

Kúpa hotového harmonického aktuátora vás núti prispôsobiť geometriu ramena pevnému puzdru. Vstavané senzory sa nezmestia, možnosti tesnenia sú obmedzené a dizajn vášho kĺbu stráca presnú výhodu, ktorá definuje konkurencieschopného humanoidného robota.
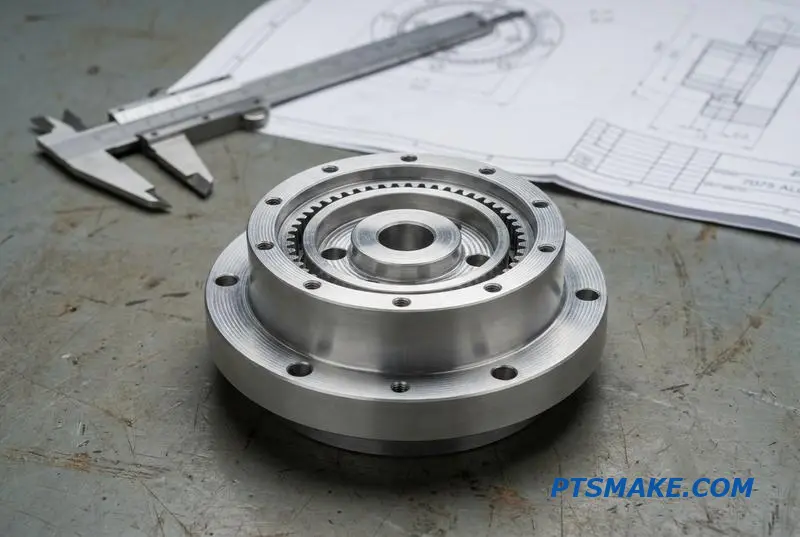
CNC obrábané puzdro harmonického pohonu vám dáva plnú kontrolu nad toleranciami otvorov (H6/H7), ložiskovými sedlami, tesniacimi rozhraniami a montážnou geometriou. To je nevyhnutné, keď potrebujete vlastnú integráciu ramena, vstavané snímanie krútiaceho momentu, tesnenie IP54 alebo tesné 0,025 mm pilotné uloženia pre kruhové drážky.

Pracoval som s robotickými tímami, ktoré stratili mesiace naháňaním zvlnenia krútiaceho momentu, len aby zistili, že hlavnou príčinou bolo voľné pilotné uloženie kruhovej drážky. Nižšie vás prevediem každým rozhodnutím, ktoré formuje spoľahlivú konštrukciu harmonického puzdra.
Kedy by ste mali CNC obrábať vlastné puzdro harmonického pohonu namiesto kúpy hotového aktuátora
Keď máte súpravu komponentov harmonického pohonu, hlavným rozhodnutím je, či kúpiť kompletný aktuátor alebo vyrobiť vlastné puzdro. Táto voľba priamo ovplyvňuje integráciu, výkon a časový plán vášho projektu. Je to bežná križovatka pre tímy vyvíjajúce pokročilú robotiku.
Štandardné aktuátory
Štandardná jednotka ponúka rýchle, overené riešenie. Ste však obmedzení jej pevnými rozmermi, preddefinovanými možnosťami senzorov a štandardnými montážnymi rozhraniami. To môže viesť ku kompromisom v dizajne, ak má článok vášho robotického ramena jedinečnú geometriu alebo špecifické požiadavky na integráciu.
Vlastné CNC obrábané puzdrá
Voľba vlastného CNC obrábaného puzdra vám dáva úplnú slobodu dizajnu. Kontrolujete každé rozhranie, od uchytenia motora po výstupné príruby. Táto cesta je ideálna, keď štandardné jednotky jednoducho nevyhovujú.
| Funkcia | Štandardný aktuátor | Vlastné CNC puzdro |
|---|---|---|
| Integrácia | Štandardizované, pevné rozhrania | Plne prispôsobené vášmu dizajnu |
| Senzory | Obmedzené, predintegrované možnosti | Neobmedzené umiestnenie a typ |
| Geometria | Obmedzené výrobcom | Zodpovedá vašim presným požiadavkám |
| Čas realizácie | Kratšie (ak je na sklade) | Dlhšie (dizajn + výroba) |

Rozhodnutie obrábať vlastné puzdrá harmonických prevodoviek je jasnejšie, keď vzniknú špecifické potreby. Ak váš dizajn vyžaduje neštandardnú integráciu ramena, hotový pohon môže vynútiť nechcené kompromisy na celej vašej mechanickej štruktúre. Často to vidíme v kompaktných kĺboch humanoidných alebo štvornožných robotov.
Dôvody pre prispôsobenie
Vlastné puzdro vám umožňuje integrovať komponenty ako snímače krútiaceho momentu priamo do štruktúry pre lepšiu presnosť a čistejšiu montáž. Špeciálne tesnenie pre drsné prostredia – ako IP67 pre vonkajšiu robotiku – je tiež oveľa ľahšie dosiahnuť s účelovo vyrobeným puzdrom. Proces návrhu pridáva réžiu, ale neskôr eliminuje problémy s integráciou.
Hodnotenie kompromisov
Hlavný kompromis je medzi počiatočným vývojovým úsilím a dlhodobým výkonom. Zatiaľ čo štandardný pohon vás rozhýbe rýchlejšie, vlastné riešenie zaisťuje, že konečný produkt spĺňa presné špecifikácie bez kompromisov. To je kritické pre aplikácie, kde hmotnosť, veľkosť a Hysteréza1 sú prísne kontrolované. Pri práci s našimi klientmi sme zistili, že táto počiatočná investícia do dizajnu sa vypláca vo výkone.
| Vodič rozhodnutia | Odporúčaná cesta | Odôvodnenie |
|---|---|---|
| Štandardná stopa | Hotové riešenie | Rýchle a osvedčené pre všeobecné použitie. |
| Unikátna geometria | Vlastné CNC | Zaisťuje dokonalé prispôsobenie a optimálnu integráciu. |
| Zabudované senzory | Vlastné CNC | Umožňuje špecifické umiestnenie a typ snímača. |
| Drsnné prostredie | Vlastné CNC | Umožňuje prispôsobené tesnenie a výber materiálov. |
Výber medzi štandardnými a zákazkovými riešeniami je strategické rozhodnutie. Štandardné pohony uprednostňujú rýchlosť pre bežné aplikácie, zatiaľ čo zákazkové CNC puzdrá harmonických prevodoviek ponúkajú úplnú kontrolu pre projekty s jedinečnými požiadavkami na integráciu, senzory alebo tesnenie, čím zaisťujú optimálny výkon bez kompromisov.
Pilotné uloženie kruhovej drážky — Prečo tolerancia 0,025 mm na tomto otvore rozhoduje o úspechu alebo neúspechu vášho harmonického pohonu
Výkon presnej harmonickej prevodovky závisí od puzdra, v ktorom je umiestnená. Konkrétne, vodiaci otvor pre kruhovú drážkovú hriadeľ musí byť dokonalý. Odchýlka už 0,025 mm môže zničiť celú zostavu. Táto jediná vlastnosť určuje, či váš drahý komponent funguje hladko alebo zlyhá predčasne.
