurige budgettering en kostenbeheersing.
Ontwerp voor maakbaarheid (DFM) geheimen voor titanium onderdelen
Bij het ontwerpen van titanium onderdelen moet u specifieke regels volgen. Dit is geen materiaal dat ontwerpfouten gemakkelijk vergeeft.
Het volgen van een duidelijke titanium DFM-gids is essentieel. Het helpt u veelvoorkomende en kostbare bewerkingsproblemen te omzeilen voordat ze zich voordoen.
Belangrijke afmetingen voor bewerkbaar titaniumontwerp
Laten we ons eerst richten op de kerngeometrie. Wanddikte en interne radii zijn kritieke startpunten voor elk succesvol ontwerp.
Royale radii stellen ons in staat om grotere, stabielere gereedschappen te gebruiken. Dit vermindert trillingen en verbetert de oppervlakteafwerking, wat direct invloed heeft op de kwaliteit van het onderdeel.
Op basis van onze tests is het aanhouden van deze parameters een veilige keuze.
| Functie | Aanbevolen specificatie | Voornaamste reden |
|---|---|---|
| Minimale wanddikte | > 1,0 mm (0,040") | Voorkomt kromtrekken van het onderdeel en trillingen |
| Minimale interne radius | > 0,8 mm (0,031") | Vermindert gereedschapsspanning en snijkrachten |
Deze eenvoudige regels vormen de basis van een effectief, bewerkbaar titaniumontwerp.

Diepere duik: Gatdiepte en toegankelijkheid van kenmerken
Veel ontwerpen struikelen als het gaat om gaten en complexe kenmerken. De unieke eigenschappen van titanium maken deze gebieden bijzonder uitdagend voor CNC-bewerking.
Diepe gaten zijn bijvoorbeeld een belangrijke oorzaak van gereedschapsfalen. Warmte wordt niet goed afgevoerd en spaanafvoer wordt ongelooflijk moeilijk. Slechte gereedschapstoegang bemoeilijkt de zaken ook. Het vereist vaak aangepaste armaturen of langere gereedschappen, wat de stijfheid en precisie vermindert.
Tijdens het bewerkingsproces kunnen onjuiste toevoer- en snelheidsinstellingen veroorzaken werkharding7, waardoor het materiaal nog moeilijker te snijden is. Dit is een probleem dat we vaak zien bij ontwerpen die niet geoptimaliseerd zijn.
Optimizing for Tool Access and Efficiency
Always consider how a tool will approach each feature. If access is blocked, it forces more complex and expensive multi-axis setups.
We’ve found these guidelines greatly improve machinability.
| Ontwerpaspect | DFM Guideline | Impact on CNC Machining Titanium |
|---|---|---|
| Verhouding gatdiepte/diameter | Keep below 6:1 | Enhances chip removal, lowers tool breakage risk |
| Toegankelijkheid | Ensure clear tool paths | Minimizes setups, allows for shorter/stiffer tools |
By simplifying geometry and ensuring good access, you make the part inherently easier and cheaper to produce. It’s a fundamental principle of good design for manufacturing.
Adhering to these titanium DFM guidelines for wall thickness, radii, and hole depths is crucial. Proper design significantly reduces machining time, lowers costs, and prevents production delays, ensuring a smoother process from prototype to production at PTSMAKE.
5-assig CNC-verspanen voor complexe titanium geometrieën
When machining titanium, complexity is often a given. This is especially true for parts like aerospace brackets or medical implants. These components demand absolute precision.
This is where 5-axis titanium machining excels. It allows us to approach intricate features from multiple angles in a single setup.
This method directly enhances accuracy and integrity. It minimizes the risks that come with re-clamping a part. The benefits for complex titanium parts are clear.
| Voordeel | Impact on Titanium Parts |
|---|---|
| Fewer Setups | Vermindert cumulatieve fout |
| Betere gereedschapstoegang | Maakt complexe contouren mogelijk |
| Hogere nauwkeurigheid | Voldoet aan strikte luchtvaart-/medische specificaties |
Het voordeel van één installatie
Het belangrijkste voordeel van meerassige CNC-titaniumbewerking is de "single-setup" aanpak. Elke keer dat u een onderdeel verplaatst en opnieuw klemt, introduceert u een klein risico op fouten. Dit kan een enorm probleem zijn.
Door op vijf zijden te bewerken zonder opnieuw te fixeren, elimineren we deze variabele vrijwel. Dit beschermt de geometrische nauwkeurigheid van het onderdeel van begin tot eind. Het is een kernprincipe dat we bij PTSMAKE volgen voor alle kritieke componenten.
