

Titanbearbetning kräver extrem precision, men ändå kämpar många CNC-verkstäder med titanets ökända rykte om härdning, snabbt verktygsslitage och termiska utmaningar. Dessa svårigheter leder ofta till kasserade delar, spräckta budgetar och missade deadlines för kritiska komponenter inom flyg och medicin.
CNC-bearbetning av titan kräver specialiserade skärverktyg, exakt termisk hantering och strategiska bearbetningsparametrar för att övervinna dess låga värmeledningsförmåga och tendens att arbetshärda, vilket säkerställer framgångsrik produktion av högpresterande delar.

Denna omfattande guide täcker allt från val av titankvalitet och verktygsstrategier till att uppnå snäva toleranser och skala upp produktionen. Du kommer att upptäcka beprövade tekniker för att hantera vanliga utmaningar inom titanbearbetning och lära dig hur du utvärderar leverantörer för dina mest krävande projekt.
Den kompletta guiden till titankvaliteter för CNC-bearbetning
Att välja rätt titankvalitet är avgörande. Det har en direkt inverkan på din komponents prestanda och kostnad. All titan är inte densamma.
Skillnaderna mellan kvaliteterna kan vara enorma. Detta gäller särskilt för CNC-bearbetning av titandelar.
Vi tittar på de vanligaste alternativen. Du får veta vilket som passar ditt projekt bäst. Låt oss jämföra några populära titankvaliteter för maskinbearbetning.
| Betyg | Styrka | Motståndskraft mot korrosion | Bearbetbarhet |
|---|---|---|---|
| Betyg 2 | Måttlig | Utmärkt | Bra |
| Betyg 5 | Hög | Mycket bra | Rättvist |
| Betyg 23 | Hög | Utmärkt | Rättvist |
Den här guiden hjälper dig att välja titanlegering på ett klokt sätt.
Årskurs 2: Arbetshästen
Grade 2 är kommersiellt ren titan. Det erbjuder utmärkt korrosionsbeständighet och formbarhet. Detta gör det till ett utmärkt val för många applikationer.
Tänk på delar för marin eller kemisk bearbetning. Dess lägre hållfasthet jämfört med legeringar är dess främsta nackdel. Bearbetbarheten är dock en betydande fördel. Det sparar tid och verktygsslitage under produktionen.
Grad 5 (Ti-6Al-4V): Standard för flyg- och rymdindustrin
Grade 5, eller Ti-6Al-4V, är den mest populära legeringen. Den ger en fantastisk kombination av hög hållfasthet, låg vikt och god korrosionsbeständighet. Egenskaperna hos Ti-6Al-4V gör den idealisk för flyg- och rymdindustrin.
Du hittar den i strukturella komponenter och motordelar. Dess förhållande mellan styrka och vikt överträffas helt enkelt av de flesta andra metaller. Det är därför den är så uppskattad inom högpresterande områden.
Årskurs 23: Det medicinska valet
Grade 23 är en version av Grade 5 med högre renhet. Den har lägre syre-, kväve- och järnhalt. Detta förbättrar dess duktilitet och brottseghet.
Dess viktigaste egenskap är dess utmärkta Biokompatibilitet1. Detta gör det till förstahandsvalet för medicinska implantat. Tänk på benskruvar, stift och tandimplantat. Det är säkert för långvarig kontakt med människokroppen.
| Funktion | Betyg 2 | Klass 5 (Ti-6Al-4V) | Grad 23 (ELI) |
|---|---|---|---|
| Sammansättning | Kommersiellt ren | Ti, 6% Al, 4% V | Ti, 6% Al, 4% V (extra låga interstitialer) |
| Styrka | Lägre | Hög | Hög |
| Duktilitet | Hög | Måttlig | Hög |
| Primär användning | Industriell | Flyg- och rymdindustrin, fordonsindustrin | Medicinska implantat |
Att välja rätt titankvalitet är avgörande. Grad 2 erbjuder utmärkt maskinbearbetning. Grade 5 ger överlägsen styrka för flyg- och rymdindustrin. Grad 23 är standarden för medicinska implantat på grund av sin renhet och säkerhet. Din applikation avgör valet.
De fyra viktigaste utmaningarna för titanbearbetning
Så, varför är titan så svårt att bearbeta? Det är inte bara en sak. Det är en kombination av fyra distinkta egenskaper. Var och en av dem skapar ett unikt problem för maskinister.
Ingenjörer och inköpschefer måste förstå dessa frågor. De har en direkt inverkan på produktionskostnader, tidsramar och den slutliga kvaliteten på detaljerna.
Här är en snabb uppdelning av de största syndarna:
| Utmaning | Primär påverkan |
|---|---|
| Låg värmeledningsförmåga | Extrem värme på skärverktyget |
| Härdning av arbetet | Materialet blir hårdare under kapningen |
| Gallring (vidhäftning) | Titan svetsas till verktygets yta |
| Högt verktygsslitage | Verktygen går sönder mycket snabbt |
Att ta itu med dessa titanbearbetningsproblem är inte valfritt. Det är avgörande för framgång.

Att förstå "varför" bakom dessa utmaningar är det första steget mot att hitta en lösning. På PTSMAKE har vi ägnat år åt att utveckla strategier för att motverka var och en av dessa specifika problem vid cnc-bearbetning av titan. Det krävs ett annat tankesätt än vid bearbetning av stål eller aluminium.
Låg värmeledningsförmåga: Värmeproblemet
Titan avleder inte värme särskilt bra. Cirka 80% av den värme som genereras vid skärning överförs direkt till skärverktyget, inte till spånan. Denna extrema värme kan orsaka deformation och fel på verktyget.
Kemisk reaktivitet och gallring
Titan är mycket reaktivt vid höga temperaturer. Detta gör att spånor svetsas fast på verktygets skäregg. Detta fenomen, som kallas irriterande2, Detta leder till en dålig ytfinish och kan leda till att verktyget bryts i förtid. Det är en ständig kamp mot vidhäftningen.
Förståelse för arbetshärdning av titan
Titan har en tendens att hårdna när det bearbetas. Trycket och värmen från skärverktyget kan göra ytskiktet betydligt hårdare än basmaterialet. Detta gör efterföljande skärningar mycket svårare och ökar verktygsslitaget.
Dominoeffekten på verktygsslitage
Dessa faktorer samverkar till att skapa ett snabbt och kraftigt verktygsslitage. Den höga värmen, den kemiska reaktiviteten och arbetshärdningen angriper alla skärverktyget samtidigt. Baserat på våra interna tester kan verktygens livslängd vara drastiskt kortare jämfört med andra vanliga metaller.
| Material | Relativ livslängd för verktyg |
|---|---|
| Aluminium 6061 | 100% (baslinje) |
| Rostfritt stål 304 | 25% |
| Titan Ti-6Al-4V | <10% |
Detta gör verktygshantering och byte av verktyg till en kritisk kostnadsfaktor.
Att övervinna titanets bearbetningssvårigheter - värme, härdning och gnistbildning - är avgörande. Dessa problem ökar direkt verktygsslitaget, höjer kostnaderna och kan äventyra detaljkvaliteten om de inte hanteras av en erfaren partner. För att lyckas krävs specifika strategier för varje utmaning.
Hemligheter bakom valet av rätt skärverktyg för titan
Att välja rätt verktyg är avgörande vid titanbearbetning. Den största fienden är värme. Den försvinner inte genom spånan som med stål. Istället koncentreras den på skäreggen, vilket leder till snabbt verktygsslitage.
Det är därför specialverktyg inte är förhandlingsbara. Karbidkvaliteter med submikronkorn är en bra utgångspunkt. De ger den seghet som krävs. En lämplig beläggning ger sedan den termiska barriären.
Låt oss titta på några vanliga materialval.
| Verktygsmaterial | Värmebeständighet | Motståndskraft mot slitage | Tillämpning |
|---|---|---|---|
| Obelagd hårdmetall | Bra | Bra | Allmänt ändamål |
| AlTiN-belagd hårdmetall | Utmärkt | Utmärkt | Höghastighetsbearbetning |
| PVD-belagd hårdmetall | Mycket bra | Mycket bra | Efterbearbetning |
Att välja de bästa skärverktygen för titan innebär att man måste anpassa material och beläggning till den specifika operationen.