Problém s nesprávnymi lícovaním
Nesprávna tolerancia otvoru vytvára dva odlišné režimy zlyhania. Ak je lícovanie príliš tesné, deformuje kruhovú drážkovú hriadeľ. Ak je príliš voľné, drážková hriadeľ sa posunie pod zaťažením. Oba výsledky výrazne znižujú výkon, čím sa vysoko presný systém mení na nespoľahlivý.
Porovnanie lícovania
| Podmienka spôsobilosti | Dôsledky | Výsledný problém |
|---|---|---|
| Príliš tesné (presah) | Deformuje kruhovú drážkovú hriadeľ | Nerovnomerné zapadanie zubov, viaznutie |
| Príliš voľné (vôľa) | Drážková hriadeľ sa posunie mimo stred | Excentricita, vibrácie, únava |
Toto nie je drobný detail. Zle opracované puzdro môže spôsobiť, že harmonická prevodovka za 400 dolárov bude fungovať horšie ako štandardná prevodovka za 40 dolárov.

Vodiace lícovanie je miesto, kde sa teória stretáva s realitou. Kruhová drážková hriadeľ musí byť umiestnená centrálne a bezpečne. Štandardné ISO lícovania používané tu sú typicky H6 alebo H7. Ide o lícovania s vôľou, ale s extrémne prísnou kontrolou, ktorá zaisťuje, že komponent je obmedzený bez deformácie.
Tolerancia H6 vs. H7
Pre 70mm kruhovú drážkovú hriadeľ je tolerancia otvoru H7 +0.030mm / +0.000mm. Uloženie H6 je ešte tesnejšie pri +0.019mm / +0.000mm. Voľnejšie uloženie môže spôsobiť excentricitu, čo vedie k vibráciám raz za otáčku, známym ako zvlnenie krútiaceho momentu2. Tieto vibrácie nielen znižujú presnosť polohovania, ale aj urýchľujú únavu flexibilnej drážkovej hriadele, čo vedie k predčasnému zlyhaniu. Presnosť puzdier Harmonic Drive nie je voliteľná.
Overenie otvoru
Nemôžete len predpokladať, že otvor je správny. V PTSMAKE overujeme každý kritický otvor, aby sme predišli zlyhaniu excentricity drážkového otvoru. Táto jednoduchá kontrola kvality je kľúčová.
| Krok | Akcia | Účel |
|---|---|---|
| 1. Nástroj | Použite kalibrovaný trojbodový meradlo otvorov. | Zabezpečuje presné a opakovateľné merania. |
| 2. Hĺbky | Merajte v hornej, strednej a dolnej časti otvoru. | Kontroluje kužeľovitosť alebo súdkovitosť. |
| 3. Polohy | Merajte v štyroch bodoch (0, 90, 180, 270 stupňov). | Detekuje odchýlku od kruhovitosti (oválnosť). |
| 4. Správa | Zdokumentujte priemerný priemer a odchýlku od kruhovitosti. | Poskytuje kompletný záznam pre zabezpečenie kvality. |
Toto overenie vŕtania puzdra CNC zaisťuje, že puzdro spĺňa prísne požiadavky pre optimálny výkon harmonického pohonu.
Vŕtanie puzdra nie je len montážny prvok; je to kritická funkčná plocha. Dosiahnutie požadovanej tolerancie H6 alebo H7 je nevyhnutné pre presnosť, hladkosť a životnosť harmonického pohonu. Správne obrábanie a overenie sú pre tieto vysokovýkonné aplikácie nevyhnutné.
Výber krížového valčekového ložiska a obrábanie sedla — Aké výstupné ložisko musí vaše puzdro pasovať
Výkon puzdier harmonického pohonu závisí od výstupného ložiska. Krížové valčekové ložiská sú štandardnou voľbou, pretože zvládajú kombinované zaťaženia v kompaktnom priestore. Najkritickejším krokom je výber tohto ložiska pred pred dokončením návrhu puzdra. Jeho rozmery určujú vaše parametre obrábania.
Prečo je výber ložiska na prvom mieste
Vonkajší priemer (OD) a šírka ložiska definujú veľkosť a hĺbku vŕtania puzdra. Ak navrhnete puzdro ako prvé, riskujete, že nebudete môcť nájsť štandardné ložisko, ktoré by pasovalo, čo si vynúti nákladné prepracovanie alebo objednávky ložísk na mieru. Toto je bežná a drahá chyba.
Bežné párovanie ložísk a pohonov
Existuje jasný vzťah medzi veľkosťami harmonických pohonov a štandardnými modelmi krížových valčekových ložísk. To zjednodušuje počiatočný výber, ak poznáte požiadavky vášho pohonu.
| Veľkosť harmonického pohonu | Typické krížové valčekové ložisko |
|---|---|
| 17 | RB6013 |
| 20 | RB7013 |
| 25 | RB8016 |
| 32 | RB10016 |
Táto tabuľka poskytuje východiskový bod pre zladenie komponentov pred začatím akéhokoľvek obrábania.

Pre puzdrá harmonických prevodoviek sú bežné skrížené valčekové ložiská od značiek ako THK, IKO alebo NSK. Typickou voľbou pre prevodovku veľkosti 20 je model RB7013, ktorý má vŕtanie 70 mm a šírku 13 mm. To priamo ovplyvňuje obrábanie pre návrh sedla výstupného ložiska.
Obrábanie vŕtania puzdra
Dosiahnutie správneho uloženia je pre výkon nevyhnutné. Vŕtanie puzdra, do ktorého sa vkladá vonkajší krúžok ložiska, zvyčajne vyžaduje toleranciu H6 alebo H7. Toto tesné uloženie zaisťuje bezpečné usadenie ložiska a zabraňuje otáčaniu. V PTSMAKE dôsledne dodržiavame tieto presné tolerancie.
Tolerancie osadenia a hriadeľa
Tolerancia hĺbky osadenia je rovnako kritická, zvyčajne sa dodržiava na ±0,01 mm. Tento rozmer určuje axiálnu polohu ložiska a riadi predpätie. Vnútorný krúžok, ktorý sa nasadzuje na výstupnú prírubu alebo hriadeľ, vyžaduje uloženie g6 alebo h6, aby zodpovedal vnútornému priemeru (ID) ložiska. Komplexná súhra síl v ložisku, najmä pri zaťažení, vytvára značné Hertzovo kontaktné napätie3 medzi valčekmi a obežnými dráhami. Nesprávne uloženia spôsobia nerovnomerné rozloženie napätia, čo vedie k predčasnému zlyhaniu. Moja rada je jednoduchá: objednajte si súpravu komponentov harmonickej prevodovky a ložisko spoločne. Potom navrhnite puzdro okolo týchto fyzických častí.