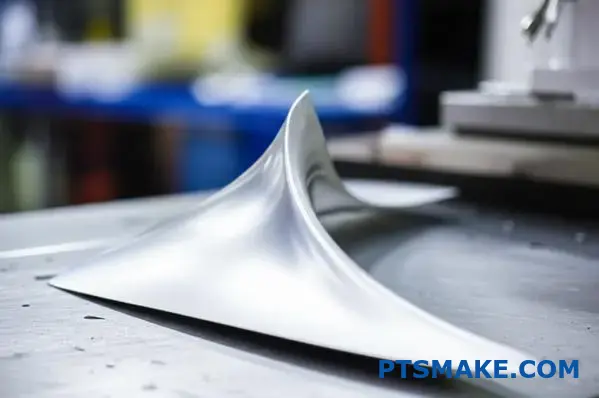
Complexe geometrieën ontsluiten
Voor onderdelen met gebogen oppervlakken, zoals vloeistofcomponenten of implantaten, is 5-assig niet alleen beter; het is noodzakelijk. Het zorgt ervoor dat het snijgereedschap tangentieel blijft aan het oppervlak.
Deze continue beweging zorgt voor superieure oppervlakteafwerkingen. Het stelt ons ook in staat om diepe, complexe zakken te bewerken die onmogelijk zijn op 3-assige machines. De cumulatieve fout, ook bekend als tolerantie stapeling8, wordt met deze methode aanzienlijk verminderd.
3-assig vs. 5-assig voor titanium
| Functie | 3-assig verspanen | 5-assig verspanen |
|---|---|---|
| Vereiste instellingen | Meervoudig | Enkel (vaak) |
| Nauwkeurigheid op contouren | Onder | Zeer hoog |
| Cyclustijd | Langer | Kortere |
| Deel Integriteit | Goed, maar risico's van opnieuw fixeren | Uitstekend |
Deze efficiëntie in CNC-titaniumbewerking leidt tot betere onderdelen, sneller.
Samenvattend is 5-assige bewerking een gamechanger voor complexe titanium onderdelen. Het vermindert het aantal setups, verhoogt de nauwkeurigheid op gebogen oppervlakken en zorgt voor superieure onderdeelintegriteit. Dit maakt het essentieel voor kritieke toepassingen in de luchtvaart- en medische industrie.
Hoe materiaaltraceerbaarheid te garanderen voor kritieke titanium componenten
In sectoren met hoge inzet, zoals de lucht- en ruimtevaart en de medische sector, is materiaaltraceerbaarheid niet zomaar een best practice. Het is een absolute vereiste.
Elk kritiek titaniumcomponent moet een verifieerbare geschiedenis hebben. Dit proces garandeert prestaties, veiligheid en betrouwbaarheid onder extreme omstandigheden.
Het begint allemaal met gecertificeerde materiaalinkoop. Nauwkeurige tracking van warmte- en lotnummers volgt. Dit is essentieel voor gecertificeerde titanium bewerking.
De hele reis, van grondstof tot afgewerkt onderdeel, moet gedocumenteerd zijn.
| Functie | Traceerbaar Titanium | Niet-traceerbaar Titanium |
|---|---|---|
| Verificatie | Gecertificeerde Mill Rapporten | Onbekende Oorsprong |
| Risico | Laag; Voldoet aan normen | Hoog; Potentiële storing |
| Naleving | Audit-klaar | Niet-conform |

De Pijlers van Traceerbaarheid: Inkoop, Tracking en Documentatie
Gecertificeerde inkoop is de basis. We werken alleen samen met leveranciers die volledige documentatie leveren voor elke partij titanium. Dit omvat altijd Mill Test Reports (MTR's) die de exacte chemische en fysische eigenschappen van het materiaal verifiëren tegen de vereiste specificaties.
Warmte- en lotnummerregistratie
Zodra het gecertificeerde materiaal in onze faciliteit arriveert, kennen we er een uniek intern registratienummer aan toe. Dit nummer is rechtstreeks gekoppeld aan het oorspronkelijke warmte- of lotnummer van de leverancier.
Dit verband wordt gehandhaafd gedurende de gehele cnc machining titanium workflow. Van snijden en frezen tot afwerking en eindinspectie, elke stap wordt geregistreerd tegen dit nummer. Dit creëert een ononderbroken keten van beheer9 van de ruwe staaf tot het eindcomponent dat u ontvangt.
Auditgereedheid waarborgen
Deze nauwkeurige documentatie maakt audits eenvoudig en transparant. We kunnen direct de volledige productiegeschiedenis van elk onderdeel ophalen. Deze gereedheid is cruciaal voor het voldoen aan strikte luchtvaart titanium normen zoals AS9100 en bewijst onze procesbeheersing.
| Documenttype | Doel |
|---|---|
| Mill Test Report (MTR) | Certificeert de eigenschappen van de grondstof van de fabriek. |
| Conformiteitscertificaat (CoC) | Bevestigt dat onderdelen voldoen aan alle gespecificeerde vereisten. |
| Interne Werkorder | Volgt de reis van het onderdeel door de productie. |
Robust titanium material traceability is built on certified sourcing, diligent tracking, and thorough documentation. This system is not just for compliance; it’s a fundamental part of risk management and quality assurance for every critical component we manufacture.
