

Titanium machining demands extreme precision, yet many CNC shops struggle with its notorious reputation for work hardening, rapid tool wear, and thermal challenges. These difficulties often lead to rejected parts, blown budgets, and missed deadlines for critical aerospace and medical components.
CNC machining titanium requires specialized cutting tools, precise thermal management, and strategic machining parameters to overcome its low thermal conductivity and tendency to work harden, ensuring successful production of high-performance parts.

This comprehensive guide covers everything from titanium grade selection and tooling strategies to achieving tight tolerances and scaling production. You’ll discover proven techniques that address common titanium machining challenges and learn how to evaluate suppliers for your most demanding projects.
The Complete Guide to Titanium Grades for CNC Machining
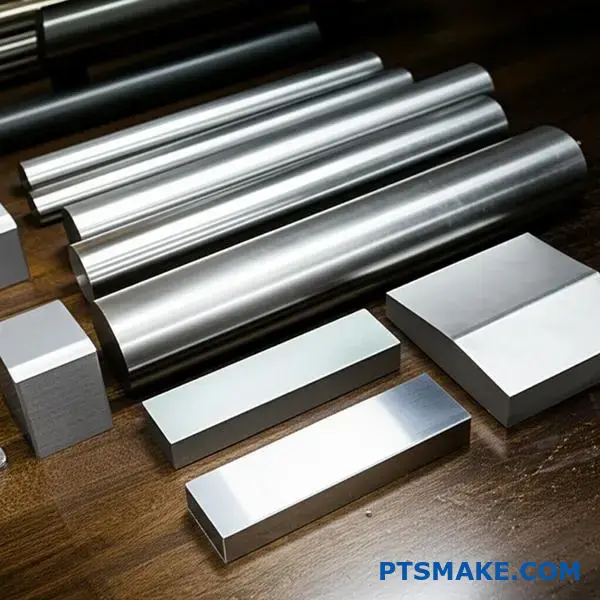
Výber správneho stupňa titánu je kľúčový. Priamo ovplyvňuje výkon a cenu vašej súčiastky. Nie všetok titán je rovnaký.
Rozdiely medzi stupňami môžu byť obrovské. To platí najmä pre CNC obrábanie titánových dielov.
Pozrieme sa na najbežnejšie možnosti. Dozviete sa, ktorý z nich najlepšie vyhovuje vášmu projektu. Porovnajme si niektoré populárne stupne titánu pre obrábanie.
| Trieda | Sila | Odolnosť proti korózii | Obrábateľnosť |
|---|---|---|---|
| Trieda 2 | Mierne | Vynikajúce | Dobrý |
| Trieda 5 | Vysoká | Veľmi dobré | Spravodlivé |
| Trieda 23 | Vysoká | Vynikajúce | Spravodlivé |
Tento sprievodca vám pomôže múdro si vybrať titánovú zliatinu.
Stupeň 2: Pracovný kôň
Stupeň 2 je komerčne čistý titán. Ponúka vynikajúcu odolnosť proti korózii a tvarovateľnosť. Vďaka tomu je skvelou voľbou pre mnoho aplikácií.
Myslite na diely pre námorný alebo chemický priemysel. Jeho nižšia pevnosť v porovnaní so zliatinami je jeho hlavným kompromisom. Jeho obrábateľnosť je však významnou výhodou. Šetrí čas a opotrebenie nástrojov počas výroby.
Stupeň 5 (Ti-6Al-4V): Letecký štandard
Stupeň 5, alebo Ti-6Al-4V, je najpopulárnejšia zliatina. Ponúka fantastickú kombináciu vysokej pevnosti, nízkej hmotnosti a dobrej odolnosti proti korózii. Vlastnosti Ti-6Al-4V ho robia ideálnym pre letecký priemysel.
Nájdete ho v konštrukčných komponentoch a súčiastkach motora. Jeho pomer pevnosti k hmotnosti je jednoducho bezkonkurenčný voči väčšine iných kovov. Preto je tak cenený vo vysoko výkonných oblastiach.
Stupeň 23: Lekárska voľba
Stupeň 23 je verzia stupňa 5 s vyššou čistotou. Má nižší obsah kyslíka, dusíka a železa. To zlepšuje jeho ťažnosť a húževnatosť pri lome.
Jeho kľúčovou vlastnosťou je vynikajúca biokompatibilita1. To z neho robí najlepšiu voľbu pre lekárske implantáty. Myslite na kostné skrutky, kolíky a zubné implantáty. Je bezpečný pre dlhodobý kontakt s ľudským telom.
| Funkcia | Trieda 2 | Trieda 5 (Ti-6Al-4V) | Trieda 23 (ELI) |
|---|---|---|---|
| Zloženie | Komerčne čistý | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (Extra nízke intersticiálne prvky) |
| Sila | Nižšie | Vysoká | Vysoká |
| Ťažnosť | Vysoká | Mierne | Vysoká |
| Primárne použitie | Priemyselné | Letecký a kozmický priemysel, automobilový priemysel | Lekárske implantáty |
Výber správneho stupňa titánu je kľúčový. Stupeň 2 ponúka skvelú obrobiteľnosť. Stupeň 5 poskytuje vynikajúcu pevnosť pre letecký priemysel. Stupeň 23 je štandardom pre lekárske implantáty vďaka svojej čistote a bezpečnosti. Vaša aplikácia určuje voľbu.
The Four Core Challenges of Titanium Machinability
Prečo je teda titán taký ťažko obrobiteľný? Nie je to len jedna vec. Je to kombinácia štyroch odlišných vlastností. Každá z nich vytvára pre obrábačov jedinečný problém.
Inžinieri a manažéri nákupu musia týmto problémom rozumieť. Priamo ovplyvňujú výrobné náklady, časové harmonogramy a kvalitu konečnej súčiastky.
Tu je rýchly prehľad hlavných príčin:
| Výzva | Primárny vplyv |
|---|---|
| Nízka tepelná vodivosť | Extrémne teplo na reznom nástroji |
| Zocelenie práce | Materiál počas rezania tvrdne |
| Zváranie (Adhézia) | Titán sa zvára na povrch nástroja |
| Vysoké opotrebenie nástrojov | Nástroje sa veľmi rýchlo opotrebúvajú |
Riešenie týchto problémov pri obrábaní titánu nie je voliteľné. Je to nevyhnutné pre úspech.

