

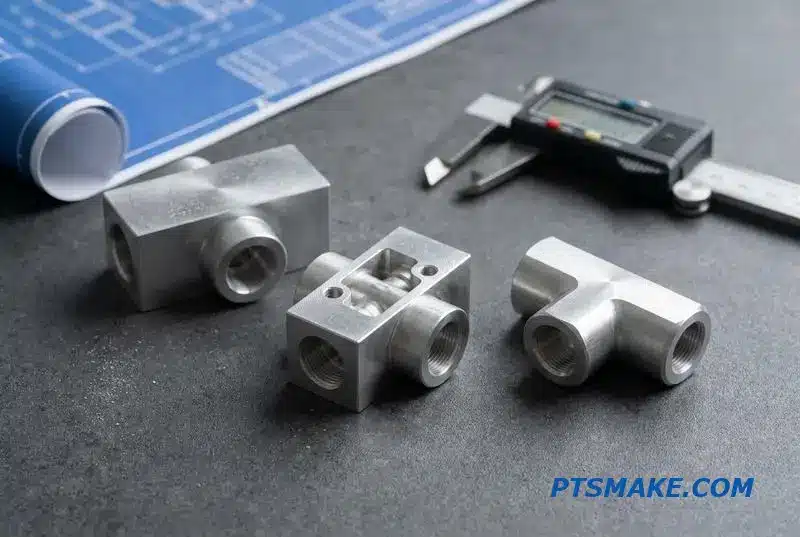
Поиск корпусов клапанов для жидкостного охлаждения, обработанных на станках с ЧПУ, которые проходят испытания на герметичность с первой попытки, сложнее, чем кажется. Одна проблема с овальностью шарового отверстия, один заусенец в поперечно просверленном порту, и вся ваша сборка CDU задерживается.
Корпуса клапанов для жидкостного охлаждения требуют обработки на станках с ЧПУ с допусками отверстий ±0,05 мм, чистотой поверхности седла до Ra 0,2 мкм и полным испытанием на герметичность при давлении в 1,5 раза превышающем номинальное. Выбор материала (316L, латунь, 6061-T6) зависит от химического состава хладагента и гальванической пары.

В этом руководстве я расскажу вам о материалах, допусках, чистоте поверхности и методах испытаний, которые я использую в PTSMAKE при обработке корпусов клапанов для контуров охлаждения центров обработки данных. Каждый раздел содержит спецификации и решения, которые обеспечивают надежность детали.
Почему клапаны жидкостного охлаждения зависят от прецизионной обработки на станках с ЧПУ
Рынок клапанов для жидкостного охлаждения центров обработки данных быстро растет, и, по прогнозам, значительно расширится к 2032 году. Этот рост подчеркивает критически важный факт: каждый клапан в этих системах опирается на точно изготовленное основание. Корпус клапана — это основание, изготовленное почти исключительно с помощью обработки на станках с ЧПУ.
Невидимое ядро надежности
Каждый шаровой, обратный или предохранительный клапан содержит корпус со сложными внутренними каналами и уплотнительными поверхностями. Эти элементы должны быть обработаны с невероятно жесткими допусками. Любое отклонение может привести к утечкам, которые являются катастрофическими в среде центра обработки данных. Надежная, долгосрочная работа невозможна без этой точности.
Ключевые требования к обработке
Различные клапаны требуют особого внимания к обработке для правильного функционирования. Небольшая ошибка в производстве напрямую приводит к отказу системы.
| Тип клапана | Основное внимание при обработке | Последствия неудачи |
|---|---|---|
| Шаровой клапан | Сферические уплотнительные поверхности | Катастрофическая утечка |
| Обратный клапан | Геометрия внутреннего седла | Обратный поток, повреждение системы |
| Предохранительный клапан | Седло пружины и отверстие | Избыточное давление |
Вот почему фитинги и клапаны для жидкостного охлаждения, обработанные на станках с ЧПУ, являются отраслевым стандартом; никакой другой процесс не предлагает такого уровня контроля.

Успех корпуса клапана, обработанного на станке с ЧПУ, выходит за рамки простого соблюдения жестких допусков. Весь производственный подход, от выбора материала до окончательной обработки поверхности, играет решающую роль в производительности и сроке службы клапана. Это процесс балансирования множества инженерных требований.
Критические производственные соображения
Выбор правильного материала является первым важным решением. Латунь предлагает отличную обрабатываемость и экономичность для общих применений. Для систем с агрессивными хладагентами нержавеющая сталь обеспечивает превосходную коррозионную стойкость. Алюминий часто выбирают за его легкий вес и отличную теплопроводность.
| Материал | Ключевое преимущество | Общее приложение |
|---|---|---|
| Латунь (C360) | Экономичный, хорошая обрабатываемость | Охлаждение общего назначения |
| Нержавеющая сталь (316) | Превосходная коррозионная стойкость | Высокочистые/агрессивные жидкости |
| Алюминий (6061) | Легкий вес, высокая теплопроводность | Системы, критичные к производительности |
Чистота поверхности: Больше, чем эстетика
Чистота поверхности внутри корпуса клапана напрямую влияет на динамику жидкости. Более гладкая поверхность уменьшает турбулентность и падение давления, улучшая общую эффективность контура охлаждения. Достижение почти-Изотропный1 чистоты в сложных внутренних геометриях является задачей, которая отличает экспертное производство клапанов для жидкостного охлаждения.
Рост жидкостного охлаждения оказывает огромное давление на качество компонентов. Прецизионная обработка на станках с ЧПУ является основополагающей технологией, обеспечивающей надежность и герметичность корпусов клапанов. Освоение выбора материалов, жестких допусков и передовых методов обработки поверхности имеет решающее значение для удовлетворения требований современных высокопроизводительных систем.
Корпус клапана в системе жидкостного охлаждения: Где он устанавливается и что делает
Корпус клапана — это невоспетый герой любой системы жидкостного охлаждения. Он действует как регулятор потока хладагента, обеспечивая его точное направление туда, где это необходимо. Без правильно спроектированного и обработанного корпуса клапана эффективность и надежность всей системы рухнут.
Критические роли корпуса клапана
Различные клапаны выполняют отдельные задачи, от простого управления включением/выключением до сложной модуляции потока. Корпус вмещает эти механизмы и должен выдерживать постоянные колебания давления и температуры. Это делает высококачественное производство необходимым для производительности.
Обзор основных функций
| Тип клапана | Основная функция | Типичное расположение |
|---|---|---|
| Шаровой клапан | Изоляция включения/выключения | Вход CDU, коллектор стойки |
| Пропорциональный клапан | Модуляция потока | К холодным пластинам |
| Обратный клапан | Предотвращение обратного потока | Параллельные линии хладагента |
| Предохранительный клапан | Безопасность от избыточного давления | Высшая точка системы |
Понимание этих ролей — первый шаг к осознанию сложной инженерии, стоящей за этими критически важными компонентами. Производственный процесс должен быть безупречным.
Размещение клапанов в контуре охлаждения
В контуре жидкостного охлаждения центра обработки данных специфические клапаны размещаются стратегически. Шаровые краны, например, используются на входах блока распределения хладагента (CDU) и подключениях к стойкам. Их задача проста: обеспечить надежный способ изоляции секций для обслуживания без слива всей системы.
Точное управление потоком
Пропорциональные регулирующие клапаны более сложны. Они устанавливаются непосредственно перед отдельными холодными пластинами, модулируя поток хладагента в зависимости от тепловой нагрузки процессоров в реальном времени. Это гарантирует, что каждый компонент получает именно то охлаждение, которое ему необходимо, без потери энергии на перекачку. Обратные клапаны часто устанавливаются в параллельных ветвях для предотвращения обратного потока.
Общие проблемы обработки
Хотя их функции различаются, требования к производству этих корпусов клапанов значительно совпадают. Целостность всей системы охлаждения зависит от точности этих деталей. Такие проблемы, как Кавитация2 могут возникнуть из-за плохо спроектированной внутренней геометрии.
От функции к изготовлению
Каждый корпус клапана, независимо от типа, представляет схожие проблемы, требующие экспертной обработки на станках с ЧПУ. Эти проблемы являются основополагающими для создания надежных фитингов и клапанов для жидкостного охлаждения, обработанных на станках с ЧПУ.
| Процесс обработки | Важнейшее требование | Влияние на производительность |
|---|---|---|
| Сверление внутренних портов | Гладкие, точные проходы | Предотвращает падение давления и турбулентность |
| Обработка уплотнительных поверхностей | Чрезвычайно низкая шероховатость поверхности | Обеспечивает герметичное уплотнение с прокладками |
| Нарезание резьбы | Точный шаг и глубина | Гарантирует надежные, герметичные соединения |
| Испытание давлением | Проверка целостности материала | Подтверждает, что корпус выдерживает системное давление |
В PTSMAKE мы сосредоточены на освоении этих процессов для поставки компонентов, отвечающих самым высоким стандартам производительности и надежности.
Корпуса клапанов выполняют разнообразные функции, от простой изоляции до точного регулирования потока. Однако все они имеют общие и требовательные производственные требования. Точность в обработке портов, уплотнительных поверхностей и нарезке резьбы абсолютно критична для целостности системы и предотвращения утечек в любом высокопроизводительном приложении охлаждения.
Выбор материала для корпусов клапанов жидкостного охлаждения
Выбор правильного материала для корпусов клапанов жидкостного охлаждения имеет решающее значение. Это решение напрямую влияет на надежность системы, долговечность и общую стоимость. Неправильный выбор может привести к утечкам, коррозии и преждевременному выходу из строя, что поставит под угрозу весь контур охлаждения. Нам необходимо тщательно сбалансировать три ключевых фактора.
Ключевые факторы принятия решений
Совместимость с охлаждающей жидкостью, коррозионная стойкость и обрабатываемость являются основными соображениями. Каждый материал предлагает уникальное сочетание этих свойств. Например, высококоррозионностойкий сплав может быть труднообрабатываемым, что увеличивает стоимость ваших обработанных на ЧПУ фитингов и клапанов для жидкостного охлаждения.
Компромиссы материалов с первого взгляда
Понимание основных компромиссов является хорошей отправной точкой. Моя команда в PTSMAKE часто использует простое сравнение, чтобы помочь клиентам визуализировать, как эти факторы взаимодействуют.
| Материал | Устойчивость к коррозии | Обрабатываемость | Относительная стоимость |
|---|---|---|---|
| Нержавеющая сталь 316L | Превосходно | Ярмарка | Высокий |
| Нержавеющая сталь 303 | Хорошо | Хорошо | Средний |
| Латунь C36000 | Ярмарка | Превосходно | Низкий |
| Алюминий 6061-T6 | Плохое (нуждается в покрытии) | Хорошо | Низкий |