Na zabezpečenie výkonu v puzdrách harmonických prevodoviek musíte najprv vybrať ložisko a súpravu komponentov. Potom navrhnite a opracujte puzdro na presné rozmery a tolerancie požadované týmito komponentmi. Tento proaktívny prístup predchádza nákladným chybám a zaisťuje optimálnu funkčnosť.
Najväčší nákladový faktor v harmonickom puzdre — Čas obrábania na kritickej súprave otvorov
Pri navrhovaní puzdier harmonických prevodoviek sa mnohí inžinieri zameriavajú na výber materiálu. Predpokladajú, že exotické zliatiny zvyšujú cenu. Surový materiál, často hliník 7075, je však len malou časťou celkových nákladov. Skutočným hnacím motorom nákladov je čas stroja.
Skutočné rozdelenie nákladov
Väčšina nákladov pochádza z hodín, ktoré diel strávi na vysoko presnom CNC stroji. Pri typickom puzdre môže obrábanie trvať niekoľko hodín. Najčasovo náročnejšou a najdrahšou operáciou je vytvorenie kritickej sady vŕtaní.
Príklad rozdelenia nákladov
Tu je zjednodušené rozdelenie nákladov na CNC puzdro harmonickej prevodovky, ktoré často vidíme v PTSMAKE. Toto ukazuje, kam skutočne idú peniaze.
| Zložka nákladov | Percento z celkových nákladov |
|---|---|
| Surový materiál (predvalok 7075) | ~5% |
| Čas CNC stroja | ~75% |
| Nastavenie, nástroje a kontrola kvality | ~20% |
Ako vidíte, čas stroja dominuje v štruktúre nákladov. Pochopenie toho, čo sa deje počas tohto času, je kľúčom k efektívnemu riadeniu nákladov.
Vo vnútri procesu obrábania
Prečo kritická sada otvorov spotrebuje toľko času? Je to všetko o presnosti. Sada zahŕňa otvor pre kruhovú drážku, otvor pre hlavné ložisko a otvor pre montáž motora. Tieto prvky musia byť dokonale sústredné, aby sa zabezpečila správna funkcia harmonického pohonu.
Viacstupňová sekvencia vŕtania
Dosiahnutie tolerancie H6 a tesnej sústrednosti (často 0,01 mm) je citlivý proces. Nie je to len jeden rýchly rez. Sekvencia zahŕňa viacero opatrných krokov na riadenie tepla, vychýlenia nástroja a povrchovej úpravy, čím sa zabráni akejkoľvek deformácii konečného dielu.
Táto viacprechodová stratégia je nevyhnutná pre dosiahnutie rozmerovej stability. The tepelná rovnováha4 prestávka je obzvlášť kritická. Umožňuje dielu vychladnúť a stabilizovať sa pred vykonaním konečných, vysoko presných rezov. Tým sa predchádza nepresnostiam spôsobeným tepelnou rozťažnosťou počas obrábania.
Ako znížiť náklady na CNC puzdro harmonického pohonu
Na základe projektov, ktoré sme riešili, existuje niekoľko spôsobov, ako znížiť náklady bez obetovania výkonu tam, kde je to najdôležitejšie.
| Stratégia znižovania nákladov | Potenciálne časové úspory | Vplyv na výkon |
|---|---|---|
| Uvoľnite sústrednosť na 0,02 mm | 15-20% času cyklu vŕtania | Prijateľné pre mnohé aplikácie |
| Použite toleranciu H7 namiesto H6 | 10-15% z času cyklu vŕtania | Voľnejšie uloženie na kruhovej drážke |
| Obrábané nekritické plochy | 5-10% z celkového času obrábania | Čisto kozmetické, žiadna funkčná zmena |
Tieto malé úpravy vo vašom dizajne môžu viesť k výrazným úsporám. Je to rozhovor, ktorý sa oplatí viesť s vaším výrobným partnerom.
Najväčšie náklady na harmonické puzdro nie sú materiál, ale čas obrábania pre kritickú sadu otvorov. Pochopením tohto nákladového faktora presného vŕtania môžete robiť informované konštrukčné rozhodnutia, ktoré výrazne znižujú náklady pri zachovaní požadovaného výkonu pre vašu aplikáciu.
Hliník 7075 vs 6061 pre harmonické puzdrá — Kedy sa dodatočné náklady na 7075 skutočne vyplatia
Výber správneho hliníka pre puzdrá harmonických prevodoviek sa často zužuje na 7075 oproti 6061. Zatiaľ čo 6061 je spoľahlivý ťahúň, vyššia cena 7075 môže byť ťažko predajná. Avšak v špecifických aplikáciách nie je táto prémia len výdavkom; je to strategická investícia do výkonu.
Výhoda pomeru pevnosti k hmotnosti
Pre robotické kĺby, najmä v humanoidných dizajnoch, je výkon prvoradý. Diskusia nie je len o nákladoch na materiál, ale o tom, čo vám tieto náklady prinesú. Vyššia pevnosť umožňuje tenšie steny a ľahšie diely bez obetovania tuhosti, čo priamo ovplyvňuje dynamické schopnosti a účinnosť robota. Tu hliník 7075 skutočne vyniká.

Rozhodnutie medzi týmito dvoma zliatinami závisí od jasného posúdenia požiadaviek aplikácie oproti rozpočtu. Náklady na materiál pre 7075 sú približne dva až trikrát vyššie ako pre 6061. V PTSMAKE naše údaje o obrábaní potvrdzujú, že je tiež náročnejší na nástroje, čím sa opotrebenie zvyšuje približne o 30%. Kedy sa teda táto investícia oplatí?
Porovnanie kľúčových metrík výkonu
Pozrime sa na čísla. Zatiaľ čo oba materiály majú takmer identickú hustotu a tuhosť, rozdiel v pevnosti je značný. Toto je hlavný dôvod pre výber 7075 pre náročné puzdrá harmonických prevodoviek. Ten Youngov modul5 je rovnaký, čo znamená, že diel rovnakej geometrie sa bude pod zaťažením vychyľovať identicky.
| Vlastníctvo | Hliník 7075-T6 | Hliník 6061-T6 |
|---|---|---|
| Výťažnosť | 503 MPa | 276 MPa |
| Tuhosť (Youngov modul) | ~72 GPa | ~69 GPa |
| Hustota | 2,81 g/cm³ | 2,70 g/cm³ |
| Obrábateľnosť | Spravodlivé | Dobrý |
| Relatívne náklady na materiál | 2.5x – 3x | 1x |
Kedy špecifikovať 7075
- Distálne kĺby: Pre zápästia a koncové efektory sa počíta každý gram. Vyššia pevnosť 7075 umožňuje tenšie steny, čo môže znížiť hmotnosť o 15-25% oproti dizajnu z 6061. To znižuje zotrvačnosť, čo umožňuje rýchlejšie a presnejšie pohyby.
- Kĺby s vysokým zaťažením: Kĺby ako bedrá alebo kolená, ktoré zvládajú vysoké dynamické zaťaženie, profitujú z vynikajúcej pevnosti 7075, čo zaisťuje spoľahlivosť pod tlakom.
