

チタンの機械加工は極度の精度を要求しますが、多くのCNCショップは、加工硬化、急速な工具摩耗、熱的課題といったその悪名高い評判に苦労しています。これらの困難は、しばしば、航空宇宙や医療分野の重要な部品において、不良品の発生、予算超過、納期遅延につながります。.
チタンのCNC機械加工には、その低い熱伝導率と加工硬化の傾向を克服し、高性能部品の生産を成功させるために、特殊な切削工具、精密な熱管理、戦略的な加工パラメータが必要です。.

この包括的なガイドでは、チタンのグレード選定や工具戦略から、厳しい公差の達成、生産規模の拡大まで、あらゆることを網羅しています。一般的なチタン機械加工の課題に対処する実績のある技術を発見し、最も要求の厳しいプロジェクトのサプライヤーを評価する方法を学びます。.
CNC機械加工用チタングレード完全ガイド
適切なチタングレードの選択は非常に重要です。それは部品の性能とコストに直接影響します。すべてのチタンが同じではありません。.
グレード間の違いは非常に大きい場合があります。これは、CNC加工チタン部品の場合に特に当てはまります。.
最も一般的な選択肢を見ていきます。プロジェクトに最適なものを見つけることができます。加工用チタンの一般的なグレードをいくつか比較してみましょう。.
| グレード | 強さ | 耐食性 | 加工性 |
|---|---|---|---|
| グレード2 | 中程度 | 素晴らしい | グッド |
| グレード5 | 高い | 非常に良い | フェア |
| グレード23 | 高い | 素晴らしい | フェア |
このガイドは、チタン合金を賢く選択するのに役立ちます。.
グレード2:ワークホース
グレード2は純チタンです。優れた耐食性と成形性を提供します。そのため、多くの用途に最適です。.
海洋または化学処理部品を考えてみてください。合金と比較して強度が低いことが主なトレードオフです。しかし、その加工性は大きな利点です。生産中の時間と工具の摩耗を節約できます。.
グレード5(Ti-6Al-4V):航空宇宙の標準
グレード5、またはTi-6Al-4Vは、最も人気のある合金です。高い強度、軽量、良好な耐食性の素晴らしい組み合わせを提供します。Ti-6Al-4Vの特性は、航空宇宙用途に最適です。.
構造部品やエンジン部品に見られます。その強度対重量比は、ほとんどの他の金属では比類がありません。そのため、高性能分野で非常に重宝されています。.
グレード23:医療用グレード
グレード23は、グレード5よりも高純度なバージョンです。酸素、窒素、鉄の含有量が低くなっています。これにより、延性と破壊靭性が向上します。.
その主な特徴は、優れた 生体適合性1. です。これにより、医療用インプラントの最良の選択肢となります。骨ネジ、ピン、歯科インプラントなどを想像してみてください。人体との長期間の接触にも安全です。.
| 特徴 | グレード2 | グレード 5 (Ti-6Al-4V) | グレード23(ELI) |
|---|---|---|---|
| 構成 | 商業的純度 | Ti, 6Al4V | Ti, 6Al4V (Extra Low Interstitials) |
| 強さ | より低い | 高い | 高い |
| 延性 | 高い | 中程度 | 高い |
| 主要用途 | インダストリアル | 航空宇宙、自動車 | 医療用インプラント |
適切なチタングレードを選択することは非常に重要です。グレード2は優れた加工性を提供します。グレード5は航空宇宙分野に優れた強度を提供します。グレード23は、その純度と安全性から医療用インプラントの標準となっています。アプリケーションが選択を決定します。.
チタンの加工性における4つの主要な課題
では、なぜチタンの加工はそれほど難しいのでしょうか?それは一つの理由だけではありません。4つの異なる特性の組み合わせです。それぞれが、機械工にとって独自の課題を生み出します。.
エンジニアや調達担当者は、これらの問題を理解する必要があります。これらは、生産コスト、納期、最終的な部品の品質に直接影響します。.
主な原因を簡単にまとめました。
| チャレンジ | 第一次影響 |
|---|---|
| 低熱伝導率 | 切削工具に極度の熱が発生する |
| 仕事のハード化 | 切削中に材料が硬くなる |
| ガリング(癒着) | チタンが工具表面に溶着する |
| 工具の摩耗が激しい | 工具が非常に早く摩耗する |
これらのチタン加工の問題に対処することは、選択ではありません。成功には不可欠です。.

これらの課題の「なぜ」を理解することが、解決策を見つけるための第一歩です。PTSMAKEでは、チタンのCNC加工におけるこれらの特定の問題それぞれに対抗するための戦略を長年開発してきました。鋼やアルミニウムの加工とは異なる考え方が必要です。.
低い熱伝導率:熱の問題
チタンは熱をうまく放散しません。切削中に発生する熱の約80%は、チップではなく切削工具に直接伝わります。この極端な熱は、工具の変形や破損を引き起こす可能性があります。.
化学的反応性と溶着
チタンは高温で非常に反応性が高いです。これにより、チップが工具の刃先に溶着します。この現象は、 凛々しい2, と呼ばれ、表面仕上げが悪くなり、工具が早期に破損する可能性があります。付着との絶え間ない戦いです。.
チタンの加工硬化を理解する
チタンは加工中に硬化する傾向があります。切削工具からの圧力と熱により、表面層が母材よりも著しく硬くなることがあります。これにより、後続の切削がはるかに困難になり、工具の摩耗が増加します。.
工具摩耗へのドミノ効果
これらの要因が組み合わさって、急速で深刻な工具摩耗が発生します。高い熱、化学的反応性、加工硬化はすべて、同時に切削工具を攻撃します。当社の社内テストに基づくと、工具寿命は他の一般的な金属と比較して劇的に短くなる可能性があります。.
| 素材 | 相対的な工具寿命の予測 |
|---|---|
| アルミニウム6061 | 100%(ベースライン) |
| ステンレス304 | 25% |
| チタン Ti-6Al-4V | <10% |
これにより、工具管理と交換が重要なコスト要因となります。.
チタンの加工上の困難—熱、硬化、溶着—を克服することは非常に重要です。これらの問題は工具摩耗を直接増加させ、コストを上昇させ、経験豊富なパートナーによって管理されない場合は部品の品質を損なう可能性があります。成功には、各課題に対する特定の戦略が必要です。.
チタン用切削工具の選定の秘訣
チタン加工では、適切な工具を選択することが重要です。主な敵は熱です。鋼の場合のようにチップを通して放散されません。代わりに、刃先に集中し、急速な工具摩耗につながります。.
これが、特殊工具が交渉の余地がない理由です。サブミクロン粒カーバイドグレードは良い出発点です。それらは必要な靭性を提供します。適切なコーティングは、熱バリアを提供します。.
いくつかの一般的な素材の選択肢を見てみましょう。.
| 工具材料 | 耐熱性 | 耐摩耗性 | 申し込み |
|---|---|---|---|
| 非コーティング超硬合金 | グッド | グッド | 汎用 |
| AlTiNコーティングカーバイド | 素晴らしい | 素晴らしい | 高速加工 |
| PVDコーティングカーバイド | 非常に良い | 非常に良い | 仕上げ作業 |
チタンに最適な切削工具を選択するには、素材とコーティングをご自身の特定の加工に合わせて調整する必要があります。.