Utöver materialet är verktygsgeometrin avgörande. För att lyckas med cnc-bearbetning av titan letar jag alltid efter verktyg med en vass skäregg och en positiv spånvinkel. Detta minskar skärkrafterna och därmed värmeutvecklingen. En högre helixvinkel, ofta runt 35-45 grader, hjälper till med spånevakueringen. Dålig spånevakuering kan leda till omskärning, vilket är katastrofalt för verktygets livslängd.
Beläggningar som aluminiumtitannitrid (AlTiN) är standard. De bildar ett skyddande skikt av aluminiumoxid vid höga temperaturer och isolerar karbidsubstratet. Det här förändrar spelplanen. Vi har sett att verktygens livslängd har förlängts avsevärt i våra tester bara genom att byta till rätt beläggning.
Strategin för verktygsbanan är dock lika viktig. Undvik skarpa hörn och plötsliga riktningsförändringar. Använd i stället trochoida fräs- eller HEM-banor (High-Efficiency Milling). Dessa håller en konsekvent ingreppsvinkel för verktyget. Detta förhindrar stötbelastning och kontrollerar värmen, som är en primär orsak till vidhäftning slitage3. Det gör hela processen smidigare.
De bästa bearbetningsverktygen för titan är ofta inte de billigaste. Det är en tydlig avvägning.
| Faktor | Högpresterande verktyg | Standardverktyg |
|---|---|---|
| Initial kostnad | Högre | Lägre |
| Verktygets livslängd | Betydligt längre | Kortare |
| Bearbetningshastighet | Snabbare | Långsammare |
| Kostnad per del | Lägre | Högre |
Att investera mer på förhand i premiumkarbidverktyg för titan lönar sig. Du får längre livslängd, snabbare cykeltider och i slutändan en lägre kostnad per färdig detalj. På PTSMAKE vägleder vi våra partners genom detta beslut.
För att lyckas med titanbearbetning krävs en strategisk kombination av verktygsmaterial, specifik geometri och intelligenta verktygsbanor. Detta helhetsgrepp hanterar värme och slitage och balanserar den initiala verktygskostnaden mot långsiktig prestanda för att minska den slutliga kostnaden per detalj.
Hur man uppnår snäva toleranser på CNC-detaljer i titan
Att uppnå en precision på ±0,001 tum eller snävare på titan är ett verkligt test av en maskinverkstads skicklighet. Det handlar inte bara om att skära i metall. Det handlar om att kontrollera ett svårt material.
Framgång i Titanbearbetning med hög precision kräver ett holistiskt synsätt. Du måste hantera värmen, säkra detaljen perfekt och använda rätt utrustning. Varje steg är kritiskt.
| Utmaning | Kärnstrategi |
|---|---|
| Uppbyggnad av värme | Effektiv hantering av kylvätska |
| Del Nedböjning | Robust fixturering |
| Dimensionell noggrannhet | Inspektion under processens gång |
Håller dessa delar i titan med snäva toleranser kräver att man behärskar dessa kärnområden. Det finns mycket lite utrymme för misstag.

Tekniska strategier för precision
För att lyckas i precisionsbearbetning av titan, måste man gå längre än standardmetoderna. Det krävs en djup förståelse för materialets beteende under påfrestning. Här på PTSMAKE fokuserar vi på fyra nyckelområden.
Värmehantering är avgörande
Titan avleder inte värme särskilt bra. Det innebär att värmen koncentreras till skärverktyget och orsakar snabbt slitage. Högtryckskylvätska är inte bara ett förslag, det är ett krav. Det spolar bort spånor och förhindrar att värmen förstör detaljens yta och dimensioner.
Infästning för absolut styvhet
Vid bearbetning av titan är skärkrafterna höga. En svag fixtur gör att detaljen kan vibrera eller böjas, vilket omöjliggör snäva toleranser. Vi konstruerar ofta anpassade fixturer som ger komponenten ett stadigt stöd och förhindrar alla rörelser under bearbetningen. cnc-bearbetning av titan process.
Rätt maskin för rätt jobb
Din CNC-maskin måste klara av uppgiften. Detta innebär en styv, kraftig maskin med spindlar med högt vridmoment och minimal rundgång. Utan en kapabel maskin kommer du att kämpa en förlorande kamp mot verktygsavböjning och vibrationer.
| Krav på maskin | Varför det är viktigt |
|---|---|
| Hög styvhet | Förhindrar vibrationer och skakningar |
| Spindel med högt vridmoment | Bibehåller skärhastigheten under belastning |
| Precisionsmetoder/guider | Säkerställer korrekt verktygspositionering |
Ett misslyckande på något av dessa områden äventyrar hela processen. Risken för irriterande4 ökar också med felaktiga inställningar, vilket kan svetsa fast spånor i verktyget.
Inspektion under processens gång
Du kan inte vänta till slutet med att mäta detaljen. Vi använder processintern probning för att kontrollera kritiska dimensioner under hela bearbetningscykeln. På så sätt kan vi kompensera för verktygsslitage eller termisk expansion i realtid och säkerställa att den slutliga detaljen är perfekt.
För att uppnå snäva toleranser i titan krävs ett system. Det kombinerar termisk kontroll, rigida arbetsställningar, kapabla maskiner och ständiga mätningar. Detta systematiska tillvägagångssätt förvandlar ett utmanande material till en färdig detalj som uppfyller de mest krävande specifikationerna.
Den kompletta guiden till efterbehandling och gradning av titandelar
Efter CNC-bearbetning av titan är resan inte över. Efterbearbetning är där en bra del blir exceptionell. Detta avgörande steg definierar dess slutliga utseende, känsla och prestanda.
Effektiv Avgradning av titan tar bort vassa kanter som uppstått vid maskinbearbetning. Detta är avgörande för säkerhet och korrekt funktion.
Ytbehandling förbättrar sedan estetik och egenskaper. Alternativen sträcker sig från slitstarka beläggningar till högglanspoleringsmedel. Att välja rätt ytbehandling av titandelar metod är nyckeln.
| Processens steg | Primärt mål | Påverkan |
|---|---|---|
| Deburring | Avlägsna grader och vassa kanter | Säkerhet, funktionalitet |
| Efterbehandling | Ändra ytegenskaper | Estetik, hållbarhet |