При более глубоком изучении выбора материала корпуса клапана конкретная марка металла становится существенной. Каждый сплав обладает отличительными характеристиками, которые делают его подходящим для определенных применений. Речь идет не просто о выборе нержавеющей стали; речь идет о выборе правильной нержавеющей стали.
Варианты из нержавеющей стали
Нержавеющая сталь 316L
Для контуров вода-гликоль я часто рекомендую нержавеющую сталь 316L. Ее коррозионная стойкость превосходна, что жизненно важно для целостности системы. Однако она упрочняется при обработке, поэтому мы должны использовать острый инструмент и контролируемые скорости подачи для достижения требуемой точности без увеличения затрат.
Нержавеющая сталь 303
Если применение менее критично, нержавеющая сталь 303 предлагает хороший баланс. Она гораздо легче обрабатывается, чем 316L, что может снизить стоимость детали. Однако ее коррозионная стойкость ниже, что делает ее менее идеальной для агрессивных охлаждающих жидкостей или требовательных сред.
Соображения по латуни и алюминию
Латунь C36000 прекрасно обрабатывается и экономична для систем с низким давлением. Основным недостатком является риск гальваническая коррозия3 когда он контактирует с алюминиевыми компонентами, такими как холодные пластины. Это распространенная точка отказа, которую я наблюдал в плохо спроектированных контурах из разнородных металлов.
Алюминий 6061-T6 легкий и доступный, что делает его отличным вариантом для компонентов со стороны CDU. Он требует защитного покрытия, такого как твердое анодирование, для предотвращения коррозии. Для контуров из разнородных металлов химическое никелирование обеспечивает превосходную защиту деталей из нержавеющей стали или меди.
Выбор правильного материала — это баланс между производительностью, обрабатываемостью и стоимостью. Нержавеющая сталь обеспечивает превосходную коррозионную стойкость, в то время как латунь обладает отличной обрабатываемостью. Каждый выбор имеет прямые последствия для надежности и бюджета конечного продукта, что делает его критически важным решением в любом проекте жидкостного охлаждения.
Обработка корпусов шаровых кранов: Самый распространенный охлаждающий клапан
Точность при ЧПУ-обработке корпуса шарового крана не подлежит обсуждению. Процесс сосредоточен на создании идеального корпуса для шара и седел. Любое отклонение может поставить под угрозу всю систему жидкостного охлаждения. Ключевые элементы требуют отдельных операций обработки, каждая со своими критическими допусками.
Основные обрабатываемые элементы
Главное отверстие, в котором находится шар, является наиболее критическим элементом. Мы также обрабатываем точные концевые соединения, такие как резьбы NPT или BSPP, для системной интеграции. Кроме того, отверстие для штока и любые фланцевые поверхности должны быть идеально выровнены.
Типовые допуски
Согласно нашим испытаниям, поддержание строгих допусков имеет решающее значение для производительности. Вот некоторые общие спецификации, с которыми мы работаем в PTSMAKE для ЧПУ-обработанных фитингов и клапанов для жидкостного охлаждения.
| Характеристика | Типичный допуск | Критическая функция |
|---|---|---|
| Диаметр главного отверстия | ±0,05 мм | Герметизация и вращение шара |
| Резьбы концевых соединений | Класс 2A/2B | Герметичное соединение |
| Положение отверстия для штока | ±0,1 мм | Выравнивание привода |
| Плоскостность уплотнительной поверхности | 0,02 мм | Уплотнение прокладкой |