素材以外にも、工具の形状は重要です。チタンのCNC加工を成功させるためには、常に鋭利な刃先とポジティブなすくい角を持つ工具を探します。これにより、切削抵抗とそれに伴う発熱が低減されます。通常35~45度程度の高いリード角は、切りくずの排出に役立ちます。切りくずの排出が悪いと、再切削につながり、工具寿命にとって壊滅的です。.
窒化アルミニウムチタン(AlTiN)のようなコーティングは標準的です。これらは高温で酸化アルミニウムの保護層を形成し、カーバイド基材を断熱します。これはゲームチェンジャーです。適切なコーティングに切り替えるだけで、テストで工具寿命が大幅に延びるのを確認しました。.
ただし、ツールパス戦略も同様に重要です。鋭い角や急激な方向転換は避けてください。代わりに、トロコイド加工や高効率加工(HEM)パスを使用します。これらは、一貫した工具接触角を維持します。これにより、衝撃荷重を防ぎ、熱を制御します。熱は主な原因です。 付着摩耗3. 。プロセス全体がスムーズになります。.
最適なチタン加工工具は、安価ではないことが多いです。明確なトレードオフがあります。.
| ファクター | 高性能工具 | 標準工具 |
|---|---|---|
| 初期費用 | より高い | より低い |
| 工具寿命 | かなり長い | より短い |
| 加工速度 | より速く | 遅い |
| 部品単価 | より低い | より高い |
チタン用のプレミアムカーバイド工具に初期投資を増やすことは、元が取れます。工具寿命が長く、サイクルタイムが短縮され、最終的には完成部品あたりのコストが低くなります。当社では、パートナーがこの決定を支援します。.
チタン加工の成功は、工具素材、特定の形状、インテリジェントなツールパスの戦略的な組み合わせにかかっています。この全体的なアプローチは、熱と摩耗を管理し、初期工具コストと長期的なパフォーマンスのバランスを取り、最終的な部品あたりのコストを削減します。.
チタンCNC部品で厳しい公差を達成する方法
チタンで±0.001インチまたはそれ以上の精度を達成することは、機械加工工場のスキルの真の試金石です。単に金属を切断するだけではありません。扱いにくい素材を制御することです。.
成功するには 高精度チタン加工 は包括的なアプローチが必要です。熱を管理し、部品を完璧に固定し、適切な設備を使用する必要があります。すべてのステップが重要です。.
| チャレンジ | コア戦略 |
|---|---|
| 熱の蓄積 | 効果的なクーラント管理 |
| 部品のたわみ | 強固な治具 |
| 寸法精度 | 工程内検査 |
これらの 厳しい公差のチタン部品 を保持するには、これらのコア領域を習得する必要があります。許容できる誤差はほとんどありません。.

精密加工のためのエンジニアリング戦略
成功するには チタン精密加工, 、標準的な実践を超えなければなりません。応力下での材料の挙動を深く理解する必要があります。ここPTSMAKEでは、4つの主要分野に焦点を当てています。.
熱管理は重要です
チタンは熱をうまく放散しません。これは、熱が切削工具に集中し、急速な摩耗を引き起こすことを意味します。高圧クーラントは単なる提案ではありません。必須です。チップを洗い流し、熱が部品の表面と寸法を損なうのを防ぎます。.
絶対的な剛性のための治具
チタンの加工では、切削力が大きくなります。弱い治具は部品の振動やたわみを引き起こし、厳しい公差を不可能にします。当社は、加工中に部品が動かないように、コンポーネントをしっかりと支えるカスタム治具を設計することがよくあります。 CNCチタン加工 プロセスだ。
その仕事に合った機械
CNC機械はタスクに対応できる必要があります。これは、剛性が高く頑丈な機械で、高トルクスピンドルと最小限の振れがあることを意味します。能力のある機械がなければ、工具のたわみや振動との戦いに負けるでしょう。.
| 機械要件 | なぜ重要なのか |
|---|---|
| 高い剛性 | 振動やビビリを防ぐ |
| 高トルクスピンドル | 負荷下でも切削速度を維持する |
| 精密なウェイ/ガイド | 工具の正確な位置決めを保証する |
これらのいずれかの領域での失敗は、プロセス全体を損ないます。リスクは 凛々しい4 また、チップが工具に溶着する可能性のある不適切なセットアップでも増加します。.
工程内検査
部品を測定するために最後まで待つことはできません。加工サイクルの全期間にわたって重要な寸法を確認するために、インプロセスプロービングを使用します。これにより、工具の摩耗や熱膨張をリアルタイムで補正し、最終部品が完璧であることを保証できます。.
チタンで厳しい公差を達成するには、システムが必要です。熱制御、剛性の高いワーク保持、能力のある機械、そして継続的な測定を組み合わせます。この体系的なアプローチは、困難な材料を最も要求の厳しい仕様を満たす完成品に変えます。.
チタン部品の仕上げとバリ取り完全ガイド
CNCチタン加工の後も、旅は終わりません。ポストプロセッシングは、良い部品が例外的なものになる場所です。この重要な段階が、最終的な外観、感触、パフォーマンスを決定します。.
効果的 チタンのバリ取り 機械加工で残った鋭利なエッジを除去します。これは安全性と適切な機能にとって非常に重要です。.
その後、表面仕上げは美観と特性を向上させます。耐久性のあるコーティングから高光沢研磨まで、さまざまなオプションがあります。適切な チタン部品の仕上げ 方法を選択することが重要です。.
| プロセス段階 | 主要目標 | インパクト |
|---|---|---|
| デバリング | バリと鋭利なエッジの除去 | 安全性、機能性 |
| 仕上げ | 表面特性の変更 | 美学、耐久性 |