De ultieme gids voor titanium versus aluminium voor CNC-onderdelen
Choosing between titanium and aluminum is a critical decision. It directly impacts your part’s performance, weight, and final cost. This is not just about picking the stronger material.
It’s about matching properties to your specific application needs. For hardware leaders, understanding this material comparison for CNC is key to success.
In een oogopslag Vergelijking
A quick look at the core differences is essential. Here is a high-level overview of the most common grades we work with.
| Functie | Titanium (Ti-6Al-4V) | Aluminium (6061-T6) |
|---|---|---|
| Sterkte | Zeer hoog | Matig |
| Gewicht | Heavier than Al | Zeer licht |
| Kosten | Hoog | Laag |
| Bewerkbaarheid | Moeilijk | Uitstekend |
This table shows the fundamental trade-offs we manage daily.

Deeper Dive: Performance vs. Cost
When we analyze strength-to-weight, titanium is the clear winner. This makes it a staple in aerospace and medical implants. Its performance under stress and at high temperatures is unmatched by aluminum. However, this premium performance comes at a price.
The challenges in cnc machining titanium are significant. It has low thermal conductivity, which traps heat at the tool tip. This leads to faster tool wear and slower machining speeds. Our process at PTSMAKE involves specialized tooling and cooling strategies to manage this.
Corrosion Resistance and Application Nuances
Titanium forms a stable, passive oxide layer. This makes it incredibly resistant to corrosion from saltwater and many industrial chemicals. Aluminum is also corrosion-resistant but can be vulnerable. It is susceptible to Galvanische corrosie10 when in contact with more noble metals.
Deze titanium vs aluminum machining decision often depends on the operating environment. A marine application might demand titanium, while a consumer electronics housing is perfect for aluminum.
Data-Driven Material Comparison
| Eigendom | Titanium (graad 5) | Aluminium (6061) | Aluminium (7075) |
|---|---|---|---|
| Dichtheid (g/cm³) | 4.43 | 2.70 | 2.81 |
| Treksterkte (MPa) | ~950 | ~310 | ~572 |
| Bewerkbaarheidsclassificatie | Slecht | Goed | Eerlijk |
Our test results show even high-strength 7075 aluminum doesn’t reach titanium’s level. This data is crucial when choosing titanium or aluminum for demanding parts.
The choice between titanium and aluminum for CNC parts is a balance. You must weigh superior strength and corrosion resistance against higher material and machining costs. The application’s specific requirements will always guide the best material selection for your project.
Hoe vervorming van titanium onderdelen tijdens het verspanen te voorkomen
Titanium part distortion is a common headache. It stems from high residual stress within the material. The forces from machining release this stress unevenly.
This leads to warping and dimensional instability. Preventing titanium warping requires a thoughtful strategy from the very start. It’s not just about cutting metal.
The Core Problem: Machining Stress
Machining stress in titanium is significant. The material’s low thermal conductivity traps heat in the cutting zone. This heat, combined with cutting forces, induces stress. Poor strategy makes it worse.
A smart approach controls these factors carefully.
A multi-step process is crucial for preventing titanium warping. We can’t treat it like aluminum or steel. Each step must be designed to manage and relieve stress. Ignoring this guarantees dimensional problems later on.
Strategic Roughing and Finishing
We never machine a titanium part to its final dimension in one go. First, we perform a roughing operation. We leave a consistent amount of material, usually 0.5mm to 1.5mm, on all surfaces. This initial pass removes most of the material and absorbs the bulk of the Restspanning11.
After roughing, a stress-relief step is essential. This can be a thermal treatment. The part is heated to a specific temperature and then slowly cooled. This process relaxes the internal stresses introduced during roughing.
| Stress Relief Method | Belangrijkste voordeel | Typische toepassing |
|---|---|---|
| Thermisch ontharden | Highly effective at reducing stress | Critical aerospace parts |
| Vibrerende stressverlichting | Faster, no thermal distortion | Large, non-critical structures |
Advanced Fixturing Techniques
Finally, we perform the finishing pass. Proper fixturing is critical here. We use low-clamping force fixtures. This prevents introducing new stresses into the now-stabilized part. The goal is to hold the part securely without deforming it. This ensures the final dimensions are accurate and stable after the cnc machining titanium proces.
Managing internal stress is key to preventing titanium part distortion. A sequence of roughing, stress-relieving, and careful finishing is not optional. It is fundamental to achieving dimensional accuracy and stability in every titanium component we produce at PTSMAKE.
De definitieve gids voor best practices voor titanium prototyping
Efficient titanium prototyping saves time and money. The key is knowing when to commit to this premium material. For initial form and fit checks, using a substitute is often smarter.