Pochopenie "prečo" týchto výziev je prvým krokom k nájdeniu riešenia. V spoločnosti PTSMAKE sme roky vyvíjali stratégie na potlačenie každej z týchto špecifických problémov pri CNC obrábaní titánu. Vyžaduje si to iný prístup ako obrábanie ocele alebo hliníka.
Nízka tepelná vodivosť: Problém s teplom
Titán zle odvádza teplo. Približne 80% tepla generovaného počas rezania sa prenáša priamo do rezného nástroja, nie do triesky. Toto extrémne teplo môže spôsobiť deformáciu a zlyhanie nástroja.
Chemická reaktivita a zváranie
Titán je pri vysokých teplotách vysoko reaktívny. To spôsobuje zváranie triesok na reznú hranu nástroja. Tento jav, známy ako žlč2, vedie k zlému povrchovému dokončeniu a môže spôsobiť predčasné zlomenie nástroja. Je to neustály boj proti priľnavosti.
Pochopenie spevnenia titánu pri obrábaní
Titán má tendenciu sa pri obrábaní spevňovať. Tlak a teplo z rezného nástroja môžu spôsobiť, že povrchová vrstva bude výrazne tvrdšia ako základný materiál. To značne sťažuje následné rezy a zvyšuje opotrebenie nástroja.
Dominový efekt na opotrebenie nástroja
Tieto faktory sa kombinujú a spôsobujú rýchle a vážne opotrebenie nástroja. Vysoké teplo, chemická reaktivita a spevnenie pri obrábaní súčasne napádajú rezný nástroj. Na základe nášho interného testovania môže byť životnosť nástroja drasticky kratšia v porovnaní s inými bežnými kovmi.
| Materiál | Očakávaná životnosť nástroja |
|---|---|
| Hliník 6061 | 100% (východisková hodnota) |
| Nerezová oceľ 304 | 25% |
| Titán Ti-6Al-4V | <10% |
To robí z riadenia a výmeny nástrojov kritický nákladový faktor.
Prekonanie ťažkostí pri obrábaní titánu – teplo, spevnenie a zváranie – je kľúčové. Tieto problémy priamo zvyšujú opotrebenie nástroja, zvyšujú náklady a môžu ohroziť kvalitu dielov, ak ich neriadi skúsený partner. Úspech si vyžaduje špecifické stratégie pre každú výzvu.
Secrets to Selecting the Right Cutting Tools for Titanium
Výber správneho nástroja je pre obrábanie titánu kľúčový. Hlavným nepriateľom je teplo. Nerozvádza sa cez triesku ako pri oceli. Namiesto toho sa koncentruje na reznej hrane, čo vedie k rýchlemu opotrebeniu nástroja.
Preto sú špecializované nástroje nevyhnutné. Karbidové triedy s podmikrónovým zrnom sú skvelým východiskovým bodom. Ponúkajú potrebnú húževnatosť. Správny povlak potom poskytuje tepelnú bariéru.
Pozrime sa na niektoré bežné materiálové možnosti.
| Materiál nástroja | Tepelná odolnosť | Odolnosť proti opotrebovaniu | Aplikácia |
|---|---|---|---|
| Karbid bez povrchovej úpravy | Dobrý | Dobrý | Všeobecný účel |
| Karbid s povlakom AlTiN | Vynikajúce | Vynikajúce | Vysokorýchlostné obrábanie |
| Karbid s PVD povlakom | Veľmi dobré | Veľmi dobré | Dokončovacie operácie |
Výber najlepších rezacích nástrojov pre titán znamená prispôsobenie materiálu a povlaku vašej špecifickej operácii.

Okrem materiálu je kľúčová aj geometria nástroja. Pre úspešné CNC obrábanie titánu vždy hľadám nástroje s ostrou reznou hranou a pozitívnym uhlom čela. To znižuje rezné sily a následne aj generovanie tepla. Vyšší uhol sklonu, často okolo 35-45 stupňov, pomáha pri evakuácii triesok. Zlá evakuácia triesok môže viesť k opätovnému rezaniu, čo je pre životnosť nástroja katastrofálne.
Povlaky ako nitrid hliníka a titánu (AlTiN) sú štandardom. Pri vysokých teplotách vytvárajú ochrannú vrstvu oxidu hlinitého, ktorá izoluje karbidový substrát. Toto mení hru. V našich testoch sme videli, ako sa životnosť nástroja výrazne predĺžila len prechodom na správny povlak.
Stratégia dráhy nástroja je však rovnako dôležitá. Vyhnite sa ostrým rohom a náhlym zmenám smeru. Namiesto toho použite trochodálne frézovanie alebo dráhy vysokovýkonného frézovania (HEM). Tieto udržiavajú konzistentný uhol zaťaženia nástroja. To zabraňuje šokovému zaťaženiu a riadi teplo, ktoré je hlavnou príčinou opotrebenia pri priľnavosti3. Vyhladzuje celý proces.
Najlepšie nástroje na obrábanie titánu často nie sú najlacnejšie. Existuje jasný kompromis.
| Faktor | Vysoko výkonné nástroje | Štandardné nástroje |
|---|---|---|
| Počiatočné náklady | Vyššie | Nižšie |
| Životnosť nástroja | Výrazne dlhšie | Kratšie |
| Rýchlosť obrábania | Rýchlejšie | Pomalšie |
| Náklady na jeden diel | Nižšie | Vyššie |
Vyššia počiatočná investícia do prémiových karbidových nástrojov na titán sa oplatí. Získate dlhšiu životnosť, rýchlejšie cykly a nakoniec nižšie náklady na hotový diel. V PTSMAKE vedieme našich partnerov pri tomto rozhodnutí.
Úspech pri obrábaní titánu závisí od strategickej kombinácie materiálu nástroja, špecifickej geometrie a inteligentných dráh nástroja. Tento holistický prístup riadi teplo a opotrebenie, vyvažuje počiatočné náklady na nástroj oproti dlhodobému výkonu, aby sa znížili konečné náklady na diel.
How to Achieve Tight Tolerances on Titanium CNC Parts
Dosiahnutie presnosti ±0,001 palca alebo tesnejšej na titáne je skutočnou skúškou zručnosti strojárne. Nie je to len o rezaní kovu. Je to o kontrole náročného materiálu.
Success in high-precision titanium machining demands a holistic approach. You must manage heat, secure the part perfectly, and use the right equipment. Every step is critical.
| Výzva | Core Strategy |
|---|---|
| Hromadenie tepla | Effective Coolant Management |
| Odchýlka časti | Robust Fixturing |
| Rozmerová presnosť | Kontrola počas procesu |
Holding these tight tolerance titanium parts requires mastering these core areas. There is very little room for error.

Engineering Strategies for Precision
To succeed in titanium precision machining, you have to go beyond standard practices. It requires a deep understanding of the material’s behavior under stress. Here at PTSMAKE, we focus on four key areas.
Thermal Management is Crucial
Titanium does not dissipate heat well. This means heat concentrates at the cutting tool, causing rapid wear. High-pressure coolant is not just a suggestion; it’s a requirement. It flushes chips and prevents heat from ruining the part’s surface and dimensions.
Upevnenie pre absolútnu tuhosť
Pri obrábaní titánu sú rezné sily vysoké. Slabé upnutie umožní dielcu vibrovať alebo sa deformovať, čím sa stanú presné tolerancie nemožnými. Často navrhujeme vlastné upínacie prípravky, ktoré komponent pevne podopierajú a zabraňujú akémukoľvek pohybu počas cnc obrábanie titánu proces.
Správny stroj pre danú úlohu
Váš CNC stroj musí byť na danú úlohu pripravený. To znamená tuhý, ťažký stroj s vretenami s vysokým krútiacim momentom a minimálnym hádzaním. Bez schopného stroja budete bojovať prehratý boj proti deformácii nástroja a vibráciám.
| Požiadavky na stroj | Prečo je to dôležité |
|---|---|
| Vysoká tuhosť | Zabraňuje vibráciám a drnčaniu |
| Vreteno s vysokým krútiacim momentom | Udržuje reznú rýchlosť pod zaťažením |
| Presné vedenia/koľajnice | Zaisťuje presné polohovanie nástroja |
Zlyhanie v ktorejkoľvek z týchto oblastí kompromituje celý proces. Riziko žlč4 sa tiež zvyšuje s nesprávnymi nastaveniami, ktoré môžu zvariť triesky k nástroju.
Kontrola počas procesu
Nemôžete čakať až do konca, aby ste diel zmerali. Používame in-process meranie sondou na kontrolu kritických rozmerov počas celého obrábacieho cyklu. To nám umožňuje kompenzovať opotrebenie nástroja alebo tepelnú rozťažnosť v reálnom čase, čím zabezpečujeme, že finálny diel bude dokonalý.
Dosiahnutie presných tolerancií v titáne si vyžaduje systém. Kombinuje tepelnú kontrolu, tuhé upínanie obrobku, schopné stroje a neustále meranie. Tento systematický prístup premieňa náročný materiál na hotový diel, ktorý spĺňa tie najnáročnejšie špecifikácie.
The Complete Guide to Titanium Part Finishing and Deburring
Po CNC obrábaní titánu cesta nekončí. Post-processing je miesto, kde sa dobrý diel stáva výnimočným. Táto kľúčová fáza definuje jeho konečný vzhľad, pocit a výkon.
Účinné odihlovanie titánu odstraňuje ostré hrany zanechané obrábaním. Toto je kľúčové pre bezpečnosť a správnu funkciu.
Povrchová úprava potom zlepšuje estetiku a vlastnosti. Možnosti siahajú od odolných povlakov po vysoko lesklé leštenie. Výber správnej povrchovej úpravy titánových dielov metódy je kľúčový.
| Fáza procesu | Primárny cieľ | Impact |
|---|---|---|
| Odhrotovanie | Odstráňte otrepy a ostré hrany | Bezpečnosť, Funkčnosť |
| Dokončenie | Zmeňte vlastnosti povrchu | Estetika, odolnosť |