- Dizajny s obmedzeným priestorom: Keď je balenie tesné a steny krytu musia byť tenké, 7075 poskytuje potrebnú pevnosť, ktorú 6061 nemôže.
Keď je 6061 dostatočná
- Vytváranie prototypov: Pre počiatočné iterácie, kde je validácia geometrie kritickejšia ako konečný výkon, je 6061 nákladovo efektívnou voľbou.
- Menej kritické kĺby: Ramenné kĺby, ktoré majú často viac priestoru na balenie, nemusia vyžadovať prémiovú pevnosť 7075.
- Zosilnené puzdrá: Ak dizajn zahŕňa externé konzoly alebo podpery, ktoré zdieľajú zaťaženie, vnútorná pevnosť materiálu puzdra sa stáva menej kritickou.
V konečnom dôsledku, výber puzdier pre váš harmonický pohon závisí od požiadaviek konkrétnej aplikácie. Zatiaľ čo 7075 si vyžaduje prémiu v nákladoch na materiál aj obrábanie, jeho vynikajúci pomer pevnosti k hmotnosti je nevyhnutný pre vysokovýkonné, na hmotnosť citlivé robotické kĺby.
Prečo niektoré CNC dielne robia harmonické puzdrá zle — Šesť bežných chýb a ako ich odhaliť
Puzdrá harmonického pohonu patria medzi najnáročnejšie diely, ktoré obrábame. Ich presnosť je nekompromisná, pretože aj malá chyba môže spôsobiť vibrácie, vôľu alebo úplné zlyhanie robotického ramena. Napriek tomu mnohé CNC dielne prehliadajú jemné detaily, ktoré definujú dokonalé puzdro.
Pasca presnosti
Výzva spočíva v udržiavaní prísnych tolerancií naprieč viacerými prvkami. Dielne sa často zameriavajú na hlavný priemer otvoru, ale prehliadajú, ako prvky vzájomne pôsobia. To vedie k bežným režimom zlyhania harmonického puzdra, ktoré je ťažké odhaliť bez správnych metód kontroly.
Sprievodca kontrolou pre kupujúceho
Ako kupujúci potrebujete jednoduchý, ale účinný kontrolný zoznam. Pochopenie týchto šiestich bežných zlyhaní a toho, ako ich odhaliť, vás ochráni pred nákladnými situáciami zastavenia výroby a poruchami v teréne.
| Spôsob zlyhania | Primárny vplyv | Metóda kontroly |
|---|---|---|
| Kužeľovitý otvor | Nerovnomerný kontakt drážkovania | Kaliber na otvory |
| Nekruhovitosť | Zlé usadenie ložiska | CMM |
| Posun polohy otvoru | Nesúososť príruby | CMM |
| Otrepy závitu | Neúplné usadenie skrutky | Závitová mierka |
| Drsný otvor pre tesnenie | Predčasný únik tesnenia | Profilometer |
| Rovnobežnosť čela | Nerovnomerné zaťaženie skrutiek | Úchylkomer |
Úspešné obrábanie puzdier Harmonic Drive si vyžaduje hlboké pochopenie potenciálnych geometrických a povrchových chýb. Ako kupujúci musíte vedieť, čo hľadať počas vstupnej kontroly. Tu sú najkritickejšie režimy zlyhania, ktoré som videl, a ako ich identifikovať.
Geometrické a polohové chyby
Tieto chyby súvisia s tvarom a umiestnením kľúčových prvkov. Často sú výsledkom nesprávneho nastavenia, opotrebovania nástroja alebo nestability upínacieho prípravku. Bežným problémom je posun polohy závitového otvoru, kde sa otvory pre skrutky odchyľujú od svojej skutočnej polohy, čo bráni správnej montáži.
Kužeľovitý otvor
Zúžený otvor, často spôsobený vychýlením nástroja, bráni správnemu usadeniu kruhovej drážky. Odporúčam použiť kaliber na kontrolu priemeru hore, v strede a dole. Ak zúženie presahuje 0,01 mm, diel by mal byť zamietnutý.
Nekruhovitosť drážky ložiska
Drážka pre krížové valčekové ložisko musí byť dokonale kruhová. Akákoľvek odchýlka bráni úplnému usadeniu ložiska, čo vedie k predčasnému opotrebovaniu. Pre túto kontrolu je nevyhnutný CMM; meranie kruhovitosti presahujúce 0,005 mm je jasným znakom zlyhania kruhovitosti otvoru ložiska.
Povrchové a prvkové chyby
Tieto chyby ovplyvňujú tesnenie, upevnenie a celkovú životnosť komponentu. Často súvisia s procesom a možno sa im vyhnúť starostlivým programovaním a kontrolami počas procesu. Dôkladná kontrola môže zabrániť veľkým problémom v budúcnosti.
| Zlyhanie | Nástroj na kontrolu | Kritériá prijatia |
|---|---|---|
| Poloha závitového otvoru | CMM | Skontrolujte správu o skutočnej polohe |
| Otrepy pri vstupe závitu | Závitová mierka | Hladký vstup, bez zadrhávania |
| Drsnosť otvoru pre tesnenie | Profilometer6 | Ra < 0.8μm |
| Rovnobežnosť čela puzdra | Meracia doska a úchylkomer | Skontrolujte rovinnosť |
Klasické zlyhanie drsnosti povrchu tesnenia nastáva, keď je otvor príliš drsný, čo spôsobí únik manžetového tesnenia už po niekoľkých stovkách cyklov. Toto je kritická kontrola pre dlhodobú spoľahlivosť.
Kontrola puzdier harmonických prevodoviek vyžaduje systematický prístup. Overením geometrie otvorov, polôh prvkov a povrchových úprav môžete účinne odhaliť bežné výrobné chyby. Tým sa zabezpečí, že diely, ktoré dostanete, budú spoľahlivo fungovať a zabránia nákladným zlyhaniam systému v budúcnosti.
Povrchová úprava puzdra — Kde ju potrebujete presnú a kde môžete ušetriť peniaze
Špecifikácia povrchovej úpravy je jedným z najvýznamnejších faktorov ovplyvňujúcich náklady pri CNC obrábaní. Pri komponentoch, ako sú puzdrá harmonických prevodoviek, môže nesprávne nastavenie nafúknuť váš rozpočet bez pridania skutočného výkonnostného prínosu. Kľúčom je presne vedieť, kde je tesná povrchová úprava kritická a kde môžete požiadavky uvoľniť.
Kritické vs. nekritické povrchy
Nie všetky povrchy sú si rovné. Spojovacie plochy, otvory pre ložiská a kontaktné plochy tesnení vyžadujú presnú kontrolu. Naopak, vnútorné vrecká alebo vonkajšie nekozmetické plochy nevyžadujú rovnakú úroveň povrchovej úpravy a zaobchádzanie s nimi ako s takými je bežnou a nákladnou chybou.