This approach lets you refine your design quickly. Once the concept is solid, you can move to actual titanium. This protects your budget from costly early-stage revisions.
When to Use Substitute Materials
Consider substitutes for early-stage prototypes. This helps validate ergonomics and assembly without the high cost of titanium.
| Prototype-fase | Aanbevolen materiaal | Primair doel |
|---|---|---|
| Concept Model | 3D Printed Plastic (PLA, ABS) | Form and Fit |
| Functional (Low-Stress) | Aluminium (bijv. 6061) | Basic Mechanics |
| Voorproductie | Titanium (Ti-6Al-4V) | Full Validation |
Met deze gefaseerde methode investeert u pas in titanium prototype bewerking wanneer u vertrouwen heeft in het ontwerp.

Strategieën voor Snel-Omkeerbare Prototypes
Snelheid is cruciaal in snelle prototyping van titanium. Succes hangt af van slimme planning en duidelijke communicatie met uw productiepartner. Hier richten wij ons op bij PTSMAKE.
Een goed gedefinieerde Design for Manufacturability (DFM) review is de eerste stap. Voor titanium betekent dit waar mogelijk het vereenvoudigen van geometrieën. Het betekent ook ontwerpen voor optimale gereedschapstoegang om de bewerkingstijd te verkorten.
Titanium heeft unieke eigenschappen. Het is gevoelig voor werkversteviging en heeft een lage thermische geleidbaarheid. Deze factoren kunnen leiden tot gereedschapsslijtage en problemen met het oppervlakte-eindresultaat. Een veelvoorkomend probleem is knagend12, waarbij materialen onder druk aan elkaar kleven.
Onze DFM-analyse, gebaseerd op gezamenlijk onderzoek met klanten, helpt deze problemen te voorkomen. Het stroomlijnt de cnc machining titanium proces.
Valideren van uw Titanium Ontwerp
Vóór volledige productie is rigoureus testen essentieel. Dit bevestigt dat uw onderdeel voldoet aan alle functionele en prestatie-eisen.
| Validatiestap | Doel | Methode |
|---|---|---|
| Dimensionale analyse | Verifieer geometrische nauwkeurigheid | CMM Inspectie, 3D Scannen |
| Mechanisch testen | Test sterkte en duurzaamheid | Trek-, vermoeiings-, impacttests |
| Functioneel testen | Bevestig prestaties in de echte wereld | Assemblage en veldproeven |
Deze testen van titanium ontwerpen stappen zorgen ervoor dat uw eindproduct betrouwbaar en effectief is, en kostbare storingen later voorkomt.
Efficiënte titanium prototyping vereist een strategische aanpak. Gebruik vervangende materialen voor vroege validatie, pas DFM-principes toe voor snelheid en voer grondige tests uit voordat u zich committeert aan volledige productie. Dit balanceert kosten, tijd en kwaliteit effectief.
How to Scale from Titanium Prototype to Production
De overgang van een enkel titanium prototype naar volledige productie is een grote sprong. Het gaat niet alleen om het maken van meer onderdelen. Het vereist een compleet andere mindset en een robuust plan.
Een succesvolle overgang is gebouwd op een solide strategie. Dit plan moet alles omvatten. Het omvat gereedschappen, procesvalidatie, kwaliteitscontrole en uw toeleveringsketen. Zonder dit lopen de kosten op en worden deadlines gemist.
Belangrijkste Overgangspijlers
| Stadium | Focus | Doel |
|---|---|---|
| Gereedschap | Duurzaamheid & Snelheid | Minimaliseer stilstand en cyclustijd |
| Proces | Herhaalbaarheid | Zorg ervoor dat elk onderdeel voldoet aan de specificaties |
| Kwaliteit | Schaalbaarheid | Handhaaf normen bij hoog volume |
| Toeleveringsketen | Betrouwbaarheid | Zorg voor materiaal- en leveringsstroom |

Het opschalen van uw titaniumonderdelenproductie vereist een gedocumenteerd transitieplan. Dit is niet zomaar een suggestie; het is essentieel voor succes bij de overgang van productie met lage naar hoge volumes van titanium. Bij PTSMAKE richten we ons op vier kritieke gebieden om een soepele opschaling te garanderen.
Optimaliseren van uw gereedschapsstrategie
Uw prototype-gereedschap zal productieruns niet overleven. Voor grootschalige cnc machining titanium, heeft u robuust gereedschap nodig gemaakt van carbide of andere duurzame materialen. We optimaliseren gereedschapspaden en koelstrategieën specifiek voor productie met hoge volumes. Dit verkort de cyclustijden en verlengt de levensduur van het gereedschap.