Efektívne techniky odihlovania titánu
Tvrdosť titánu robí otrepy húževnatými. Manuálne odihlovanie je bežné, ale môže byť nekonzistentné. Pre presnosť sa často obraciam na automatizované metódy.
Vibračné omieľanie je vynikajúce pre malé diely. Používa abrazívne médiá na hladké odstránenie otrepov. Pre zložité vnútorné prvky ponúka elektrochemické odihlovanie bezkontaktné riešenie. Rozpúšťa otrepy bez ovplyvnenia integrity dielu.
Kľúčové možnosti povrchovej úpravy titánu
Správna povrchová úprava závisí úplne od aplikácie. Každá povrchová úprava titánu ponúka jedinečné výhody pre funkciu aj vzhľad.
Eloxovanie
Anodizácia vytvára na titáne odolnú vrstvu oxidu. Tento proces zvyšuje odolnosť proti opotrebeniu a korózii. Umožňuje tiež žiarivé, trvalé sfarbenie bez farby. Dosahuje sa to pomocou elektrochemická pasivácia5 ktorá zosilňuje prirodzený oxidový film.
Tryskanie korálkami
Pieskovanie vytvára rovnomerný, nesmerový matný povrch. Čistí povrch a môže zlepšiť životnosť pri únave vytvorením kompresného napätia. Je to nákladovo efektívny spôsob, ako dosiahnuť čistý, profesionálny vzhľad.
Leštenie
Pre aplikácie vyžadujúce hladký, reflexný povrch je ideálne leštenie. Znižuje povrchové trenie a zvyšuje estetickú príťažlivosť. Toto je často viacstupňový proces, ktorý začína hrubými abrazívami a končí jemnými zlúčeninami.
| Dokončovacia metóda | Kľúčový prínos | Spoločná aplikácia |
|---|---|---|
| Eloxovanie | Odolnosť proti korózii, farba | Lekárske implantáty, letecký a kozmický priemysel |
| Tryskanie korálkami | Jednotná matná povrchová úprava | Automobilové diely, nástroje |
| Leštenie | Nízke trenie, estetika | Spotrebná elektronika, šperky |
Poobrábanie nie je dodatočný nápad. Správne odhrotovanie titánu zaisťuje bezpečnosť a presnosť, zatiaľ čo strategická povrchová úprava určuje konečný výkon dielu, odolnosť proti korózii a estetickú hodnotu, ktoré sú životne dôležité po cnc obrábanie titánu.
Cost Drivers in Titanium CNC Machining: A Transparent Breakdown
Pochopenie cien titánových dielov si vyžaduje jasný pohľad na ich hlavné nákladové faktory. Nie je to len jedna vec, ktorá ho robí drahým; je to kombinácia faktorov.
Hlavné nákladové faktory
Hlavné dôvody, prečo je obrábanie titánu drahé, sú priame. Vysoká cena suroviny je východiskovým bodom.
Potom nasleduje pomalý čas obrábania. Musíme prevádzkovať stroje pri nižších rýchlostiach, aby sme zvládli teplo a opotrebenie nástrojov. To priamo zvyšuje počet hodín potrebných na diel.
Nakoniec, rýchle opotrebenie nástrojov a potrebné sekundárne operácie zvyšujú konečné náklady.
| Hnacia sila nákladov | Vplyv na konečnú cenu | Dôvod |
|---|---|---|
| Suroviny | Vysoká | Vlastná vzácnosť a náročný proces extrakcie. |
| Čas obrábania | Vysoká | Nízke rýchlosti rezania potrebné na riadenie teploty. |
| Náklady na nástroje | Vysoká | Rýchle opotrebenie špecializovaných, drahých rezacích nástrojov. |
| Sekundárne operácie | Stredné | Často vyžadované pre integritu a povrchovú úpravu. |

Poďme sa hlbšie ponoriť do toho, prečo tieto prvky tak výrazne ovplyvňujú cenu obrábania titánu. Je to viac než len cena kovovej tyče. Skutočné náklady sa prejavia na dielni.
Násobič času obrábania
Pomalé obrábanie nie je len nepríjemnosť; je to hlavný násobič nákladov. Nízka tepelná vodivosť titánu zachytáva teplo na reznej hrane. To nás núti znižovať rýchlosti, aby sme predišli poškodeniu nástroja a materiálu.
Tento pomalý proces tiež zvyšuje riziko spevňovanie práce6, kde sa materiál počas rezania stáva ešte tvrdším. To sťažuje následné prechody a ďalej opotrebováva nástroje. Je to náročný cyklus.
Náklady na nástroje a sekundárne spracovanie
V spoločnosti PTSMAKE používame špecializované karbidové nástroje so špecifickými povlakmi na CNC obrábanie titánu. Sú drahšie a opotrebúvajú sa rýchlejšie ako štandardné nástroje, čo si vyžaduje častú výmenu. Táto spotreba je priamym, opakujúcim sa nákladom.
Sekundárne operácie, ako je tepelné spracovanie alebo eloxovanie, často nie sú voliteľné. Sú kľúčové na dosiahnutie požadovaných mechanických vlastností alebo odolnosti proti korózii. Každý krok pridáva projektu ďalšiu vrstvu nákladov a času.
| Operácia | Účel | Relatívny vplyv na náklady |
|---|---|---|
| Tepelné spracovanie | Uvoľnenie napätia, zvýšenie pevnosti | Stredné |
| Eloxovanie | Odolnosť proti korózii, povrchová úprava | Nízka až stredná |
| Brúsenie | Dosiahnutie tesných tolerancií | Vysoká |
| Pasivácia | Zlepšenie odolnosti proti korózii | Nízka |
Hlavné faktory nákladov – materiál, rozsiahly čas obrábania, vysoká spotreba nástrojov a nevyhnutné sekundárne operácie – spoločne vysvetľujú, prečo je CNC obrábanie titánu prémiovou službou. Správne plánovanie je kľúčové pre presné rozpočtovanie a kontrolu nákladov.
Design for Manufacturability (DFM) Secrets for Titanium Parts
Pri navrhovaní titánových dielov musíte dodržiavať špecifické pravidlá. Toto nie je materiál, ktorý ľahko odpúšťa konštrukčné chyby.
Dodržiavanie jasného sprievodcu DFM pre titán je nevyhnutné. Pomáha vám vyhnúť sa bežným a nákladným problémom pri obrábaní skôr, ako nastanú.
Kľúčové rozmery pre obrábateľný dizajn titánu
Zamerajme sa najprv na základnú geometriu. Hrúbka steny a vnútorné polomery sú kritické východiskové body pre akýkoľvek úspešný dizajn.
Veľkorysé polomery nám umožňujú použiť väčšie, stabilnejšie nástroje. To znižuje vibrácie a zlepšuje povrchovú úpravu, čo priamo ovplyvňuje kvalitu dielca.
Na základe našich testov je dodržiavanie týchto parametrov bezpečná voľba.
| Funkcia | Odporúčaná špecifikácia | Hlavný dôvod |
|---|---|---|
| Minimálna hrúbka steny | > 1,0 mm (0,040") | Zabraňuje deformácii dielca a vibráciám |
| Minimálny vnútorný polomer | > 0,8 mm (0,031") | Znižuje namáhanie nástroja a rezné sily |
Tieto jednoduché pravidlá tvoria základ efektívneho, obrábateľného dizajnu titánu.