Effektiva tekniker för avgradning av titan
Titans seghet gör graderna envisa. Manuell avgradning är vanligt men kan vara inkonsekvent. För precision använder vi ofta automatiserade metoder.
Vibrerande trumling är utmärkt för små detaljer. Den använder abrasiva medier för att avlägsna grader på ett mjukt sätt. För komplexa invändiga detaljer erbjuder elektrokemisk avgradning en beröringsfri lösning. Den löser upp grader utan att påverka detaljens integritet.
Viktiga alternativ för ytbehandling av titan
Den rätta finishen beror helt på applikationen. Varje ytbehandling av titan erbjuder unika fördelar för både funktion och utseende.
Anodisering
Anodisering skapar ett hållbart oxidskikt på titanet. Denna process förbättrar slitstyrka och korrosionsbeständighet. Den ger också möjlighet till levande, permanent färgning utan färg. Detta uppnås genom en elektrokemisk passivering5 som förtjockar den naturliga oxidfilmen.
Pärlblästring
Pärlblästring ger en enhetlig, icke-riktad matt yta. Det rengör ytan och kan förbättra utmattningslivslängden genom att skapa tryckspänning. Det är ett kostnadseffektivt sätt att uppnå ett rent och professionellt utseende.
Polering
För applikationer som kräver en slät, reflekterande yta är polering idealisk. Det minskar ytfriktionen och förbättrar det estetiska intrycket. Detta är ofta en process i flera steg, som börjar med grova slipmedel och slutar med fina föreningar.
| Efterbehandlingsmetod | Viktig fördel | Gemensam ansökan |
|---|---|---|
| Anodisering | Korrosionsbeständighet, färg | Medicinska implantat, flyg- och rymdindustrin |
| Pärlblästring | Enhetlig matt yta | Fordonsdelar, verktyg |
| Polering | Låg friktion, estetik | Konsumentelektronik, Smycken |
Efterbearbetning är inte en eftertanke. Korrekt titanavgradning säkerställer säkerhet och passform, medan strategisk ytbehandling dikterar detaljens slutliga prestanda, korrosionsbeständighet och estetiska värde, vilket är avgörande efter cnc-bearbetning av titan.
Kostnadsdrivande faktorer vid CNC-bearbetning av titan En transparent uppdelning
För att förstå prissättningen av titandelar krävs en tydlig titt på de viktigaste kostnadsdrivarna. Det är inte bara en sak som gör det dyrt; det är en kombination av faktorer.
Primära kostnadsfaktorer
De främsta orsakerna till att titanbearbetning är dyrt är enkla. Hög råvarukostnad är utgångspunkten.
Sedan kommer den långsamma bearbetningen. Vi måste köra maskinerna i lägre hastigheter för att hantera värme och verktygsslitage. Detta ökar direkt antalet timmar som krävs per detalj.
Slutligen ökar den snabba verktygsförbrukningen och nödvändiga sekundära operationer den slutliga kostnaden.
| Kostnadsdrivare | Påverkan på slutligt pris | Anledning |
|---|---|---|
| Råmaterial | Hög | Inneboende knapphet och svår utvinningsprocess. |
| Bearbetningstid | Hög | Låga skärhastigheter krävs för termisk hantering. |
| Kostnad för verktyg | Hög | Snabbt slitage av specialiserade och dyra skärverktyg. |
| Sekundär Ops | Medium | Krävs ofta för ytintegritet och finish. |

Låt oss gräva djupare i varför dessa element påverkar kostnaden för bearbetning av titan så mycket. Det handlar om mer än bara priset på metallstången. Den verkliga kostnaden uppstår på verkstadsgolvet.
Multiplikatorn för bearbetningstid
Långsam bearbetning är inte bara en olägenhet; det är en stor kostnadsmultiplikator. Titans låga värmeledningsförmåga fångar upp värme vid skärkanten. Detta tvingar oss att minska hastigheten för att förhindra verktygsfel och materialskador.
Denna långsamma process ökar också risken för arbetshärdning6, där materialet blir ännu hårdare under skärningen. Detta gör de efterföljande bearbetningarna svårare och sliter ytterligare på verktygen. Det är en utmanande cykel.
Kostnader för verktyg och sekundär bearbetning
På PTSMAKE använder vi specialiserade hårdmetallverktyg med specifika beläggningar för cnc-bearbetning av titan. Dessa är dyrare och slits ut snabbare än standardverktyg, vilket gör att de måste bytas ut ofta. Denna förbrukning är en direkt, återkommande kostnad.
Sekundära operationer som värmebehandling eller anodisering är ofta inte valfria. De är avgörande för att uppnå de mekaniska egenskaper eller den korrosionsbeständighet som krävs för detaljen. Varje steg innebär ytterligare ett lager av kostnader och tidsåtgång för projektet.
| Drift | Syfte | Relativ kostnadspåverkan |
|---|---|---|
| Värmebehandling | Stresslindring, ökad styrka | Medium |
| Anodisering | Korrosionsbeständighet, ytfinish | Låg till medelhög |
| Slipning | Uppnå snäva toleranser | Hög |
| Passivering | Förbättrad korrosionsbeständighet | Låg |
De primära kostnadsdrivarna - material, omfattande bearbetningstid, hög verktygsförbrukning och viktiga sekundära operationer - förklarar sammantaget varför CNC-bearbetning av titan är en premiumtjänst. Korrekt planering är avgörande för korrekt budgetering och kostnadskontroll.
DFM-hemligheter (Design for Manufacturability) för titandelar
När du designar titandelar måste du följa specifika regler. Det här är inte ett material som lätt förlåter designfel.
Det är viktigt att följa en tydlig DFM-guide för titan. Det hjälper dig att undvika vanliga och kostsamma bearbetningsproblem innan de inträffar.
Viktiga dimensioner för maskinbearbetningsbar titankonstruktion
Låt oss först fokusera på kärngeometrin. Väggtjocklek och inre radier är kritiska utgångspunkter för en lyckad konstruktion.
Generösa radier gör att vi kan använda större och mer stabila verktyg. Detta minskar slag och förbättrar ytfinheten, vilket direkt påverkar detaljkvaliteten.
Baserat på våra tester är det en säker satsning att hålla sig till dessa parametrar.
| Funktion | Rekommenderad specifikation | Primär orsak |
|---|---|---|
| Minsta väggtjocklek | > 1,0 mm (0,040") | Förhindrar skevhet och skakning av delar |
| Minsta inre radie | > 0,8 mm (0,031") | Minskar verktygsspänningar och skärkrafter |
Dessa enkla regler utgör grunden för en effektiv, maskinbearbetningsbar titankonstruktion.