Самая значительная проблема в производстве шаровых кранов из нержавеющей стали — поддержание сферической геометрии основного отверстия. Любая овальность, даже микроскопическая, создает путь для утечки. Вот почему механизм уплотнения шара и седла полностью зависит от геометрической целостности отверстия.
Стратегии обработки
Существуют две основные стратегии: подход с двумя установками или процесс с одной установкой. Метод с двумя установками включает обработку отверстия и одного конца, затем переустановку для завершения противоположного конца. Хотя это распространено, существует риск возникновения ошибок выравнивания между установками.
В PTSMAKE мы часто предпочитаем одну установку на многоосевом токарном станке с приводным инструментом. Этот метод обрабатывает все элементы за один зажим, обеспечивая превосходную Концентричность4 между всеми элементами. Это крайне важно для высокопроизводительных применений.
Материал и особенности отделки
Выбор материала зависит от применения. Мы обычно используем нержавеющую сталь 316L для компонентов, контактирующих с охлаждающей жидкостью, из-за ее коррозионной стойкости. Для деталей со стороны установки латунь является экономически эффективной альтернативой. Шероховатость поверхности Ra 0,8 мкм является стандартом для уплотнительных поверхностей для обеспечения надежного уплотнения.
| Аспект | Технические характеристики | Обоснование |
|---|---|---|
| Материал (сторона охлаждающей жидкости) | Нержавеющая сталь 316L | Устойчивость к коррозии |
| Материал (сторона установки) | Латунь (например, C360) | Экономическая эффективность |
| Шероховатость уплотнительной поверхности | Ra 0,8 мкм | Предотвращает микроутечки |
Успешная ЧПУ-обработка корпуса шарового крана зависит от точной геометрии отверстия, стратегического крепления и правильного выбора материала. Достижение жестких допусков, особенно соосности, необходимо для предотвращения утечек и обеспечения надежной работы в требовательных системах жидкостного охлаждения.
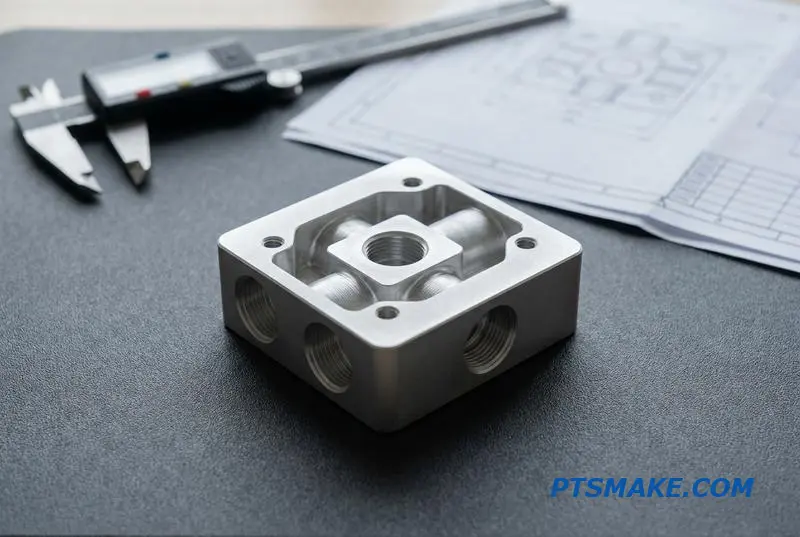
Корпуса пропорциональных регулирующих клапанов: Внутренние каналы и порты
Пропорциональные регулирующие клапаны являются одними из самых сложных компонентов в системах жидкостного охлаждения. Их назначение — динамическая модуляция потока, что требует невероятно сложной внутренней разводки. Это не просто сверление отверстий; это создание точных путей для жидкости.
Ключевые внутренние особенности
Входные и выходные отверстия должны быть обработаны под определенными углами. Внутри дозирующие кромки тщательно формируются для точного контроля расхода. Вся конструкция спроектирована для точной работы и долгосрочной надежности в требовательных условиях.
Отверстие золотника
Зазор между золотником и его отверстием критически важен для функционирования. Мы обрабатываем эти элементы с жестким допуском H6/g6, обеспечивая плавное, отзывчивое действие без утечек.
| Характеристика | Стандартный допуск | Влияние обработки |
|---|---|---|
| Диаметр отверстия золотника | ±0,01 мм | Требует прецизионного растачивания/хонингования |
| Угол порта | ±0,5 градуса | Требует многоосевой ЧПУ-обработки |
| Дозирующая кромка | Острая, без заусенцев | Требует специализированных инструментов для удаления заусенцев |

Обработка сложных геометрий
Процесс изготовления корпуса регулирующего клапана на ЧПУ из цельного блока является серьезной задачей. Он включает в себя гораздо больше, чем простое фрезерование. Сквозное сверление для пересечений портов должно быть идеально выровнено, чтобы избежать нарушения потока и падения давления.
Удаление заусенцев и чистота поверхности
Любые заусенцы, оставшиеся на внутренних кромках после сверления, могут создавать турбулентность и влиять на поток. Мы используем передовое удаление заусенцев для обеспечения плавной гидродинамики. Отверстие золотника требует тонкой чистоты поверхности, обычно Ra 0,4 мкм, для предотвращения залипания5 и преждевременный износ, обеспечивая мгновенную реакцию клапана.
Подходы к производству
Обработка корпуса пропорционального клапана предлагает два основных пути. Обработка из цельной заготовки обеспечивает превосходную целостность материала и прочность. В отличие от этого, литье по выплавляемым моделям с последующей чистовой обработкой может снизить первоначальные затраты, но может нести риск дефектов материала, таких как пористость.
| Метод | Преимущества | Недостатки |
|---|---|---|
| Обработка из цельного материала | Высокая прочность, отсутствие пористости | Больший расход материала, более длительное время цикла |
| Инвестиционное литье | Меньший расход материала, форма, близкая к окончательной | Потенциальная пористость, требует вторичной обработки |
В PTSMAKE наши 4-осевые и 5-осевые фрезерные центры идеально подходят для создания этих сложных многопортовых корпусов непосредственно из цельных материалов.
Производство корпусов пропорциональных регулирующих клапанов требует передовых возможностей ЧПУ. Точность жизненно важна для внутренней разводки, жестких допусков и превосходной чистоты поверхности. Правильный подход — будь то обработка из цельного материала или литье — напрямую влияет на производительность и надежность клапана в критически важных системах жидкостного охлаждения.
Корпуса обратных клапанов: Удержание пружины и геометрия седла
В системах жидкостного охлаждения обратные клапаны необходимы для предотвращения обратного потока при остановке насоса. Корпус является основой. Его обработка требует высокой точности для таких элементов, как внутреннее отверстие, которое направляет золотник, и седло клапана.
Ключевые особенности обработки
Седло клапана является наиболее критичным элементом. Это часто фаска под углом 45 градусов, обработанная непосредственно в корпусе, или карман, предназначенный для вставки мягкого седла. Точные элементы для удержания пружины также обрабатываются для надежного контроля давления открытия клапана.
Сравнение геометрии седла
В этой таблице представлены распространенные типы седел, которые мы обрабатываем для фитингов и клапанов с ЧПУ для жидкостного охлаждения.
| Тип седла | Материал | Ключевое преимущество | Общее приложение |
|---|---|---|---|
| Коническое седло | То же, что и корпус (например, 316L) | Долговечность | Системы высокого давления |
| Вставка с мягким седлом | PEEK / PTFE | Превосходная герметичность | Низкое давление, критическое уплотнение |
Основная проблема при ЧПУ-обработке корпуса обратного клапана заключается в соосности между седлом клапана и внутренним отверстием. Если эти две детали не идеально выровнены, золотник или диск не будут герметично закрываться, что приведет к утечкам и отказу системы.
Обеспечение герметичности
Мы постоянно выдерживаем допуск ±0,05 мм Полное индикаторное биение6 (TIR) между седлом и отверстием. Это не просто число; это требование для надежной работы. Любое отклонение за пределы этого значения может вызвать неравномерный износ и нарушить герметичность, что является критическим отказом в жидкостном охлаждении для чувствительной электроники.
Синергия материала и обработки
Для корпуса нержавеющая сталь 316L является распространенным выбором из-за ее коррозионной стойкости. Когда конструкция требует мягкого седла, мы обрабатываем точный карман для вставки из PEEK или PTFE. Контроль глубины пружинного кармана не менее важен, так как он напрямую влияет на усилие, необходимое для открытия клапана.
| Параметр | Технические характеристики | Метод проверки |
|---|---|---|
| Соосность седла и отверстия | ±0,05 мм TIR | Сканирование щупом КИМ |
| Глубина пружинного кармана | ±0,1 мм | Цифровой глубиномер |
| Шероховатость уплотнительной поверхности | Ra 0,8 мкм или лучше | Профилометр поверхности |
В PTSMAKE мы используем верификацию на КИМ для каждой партии, чтобы обеспечить соблюдение этой концентричности. Эта приверженность точности обработки односторонних клапанов предотвращает дорогостоящие отказы в эксплуатации для наших клиентов.
В конечном итоге, успешная работа обратного клапана зависит от точной обработки корпуса. Концентричность между седлом и отверстием, в сочетании с правильным выбором материала и верификацией, обеспечивает надежное предотвращение обратного потока в требовательных системах жидкостного охлаждения.
Корпуса предохранительных клапанов: Резьба, угол седла и точность настройки давления
Производительность предохранительного клапана (ПК) определяется точностью обработки его корпуса. Внутренняя геометрия, особенно седло клапана, напрямую контролирует точность заданного давления. Даже незначительные отклонения могут привести к катастрофическому отказу или постоянным, дорогостоящим утечкам в системе.
Ключевые обработанные геометрии
Корпус клапана содержит несколько критически важных элементов. К ним относятся сопло или седло, пружинная камера, резьба регулировочного винта и выпускное отверстие. Каждый элемент должен быть обработан с жесткими допусками для совместной работы, обеспечивая надежную и повторяемую работу клапана под давлением.
От чертежа к производительности
Связь между чертежом и производительностью конечного продукта прямая. Например, угол и чистота поверхности седла определяют, насколько эффективно клапан герметизируется и открывается при точно заданном давлении. Это игра микрон.
| Характеристика | Обработка в фокусе |
|---|---|
| Седло клапана | Угол, ширина и чистота поверхности |
| Пружинная камера | Внутренний диаметр и глубина |
| Регулировочная резьба | Средний диаметр резьбы и класс точности резьбы |
| Выпускное отверстие | Концентричность и диаметр отверстия |