Hlbší ponor: Hĺbka otvorov a prístupnosť prvkov
Mnoho návrhov zlyháva, pokiaľ ide o otvory a zložité prvky. Jedinečné vlastnosti titánu robia tieto oblasti obzvlášť náročnými pre CNC obrábanie.
Hlboké otvory sú napríklad hlavným zdrojom zlyhania nástroja. Teplo sa zle odvádza a evakuácia triesok sa stáva neuveriteľne obtiažnou. Zlá prístupnosť nástroja tiež komplikuje veci. Často si vyžaduje vlastné upínače alebo dlhšie nástroje, čo znižuje tuhosť a presnosť.
Počas obrábacieho procesu môžu nesprávne posuvy a rýchlosti spôsobiť spevňovanie práce7, čo robí materiál ešte ťažším na rezanie. Toto je problém, ktorý často vidíme pri návrhoch, ktoré nie sú optimalizované.
Optimalizácia prístupu k nástrojom a efektivity
Vždy zvážte, ako nástroj pristupuje ku každej funkcii. Ak je prístup zablokovaný, vynucuje si zložitejšie a drahšie viacosové zostavy.
Zistili sme, že tieto pokyny výrazne zlepšujú obrobiteľnosť.
| Aspekt dizajnu | Pokyny DFM | Vplyv na CNC obrábanie titánu |
|---|---|---|
| Pomer hĺbky diery k jej priemeru | Držte sa pod 6:1 | Zlepšuje odvod triesok, znižuje riziko zlomenia nástroja |
| Dostupnosť funkcií | Zabezpečte jasné dráhy nástroja | Minimalizuje zostavy, umožňuje kratšie/pevnejšie nástroje |
Zjednodušením geometrie a zabezpečením dobrého prístupu urobíte diel prirodzene ľahším a lacnejším na výrobu. Je to základný princíp dobrého návrhu pre výrobu.
Dodržiavanie týchto pokynov DFM pre titán týkajúcich sa hrúbky steny, polomerov a hĺbok otvorov je kľúčové. Správny návrh výrazne skracuje čas obrábania, znižuje náklady a predchádza oneskoreniam vo výrobe, čím zabezpečuje plynulejší proces od prototypu po výrobu pri PTSMAKE.
5-Axis CNC Machining for Complex Titanium Geometries
Pri obrábaní titánu je zložitosť často daná. To platí najmä pre diely ako letecké konzoly alebo lekárske implantáty. Tieto komponenty si vyžadujú absolútnu presnosť.
Tu vyniká 5-osé obrábanie titánu. Umožňuje nám pristupovať k zložitým prvkom z viacerých uhlov v jednej zostave.
Táto metóda priamo zvyšuje presnosť a integritu. Minimalizuje riziká spojené s opätovným upínaním dielu. Výhody pre zložité titánové diely sú zrejmé.
| Výhoda | Vplyv na titánové diely |
|---|---|
| Menej zostáv | Znižuje kumulatívnu chybu |
| Lepší prístup k nástrojom | Umožňuje zložité obrysy |
| Vyššia presnosť | Spĺňa prísne letecké/lekárske špecifikácie |
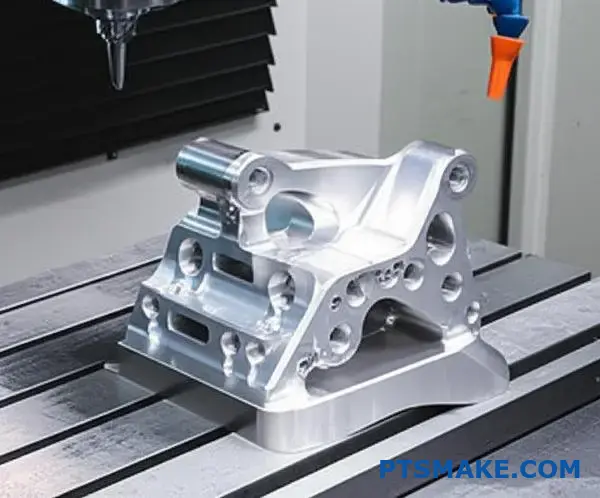
Výhoda jedného nastavenia
Hlavnou výhodou viacosového CNC obrábania titánu je prístup "na jedno upnutie". Zakaždým, keď presuniete a znovu upnete diel, zavádzate malé riziko chyby. To môže byť obrovský problém.
Obrábaním z piatich strán bez opätovného upínania prakticky eliminujeme túto premennú. Tým chránime geometrickú presnosť dielu od začiatku do konca. Je to základný princíp, ktorým sa riadime v PTSMAKE pri všetkých kritických komponentoch.
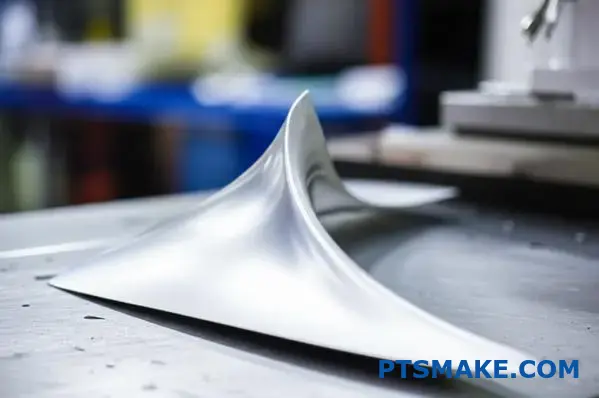
Odomykanie zložitých geometrií
Pre komponenty so zakrivenými povrchmi, ako sú fluidné komponenty alebo implantáty, 5-osové obrábanie nie je len lepšie; je nevyhnutné. Umožňuje reznému nástroju zostať dotyčnicový k povrchu.
Tento nepretržitý pohyb vytvára vynikajúce povrchové úpravy. Umožňuje nám tiež obrábať hlboké, zložité vrecká, ktoré sú na 3-osových strojoch nemožné. Kumulatívna chyba, známa aj ako stohovanie tolerancie8, sa touto metódou výrazne znižuje.
3-osové vs. 5-osové obrábanie titánu
| Funkcia | 3-osové obrábanie | 5-osové obrábanie |
|---|---|---|
| Požadované nastavenia | Viaceré | Jedno (často) |
| Presnosť na obrysoch | Nižšie | Veľmi vysoká |
| Čas cyklu | Dlhšie | Kratšie |
| Integrita časti | Dobrá, ale riziká z opätovného upínania | Vynikajúce |
Táto efektivita v CNC obrábaní titánu vedie k lepším dielom, rýchlejšie.
Zhrnutie: 5-osové obrábanie je prelomové pre zložité titánové diely. Znižuje počet upnutí, zvyšuje presnosť na zakrivených povrchoch a zabezpečuje vynikajúcu integritu dielu. Vďaka tomu je nevyhnutné pre kritické aplikácie v leteckom a lekárskom priemysle.
How to Ensure Material Traceability for Critical Titanium Components
V odvetvíach s vysokými stávkami, ako je letecký a lekársky priemysel, sledovateľnosť materiálu nie je len osvedčeným postupom. Je to absolútna požiadavka.
Každá kritická titánová súčiastka musí mať overiteľnú históriu. Tento proces zabezpečuje výkon, bezpečnosť a spoľahlivosť v extrémnych podmienkach.
Všetko sa začína certifikovaným získavaním materiálu. Nasleduje starostlivé sledovanie tepelného spracovania a čísla šarže. Toto je ústredné pre certifikované obrábanie titánu.
Celá cesta od suroviny po hotový diel musí byť zdokumentovaná.
| Funkcia | Sledovateľný titán | Nesledovateľný titán |
|---|---|---|
| Overenie | Certifikované správy z mlyna | Neznámy pôvod |
| Riziko | Nízka; Spĺňa normy | Vysoká; Potenciálne zlyhanie |
| Dodržiavanie predpisov | Pripravené na audit | Nevyhovujúce |