Djupdykning: Håldjup och tillgänglighet till funktioner
Många konstruktioner stöter på patrull när det gäller hål och komplexa funktioner. Titans unika egenskaper gör dessa områden särskilt utmanande för CNC-bearbetning.
Djupa hål är t.ex. en viktig orsak till verktygsfel. Värmen leds inte bort på ett bra sätt och spånevakueringen blir oerhört svår. Dålig verktygstillgång komplicerar också saker och ting. Det kräver ofta anpassade fixturer eller längre verktyg, vilket minskar styvheten och precisionen.
Under bearbetningsprocessen kan felaktiga matningar och hastigheter orsaka arbetshärdning7, vilket gör materialet ännu svårare att skära. Det här är ett problem som vi ofta ser med konstruktioner som inte är optimerade.
Optimering för verktygsåtkomst och effektivitet
Tänk alltid på hur ett verktyg kommer att hantera varje funktion. Om åtkomsten blockeras tvingas man till mer komplexa och dyra fleraxliga inställningar.
Vi har funnit att dessa riktlinjer förbättrar bearbetbarheten avsevärt.
| Designaspekt | DFM-riktlinjer | Påverkan på CNC-bearbetning av titan |
|---|---|---|
| Förhållande mellan håldjup och diameter | Håll under 6:1 | Förbättrad spånavverkning, minskad risk för verktygsbrott |
| Tillgänglighet för funktioner | Säkerställ tydliga verktygsvägar | Minimerar uppställningar, möjliggör kortare/styvare verktyg |
Genom att förenkla geometrin och säkerställa god åtkomst blir detaljen i sig enklare och billigare att tillverka. Det är en grundläggande princip för god design för tillverkning.
Att följa dessa DFM-riktlinjer för titan för väggtjocklek, radier och håldjup är avgörande. Korrekt design minskar bearbetningstiden avsevärt, sänker kostnaderna och förhindrar produktionsförseningar, vilket säkerställer en smidigare process från prototyp till produktion hos PTSMAKE.
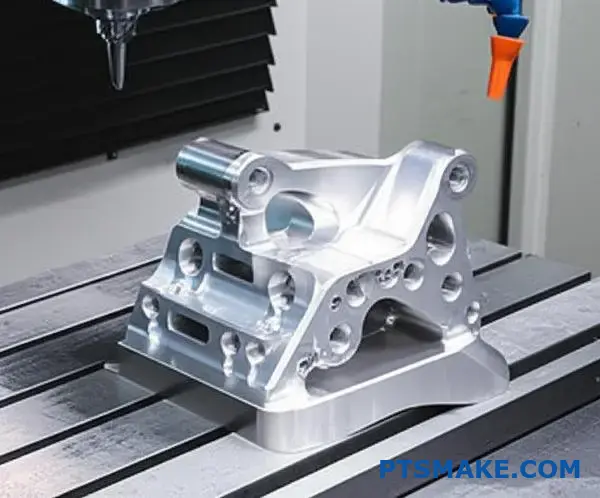
5-axlig CNC-bearbetning för komplexa geometrier i titan
Vid bearbetning av titan är komplexitet ofta en självklarhet. Detta gäller särskilt för delar som fästen för flyg- och rymdindustrin eller medicinska implantat. Dessa komponenter kräver absolut precision.
Det är här 5-axlig titanbearbetning utmärker sig. Det gör det möjligt för oss att närma oss komplicerade detaljer från flera vinklar i en enda inställning.
Den här metoden förbättrar direkt noggrannheten och integriteten. Den minimerar riskerna med att spänna om en detalj. Fördelarna för komplexa titandelar är uppenbara.
| Fördel | Påverkan på delar av titan |
|---|---|
| Färre installationer | Minskar kumulativa fel |
| Bättre tillgång till verktyg | Möjliggör komplexa konturer |
| Högre noggrannhet | Uppfyller strikta specifikationer för flyg och medicin |
Fördelen med en enda installation
Den största fördelen med fleraxlig CNC-bearbetning av titan är att det bara krävs en uppsättning. Varje gång du flyttar och spänner fast en del på nytt introducerar du en liten risk för fel. Detta kan vara ett stort problem.
Genom att bearbeta på fem sidor utan omfixturering eliminerar vi praktiskt taget denna variabel. Detta skyddar detaljens geometriska noggrannhet från början till slut. Det är en grundprincip som vi på PTSMAKE följer för alla kritiska komponenter.
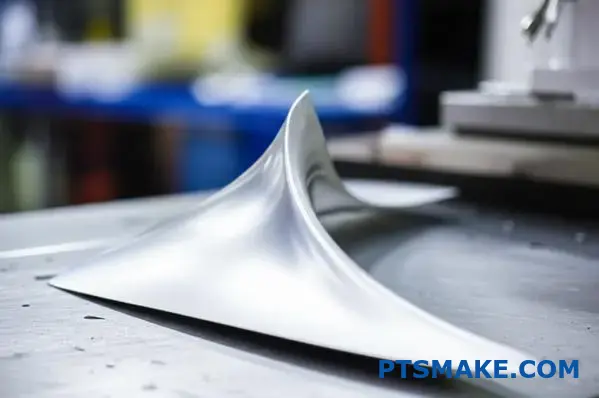
Låsa upp komplexa geometrier
För komponenter med konturerade ytor, som vätskekomponenter eller implantat, är 5-axligt inte bara bättre, det är nödvändigt. Det gör att skärverktyget kan förbli tangentiellt mot ytan.
Den kontinuerliga rörelsen skapar en överlägsen ytfinish. Det gör det också möjligt för oss att bearbeta djupa, komplexa fickor som är omöjliga på 3-axliga maskiner. Det kumulativa felet, även känt som toleransuppbyggnad8, reduceras avsevärt med denna metod.
3-axlig vs. 5-axlig för titan
| Funktion | 3-axlig maskinbearbetning | 5-axlig maskinbearbetning |
|---|---|---|
| Inställningar krävs | Flera | Singel (ofta) |
| Noggrannhet på konturer | Lägre | Mycket hög |
| Cykeltid | Längre | Kortare |
| Delintegritet | Bra, men risk för återfixering | Utmärkt |
Denna effektivitet i cnc-bearbetning av titan leder till bättre delar, snabbare.
Sammanfattningsvis är 5-axlig bearbetning ett stort steg framåt för komplexa titandelar. Den minskar antalet inställningar, ökar noggrannheten på krökta ytor och säkerställer överlägsen detaljintegritet. Detta gör den nödvändig för kritiska applikationer inom flyg- och medicinindustrin.
Hur man säkerställer materialspårbarhet för kritiska titankomponenter
I branscher med höga insatser som flyg- och medicinteknik är spårbarhet för material inte bara en bästa praxis. Det är ett absolut krav.
Varje kritisk titankomponent måste ha en verifierbar historia. Denna process säkerställer prestanda, säkerhet och tillförlitlighet under extrema förhållanden.
Allt börjar med certifierade materialinköp. Därefter följer noggrann spårning av värme- och partinummer. Detta är centralt för certifierad titanbearbetning.
Hela resan, från råvara till färdig komponent, måste dokumenteras.
| Funktion | Spårbar titan | Icke spårbar titan |
|---|---|---|
| Verifiering | Certifierade fabriksrapporter | Okänt ursprung |
| Risk | Låg; Uppfyller standarder | Hög; potentiellt misslyckande |
| Efterlevnad | Revisionsfärdig | Ej förenlig |