Sprievodca aplikáciou povrchovej úpravy
Inteligentný prístup k úsporám nákladov na povrchovú úpravu CNC zahŕňa jasnú mapu špecifikácií pre diel. Tu je typický rozpis pre puzdro robota.
| Oblasť prvku | Typická požiadavka na Ra | Odôvodnenie |
|---|---|---|
| Kontakt rotačného tesnenia | 0.2 – 0.4μm (N5) | Zabraňuje únikom a predčasnému opotrebovaniu tesnenia |
| Otvory pre ložiská | < 0.8μm (N6) | Zabezpečuje správne uloženie a zabraňuje vzniku napäťových bodov |
| Spojovacie plochy | 0.8 – 1.6μm (N6-N7) | Zaručuje rovný, stabilný kontakt |
| Vonkajšie kozmetické steny | < 1.6μm (N7) | Estetický vzhľad a pocit |
| Vnútorné vrecká | 3.2μm+ (Ako opracované) | Žiadny funkčný dopad, výrazné úspory nákladov |

Technické a nákladové zdôvodnenie
Prehnaná špecifikácia povrchovej úpravy diel nevylepšuje; iba ho predražuje. Každý krok zníženia hodnoty Ra (priemerná drsnosť) si často vyžaduje dodatočný, pomalší obrábací prechod alebo samostatný dokončovací proces, ako je brúsenie alebo leštenie. To výrazne predlžuje čas cyklu a zvyšuje náklady.
Vplyv na tesniace plochy
Pre rotačné tesnenie s britom je špecifikácia povrchovej úpravy neodškriepiteľná. Povrch drsnejší ako Ra 0,4 μm bude pôsobiť ako pilník, obrusovať brit tesnenia a spôsobovať predčasné zlyhanie. Mikroskopické asperity7 môžu tiež vytvárať drobné netesnosti, čím ohrozujú integritu celého zostavenia.
Požiadavky na otvor pre ložisko
Požiadavka na Ra pre otvor ložiska je rovnako dôležitá. Drsný otvor môže vytvárať vysokotlakové body, čo ovplyvňuje vôľu a životnosť ložiska. Môže viesť k nesprávnemu usadeniu, čo spôsobuje vibrácie a znižuje presnosť celého systému harmonického pohonu.
Kvantifikácia rozdielu v nákladoch
Nákladová penalizácia za nadmernú špecifikáciu je značná. Na základe našej práce s klientmi na smerniciach pre povrchovú úpravu puzdier robotov, prechod zo štandardnej kozmetickej úpravy na presnú tesniacu úpravu len na jednej funkcii môže zvýšiť náklady na túto funkciu o 200-300%.
| Špecifikácia povrchovej úpravy (Ra) | Relatívne náklady na obrábanie | Typický proces |
|---|---|---|
| 3,2 μm (alebo vyššie) | 1x (základná hodnota) | Štandardné frézovanie/sústruženie |
| 1,6 μm | 1.5x | Jemné frézovanie/sústruženie |
| 0,8 μm | 2x | Veľmi jemný prechod alebo brúsenie |
| 0.4μm | 3x+ | Brúsenie, honovanie alebo lapovanie |
Aplikácia takejto tesnej povrchovej úpravy Ra 0.4μm na celom diele, kde to nie je potrebné, by mohla zvýšiť celkové náklady na diel o 20-30%. Praktickým pravidlom je špecifikovať tesnú povrchovú úpravu len tam, kde sa povrch priamo dotýka tesnenia, ložiska alebo inej presne opracovanej styčnej plochy.
Strategické požiadavky na povrchovú úpravu puzdier Harmonic Drive sú nevyhnutné. Používajte prísne hodnoty Ra len na kritických funkčných rozhraniach, ako sú tesnenia a ložiská, aby sa zabezpečil výkon. Uvoľnenie špecifikácií na nekritických oblastiach je najúčinnejší spôsob, ako optimalizovať vyrobiteľnosť a kontrolovať náklady bez kompromisov.
Odihlovanie vnútorných prvkov — Skrytá kontrola kvality, ktorá odhalí zlé CNC dielne
Vynechané vnútorné odihlovanie je hlavnou príčinou zlyhania montáže, najmä pri komponentoch, ako sú puzdrá harmonických pohonov. Drobné otrepy, ktoré zostali na vnútorných vstupoch závitov, sa môžu počas montáže odlomiť. Tieto kovové fragmenty sa potom usadia medzi zubami ozubených kolies, čo spôsobuje hluk, trenie a prípadné zlyhanie systému.
Prístup dielne k vnútorným prvkom je jasným ukazovateľom jej štandardov kvality. Dôkladná dielňa považuje odihlovanie za kritický dokončovací krok, zatiaľ čo nízkonákladová dielňa ho často vynecháva, aby ušetrila čas, čím prenáša riziko na vás.
Porovnanie prístupov k odihlovaniu
| Faktor kvality | Vysokokvalitná dielňa (napr. PTSMAKE) | Nízkokvalitná dielňa |
|---|---|---|
| Proces | Integrovaný, často automatizovaný cyklus odihlovania | Manuálne, nekonzistentné alebo vynechané |
| Overenie | Boreskopická kontrola všetkých vnútorných prvkov | Len vizuálna kontrola vonkajších povrchov |
| Dodržiavanie PO | Dodržiava špecifické požiadavky na zaoblenie hrán | Ignoruje alebo prehliada interné špecifikácie |
| Výsledok | Spoľahlivá, dlhotrvajúca montáž | Vysoké riziko predčasného zlyhania v teréne |
Tento malý detail má obrovský vplyv na spoľahlivosť a životnosť finálneho produktu. Pre nás v PTSMAKE je to nekompromisná brána kvality.

Aby ste sa vyhli týmto problémom, vaša objednávka musí byť explicitná. Odporúčame špecifikovať: ‘všetky hrany zaoblené 0,1-0,3 mm max, vstupy vnútorných závitov strojovo odihlené a všetky pretínajúce sa hrany otvorov zaoblené R0,2 max.’ Táto formulácia nenecháva priestor pre nejednoznačnosť. Núti dodávateľa riešiť tieto kritické oblasti.
Pre komplexné diely, ako je puzdro harmonickej prevodovky, je účinných niekoľko metód. Voľba závisí od geometrie a prístupnosti prvku. Pochopenie týchto možností vám pomôže viesť produktívnejšie rozhovory s vaším výrobným partnerom. Interakcia povrchov je základným princípom v tribológia8 a kritická pre životnosť komponentu.