Pilier sledovateľnosti: Získavanie, sledovanie a dokumentácia
Certifikované získavanie je základ. Spolupracujeme iba s dodávateľmi, ktorí poskytujú kompletnú dokumentáciu pre každú šaržu titánu. To vždy zahŕňa správy o skúškach z mlyna (MTR), ktoré overujú presné chemické a fyzikálne vlastnosti materiálu oproti požadovaným špecifikáciám.
Sledovanie šarže a čísla šarže
Keď certifikovaný materiál dorazí do nášho zariadenia, pridelíme mu jedinečné interné sledovacie číslo. Toto číslo je priamo spojené s pôvodným číslom šarže alebo šarže dodávateľa.
Toto spojenie je zachované počas celého cnc obrábanie titánu pracovného postupu. Od rezania a frézovania až po dokončovanie a konečnú kontrolu, každý krok je zaznamenaný oproti tomuto číslu. Tým sa vytvorí neprerušený reťazec dohľadu9 od surového tyčového materiálu až po finálny komponent, ktorý dostanete.
Zabezpečenie pripravenosti na audit
Táto dôkladná dokumentácia robí audity jednoduchými a transparentnými. Môžeme okamžite získať kompletnú výrobnú históriu pre akúkoľvek časť. Táto pripravenosť je kľúčová pre splnenie prísnych štandardov pre letecký titán ako AS9100 a dokazuje našu kontrolu procesu.
| Typ dokumentu | Účel |
|---|---|
| Správa o skúške mlyna (MTR) | Certifikuje vlastnosti surového materiálu z mlyna. |
| Certifikát zhody (CoC) | Potvrdzuje, že diely spĺňajú všetky špecifikované požiadavky. |
| Interný pracovný príkaz | Sleduje cestu dielu cez výrobu. |
Robustný titanium material traceability is built on certified sourcing, diligent tracking, and thorough documentation. This system is not just for compliance; it’s a fundamental part of risk management and quality assurance for every critical component we manufacture.
The Ultimate Guide to Titanium vs. Aluminum for CNC Parts
Choosing between titanium and aluminum is a critical decision. It directly impacts your part’s performance, weight, and final cost. This is not just about picking the stronger material.
It’s about matching properties to your specific application needs. For hardware leaders, understanding this material comparison for CNC is key to success.
Porovnanie na prvý pohľad
A quick look at the core differences is essential. Here is a high-level overview of the most common grades we work with.
| Funkcia | Titán (Ti-6Al-4V) | Hliník (6061-T6) |
|---|---|---|
| Sila | Veľmi vysoká | Mierne |
| Hmotnosť | Heavier than Al | Veľmi ľahké |
| Náklady | Vysoká | Nízka |
| Obrábateľnosť | Ťažké | Vynikajúce |
This table shows the fundamental trade-offs we manage daily.

Deeper Dive: Performance vs. Cost
When we analyze strength-to-weight, titanium is the clear winner. This makes it a staple in aerospace and medical implants. Its performance under stress and at high temperatures is unmatched by aluminum. However, this premium performance comes at a price.
The challenges in cnc obrábanie titánu are significant. It has low thermal conductivity, which traps heat at the tool tip. This leads to faster tool wear and slower machining speeds. Our process at PTSMAKE involves specialized tooling and cooling strategies to manage this.
Corrosion Resistance and Application Nuances
Titanium forms a stable, passive oxide layer. This makes it incredibly resistant to corrosion from saltwater and many industrial chemicals. Aluminum is also corrosion-resistant but can be vulnerable. It is susceptible to Galvanická korózia10 when in contact with more noble metals.
Táto stránka titanium vs aluminum machining decision often depends on the operating environment. A marine application might demand titanium, while a consumer electronics housing is perfect for aluminum.
Data-Driven Material Comparison
| Vlastníctvo | Titán (trieda 5) | Hliník (6061) | Aluminum (7075) |
|---|---|---|---|
| Hustota (g/cm³) | 4.43 | 2.70 | 2.81 |
| Pevnosť v ťahu (MPa) | ~950 | ~310 | ~572 |
| Hodnotenie obrobiteľnosti | Chudobný | Dobrý | Spravodlivé |
Our test results show even high-strength 7075 aluminum doesn’t reach titanium’s level. This data is crucial when choosing titanium or aluminum for demanding parts.
The choice between titanium and aluminum for CNC parts is a balance. You must weigh superior strength and corrosion resistance against higher material and machining costs. The application’s specific requirements will always guide the best material selection for your project.
How to Prevent Titanium Part Distortion During Machining
Titanium part distortion is a common headache. It stems from high residual stress within the material. The forces from machining release this stress unevenly.
This leads to warping and dimensional instability. Preventing titanium warping requires a thoughtful strategy from the very start. It’s not just about cutting metal.
The Core Problem: Machining Stress
Machining stress in titanium is significant. The material’s low thermal conductivity traps heat in the cutting zone. This heat, combined with cutting forces, induces stress. Poor strategy makes it worse.
A smart approach controls these factors carefully.
A multi-step process is crucial for preventing titanium warping. We can’t treat it like aluminum or steel. Each step must be designed to manage and relieve stress. Ignoring this guarantees dimensional problems later on.
Strategic Roughing and Finishing
We never machine a titanium part to its final dimension in one go. First, we perform a roughing operation. We leave a consistent amount of material, usually 0.5mm to 1.5mm, on all surfaces. This initial pass removes most of the material and absorbs the bulk of the Zvyškové napätie11.
After roughing, a stress-relief step is essential. This can be a thermal treatment. The part is heated to a specific temperature and then slowly cooled. This process relaxes the internal stresses introduced during roughing.
| Stress Relief Method | Kľúčový prínos | Typická aplikácia |
|---|---|---|
| Tepelné žíhanie | Highly effective at reducing stress | Kritické letecké diely |
| Vibračná úľava od stresu | Rýchlejšie, bez tepelného skreslenia | Veľké, nekritické konštrukcie |
Pokročilé techniky upínania
Nakoniec vykonáme dokončovací prechod. Správne upnutie je tu kľúčové. Používame upínacie prípravky s nízkou upínacou silou. Tým sa zabráni zavedeniu nových napätí do teraz stabilizovanej súčiastky. Cieľom je držať súčiastku bezpečne bez jej deformácie. Tým sa zabezpečí, že konečné rozmery budú po cnc obrábanie titánu proces.
Riadenie vnútorného napätia je kľúčom k zabráneniu deformácie titánových súčiastok. Sekvencia hrubovania, odľahčenia pnutia a starostlivého dokončovania nie je voliteľná. Je to základné pre dosiahnutie rozmerovej presnosti a stability v každej titánovej súčiastke, ktorú v PTSMAKE vyrábame.
The Definitive Guide to Titanium Prototyping Best Practices
Efektívne prototypovanie titánu šetrí čas a peniaze. Kľúčom je vedieť, kedy sa rozhodnúť pre tento prémiový materiál. Pre počiatočné kontroly tvaru a lícovania je často rozumnejšie použiť náhradu.
Tento prístup vám umožní rýchlo vylepšiť váš dizajn. Keď je koncept pevný, môžete prejsť na skutočný titán. Tým ochránite svoj rozpočet pred nákladnými revíziami v počiatočných fázach.
Kedy použiť náhradné materiály
Zvážte náhrady pre prototypy v počiatočných fázach. Tým pomôžete overiť ergonómiu a montáž bez vysokých nákladov na titán.
| Fáza prototypu | Odporúčaný materiál | Primárny cieľ |
|---|---|---|
| Konceptuálny model | 3D tlačený plast (PLA, ABS) | Tvar a lícovanie |
| Funkčné (nízke napätie) | Hliník (napr. 6061) | Základná mechanika |
| Predvýrobná príprava | Titán (Ti-6Al-4V) | Plné overenie |
Using this staged method ensures you only invest in titanium prototype machining when you’re confident in the design.