Valideren van het productieproces
Een gevalideerd proces is een herhaalbaar proces. We gaan van controles van enkele onderdelen naar Statistical Process Control (SPC). Dit zorgt voor stabiliteit en voorspelbaarheid. First Article Inspection (FAI) rapporten bevestigen dat het productieproces consequent onderdelen produceert die aan elke specificatie voldoen. Consistente Werkplaats13 is een cruciaal maar vaak over het hoofd gezien aspect van deze fase.
Opschalen van kwaliteitscontrole en logistiek
Handmatige inspectie is niet haalbaar voor duizenden onderdelen. We implementeren geautomatiseerde systemen zoals CMM's en optische scanners. Dit schaalt de kwaliteitscontrole effectief op. Aan de logistieke kant beveiligen we langetermijncontracten voor ruw titanium. Dit garandeert de beschikbaarheid van materiaal en stabiliseert de prijzen, wat cruciaal is voor de productie van titaniumonderdelen op schaal.
| Aspect | Prototypefase | Productiefase |
|---|---|---|
| Gereedschap | Zachter, minder duurzaam | Gehard, lange levensduur carbide |
| Validatie | Handmatige meting | Statistische procesbeheersing (SPC) |
| Inspectie | 100% handmatige controle | Geautomatiseerde CMM, steekproefplannen |
| Levering | Spot aankopen | Langetermijn leveranciersafspraken |
Een gestructureerd plan is onmisbaar voor het opschalen van titaniumproductie. Door strategisch om te gaan met gereedschappen, procesvalidatie, kwaliteitscontrole en supply chain logistiek, kunt u soepel overstappen van een enkel prototype naar massaproductie, wat zorgt voor consistentie en betrouwbaarheid.
The Complete Guide to Quality Inspection for Machined Titanium
Het inspecteren van titaniumonderdelen is meer dan alleen meten. Het vereist een systematische aanpak van kwaliteitscontrole. Dit zorgt ervoor dat elk onderdeel voldoet aan de exacte specificaties.
Bij PTSMAKE integreren we geavanceerde tools met strikte proceskaders. Deze combinatie is cruciaal voor het bereiken van consistente resultaten.
Belangrijke inspectiemethodologieën
We vertrouwen op verschillende precisie-instrumenten voor grondige validatie. Elk gereedschap dient een specifiek doel in onze kwaliteitscontroleworkflow voor het inspecteren van titaniumonderdelen.
| Gereedschap | Primair gebruik | Precisieniveau |
|---|---|---|
| CMM | Complexe 3D-geometrieën | Zeer hoog |
| Optische vergelijker | 2D-profielen en -kenmerken | Hoog |
| Ruwheidsmeter | Meting van oppervlakteafwerking | Microniveau |
| Schroefdraadmeters | Schroefdraadnauwkeurigheid (Go/No-Go) | Gestandaardiseerd |
Deze tools leveren de gegevens die we nodig hebben. Maar het proceskader zorgt ervoor dat gegevens effectief worden gebruikt voor echte titaniumkwaliteitscontrole.

Een uitgebreid inspectieplan is de routekaart voor kwaliteit. Het beschrijft elke controle, van de verificatie van grondstoffen tot de definitieve goedkeuring. Dit plan is niet statisch; het is een levend document.
Eerste artikelinspectie (FAI)
De First Article Inspection (FAI) is een cruciale mijlpaal. Het is een volledige verificatie van het eerste onderdeel uit de productiebatch tegen de ontwerptekeningen. Voor complexe CNC-bewerkte titaniumonderdelen bevestigt FAI dat ons gehele proces – gereedschappen, programmering en instelling – correct is voordat de massaproductie begint. Het voorkomt kostbare fouten in een later stadium.
Procesbewaking
We wachten niet tot het einde om problemen te ontdekken. We gebruiken methoden zoals Statistische procesbeheersing (SPC)14 om het productieproces in realtime te volgen. Hierdoor kunnen we afwijkingen detecteren en corrigeren zodra ze zich voordoen. Deze proactieve aanpak zorgt voor stabiliteit en herhaalbaarheid.
The table below outlines a typical inspection flow for a titanium component.
| Stadium | Activity | Key Consideration for Titanium |
|---|---|---|
| Receiving | Material Certificate Verification | Correct grade (e.g., Grade 5) and sourcing |
| In proces | Key Feature Monitoring (SPC) | Tool wear, thermal expansion |
| Finale | 100% Critical Dimension Check | Conformance to GD&T, CMM measurement |
This structured process is fundamental. It’s how we guarantee that every single part we deliver is identical and meets all requirements.
Effective titanium quality control integrates precision tools like CMMs with structured processes like FAI and SPC. This ensures that process stability and part conformity are maintained from the first article to the final production unit, guaranteeing reliability.
How to Evaluate a CNC Partner for Titanium Machining
Choosing a titanium machining supplier is critical. The right partner ensures your high-performance parts meet spec. The wrong one can cause costly delays and failures.