Когда мы подходим к ЧПУ-обработке корпуса предохранительного клапана, мы рассматриваем допуски как абсолютные правила, а не рекомендации. Связь между точностью обработки и повторяемостью давления срабатывания неразрывна. Плохая геометрия или чистота поверхности являются основной причиной преждевременного сброса или медленной утечки через седло.
Критические допуски и чистота поверхности
Для металлических седел, требующих герметичного перекрытия, часто необходима чистота поверхности Ra 0.2 мкм. Согласно нашим испытаниям, любая более грубая поверхность создает путь утечки. Допуск на ширину седла обычно выдерживается в пределах ±0.025 мм для обеспечения равномерного приложения силы от пружины.
Роль резьбы и концентричности
Резьба регулировочного винта, обычно с посадкой класса 2A/2B, позволяет точно настраивать давление срабатывания. Плохая геометрия резьбы может вызвать трение или люфт, делая точную регулировку невозможной. Не менее важна концентричность между седлом и направляющим отверстием, которая предотвращает неравномерную нагрузку и преждевременный износ. Плохой контроль здесь может повысить производительность Гистерезис7.
Эти принципы особенно важны в таких системах, как Фитинги и клапаны для жидкостного охлаждения, обработанные на станках с ЧПУ, где надежность имеет первостепенное значение.
Достижение точного давления срабатывания и герметичного уплотнения в предохранительном клапане полностью зависит от ЧПУ-обработки корпуса клапана. Ключевые факторы включают геометрию седла, чистоту поверхности (Ra 0.2 мкм) и жесткие допуски на такие элементы, как резьба и концентричность отверстия.
Многоосевая обработка на станках с ЧПУ для сложных геометрий корпусов клапанов
Выбор между 3-осевой и 5-осевой обработкой является критически важным шагом. Для сложных корпусов клапанов, особенно используемых в системах жидкостного охлаждения, многоосевая обработка часто становится необходимостью, а не роскошью. Она позволяет создавать сложные элементы за одну установку.
Когда 5-осевая обработка необходима?
Для компонентов с портами на нескольких неортогональных поверхностях 5-осевая обработка является явным победителем. Этот подход, который мы часто используем в PTSMAKE, упрощает процесс для деталей, требующих подрезов или операций обратной обработки, которые невозможно выполнить на 3-осевом станке за одно крепление.
Ключевые факторы принятия решений
| Сложность характеристик | Трехосевой подход | 5-осевое решение |
|---|---|---|
| Порты под сложным углом | Множество сложных приспособлений | Одна установка, более высокая точность |
| Подрезы/Обратная сторона | Специальная оснастка, многократные установки | Прямой доступ для обработки |
| Высокая соосность | Риск накопления допусков | Поддерживается за одну операцию |
Стратегия обработки "за один проход"
Основное преимущество 5-осевой ЧПУ-обработки корпусов клапанов заключается в стратегии "за один проход". Завершение детали за одну установку значительно снижает риск ошибок, возникающих при повторной фиксации. Это крайне важно для поддержания жестких допусков между элементами на разных поверхностях детали.
Мы убедились, что для ЧПУ-обработанных фитингов и клапанов для жидкостного охлаждения с четырьмя или более угловыми портами этот подход более экономичен. Более высокая почасовая ставка станка компенсируется устранением необходимости в нескольких нестандартных приспособлениях и связанных с этим затрат на рабочую силу для наладки.
Сравнение подходов к производству
Выбор правильного процесса напрямую влияет на конечную стоимость и качество. Это компромисс между временем работы станка, трудозатратами и инвестициями в оснастку.
Разделение затрат и времени
Производство клапанов с многоосевой обработкой требует более глубокого анализа, чем простое сравнение почасовых ставок станка. После рассмотрения нескольких проектов наши данные показывают четкую закономерность.
| Метрика | 3-осевое + Несколько установок | 5-осевая обработка за одну установку |
|---|---|---|
| Время цикла | Выше (включает время наладки) | Ниже (непрерывная обработка) |
| Точность | Ниже (накопление допусков) | Выше (единая система отсчета) |
| Стоимость крепления | Высокий (множество нестандартных приспособлений) | Минимальный (стандартные тиски/патрон) |
| Стоимость труда | Высокий (множество установок) | Ниже (меньше вмешательства оператора) |
Использование расширенных функций, таких как Управление центральной точкой инструмента (TCPC)8 на наших 5-осевых станках позволяет кончику инструмента следовать запрограммированному пути независимо от длины инструмента или движений поворотных осей станка. Это обеспечивает превосходную точность на сложных изогнутых поверхностях и наклонных отверстиях.
Многоосевая обработка необходима для сложных корпусов клапанов, повышая точность и снижая общие затраты на проект. Минимизируя количество установок с помощью стратегии "одного удара", она компенсирует более высокую почасовую ставку, в конечном итоге обеспечивая превосходную и более экономичную деталь.
Токарная обработка швейцарского типа для малых компонентов клапанов: Сердечники клапанов и вставки
Почему швейцарская токарная обработка для сложных деталей клапанов?
Для небольших, сложных компонентов клапанов обычные токарные станки часто не справляются. Такие детали, как штоки клапанов и тарелки, требуют уровня точности, которого трудно достичь, когда отклонение заготовки становится проблемой. Именно здесь швейцарская токарная обработка дает нам явное преимущество в PTSMAKE.
Швейцарская токарная обработка клапанных деталей на станках с ЧПУ идеально подходит для компонентов диаметром от 3 мм до 20 мм и длиной до 200 мм. Поддерживая заготовку непосредственно у режущего инструмента, станок минимизирует вибрацию и отклонение, обеспечивая исключительную прямолинейность и соосность на длинных, тонких деталях.
Основные компоненты, которые мы обрабатываем
Точная обработка вставок клапанов является основной частью нашей работы. Мы обрабатываем различные второстепенные компоненты, каждый из которых имеет свои уникальные задачи. Швейцарская токарная обработка позволяет нам постоянно удовлетворять эти требования для таких применений, как фитинги и клапаны с ЧПУ для жидкостного охлаждения.
| Компонент | Общая проблема обработки |
|---|---|
| Штоки клапанов | Поддержание прямолинейности на больших длинах |
| Тарелки клапанов | Достижение критически важных чистовых поверхностей уплотнения |
| Дозирующие иглы | Точность конуса и геометрия тонкого кончика |
| Вставки седел | Концентричность между отверстием и седлом |