効果的なチタンバリ取り技術
チタンの硬さにより、バリはしつこいものになります。手作業でのバリ取りは一般的ですが、一貫性に欠ける場合があります。精度を出すために、自動化された方法に頼ることがよくあります。.
小さな部品には振動タンブリングが優れています。研磨メディアを使用して、バリをスムーズに除去します。複雑な内部形状には、電解バリ取りが非接触ソリューションを提供します。部品の完全性に影響を与えることなくバリを溶解します。.
主要なチタン表面処理オプション
適切な仕上げは、用途に完全に依存します。各 チタン表面処理 は、機能と外観の両方に独自の利点を提供します。.
陽極酸化処理
アルマイト処理は、チタンに耐久性のある酸化物層を作成します。このプロセスは、耐摩耗性と耐食性を向上させます。また、塗料を使わずに鮮やかで永続的な着色を可能にします。これは、 電気化学的パッシベーション5 自然な酸化膜を厚くすることによって達成されます。.
ビーズブラスト
ビーズブラストは、均一で無指向性のマットな仕上がりを生み出します。表面をきれいにし、圧縮応力を発生させることで疲労寿命を延ばすことができます。これは、クリーンでプロフェッショナルな外観を実現するための費用対効果の高い方法です。.
研磨
滑らかで反射性の高い表面が必要な用途には、研磨が理想的です。表面摩擦を減らし、美観を高めます。これは多くの場合、粗い研磨材から始めて細かいコンパウンドで終わる多段階のプロセスです。.
| 仕上げ方法 | 主なメリット | 共通アプリケーション |
|---|---|---|
| 陽極酸化処理 | 耐食性、色 | 医療用インプラント、航空宇宙 |
| ビーズブラスト | 均一なマット仕上げ | 自動車部品、工具 |
| 研磨 | 低摩擦、美観 | 家電製品、宝飾品 |
機械加工後の処理は後回しにされません。適切なチタンのバリ取りは安全性と適合性を確保し、戦略的な表面仕上げは部品の最終的な性能、耐食性、および美観を決定します。これらは、 CNCチタン加工.
チタンCNC機械加工におけるコストドライバー:透明性の高い内訳
チタン部品の価格設定を理解するには、そのコアコストドライバーを明確に見る必要があります。高価になるのは一つの要因だけではなく、さまざまな要因の組み合わせです。.
主要なコスト要因
チタンの機械加工が高価である主な理由は単純です。原材料費の高さがその出発点です。.
次に、機械加工時間の遅さが挙げられます。熱と工具の摩耗を管理するために、機械を低速で運転する必要があります。これにより、部品あたりの必要時間が直接増加します。.
最後に、工具の急速な消耗と必要な二次加工が最終コストに追加されます。.
| コストドライバー | 最終価格への影響 | 理由 |
|---|---|---|
| 原材料 | 高い | 本質的な希少性と困難な抽出プロセス。. |
| 加工時間 | 高い | 熱管理に必要な低速切削。. |
| 金型費用 | 高い | 特殊で高価な切削工具の急速な摩耗。. |
| 二次加工 | ミディアム | 表面の完全性と仕上げにしばしば必要です。. |

これらの要素がチタンの機械加工コストにこれほど大きな影響を与える理由をさらに掘り下げてみましょう。金属棒の価格だけではありません。真のコストはワークショップの現場で明らかになります。.
機械加工時間乗数
低速での機械加工は単なる不便ではなく、コストを大幅に増大させる要因です。チタンの低い熱伝導率は、切り込み部に熱を閉じ込めます。これにより、工具の破損や材料の損傷を防ぐために、速度を落とす必要があります。.
この遅いプロセスは、リスクも高めます 加工硬化6, 、切削中に材料がさらに硬くなることです。これにより、後続のパスがより困難になり、工具の摩耗がさらに進みます。これは困難なサイクルです。.
工具および二次加工のコスト
PTSMAKEでは、チタンのCNC加工用に特殊なコーティングを施した特殊な超硬工具を使用しています。これらは標準工具よりも高価で摩耗が速いため、頻繁な交換が必要です。この消費は直接的で継続的なコストです。.
熱処理や陽極酸化処理などの二次操作は、しばしばオプションではありません。これらは、部品に必要な機械的特性や耐食性を達成するために不可欠です。各ステップは、プロジェクトにコストと時間の層を追加します。.
| オペレーション | 目的 | 相対的なコストへの影響 |
|---|---|---|
| 熱処理 | 応力緩和、強度向上 | ミディアム |
| 陽極酸化処理 | 耐食性、表面仕上げ | 低~中 |
| 研磨 | 厳しい公差の達成 | 高い |
| 不動態化 | 耐食性の向上 | 低い |
主要なコストドライバーである材料、長時間の機械加工時間、高い工具消費、および不可欠な二次操作は、チタンCNC加工がプレミアムサービスである理由を collectively に説明しています。正確な予算編成とコスト管理には、適切な計画が不可欠です。.
チタン部品の製造容易性設計(DFM)の秘訣
チタン部品を設計する際は、特定のルールに従う必要があります。これは、設計上の欠陥を容易に許容する材料ではありません。.
明確なチタンDFMガイドに従うことが不可欠です。これにより、発生する前に一般的でコストのかかる機械加工の問題を回避できます。.
加工可能なチタン設計のための主要な寸法
まずはコア形状に焦点を当てましょう。壁厚と内部半径は、あらゆる成功した設計の重要な出発点です。.
十分な半径は、より大きく、より安定した工具の使用を可能にします。これにより、ビビリが減少し、表面仕上げが向上し、部品の品質に直接影響します。.
当社のテストに基づくと、これらのパラメータに従うことは安全な選択です。.
| 特徴 | 推奨される仕様 | 主な理由 |
|---|---|---|
| 最小肉厚 | > 1.0 mm (0.040") | 部品の反りやビビリを防ぎます |
| 最小内部半径 | > 0.8 mm (0.031") | 工具のストレスと切削力を低減します |
これらの簡単なルールは、効果的で加工可能なチタン設計の基盤を形成します。.