This checklist helps you evaluate CNC shops systematically. It covers the core areas that matter most for successful titanium projects.
Key Areas for Vetting
Use this guide for procurement and engineering teams. It provides a clear framework for making an informed decision.
| Evaluatiecategorie | De belangrijkste vragen |
|---|---|
| Machine mogelijkheden | Hebben ze rigide, hoogkoppel 5-assige machines? |
| Materiaalexpertise | Kunnen ze specifieke titaniumkwaliteiten bespreken (bijv. Grade 5 vs. Grade 2)? |
| Kwaliteitssystemen | Zijn ze gecertificeerd volgens AS9100 of ISO 13485? |
| Relevante Ervaring | Kunnen ze voorbeelden laten zien van vergelijkbare complexe onderdelen? |
Een capabele titanium productiepartner zal deze vragen vol vertrouwen beantwoorden.

Het vinden van de juiste partner voor cnc-bewerking van titanium gaat verder dan een simpele offertevergelijking. U moet dieper graven in hun technische capaciteiten en kwaliteitsprocessen. Een robuuste evaluatie beschermt uw project tegen risico's.
Machinegereedschapcapaciteit
Standaardmachines hebben moeite met titanium. Zoek naar bedrijven met moderne, rigide 5-assige CNC-centra. Deze machines minimaliseren trillingen, wat cruciaal is voor het handhaven van nauwe toleranties en het bereiken van een goede oppervlakteafwerking op titanium onderdelen.
Hogedrukkoelsystemen zijn ook een must. Ze zijn essentieel voor het afvoeren van spanen en het beheersen van warmte in de snijzone. Dit voorkomt gereedschapsslijtage en materiaalschade.
Materiaal- en Procesexpertise
Ware expertise is essentieel bij het kiezen van een leverancier voor titaniumbewerking. De leverancier moet de nuances tussen verschillende titaniumlegeringen begrijpen. Het bewerken van Grade 5 (Ti-6Al-4V) is heel anders dan het bewerken van commercieel puur Grade 2.
Vraag naar hun strategieën voor het mitigeren van werkharding15. Een deskundige partner zal specifieke gereedschappen, voedingssnelheden en snijstrategieën bespreken die zijn ontworpen om deze uitdaging aan te gaan. Bij PTSMAKE hebben we eigen procesparameters ontwikkeld voor verschillende legeringen.
| Certificering | Focus op de industrie | Wat het garandeert |
|---|---|---|
| AS9100 | Ruimtevaart en defensie | Strikte procesbeheersing, traceerbaarheid en risicobeheer. |
| ISO 13485 | Medische apparaten | Kwaliteitsmanagement voor medische apparaatcomponenten. |
| ISO 9001 | Algemene productie | Een fundamenteel kwaliteitsmanagementsysteem. |
Bewezen Ervaring
Bekijk ten slotte hun portfolio. Vraag naar casestudy's of voorbeelden van onderdelen die vergelijkbaar zijn met de uwe qua complexiteit en materiaal. Dit is het beste bewijs van hun vermogen om te leveren. Een geschiedenis van het produceren van hoogwaardige componenten toont aan dat zij een betrouwbare titanium productiepartner zijn.
Deze checklist biedt een gestructureerde aanpak voor het evalueren van CNC-bedrijven. Het helpt u verder te kijken dan de prijs om de werkelijke capaciteit te beoordelen, zodat u een partner vindt die de unieke eisen van CNC-bewerking van titanium aankan en consequent kwaliteitsonderdelen levert.
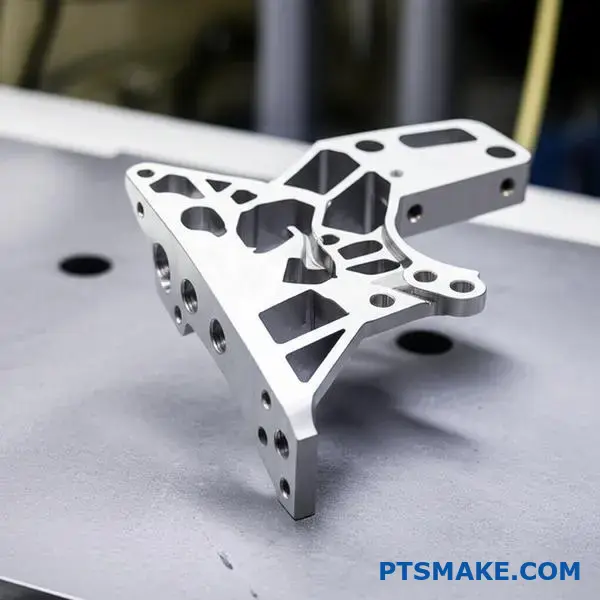
Case Study: Solving a Complex Titanium Bracket Machining Challenge
Theorie is één ding, maar resultaten zijn wat telt. Laten we een casestudy van titaniumbewerking uit de praktijk bekijken.