Metódy vnútorného odihlovania
| Metóda | Najlepšia aplikácia | Popis |
|---|---|---|
| Odihlovanie dráhou nástroja | Priechodné otvory, vstupy závitov | Automatizovaná dráha nástroja pridáva malú fazetu na konci vŕtacieho alebo závitovacieho cyklu. Vysoko konzistentné. |
| Manuálne / Tepelné | Zložité vnútorné geometrie | Manuálne odihlovanie používa špecializované nástroje. Tepelné odihlovanie odparuje otrepy v kontrolovanom prostredí. |
| Kefové odihlovanie | Slepé priesečníky, priečne otvory | Nylonová brúsna kefa na CNC stroji dosiahne ťažko dostupné miesta a vytvorí hladkú, zaoblenú hranu. |
Po obrábaní je overenie nevyhnutné. Vnútorné odihlovanie nemožno potvrdiť voľným okom. Používame boroskop na kontrolu všetkých CNC dielov s kritickými vnútornými prvkami, pričom kontrolujeme každý vstup závitu a priesečník priečneho otvoru, aby sme zabezpečili dokonalú zhodu.
Stručne povedané, efektívne vnútorné odihlovanie nie je bonus; je to nevyhnutnosť pre spoľahlivé mechanické zostavy. Špecifikovanie požiadaviek na vašej objednávke a trvanie na boroskopickej kontrole sú jednoduché kroky, ktoré oddeľujú skvelých dodávateľov od tých, ktorí vám neskôr spôsobia problémy.
Stratégia tesnenia puzdra — IP hodnotenia pre kĺby humanoidných robotov a ako ich umožňuje obrábanie
Kĺby humanoidných robotov, najmä tie, ktoré používajú puzdrá Harmonic Drive, vyžadujú tesniace stratégie prispôsobené ich prostrediu. Hodnotenie Ingress Protection (IP) je tu kľúčovou metrikou. Robot v čistom laboratóriu má veľmi odlišné potreby od robota pracujúceho vonku alebo v prašnom sklade.
Environmentálne požiadavky na tesnenie
Prevádzkové prostredie priamo diktuje požadované IP hodnotenie. Jednoduchý protiprachový kryt môže stačiť pre laboratórne prostredie, ale skladové aplikácie vyžadujú ochranu proti prachu a prúdom vody. Táto voľba ovplyvňuje zložitosť a náklady tesniaceho riešenia a jeho obrábania.
Prispôsobenie IP hodnotení tesniacim schémam
Musíme prispôsobiť dizajn tesnenia cieľovému IP hodnoteniu. Pre IP20 môže stačiť jednoduchá labyrintová medzera. Pre vyššie hodnotenia ako IP54 sú potrebné viacstupňové tesnenia a O-krúžky. Každá úroveň prináša špecifické výzvy v obrábaní, ktoré musia byť riešené pre spoľahlivý výkon.
| Hodnotenie IP | Typické prostredie | Tesniaca stratégia |
|---|---|---|
| IP20 | Čisté výskumné laboratórium | Labyrintová medzera, žiadne tesnenie hriadeľa, tepelné odvetrávanie. |
| IP40 | Ľahká priemyselná dielňa | Jednoduché tesnenie s perom na výstupnom hriadeli. |
| IP54+ | Vonkajšie / Sklad | Dvojité tesnenie s perom alebo tesnenie s perom + V-krúžok; O-krúžky na čelných plochách. |

Dosiahnutie spoľahlivého tesnenia nie je len o výbere správneho tesnenia; je to o presnosti samotného puzdra. Pre tesnenie robotických kĺbov IP54 v puzdrách harmonických pohonov je obrábanie kritické. Priemer otvoru pre tesnenie, napríklad, vyžaduje toleranciu H8, aby sa zabezpečila správna kompresia bez poškodenia tesnenia.
Kritické vlastnosti obrábania
Hĺbka otvoru pre tesnenie je rovnako dôležitá pre správne usadenie. Obrábame tiež nábehovú fazetu s uhlom minimálne 15 stupňov so špecifikovaným polomerom. Táto jemná vlastnosť zabraňuje prerezaniu alebo poškodeniu tesniaceho pera počas inštalácie, čo je častá príčina skorého zlyhania.
Požiadavky na hriadeľ a otvor
Povrchová úprava výstupného hriadeľa v mieste kontaktu s tesnením musí byť výnimočne hladká, typicky medzi Ra 0,2-0,4μm, bez axiálnych stôp po nástroji. Častou chybou, ktorú vidím, je otvor pre tesnenie, ktorý nie je dokonale zarovnaný s osou hriadeľa. Tento nedostatok Koncentrácia9 spôsobuje nerovnomerné opotrebovanie tesniaceho pera, čo vedie k predčasným únikom. V PTSMAKE vždy overujeme toto zarovnanie medzi otvorom pre tesnenie a otvorom pre ložisko hriadeľa. Toto je pre nás neprehliadnuteľná kontrola kvality.
Spoľahlivosť robota je priamo spojená s jeho IP hodnotením, ktoré zase závisí od presného obrábania puzdier jeho kĺbov. Vlastnosti ako tolerancia otvoru, povrchová úprava a súososť nie sú drobné detaily; sú základom pre dosiahnutie dlhodobého tesniaceho výkonu.
Súčet montážnych tolerancií — Prečo puzdro nie je konečným arbitrom presnosti kĺbu
Mnohí inžinieri sa zameriavajú výlučne na presnosť puzdra, predpokladajúc, že zaručuje presnosť spoja. Avšak aj dokonale opracované puzdro môže viesť k priemernému spoju, ak vnútorné komponenty nie sú starostlivo vybrané. Konečná presnosť je určená "tolerančným reťazcom" – akumuláciou malých vôlí a nesúosostí z každej časti v zostave.
Reťazec tolerancií
Každý komponent zavádza malé množstvo vôle. Tieto individuálne tolerancie, hoci samy o sebe malé, sa sčítajú a vytvárajú významnú celkovú chybu na výstupe.
Kľúčoví prispievatelia k reťazcu
| Lícovanie komponentov | Typická vôľa/medzera |
|---|---|
| Kruhové drážkovanie k otvoru puzdra | do 0.030mm |
| Vnútorné krížové valčekové ložisko | 0.002 – 0.007mm |
| Zarovnanie výstupného hriadeľa s flexibilným ozubeným kolesom | 0.010 – 0.030mm |
| Hriadeľ motora k otvoru vlnového generátora | 0.020 – 0.050mm |
Tieto hodnoty nie sú pevné, ale predstavujú bežné špecifikácie, s ktorými sa stretávame v PTSMAKE.

Skutočnou výzvou pri dosahovaní vysokej presnosti pre puzdrá Harmonic Drive nie je len jeden rozmer; je to riadenie interakcie viacerých tolerancií. Pozrime sa, ako sa tieto zdanlivo malé čísla kombinujú a ovplyvňujú výkon. Zdanlivo malá vôľa na každom rozhraní prispieva k väčšej, kumulatívnej chybe.
Výpočet celkovej kumulácie tolerancií
Typická zostava môže mať kumuláciu tolerancií takúto: 0.030mm (drážkovanie) + 0.005mm (ložisko) + 0.020mm (výstup) + 0.030mm (motor) = 0.085mm celková kumulácia. Tento súčet sa priamo stáva Radiálna hádzavosť10 na výstupnej prírube, čo je kritické meradlo rotačnej nepresnosti.