詳細:穴の深さとフィーチャーへのアクセス性
多くの設計は、穴や複雑なフィーチャーになるとつまずきます。チタンのユニークな特性により、これらの領域はCNC加工にとって特に困難になります。.
例えば、深い穴は工具破損の主な原因です。熱がうまく放散せず、切りくずの排出が非常に困難になります。工具へのアクセスが悪いことも状況を複雑にします。カスタム治具や長い工具が必要になることが多く、剛性と精度が低下します。.
加工プロセス中に、不適切な送り速度や切削速度は原因となる可能性があります 加工硬化7, 、材料の切削をさらに困難にします。これは、最適化されていない設計でよく見られる問題です。.
ツールのアクセスと効率の最適化
常にツールが各フィーチャーにどのようにアプローチするかを考慮してください。アクセスがブロックされると、より複雑で高価な多軸セットアップが必要になります。.
これらのガイドラインは、加工性を大幅に向上させることがわかりました。.
| デザイン面 | DFMガイドライン | チタンCNC加工への影響 |
|---|---|---|
| 穴の深さ対直径比 | 6:1未満に保つ | チップ除去を強化し、工具破損のリスクを低減します |
| 機能アクセシビリティ | クリアなツールパスを確保する | セットアップを最小限に抑え、より短く/より剛性の高い工具を可能にします |
ジオメトリを単純化し、良好なアクセスを確保することで、部品の製造が本質的に容易になり、安価になります。これは、製造のための良好な設計の基本原則です。.
壁の厚さ、半径、穴の深さに関するこれらのチタンDFMガイドラインを遵守することが重要です。適切な設計は、加工時間を大幅に短縮し、コストを削減し、生産の遅延を防ぎ、プロトタイプから生産までPTSMAKEでよりスムーズなプロセスを保証します。.
複雑なチタン形状のための5軸CNC機械加工
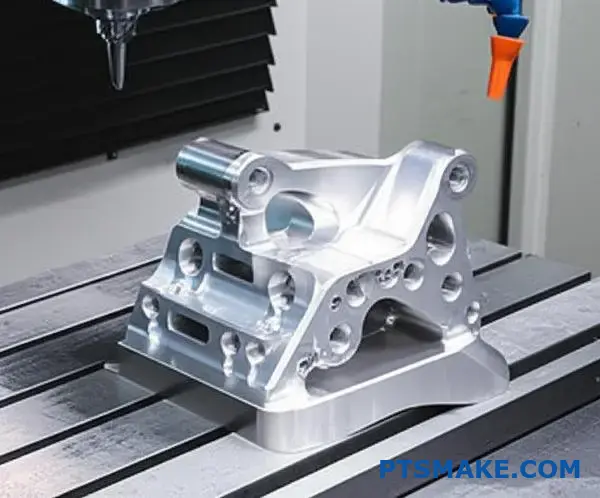
チタンの加工においては、複雑さはしばしば避けられません。これは、航空宇宙用ブラケットや医療用インプラントのような部品では特に当てはまります。これらのコンポーネントは絶対的な精度を要求します。.
ここで5軸チタン加工が真価を発揮します。これにより、単一のセットアップで複数の角度から複雑なフィーチャーにアプローチできます。.
この方法は、精度と完全性を直接向上させます。部品の再クランプに伴うリスクを最小限に抑えます。複雑なチタン部品にとっての利点は明らかです。.
| メリット | チタン部品への影響 |
|---|---|
| セットアップの削減 | 累積誤差を削減 |
| 工具へのアクセス向上 | 複雑な輪郭加工を可能にする |
| より高い精度 | 厳しい航空宇宙/医療仕様に対応 |
シングル・セットアップの利点
マルチアクスCNCチタン加工の主な利点は、「シングルセットアップ」アプローチです。部品を移動して再クランプするたびに、わずかな誤差のリスクが生じます。これは大きな問題となる可能性があります。.
5面加工を再固定なしで行うことで、この変数を事実上排除します。これにより、最初から最後まで部品の幾何学的精度を保護します。これは、PTSMAKEで重要なコンポーネントすべてに適用する基本原則です。.
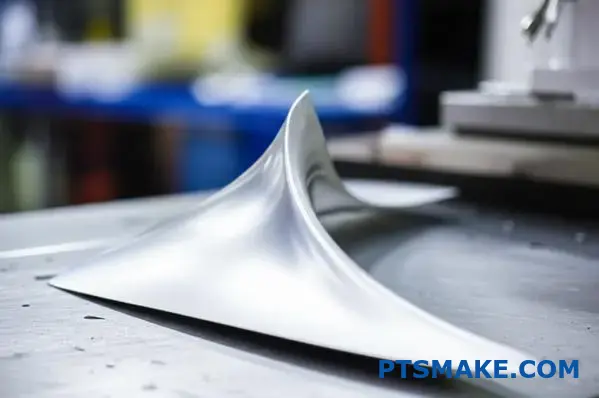
複雑な形状を解き明かす
流体部品やインプラントのような輪郭面を持つコンポーネントの場合、5軸加工は単に優れているだけでなく、必要不可欠です。切削工具を表面に接線状に保つことができます。.
この連続的な動きにより、優れた表面仕上げが得られます。また、3軸加工機では不可能な、深く複雑なポケットを加工することもできます。累積誤差は、としても知られています トレランス・スタックアップ8, 、この方法で大幅に削減されます。.
チタン加工における3軸と5軸の比較
| 特徴 | 3軸加工 | 5軸加工 |
|---|---|---|
| 必要なセットアップ | 複数 | シングル(多くの場合) |
| 輪郭加工の精度 | より低い | 非常に高い |
| サイクルタイム | 長い | より短い |
| 完全性 | 良好ですが、再固定によるリスクがあります | 素晴らしい |
CNCチタン加工におけるこの効率性は、より良い部品をより速く製造することにつながります。.
要約すると、5軸加工は複雑なチタン部品にとってゲームチェンジャーです。セットアップを削減し、曲面での精度を向上させ、優れた部品の完全性を保証します。これにより、航空宇宙および医療産業における重要な用途に不可欠となります。.
重要チタン部品の材料トレーサビリティを確保する方法
航空宇宙や医療などの重要度の高い産業では、材料のトレーサビリティは単なるベストプラクティスではありません。それは絶対的な要件です。.
すべての重要なチタン製コンポーネントには、検証可能な履歴が必要です。このプロセスにより、極限状態での性能、安全性、信頼性が保証されます。.
すべては認定された材料調達から始まります。厳密な熱処理とロット番号の追跡が続きます。これは、 認定チタン加工.
原材料から完成品に至るまでの全工程を文書化する必要があります。.
| 特徴 | トレーサブルチタン | トレーサブルでないチタン |
|---|---|---|
| 検証 | 認定ミルレポート | 出所不明 |
| リスク | 低; 基準を満たす | 高; 故障の可能性 |
| コンプライアンス | 監査準備完了 | 非準拠 |