Техническое преимущество швейцарской обработки
Превосходство станков швейцарского типа для этих деталей сводится к трем ключевым особенностям. Эти технологии позволяют нам полностью обрабатывать компонент за одну установку, что крайне важно как для точности, так и для эффективности производства деталей для систем жидкостного охлаждения.
Направляющая втулка для стабильности
Направляющая втулка является краеугольным камнем швейцарской токарной обработки. Она обеспечивает жесткую поддержку заготовки непосредственно рядом с режущими инструментами. Такая установка практически исключает прогиб на длинных, тонких деталях, обеспечивая равномерные диаметры и превосходные чистовые поверхности от начала до конца.
Противошпиндель для полной обработки
После того как главный шпиндель завершает свои операции, противошпиндель захватывает деталь. Это позволяет нам обрабатывать задний конец без ручного вмешательства. Этот процесс гарантирует превосходную концентричность между элементами на противоположных концах компонента, что является критическим фактором для производительности клапана.
Приводной инструмент для сложных элементов
Наши швейцарские станки оснащены приводным инструментом. Это позволяет нам выполнять вторичные операции, такие как поперечное сверление, прорезка пазов и фрезерование плоскостей за один цикл. Такой интегрированный подход сокращает сроки выполнения работ и повышает точность элементов относительно точеных диаметров.
Материалы и стандарты точности
Мы работаем с различными материалами, выбранными за их характеристики в требовательных клапанных применениях. Термическая обработка 17-4PH, известная как Дисперсионное твердение9, имеет решающее значение для достижения высокой износостойкости. Основываясь на наших испытаниях, мы постоянно выдерживаем жесткие допуски.
| Материал | Первичное применение |
|---|---|
| Нержавеющая сталь 303/316L | Коррозионная стойкость и общее применение |
| 17-4PH H900 | Компоненты для высокого давления и высокой износостойкости |
| PEEK | Электрическая изоляция и химическая стойкость |
Мы достигаем допусков ±0.01 мм по диаметрам и чистоты поверхности до Ra 0.4 мкм на критических уплотнительных поверхностях.
Швейцарская токарная обработка незаменима для производства малых, сложных компонентов клапанов с высокой точностью. Ее способность обрабатывать длинные, тонкие детали и выполнять все операции за одну установку делает ее идеальной для сердечников клапанов, вставок и других сложных деталей, требующих жестких допусков.
Нарезание резьбы и концевые соединения при обработке корпусов клапанов
Правильная нарезка резьбы имеет решающее значение для создания герметичных, надежных соединений в корпусах клапанов. Это не просто нарезка канавок; это выбор правильного стандарта и его точное выполнение. Каждый тип резьбы служит определенной цели, от конических до прямых профилей.
Основные стандарты резьбы
Различные применения требуют разных стандартов резьбы. Для фитингов и клапанов с ЧПУ для жидкостного охлаждения понимание этих стандартов является фундаментальным. В нашей работе в PTSMAKE мы обычно обрабатываем эти основные типы, каждый из которых имеет уникальные геометрические требования к уплотнению и механическому зацеплению.
| Тип резьбы | Метод герметизации | Общее приложение |
|---|---|---|
| NPT/BSPT | Интерференция резьбы (конусность) | Общего назначения, напорные линии |
| UN/UNF/BSPP | Прокладка или уплотнительное кольцо | Фитинги, гидравлические соединения |
| SAE ORB | Уплотнительное кольцо в канавке | Гидравлические системы высокого давления |
Важность точности
Достижение идеального уплотнения начинается с точной механической обработки. При обработке резьбы корпуса клапана даже незначительные отклонения в шаге, угле или глубине могут привести к утечкам или отказу соединения под давлением. Эта точность отличает надежный компонент от потенциальной проблемы.

Измерение и контроль качества
Проверка геометрии резьбы так же важна, как и ее нарезка. Мы используем специальные калибры для каждого типа резьбы. Например, для резьбы NPT требуются пробки-калибры L1 и L2 для проверки глубины конусности, что обеспечивает правильное зацепление резьбы без заклинивания или помех.
| Тип калибра | Используется для | Назначение |
|---|---|---|
| Кольцевой калибр | Внешние резьбы | Проверка проходным/непроходным калибром для среднего диаметра резьбы |
| Пробка-калибр | Внутренняя резьба | Проверка проходным/непроходным калибром для среднего диаметра резьбы |
| Калибр NPT L1/L2 | Конические резьбы | Проверяет правильную глубину зацепления |
Фрезерование резьбы по сравнению с нарезанием
Для резьбы большого диаметра я часто рекомендую фрезерование резьбы вместо нарезания метчиком. Нарезание метчиком иногда может создавать высокий крутящий момент, рискуя поломкой инструмента или деформацией детали. Фрезерование резьбы, которое использует Винтовая интерполяция10, предлагает более контролируемый процесс.
Этот метод часто обеспечивает превосходное качество резьбы и чистоту поверхности. Дополнительным преимуществом является то, что один инструмент может обрабатывать резьбу различных размеров с одинаковым шагом, предлагая гибкость в производстве, особенно при токарных операциях с ЧПУ для резьбы NPT.
Распространенные ошибки обработки
Чрезмерная конусность резьбы NPT является частой проблемой, вызывающей помехи при сборке. Другая проблема — повреждение начала резьбы из-за неправильного ввода инструмента, что может нарушить герметичность. Наконец, заусенцы, оставшиеся на гребнях резьбы, препятствуют правильной посадке и должны быть тщательно удалены.
Выбор правильного типа резьбы, ее точное выполнение и проверка с помощью соответствующих калибров являются обязательными условиями для высокопроизводительных корпусов клапанов. Понимание распространенных ошибок и выбор оптимального метода обработки, такого как фрезерование резьбы для больших диаметров, обеспечивает герметичное и надежное соединение.
Обработка уплотнительных поверхностей: Канавки для уплотнительных колец, торцевые поверхности фланцев и металлические седла
В жидкостном охлаждении уплотнительная поверхность — это все. Один микроскопический дефект может привести к катастрофическому сбою. Обработка этих поверхностей на фитингах и клапанах с ЧПУ — это задача, где точность — не просто цель; это единственный приемлемый результат. Здесь нет места ошибкам.
Ключевые методы герметизации
Мы в основном сталкиваемся с тремя типами уплотнений. Каждый из них имеет уникальные требования к обработке, которые напрямую влияют на его производительность. Понимание этих различий имеет решающее значение для производства надежных компонентов для систем жидкостного охлаждения.
| Тип уплотнения | Основное внимание при обработке | Общее приложение |
|---|---|---|
| Канавка для уплотнительного кольца | Глубина канавки и чистота поверхности | Статические уплотнения между половинками корпуса |
| Компрессионное уплотнение | Плоскостность и чистота поверхности | Соединения с прокладками или обжимными кольцами |
| Металлическое уплотнение | Концентричность и чистота поверхности | Шаровые краны высокого давления |
Допуски канавок для уплотнительных колец
Для стандартных канавок под уплотнительные кольца AS568 контроль глубины канавки имеет решающее значение. Мы выдерживаем допуск ±0,05 мм. Чистота нижней поверхности должна быть Ra 1,6 мкм или лучше, без следов инструмента, идущих параллельно потенциальному пути утечки.