Od kumulácie tolerancií k chybe v reálnom svete
Ako ovplyvní týchto 0,085 mm robotické rameno? Pre článok s 100 mm pákou sa to prejaví ako celková indikovaná odchýlka (TIR) 0,17 mm (0,085 mm x 2) na konci príruby. To sa môže zdať prijateľné, ale je to len pre jeden kĺb.
V viacosovom systéme, ako je rameno humanoidného robota, sa táto chyba násobí. Nepresnosť z prvého kĺbu sa stáva základnou chybou pre druhý a tak ďalej. Tento kaskádový efekt je dôvodom, prečo je výber komponentov pre harmonickú presnosť rovnako dôležitý ako samotné puzdro.
To ukazuje, prečo je nevyhnutný celostný pohľad na toleranciu montáže. Zameranie sa len na puzdro prehliada zložený efekt vôle ložísk, uložení hriadeľov a špecifikácií spojovacích prvkov. Každá voľba je dôležitá v reťazci tolerancií presnosti finálneho robotického ramena.
Nakoniec, puzdro poskytuje základ, ale konečná presnosť kĺbu je výsledkom celého kumulovaného súčtu tolerancií. Starostlivý výber komponentov je rovnako kritický ako presné obrábanie samotného puzdra na minimalizáciu hádzavosti výstupu a zabezpečenie výkonu.
Prehľad dizajnu puzdra — Tri otázky, ktoré by si mala každá CNC dielňa položiť pred obrábaním
Pri hľadaní dodávateľa pre puzdrá Harmonic Drive sú otázky, ktoré kladú, výrečnejšie ako cenová ponuka, ktorú poskytujú. Dielňa, ktorá sa pozerá len na 2D výkres bez toho, aby sa pýtala na montáž, je veľkým varovným signálom. Skutočne kompetentný partner chápe, že puzdro je súčasťou komplexného systému.
Správne otázky signalizujú odbornosť
Proaktívna CNC dielňa sa zameria na uloženie a funkciu. Mali by sa pýtať na spájacie komponenty, aby zabezpečili dokonalú integráciu. Tento prístup presahuje jednoduché obrábanie dielu k dodávke komponentu, ktorý bezchybne funguje v rámci finálnej zostavy robotického kĺbu.
Počiatočný lakmusový test dodávateľa
Skôr než sa dostanete k cenám, všímajte si tieto kritické otázky. Oddeľujú obyčajného výrobcu dielov od skutočného výrobného partnera.
| Téma otázky | Prečo je to dôležité |
|---|---|
| Spojovacie diely | Overuje kritické uloženia pre ložiská a drážkované hriadele. |
| Nastavenie obrábania | Zabezpečuje súososť medzi kritickými otvormi. |
| Referenčná postupnosť | Objasňuje zarovnanie pre celú prevodovú zostavu. |

Tichý dodávateľ je riziko. Videli sme projekty zlyhať, pretože strojárska dielňa sa nespýtala na funkčnú montáž. Dodali diel, ktorý zodpovedal výkresu, ale bol nepoužiteľný, pretože sa neintegroval s krížovým valčekovým ložiskom a kruhovou drážkou. Správne otázky predchádzajú týmto nákladným chybám.
Hlbšie: Kontrolný zoznam hodnotenia dodávateľa
Okrem úvodných troch otázok sa schopná dielňa bude zaoberať aj kontrolou a testovaním. Rozumejú, že overenie geometrie dielu je kľúčové. Tu prichádza na rad veda o Metrológia11 , ktorá zabezpečuje, že to, čo je navrhnuté, je aj dodané. Schopnosť dodávateľa merať komplexné prvky je rovnako dôležitá ako jeho schopnosť ich obrábať.
Otázky týkajúce sa pokročilých schopností
Mali by ste očakávať aj otázky týkajúce sa overenia po obrábaní. Dokážu presne merať hlboké otvory? Sú ochotní vykonávať funkčné testy so skutočnými komponentmi? V PTSMAKE často trváme na týchto krokoch, aby sme zaručili výkon pred odoslaním. Toto je neoddeliteľná súčasť nášho procesu kvality pre kritické komponenty, ako sú puzdrá harmonického pohonu.
Tu je jednoduchý kontrolný zoznam na vyhodnotenie reakcie potenciálnej CNC dielne:
| Hodnotiaci bod | Ideálna odpoveď | Červená vlajka |
|---|---|---|
| Overenie lícovania | Žiada o párovacie diely alebo o výrobu meradla. | Cituje priamo z výkresu. |
| Referenčný bod a nastavenie | Pýta sa na zarovnanie montáže. | Ignoruje funkčné referenčné body. |
| Schopnosť CMM | Potvrdzuje schopnosť merať hlboké prvky. | Nejasné ohľadom metód kontroly. |
| Funkčný test | Ponúka otestovať lícovanie so skutočným ložiskom. | Odmieta akúkoľvek kontrolu na úrovni montáže. |
Otázky dodávateľa odhaľujú hĺbku jeho skúseností. Partner, ktorý sa zaoberá takouto úrovňou detailov, je investovaný do úspechu vášho finálneho produktu, nielen do dodania kusu kovu.
Predponukové otázky dodávateľa sú priamym ukazovateľom jeho odbornosti. Angažovaný partner, ktorý sa pýta na montáž, funkciu a kontrolu, sa zameriava na dodanie úspešného komponentu, nielen na opracovaný diel, ktorý technicky zodpovedá výkresu.
Drôtové EDM vs frézovanie pre prvky kruhovej drážky — Čo by mal obsahovať váš výkres puzdra
Pri navrhovaní puzdier Harmonic Drive s integrovanými ozubenými kolesami sa váš výkres stáva najkritickejším dokumentom. Detaily, ktoré poskytnete, určujú výrobnú metódu a konečný výkon. Nejasné špecifikácie vedú k oneskoreniam a nákladným chybám. Presnosť je pre tieto prvky nevyhnutná.
Požiadavky na výkres pre integrované drážkovanie
Pre puzdro s drážkovaním opracovaným priamo do otvoru je pre prototypy často preferované drôtové EDM. Váš výkres musí jasne definovať geometriu ozubenia. Nedostatok ktorejkoľvek z týchto informácií zastaví projekt.
| Špecifikácia | Typická hodnota / Norma |
|---|---|
| Norma profilu zuba | ISO, DIN alebo definované zákazníkom |
| Modul | 0,3-0,5 mm pre väčšinu robotiky |
| Počet zubov | Zuby flexspline + 2 (napr. 122 vs 120) |
| Priemer špičky zuba | Špecifikované s prísnou toleranciou |
| Priemer koreňa | Špecifikované s prísnou toleranciou |
| Polomer zaoblenia koreňa | Často malý, kritický pre pevnosť |
Prečo je tento detail dôležitý
Pre výrobu sú metódy ako obrábanie ozubených kolies alebo Preťahovanie12 bežnejšie. Avšak pre prototypovanie integrálneho kruhového drážkovania je štandardom drôtové EDM. Každý detail na výkrese je nevyhnutný pre vytvorenie presnej cenovej ponuky a funkčného dielu v PTSMAKE.