トレーサビリティの柱: 調達、追跡、文書化
認定調達が基盤です。当社は、チタンの各バッチについて完全な文書を提供するサプライヤーのみと提携しています。これには常に、材料の正確な化学的および物理的特性が必要な仕様に対して検証するミルテストレポート(MTR)が含まれます。.
熱処理およびロット番号の追跡
認定材料が当社の施設に到着したら、一意の内部追跡番号を割り当てます。この番号は、元のサプライヤーの熱処理またはロット番号に直接リンクされます。.
このリンクは、 CNCチタン加工 全てのワークフローにわたって維持されます。切断、フライス加工から仕上げ、最終検査まで、全ての工程がこの番号に対して記録されます。これにより、未加工の棒材からお客様がお受け取りになる最終部品まで、 追跡可能性の途切れない9 連鎖が生まれます。.
監査準備の確保
この綿密な文書化により、監査はシンプルかつ透明になります。部品の完全な製造履歴を即座に引き出すことができます。この準備は、厳格な 航空宇宙チタン規格 (AS9100など)を満たすために不可欠であり、当社のプロセス管理を証明します。.
| 文書タイプ | 目的 |
|---|---|
| ミルテストレポート(MTR) | ミルからの原材料特性を証明します。. |
| 適合証明書(CoC) | 部品が全ての指定要件を満たしていることを確認します。. |
| 社内作業指示書 | 生産工程における部品の旅を追跡します。. |
強固な チタン材料トレーサビリティ は、認定された調達、注意深い追跡、および徹底した文書化によって構築されています。このシステムは、コンプライアンスのためだけではなく、当社が製造する全ての重要部品のリスク管理と品質保証の基本的な部分です。.
CNC部品におけるチタン対アルミニウムの究極ガイド
チタンとアルミニウムのどちらを選ぶかは、重要な決断です。それは部品の性能、重量、最終コストに直接影響します。これは単に、より強い素材を選ぶということではありません。.
特定の用途のニーズに合わせて特性を適合させることです。ハードウェアリーダーにとって、CNCにおけるこの材料比較を理解することは成功の鍵となります。.
一目でわかる比較
主要な違いを簡単に見てみましょう。ここでは、私たちが最もよく扱う一般的なグレードの概要を示します。.
| 特徴 | チタン(Ti-6Al-4V) | アルミニウム(6061-T6) |
|---|---|---|
| 強さ | 非常に高い | 中程度 |
| 重量 | Alより重い | 非常に軽い |
| コスト | 高い | 低い |
| 加工性 | 難しい | 素晴らしい |
この表は、私たちが日々管理している基本的なトレードオフを示しています。.

詳細分析:性能対コスト
強度対重量比を分析すると、チタンが明らかに優れています。これにより、航空宇宙および医療用インプラントの定番となっています。ストレス下や高温下での性能は、アルミニウムでは比類がありません。しかし、このプレミアムな性能には代償が伴います。.
の課題は CNCチタン加工 は大きいです。熱伝導率が低いため、工具先端に熱がこもります。これにより、工具の摩耗が速くなり、加工速度が遅くなります。PTSMAKEでの当社のプロセスでは、これを管理するために特殊な工具と冷却戦略が採用されています。.
耐食性と用途のニュアンス
チタンは安定した不動態酸化皮膜を形成します。これにより、海水や多くの工業用化学薬品による腐食に対して非常に耐性があります。アルミニウムも耐食性がありますが、脆弱になる可能性があります。貴金属と接触すると ガルバニック腐食10 に弱くなります。.
これは チタン対アルミニウムの加工 の決定は、動作環境に依存することがよくあります。海洋用途ではチタンが必要とされるかもしれませんが、家電製品の筐体はアルミニウムに最適です。.
データに基づいた材料比較
| プロパティ | チタン(グレード5) | アルミニウム(6061) | アルミニウム (7075) |
|---|---|---|---|
| 密度 (g/cm³) | 4.43 | 2.70 | 2.81 |
| 引張強さ (MPa) | ~950 | ~310 | ~572 |
| 機械加工性評価 | 貧しい | グッド | フェア |
当社のテスト結果は、高強度な7075アルミニウムでさえチタンのレベルに達しないことを示しています。このデータは、要求の厳しい部品にチタンまたはアルミニウムを選択する際に非常に重要です。.
CNC部品のチタンとアルミニウムの選択はバランスです。優れた強度と耐食性を、より高い材料費と加工費と比較検討する必要があります。アプリケーションの特定の要件が、プロジェクトに最適な材料選択を常に導きます。.
機械加工中のチタン部品の歪みを防止する方法
チタン部品の歪みは一般的な悩みです。これは材料内の高い残留応力に起因します。加工からの力はこの応力を不均一に解放します。.
これにより、反りや寸法の不安定さが発生します。チタンの反りを防ぐには、最初から慎重な戦略が必要です。単に金属を切断するだけではありません。.
コアの問題:加工応力
チタンの加工応力は大きいです。材料の低い熱伝導率が、切削ゾーンに熱を閉じ込めます。この熱は、切削力と組み合わさって応力を誘発します。悪い戦略はそれを悪化させます。.
スマートなアプローチは、これらの要因を慎重に制御します。.
マルチステッププロセスは、チタンの反りを防ぐために不可欠です。アルミニウムや鋼のように扱うことはできません。各ステップは、応力を管理し解放するように設計する必要があります。これを無視すると、後で寸法の問題が保証されます。.
戦略的な荒加工と仕上げ
チタン部品を一度に最終寸法まで加工することはありません。まず、荒加工を行います。すべての表面に、通常0.5mmから1.5mmの一定量の材料を残します。この最初のパスで大部分の材料が除去され、大部分が吸収されます。 残留応力11.
荒加工の後、応力緩和ステップが不可欠です。これは熱処理である場合があります。部品を特定の温度に加熱し、ゆっくりと冷却します。このプロセスは、荒加工中に導入された内部応力を緩和します。.
| 応力緩和方法 | 主なメリット | 代表的なアプリケーション |
|---|---|---|
| サーマルアニーリング | 応力を低減するのに非常に効果的 | 重要な航空宇宙部品 |
| 振動ストレス・リリーフ | より速く、熱歪みなし | 大きな非クリティカル構造物 |
高度な治具技術
最後に、仕上げ加工を行います。ここでは適切な治具が重要です。低クランプ力治具を使用します。これにより、安定した部品に新たな応力を導入するのを防ぎます。目標は、部品を変形させることなく確実に保持することです。これにより、最終的な寸法が正確で安定していることが保証されます。 CNCチタン加工 プロセスだ。
内部応力の管理は、チタン部品の歪みを防ぐ鍵です。荒加工、応力除去、慎重な仕上げのシーケンスはオプションではありません。当社が製造するすべてのチタン部品において、寸法精度と安定性を達成するための基本となります。.
チタンプロトタイピングのベストプラクティスに関する決定版ガイド
効率的なチタンプロトタイピングは、時間とお金を節約します。重要なのは、このプレミアム素材にいつコミットするかを知ることです。初期の形状とフィットの確認には、代替品を使用する方が賢明な場合が多いです。.
このアプローチにより、設計を迅速に洗練させることができます。コンセプトが固まったら、実際のチタンに進むことができます。これにより、初期段階での高額な修正から予算を保護できます。.
代替材料を使用する時期
初期段階のプロトタイプには代替品を検討してください。これにより、チタンのコストをかけずに、人間工学と組み立てを検証できます。.
| 試作段階 | 推奨素材 | 主要目標 |
|---|---|---|
| コンセプトモデル | 3Dプリントプラスチック(PLA、ABS) | 形状とフィット |
| 機能的(低応力) | アルミニウム(6061など) | 基本的なメカニクス |
| プリプロダクション | チタン(Ti-6Al-4V) | 完全な検証 |
この段階的な方法を使用することで、投資するのは チタンプロトタイプ加工 設計に自信がある場合にのみ行うことができます。.