Strategies for Fast-Turnaround Prototypes
Speed is critical in rapid prototyping titanium. Success depends on smart planning and clear communication with your manufacturing partner. We focus on this at PTSMAKE.
A well-defined Design for Manufacturability (DFM) review is the first step. For titanium, this means simplifying geometries where possible. It also means designing for optimal tool access to reduce machine time.
Titanium has unique properties. It is prone to work-hardening and has low thermal conductivity. These factors can lead to tool wear and surface finish issues. A common problem is žlč12, where materials adhere under pressure.
Our DFM analysis, based on collaborative research with clients, helps prevent these issues. It streamlines the cnc obrábanie titánu proces.
Validating Your Titanium Design
Before full production, rigorous testing is essential. This confirms your part meets all functional and performance requirements.
| Validation Step | Účel | Metóda |
|---|---|---|
| Rozmerová analýza | Verify geometric accuracy | CMM kontrola, 3D skenovanie |
| Mechanické testovanie | Testovanie pevnosti a odolnosti | Skúšky ťahom, únavou, nárazom |
| Funkčné testovanie | Potvrdenie reálneho výkonu | Montážne a prevádzkové skúšky |
Tieto stránky testovanie titánových návrhov kroky zabezpečujú, že váš konečný produkt je spoľahlivý a efektívny, čím sa predchádza nákladným zlyhaniam neskôr.
Efektívna prototypová výroba titánu si vyžaduje strategický prístup. Použite náhradné materiály na skoré overenie, aplikujte DFM princípy pre rýchlosť a vykonajte dôkladné testovanie pred prechodom na plnohodnotnú výrobu. Tým sa efektívne vyváži cena, čas a kvalita.
Ako škálovať od prototypu z titánu po výrobu
Prechod od jedného titánového prototypu k plnohodnotnej výrobe je veľkým krokom. Nie je to len o výrobe väčšieho počtu dielov. Vyžaduje si to úplne iné myslenie a robustný plán.
Úspešný prechod je postavený na pevnej stratégii. Tento plán musí pokrývať všetko. Zahŕňa nástroje, validáciu procesov, kontrolu kvality a váš dodávateľský reťazec. Bez neho náklady rastú a termíny sa nedodržiavajú.
Kľúčové pilier prechodu
| Etapa | Zameranie | Cieľ |
|---|---|---|
| Nástroje | Odolnosť a rýchlosť | Minimalizujte prestoje a časy cyklov |
| Proces | Opakovateľnosť | Zabezpečte, aby každý diel spĺňal špecifikácie |
| Kvalita | Škálovateľnosť | Udržujte štandardy pri vysokom objeme |
| Dodávateľský reťazec | Spoľahlivosť | Zabezpečte tok materiálu a dodávok |

Zvýšenie produkcie vašich titánových dielov si vyžaduje zdokumentovaný prechodový plán. Toto nie je len návrh; je to nevyhnutné pre úspech pri prechode z nízkoobjemovej na vysokooobjemovú výrobu titánu. V spoločnosti PTSMAKE sa zameriavame na štyri kľúčové oblasti, aby sme zabezpečili hladké zvýšenie produkcie.
Optimalizácia vašej stratégie nástrojov
Vaše prototypové nástroje nevydržia výrobné cykly. Pre rozsiahlu cnc obrábanie titánu, potrebujete robustné nástroje vyrobené z karbidu alebo iných odolných materiálov. Optimalizujeme dráhy nástrojov a chladiace stratégie špecificky pre vysokooobjemovú produkciu. Tým sa skracujú časy cyklov a predlžuje životnosť nástrojov.
Validácia výrobného procesu
Validovaný proces je opakovateľný. Prechádzame od kontrol jednotlivých dielov k štatistickej kontrole procesov (SPC). Tým sa zabezpečuje stabilita a predvídateľnosť. Správy o prvej výrobnej kontrole (FAI) potvrdzujú, že výrobný proces konzistentne vytvára diely, ktoré spĺňajú každú špecifikáciu. Konzistentná Obrábanie13 je kritickým, ale často prehliadaným aspektom tejto fázy.
Zvýšenie kontroly kvality a logistiky
Manuálna kontrola nie je možná pre tisíce dielov. Zavádzame automatizované systémy, ako sú CMM a optické skenery. Tým sa efektívne škáluje kontrola kvality. Na strane logistiky zabezpečujeme dlhodobé zmluvy na surový titán. Tým sa zaručuje dostupnosť materiálu a stabilizujú ceny, čo je kľúčové pre výrobu titánových dielov vo veľkom meradle.
| Aspekt | Fáza prototypu | Fáza výroby |
|---|---|---|
| Nástroje | Mäkšie, menej odolné | Kalený karbid s dlhou životnosťou |
| Overovanie | Manuálne meranie | Štatistická kontrola procesov (SPC) |
| Kontrola | 100% manuálna kontrola | Automatizované CMM, odberové plány |
| Dodávka | Jednorazové nákupy | Dlhodobé dohody s dodávateľmi |
A structured plan is non-negotiable for scaling titanium production. By strategically addressing tooling, process validation, quality control, and supply chain logistics, you can transition smoothly from a single prototype to high-volume manufacturing, ensuring consistency and reliability.
Kompletný sprievodca kontrolou kvality obrábaného titánu
Inspecting titanium parts is more than just measuring. It requires a systematic approach to quality control. This ensures every component meets exact specifications.
At PTSMAKE, we integrate advanced tools with strict process frameworks. This combination is crucial for achieving consistent results.
Key Inspection Methodologies
We rely on several high-precision instruments for thorough validation. Each tool serves a specific purpose in our quality control workflow for inspecting titanium parts.
| Nástroj | Primárne použitie | Presná úroveň |
|---|---|---|
| CMM | Complex 3D geometries | Veľmi vysoká |
| Optický komparátor | 2D profiles and features | Vysoká |
| Tester drsnosti | Meranie povrchovej úpravy | Micro-level |
| Thread Gauges | Thread accuracy (Go/No-Go) | Štandardizované |
These tools provide the data we need. But the process framework ensures data is used effectively for true titanium quality control.