Успех обработанных на станках с ЧПУ фитингов и клапанов для жидкостного охлаждения зависит от достижения идеальных уплотнительных поверхностей. Каждая конструкция требует особого подхода, от точных размеров канавки для уплотнительного кольца до безупречной чистоты металлического уплотнения. Компромисс недопустим.
Обработка пазов для уплотнительных колец
Для канавок под уплотнительные кольца целью является контролируемое сжатие. Слишком глубокая канавка не обеспечивает достаточного сжатия уплотнительного кольца, создавая путь утечки. Если она слишком мелкая, уплотнительное кольцо деформируется, что приводит к преждевременному выходу из строя. Вот почему допуск глубины ±0,05 мм не подлежит обсуждению.
Требования к металлическим уплотнениям
Металлические уплотнения являются наиболее требовательными. В шаровом кране с жестким седлом седло должно иметь концентричность относительно отверстия в пределах ±0,025 мм. Чистота поверхности должна быть исключительно гладкой, обычно между Ra 0,2 мкм и 0,4 мкм. Именно здесь принципы Трибология11 становятся критически важными.
Критические геометрические параметры
Достижение этих спецификаций требует точного контроля траектории инструмента и стабильности станка. Геометрия, будь то угол 45 градусов или острый край, должна быть идеальной для создания линии контакта, которая выдерживает высокое давление без утечек.
| Характеристика | Контроль GD&T | Типовая спецификация |
|---|---|---|
| Дно канавки для уплотнительного кольца | Профиль поверхности | 0.05мм |
| Фланцевая поверхность | Плоскость | 0,02 мм |
| Угол металлического седла | Угловое отклонение | ±0.1° |
| Металлическое седло к отверстию | Концентричность | 0.025мм |
Обработка уплотнительных поверхностей — это кропотливый процесс. Успех зависит от соблюдения жестких допусков на глубину канавки, чистоту поверхности и геометрические параметры, такие как соосность. Эти детали определяют надежность обработанных на станках с ЧПУ фитингов и клапанов в любом применении жидкостного охлаждения.
Испытания на герметичность обработанных корпусов клапанов: Стандарты и методы
Обеспечение герметичности корпуса клапана является обязательным условием, особенно для фитингов и клапанов, обработанных на станках с ЧПУ, для жидкостного охлаждения. Незначительный дефект может привести к катастрофическому сбою системы. В PTSMAKE мы используем структурированный подход для проверки целостности каждого производимого нами компонента.
Основные протоколы испытаний на герметичность
Различные испытания нацелены на разные потенциальные точки отказа. Гидростатические испытания проверяют структурную прочность корпуса, в то время как пневматические испытания сосредоточены на эффективности уплотнения. Для наиболее критически важных применений требуются передовые методы.
Общие параметры испытаний
Вот краткий обзор стандартных испытаний, которые мы применяем для типового испытания давлением клапана жидкостного охлаждения.
| Метод испытания | Основная цель | Типичное давление/чувствительность |
|---|---|---|
| Гидростатическое давление | Целостность и прочность корпуса | 1.5× номинального давления (10-15 бар) |
| Пневматическая утечка по седлу | Эффективность уплотнения | Низкое давление (0.5-1 бар) |
| Гелиевая масс-спектрометрия | Герметичное уплотнение | <1×10⁻⁶ mbar·L/s |
Применение правильного метода испытаний
Выбор правильного испытания имеет решающее значение для эффективной проверки герметичности корпуса клапана. Каждый метод предоставляет различную информацию о производительности детали и подходит для определенных этапов валидации.
Испытание гидростатическим давлением
Мы проводим это испытание для подтверждения фундаментальной целостности корпуса клапана. Подвергая деталь воздействию давления, в 1.5 раза превышающего ее номинальное, обычно 10-15 бар, и выдерживая его в течение 2-5 минут, мы проверяем отсутствие структурных дефектов, пористости или трещин, возникших в процессе механической обработки.
Испытание на пневматическую утечку по седлу
Это испытание сосредоточено на способности седла клапана герметизировать. Используя воздух низкого давления 0.5-1 бар, мы проверяем наличие утечек с помощью пузырькового теста или путем измерения падения дифференциального давления. Я всегда рекомендую использовать сухой азот для предотвращения загрязнения компонента влагой.
Гелиевая масс-спектрометрия12 для максимальной уверенности
Для герметичных сборок или критически важных применений это золотой стандарт. Он обнаруживает утечки в тысячи раз меньше, чем могут найти другие методы. Мы придерживаемся строгого критерия приемлемости менее 1×10⁻⁶ мбар·л/с, обеспечивая полную герметичность.
Надежная стратегия тестирования сочетает эти методы для гарантии производительности. Гидростатические испытания подтверждают целостность корпуса, пневматические испытания подтверждают герметичность, а гелиевая спектрометрия обеспечивает абсолютную целостность для самых требовательных применений, таких как те, что встречаются в высокопроизводительных системах жидкостного охлаждения.
Удаление заусенцев и очистка корпусов клапанов: Почему это важно для надежности охлаждения
Обработка корпуса клапана — это только полдела. Настоящая проверка надежности систем жидкостного охлаждения происходит после механической обработки. Внутренние заусенцы, особенно на пересечениях отверстий, представляют собой крошечные металлические фрагменты, которые могут привести к катастрофическим сбоям в будущем.
Проблема внутренних заусенцев
Эти фрагменты могут отрываться, блокируя каналы охлаждающей жидкости или заклинивая седла клапанов. Если они достигают насоса, они могут повредить крыльчатки, что приведет к полному отказу системы. Вот почему акцент на удалении заусенцев и очистке — это не просто проверка качества; это основная часть производства надежных фитингов и клапанов с ЧПУ для жидкостного охлаждения.
Первоначальных шагов недостаточно
Стандартная галтовка или промывка не удалит эти внутренние заусенцы. Требуется специализированный, многоэтапный процесс, чтобы убедиться, что каждый внутренний проход идеально чист и гладок до сборки корпуса клапана.
| Фактор риска | Последствия плохого удаления заусенцев |
|---|---|
| Блокировка потока | Перегрев и отказ системы |
| Заклинивание клапана | Невозможность контролировать поток охлаждающей жидкости |
| Повреждение насоса | Дорогостоящий ремонт и простои системы |
| Загрязнение | Сокращение срока службы охлаждающей жидкости и компонентов |
Передовые методы удаления заусенцев и очистки
Эффективная очистка корпуса клапана от заусенцев требует специализированных методов. Для простых геометрий ручное удаление заусенцев с помощью специальных инструментов может достигать внутренних проходов. Однако для сложных внутренних каналов мы полагаемся на более передовые методы для обеспечения полного удаления всех заусенцев.
Выбор правильной техники
Термическая зачистка (ТЭМ) отлично подходит для сложных внутренних геометрий, так как она испаряет заусенцы, не влияя на размеры детали. Для высокоточных деталей с жесткими допусками электрохимическая зачистка (ЭХМ) предлагает бесконтактное, высококонтролируемое решение, которое удаляет материал ион за ионом.
| Deburring Method | Лучшее для | Прецизионный уровень |
|---|---|---|
| Термическая (ТЭМ) | Сложные внутренние геометрии | Высокий |
| Электрохимическая (ЭХМ) | Жесткие допуски, чувствительные материалы | Очень высокий |
| Водоструйная обработка под высоким давлением | Промывка и очистка каналов | Средний |
Проверка и окончательная чистота
После зачистки чистота имеет первостепенное значение. Мы придерживаемся стандартов, таких как ISO 16232, для измерения загрязнения частицами. Ультразвуковая очистка в специализированных растворителях удаляет любые оставшиеся микрочастицы. Окончательная проверка с использованием Бороскопа13 позволяет нам визуально убедиться, что каждый внутренний канал безупречен, гарантируя чистоту деталей, обработанных на станках с ЧПУ, необходимую для высоконадежных систем.
Зачистка и очистка — это не необязательные шаги; они необходимы для производительности и долговечности любой системы жидкостного охлаждения. Правильное выполнение предотвращает засоры, защищает компоненты и гарантирует, что вся система работает так, как задумано, отражая приверженность истинному качеству производства.
Обработка поверхности и покрытие для совместимости с охлаждающей жидкостью
После механической обработки качество поверхности — это только начало. Правильная обработка поверхности корпуса клапана обеспечивает долгосрочную надежность в системах жидкостного охлаждения. Это критически важный шаг, который предотвращает коррозию, снижает трение и продлевает срок службы фитингов и клапанов для жидкостного охлаждения, обработанных на станках с ЧПУ.
Ключевые виды обработки поверхности
Выбор правильной обработки полностью зависит от материала, хладагента и рабочей среды. Каждый вариант предлагает конкретные преимущества, адаптированные к различным требованиям применения, от коррозионной стойкости до защиты от износа.
Распространенные защитные процессы
Мы часто применяем такие обработки, как пассивация для нержавеющей стали или твердое анодирование для алюминия. Эти процессы являются основополагающими для обеспечения ожидаемой работы деталей на протяжении всего срока службы.
| Лечение | Основной материал | Главная цель |
|---|---|---|
| Пассивация | Нержавеющая сталь | Удаляет свободное железо, повышает коррозионную стойкость |
| Анодирование (тип III) | Алюминий | Повышает твердость поверхности и износостойкость |
| Безэлектролитный никель | Медь, Латунь | Создает равномерный защитный барьер |
| Тефлон/Ксилан | Штоки клапанов | Уменьшает трение и предотвращает залипание |