Strategies for Fast-Turnaround Prototypes
Speed is critical in rapid prototyping titanium. Success depends on smart planning and clear communication with your manufacturing partner. We focus on this at PTSMAKE.
A well-defined Design for Manufacturability (DFM) review is the first step. For titanium, this means simplifying geometries where possible. It also means designing for optimal tool access to reduce machine time.
Titanium has unique properties. It is prone to work-hardening and has low thermal conductivity. These factors can lead to tool wear and surface finish issues. A common problem is 凛々しい12, where materials adhere under pressure.
Our DFM analysis, based on collaborative research with clients, helps prevent these issues. It streamlines the CNCチタン加工 プロセスだ。
Validating Your Titanium Design
Before full production, rigorous testing is essential. This confirms your part meets all functional and performance requirements.
| Validation Step | 目的 | 方法 |
|---|---|---|
| 寸法分析 | Verify geometric accuracy | CMM Inspection, 3D Scanning |
| 機械試験 | 強度と耐久性をテストする | Tensile, Fatigue, Impact Tests |
| 機能テスト | Confirm real-world performance | 組立とフィールドトライアル |
これら チタン設計のテスト ステップにより、最終製品が信頼性と効果に優れていることを確認し、後々の高額な故障を防ぎます。.
効率的なチタンプロトタイピングには戦略的なアプローチが必要です。初期検証には代替材料を使用し、スピードのためにDFM原則を適用し、本格的な生産に進む前に徹底的なテストを実施してください。これにより、コスト、時間、品質のバランスが効果的に取れます。.
チタンプロトタイプから量産へのスケールアップ方法
単一のチタンプロトタイプから本格的な生産への移行は大きな飛躍です。単に部品を増産するだけではありません。全く異なる考え方と堅牢な計画が必要です。.
成功への移行は、確固たる戦略の上に成り立っています。この計画はすべてを網羅する必要があります。これには、ツーリング、プロセス検証、品質管理、サプライチェーンが含まれます。これなしでは、コストは急騰し、納期は遅延します。.
主要な移行の柱
| ステージ | フォーカス | ゴール |
|---|---|---|
| 工具 | 耐久性とスピード | ダウンタイムとサイクルタイムを最小限に抑える |
| プロセス | 再現性 | すべての部品が仕様を満たしていることを確認する |
| 品質 | スケーラビリティ | 高量産で基準を維持する |
| サプライチェーン | 信頼性 | 材料と納入フローを確保する |

チタン部品の生産規模を拡大するには、文書化された移行計画が必要です。これは単なる提案ではなく、低量産から高量産へのチタン製造への移行において成功するために不可欠です。PTSMAKEでは、スムーズな立ち上げを確実にするために、4つの重要な領域に焦点を当てています。.
ツーリング戦略の最適化
プロトタイプのツーリングは、生産ランには耐えられません。大規模な生産には CNCチタン加工, 、カーバイドやその他の耐久性のある素材で作られた堅牢な工具が必要です。高生産量を実現するために、工具経路と冷却戦略を最適化します。これにより、サイクルタイムが短縮され、工具寿命が延びます。.
製造プロセスの検証
検証されたプロセスとは、再現可能なプロセスです。単一部品のチェックから統計的プロセス管理(SPC)へと移行します。これにより、安定性と予測可能性が確保されます。初回品検査(FAI)レポートは、生産プロセスが一貫してすべての仕様を満たす部品を作成していることを確認します。一貫性 ワークホールディング13 は、この段階の重要な、しかし見過ごされがちな側面です。.
品質管理とロジスティクスの拡大
数千個の部品を手動で検査することは現実的ではありません。CMMや光学スキャナーなどの自動化システムを導入します。これにより、品質管理を効果的に拡大できます。ロジスティクスの面では、チタン原材料の長期契約を確保します。これにより、材料の入手可能性が保証され、価格が安定するため、チタン部品の大量生産において非常に重要です。.
| アスペクト | プロトタイプフェーズ | 生産段階 |
|---|---|---|
| 工具 | より柔らかく、耐久性の低い | 硬化処理された長寿命カーバイド |
| バリデーション | 手動測定 | 統計的工程管理(SPC) |
| 検査 | 100%マニュアルチェック | 自動CMM、サンプリング計画 |
| サプライ | スポット購入 | 長期サプライヤー契約 |
チタン生産の拡大には、構造化された計画が不可欠です。工具、プロセス検証、品質管理、サプライチェーンロジスティクスに戦略的に取り組むことで、単一のプロトタイプから大量生産へとスムーズに移行し、一貫性と信頼性を確保できます。.
機械加工チタンの品質検査完全ガイド
チタン部品の検査は、単なる測定以上のものです。品質管理のための体系的なアプローチが必要です。これにより、すべてのコンポーネントが正確な仕様を満たしていることが保証されます。.
PTSMAKEでは、高度なツールと厳格なプロセスフレームワークを統合しています。この組み合わせは、一貫した結果を達成するために不可欠です。.
主要な検査方法論
徹底的な検証のために、いくつかの高精度機器に依存しています。各ツールは、チタン部品の検査における品質管理ワークフローで特定の目的を果たします。.
| 工具 | 主要用途 | 精密水準器 |
|---|---|---|
| CMM | 複雑な3Dジオメトリ | 非常に高い |
| 光学コンパレータ | 2Dプロファイルとフィーチャー | 高い |
| 粗さ試験機 | 表面仕上げ測定 | マイクロレベル |
| ねじゲージ | ねじ精度(合否判定) | 標準化された |
これらのツールは、必要なデータを提供します。しかし、プロセスフレームワークは、真のチタン品質管理のためにデータが効果的に使用されることを保証します。.