Een klant uit de luchtvaart benaderde ons met een complexe titanium beugel. Dit onderdeel had dunne wanden en ingewikkelde geometrieën. Hun vorige leverancier had moeite, met hoge kosten en inconsistente kwaliteit. Dit is een veelvoorkomend verhaal in cnc machining titanium.
De Initiële Uitdaging
De belangrijkste problemen waren deformatie van het onderdeel en snelle gereedschapsslijtage. Dit leidde tot een hoog afkeurpercentage, wat de stukprijs aanzienlijk opdreef.
| Uitdagingsgebied | Invloed op productie |
|---|---|
| Vervorming van het onderdeel | Voldoet niet aan de dimensionale toleranties |
| Slijtage gereedschap | Verhoogde gereedschapskosten en stilstand |
| Cyclustijd | Lange bewerkingstijden, hoge arbeidskosten |
| Schrootpercentage | Meer dan 20% onderdelen werden afgekeurd |
Ons doel was om deze problemen op te lossen. We moesten een succesvol titanium onderdeelvoorbeeld leveren dat voldeed aan de prestatie- en budgetdoelstellingen.
Een Collaboratieve DFM-aanpak
De eerste stap was niet om met machinaal bewerken te beginnen. In plaats daarvan initieerden we een Design for Manufacturability (DFM)-review met het engineeringteam van de klant. Dit collaboratieve proces is cruciaal bij PTSMAKE.
We identificeerden een paar interne hoeken met extreem krappe radii. Hoewel bewerkbaar, waren deze kenmerken belangrijke oorzaken van gereedschapsspanning en slijtage. We stelden een kleine verhoging van de radii voor. Deze wijziging had geen invloed op de pasvorm of functie van de beugel. De klant keurde het snel goed.
De Bewerkingsstrategie
Met het geoptimaliseerde ontwerp ontwikkelden we een veelzijdige bewerkingsstrategie. Succes met een complexe titanium beugel vereist meer dan alleen de juiste machine.
Ten eerste kozen we voor een 5-assige CNC-bewerkingscentrum met hoge stijfheid. Dit minimaliseerde trillingen, wat cruciaal is voor dunwandige onderdelen. Materiaalkeuze voor gereedschap was ook cruciaal. We kozen voor specifieke hardmetalen frezen met coatings die ontworpen zijn voor titaniumlegeringen. Deze coatings verminderen wrijving en bestrijden werkharding16.
Onze strategie was gericht op het handhaven van een constante gereedschapsbelasting. Er werd gebruik gemaakt van high-speed frezen met een trochoïdale gereedschapspad. Deze aanpak voorkomt plotselinge schokken op het gereedschap, verlengt de levensduur en verbetert de oppervlakteafwerking.
| Strategiecomponent | Reden |
|---|---|
| 5-assige CNC | Toegang tot complexe kenmerken, vermindering van opstellingen |
| Hardmetalen gereedschap met coating | Weerstand tegen hitte en schurende slijtage |
| Koelvloeistof onder hoge druk | Efficiënte spaanafvoer en koeling |
| Trochoïdaal frezen | Constante gereedschapsbelasting handhaven, slijtage verminderen |
Het Succesvolle Resultaat
De resultaten waren onmiddellijk en significant. Na de implementatie van onze strategie zagen we een dramatische verbetering in alle belangrijke meetgegevens.
In collaboration with our client, we found that the scrap rate dropped to below 2%. The cycle time per part was reduced by approximately 35%. This successful titanium part example demonstrates how a smart, collaborative approach can conquer even the toughest machining challenges.
This titanium machining case study highlights a core principle. Proactive collaboration and a well-planned machining strategy are essential. They turn a difficult project into a repeatable, cost-effective success, delivering a part that performs flawlessly under demanding aerospace conditions.
The Future of Titanium Machining: Advanced Technologies to Watch
The world of CNC machining titanium is on the brink of a major shift. We’re moving beyond just faster spindles and sharper tools.
De volgende golf van innovatie
Three key areas are driving this change. These are hybrid manufacturing, advanced tool coatings, and AI-powered controls.
Waarom dit van belang is
These aren’t just theories. They promise real-world benefits. Think faster production, better parts, and smarter processes. The future of titanium machining is exciting.
| Technologie | Traditionele aanpak | Future Impact |
|---|---|---|
| Part Creation | Purely Subtractive | Additive + Subtractive |
| Gereedschap | Standard Carbide | Coated, Smart Tools |
| Proces | Manual Adjustment | AI-Driven, Adaptive |

Let’s break down these titanium manufacturing innovations. Each one solves a different core challenge in CNC machining titanium, moving the industry toward a new standard.
Hybrid Machining: The Best of Both Worlds
Stel je voor dat je een complex titanium onderdeel bijna in zijn uiteindelijke vorm bouwt met 3D-printen. Vervolgens gebruik je CNC-bewerking voor de kritieke afwerking. Dit is hybride productie.