Выбор обработки поверхности корпуса клапана никогда не бывает случайным; это стратегическое решение, основанное на химии и механике системы. Например, в контуре со смешанными металлами, содержащем медь и алюминий, проактивное покрытие необходимо для предотвращения проблем.
Выбор правильного лечения
Сама охлаждающая жидкость является самым большим фактором. Смесь воды и гликоля является проводящей и требует защиты от коррозии. В отличие от этого, диэлектрические жидкости непроводящие, поэтому электрическая изоляция от анодирования становится более важной для предотвращения искрения.
Подбор обработки под применение
В нашей работе в PTSMAKE мы обнаружили, что пассивация нержавеющей стали 316L в соответствии с ASTM A967 является стандартом для большинства охлаждающих жидкостей на водной основе. Она удаляет поверхностные загрязнения от механической обработки, что является частой причиной преждевременной ржавчины. Для корпусов из медных сплавов, Безэлектродное никелирование14 является моей основной рекомендацией для жидкостного охлаждения. Оно создает полностью равномерный барьер, в отличие от гальванического покрытия, которое может неравномерно нарастать на сложных формах.
Эта равномерность критически важна внутри сложных каналов фитингов и клапанов для жидкостного охлаждения, изготовленных на станках с ЧПУ. Для нужд с низким трением, например, на штоках клапанов, пропитка тефлоном или покрытие ксиланом снижает усилие приведения в действие и предотвращает залипание, особенно после длительных периодов простоя.
| Тип охлаждающей жидкости | Общий материал | Рекомендуемая обработка | Ключевое преимущество |
|---|---|---|---|
| Вода-гликоль | Нержавеющая сталь 316L | Пассивация | Устойчивость к коррозии |
| Вода-гликоль | Алюминий | Твердое анодирование (Тип III) | Твердость, защита от коррозии |
| Вода-гликоль | Медь/латунь | Безэлектролитный никель | Однородный барьерный слой |
| Диэлектрическая жидкость | Алюминий | Твердое анодирование (Тип III) | Электрическая изоляция |
Выбор правильной обработки поверхности имеет решающее значение для предотвращения сбоев системы. Пассивация, анодирование и специализированное покрытие напрямую повышают долговечность и надежность компонентов жидкостного охлаждения, гарантируя соответствие их эксплуатационным характеристикам на протяжении всего срока службы.
Проектирование с учетом технологичности: Чертежи корпусов клапанов, которые нравятся машинистам
Хорошо разработанный чертеж корпуса клапана — это больше, чем просто набор инструкций; это четкий инструмент коммуникации. Когда инженеры применяют принципы проектирования с учетом технологичности (DFM), они устраняют разрыв между проектным замыслом и производственной реальностью, экономя время и сокращая затраты. Такой подход предотвращает ненужные доработки и оптимизирует процесс механической обработки.
Почему DFM важен для корпусов клапанов
Эффективный DFM предвидит производственные проблемы. Для сложных компонентов, таких как фитинги и клапаны для жидкостного охлаждения, изготовленные на станках с ЧПУ, небольшие корректировки конструкции могут иметь значительное влияние. Они могут устранить необходимость в специализированном инструменте или вторичных операциях, напрямую повышая эффективность и качество компонентов.
От чертежа к готовой детали
Вот распространенные проблемы, с которыми мы сталкиваемся, и их решения DFM:
| Проблемная особенность | Оптимизированное обозначение DFM |
|---|---|
| Острые внутренние углы | Большие радиусы скруглений |
| Глубокие, узкие отверстия (L/D > 4:1) | Уменьшенное отношение длины к диаметру |
| Нестандартные резьбы | Стандартные резьбы для конкретного региона (NPT/BSP) |
| Неоднозначные базовые элементы | Четкая система GD&T |

В PTSMAKE мы часто консультируем клиентов по вопросам проектирования клапанов с учетом технологичности изготовления. Простые изменения приносят значительные преимущества. Например, отказ от глубоких отверстий с соотношением длины к диаметру более 4:1 устраняет необходимость в дорогостоящем глубоком сверлении. Более глубокие отверстия часто приводят к увеличению Отклонение инструмента15, что может поставить под угрозу прямолинейность отверстия и общую точность.
Ключевые области оптимизации
Внутренние геометрии
Указание больших радиусов скругления углов во внутренних карманах имеет решающее значение. Острые углы не могут быть фрезерованы и требуют электроэрозионной обработки (ЭЭО), гораздо более медленного и дорогостоящего процесса. Проектирование портов таким образом, чтобы они были доступны из стандартных ориентаций инструмента, также упрощает настройку и значительно сокращает время обработки.
Резьбы и допуски
Использование нестандартных резьб для конкретного региона, например BSP в проекте, базирующемся в США, может вызвать задержки с поставками. Не менее важны четкие определения баз для геометрических размеров и допусков (GD&T), которые устраняют двусмысленность и обеспечивают постоянное соответствие деталей функциональным требованиям.
| Выбор дизайна | Последствия обработки |
|---|---|
| Острый внутренний угол | Требует медленного, дорогостоящего процесса ЭЭО |
| Соотношение L/D > 4:1 | Требует специализированных инструментов для глубокого сверления |
| Неоднозначные GD&T | Риск неправильной интерпретации и брака деталей |
| Стандартный доступ к порту | Обеспечивает более быструю и жесткую настройку |
Сосредоточившись на принципах DFM, таких как оптимизация глубины отверстий, использование стандартных резьб и предоставление четких GD&T, вы можете создавать чертежи корпусов клапанов, которые эффективны в производстве. Эти небольшие корректировки приводят к снижению затрат, сокращению сроков выполнения работ и повышению качества деталей.
Распространенные дефекты обработки в корпусах клапанов и как их избежать
Корпуса клапанов, используемые в системах жидкостного охлаждения, должны быть безупречными. Даже небольшие ошибки в этих обработанных на станках с ЧПУ фитингах и клапанах могут привести к утечкам или отказу системы. Мы часто сталкиваемся с конкретными проблемами, которые снижают производительность, но при правильном подходе их можно полностью предотвратить.
Некруглые отверстия
Основная проблема — это отверстия, которые не являются идеально круглыми. Это часто происходит из-за неправильной стратегии зажима, когда давление приспособления слегка деформирует деталь во время обработки. При освобождении деталь возвращается в исходное положение, оставляя некруглое отверстие, что нарушает герметичность.
Дефекты чистоты поверхности
Еще одна распространенная проблема — следы вибрации (дрожания) на критически важных уплотнительных поверхностях. Эти небольшие вибрации, часто вызванные прерывистыми резами или нестабильностью инструмента, создают шероховатую поверхность. Это препятствует идеальному уплотнению, со временем приводит к утечкам и создает серьезные проблемы с качеством клапанов, обработанных на станках с ЧПУ.

Устранение дефектов обработки корпусов клапанов требует систематического подхода. Речь идет не просто об устранении одной проблемы; речь идет о создании процесса, который предвидит и предотвращает их. Мы сосредоточены на выявлении первопричины, внедрении точного обнаружения и совершенствовании стратегии обработки для обеспечения долгосрочной надежности.
Распространенные дефекты и способы их устранения
Понимание источника дефекта — это первый шаг. Например, сбои резьбы часто объясняются простым износом инструмента, который не контролировался. Аналогично, пористость в литой детали становится проблемой только после начала ее обработки, выявляя скрытые пустоты. Каждый дефект имеет свою конкретную причину и решение.
| Дефект | Коренная причина | Метод обнаружения | Корректирующие действия |
|---|---|---|---|
| Некруглые отверстия | Недостаточный зажим | КИМ, пневматический контроль | Перепроектировать приспособление, использовать динамометрические ключи |
| Болтливые знаки | Вибрация инструмента, прерывистые резы | Профилометр поверхности | Отрегулировать скорости/подачи, использовать жесткий инструмент |
| Сбои резьбы | Износ инструмента | Проходной/Непроходной калибр | Внедрение управления сроком службы инструмента |
| Внутренние заусенцы | Операции перекрестного сверления | Бороскопический контроль | Добавить цикл удаления заусенцев, использовать специальные инструменты |
| Пористость | Низкое качество литья | Визуальный осмотр, Испытание давлением | Улучшить процесс литья, отсеивать необработанные детали |
| Дрейф размеров | Тепловое расширение, износ инструмента | Пробное зондирование в процессе работы | Внедрить компенсацию инструмента, управлять охлаждающей жидкостью |
Мы также уделяем пристальное внимание дрейфу размеров во время длительных производственных циклов. Изменения температуры станка и постепенный износ инструмента могут привести к медленному выходу размеров детали за пределы допуска. Это требует надежного контроля процесса и опыта в области Метрология размеров16 для поддержания стабильности от первой до последней детали.
Предотвращение дефектов корпусов клапанов требует глубокого понимания первопричин, от усилий зажима до теплового дрейфа. Использование точных методов обнаружения и проактивного контроля процесса имеет решающее значение для обеспечения надежности обработанных на станках с ЧПУ фитингов и клапанов для систем жидкостного охлаждения.
От прототипирования к производству: Масштабирование производства корпусов клапанов
Масштабирование новой конструкции корпуса клапана от единичного прототипа до полномасштабного производства требует поэтапного подхода. Каждый этап решает различные задачи, от проверки конструкции до оптимизации стоимости и повторяемости при больших объемах. Этот путь имеет решающее значение для успеха проекта.
Фаза прототипирования (1-10 штук)
Начальный этап сосредоточен на скорости и проверке дизайна. Мы обычно используем 5-осевые или токарно-фрезерные центры для обработки деталей из цельного прутка. Это позволяет быстро итерировать, с циклами выполнения 2-3 недели, обеспечивая быструю корректировку на основе отзывов от тестирования.
От пилотной серии до производства (10-10 000+ штук)
По мере увеличения объема стратегия меняется. Пилотная серия включает производственную оснастку и оптимизированные траектории инструмента. Полномасштабное производство требует специализированных приспособлений, минимизированного времени цикла и надежных систем контроля качества для обеспечения единообразия тысяч деталей.