包括的な検査計画は品質のロードマップです。原材料の検証から最終承認まで、すべてのチェックを詳細に記述します。この計画は静的なものではなく、生きた文書です。.
第一条検査(FAI)
初回品検査(FAI)は重要なマイルストーンです。設計図面に対して、最初の生産ロット部品の完全な検証を行います。複雑なCNC加工チタン部品の場合、FAIは大量生産を開始する前に、ツーリング、プログラミング、セットアップを含むプロセス全体が正しいことを確認します。これにより、後工程でのコストのかかるエラーを防ぎます。.
インプロセスモニタリング
問題を見つけるために、最後まで待ちません。以下のような方法を使用します。 統計的工程管理(SPC)14 製造プロセスをリアルタイムで監視します。これにより、逸脱が発生した際に検出して修正することができます。このプロアクティブなアプローチは、安定性と再現性を保証します。.
下の表は、チタン部品の典型的な検査フローの概要を示しています。.
| ステージ | アクティビティ | チタンの主な考慮事項 |
|---|---|---|
| 受入 | 材料証明書検証 | 正しいグレード(例:グレード5)と調達元 |
| インプロセス | 主要特性監視(SPC) | 工具摩耗、熱膨張 |
| 決勝 | 100% 重要寸法チェック | GD&Tへの適合、CMM測定 |
この構造化されたプロセスは基本的です。これにより、納品するすべての部品が同一であり、すべての要件を満たしていることを保証します。.
効果的なチタン品質管理は、CMMのような精密工具と、FAIやSPCのような構造化されたプロセスを統合します。これにより、最初の試作品から最終生産ユニットまで、プロセスの安定性と部品の適合性が維持され、信頼性が保証されます。.
チタン加工用CNCパートナーの評価方法
チタン加工サプライヤーの選択は重要です。適切なパートナーは、高性能部品が仕様を満たすことを保証します。間違ったパートナーは、コストのかかる遅延や故障を引き起こす可能性があります。.
このチェックリストは、CNCショップを体系的に評価するのに役立ちます。チタンプロジェクトの成功に最も重要なコア領域をカバーしています。.
審査の重要領域
このガイドを調達およびエンジニアリングチームにご利用ください。情報に基づいた意思決定のための明確なフレームワークを提供します。.
| 評価カテゴリ | 主な質問 |
|---|---|
| マシン能力 | リジッドで高トルクの5軸加工機を持っていますか? |
| 素材の専門知識 | 特定のチタングレード(例:グレード5対グレード2)について議論できますか? |
| 品質システム | AS9100またはISO 13485の認証を受けていますか? |
| 関連経験 | 同様の複雑な部品の例を示すことができますか? |
有能なチタン製造パートナーであれば、これらの質問に自信を持って答えるでしょう。.

CNCチタン加工の適切なパートナーを見つけることは、単なる見積もり比較以上のものです。技術力と品質プロセスをさらに深く掘り下げる必要があります。堅牢な評価は、プロジェクトをリスクから保護します。.
工作機械の能力
標準的な機械ではチタンの加工は困難です。最新の剛性の高い5軸CNCセンターを備えたショップを探してください。これらの機械は振動を最小限に抑え、チタン部品の厳しい公差を維持し、良好な表面仕上げを実現するために不可欠です。.
高圧クーラントシステムも必須です。これらは、切りくずの除去と切削ゾーンの熱管理に不可欠です。これにより、工具の摩耗や材料の損傷を防ぎます。.
材料とプロセスの専門知識
チタン加工サプライヤーを選択する際には、真の専門知識が不可欠です。サプライヤーは、異なるチタン合金間のニュアンスを理解している必要があります。グレード5(Ti-6Al-4V)の加工は、市販の純粋なグレード2の加工とは大きく異なります。.
緩和するための戦略について尋ねてください 加工硬化15. 。知識豊富なパートナーは、この課題に対処するために設計された特定の工具、送り速度、および切削戦略について説明します。PTSMAKEでは、さまざまな合金に対して独自のプロセスパラメータを開発しました。.
| 認証 | 業界フォーカス | 保証内容 |
|---|---|---|
| AS9100 | 航空宇宙・防衛 | 厳格なプロセス管理、トレーサビリティ、およびリスク管理。. |
| ISO 13485 | 医療機器 | 医療機器部品の品質管理。. |
| ISO 9001 | 一般製造業 | 基本的な品質管理システム。. |
実績のある経験
最後に、ポートフォリオを確認します。あなたのものと同様の複雑さと素材を持つ部品のケーススタディや例を依頼してください。これは、彼らの納品能力の最良の証明です。高性能部品の製造実績は、彼らが信頼できるチタン製造パートナーであることを示しています。.
このチェックリストは、CNCショップを評価するための構造化されたアプローチを提供します。価格を超えて真の能力を評価するのに役立ち、CNC加工チタンの独自の要求を処理し、一貫して高品質の部品を納品できるパートナーを見つけることができます。.
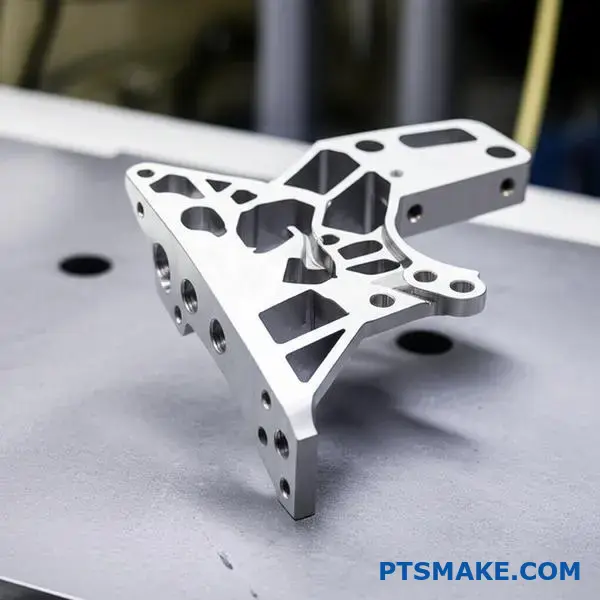
事例研究:複雑なチタンブラケット加工の課題解決
理論は一つですが、結果が重要です。実際のチタン加工のケーススタディを見てみましょう。.
航空宇宙分野のクライアントが、複雑なチタン製ブラケットを持って私たちにアプローチしてきました。この部品は薄い壁と複雑な形状を持っていました。以前のサプライヤーは、高コストと一貫性のない品質に直面して苦労していました。これは、 CNCチタン加工.
初期課題
主な問題は、部品の変形と急速な工具摩耗でした。これによりスクラップ率が高くなり、単価が大幅に上昇しました。.
| 課題領域 | 生産への影響 |
|---|---|
| 部品のはんだ付け | 寸法公差を満たせなかった |
| 工具摩耗 | 工具コストとダウンタイムの増加 |
| サイクルタイム | 長い加工時間、高い人件費 |
| スクラップ率 | 20%個以上の部品が却下されました |
私たちの目標は、これらの問題を解決することでした。パフォーマンスと予算の目標を満たす、成功したチタン部品の例を納品する必要がありました。.
協調的なDFMアプローチ
最初の一歩は、加工を開始することではありませんでした。代わりに、クライアントのエンジニアリングチームと製造容易性設計(DFM)レビューを開始しました。この協調的なプロセスは、PTSMAKEにおいて重要です。.
非常にタイトな半径を持ついくつかの内角を特定しました。加工は可能でしたが、これらの特徴は工具の応力と摩耗の主な要因でした。半径のわずかな増加を提案しました。この変更は、ブラケットの適合性や機能に影響を与えませんでした。クライアントはすぐに承認しました。.
加工戦略
最適化された設計により、多面的な加工戦略を開発しました。複雑なチタンブラケットでの成功には、適切な機械以上のものが必要です。.
まず、高剛性の5軸CNC加工センターを選択しました。これにより、薄肉部品に不可欠な振動が最小限に抑えられました。工具の材料選択も重要でした。チタン合金用に設計されたコーティングを施した特殊な超硬エンドミルを選択しました。これらのコーティングは摩擦を減らし、 加工硬化16.
私たちの戦略は、一定の工具食い込みを維持することに焦点を当てました。トロコイド工具経路による高速フライス加工が採用されました。このアプローチは、工具への突然の衝撃を防ぎ、工具寿命を延ばし、表面仕上げを改善します。.
| 戦略コンポーネント | 根拠 |
|---|---|
| 5軸CNC | 複雑なフィーチャーにアクセスし、セットアップを削減 |
| 超硬工具 | 熱と摩耗に耐える |
| 高圧クーラント | 効率的な切りくず排出と冷却 |
| トロコイド加工 | 一定の工具負荷を維持し、摩耗を軽減 |
成功した結果
結果は即座に、そして顕著でした。私たちの戦略を実装した後、すべての主要な指標で劇的な改善が見られました。.
クライアントとの協力により、スクラップ率が2%未満に低下したことがわかりました。部品あたりのサイクルタイムは約35%短縮されました。この成功したチタンブラケットの例は、スマートで協力的なアプローチが最も困難な加工課題さえも克服できることを示しています。.
このチタン加工のケーススタディは、中心的な原則を強調しています。積極的な協力と十分に計画された加工戦略が不可欠です。これらは、困難なプロジェクトを再現可能で費用対効果の高い成功に変え、過酷な航空宇宙条件下で完璧に機能する部品を提供します。.
チタン加工の未来:注目すべき先進技術
チタンのCNC加工の世界は、大きな変化の瀬戸際にあります。私たちは、より速いスピンドルとより鋭い工具を超えて進んでいます。.
イノベーションの次の波
この変化を推進している3つの主要な分野があります。これらは、ハイブリッド製造、高度な工具コーティング、およびAI駆動制御です。.
なぜこれが重要なのか
これらは単なる理論ではありません。現実世界でのメリットを約束します。生産の高速化、部品の品質向上、プロセスのスマート化を想像してみてください。チタン加工の未来はエキサイティングです。.
| テクノロジー | 伝統的なアプローチ | 将来的な影響 |
|---|---|---|
| 部品作成 | 純粋に除去加工 | 付加製造+除去加工 |
| 工具 | 標準カーバイド | コーティングされたスマートツール |
| プロセス | 手動調整 | AI駆動型、適応型 |