Deze aanpak vermindert materiaalverspilling drastisch. Het verkort ook de totale bewerkingstijd, wat een belangrijke kostenfactor is voor titaniumprojecten. Het is een cruciaal onderdeel van een geavanceerde CNC-titaniumstrategie.
Geavanceerde gereedschapscoatings
Hitte is de vijand bij het verspanen van titanium. Nieuwe gereedschapscoatings zijn onze beste verdediging. Ze creëren een ongelooflijk harde en gladde barrière tussen het gereedschap en het materiaal.
Deze nieuwe coatings verbeteren de tribologisch17 eigenschappen aan het snijvlak drastisch. Op basis van onze interne tests kunnen sommige coatings de levensduur van het gereedschap met meer dan 30% verlengen, terwijl hogere snijsnelheden mogelijk zijn.
| Type coating | Belangrijkste voordeel | Ideale toepassing |
|---|---|---|
| TiAlN | Hoge temperatuurbestendigheid | Hoge-snelheid grof bewerken |
| AlCrN | Superieure slijtvastheid | Afwerking |
| Nanocomposiet | Extreme hardheid & lage wrijving | Veeleisende lucht- en ruimtevaartonderdelen |
AI-gestuurde adaptieve regeling
Hier wordt productie echt slim. Sensoren op de machine luisteren naar het bewerkingsproces. AI analyseert deze gegevens in realtime.
Als het problemen detecteert zoals gereedschapsslijtage of trillingen, past het automatisch de bewerkingsparameters aan. Dit voorkomt storingen en zorgt voor consistente kwaliteit zonder constante toezicht van de operator.
De toekomst van titaniumbewerking combineert additieve en subtractieve methoden, verbeterd gereedschap en AI. Deze innovaties zullen de efficiëntie revolutioneren, verspilling verminderen en de onderdeelkwaliteit verbeteren, en zo de volgende generatie van geavanceerde CNC-titaniumproductie definiëren.
Get a Custom CNC Machining Titanium Quote from PTSMAKE Today!
Klaar om uw titanium CNC-bewerkingsproject van concept tot productie te brengen met ongeëvenaarde precisie en betrouwbaarheid? Neem contact op met het deskundige team van PTSMAKE voor een snelle, vrijblijvende offerte—ervaar wereldklasse kwaliteit, responsieve ondersteuning en tijdige levering voor uw hoogwaardige onderdelen!

Leer meer over waarom deze eigenschap essentieel is voor materialen die in het menselijk lichaam worden gebruikt. ↩
Leer hoe adhesieve slijtage optreedt en de oppervlakte-integriteit van uw bewerkte onderdelen beïnvloedt. ↩
Leer hoe dit specifieke type materiaaloverdracht tussen gereedschap en werkstuk voortijdige gereedschapsuitval veroorzaakt. ↩
Begrijp hoe deze materiaaladhesie uw werkstuk en gereedschap kan vernietigen, en leer effectieve preventiemethoden. ↩
Ontdek hoe dit proces de inherente corrosiebestendigheid van titanium in zware omgevingen verhoogt. ↩
Ontdek hoe dit metallurgische effect de gereedschapslevensduur en de winst van uw project beïnvloedt. ↩
Leer hoe dit metallurgische effect het bewerken bemoeilijkt en welke stappen we nemen om het te voorkomen. ↩
Leer hoe deze cumulatieve fout de kwaliteit van uw eindonderdeel beïnvloedt en hoe u deze kunt beheersen. ↩
Leer hoe een gedocumenteerde keten van bewaring uw project beschermt en volledige naleving garandeert. ↩
Leer hoe materiaaluitval te voorkomen wanneer ongelijke metalen in een assemblage worden gebruikt. ↩
Begrijp de interne krachten die de dimensionale nauwkeurigheid van uw onderdeel kunnen aantasten. ↩
Leer meer over deze kritieke bewerkingsuitdaging en hoe u deze kunt voorkomen. ↩
Leer hoe de juiste werkstukopspanning de productie-efficiëntie en de consistentie van onderdelen in grootschalige CNC-bewerking verhoogt. ↩
Ontdek hoe SPC helpt bij het verminderen van defecten en het verbeteren van de productieconsistentie voor uw projecten. ↩
Ontdek hoe deze materiaaleigenschap de gereedschapslevensduur en de onderdeelkwaliteit tijdens het bewerken beïnvloedt. ↩
Leer hoe deze materiaaleigenschap de bewerkbaarheid en de gereedschapslevensduur beïnvloedt in onze gedetailleerde gids. ↩
Begrijp de wetenschap van wrijving en slijtage om te zien hoe nieuwe coatings de prestaties van gereedschappen revolutioneren. ↩