A comprehensive inspection plan is the roadmap for quality. It details every check, from raw material verification to final sign-off. This plan is not static; it’s a living document.
Kontrola prvého článku (FAI)
The First Article Inspection (FAI) is a critical milestone. It’s a full verification of the first production-run part against the design drawings. For complex cnc machining titanium parts, FAI confirms our entire process—tooling, programming, and setup—is correct before mass production begins. It prevents costly errors down the line.
Monitorovanie počas procesu
We don’t wait until the end to find problems. We use methods like Štatistická kontrola procesov (SPC)14 to monitor the manufacturing process in real time. This allows us to detect and correct any deviations as they happen. This proactive approach ensures stability and repeatability.
Tabuľka nižšie načrtáva typický postup kontroly titánovej súčiastky.
| Etapa | Činnosť | Kľúčové zváženie pre titán |
|---|---|---|
| Prijatie | Overenie certifikátu materiálu | Správna trieda (napr. Trieda 5) a pôvod |
| V procese | Monitorovanie kľúčových charakteristík (SPC) | Opotrebenie nástroja, tepelná rozťažnosť |
| Záverečná stránka | Kontrola kritického rozmeru 100% | Súlad s GD&T, meranie CMM |
Tento štruktúrovaný proces je základný. Takto zaručujeme, že každá jedna časť, ktorú dodáme, je identická a spĺňa všetky požiadavky.
Efektívna kontrola kvality titánu integruje presné nástroje, ako sú CMM, so štruktúrovanými procesmi, ako sú FAI a SPC. Tým sa zabezpečuje, že stabilita procesu a zhoda dielov sú udržiavané od prvej vzorky až po konečnú výrobnú jednotku, čím sa zaručuje spoľahlivosť.
Ako vyhodnotiť CNC partnera pre obrábanie titánu
Výber dodávateľa na obrábanie titánu je kľúčový. Správny partner zabezpečí, že vaše vysokovýkonné diely spĺňajú špecifikácie. Nesprávny partner môže spôsobiť nákladné oneskorenia a zlyhania.
Tento kontrolný zoznam vám pomôže systematicky hodnotiť CNC dielne. Pokrýva kľúčové oblasti, na ktorých najviac záleží pri úspešných titánových projektoch.
Kľúčové oblasti pre preverenie
Použite tento sprievodca pre nákupné a technické tímy. Poskytuje jasný rámec pre informované rozhodnutie.
| Kategória hodnotenia | Kľúčové otázky, ktoré si treba položiť |
|---|---|
| Schopnosť stroja | Majú stroje s pevným, vysokým krútiacim momentom a 5 osami? |
| Odbornosť v oblasti materiálov | Môžu diskutovať o konkrétnych triedach titánu (napr. Trieda 5 vs. Trieda 2)? |
| Systémy kvality | Sú certifikovaní podľa AS9100 alebo ISO 13485? |
| Relevantné skúsenosti | Môžu ukázať príklady podobných zložitých dielov? |
Schopný partner na výrobu titánu s istotou odpovie na tieto otázky.

Nájsť správneho partnera na CNC obrábanie titánu presahuje jednoduché porovnanie cien. Musíte sa hlbšie ponoriť do ich technických schopností a procesov kvality. Robustné hodnotenie chráni váš projekt pred rizikom.
Schopnosť obrábacích strojov
Štandardné stroje majú s titánom problémy. Hľadajte dielne s modernými, pevnými CNC centrami s 5 osami. Tieto stroje minimalizujú vibrácie, čo je kľúčové pre udržanie úzkych tolerancií a dosiahnutie dobrého povrchového dokončenia na titánových dieloch.
Systémy chladenia pod vysokým tlakom sú tiež nevyhnutné. Sú nevyhnutné na odstraňovanie triesok a riadenie tepla v reznej zóne. Tým sa zabráni opotrebeniu nástroja a poškodeniu materiálu.
Odbornosť v oblasti materiálov a procesov
Skutočná odbornosť je životne dôležitá pri výbere dodávateľa na obrábanie titánu. Dodávateľ by mal rozumieť nuansám medzi rôznymi titánovými zliatinami. Obrábanie triedy 5 (Ti-6Al-4V) sa veľmi líši od obrábania komerčne čistého stupňa 2.
Opýtajte sa na ich stratégie na zmiernenie spevňovanie práce15. Znalý partner bude diskutovať o špecifických nástrojoch, rýchlostiach posuvu a rezných stratégiách navrhnutých na zvládnutie tejto výzvy. V spoločnosti PTSMAKE sme vyvinuli vlastné parametre procesu pre rôzne zliatiny.
| Certifikácia | Zameranie na priemysel | Čo zaručuje |
|---|---|---|
| AS9100 | Letectvo a obrana | Prísna kontrola procesov, sledovateľnosť a riadenie rizík. |
| ISO 13485 | Zdravotnícke pomôcky | Riadenie kvality pre komponenty zdravotníckych pomôcok. |
| ISO 9001 | Všeobecná výroba | Základný systém manažérstva kvality. |
Preukázateľné skúsenosti
Nakoniec si prezrite ich portfólio. Požiadajte o prípadové štúdie alebo príklady dielov podobných vašim z hľadiska zložitosti a materiálu. Toto je najlepší dôkaz ich schopnosti dodávať. História výroby vysokovýkonných komponentov dokazuje, že sú spoľahlivým partnerom pre výrobu titánu.
Tento kontrolný zoznam poskytuje štruktúrovaný prístup k hodnoteniu CNC dielní. Pomáha vám pozrieť sa nad rámec ceny a posúdiť skutočné schopnosti, čím zabezpečíte, že nájdete partnera, ktorý zvládne jedinečné požiadavky CNC obrábania titánu a bude konzistentne dodávať kvalitné diely.
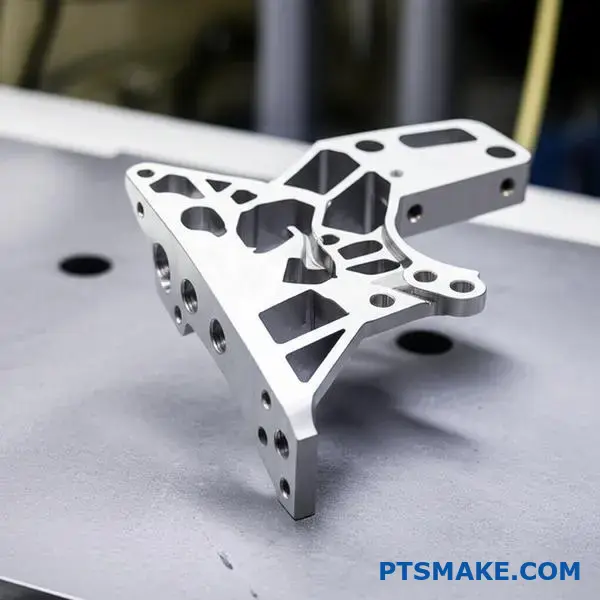
Prípadová štúdia: Riešenie zložitej výzvy pri obrábaní titánového držiaka
Teória je jedna vec, ale na výsledkoch záleží. Prejdime si prípadovú štúdiu reálneho obrábania titánu.
Klient z leteckého priemyslu nás oslovil so zložitou titánovou konzolou. Táto časť mala tenké steny a zložité geometrie. Ich predchádzajúci dodávateľ mal problémy, čelil vysokým nákladom a nekonzistentnej kvalite. Toto je bežný príbeh v cnc obrábanie titánu.
Počiatočná výzva
Hlavnými problémami boli deformácia dielov a rýchle opotrebenie nástrojov. To viedlo k vysokej miere odpadu, čo výrazne zvýšilo jednotkovú cenu.
| Oblasť výzvy | Vplyv na výrobu |
|---|---|
| Deformácia dielov | Nesplnenie rozmerových tolerancií |
| Opotrebovanie nástrojov | Zvýšené náklady na nástroje a prestoje |
| Čas cyklu | Dlhé časy obrábania, vysoké náklady na prácu |
| Miera šrotu | Bolo odmietnutých viac ako 201 dielov |
Naším cieľom bolo vyriešiť tieto problémy. Potrebovali sme dodať úspešný príklad titánovej súčiastky, ktorý by spĺňal výkonnostné a rozpočtové ciele.
Kolaboratívny prístup DFM
Prvým krokom nebolo začať obrábanie. Namiesto toho sme iniciovali revíziu Design for Manufacturability (DFM) s inžinierskym tímom klienta. Tento kolaboratívny proces je kľúčový v PTSMAKE.
Identifikovali sme niekoľko vnútorných rohov s extrémne malými polomermi. Aj keď bolo možné ich obrobiť, tieto prvky boli hlavnými faktormi namáhania a opotrebenia nástroja. Navrhli sme mierne zväčšenie polomerov. Táto zmena nemala žiadny vplyv na usadenie alebo funkciu konzoly. Klient ju rýchlo schválil.
Obrábacia stratégia
S optimalizovaným dizajnom sme vyvinuli mnohostrannú obrábaciu stratégiu. Úspech s komplexnou titánovou konzolou si vyžaduje viac než len správny stroj.
Najprv sme zvolili 5-osové CNC obrábacie centrum s vysokou tuhosťou. To minimalizovalo vibrácie, ktoré sú kritické pre tenkostenné diely. Výber materiálu pre nástroje bol tiež kľúčový. Zvolili sme špecifické karbidové frézy s povlakmi určenými pre titánové zliatiny. Tieto povlaky znižujú trenie a bojujú proti spevňovanie práce16.
Naša stratégia sa zamerala na udržanie konštantného zaťaženia nástroja. Použilo sa vysokorýchlostné frézovanie s trochodálnou dráhou nástroja. Tento prístup zabraňuje náhlym nárazom na nástroj, predlžuje jeho životnosť a zlepšuje povrchovú úpravu.
| Komponent stratégie | Odôvodnenie |
|---|---|
| 5-osové CNC | Prístup ku komplexným prvkom, zníženie počtu upnutí |
| Nástroje z karbidu s povlakom | Odolnosť voči teplu a abrazívnemu opotrebeniu |
| Vysokotlaková chladiaca kvapalina | Efektívne odvádzanie triesok a chladenie |
| Trochoidné frézovanie | Udržiavanie konštantného zaťaženia nástroja, zníženie opotrebenia |
Úspešný výsledok
Výsledky boli okamžité a významné. Po implementácii našej stratégie sme zaznamenali dramatické zlepšenie vo všetkých kľúčových ukazovateľoch.
In collaboration with our client, we found that the scrap rate dropped to below 2%. The cycle time per part was reduced by approximately 35%. This successful titanium part example demonstrates how a smart, collaborative approach can conquer even the toughest machining challenges.
This titanium machining case study highlights a core principle. Proactive collaboration and a well-planned machining strategy are essential. They turn a difficult project into a repeatable, cost-effective success, delivering a part that performs flawlessly under demanding aerospace conditions.
Budúcnosť obrábania titánu: Pokročilé technológie, ktoré treba sledovať
The world of CNC machining titanium is on the brink of a major shift. We’re moving beyond just faster spindles and sharper tools.
Ďalšia vlna inovácií
Three key areas are driving this change. These are hybrid manufacturing, advanced tool coatings, and AI-powered controls.
Prečo je to dôležité
These aren’t just theories. They promise real-world benefits. Think faster production, better parts, and smarter processes. The future of titanium machining is exciting.
| Technológia | Tradičný prístup | Future Impact |
|---|---|---|
| Part Creation | Purely Subtractive | Additive + Subtractive |
| Nástroje | Standard Carbide | Coated, Smart Tools |
| Proces | Manual Adjustment | AI-Driven, Adaptive |