Spårbarhetens grundpelare: Sourcing, spårning och dokumentation
Certifierade inköp är grunden. Vi samarbetar endast med leverantörer som tillhandahåller fullständig dokumentation för varje parti titan. Detta inkluderar alltid Mill Test Reports (MTR) som verifierar materialets exakta kemiska och fysiska egenskaper i förhållande till de specifikationer som krävs.
Spårning av värme- och partinummer
När det certifierade materialet anländer till vår anläggning tilldelar vi det ett unikt internt spårningsnummer. Detta nummer är direkt kopplat till den ursprungliga leverantörens värme- eller lotnummer.
Denna länk upprätthålls genom hela cnc-bearbetning av titan arbetsflöde. Från kapning och fräsning till efterbehandling och slutkontroll registreras varje steg mot detta nummer. Detta skapar ett obrutet Bevarandekedja9 från det råa stångmaterialet till den slutliga komponent du får.
Säkerställa revisionsberedskap
Denna noggranna dokumentation gör revisioner enkla och transparenta. Vi kan direkt ta fram den fullständiga tillverkningshistoriken för vilken del som helst. Denna beredskap är avgörande för att uppfylla strikta standarder för titan för flyg- och rymdindustrin som AS9100 och bevisar vår processkontroll.
| Dokumenttyp | Syfte |
|---|---|
| Testrapport för kvarn (MTR) | Certifierar råmaterialets egenskaper från bruket. |
| Intyg om överensstämmelse (CoC) | Bekräftar att delarna uppfyller alla specificerade krav. |
| Intern arbetsorder | Spårar detaljens resa genom produktionen. |
Robust spårbarhet för titanmaterial bygger på certifierade inköp, noggrann spårning och grundlig dokumentation. Detta system är inte bara till för att uppfylla kraven; det är en grundläggande del av riskhanteringen och kvalitetssäkringen för varje kritisk komponent som vi tillverkar.
Den ultimata guiden till titan vs. aluminium för CNC-delar
Att välja mellan titan och aluminium är ett kritiskt beslut. Det har en direkt inverkan på din komponents prestanda, vikt och slutkostnad. Det handlar inte bara om att välja det starkare materialet.
Det handlar om att matcha egenskaper med dina specifika applikationsbehov. För hårdvaruleverantörer är det en nyckel till framgång att förstå denna materialjämförelse för CNC.
Jämförelse vid en överblick
En snabb titt på de grundläggande skillnaderna är viktig. Här är en översikt på hög nivå över de vanligaste betygsgraderna vi arbetar med.
| Funktion | Titan (Ti-6Al-4V) | Aluminium (6061-T6) |
|---|---|---|
| Styrka | Mycket hög | Måttlig |
| Vikt | Tyngre än Al | Mycket lätt |
| Kostnad | Hög | Låg |
| Bearbetbarhet | Svårt | Utmärkt |
Tabellen visar de grundläggande avvägningar som vi gör dagligen.

Djupare dykning: Prestanda kontra kostnad
När vi analyserar styrka i förhållande till vikt är titan den klara vinnaren. Detta gör det till en stapelvara inom flyg- och rymdindustrin och medicinska implantat. Dess prestanda under stress och vid höga temperaturer är oöverträffad av aluminium. Denna förstklassiga prestanda har dock ett pris.
Utmaningarna i cnc-bearbetning av titan är betydande. Det har låg värmeledningsförmåga, vilket gör att värmen stannar kvar vid verktygsspetsen. Detta leder till snabbare verktygsslitage och långsammare bearbetningshastigheter. Vår process på PTSMAKE innefattar specialiserade verktyg och kylstrategier för att hantera detta.
Korrosionsbeständighet och applikationsnyanser
Titan bildar ett stabilt, passivt oxidskikt. Detta gör det otroligt motståndskraftigt mot korrosion från saltvatten och många industrikemikalier. Aluminium är också korrosionsbeständigt men kan vara sårbart. Det är känsligt för Galvanisk korrosion10 när den kommer i kontakt med ädlare metaller.
Detta bearbetning av titan vs aluminium beslutet beror ofta på driftsmiljön. En marin applikation kan kräva titan, medan ett hölje för konsumentelektronik är perfekt för aluminium.
Datadriven materialjämförelse
| Fastighet | Titan (klass 5) | Aluminium (6061) | Aluminium (7075) |
|---|---|---|---|
| Densitet (g/cm³) | 4.43 | 2.70 | 2.81 |
| Draghållfasthet (MPa) | ~950 | ~310 | ~572 |
| Maskinbearbetningsgrad | Dålig | Bra | Rättvist |
Våra testresultat visar att inte ens höghållfast 7075-aluminium når upp till titannivån. Dessa data är avgörande när man väljer titan eller aluminium för krävande detaljer.
Valet mellan titan och aluminium för CNC-detaljer är en balansgång. Du måste väga överlägsen styrka och korrosionsbeständighet mot högre material- och bearbetningskostnader. Applikationens specifika krav kommer alltid att styra det bästa materialvalet för ditt projekt.
Hur man förhindrar deformation av titandelar under bearbetning
Distorsion av titandelar är en vanlig huvudvärk. Det beror på höga restspänningar i materialet. Krafterna från bearbetningen frigör denna spänning på ett ojämnt sätt.
Detta leder till skevhet och dimensionsinstabilitet. För att förhindra skevhet i titan krävs en genomtänkt strategi redan från början. Det handlar inte bara om att skära metall.
Kärnproblemet: Bearbetningsspänning
Bearbetningsspänningen i titan är betydande. Materialets låga värmeledningsförmåga stänger inne värme i skärzonen. Denna värme, i kombination med skärkrafterna, inducerar spänningar. Dålig strategi förvärrar situationen.
En smart strategi kontrollerar dessa faktorer noggrant.
En flerstegsprocess är avgörande för att förhindra skevhet i titan. Vi kan inte behandla det som aluminium eller stål. Varje steg måste utformas för att hantera och lindra påfrestningar. Om man ignorerar detta garanterar man dimensionella problem senare.
Strategisk grovbearbetning och efterbearbetning
Vi bearbetar aldrig en titandel till dess slutliga dimension på en gång. Först utför vi en grovbearbetning. Vi lämnar en jämn mängd material, vanligtvis 0,5 mm till 1,5 mm, på alla ytor. Detta första pass tar bort det mesta av materialet och absorberar huvuddelen av Restspänning11.
Efter grovbearbetningen är det viktigt med ett avspänningssteg. Detta kan vara en termisk behandling. Delen värms upp till en viss temperatur och kyls sedan långsamt. Denna process avlastar de inre spänningar som uppstått under grovbearbetningen.
| Metod för stressavlastning | Viktig fördel | Typisk tillämpning |
|---|---|---|
| Termisk glödgning | Mycket effektivt för att minska stress | Kritiska delar för flyg- och rymdindustrin |
| Vibrerande stressavlastning | Snabbare, ingen termisk distorsion | Stora, icke-kritiska strukturer |
Avancerade fixturtekniker
Slutligen utför vi efterbearbetningen. Korrekt fixturering är avgörande här. Vi använder fixturer med låg spännkraft. Detta förhindrar att nya spänningar införs i den nu stabiliserade delen. Målet är att hålla fast detaljen ordentligt utan att deformera den. Detta säkerställer att de slutliga dimensionerna är exakta och stabila efter cnc-bearbetning av titan process.
Att hantera inre spänningar är nyckeln till att förhindra distorsion av titandelar. En sekvens av grovbearbetning, avlastning och noggrann efterbehandling är inte valfri. Det är grundläggande för att uppnå dimensionell noggrannhet och stabilitet i varje titankomponent som vi producerar på PTSMAKE.
Den definitiva guiden till bästa praxis för prototypframtagning i titan
Effektiv prototypframtagning i titan sparar tid och pengar. Nyckeln är att veta när man ska satsa på detta premiummaterial. För inledande form- och passformskontroller är det ofta smartare att använda ett substitut.
Detta tillvägagångssätt gör att du snabbt kan förfina din design. När konceptet är klart kan du gå vidare till faktisk titan. Detta skyddar din budget från kostsamma revideringar i ett tidigt skede.
När ska man använda ersättningsmaterial?
Överväg substitut för prototyper i ett tidigt skede. Detta hjälper till att validera ergonomi och montering utan den höga kostnaden för titan.
| Prototypstadiet | Rekommenderat material | Primärt mål |
|---|---|---|
| Konceptmodell | 3D-utskriven plast (PLA, ABS) | Form och passform |
| Funktionell (låg belastning) | Aluminium (t.ex. 6061) | Grundläggande mekanik |
| Förproduktion | Titan (Ti-6Al-4V) | Fullständig validering |
Genom att använda denna stegvisa metod säkerställer du att du bara investerar i Bearbetning av titanprototyper när du känner dig säker på designen.