これらのチタン製造イノベーションを詳しく見ていきましょう。それぞれがCNCチタン加工における異なるコア課題を解決し、業界を新しい標準へと導きます。.
ハイブリッド加工:両方の長所を活かす
3Dプリンティングを使用して、複雑なチタン部品を最終形状に近い形で製造することを想像してみてください。その後、CNC加工で重要な仕上げを行います。これがハイブリッド製造です。.
このアプローチは、材料の無駄を劇的に削減します。また、チタンプロジェクトの主要なコスト要因である全体的な加工時間も短縮します。これは、高度なCNCチタン戦略の重要な部分です。.
高度な工具コーティング
チタンを切削する際に熱は大敵です。新しい工具コーティングは、私たちの最良の防御策です。工具と材料の間に、信じられないほど硬く滑らかなバリアを作成します。.
これらの新しいコーティングは、 トライボロジー17 切削界面の特性を劇的に向上させます。社内テストによると、一部のコーティングは工具寿命を30%以上延長し、より高い切削速度を可能にします。.
| コーティング・タイプ | 主なメリット | 理想的なアプリケーション |
|---|---|---|
| TiAlN | 高温硬度 | 高速荒加工 |
| AlCrN | 優れた耐摩耗性 | 仕上げ作業 |
| ナノコンポジット | 極度の硬度と低摩擦 | 要求の厳しい航空宇宙部品 |
AI駆動型アダプティブ制御
ここで製造は真にスマートになります。機械上のセンサーが切削プロセスを監視します。AIはリアルタイムでこのデータを分析します。.
工具の摩耗やビビリなどの問題が検出された場合、切削パラメータが自動的に調整されます。これにより、障害を防ぎ、オペレーターの継続的な監視なしに一貫した品質を確保します。.
チタン加工の未来は、積層造形と減法造形の方法、強化された工具、そしてAIを組み合わせたものです。これらのイノベーションは、効率を劇的に向上させ、廃棄物を削減し、部品の品質を向上させ、次世代の高度なCNCチタン製造を定義するものとなるでしょう。.
今すぐ[PTSMAKE]でカスタムCNC加工チタンの見積もりを取得しましょう!
比類のない精度と信頼性で、チタンCNC加工プロジェクトをコンセプトから生産まで進める準備はできていますか?PTSMAKEの専門チームに迅速かつ義務のない見積もりを依頼してください。高性能部品のワールドクラスの品質、迅速なサポート、そして納期通りの納品を体験してください!

人体内部で使用される材料にとってこの特性が不可欠である理由について、さらに詳しくご覧ください。. ↩
接着摩耗がどのように発生し、加工部品の表面完全性にどのように影響するかをご覧ください。. ↩
この特定の種類の材料転移が工具とワークピースの間で発生し、早期の工具破損を引き起こす仕組みをご覧ください。. ↩
この材料の付着がワークピースと工具を破壊する可能性がある仕組みを理解し、効果的な防止方法を学びましょう。. ↩
過酷な環境下でのチタン本来の耐食性をこのプロセスがどのように向上させるかを探る。. ↩
この冶金学的効果が工具寿命とプロジェクトの収益にどのように影響するかを探る。. ↩
この冶金学的効果が加工をどのように複雑にし、当社がそれを防ぐためにどのような対策を講じているかを学ぶ。. ↩
この累積誤差が最終的な部品の品質にどのように影響し、それをどのように制御するかを学ぶ。. ↩
記録された管理系統がプロジェクトをどのように保護し、完全なコンプライアンスを保証するかを学ぶ。. ↩
異種金属をアセンブリで使用する際の材料故障を防止する方法を学ぶ。. ↩
部品の寸法精度を損なう可能性のある内部応力を理解する。. ↩
この重要な加工上の課題とそれを防止する方法について詳しく学ぶ。. ↩
適切なワーク保持が、大量生産CNC加工における生産効率と部品の一貫性をどのように向上させるかを学ぶ。. ↩
SPCが欠陥を削減し、プロジェクトの製造一貫性を向上させるのにどのように役立つかを発見する。. ↩
この材料特性が加工中の工具寿命と部品の品質にどのように影響するかを発見する。. ↩
この材料特性が加工性と工具寿命にどのように影響するかを詳細ガイドで学ぶ。. ↩
摩擦と摩耗の科学を理解し、新しいコーティングが工具性能をどのように革新するかを見る。. ↩