Častou chybou, ktorú vidím, je nedostatočné špecifikovanie profilu zuba. Len uvedenie počtu zubov nestačí. Bez modulu, uhla záberu a priemerov nemôžeme správne modelovať ozubené koleso. To platí najmä pre vlastné, neštandardné profily zubov.
Neintegrálna alternatíva
Pre mnohé projekty, najmä vo fázach prototypovania pre robotiku, je neintegrálny dizajn lepšou cestou. Tu použijete vopred vyrobený kruhový drážkovaný krúžok. Puzdro jednoducho vyžaduje presný vodiaci otvor (tolerancia H6/H7) a rovnú prítlačnú plochu. To zjednodušuje obrábanie a umožňuje použiť zladenú súpravu harmonických komponentov, ktorá je vopred kalibrovaná pre optimálny výkon.
Jasné výkresy pre integrálne drážkované prvky sú kľúčové pre úspešnú výrobu. Avšak pre prototypy zvážte použitie neintegrálneho dizajnu so zladenou súpravou komponentov na zjednodušenie procesu a zabezpečenie výkonu, čo je stratégia, ktorú často odporúčame novým klientom v robotike.
Ako chrániť svoj dizajn — NDA, označovanie výkresov a serializácia pre harmonické puzdrá
Keď posielate návrhy puzdier harmonických pohonov do CNC dielne, zdieľate kritické duševné vlastníctvo. Ochrana vašej architektúry spoja je nevyhnutná. Viacvrstvová obrana je najúčinnejší spôsob, ako zabezpečiť váš dizajn od počiatočnej cenovej ponuky až po dodanie finálneho dielu.
Kľúčové stratégie ochrany
Vaša stratégia by mala kombinovať právne, informačné a fyzické kontroly. NDA je základ, ale samo o sebe nestačí. Kontrola toho, aké informácie zdieľate a ako sledujete fyzické diely, je rovnako dôležitá pre ochranu vašich cenných návrhov.
Praktický rámec
Implementácia jasného rámca zabezpečuje pokrytie každého aspektu vášho duševného vlastníctva. Nižšie je uvedený rozpis základných metód, ktoré podľa nás používajú efektívni klienti.
| Ochranná vrstva | Metóda | Účel |
|---|---|---|
| Právne | Dohoda o mlčanlivosti (NDA) | Stanovuje právny rámec pre dôvernosť. |
| Informačné | Kontrolované výkresy a rozdelená výroba. | Obmedzuje rozsah informácií, ktoré dostane ktorýkoľvek jeden dodávateľ. |
| Fyzická stránka | Serializácia a kontrola odpadu | Poskytuje sledovateľnosť a zabraňuje neoprávnenému použitiu dielov. |

Dohoda o mlčanlivosti (NDA) je prvým krokom pred zdieľaním akýchkoľvek CAD súborov alebo podrobných výkresov. V PTSMAKE to považujeme za štandardnú prax. Každý profesionálny partner pre CNC obrábanie ju bez váhania podpíše, ale skutočná ochrana duševného vlastníctva ide ďalej a deje sa priamo vo výrobnom závode.
Okrem NDA: Praktické ochrany
Najúčinnejšie stratégie obmedzujú to, čo dodávateľ potrebuje vedieť. Napríklad, namiesto odoslania kompletného 3D modelu, poskytnite 2D výkres s Geometrické dimenzovanie a tolerovanie13 pre cenovú ponuku nekritických prvkov. Tým sa komunikujú všetky potrebné výrobné údaje bez odhalenia celej zostavy.
Rozdelená výroba
Pre maximálnu bezpečnosť zvážte prístup rozdelenej výroby pre puzdrá harmonických pohonov. Nechajte jednu dielňu obrábať hlavné telo puzdra a druhú vyrábať výstupnú prírubu. Tým sa rozdelí znalosť dizajnu, čo zaručuje, že žiadny dodávateľ nebude mať kompletný obraz. Hoci to pridáva logistickú zložitosť, výrazne to obmedzuje vystavenie duševného vlastníctva.
Fyzická kontrola dielov a materiálu
Odporúčame tiež opracovať malú kapsu pre jedinečné sériové číslo na každom puzdre. To poskytuje kritickú sledovateľnosť pre kontrolu kvality a sledovanie šarží. Nakoniec, vždy zmluvne vyžadujte od svojho dodávateľa, aby buď vrátil všetok odpadový materiál a zamietnuté diely, alebo poskytol certifikát o zničení. Tým sa uzavrie bežný, ale prehliadaný únik duševného vlastníctva.
Ochrana vašich návrhov puzdier harmonických prevodoviek si vyžaduje viac než len NDA. Robustná stratégia kombinuje právne dohody, kontrolované zdieľanie informácií a správu fyzických aktív. Tento viacvrstvový prístup zaisťuje, že vaše duševné vlastníctvo zostane v bezpečí od prototypu až po finálnu výrobu.

Pochopenie tohto efektu je kľúčové pre dosiahnutie vysokej presnosti a opakovateľnosti v robotických aktuátoroch. ↩
Pochopenie tohto konceptu pomáha diagnostikovať jemné problémy s vibráciami a výkonom v presných robotických systémoch. ↩
Pochopenie tohto kontaktného napätia pomáha pri predpovedaní životnosti ložísk a predchádzaní predčasnému zlyhaniu. ↩
Preskúmajte, ako tepelná rovnováha ovplyvňuje obrábanie s vysokou toleranciou pre presné komponenty. ↩
Pochopte, ako táto základná vlastnosť určuje tuhosť materiálu a jej vplyv na inžiniersky dizajn. ↩
Zistite, ako tento nástroj presne meria textúru povrchu, čo je kritický faktor pre životnosť a výkon tesnenia. ↩
Pochopenie týchto mikroskopických vrcholov pomáha objasniť, ako povrchy interagujú, ovplyvňujúc trenie, opotrebenie a tesniaci výkon. ↩
Pochopenie tribológie pomáha pri navrhovaní komponentov pre minimálne opotrebenie a trenie, čo je kľúčové pre predĺženie prevádzkovej životnosti robotických kĺbov. ↩
Pochopenie tejto geometrickej tolerancie je kľúčové pre navrhovanie odolných, vysokovýkonných rotačných mechanizmov. ↩
Pochopenie tohto konceptu pomáha kvantifikovať rotačnú nepresnosť a jej vplyv na výkon vašej zostavy. ↩
Preskúmajte, ako veda o meraní zaisťuje, že vaše diely spĺňajú kritické konštrukčné a funkčné požiadavky. ↩
Pochopte, ako tento vysokoprodukčný obrábací proces vytvára presné vnútorné tvary a drážky. ↩
Pochopte, ako tento symbolický jazyk zaisťuje, že funkčný zámer vášho návrhu je dokonale preložený do fyzického dielu. ↩