Strategier för prototyper med snabba omställningar
Hastigheten är kritisk i snabb prototypframställning titan. Framgång är beroende av smart planering och tydlig kommunikation med din tillverkningspartner. Vi på PTSMAKE fokuserar på detta.
En väldefinierad DFM-granskning (Design for Manufacturability) är det första steget. För titan innebär detta att geometrierna förenklas där det är möjligt. Det innebär också att utforma för optimal verktygsåtkomst för att minska maskintiden.
Titan har unika egenskaper. Det är benäget att härda och har låg värmeledningsförmåga. Dessa faktorer kan leda till verktygsslitage och problem med ytfinishen. Ett vanligt problem är irriterande12, där material fäster under tryck.
Vår DFM-analys, som baseras på forskningssamarbete med kunder, hjälper till att förebygga dessa problem. Den effektiviserar cnc-bearbetning av titan process.
Validering av din Titanium-design
Före full produktion är det viktigt med rigorösa tester. Detta bekräftar att din del uppfyller alla funktions- och prestandakrav.
| Valideringssteg | Syfte | Metod |
|---|---|---|
| Dimensionell analys | Verifiera geometrisk noggrannhet | CMM-inspektion, 3D-skanning |
| Mekanisk provning | Testa hållfasthet och hållbarhet | Drag-, utmattnings- och slagprov |
| Funktionell testning | Bekräfta prestanda i verkligheten | Montering och fältförsök |
Dessa provning av titankonstruktioner steg säkerställer att din slutprodukt är tillförlitlig och effektiv, vilket förhindrar kostsamma fel i ett senare skede.
Effektiv prototyptillverkning i titan kräver ett strategiskt tillvägagångssätt. Använd ersättningsmaterial för tidig validering, tillämpa DFM-principer för snabbhet och utför noggranna tester innan du går över till fullskalig produktion. Detta ger en effektiv balans mellan kostnad, tid och kvalitet.
Hur man går från prototyp till produktion i titan
Att gå från en enda titanprototyp till fullskalig produktion är ett stort steg. Det handlar inte bara om att tillverka fler delar. Det kräver ett helt annat tankesätt och en robust plan.
En framgångsrik övergång bygger på en solid strategi. Denna plan måste omfatta allt. Den omfattar verktyg, processvalidering, kvalitetskontroll och leveranskedja. Utan en sådan plan ökar kostnaderna och deadlines missas.
Viktiga pelare för omställning
| Etapp | Fokus | Mål |
|---|---|---|
| Verktyg | Hållbarhet och hastighet | Minimera stilleståndstid och cykeltid |
| Process | Repeterbarhet | Säkerställa att varje del uppfyller specifikationerna |
| Kvalitet | Skalbarhet | Upprätthålla standarder vid hög volym |
| Leverantörskedjan | Tillförlitlighet | Säkra material- och leveransflödet |

För att skala upp din produktion av titandelar krävs en dokumenterad övergångsplan. Detta är inte bara ett förslag; det är avgörande för framgång när man går från låg till hög volym titantillverkning. På PTSMAKE fokuserar vi på fyra kritiska områden för att säkerställa en smidig upptrappning.
Optimera din verktygsstrategi
Ditt prototypverktyg kommer inte att överleva produktionskörningarna. För storskaliga cnc-bearbetning av titan, behöver du robusta verktyg tillverkade av hårdmetall eller andra hållbara material. Vi optimerar verktygsvägar och kylstrategier specifikt för högvolymproduktion. Detta minskar cykeltiderna och förlänger verktygens livslängd.
Validering av tillverkningsprocessen
En validerad process är en repeterbar process. Vi går från kontroller av enstaka delar till statistisk processtyrning (SPC). Detta säkerställer stabilitet och förutsägbarhet. FAI-rapporter (First Article Inspection) bekräftar att produktionsprocessen konsekvent skapar delar som uppfyller alla specifikationer. Konsekvent Hållare för arbetsstycken13 är en kritisk men ofta förbisedd aspekt av detta skede.
Kvalitetskontroll och logistik i stor skala
Manuell inspektion är inte genomförbar för tusentals delar. Vi implementerar automatiserade system som koordinatmätmaskiner och optiska skannrar. Detta ökar kvalitetskontrollen på ett effektivt sätt. På logistiksidan säkrar vi långsiktiga kontrakt för råtitan. Detta garanterar materialtillgänglighet och stabiliserar prissättningen, vilket är avgörande för tillverkning av titandelar i stor skala.
| Aspekt | Prototypfas | Produktionsfas |
|---|---|---|
| Verktyg | Mjukare, mindre hållbar | Härdad hårdmetall med lång livslängd |
| Validering | Manuell mätning | Statistisk processtyrning (SPC) |
| Inspektion | 100% manuell kontroll | Automatiserad CMM, provtagningsplaner |
| Leverans | Spot-köp | Långsiktiga leverantörsavtal |
En strukturerad plan är inte förhandlingsbar för att skala upp titanproduktionen. Genom att strategiskt ta itu med verktyg, processvalidering, kvalitetskontroll och logistik i leveranskedjan kan du smidigt övergå från en enda prototyp till tillverkning i stora volymer och säkerställa konsekvens och tillförlitlighet.
Den kompletta guiden till kvalitetsinspektion för bearbetad titan
Att inspektera titandelar är mer än att bara mäta. Det kräver ett systematiskt tillvägagångssätt för kvalitetskontroll. Detta säkerställer att varje komponent uppfyller exakta specifikationer.
På PTSMAKE integrerar vi avancerade verktyg med strikta processramverk. Denna kombination är avgörande för att uppnå konsekventa resultat.
Viktiga inspektionsmetoder
Vi förlitar oss på flera högprecisionsinstrument för noggrann validering. Varje verktyg tjänar ett specifikt syfte i vårt arbetsflöde för kvalitetskontroll för inspektion av titandelar.
| Verktyg | Primär användning | Precisionsnivå |
|---|---|---|
| CMM | Komplexa 3D-geometrier | Mycket hög |
| Optisk komparator | 2D-profiler och funktioner | Hög |
| Provningsutrustning för ojämnhet | Mätning av ytfinhet | Mikro-nivå |
| Gängmätare | Gängens noggrannhet (Go/No-Go) | Standardiserad |
Dessa verktyg ger oss de data vi behöver. Men processramen säkerställer att data används effektivt för verklig kvalitetskontroll av titan.