Выход за рамки первоначальных прототипов влечет за собой критические решения относительно методов производства. Правильный выбор напрямую влияет на себестоимость единицы, время выполнения заказа и качество детали. Понимание этих компромиссов является ключом к эффективному масштабированию для таких продуктов, как фитинги и клапаны для жидкостного охлаждения, обработанные на станках с ЧПУ.
Выбор правильного пути
Основным соображением является переход от обработки из цельного материала к литью по выплавляемым моделям. Для меньших объемов обработка из прутка быстрее и позволяет избежать высоких затрат на оснастку. Когда количество превышает несколько тысяч единиц, первоначальные затраты на литейную оснастку компенсируются меньшими отходами материала и сокращенным временем обработки.
| Диапазон объемов | Основной метод | Ключевое преимущество |
|---|---|---|
| 1-100 шт. | Полностью обработано из цельного материала | Скорость, отсутствие затрат на оснастку |
| 100-2 000 шт. | Оптимизированная обработка | Сокращение времени цикла |
| 2 000-10 000+ шт. | Литье по выплавляемым моделям + обработка | Более низкая себестоимость единицы |
Для чрезвычайно больших объемов мы оцениваем многошпиндельную автоматизацию для дальнейшего сокращения времени цикла. Обеспечение качества также развивается от проверки первого образца на пилотной фазе до использования Статистическое управление процессами17 во время полного производства, что помогает нам отслеживать и контролировать производственный процесс в реальном времени.
Успешное масштабирование производства корпусов клапанов зависит от стратегического перехода от гибкого прототипирования к оптимизированному массовому производству. Выбор правильных процессов, таких как литье или автоматизация, и внедрение надежного контроля качества имеют решающее значение для достижения экономической эффективности и стабильности при больших объемах.
Нормативные и отраслевые стандарты для клапанов охлаждения центров обработки данных
В жидкостном охлаждении центров обработки данных стандарты — это не просто рекомендации; они являются основой надежности и совместимости. Соблюдение их гарантирует, что каждый компонент, особенно фитинги и клапаны для жидкостного охлаждения, изготовленные на станках с ЧПУ, работает должным образом в сложных условиях. Эта основа предотвращает дорогостоящие сбои и обеспечивает совместимость системы.
Ключевые регулирующие органы
Несколько организаций публикуют стандарты, критически важные для производства клапанов. Такие группы, как ASME, ANSI и Open Compute Project (OCP), предоставляют конкретные рекомендации, которым мы следуем. Эти правила определяют все: от прочности материала до точных размеров соединительного порта, напрямую влияя на процесс механической обработки.
Почему стандарты важны
Соблюдение этих стандартов гарантирует, что клапан может выдерживать давление и температуру системы, беспрепятственно соединяется с другими компонентами и безопасно работает. Для таких производителей, как мы в PTSMAKE, это означает преобразование сложных спецификаций в точные физические детали, которым наши клиенты могут полностью доверять.

Понимание ландшафта стандартов клапанов для центров обработки данных требует различения между обязательными нормативными актами и передовыми отраслевыми практиками. Это различие определяет наш производственный подход, обеспечивая как соответствие, так и производительность для критически важных компонентов.
Обязательные и рекомендуемые стандарты
Сертификаты безопасности, такие как UL 1995, часто являются обязательными для электронного оборудования, включая системы охлаждения. Напротив, стандарты ASHRAE TC 9.9 или OCP обычно считаются передовыми отраслевыми практиками. Однако крупные операторы центров обработки данных часто требуют соответствия OCP для обеспечения совместимости, что делает его де-факто требованием для поставщиков.
Влияние на требования к механической обработке
Эти стандарты оказывают прямое и значительное влияние на производственные процессы. Например, ANSI/FCI 70-2 определяет классы утечки затвора клапана. Достижение герметичности класса VI требует чрезвычайно жестких допусков на обработанных поверхностях, на чем мы сосредоточены. Стандарты OCP для стоечных интерфейсов определяют точные размеры для соединений UQD/BMQC. Каждое расположение порта, размер резьбы и поверхность должны соответствовать определенному Дата18 для обеспечения идеальной совместимости оборудования разных поставщиков.
В следующей таблице приведены основные стандарты:
| Стандарт | Область внимания | Последствия обработки |
|---|---|---|
| ASME B16.34 | Номинальные значения давления и температуры клапанов | Указывает требования к прочности материала и толщине стенок. |
| ANSI/FCI 70-2 | Утечка в затворе регулирующего клапана | Определяет чистоту поверхности и допуски для уплотнительных поверхностей. |
| OCP V3 UQS | Интерфейсы стойки и коллектора | Определяет точные размеры, расположение портов и размеры резьбы. |
| UL 1995 | Безопасность холодильного оборудования | Регулирует выбор материалов и проектирование электробезопасности. |
Наконец, надежная система качества, такая как ISO 9001, имеет решающее значение. Она обеспечивает основу для того, чтобы мы могли последовательно производить детали, соответствующие всем этим строгим спецификациям.
Соблюдение таких стандартов, как ASME, ANSI и OCP, имеет решающее значение для безопасности и надежности систем охлаждения центров обработки данных. Эти правила напрямую влияют на требования к прецизионной обработке, гарантируя безупречную работу каждого клапана и фитинга и их бесшовную интеграцию в инфраструктуру.

Узнайте, как это качество поверхности оптимизирует поток жидкости и повышает эффективность высокопроизводительных систем охлаждения. ↩
Понимание этого явления помогает предотвратить повреждение клапанов и обеспечивает долгосрочную стабильность системы в приложениях с высоким расходом. ↩
Узнайте, как этот электрохимический процесс разрушает компоненты, и изучите эффективные стратегии предотвращения для систем со смешанными металлами. ↩
Узнайте, как этот геометрический допуск критически важен для герметичности при высоком давлении. ↩
Поймите, как это явление статического трения влияет на прецизионные системы управления жидкостью и долговечность компонентов. ↩
Изучите, как этот геометрический допуск обеспечивает идеальное выравнивание и предотвращает утечки в высокопроизводительных жидкостных системах. ↩
Понимание гистерезиса помогает оптимизировать производительность повторной посадки клапана и эффективность системы. ↩
Узнайте, как эта технология управления обеспечивает сверхточное перемещение инструмента при сложной 5-осевой обработке. ↩
Узнайте, как этот процесс улучшает свойства материала для высокопроизводительных компонентов клапанов. ↩
Понимание этого основного движения ЧПУ помогает в определении передовых операций обработки для превосходного качества резьбы. ↩
Изучите, как трибология помогает создавать прочные, герметичные уплотнения типа "металл по металлу" путем управления микроскопическим трением и износом. ↩
Поймите, как этот метод обеспечивает высочайшую чувствительность для обнаружения микроскопических утечек в критически важных герметичных системах. ↩
Узнайте, как этот инструмент позволяет проводить неразрушающий визуальный контроль критически важных, труднодоступных внутренних элементов. ↩
Поймите, как этот процесс равномерного покрытия защищает сложные внутренние геометрии в прецизионных компонентах управления жидкостью. ↩
Понимание прогиба инструмента помогает предсказывать и предотвращать размерные неточности, особенно для глубоких или тонкостенных элементов. ↩
Изучите, как наука об измерениях обеспечивает соответствие деталей и качество в производстве. ↩
Поймите, как этот метод, основанный на данных, обеспечивает стабильное качество в крупносерийном производстве. ↩
Понимание роли базовой поверхности является ключом к достижению точных геометрических допусков, необходимых в высокопроизводительных компонентах. ↩