Let’s break down these titanium manufacturing innovations. Each one solves a different core challenge in CNC machining titanium, moving the industry toward a new standard.
Hybrid Machining: The Best of Both Worlds
Predstavte si, že pomocou 3D tlače vytvoríte zložité titánové diely blízko ich konečného tvaru. Potom použijete CNC obrábanie na kritické dokončovacie práce. Toto je hybridná výroba.
Tento prístup drasticky znižuje odpad materiálu. Taktiež znižuje celkový čas obrábania, čo je hlavný faktor nákladov pri titánových projektoch. Je to kľúčová súčasť pokročilej CNC titánovej stratégie.
Pokročilé povlaky nástrojov
Teplo je nepriateľom pri rezaní titánu. Nové povlaky nástrojov sú našou najlepšou obranou. Vytvárajú neuveriteľne tvrdú a hladkú bariéru medzi nástrojom a materiálom.
Tieto nové povlaky dramaticky zlepšujú tribologické17 vlastnosti na rozhraní rezu. Na základe našich interných testov môžu niektoré povlaky predĺžiť životnosť nástroja o viac ako 30% a zároveň umožniť vyššie rýchlosti rezania.
| Typ povlaku | Kľúčový prínos | Ideálna aplikácia |
|---|---|---|
| TiAlN | Tvrdosť pri vysokých teplotách | Hrubovanie pri vysokých rýchlostiach |
| AlCrN | Vynikajúca odolnosť proti opotrebovaniu | Dokončovacie operácie |
| Nanokompozit | Extrémna tvrdosť a nízke trenie | Náročné letecké diely |
Adaptívne riadenie riadené umelou inteligenciou
Tu sa výroba stáva skutočne inteligentnou. Senzory na stroji počúvajú proces rezania. Umelá inteligencia analyzuje tieto údaje v reálnom čase.
Ak zaznamená problémy, ako je opotrebenie nástroja alebo vibrácie, automaticky upraví parametre rezania. Tým sa predchádza poruchám a zabezpečuje sa konzistentná kvalita bez neustáleho dohľadu operátora.
Budúcnosť obrábania titánu kombinuje aditívne a subtraktívne metódy, vylepšené nástroje a umelú inteligenciu. Tieto inovácie sú pripravené revolučne zmeniť efektivitu, znížiť odpad a zlepšiť kvalitu dielov, čím definujú novú generáciu pokročilej CNC titánovej výroby.
Získajte cenovú ponuku na zákazkové CNC obrábanie titánu od PTSMAKE ešte dnes!
Ste pripravení posunúť svoj projekt CNC obrábania titánu od konceptu k výrobe s bezkonkurenčnou presnosťou a spoľahlivosťou? Kontaktujte expertný tím PTSMAKE a získajte rýchlu cenovú ponuku bez záväzkov – zažite svetovú kvalitu, pohotovú podporu a včasné dodanie vašich vysokovýkonných dielov!

Dozvieďte sa viac o tom, prečo je táto vlastnosť nevyhnutná pre materiály používané v ľudskom tele. ↩
Zistite, ako dochádza k adhezívnemu opotrebeniu a ako ovplyvňuje integritu povrchu vašich obrábaných dielov. ↩
Zistite, ako tento špecifický typ prenosu materiálu medzi nástrojom a obrobkom spôsobuje predčasné zlyhanie nástroja. ↩
Pochopte, ako táto adhezívnosť materiálu môže zničiť váš obrobok a nástroj, a naučte sa účinné metódy prevencie. ↩
Preskúmajte, ako tento proces zvyšuje prirodzenú odolnosť titánu voči korózii v drsnom prostredí. ↩
Preskúmajte, ako tento metalurgický efekt ovplyvňuje životnosť nástroja a hospodársky výsledok vášho projektu. ↩
Zistite, ako tento metalurgický efekt komplikuje obrábanie a aké kroky podnikáme na jeho prevenciu. ↩
Zistite, ako táto kumulatívna chyba ovplyvňuje kvalitu vášho konečného dielu a ako ju kontrolovať. ↩
Zistite, ako zdokumentovaný reťazec starostlivosti chráni váš projekt a zabezpečuje úplnú zhodu. ↩
Zistite, ako predchádzať zlyhaniu materiálu pri použití rôznych kovov v zostave. ↩
Pochopte vnútorné sily, ktoré môžu ohroziť rozmerovú presnosť vášho dielu. ↩
Dozviete sa viac o tejto kritickej výzve pri obrábaní a o tom, ako jej predchádzať. ↩
Zistite, ako správne upnutie obrobku zvyšuje efektivitu výroby a konzistenciu dielov pri vysokobjemovom CNC obrábaní. ↩
Zistite, ako SPC pomáha znižovať chyby a zlepšovať konzistenciu výroby pre vaše projekty. ↩
Zistite, ako táto vlastnosť materiálu ovplyvňuje životnosť nástroja a kvalitu dielu počas obrábania. ↩
Zistite, ako táto vlastnosť materiálu ovplyvňuje obrobiteľnosť a životnosť nástroja v našej podrobnej príručke. ↩
Pochopte vedu o trení a opotrebení, aby ste videli, ako nové povlaky revolučně menia výkon nástrojov. ↩