En omfattande inspektionsplan är en färdplan för kvalitet. Den beskriver varje kontroll, från verifiering av råmaterial till slutgodkännande. Planen är inte statisk, den är ett levande dokument.
Första artikelinspektion (FAI)
First Article Inspection (FAI) är en kritisk milstolpe. Det är en fullständig verifiering av den första produktionskörda delen mot konstruktionsritningarna. För komplexa cnc-bearbetade titandelar bekräftar FAI att hela vår process - verktyg, programmering och inställning - är korrekt innan massproduktionen börjar. Det förhindrar kostsamma fel längs linjen.
Övervakning av pågående processer
Vi väntar inte till slutet med att hitta problem. Vi använder metoder som Statistisk processtyrning (SPC)14 för att övervaka tillverkningsprocessen i realtid. Detta gör att vi kan upptäcka och korrigera eventuella avvikelser när de inträffar. Detta proaktiva tillvägagångssätt säkerställer stabilitet och repeterbarhet.
I tabellen nedan beskrivs ett typiskt inspektionsflöde för en komponent i titan.
| Etapp | Aktivitet | Viktiga överväganden för titan |
|---|---|---|
| Mottagning | Verifiering av materialcertifikat | Korrekt klass (t.ex. klass 5) och ursprung |
| Pågående arbete | Övervakning av nyckelfunktioner (SPC) | Verktygsslitage, termisk expansion |
| Final | 100% Kontroll av kritiska dimensioner | Överensstämmelse med GD&T, CMM-mätning |
Den här strukturerade processen är grundläggande. Det är så vi garanterar att varje enskild del vi levererar är identisk och uppfyller alla krav.
Effektiv kvalitetskontroll av titan integrerar precisionsverktyg som koordinatmätmaskiner med strukturerade processer som FAI och SPC. Detta säkerställer att processtabilitet och delöverensstämmelse upprätthålls från den första artikeln till den slutliga produktionsenheten, vilket garanterar tillförlitlighet.
Hur man utvärderar en CNC-partner för titanbearbetning
Valet av leverantör av titanbearbetning är avgörande. Rätt partner säkerställer att dina högpresterande delar uppfyller specifikationerna. Fel partner kan orsaka kostsamma förseningar och misslyckanden.
Denna checklista hjälper dig att systematiskt utvärdera CNC-verkstäder. Den täcker de kärnområden som är viktigast för framgångsrika titanprojekt.
Viktiga områden för granskning
Använd den här guiden för upphandlings- och ingenjörsteam. Den ger ett tydligt ramverk för att fatta ett välgrundat beslut.
| Utvärderingskategori | Viktiga frågor att ställa |
|---|---|
| Maskinens kapacitet | Har de stela 5-axliga maskiner med högt vridmoment? |
| Expertis om material | Kan de diskutera specifika titankvaliteter (t.ex. grad 5 jämfört med grad 2)? |
| Kvalitetssystem | Är de certifierade enligt AS9100 eller ISO 13485? |
| Relevant erfarenhet | Kan de visa exempel på liknande komplexa delar? |
En kapabel titantillverkningspartner kommer med säkerhet att svara på dessa frågor.

Att hitta rätt partner för cnc-bearbetning av titan går utöver en enkel offertjämförelse. Du måste gräva djupare i deras tekniska kapacitet och kvalitetsprocesser. En robust utvärdering skyddar ditt projekt från risker.
Kapacitet för verktygsmaskiner
Standardmaskiner har problem med titan. Leta efter verkstäder med moderna, styva 5-axliga CNC-center. Dessa maskiner minimerar vibrationer, vilket är avgörande för att bibehålla snäva toleranser och uppnå en bra ytfinish på titandelar.
Högtryckssystem för kylvätska är inte heller förhandlingsbara. De är nödvändiga för att rensa bort spånor och hantera värmen i skärzonen. Detta förhindrar verktygsslitage och materialskador.
Material- och processexpertis
Sann expertis är avgörande när man väljer en leverantör av titanbearbetning. Leverantören bör förstå nyanserna mellan olika titanlegeringar. Att bearbeta Grade 5 (Ti-6Al-4V) skiljer sig mycket från att bearbeta kommersiellt ren Grade 2.
Fråga om deras strategier för att mildra arbetshärdning15. En kunnig partner kommer att diskutera specifika verktyg, matningshastigheter och skärstrategier som är utformade för att hantera denna utmaning. På PTSMAKE har vi utvecklat egna processparametrar för olika legeringar.
| Certifiering | Fokus på industrin | Vad den garanterar |
|---|---|---|
| AS9100 | Flyg- och rymdindustrin samt försvar | Strikt processkontroll, spårbarhet och riskhantering. |
| ISO 13485 | Medicintekniska produkter | Kvalitetsstyrning för komponenter till medicintekniska produkter. |
| ISO 9001 | Allmän tillverkning | Ett grundläggande kvalitetsledningssystem. |
Bevisad erfarenhet
Slutligen bör du granska deras portfölj. Be om fallstudier eller exempel på delar som liknar dina i fråga om komplexitet och material. Detta är det bästa beviset på deras förmåga att leverera. En historia av att producera högpresterande komponenter visar att de är en pålitlig titantillverkningspartner.
Denna checklista ger ett strukturerat tillvägagångssätt för att utvärdera CNC-verkstäder. Den hjälper dig att se bortom priset för att bedöma verklig kapacitet, vilket säkerställer att du hittar en partner som kan hantera de unika kraven för cnc-bearbetning av titan och leverera kvalitetsdelar konsekvent.
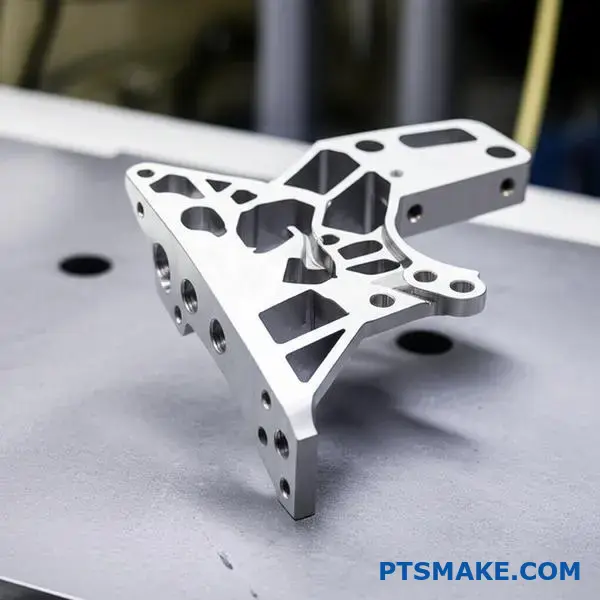
Fallstudie: Lösning på en komplex utmaning vid bearbetning av titanfästen
Teori är en sak, men det är resultaten som räknas. Låt oss gå igenom en verklig fallstudie av titanbearbetning.
En kund inom flyg- och rymdindustrin kontaktade oss med en komplex konsol i titan. Denna del hade tunna väggar och invecklade geometrier. Deras tidigare leverantör hade problem med höga kostnader och ojämn kvalitet. Detta är en vanlig historia i cnc-bearbetning av titan.
Den inledande utmaningen
De främsta problemen var deformation av detaljerna och snabbt verktygsslitage. Detta ledde till en hög kassationsgrad, vilket drev upp enhetspriset avsevärt.
| Utmaningsområde | Påverkan på produktionen |
|---|---|
| Vridning av delar | Uppfyllde inte dimensionstoleranserna |
| Verktygsslitage | Ökade verktygskostnader och stilleståndstid |
| Cykeltid | Långa bearbetningstider, hög arbetskostnad |
| Skrotningsgrad | Över 20% delar kasserades |
Vårt mål var att lösa dessa problem. Vi behövde leverera ett framgångsrikt exempel på en titandel som uppfyllde prestanda- och budgetmålen.
En DFM-metod som bygger på samarbete
Det första steget var inte att påbörja bearbetningen. Istället inledde vi en DFM-granskning (Design for Manufacturability) med kundens ingenjörsteam. Denna samarbetsprocess är nyckeln till PTSMAKE.
Vi identifierade några invändiga hörn med extremt snäva radier. Även om de var möjliga att bearbeta var de här funktionerna en viktig orsak till verktygsspänning och slitage. Vi föreslog en mindre ökning av radierna. Denna förändring hade ingen inverkan på konsolens passform eller funktion. Kunden godkände den snabbt.
Strategi för maskinbearbetning
Med den optimerade konstruktionen utvecklade vi en mångfacetterad bearbetningsstrategi. För att lyckas med en komplex titankonsol krävs mer än bara rätt maskin.
Först valde vi ett 5-axligt CNC-bearbetningscenter med hög styvhet. Detta minimerade vibrationerna, vilket är avgörande för tunnväggiga detaljer. Materialvalet för verktygen var också avgörande. Vi valde specifika pinnfräsar i hårdmetall med beläggningar som är utformade för titanlegeringar. Dessa beläggningar minskar friktionen och motverkar arbetshärdning16.
Vår strategi fokuserade på att upprätthålla ett konstant verktygsengagemang. Vi använde oss av höghastighetsfräsning med en trokoidal verktygsbana. Detta tillvägagångssätt förhindrar plötsliga stötar på verktyget, vilket förlänger dess livslängd och förbättrar ytfinheten.
| Strategi Komponent | Motivering |
|---|---|
| 5-axlig CNC | Få tillgång till komplexa funktioner, minska antalet inställningar |
| Verktyg av belagd hårdmetall | Motstår värme och abrasivt slitage |
| Kylvätska med högt tryck | Effektiv evakuering och kylning av spån |
| Trokoidal fräsning | Konstant verktygsbelastning, minskat slitage |
Framgångsrikt resultat
Resultaten var omedelbara och betydande. Efter att ha implementerat vår strategi såg vi en dramatisk förbättring av alla nyckeltal.
I samarbete med vår kund kunde vi konstatera att skrotningsfrekvensen sjönk till under 2%. Cykeltiden per detalj minskades med cirka 35%. Det här framgångsrika exemplet med en titandel visar hur en smart samarbetsstrategi kan övervinna även de tuffaste bearbetningsutmaningarna.
Denna fallstudie om titanbearbetning belyser en grundläggande princip. Proaktivt samarbete och en välplanerad bearbetningsstrategi är avgörande. De förvandlar ett svårt projekt till en repeterbar, kostnadseffektiv framgång och levererar en del som fungerar felfritt under krävande förhållanden inom flygindustrin.
Framtiden för titanbearbetning: Avancerade tekniker att hålla koll på
Världen för CNC-bearbetning av titan står inför en stor förändring. Vi rör oss bortom bara snabbare spindlar och vassare verktyg.
Nästa våg av innovation
Tre nyckelområden driver på denna förändring. Dessa är hybridtillverkning, avancerade verktygsbeläggningar och AI-drivna styrsystem.
Varför detta är viktigt
Det här är inte bara teorier. De utlovar verkliga fördelar. Tänk snabbare produktion, bättre delar och smartare processer. Framtiden för titanbearbetning är spännande.
| Teknik | Traditionellt tillvägagångssätt | Framtida påverkan |
|---|---|---|
| Skapande av delar | Rent subtraktivt | Additiv + Subtraktiv |
| Verktyg | Standard hårdmetall | Belagda, smarta verktyg |
| Process | Manuell justering | AI-driven, adaptiv |

Låt oss bryta ner dessa innovationer inom titantillverkning. Var och en av dem löser en annan central utmaning inom CNC-bearbetning av titan och förflyttar branschen mot en ny standard.
Hybridbearbetning: Det bästa av två världar
Föreställ dig att du bygger en komplex titandel nära sin slutliga form med hjälp av 3D-utskrift. Sedan använder du CNC-bearbetning för de kritiska finjusteringarna. Detta är hybridtillverkning.
Detta tillvägagångssätt minskar materialspillet drastiskt. Det minskar också den totala bearbetningstiden, vilket är en viktig kostnadsdrivare för titanprojekt. Det är en viktig del av den avancerade CNC-strategin för titan.
Avancerade verktygsbeläggningar
Värme är fienden när man skär i titan. Nya verktygsbeläggningar är vårt bästa försvar. De skapar en otroligt hård och slät barriär mellan verktyget och materialet.
Dessa nya ytbeläggningar förbättrar dramatiskt tribologisk17 egenskaper vid skärgränssnittet. Baserat på våra interna tester kan vissa beläggningar förlänga verktygens livslängd med över 30% samtidigt som de möjliggör högre skärhastigheter.
| Typ av beläggning | Viktig fördel | Idealisk tillämpning |
|---|---|---|
| TiAlN | Hårdhet vid höga temperaturer | Grovbearbetning med hög hastighet |
| AlCrN | Överlägsen slitstyrka | Efterbearbetning |
| Nanokomposit | Extrem hårdhet och låg friktion | Krävande delar till flyg- och rymdindustrin |
AI-driven adaptiv styrning
Det är här som tillverkningen blir riktigt smart. Sensorer på maskinen lyssnar på skärprocessen. AI analyserar dessa data i realtid.
Om den upptäcker problem som verktygsslitage eller chattering justerar den automatiskt skärparametrarna. Detta förhindrar fel och säkerställer en jämn kvalitet utan ständig övervakning av operatören.
Framtidens titanbearbetning kombinerar additiva och subtraktiva metoder, förbättrade verktyg och AI. Dessa innovationer kommer att revolutionera effektiviteten, minska avfallet och förbättra detaljkvaliteten, vilket definierar nästa generation av avancerad CNC-titantillverkning.
Få en anpassad CNC-bearbetning av titanoffert från PTSMAKE idag!
Är du redo att ta ditt CNC-bearbetningsprojekt i titan från idé till produktion med oöverträffad precision och tillförlitlighet? Kontakta PTSMAKE:s expertteam för en snabb offert utan förpliktelser - upplev kvalitet i världsklass, lyhörd support och leverans i tid för dina högpresterande delar!

Läs mer om varför denna egenskap är viktig för material som används inuti människokroppen. ↩
Lär dig hur adhesivt slitage uppstår och påverkar ytintegriteten hos dina bearbetade detaljer. ↩
Läs om hur denna specifika typ av materialöverföring mellan verktyg och arbetsstycke orsakar för tidigt verktygsbrott. ↩
Förstå hur denna materialadhesion kan förstöra ditt arbetsstycke och verktyg, och lär dig effektiva förebyggande metoder. ↩
Utforska hur denna process ökar titans inneboende motståndskraft mot korrosion i tuffa miljöer. ↩
Utforska hur denna metallurgiska effekt påverkar verktygens livslängd och slutresultatet för ditt projekt. ↩
Läs om hur denna metallurgiska effekt försvårar bearbetningen och vilka åtgärder vi vidtar för att förhindra den. ↩
Läs om hur detta kumulativa fel påverkar kvaliteten på dina slutprodukter och hur du kan kontrollera det. ↩
Lär dig hur en dokumenterad spårbarhetskedja skyddar ditt projekt och säkerställer full efterlevnad. ↩
Lär dig hur du undviker materialfel när olika metaller används i en montering. ↩
Förstå de inre krafter som kan äventyra din detaljs måttnoggrannhet. ↩
Läs mer om denna kritiska utmaning inom maskinbearbetning och hur du kan förebygga den. ↩
Lär dig hur korrekt arbetsupphängning ökar produktionseffektiviteten och detaljens enhetlighet vid CNC-bearbetning av stora volymer. ↩
Upptäck hur SPC bidrar till att minska antalet defekter och förbättra tillverkningskonsistensen i dina projekt. ↩
Upptäck hur denna materialegenskap påverkar verktygens livslängd och detaljernas kvalitet vid bearbetning. ↩
Läs mer om hur denna materialegenskap påverkar bearbetbarhet och verktygslivslängd i vår detaljerade guide. ↩
Förstå vetenskapen bakom friktion och slitage för att se hur nya beläggningar revolutionerar verktygens prestanda. ↩






